WO2024195602A1 - ポリウレタンシートの分解処理方法、及びポリウレタンシートの分解処理装置 - Google Patents
ポリウレタンシートの分解処理方法、及びポリウレタンシートの分解処理装置 Download PDFInfo
- Publication number
- WO2024195602A1 WO2024195602A1 PCT/JP2024/009279 JP2024009279W WO2024195602A1 WO 2024195602 A1 WO2024195602 A1 WO 2024195602A1 JP 2024009279 W JP2024009279 W JP 2024009279W WO 2024195602 A1 WO2024195602 A1 WO 2024195602A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyurethane sheet
- container
- decomposition
- liquid material
- decomposing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J11/00—Recovery or working-up of waste materials
- C08J11/04—Recovery or working-up of waste materials of polymers
- C08J11/10—Recovery or working-up of waste materials of polymers by chemically breaking down the molecular chains of polymers or breaking of crosslinks, e.g. devulcanisation
Definitions
- the present disclosure relates to a method for decomposing a polyurethane sheet and an apparatus for decomposing a polyurethane sheet.
- This application is based on Japanese Patent Application No. 2023-44017 filed on March 20, 2023, and claims the benefit of priority thereto, the entire contents of which are incorporated herein by reference.
- Polyurethane foam is used in a variety of fields. Attempts are being made to chemically decompose and reuse polyurethane foam scraps and used polyurethane foam.
- Patent Document 1 describes a method for decomposing soft urethane resin. This method for decomposing soft urethane resin is carried out using a kneader. Specifically, a mixture of pulverized soft urethane resin and an amine compound is compressed, kneaded and heated using a kneader to decompose the soft urethane resin.
- Patent Document 1 requires pulverizing the soft urethane resin before decomposing it, which is time-consuming.
- the kneader is a complex device, which also poses a problem in terms of cost.
- the present disclosure has been made in view of the above circumstances, and has an object to disassemble a polyurethane sheet using a simple device without pulverizing the polyurethane sheet.
- the present disclosure can be realized in the following form.
- a roll of the polyurethane sheet and a decomposition agent are placed in a container. heating the container containing the wound body and the decomposition agent; A liquid material containing the decomposition product of the polyurethane sheet and the decomposition agent is allowed to remain in the container; The method for decomposing a polyurethane sheet comprises immersing at least a portion of the roll in the retained liquid. [2] The method for decomposing a polyurethane sheet according to [1], wherein the wound body is placed in the container with the winding axis of the wound body aligned vertically.
- a container for containing a roll of a polyurethane sheet and a decomposition agent A heating unit that heats the inside of the container; Equipped with the container has a retention portion for retaining a liquid material containing the decomposition product of the polyurethane sheet and the decomposition agent,
- the decomposition treatment device for a polyurethane sheet is configured so that at least a portion of the roll is immersed in the liquid in the retention portion.
- a discharge port for the liquid material is formed at a position higher than the inner bottom surface of the container,
- polyurethane sheets can be decomposed using simple equipment without having to be crushed.
- FIG. 1 is a diagram illustrating a schematic diagram of a decomposition treatment apparatus according to an embodiment.
- FIG. 13 is a diagram showing how a polyurethane sheet is inserted.
- FIG. 13 is a diagram showing the state in which a polyurethane sheet and a decomposing agent have been added.
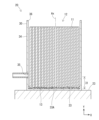
- FIG. 2 is a diagram showing how a polyurethane sheet is decomposed.
- a roll 12 of the polyurethane sheet 11 and a decomposition agent 13 are placed in a container 30, and the container 30 containing the roll 12 and the decomposition agent 13 is heated.
- a liquid material 10 containing the decomposition product of the polyurethane sheet 11 and the decomposition agent 13 is retained in the container 30, and at least a portion of the roll 12 is immersed in the retained liquid material 10.
- the Y-axis direction is the vertical direction
- the X-axis direction is the direction perpendicular to the Y-axis direction.
- the polyurethane sheet 11 may be foamed or non-foamed, so long as it can form the roll 12.
- the polyurethane sheet 11 may be any of soft polyurethane foam, semi-rigid polyurethane foam, and rigid polyurethane foam.
- the polyurethane sheet 11 may be polyurethane foam with an open cell structure, or polyurethane foam with a closed cell structure. Examples of the polyurethane sheet 11 include scraps discarded during the manufacturing process of sheet-shaped polyurethane products, used polyurethane sheets to be discarded, etc.
- the density of the polyurethane sheet 11 is not particularly limited.
- the density of the polyurethane sheet 11 is preferably 50 kg/ m3 or more, more preferably 100 kg/ m3 or more, and even more preferably 150 kg/m3 or more , in order to facilitate immersion of the rolled body 12 in the liquid material 10 due to its own weight.
- the upper limit of the density of the polyurethane sheet 11 is not particularly limited.
- the upper limit of the density of the polyurethane sheet 11 is, for example, 700 kg/ m3 or less.
- the density (apparent density) of the polyurethane sheet 11 can be measured in accordance with JIS K7222: 2005.
- the density of the polyurethane sheet 11 can be measured in accordance with JIS K7112: 1999.
- the wound body 12 is formed by winding the polyurethane sheet 11 into a roll.
- the number of turns of the wound body 12 is not particularly limited.
- the number of turns of the wound body 12 may be one or more, and from the viewpoint of maintaining the posture of the wound body 12, is preferably two or more turns, more preferably five or more turns, and even more preferably ten or more turns.
- the upper limit of the number of turns of the polyurethane sheet 11 is not particularly limited, and is, for example, 100 turns or less.
- the wound body 12 may be formed by stacking multiple polyurethane sheets 11 and winding them to a predetermined size.
- the external shape of the wound body 12 is not particularly limited.
- the external shape of the wound body 12 is usually approximately columnar, and preferably approximately cylindrical.
- the thickness T1 of the polyurethane sheet 11 is preferably 40 mm or less, more preferably 30 mm or less, and even more preferably 20 mm or less.
- the thickness T1 of the polyurethane sheet 11 may be 0.05 mm or more, 0.08 mm or more, or 0.10 mm or more.
- the maximum dimension L1 of the polyurethane sheet 11 in the winding direction of the wound body 12 is usually 3000 mm or less.
- the height H1 of the wound body 12 is usually 2000 mm or less.
- the diameter D1 of the wound body 12 is usually 1000 mm or less.
- the decomposing agent 13 is not particularly limited as long as it chemically decomposes and liquefies the urethane bond. From the viewpoints of reactivity and cost, the decomposing agent 13 is preferably a compound having a hydroxyl group or an amine compound. Examples of compounds having a hydroxyl group include ethylene glycol, diethylene glycol, propylene glycol, dipropylene glycol, tripropylene glycol, trimethylene glycol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, polyoxyethylene glycol, polyoxypropylene glycol, glycerin, and polyethylene glycol.
- ethylene glycol, diethylene glycol, and dipropylene glycol are preferred.
- the amine compound include ethylenediamine, tetramethylenediamine, hexamethylenediamine, propanediamine, 2-ethylhexylamine, isopropanolamine, 2-(2-aminoethylamino)ethanol, 2-amino-2-hydroxymethyl-1,3-propanediol, ethylaminoethanol, aminobutanol, n-propylamine, di-n-propylamine, n-amylamine, isobutylamine, methyldiethylamine, monoethanolamine, diethanolamine, triethanolamine, cyclohexylamine, piperazine, piperidine, aniline, toluidine, benzylamine, phenylenediamine, tolylenediamine, 4-4'-dipheny
- the amount of decomposition agent 13 added is preferably 0.1 parts by mass or more and 200 parts by mass or less, more preferably 1 part by mass or more and 100 parts by mass or less, and even more preferably 5 parts by mass or more and 50 parts by mass or less, per 100 parts by mass of the polyurethane sheet.
- a decomposition catalyst can be further added, if necessary, to increase the reaction rate.
- the catalyst to be added is preferably one that is used in the production of urethane foam. If the catalyst is one that is used in the production of urethane foam, it is possible to suitably produce the recycled polyurethane foam even if the catalyst remains in the recycled raw material (e.g., recycled polyol, etc.) obtained by decomposing the polyurethane sheet 11. In other words, it is considered that the remaining catalyst is unlikely to have an adverse effect when the recycled polyurethane foam is expanded using recycled polyol, etc. In addition, it is possible to achieve the effect of saving the amount of catalyst newly added when producing the recycled polyurethane foam.
- the catalyst examples include triethylamine, N,N-dimethylcyclohexylamine, N,N,N',N'-tetramethylethylenediamine, N,N,N',N'-tetramethylpropane 1,3-diamine, N,N,N',N'-tetramethylhexane 1,6-diamine, N,N,N',N",N"-pentamethyldiethylenetriamine, N,N,N',N",N"-pentamethyldipropylenetriamine, tetramethylguanidine, triethylenediamine, N,N'-dimethylpiperazine, N,-methyl,N'-(2-dimethylamino)ethylpiperazine, N-methylmorpholine, N-(N',N'-dimethylaminoethyl)-morpholine, 1,2-dimethylimidazole, hexamethylenetetramine, dimethylamino
- suitable amine
- the amount of catalyst added is preferably 1 part by mass or more and 30 parts by mass or less, and more preferably 5 parts by mass or more and 20 parts by mass or less, per 100 parts by mass of the decomposition agent.
- the decomposition processing device 20 includes a container 30 and a heating unit 23.
- the container 30 can hold the wound body 12 and the decomposition agent 13, other configurations are not particularly limited.
- the container 30 has a bottom wall portion 33 and a side wall portion 34 rising from the periphery of the bottom wall portion 33.
- the bottom wall portion 33 is in the form of a circular flat plate.
- the side wall portion 34 is in the form of a cylinder.
- the container 30 as a whole has a bottomed cylindrical shape and is installed with its height direction aligned vertically. Taking into consideration the heating efficiency and the need to support the wound body 12 so that it does not fall over, it is preferable that the height of the container 30 be between 1 and 5 times the diameter of the bottom wall portion 33.
- the container 30 has a retention section 31 that retains the liquid material 10 containing the decomposition product of the polyurethane sheet 11 and the decomposition agent 13.
- the container 30 is configured so that at least a part of the wound body 12 is immersed in the liquid material 10 in the retention section 31.
- the retention section 31 can be configured by a portion from the inner bottom surface 33A of the container 30 to a predetermined height of the container 30.
- the predetermined height of the container 30 can be a height between 1/10 and 1/2 of the height of the container 30.
- the range of the retention section 31 is indicated by an arrow.
- the portion of the wound body 12 that is not immersed in the liquid material 10 can be accommodated above the retention section 31 in the container 30.
- the heating section 23 heats the inside of the container 30.
- the heating section 23 is preferably provided in contact with a portion below the half-height position of the container 30.
- the heating section 23 has a heater (heat source) and is provided in contact with the lower surface of the bottom wall portion 33 of the container 30.
- the heating section 23 is not provided at the inlet 36 (upper portion of the container 30).
- the container 30 is preferably configured such that the decomposition reaction mainly occurs in the lower portion (retention portion 31 side) and the polyurethane sheet 11 is stored in the upper portion (inlet 36 side).
- the rolled body 12 of the polyurethane sheet 11 and the decomposition agent 13 are placed in the container 30.
- the manner in which the rolled body 12 is placed is not particularly limited. From the viewpoint of the efficiency of decomposing the polyurethane sheet 11, it is preferable to place the rolled body 12 in the container 30 with the winding axis AX of the rolled body 12 aligned vertically. In this case, it is preferable to place the rolled body 12 in the container 30 with the height direction of the rolled body 12 aligned with the height direction of the bottomed cylindrical container 30 (see FIG. 2).
- the rolled body 12 may be entirely contained in the container 30, or the upper part may protrude upward from the inlet 36.
- the number of wound bodies 12 to be put into the container 30 is not particularly limited.
- a first wound body 12 may be put into the container 30, and after the first wound body 12 is disassembled from below and its height becomes equal to or less than a predetermined height, a second wound body 12 may be put on top of the first wound body 12.
- An example of the predetermined height is 1/2 the height of the wound body 12 before disassembly. In this way, the weight of the second wound body 12 can prevent the first wound body 12 immersed in the liquid material 10 from floating up. Furthermore, multiple wound bodies 12 can be continuously disassembled.
- the manner in which the decomposing agent 13 is added is not particularly limited.
- the decomposing agent 13 may be added to the retention section 31 before the roll 12 is added, and the roll 12 may then be added from above the decomposing agent 13.
- the decomposing agent 13 is shown diagrammatically by a black circle. In this way, the liquid material 10 containing a sufficient amount of decomposing agent 13 can be retained in the retention section 31 from the early stages of the decomposition process. Thereafter, an appropriate amount of decomposing agent 13 may be added depending on the amount of polyurethane sheet 11 added.
- the method for decomposing the polyurethane sheet 11 involves heating the container 30 containing the roll 12 and the decomposing agent 13.
- the heating in the container 30 can be performed by the heating unit 23.
- the heating temperature in the container 30 is not particularly limited.
- the heating temperature in the container 30 is preferably 120°C or higher and 250°C or lower, and more preferably 170°C or higher and 230°C or lower.
- the heating temperature in the container 30 is the temperature of the hottest part in the container 30.
- the set temperature of the heating unit 23 may be regarded as the heating temperature in the container 30.
- the liquid decomposition product contains polyol 15 derived from the raw material polyol of the polyurethane sheet 11, amine compound 16 derived from the raw material isocyanate, etc.
- the liquid decomposition product flows downward and remains in the retention part 31 together with the decomposing agent 13.
- the liquid material 10 containing the decomposition product of the polyurethane sheet 11 and the decomposition agent 13 is retained in the container 30, and at least a part of the rolled body 12 is immersed in the retained liquid material 10.
- the immersed part of the rolled body 12 comes into contact with the decomposition agent 13 in the liquid material 10 and is heated.
- the polyurethane sheet 11 is decomposed, and a liquid decomposition product is further generated.
- the liquid material 10 is discharged from the discharge port 35.
- the discharged liquid material 10 is appropriately collected.
- the decomposition processing device 20 and the decomposition processing method for the polyurethane sheet 11 of this embodiment at least a part of the roll 12 is immersed in the liquid material 10.
- the decomposition agent 13 and the polyurethane sheet 11 can be brought into contact with each other in the liquid material 10. Therefore, for example, the contact efficiency between the polyurethane sheet 11 and the decomposition agent 13 can be improved without evenly applying the decomposition agent 13 to the surface of the polyurethane sheet 11 or simultaneously introducing the polyurethane sheet 11 and the decomposition agent 13 at a predetermined ratio.
- heat can be transferred to the polyurethane sheet 11 through the liquid material 10, and the heating efficiency of the polyurethane sheet 11 can be improved compared to the case where heat is transferred to the polyurethane sheet 11 through air.
- the generated polyol 15 and/or amine compound 16 themselves can act as the decomposition agent 13 and contribute to the decomposition of the polyurethane sheet 11. In this way, the polyurethane sheet 11 can be sufficiently decomposed.
- the polyurethane sheet 11 is placed in the container 30 as a roll 12, and the polyurethane sheet 11 can be decomposed without being crushed.
- the roll 12 can be immersed in the liquid material 10 by its own weight, without applying pressure to the material to be treated as in the extruder or kneader that has been widely used in the decomposition treatment of polyurethane sheets 11 in the past.
- the extruder or kneader itself is relatively expensive, and removing the decomposition products within the device is complicated.
- the decomposition treatment device 20 of this embodiment can be configured to be less expensive and simpler than the extruder or kneader, and removal of the decomposition products within the device is also easy.
- the winding axis AX of the winding body 12 is aligned vertically, and the winding body 12 is placed in the container 30.
- the weight of the part of the winding body 12 above the liquid surface of the liquid material 10 can suitably suppress the floating of the part immersed in the liquid material 10.
- the part of the polyurethane sheet 11 in the retention part 31 is immersed in the liquid material 10. It is presumed that a buoyant force of a magnitude equal to the mass of the removed liquid material 10 acts on the part immersed in the liquid material 10.
- a part not immersed in the liquid material 10 can be made to exist above the part immersed in the liquid material 10. Therefore, the weight of the part not immersed in the liquid material 10 can be made to act on the part immersed in the liquid material 10. Therefore, at least a portion of the rolled body 12 can be suitably immersed in the liquid material 10 without providing a pressing portion or the like that presses the polyurethane sheet 11 from above to prevent the portion immersed in the liquid material 10 from floating up.
- the liquid material 10 can easily penetrate between the radially overlapping portions of the wound body 12, and a sufficient contact area can be secured between the decomposition agent 13 and the polyurethane sheet 11. Even if the polyurethane sheet 11 is decomposed from the lower surface side of the wound body 12, the wound body 12 can easily be sent downward by its own weight, and the polyurethane sheet 11 can be sequentially decomposed.
- a discharge outlet 35 for the liquid material 10 is formed at a position higher than the inner bottom surface 33A of the container 30, and the portion of the container 30 lower than the lower end of the discharge outlet 35 serves as the retention section 31.
- the retention section 31 can be formed with a simple configuration.
- the decomposition products of the polyurethane sheet 11 can be sequentially discharged from the discharge outlet 35, eliminating the need to coordinate the progress (end point) of the reaction with the timing of discharge.
- polyurethane sheet was used as the object to be treated: 10 parts by mass of ethylene glycol was used as the decomposition agent relative to 100 parts by mass of the polyurethane sheet; 10 parts by mass of diazabicycloundecene was used as the catalyst relative to 100 parts by mass of the decomposition agent.
- Polyurethane sheet Rogers Inoac, product number SR-S-32P, thickness 2.0 mm, density 320 kg/ m3
- the polyurethane sheet roll, decomposition agent, and catalyst were placed in a container and heated to 210°C. It was then confirmed that a liquid containing the decomposition products of the polyurethane sheet and the decomposition agent remained in the container. It was also confirmed that the lower part of the roll was immersed in the retained liquid without the need for external pressure. It was also confirmed that the polyurethane sheet was being decomposed from the part of the roll immersed in the liquid.
- the retention portion is not limited to a portion of the container that is lower than the lower end of the discharge port.
- the retention portion for retaining the liquid material may be configured by providing an opening/closing mechanism such as a valve at the discharge port and closing the valve. In this case, the valve may be opened as necessary to drain excess liquid material.
- the wound body may be placed in the container with the winding axis of the wound body aligned horizontally.
- the container may be tubular with a bottom as a whole and may be placed with the height direction aligned horizontally.
- a plurality of wound bodies may be loaded into the container at once.
- the plurality of wound bodies may be loaded into the container at once with the winding axes of the wound bodies aligned. More specifically, when the diameter of the wound body is smaller than the diameter of the container, the plurality of wound bodies may be loaded into the container lined up in the radial direction with the winding axes of the wound bodies aligned in the vertical direction.
- the shape of the container can be changed as appropriate.
- the bottom wall is not limited to a flat plate shape, and may have protrusions or irregularities to improve heat transfer.
- a heat source such as a ribbon heater may be further provided in contact with the side wall section.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025508323A JPWO2024195602A1 (https=) | 2023-03-20 | 2024-03-11 | |
| CN202480005170.0A CN120225597A (zh) | 2023-03-20 | 2024-03-11 | 聚氨酯片材的分解处理方法以及聚氨酯片材的分解处理装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023044017 | 2023-03-20 | ||
| JP2023-044017 | 2023-03-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024195602A1 true WO2024195602A1 (ja) | 2024-09-26 |
Family
ID=92841415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/009279 Ceased WO2024195602A1 (ja) | 2023-03-20 | 2024-03-11 | ポリウレタンシートの分解処理方法、及びポリウレタンシートの分解処理装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2024195602A1 (https=) |
| CN (1) | CN120225597A (https=) |
| WO (1) | WO2024195602A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6162535A (ja) * | 1984-09-05 | 1986-03-31 | Human Ind Corp | 再生アスフアルトフオ−ムの製造方法 |
| JPH09291288A (ja) * | 1996-04-26 | 1997-11-11 | Toshiba Corp | プラスチックの処理方法及び装置 |
| JP2020062573A (ja) * | 2018-10-15 | 2020-04-23 | 株式会社新菱 | 再生強化繊維の製造方法および製造装置 |
| JP2021187869A (ja) * | 2020-05-25 | 2021-12-13 | 東洋クロス株式会社 | ポリエステルフィルム、ポリエステルフィルムの製造方法、ポリエステルペレット、およびポリエステルペレットの製造方法 |
-
2024
- 2024-03-11 WO PCT/JP2024/009279 patent/WO2024195602A1/ja not_active Ceased
- 2024-03-11 JP JP2025508323A patent/JPWO2024195602A1/ja active Pending
- 2024-03-11 CN CN202480005170.0A patent/CN120225597A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6162535A (ja) * | 1984-09-05 | 1986-03-31 | Human Ind Corp | 再生アスフアルトフオ−ムの製造方法 |
| JPH09291288A (ja) * | 1996-04-26 | 1997-11-11 | Toshiba Corp | プラスチックの処理方法及び装置 |
| JP2020062573A (ja) * | 2018-10-15 | 2020-04-23 | 株式会社新菱 | 再生強化繊維の製造方法および製造装置 |
| JP2021187869A (ja) * | 2020-05-25 | 2021-12-13 | 東洋クロス株式会社 | ポリエステルフィルム、ポリエステルフィルムの製造方法、ポリエステルペレット、およびポリエステルペレットの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120225597A (zh) | 2025-06-27 |
| JPWO2024195602A1 (https=) | 2024-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2540934T3 (es) | Proceso para producir un compuesto de hidroxialquiltrietilendiamina, y composición de catalizador para la producción de una resina de poliuretano usando el compuesto de hidroxialquiltrietilendiamina | |
| CN106164117B (zh) | 用于聚氨酯材料的吡咯烷类催化剂 | |
| GB858031A (en) | Synthesis of urethanes | |
| JP6364710B2 (ja) | ポリウレタン樹脂製造用の触媒組成物及びそれを用いたポリウレタン樹脂の製造方法 | |
| MX2007006838A (es) | Composiciones de catalizador para mejorar el desempeño de la espuma de poliuretano. | |
| CN103003326A (zh) | 用于生产软质聚氨酯泡沫的方法 | |
| WO2014030654A1 (ja) | ポリウレタンフォーム製造用の原料配合組成物及びポリウレタンフォーム又はイソシアヌレート変性ポリウレタンフォームの製造方法 | |
| JP2024501461A (ja) | ポリウレタンフォームから原料を回収する方法 | |
| WO2024195602A1 (ja) | ポリウレタンシートの分解処理方法、及びポリウレタンシートの分解処理装置 | |
| WO2023161251A1 (en) | Depolymerization of polyurethanes with organic amine bases | |
| CN109153762B (zh) | 用于制造卤代烯烃发泡聚氨酯的胺催化剂组合物 | |
| JP2007077240A (ja) | ポリウレタン樹脂製造用の触媒組成物及びポリウレタン樹脂の製造方法 | |
| JPH07304947A (ja) | (ポリウレタン)ポリウレア廃棄物質からの、ヒドロキシル基を含む化合物の製造方法 | |
| JP7783999B2 (ja) | ポリウレタンフォームの分解処理装置及びポリウレタンフォームの分解処理方法 | |
| JP2011246569A (ja) | リサイクル可能なポリウレタンフォーム、再生ポリオールの製造方法及び再生ポリオールを用いるポリウレタンフォームの製造方法 | |
| JP2025082498A (ja) | ポリウレタンフォームの分解処理装置、及びポリウレタンフォームの分解処理方法 | |
| JP5561261B2 (ja) | ポリウレタン樹脂製造用の触媒組成物及びポリウレタン樹脂の製造方法 | |
| CN1530380A (zh) | 从长链烷基和脂肪族羧酸衍生的叔链烷醇胺聚氨酯催化剂 | |
| JP4457644B2 (ja) | ポリウレタン樹脂製造用のアミン触媒組成物 | |
| JP2024132252A (ja) | ポリウレタンフォームの分解処理方法及びポリウレタンフォームの分解処理装置 | |
| JP4469808B2 (ja) | 軟質ウレタン樹脂分解物の精製方法 | |
| CN1270956A (zh) | 生产聚氨酯用的3-{n-[2-(n',n'-二甲基氨基乙氧基)乙基]-n-甲基氨基}丙酰胺 | |
| JP2021130784A (ja) | ポリウレタン樹脂、及びそれを用いた吸着剤 | |
| WO2025100151A1 (ja) | ポリウレタンフォームの分解処理装置、ポリウレタンフォームの分解処理方法、及び反応生成物の製造方法 | |
| JP6848184B2 (ja) | ハロゲン化オレフィン発泡ポリウレタン製造用のアミン触媒組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24774741 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025508323 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480005170.0 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480005170.0 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24774741 Country of ref document: EP Kind code of ref document: A1 |