WO2024195869A1 - 積層シート、その製造方法、シート成形品、及び太陽電池シート - Google Patents
積層シート、その製造方法、シート成形品、及び太陽電池シート Download PDFInfo
- Publication number
- WO2024195869A1 WO2024195869A1 PCT/JP2024/011467 JP2024011467W WO2024195869A1 WO 2024195869 A1 WO2024195869 A1 WO 2024195869A1 JP 2024011467 W JP2024011467 W JP 2024011467W WO 2024195869 A1 WO2024195869 A1 WO 2024195869A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- sheet
- laminated
- laminated sheet
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/14—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/30—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/04—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the partial melting of at least one layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/08—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the cooling method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
- H10F19/80—Encapsulations or containers for integrated devices, or assemblies of multiple devices, having photovoltaic cells
- H10F19/85—Protective back sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/10—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/12—Photovoltaic modules
Definitions
- the present invention relates to a laminate sheet, a manufacturing method thereof, a molded sheet product, and a solar cell sheet.
- Polypropylene sheets are widely used, primarily for food trays, due to their excellent moldability, heat resistance, and chemical resistance. However, they have not been used for large molded products such as building materials, vehicles, or automobile parts, as the mechanical strength of the sheet molded products is poor; currently, polypropylene is used exclusively to obtain molded products by injection molding. On the other hand, polypropylene sheet molded products have the advantage of being easily recyclable as a mono-material, making them a material that meets the recent need to reduce environmental impact, and there are hopes that they will be used in industrial products.
- Patent Document 1 discloses a technology in which multiple sheets of two-kind, three-layer stretched polypropylene film, in which low-melting-point polypropylene films are positioned on both surface layers of a high-melting-point polypropylene film, are laminated together under heat to produce a moldable laminated sheet.
- the laminated sheet described in Patent Document 1 is produced by a method of laminating and bonding using a roll forming machine, and therefore, bonding is performed only at the roll-to-roll contact points of the nip rolls, making lamination difficult, resulting in insufficient adhesion between the layers, trapping air throughout the sheet, and the resulting sheet is prone to warping and undulation. Even if the film is fed slowly to ensure proper lamination, the surface layer may be wrinkled due to the radiant heat from the roll (165° C.).
- the problem that the present invention aims to solve is to provide a biaxially oriented laminate sheet having excellent rigidity that can be applied to large molded products, in particular a biaxially oriented laminate sheet having homogenized in-plane rigidity when made large in area and having little unevenness in mechanical properties.
- Another object of the present invention is to provide a biaxially oriented laminate sheet which has excellent surface smoothness and small irregularities over a wide range within the surface.
- Ra( ⁇ )-Ra( ⁇ ) ⁇ 0.3 (1) Ra( ⁇ )-Ra( ⁇ ) ⁇ 0.3 (2)
- the Ra( ⁇ ), Ra( ⁇ ), and Ra( ⁇ ) are the average values (average roughness) of surface roughness measured at two points on each of the test pieces, which are strip-shaped test pieces ⁇ , ⁇ , and ⁇ cut out from the positions ⁇ , ⁇ , and ⁇ , respectively, with the long sides extending in the y direction.
- the laminate sheet is formed by stacking and heat-sealing a plurality of biaxially oriented polypropylene films (A) constituting the layer a and a multi-layer biaxially oriented film (X) having a biaxially oriented olefin resin film (B) constituting the layer b laminated on at least one surface of the biaxially oriented polypropylene film (A), and
- the multilayer biaxially stretched film (X) is a BAB type film comprising the biaxially stretched olefin resin film (B) on both surfaces of the biaxially stretched polypropylene film (A), and has a thickness of 30 to 80 ⁇ m;
- the multilayer biaxially stretched film (X) is a BAB type film containing the biaxially stretched olefin resin film (B) on both surfaces of the biaxially stretched polypropylene film (A), and is a two-kind three-layer film having a thickness of 100 to 400 ⁇ m;
- a method for producing a laminated sheet having a structure in which a layer made of a biaxially oriented polypropylene film and a layer b made of an olefin-based resin having a melting point of 110 to 160°C are alternately laminated comprising: a preparation step of stacking a plurality of biaxially oriented polypropylene films (A) constituting the layer a and a multilayer biaxially oriented film (X) having a biaxially oriented olefin resin film (B) constituting the layer b laminated on at least one surface of the biaxially oriented polypropylene film (A) to form a laminated sheet precursor (pMS); and a pressing step of hot pressing the laminate sheet precursor (pMS) on a surface while heating the laminate sheet precursor (pMS).
- a method for producing a laminated sheet in which a layer made of a biaxially oriented polypropylene film and a layer b made of an olefin-based resin having a melting point of 110 to 160°C are alternately laminated comprising the steps of: stacking a plurality of biaxially oriented polypropylene films (A) constituting the a layer and a multilayer biaxially oriented film (X) having a biaxially oriented olefin-based resin film (B) constituting the b layer laminated on at least one surface of the biaxially oriented polypropylene film (A) to form a laminated sheet precursor (pMS); A pressing step of continuously hot-pressing and then cooling the laminated sheet precursor (pMS) using a continuous pressing device,
- the method for producing a laminate sheet characterized in that the continuous pressurizing device has multiple heating zones and cooling zones, and in the heating zone, the laminate sheet precursor (pMS) is hot-pressed with upper and lower planar dies, and then
- the heating zone is divided into 2 to 10 stages in the MD direction, and is composed of molds with flat contact surfaces so as to sandwich the sheet above and below,
- the multilayer biaxially stretched film (X) is a BAB type film in which the biaxially stretched olefin resin film (B) is bonded to both surfaces of the biaxially stretched polypropylene film (A),
- the thickness of the biaxially oriented polypropylene film (A) is 30 to 80 ⁇ m
- the laminated sheet precursor (pMS) is a laminate of 30 to 60 sheets of the BAB type film, and a BA type film or a BAA type film is laminated on both surfaces of the laminated sheet precursor (pMS) with A facing the surface.
- a biaxially oriented laminate sheet having excellent rigidity applicable to large molded products in particular a biaxially oriented laminate sheet having homogenized in-plane rigidity when made large in area and having little unevenness in mechanical properties.
- a biaxially oriented laminate sheet which has excellent surface smoothness and small unevenness over a wide range of its surface.
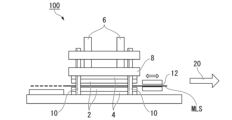
- FIG. 1 is a diagram showing a pressure device having a continuous pressure molding mechanism.
- FIG. 1 illustrates a planar mold having multiple thermally partitioned zones as an example of a continuous pressure molding mechanism of the present disclosure.
- FIG. 13 illustrates a planar mold having multiple thermally compartmentalized zones as another example of a continuous pressure molding mechanism of the present disclosure.
- FIG. 4 is a diagram showing temperature settings of upper and lower molds in a pressure device in Example 1.
- FIG. 2 is a plan view of the transparent laminate sheet obtained in Example 1, showing the positions at which test pieces for evaluating mechanical properties were cut out.
- FIG. 1 is a plan view of the transparent laminate sheet obtained in Example 4 (sheet-by-sheet vacuum lamination), showing the positions at which test pieces for evaluating mechanical properties were cut out.
- FIG. 1A is a diagram showing the shape and size of a dumbbell-shaped test piece for measuring tensile elastic modulus
- FIG. 1B is a diagram showing the shape and size of a rectangular test piece for measuring flexural elastic modulus.
- FIG. 2 is a plan view of the transparent laminate sheet obtained in Example 1, showing the position where a test piece for evaluating surface smoothness was cut out.
- FIG. 1 is a plan view of the transparent laminate sheet obtained in Example 4 (sheet-by-sheet vacuum lamination), showing the cutting position of a test piece for evaluating surface smoothness.
- FIG. 2 is a diagram showing the size of a test piece for evaluating smoothness.
- FIG. 13 is a diagram showing temperature settings of upper and lower molds in a pressure device in Example 2.
- FIG. 2 is a plan view of the transparent laminate sheet obtained in Example 2, showing the position where a test piece for evaluating surface smoothness was cut out.
- FIG. 2 is a plan view of the transparent laminate sheet obtained in Example 2, showing the position where a test piece for evaluating surface smoothness was cut out.
- FIG. 13 is a conceptual diagram showing a cross section of a sheet-type vacuum bonding apparatus used in Example 4.
- FIG. 13 is a conceptual diagram showing a cross section of a cooling device used in Example 4.
- FIG. 13 is a diagram showing temperature settings of upper and lower molds in a pressure device in Example 3.
- 1 is a conceptual diagram showing a state before and after lamination according to the present invention.
- 1 is a cross-sectional view that illustrates a schematic cross section of a solar cell sheet according to one embodiment of the present invention.
- FIG. 1 is a perspective view showing an example of a solar cell-integrated carport using the laminate sheet of the present invention.
- ⁇ means anything greater than or equal to the value before the “ ⁇ ” and anything less than or equal to the value after the " ⁇ ”.
- the laminate sheet of the present invention is a laminate sheet formed by alternately laminating a-layers made of biaxially oriented polypropylene films and b-layers made of an olefin resin having a melting point of 110 to 160° C.
- the present invention is characterized in that, when one side direction of the laminate sheet is defined as the x-direction and the direction perpendicular thereto is defined as the y-direction, the tensile modulus in the x-direction and the y-direction at three positions including the center position in the y-direction and two positions passing through the center position and spaced 200 mm apart from the center position in the y-direction are all within the range of 2000 to 5000 MPa.
- the biaxially stretched film used as the raw material for the laminated sheet is preferably stretched to a magnification of 2.8 x 2.8 or more, particularly preferably 3 x 3 or more.
- the x and y directions in the laminated sheet coincide with the stretching directions in the biaxially stretched film, and for example, it is preferable that the MD direction is the x direction and the TD direction is the y direction.
- the tensile modulus in the x direction and the y direction at the above three positions is a value evaluated by a test piece cut out with the three positions as the center.
- the above three positions refer to, for example, the three positions (1), (2), and (3) when the longitudinal direction of the sheet in FIG. 5 is the x direction (MD direction), the point located at the center of the virtual line in the y direction (TD direction) is (2), and the points located 200 mm to the left and right from (2) with (2) as the center are (1) and (3), respectively.
- the virtual line in the y direction may be any position, and the three positions (1), (2), and (3) may be determined by appropriately moving it up and down in the x direction according to the position where the test piece is taken.
- the test pieces for measuring the tensile modulus can be cut out as shown by the dotted lines in the figure, in the form of dumbbell-shaped test pieces with the y direction (TD direction) as the long side and the x direction (MD direction) as the long side, and used for measuring the flexural modulus.
- the cut-out position of the dumbbell-shaped test piece with the y direction (TD direction) as the long side is cut out so that the center of the longitudinal length of the dumbbell shape coincides with (1), (2), and (3)
- the cut-out position of the dumbbell-shaped test piece with the x direction (MD direction) as the long side is cut out so that the central axis of the dumbbell shape (for example, the dashed line in FIG. 7(a)) coincides with (1), (2), and (3).
- the shape and size of the dumbbell-shaped test piece are shown in FIG. 7(a).
- the tensile modulus can be measured in accordance with JIS K7161.
- the present invention is characterized by the fact that the tensile modulus is within a specified range in both the orthogonal x and y directions, resulting in a sheet with uniform physical properties over a wide range within the plane with minimal change in physical properties.
- the preferred range of the tensile modulus varies depending on the film thickness and stretching ratio of the biaxially stretched film used as the raw material.
- the biaxially stretched film itself can be stretched at a high stretching ratio
- the stretching ratio of the biaxially stretched film is preferably 2.8 to 8 times in the MD direction and 8 to 12 times in the TD direction.
- the stretch ratio during production of the raw stretched film is preferably 2.8 to 8 times, preferably 3 to 6 times, in the MD direction and 2.8 to 8 times, preferably 3 to 6 times, in the TD direction.
- the longitudinal direction is the x direction
- Tensile modulus in x direction MD direction
- Tensile modulus in y direction TD direction
- the range is 100%.
- the coefficient of variation of the three y-direction tensile moduli evaluated at the three positions is preferably 6% or less, more preferably 5% or less, and even more preferably 4.5% or less, in terms of excellent uniformity of the stiffness of the sheet.
- the coefficient of variation may be 0.5% or more.
- the coefficient of variation here is a value calculated by dividing the standard deviation by the average [(standard deviation/average) ⁇ 100(%)].
- the coefficient of variation is preferably 3% or less, more preferably 2.5% or less, and particularly preferably 2% or less.
- the coefficient of variation may also be 0.2% or more.
- the bending modulus at the three positions can be measured, for example, by using the laminate sheet shown in FIG. 5 obtained in Example 1 described later.
- a strip test piece with the long side in the y direction and a strip test piece with the long side in the x direction can be cut out and used for tensile modulus measurement.
- the midpoint of the long side of the test piece coincides with the three positions (1), (2), and (3)
- the midpoint of the short side of the test piece coincides with the three positions (1), (2), and (3).
- the shape and size of the cut out strip test piece are shown in FIG. 7(b).
- the bending modulus measurement can be performed in accordance with JIS K7171. Specifically, when a biaxially stretched film having a thickness of 20 ⁇ m or more and less than 100 ⁇ m, stretched 2.8 to 8 times in the MD direction and 8 to 12 times in the TD direction is used as the raw material for forming the non-surface core layer, and when the laminated sheet is manufactured by the method 1 (press method using a continuous pressurizing device) described later, when the longitudinal direction is the x direction, Flexural modulus in x direction (MD direction): 2000 to 3500 MPa Flexural modulus in y direction (TD direction): 3500 to 6000 MPa It is preferable that the range is In the case of a laminated sheet manufactured by the method 2 (sheet-type pressing method) described later, when the direction of one side is the x direction, Bending elastic modulus in the x direction: 2000 to 3500 MPa Flexural modulus in the y direction: 3500 to 6000 MPa It is preferable that the range is 100%.
- Bending modulus in x direction 2000 to 3500 MPa
- Bending modulus in the y direction 3500 to 6000 MPa It is preferable that the range is 100%.
- the bending modulus in the x direction (MD direction): 2500 to 3500 MPa
- Flexural modulus in y direction (TD direction): 2500 to 3500 MPa It is preferable that the range is 100%.
- the coefficient of variation is preferably 6.5% or less, more preferably 5.5% or less, and particularly preferably 4.8% or less.
- the coefficient of variation may also be 0.5% or more.
- the coefficient of variation is preferably 4% or less, more preferably 3.5% or less, and particularly preferably 3% or less.
- the coefficient of variation may be 0.2% or more.
- the laminated sheet of the present invention is characterized by being large in area and homogeneous in physical properties, so that the length of one side is preferably 400 mm or more, and can be particularly 500 mm or more, 600 mm or more, 1300 mm or more, or 2000 mm or more.
- the laminated sheet is manufactured by the following method 1 (pressing method using a continuous pressure device)
- the length in the y direction perpendicular to the x direction i.e., the laminated sheet width
- the laminated sheet width can be 400 mm or more, 500 mm or more, 600 mm or more, 1300 mm or more, or 2000 mm or more.
- method 1 pressing method using a continuous pressure device
- the biaxially stretched film as the raw material is supplied from a roll, there is no restriction on the length in the x direction and it can be appropriately selected according to the purpose.
- the laminate sheet of the present invention has the following properties:
- the laminate sheet of the present invention is preferably further uniform in surface smoothness from the viewpoint of excellent appearance, and for example, it can be made into a paint-less design material with excellent cosmetic properties by laminating a decorative film or sandwiching it between layers.
- a square of 595 mm x 595 mm is drawn so that the diagonal intersection of the square is the center position in the x direction or y direction, and one side of the square is parallel to one side of the laminate sheet, and the diagonal intersection is ⁇ ; the middle position of the corner of the square from the diagonal intersection is ⁇ ; and the corner of the square is ⁇ .
- the surface roughness at each of the positions of ⁇ , ⁇ , and ⁇ is Ra( ⁇ ), Ra( ⁇ ), and Ra( ⁇ )
- it is preferable that the difference ( ⁇ Ra) of Ra( ⁇ ) or Ra( ⁇ ) with respect to Ra( ⁇ ) satisfies the following formulas (1) and (2).
- the positions of ⁇ , ⁇ , and ⁇ are, for example, the positions of ⁇ , ⁇ , and ⁇ shown in FIG. 8 when explained using the example of the laminate sheet obtained in Example 1 described later and shown in FIG.
- ⁇ Ra ( ⁇ , ⁇ ) Ra ( ⁇ ) - Ra ( ⁇ ) ⁇ 0.3 (1)
- ⁇ Ra ( ⁇ , ⁇ ) Ra ( ⁇ ) - Ra ( ⁇ ) ⁇ 0.3 (2)
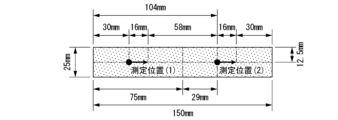
- Ra( ⁇ ), Ra( ⁇ ), and Ra( ⁇ ) are the average values (average roughness) of the surface roughness measured at two points on each test piece when strip-shaped test pieces ⁇ , ⁇ , and ⁇ with their long sides in the MD direction are cut out from the ⁇ , ⁇ , and ⁇ positions, respectively.
- An example of a test piece is the test piece shown in Figure 10.
- Examples of the two measurement positions on one test piece include measurement position (1) and measurement position (2) shown in Figure 10.
- the biaxially stretched film used as the raw material for the laminated sheet of the present invention may be prepared by adjusting the biaxially stretched polypropylene film (A) constituting the a layer and the biaxially stretched olefin resin film (B) constituting the b layer, respectively.
- the biaxially stretched polypropylene film (A) constituting the a layer and the biaxially stretched olefin resin film (B) constituting the b layer on at least one surface of the biaxially stretched polypropylene film (A).
- the multilayer biaxially stretched film (X) is produced by a co-extrusion method, in particular, in terms of excellent adhesion between (A)/(B).
- the stretching ratios in the MD direction and TD direction of the biaxially stretched film used as the raw material are preferably the stretching ratios of the multilayer biaxially stretched film (X).
- the biaxially stretched film used as the raw material particularly the multilayer biaxially stretched film (X)
- Such a laminate sheet of the present invention can be manufactured by the manufacturing method described in the "Manufacturing method of laminate sheet" below.
- the multilayer biaxially stretched film (X) may be of the AB type, in which a biaxially stretched olefin resin film (B) is laminated on one side of a biaxially stretched polypropylene film (A), the AAB type, in which a film (A) is laminated on one side of a biaxially stretched polypropylene film (A) and then a film (B) is laminated on that, or the BAB type, in which a film (B) is laminated on both sides of a biaxially stretched polypropylene film (A).
- AB type in which a film (A) is laminated on one side of a biaxially stretched polypropylene film (A) and then a film (B) is laminated on that
- BAB type in which a film (B) is laminated on both sides of a biaxially stretched polypropylene film (A).
- the size of the laminated sheet of the present invention can be appropriately selected depending on the application. Since the present invention has the unprecedented feature of being able to produce a large-area laminated sheet with high rigidity, as described above, it is preferable to produce a sheet with a side length of 400 mm or more, particularly 500 mm or more, 600 mm or more, 1300 mm or more, or 2000 mm or more.
- a laminated sheet when producing a laminated sheet by the following method 1 (pressing method using a continuous pressure device), it is preferable to produce a laminated sheet with a length in the y direction perpendicular to the x direction when the sheet is fed in the x direction, that is, a laminated sheet width of 400 mm or more, 500 mm or more, 600 mm or more, 1300 mm or more, or 2000 mm or more.
- the laminated sheet it is preferable for the laminated sheet to have at least one side length of 500 to 2000 mm, and the length of the side perpendicular to this is greater than that.
- the length in the y direction (TD direction) is preferably 500 to 2000 mm, and the length in the x direction (MD direction) is preferably longer than that.
- the manufacturing method (method 1) described later since continuous manufacturing is possible, it is possible to freely manufacture sheets having a length in the x direction (MD direction) of several meters, but when used for industrial products, housing, and automotive exterior members, it is preferable that the length in the x direction (MD direction) is 1000 to 3000 mm from the viewpoint of good processability such as secondary molding.
- the length of one side (length in the x direction or y direction) is 500 to 2000 mm.
- the method for producing the laminated sheet includes a preparatory step of forming a laminated sheet precursor (pMS) by alternately stacking a plurality of biaxially oriented polypropylene films (A) and biaxially oriented olefin-based resin films (B) or by stacking a plurality of multi-layer biaxially oriented films (X) having a biaxially oriented polypropylene film (A) and a biaxially oriented olefin-based resin film (B) laminated on at least one surface thereof, preferably produced by a coextrusion method, to form a laminated sheet precursor (pMS); and a pressing step of hot pressing the laminated sheet precursor (pMS) on a surface while heating it.
- pMS laminated sheet precursor
- the laminate sheet precursor (pMS) is hot-pressed not with a roll but with a surface, a laminate sheet having high rigidity, excellent uniformity, and little local variation in physical properties can be obtained.
- Preparation step 1 A step of alternately stacking a plurality of biaxially oriented polypropylene films (A) and biaxially oriented olefin resin films (B) to form a laminated sheet precursor (pMS); and Preparation step 2: A step of stacking a plurality of biaxially oriented polypropylene films (A) and a multilayer biaxially oriented film (X) having a biaxially oriented olefin resin film (B) laminated on at least one surface thereof to form a laminated sheet precursor (pMS).
- preparation step 2 is particularly preferred from the viewpoint of good adhesion between (A) and (B).
- the multilayer biaxially stretched film (X) may be produced by laminating the biaxially stretched polypropylene film (A) and the biaxially stretched olefin resin film (B), but is preferably produced by a coextrusion method from the viewpoint of good interlayer adhesion.
- the biaxially oriented polypropylene film (A) is preferably stretched at a stretch ratio of 2.8 to 8 times in the MD direction and 2.8 to 12 times in the TD direction during the production of the film, while the biaxially oriented olefin resin film (B) is preferably stretched at a stretch ratio of 2.8 to 8 times in the MD direction and 2.5 to 12 times in the TD direction, which is preferable in terms of dramatically improving the rigidity of the final laminate sheet and also exhibiting appropriate secondary formability.
- the multilayer biaxially stretched film (X) is produced by a co-extrusion method
- a film having a thickness of 20 ⁇ m or more and less than 100 ⁇ m is produced as the multilayer biaxially stretched film (X)
- the film itself can be highly stretched, and it is preferable that the stretching ratio during the production of the raw film is 2.8 to 8 times in the MD direction and 8 to 12 times in the TD direction, since this results in good rigidity of the laminated sheet.
- biaxial stretching can be performed by sequential stretching or simultaneous stretching.
- the stretching ratio during the production of the film is preferably 2.8 to 8 times in the MD direction and 2.8 to 8 times in the TD direction, and particularly preferably 3 to 6 times in the MD direction and 3 to 6 times in the TD direction.
- the multilayer biaxially stretched film (X) may be a BA type film having a structure in which the biaxially stretched olefin resin film (B) is laminated only on one surface of the biaxially stretched polypropylene film (A); a BAA type film having a structure in which two biaxially stretched polypropylene films (A) are laminated and the biaxially stretched olefin resin film (B) is laminated only on one surface of the two laminated films; a BAB type film having a structure in which the biaxially stretched olefin resin film (B) is laminated on both surfaces of the biaxially stretched polypropylene film (A); a BAC type film having the biaxially stretched olefin resin film (B) laminated on one surface of the biaxially stretched polypropylene film (A) and a modified polypropylene resin film (C) laminated on the other surface, etc.
- the precursor (pMS) can be obtained by appropriately selecting and combining such multilayer biaxially stretched films (X) according to the purpose, but in the present invention, it is preferable to use a BA type film or a BAA type film by stacking multiple BAB type films as shown below, with film (A) located on the surface.
- BAC type film as a surface layer so that film (C) is positioned on the surface that forms the laminated surface or printed surface, for example, as shown below.
- the multilayer biaxially stretched film (X) may be, for example, a BAB type film, a two-kind three-layer film (x1) having a thickness of 30 ⁇ m or more and less than 100 ⁇ m, or a two-kind three-layer film (x2) having a thickness of 100 to 400 ⁇ m.
- the multilayer biaxially stretched film (X) is a two-kind three-layer film (x1) having a thickness of 30 ⁇ m or more and less than 100 ⁇ m
- the multilayer biaxially stretched film (X) is a two-kind three-layer film (x2) having a thickness of 100 to 400 ⁇ m
- the thickness of the BA type film is preferably 20-300 ⁇ m, and the thickness ratio of each layer [B/A] is preferably 5-20/95-80.
- the thickness of the BAA type film is preferably 30-300 ⁇ m, and the thickness ratio of each layer [B/A/A] is preferably 5-20/95-80/95-80.
- the thickness of the BAC type film is preferably 30-300 ⁇ m, and the thickness ratio of each layer [B/A/C] is preferably 2-20/96-60/2-20.
- the size of the laminated sheet precursor (pMS) in the present invention can be appropriately selected according to the size of the laminated sheet to be manufactured in the pressing process of Method 1 (pressing method using a continuous pressure device) or Method 2 (sheet-type pressing method) described below.
- the MD direction/TD direction may be aligned or may cross each other.
- method 1 press method using a continuous pressure device
- the biaxially stretched polypropylene film (A) can be obtained by biaxially stretching a polypropylene polymer or a polypropylene composition containing the polypropylene polymer, a crystal nucleating agent and other additives, by a known method.
- the polypropylene or the like can be extruded to obtain an unstretched sheet, and the sheet can be biaxially stretched to obtain a biaxially stretched film.
- polypropylene-based polymers used here include propylene homopolymers, propylene random copolymers obtained by polymerizing monomer components containing 1% by weight or less of at least one selected from C2-C10 alpha olefins (excluding C3 alpha olefins), and mixtures thereof.
- propylene random copolymers obtained by polymerizing monomer components containing 1% by weight or less of ethylene are particularly preferred, as they can provide the sheet with excellent stretchability while retaining high levels of rigidity and toughness.
- the polypropylene polymer has a relatively wide molecular weight distribution of Mw/Mn between 6 and 20, which not only allows for good thickness precision, but also provides both high rigidity and high extensibility, and is preferable in that it is easy to form into a film.
- the amount of xylene insolubles in the polypropylene polymer is preferably more than 96.5% by mass and not more than 99.5% by mass.
- the xylene insoluble components of polypropylene correspond to crystalline isotactic components.
- the xylene soluble components contained in small amounts in polypropylene correspond to non-crystalline atactic components, and have a lower molecular weight than the xylene insoluble components.
- the amount of xylene insolubles in the polypropylene polymer is more than 96.5% by mass and not more than 99.5% by mass, which is equivalent to the crystalline components of the polypropylene resin material being more than 96.5% by mass and not more than 99.5% by mass.
- the amount of xylene insolubles is particularly preferably more than 97.0% by mass and not more than 99.5% by mass, in order to provide good rigidity and heat resistance, especially rigidity, of the (secondary) molded product obtained by thermoforming the sheet.
- the crystalline component of the polypropylene polymer preferably has a stereoregularity (mmmm) of 97.5 to 99.5%. If mmmm is less than 97.5%, the rigidity and heat resistance, especially heat resistance, of the (secondary) molded product obtained by thermoforming a sheet made of the polypropylene composition will decrease.
- the ethylene content in the raw monomer component is preferably 0.1% by mass or more and less than 1% by mass, more preferably 0.1% by mass or more and less than 0.6% by mass, and particularly preferably 0.1% by mass or more and less than 0.3% by mass, in order to increase the extensibility while maintaining the toughness and rigidity of the sheet.
- the MFR of the polypropylene-based polymer is 1 to 15 g/10 min, preferably 2 to 6 g/10 min.
- the polypropylene composition has excellent moldability when molded into a sheet. It is preferable from the viewpoint of transparency that the polypropylene-based polymer is used as a polypropylene composition containing a crystal nucleating agent. In the present invention, the haze can be reduced and the transparency can be further improved by using a smaller amount of the crystal nucleating agent than usual.
- the content of the crystal nucleating agent per 100 parts by mass of the ethylene-containing propylene-based polymer in the polypropylene composition is preferably less than 0.18 parts by mass, and particularly preferably 0.15 parts by mass or less. If it is less than the above upper limit, excellent thickness precision is easily obtained, and the polypropylene composition has excellent film-forming properties while maintaining toughness and rigidity.
- the lower limit of the content of the crystal nucleating agent is not particularly limited, but from the viewpoint of the transparency improvement effect, it is preferably 0.01 parts by mass or more.
- the polypropylene composition of the present invention preferably has a crystallization rate parameter (t1/2) of more than 1 second, and more preferably 2 seconds or more.
- t1/2 crystallization rate parameter
- the amount of crystal nucleating agent added is reduced, the crystallization rate decreases and (t1/2) tends to increase.
- (t1/2) is greater than the lower limit value mentioned above, excellent thickness precision is easily obtained.
- the upper limit of (t1/2) is not particularly limited, but it is preferably about 5 seconds or less.
- the amount of the crystal nucleating agent is more than 0 parts by weight and not more than 1.0 parts by weight, preferably 0.05 to 0.5 parts by weight, based on 100 parts by weight of polypropylene.
- the crystal nucleating agent is an additive (transparent crystal nucleating agent) used to control the size of the crystalline component in the resin to be small and to increase transparency.
- the crystal nucleating agent is not particularly limited, and may be one normally used in the field, but is preferably selected from nonitol-based crystal nucleating agents, sorbitol-based crystal nucleating agents, phosphate-based crystal nucleating agents, triaminobenzene derivative crystal nucleating agents, metal carboxylate crystal nucleating agents, and xylitol-based crystal nucleating agents.
- nonitol-based crystal nucleating agents include 1,2,3-trideoxy-4,6:5,7-bis-[(4-propylphenyl)methylene]-nonitol.
- sorbitol-based crystal nucleating agents examples include 1,3:2,4-bis-o-(3,4-dimethylbenzylidene)-D-sorbitol.
- An example of a phosphate-based crystal nucleating agent is a lithium 2,2'-methylenebis(4,6-di-tert-butylphenyl)phosphate-based crystal nucleating agent.
- polypropylene polymer or polypropylene composition prepared, for example, according to Production Examples 2 to 7 of Japanese Patent No. 6,845,001.
- the biaxially stretched olefin resin film (B) having a melting point of 110 to 160° C. used in the method for producing the laminate sheet of the present invention can be obtained by biaxially stretching an olefin resin or an olefin resin composition containing the olefin resin and an additive by a known method.
- the olefin resin or the like can be extruded to obtain an unstretched sheet, and the sheet can be biaxially stretched to obtain a biaxially stretched film, but as described above, in the present invention, it is preferable to form and stretch the film by co-extrusion together with other layers.
- such an olefin resin is preferably formed from a propylene homopolymer (HOMO); a propylene random copolymer (RACO) containing at least one comonomer selected from 5% by weight or less of C2 to C10- ⁇ olefins (excluding C3- ⁇ olefins); or a resin composition containing HOMO or RACO. If the comonomer content is too low, the fusion property with the first layer may be insufficient, and if it is too high, the rigidity of the laminated sheet may decrease. From this viewpoint, the comonomer content is preferably more than 0% by weight and not more than 4.5% by weight.
- HOMO propylene homopolymer
- RACO propylene random copolymer
- ethylene C2- ⁇ olefin
- the MFR (230° C., load 2.16 kg) of the polymer or resin composition constituting the second layer is not limited, but is preferably 1 to 15 g/10 min, more preferably 2 to 10 g/10 min, and even more preferably 3 to 8 g/10 min.
- the olefin resin may contain a nucleating agent, or may be composed of a resin composition or polymer that does not contain a nucleating agent. When a nucleating agent is contained, from an economical point of view, the amount of the nucleating agent is preferably 1 part by weight or less with respect to 100 parts by weight of the polymer that forms the second layer.
- the modified olefin resin film (C) can be obtained by biaxially stretching the modified olefin resin or the olefin resin composition containing the olefin resin and an additive by a known method.
- the modified olefin resin or the like can be extruded to obtain a non-stretched sheet, and the sheet can be biaxially stretched to obtain a biaxially stretched film.
- the modified olefin resin constituting the biaxially stretched olefin resin film (B) may be, for example, polypropylene having various functional groups in its molecular structure, such as a carboxyl group, an acid anhydride group, a sulfonic acid group, a phosphoric acid group, a phosphoric acid ester group, an imino group, or an amino group.
- polypropylene having a carboxyl group, an acid anhydride group, or an imino group is preferred in terms of excellent adhesion to the printed layer or to other members.
- Examples of such functional group-containing modified olefins include “Admer Film QB515", “Admer Film QB550", “Admer Film QB515", “Admer Film QF500”, “Admer Film QF551", “Admer Film QF580”, “Admer Film QE840", and “Admer Film QE060” manufactured by Mitsui Chemicals.
- the process of hot pressing the laminated sheet precursor (pMS) thus obtained can be carried out by method 1 or method 2, which are described in detail below.
- Method 1 includes a step of continuously hot pressing the laminated sheet precursor (pMS) with a planar mold using a continuous pressure device, followed by a cooling press step.
- the planar mold means a mold having a planar contact surface.
- the surface condition of the obtained laminated sheet is good, the surface irregularities such as surface waviness are reduced, and the transparency of the laminated sheet itself is also excellent, which is preferable.
- the continuous compression device used in method 1 is a compression device with a continuous compression molding mechanism (CCM: continuous compression molding), which has multiple heating zones and cooling zones, and has a mechanism for hot pressing the laminated sheet precursor (pMS) with upper and lower planar dies in the heating zone, and a mechanism for continuously cold pressing the laminated sheet with upper and lower planar dies in the cooling zone to age it.
- CCM continuous compression molding mechanism
- a specific method for pressing the laminated sheet precursor (pMS) using the continuous pressurizing device is to continuously or intermittently introduce the laminated sheet precursor (pMS) into the gap between the upper and lower planar dies constituting the heating zone, press it under a pressure condition of 1 to 40 MPa while heating it to 110 to 170°C, and then, after releasing the press, send out a predetermined length in a predetermined traveling direction and heat and press it again.
- the laminated sheet is transferred continuously or intermittently from the heating zone to the cooling zone, and pressed, released, and transferred in the cooling zone at a temperature condition of 25 to 125°C and a pressure condition of 1 to 40 MPa, thereby gradually discharging the heat-sealed laminated sheet from the gap between the upper and lower planar dies.
- the temperature condition of the cooling zone is 60 to 125°C.
- the size (pitch) at which the laminated sheet is sent out when the press is released is not particularly limited, but is preferably in the range of 10 to 300 mm. Also, from the viewpoint of uniformity of lamination, it is preferable that the press release time is 0.5 to 3 seconds.
- the continuous pressure device 100 has a pair of upper and lower molds 2 formed in a flat shape, as shown in Figure 1.
- Each of the pair of upper and lower molds 2 has a pair of upper and lower hot plate/cooling plate modules 4 at the top and bottom, respectively, and can heat/cool the pair of upper and lower molds 2.
- the upper flat mold is configured so that it can be pressurized from above by a hydraulic cylinder 6, a lifting unit 8, and a lifting guide 10.
- a pull-out unit 12 that can move back and forth in the MD (machine direction) to pull out the laminated sheet (MLS).
- the pair of upper and lower planar molds 2 are thermally divided into a heating zone and a cooling zone in the sheet travel direction (MD direction), and preferably also in the direction perpendicular to the sheet travel direction (TD direction).
- MD direction sheet travel direction
- TD direction direction perpendicular to the sheet travel direction
- a planar mold having multiple thermally divided zones as shown in Figure 2 can be mentioned. Note that "thermally divided” does not necessarily mean that the set temperatures are different, but rather that the zones are divided so that the heat sources are different.
- zones H1 to H3 are heating zones, and C1 to C2 are cooling zones. Also, in the TD direction, it is thermally divided into five zones.
- zones H1 to H4 are heating zones, and C1 to C3 are cooling zones.
- the heating zone is further thermally divided into 4 zones in the MD direction and 12 zones in the TD direction, while the cooling zone is thermally divided into 3 zones in the MD direction and 5 zones in the TD direction.
- the number of heating zones and cooling zones in the MD direction may be appropriately selected depending on the size of the laminated sheet (MLS) to be manufactured, but it is preferable that the heating zones are thermally divided into 2 to 10 stages, preferably 2 to 6 stages, in the MD direction, and the cooling zones are thermally divided into 1 stage or 2 to 5 stages in the MD direction, since this makes thermal control easier and allows the manufacture of a laminated sheet with excellent in-plane rigidity uniformity according to the desired thickness, smaller physical property irregularities, and excellent surface smoothness.
- MLS laminated sheet
- being thermally divided does not only mean that the mold itself is physically divided into separate parts, but also that, while it appears to be a uniformly extended, flat metal plate, the temperature is adjusted by heaters corresponding to each zone, and it can be in a state of thermal control in multiple stages.
- the set temperature of each heating zone is preferably set to 110 to 160°C for the first heating zone, which is closest to the sheet entrance (insertion port) of the multi-layered stretched film, +10 to +40°C from the set temperature of the first heating zone for the second heating zone, +0 to +30°C from the previous zone for each subsequent zone, up to a maximum of 170°C.
- the set temperature of the cooling zone is preferably set to -2 to -10°C from the final heating zone, and if there is a subsequent cooling zone, -30 to -60°C from the set temperature of the previous cooling zone.
- the temperature of the final cooling zone is preferably set to 25°C to 125°C, and more preferably 60°C to 125°C.
- the laminated film inserted between the upper and lower molds 2 is pressurized by the multiple cylinders 6 disposed above the upper mold, and is pressed by the upper and lower molds 2 .
- the pressing pressure at this time is preferably 1 to 40 MPa, and when the press is released, a laminated sheet (MLS) is sent out at a predetermined width.
- sheet-like release material in order to improve the surface smoothness of the laminated sheet (MLS), it is preferable to interpose a sheet-like release material between the laminated sheet and the planar mold 2.
- sheet-like release materials used here include paper materials, polyethylene terephthalate sheets, polycarbonate sheets, polypropylene sheets, and steel plates, among which polycarbonate sheets and steel plates are preferred because they can further improve the surface condition of the laminated sheet.
- the laminated sheet obtained in this way maintains the proper orientation of the polypropylene constituting each layer while the layers are sufficiently fused together, resulting in a laminated sheet with high overall rigidity.
- this sheet exhibits unique properties, such as excellent in-plane strength uniformity, minimal physical property irregularities, and uniform strength in the TD direction, especially when made into a large area.
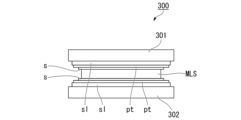
- method 2 is a method for producing the laminate sheet (MLS) of the present invention by a sheet-type pressing method, and specifically, it includes the steps of placing the laminate sheet precursor (pMS) on the lower metal plate in a chamber using a sheet-type vacuum laminating device having planar metal plates on the top and bottom of a chamber, hot-pressing the laminate sheet precursor (pMS) while maintaining a vacuum level of 170 Pa or less in the chamber, and clamping the laminate sheet precursor (pMS) between cooling metal plates after releasing the press.
- pMS laminate sheet precursor
- a film laminate in which a plurality of biaxially stretched films are laminated is placed between a pair of upper and lower hot plates (204, 205) disposed in the chamber (202) of a sheet-fed vacuum laminating apparatus (200), the chamber (202) is then closed, the inside of the chamber is depressurized while the hot plates (204, 205) are heated to a predetermined temperature, and then pressure is applied from a hydraulic cylinder (203) and maintained for a predetermined time, and then the internal depressurization is returned to normal pressure, and the cylinder pressure is released to remove the laminated sheet (MLS). Then, the laminated sheet is quickly transferred to a cooling apparatus (300) shown in Fig.
- the film laminate may be directly set in the chamber of the sheet-type vacuum lamination device, but it is preferable to sandwich the upper and lower surfaces of the film laminate between stainless steel plates (s) as shown in Fig. 14 and then heat and press the laminated sheet (MLS) in this state, since the surface condition of the resulting laminated sheet is good.
- the stainless steel plates (s) that sandwich the film laminate preferably have a thickness of 0.3 to 1 mm. Furthermore, as shown in Fig.
- a diaphragm (d) may be interposed immediately below the upper hot plate, and a polytetrafluoroethylene sheet (pt) may be interposed between the hot plate and the stainless steel plate (s) for the purpose of protecting the hot plate.
- the hot plate of such a sheet-type vacuum laminating apparatus preferably has a set temperature of 140 to 155° C., and the pressure of the hydraulic cylinder preferably is 0.1 to 10 MPa.
- laminate sheet As shown in FIG. 17, an example of the laminate sheet (MLS, 70) obtained by the above-described method 1 or method 2 is obtained by laminating a laminate sheet precursor (pMS) (60) including a plurality of multilayer biaxially stretched films (X) (62, 64a, 64b) and fusing them at the boundary B/B, so that the fused layer is integrated to constitute layer b, resulting in a structure in which layers a and b are laminated together.
- pMS laminate sheet precursor
- X multilayer biaxially stretched films
- the molded product in the present invention is obtained by molding the laminated sheet (MLS) of the present invention.
- various molded products can be obtained.
- molding methods include known press molding, hot plate molding, stretch molding, rolling molding, drawing molding, pressure welding molding, fusion molding, vacuum molding, pressure molding, vacuum pressure molding, etc.
- the present invention has an unprecedented feature that a large-area laminated sheet can be industrially produced, and therefore it is preferable to process it into various molded products by press forming.
- the temperature conditions for secondary molding of the laminated sheet can be appropriately selected depending on the shape, the depth of drawing, etc., but it is possible to mold it at, for example, 100°C or higher but lower than the melting point of the laminated sheet (MLS).
- a molded product with a shallow drawing such as a mobility exterior material or a housing building material, it can be molded at 120 to 150°C.
- the laminate sheet of the present invention described above in detail has excellent rigidity as a plastic material, and can be widely used industrially as an aluminum substitute material, a CFRP substitute material, or a steel plate substitute material.
- Examples of such materials include automobile exterior materials, automobile interior materials, automobile structural materials, flying car exterior materials, building exterior wall materials, building interior materials, solar cell substrates, substrate sheets for flexible solar cells, quantum stealth optical materials, logistics drone body materials, surfboards, wind power generation blades, ship exterior wall materials, lithium ion battery case materials, lithium ion battery electrode substrates, hydrogen tank structural materials, food trays, medical trays, and the like.
- the polypropylene laminate sheet of the present invention when used as a body material for automobile exteriors, it becomes possible to recycle the body material. Furthermore, when a decorative film is laminated to the polypropylene laminate sheet of the present invention or sandwiched between the layers of the laminate sheet of the present invention, the polypropylene laminate sheet of the present invention can be used as a paint-free automobile exterior material.
- a decorative film for example, the layer B surface or layer C surface of the AB film, BAB film or BAC film as the base film can be corona-treated and printed to form a decorative film. In this case, by bonding the printed surface of the decorative film to the laminated sheet of the present invention, a decorative sheet with excellent appearance can be obtained.
- the hydrogen tank structural material can be used, for example, as a type 2 or type 4 high-pressure hydrogen tank structural material.
- the solar cell sheet of the present invention is obtained by laminating a flexible solar cell module to the laminate sheet of the present invention.
- the solar cell sheet of the present invention may be obtained by laminating a flexible solar cell module to the front or back surface of the laminate sheet of the present invention, or by sandwiching the flexible solar cell module between the laminate sheets of the present invention and laminating them from both sides.
- examples of the flexible solar cell module include film- or sheet-shaped solar cell modules such as thin-film silicon solar cells, organic thin-film solar cells, and perovskite solar cells.
- Figure 18 is a cross-sectional view that shows a schematic cross section of the solar cell sheet of the present invention, which has a structure in which a flexible solar cell module is sandwiched and laminated from both sides thereof with the laminate sheet of the present invention.
- the solar cell sheet of the present invention can be formed in advance, for example, by forming the laminated sheet of the present invention described above to conform to the shape of the wall of a building, a roofing material, or the shape of a columnar building, thereby achieving a sense of unity in appearance with the object to which it is attached, and can dramatically improve the aesthetic appearance of the solar cell when installed, compared to conventional panel-shaped silicon solar cells.
- the film-type solar cell module can be stably fixed for a long period of time after installation because of the enhanced sense of unity with the structure or other object to which it is attached, enabling it to be used for a longer period of time than if the film-type solar cell module were simply attached to an existing structure.
- the solar cell sheet of the present invention is preferably used as a solar cell sheet having, for example, an arch-shaped single curved surface.
- a solar cell sheet having an arch-shaped single curved surface can be obtained, for example, by forming the laminate sheet of the present invention into a single curved surface having curvature in only one direction, and then laminating a flexible solar cell module on the front or back of the laminate sheet, or by sandwiching a flexible solar cell module between two laminate sheets formed into single curved surfaces, or by laminating a flexible solar cell module to the laminate sheet of the present invention, and then folding it in one direction and fixing it to an adherend.
- Such a solar cell sheet having an arch-shaped single curved surface can increase the amount of power generation by extending the time for receiving sunlight in a more linear manner.
- the solar cell sheet of the present invention may further be formed three-dimensionally.
- a solar cell sheet having a flexible solar cell module attached to the front or back surface of the laminated sheet of the present invention particularly a solar cell sheet having a flexible solar cell module sandwiched and attached to both sides of the laminated sheet of the present invention as shown in FIG. 18, can be formed three-dimensionally to form a solar cell sheet of the desired shape.
- the laminate sheet of the present invention constituting the solar cell sheet of the present invention has a water vapor permeability coefficient of 0.10 to 0.13 cc mm/ m2 25 h/atm, which is lower than that of other materials. Therefore, by applying a barrier deposition to the outermost surface as necessary, the laminate sheet can function as a barrier substrate and exhibit durability and long-term reliability as a solar cell. Furthermore, by providing a linear groove structure in the laminate sheet of the present invention that constitutes the solar cell sheet of the present invention, the rigidity and strength of the sheet itself can be dramatically increased.
- the flexible solar cell constituting the solar cell sheet of the present invention is preferably a perovskite solar cell.
- Perovskite solar cells are light, highly flexible, and resistant to distortion, and therefore can be applied to various structures. Furthermore, they have the advantage that they can generate electricity even in low illuminance, and there are few installation constraints such as considering a sunny location and direction. On the other hand, due to their flexibility, they are difficult to install on the walls and roofs of buildings, and there are concerns that they will easily peel off during disasters such as typhoons and other strong winds and earthquakes if they are simply attached to a wall surface with an adhesive.
- methods for fixing the solar cell sheet of the present invention to a building or the like include, for example, a method in which the end of the sheet is shaped into a predetermined shape and fixed by fitting it to the structure, a method in which it is fixed by bolting, a method in which it is fixed using a sealant, and a method in which it is adhered and fixed to the substrate using an adhesive.
- the laminate sheet itself may be used as a structural material such as an exterior wall material, a roof material, etc. An example of using the laminate sheet as a carport integrated with a solar cell is shown in FIG.
- examples of a method for producing a solar cell sheet of the present invention using a film-like perovskite solar cell include the following method. 1. A method of forming the laminate sheet into a desired shape or to conform to the shape of a structure to be attached as necessary, and then laminating a perovskite solar cell film onto the front or back surface of the formed object; 2. A method of laminating a perovskite solar cell film to the front or back surface of the laminated sheet, and then shaping the laminated sheet into a predetermined shape; 3.
- pMS precursor
- the solar cell sheet of the present invention when the solar cell sheet of the present invention is produced by the method described above in 5., the solar cell is completely embedded in the laminated sheet of the present invention, and therefore is completely isolated from moisture and water, and deterioration due to moisture can be effectively prevented.
- the solar cell molded article thus obtained can be used as an automobile roof material, a solar carport, a balcony waist wall, a residential roof material, and the like.
- a two-layer, three-layer coextruded film with a layer structure of B/A/B (thickness: 50 ⁇ m, thickness ratio of B/A/B: 5/90/5, stretch ratio: 5 ⁇ 9)
- a two-layer, three-layer coextrusion film with a layer structure of B/A/B (thickness: 200 ⁇ m, thickness ratio of B/A/B: 5/90/5, stretch ratio: 3.5 ⁇ 3.5)
- ⁇ Bending test> The tensile modulus was measured under the following conditions in accordance with JIS K7171, and the bending modulus in the TD direction (x direction) and MD direction (y direction) was measured at the positions (1), (2), and (3) in Fig. 5.
- the MD direction of the raw material film was defined as the x direction.
- Test pieces for evaluating the surface condition were cut out at the positions shown as ⁇ , ⁇ , and ⁇ in Fig. 8, 9, or 13 below.
- the size of the test pieces is shown in Fig. 10.
- the method for determining the positions of ⁇ , ⁇ , and ⁇ and the method for collecting each test piece are the same as those described above in the section on laminated sheets.
- the arithmetic surface roughness (Ra) was measured under the following conditions in accordance with JIS 2001.
- Example 1 In the preparation step, 48 sheets of the BAB co-extruded film 1 were stacked, and the BAA film 1 was stacked on both surfaces of the stack so that the A layer was on the surface to obtain a precursor (pMS1). Next, the stack was inserted into a pressurizing device having a continuous pressurizing mechanism as shown in Figure 1, and pressing, releasing the pressure, and feeding out the laminated sheet were continuously repeated.
- the temperatures of the upper and lower dies in the pressurizing device were set as shown in FIG. 4, the pressure from the four cylinders was 30 MPa, the press time was 5 seconds, and the sheet feed length when the pressure was released was 25 mm.
- a transparent laminate sheet (MLS) having dimensions of 595 ⁇ 1500 mm and a thickness of 2.5 mm as shown in FIG. 5 was obtained.
- dumbbell-shaped test pieces for tensile tests and rectangular test pieces for bending tests were cut out from the positions shown in Fig. 5, and mechanical properties were evaluated using the measurement methods described above in ⁇ Tensile test> and ⁇ Bending test>.
- the results are shown in Table 1. Further, test pieces for evaluating the surface state were cut out from the obtained laminated sheet at the positions shown in Fig. 8 below, and the surface state was evaluated using the measurement method described above in ⁇ Evaluation of surface state>. The results are shown in Table 2.
- Example 2 A precursor (pMS2) was obtained in the same manner as in Example 1, except that the BAB film 1 and the BAA film 1 had a width of 700 mm. Next, lamination was performed in the same manner as in Example 1, except that the temperatures of the upper and lower dies in the pressure device were set as shown in FIG. In this manner, a transparent laminate sheet having dimensions of 700 ⁇ 1500 mm and a thickness of 2.5 mm as shown in FIG. 12 was obtained. From the obtained transparent laminate sheet (MLS), dumbbell-shaped test pieces for tensile tests and rectangular test pieces for bending tests were cut out at the positions shown in Fig. 12, and mechanical properties were evaluated using the measurement methods described above in ⁇ Tensile test> and ⁇ Bending test>. The results are shown in Table 1. Further, test pieces for evaluating the surface state were cut out from the obtained laminated sheet at the positions shown in Fig. 13 below, and the surface state was evaluated using the measurement method described above in ⁇ Evaluation of surface state>. The results are shown in Table 2.
- Example 3 As a preparation step, 15 sheets of BAB coextruded films 2 were stacked, and AAB films 2 (thickness: 200 ⁇ m) were stacked on both surfaces of the stack so that the A layers were on the surfaces. Except for this, a precursor (pMS3) was obtained in the same manner as in Example 1. Next, the sheets were laminated in the same manner as in Example 1, except that the temperature settings of the upper and lower dies in the pressure device were set under the conditions shown in Fig. 16, to obtain a transparent laminate sheet having a size of 700 x 1500 mm and a thickness of 3 mm. From the obtained transparent laminate sheet, dumbbell-shaped test pieces for tensile tests and rectangular test pieces for bending tests were cut out from the positions shown in Fig. 12, and mechanical properties were evaluated using the measurement methods described in the ⁇ Tensile test> and ⁇ Bending test> above. The results are shown in Table 1.
- Example 4 40 sheets of BAB coextruded film 1 were stacked, and BAA film 1 was stacked on both surfaces with the A layer on the surface, and cut to a size of 700 x 700 mm.
- the B/A/B coextruded film and the B/A coextruded film were stacked so that the MD direction and the TD direction were aligned.
- the lamination was carried out using the chamber of the sheet-type vacuum lamination apparatus shown in Fig. 14 and the cooling device shown in Fig. 15. The lamination conditions were as follows.
- Example 1 A precursor (pMS1) having the same configuration as in Example 1 and cut to 400 ⁇ 400 mm was tried to be laminated using a roll forming machine (Tokuden Co., Ltd. dielectric heating jacket roller, model "JR-D0-W", roll diameter 200 mm ⁇ ⁇ 2, roll face length 400 mm).
- Heat roll temperature 165°C
- Heat roll forming take-off speed 0.8 m/min
- Preheat roll 130 to 155°C
- the laminated sheet obtained had many areas where the sheets were not bonded due to air entrapment, and had warping and undulations.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Quality & Reliability (AREA)
- Laminated Bodies (AREA)
- Photovoltaic Devices (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025508621A JPWO2024195869A1 (https=) | 2023-03-23 | 2024-03-22 | |
| CN202480019627.3A CN120916896A (zh) | 2023-03-23 | 2024-03-22 | 层叠片、其制造方法、片成型品以及太阳能电池片 |
| EP24775002.9A EP4684963A1 (en) | 2023-03-23 | 2024-03-22 | Laminated sheet, method for producing same, sheet molded article, and solar cell sheet |
| KR1020257031035A KR20250164191A (ko) | 2023-03-23 | 2024-03-22 | 적층 시트, 그 제조 방법, 시트 성형품, 및 태양 전지 시트 |
| MX2025011066A MX2025011066A (es) | 2023-03-23 | 2025-09-18 | Hoja laminada, metodo para fabricarla, articulo moldeado de hoja, y hoja de celda solar |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023047359 | 2023-03-23 | ||
| JP2023-047359 | 2023-03-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024195869A1 true WO2024195869A1 (ja) | 2024-09-26 |
Family
ID=92842193
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/011467 Ceased WO2024195869A1 (ja) | 2023-03-23 | 2024-03-22 | 積層シート、その製造方法、シート成形品、及び太陽電池シート |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP4684963A1 (https=) |
| JP (1) | JPWO2024195869A1 (https=) |
| KR (1) | KR20250164191A (https=) |
| CN (1) | CN120916896A (https=) |
| MX (1) | MX2025011066A (https=) |
| TW (1) | TW202442451A (https=) |
| WO (1) | WO2024195869A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014505607A (ja) * | 2011-01-14 | 2014-03-06 | エルジー・ハウシス・リミテッド | 含浸性に優れた高強度複合シート製造装置及びこれを用いた高強度複合シートの製造方法 |
| JP2017001371A (ja) * | 2015-06-16 | 2017-01-05 | 三菱レイヨン株式会社 | 繊維強化プラスチック成形板の製造方法 |
| WO2020075755A1 (ja) | 2018-10-09 | 2020-04-16 | サンアロマー株式会社 | ポリプロピレンシートの製造方法 |
| JP6845001B2 (ja) | 2016-12-09 | 2021-03-17 | 株式会社エフピコ | ポリプロピレン製シート、ポリプロピレン製シートの製造方法、および二次成形体 |
| WO2022102705A1 (ja) * | 2020-11-13 | 2022-05-19 | 株式会社エフピコ | ポリプロピレン多層シート |
| WO2022102706A1 (ja) * | 2020-11-13 | 2022-05-19 | 株式会社エフピコ | ポリプロピレン多層シート |
| JP2023047359A (ja) | 2021-09-25 | 2023-04-06 | 秀雄 龍野 | アドレス記憶方法およびそれを用いたリング網およびリング網を利用したハンドオーバー |
-
2024
- 2024-03-21 TW TW113110431A patent/TW202442451A/zh unknown
- 2024-03-22 CN CN202480019627.3A patent/CN120916896A/zh active Pending
- 2024-03-22 JP JP2025508621A patent/JPWO2024195869A1/ja active Pending
- 2024-03-22 EP EP24775002.9A patent/EP4684963A1/en active Pending
- 2024-03-22 WO PCT/JP2024/011467 patent/WO2024195869A1/ja not_active Ceased
- 2024-03-22 KR KR1020257031035A patent/KR20250164191A/ko active Pending
-
2025
- 2025-09-18 MX MX2025011066A patent/MX2025011066A/es unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014505607A (ja) * | 2011-01-14 | 2014-03-06 | エルジー・ハウシス・リミテッド | 含浸性に優れた高強度複合シート製造装置及びこれを用いた高強度複合シートの製造方法 |
| JP2017001371A (ja) * | 2015-06-16 | 2017-01-05 | 三菱レイヨン株式会社 | 繊維強化プラスチック成形板の製造方法 |
| JP6845001B2 (ja) | 2016-12-09 | 2021-03-17 | 株式会社エフピコ | ポリプロピレン製シート、ポリプロピレン製シートの製造方法、および二次成形体 |
| WO2020075755A1 (ja) | 2018-10-09 | 2020-04-16 | サンアロマー株式会社 | ポリプロピレンシートの製造方法 |
| WO2022102705A1 (ja) * | 2020-11-13 | 2022-05-19 | 株式会社エフピコ | ポリプロピレン多層シート |
| WO2022102706A1 (ja) * | 2020-11-13 | 2022-05-19 | 株式会社エフピコ | ポリプロピレン多層シート |
| JP2023047359A (ja) | 2021-09-25 | 2023-04-06 | 秀雄 龍野 | アドレス記憶方法およびそれを用いたリング網およびリング網を利用したハンドオーバー |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4684963A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20250164191A (ko) | 2025-11-24 |
| EP4684963A1 (en) | 2026-01-28 |
| TW202442451A (zh) | 2024-11-01 |
| MX2025011066A (es) | 2025-10-01 |
| CN120916896A (zh) | 2025-11-07 |
| JPWO2024195869A1 (https=) | 2024-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5105459B2 (ja) | 積層フィルムおよび二軸配向ポリエステルフィルム | |
| JP2021036044A (ja) | エンボス微多孔膜電池セパレータ材料およびそれらの製造および使用の方法 | |
| WO2008001682A1 (fr) | Film et film de démoulage | |
| CN112955308A (zh) | 聚丙烯片材的制造方法 | |
| KR101254191B1 (ko) | 알루미늄 라미네이트 적층시트 | |
| KR102786670B1 (ko) | 폴리프로필렌 다층 시트 | |
| EP1213318B1 (en) | Fluororesin film of high mechanical strength | |
| CN109103291A (zh) | 多层挤出型透明太阳能光伏背板及其制作设备 | |
| WO2024195869A1 (ja) | 積層シート、その製造方法、シート成形品、及び太陽電池シート | |
| JP2011049227A (ja) | 太陽電池モジュール用裏面一体化シートの製造方法 | |
| CA3286366A1 (en) | Laminated sheet, method for manufacturing the same, sheet molded article, and solar cell sheet | |
| US6555242B2 (en) | Longitudinally stretched, vacuum vapor coated packaging films | |
| CN107031155B (zh) | Abc结构聚合物膜、包括该膜的层压板、管及其应用 | |
| WO2012111749A1 (ja) | 太陽電池モジュール用裏面保護シート、その製造方法、および太陽電池モジュール | |
| KR101887233B1 (ko) | 이축연신 폴리프로필렌 다층 필름 및 이를 이용한 디스플레이용 보호 필름 | |
| CN113524839B (zh) | 一种双向增强pp板材及其制备方法 | |
| EP1529634B1 (en) | Cross laminated oriented plastic film with integral core | |
| JP2025055564A (ja) | 機能性二軸延伸ポリプロピレンシート、その製造方法、及び成形品 | |
| WO2026063416A1 (ja) | 透明難燃性二軸延伸樹脂シート、及びその成形品 | |
| KR101091085B1 (ko) | 적층공압출 비산방지 필름 | |
| JP2002192672A (ja) | 金属ラミネート用積層フィルム | |
| JP2025165778A (ja) | 賦形シート | |
| US12415343B1 (en) | Polypropylene-based sheet materials and methods for making the same | |
| KR960010450B1 (ko) | 가스 및 수분 차단성이 향상된 포장용 다층필름 | |
| KR101662706B1 (ko) | 완충 이형성 복합필름 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24775002 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025508621 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025508621 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501006164 Country of ref document: TH |
|
| ENP | Entry into the national phase |
Ref document number: 1020257031035 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480019627.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517089178 Country of ref document: IN |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112025019815 Country of ref document: BR |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517089178 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024775002 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480019627.3 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2024775002 Country of ref document: EP Effective date: 20251023 |
|
| ENP | Entry into the national phase |
Ref document number: 2024775002 Country of ref document: EP Effective date: 20251023 |
|
| ENP | Entry into the national phase |
Ref document number: 2024775002 Country of ref document: EP Effective date: 20251023 |
|
| ENP | Entry into the national phase |
Ref document number: 2024775002 Country of ref document: EP Effective date: 20251023 |
|
| ENP | Entry into the national phase |
Ref document number: 2024775002 Country of ref document: EP Effective date: 20251023 |
|
| ENP | Entry into the national phase |
Ref document number: 2024775002 Country of ref document: EP Effective date: 20251023 |