WO2024128110A1 - 溶融異方性芳香族ポリエステル繊維およびその製造方法 - Google Patents
溶融異方性芳香族ポリエステル繊維およびその製造方法 Download PDFInfo
- Publication number
- WO2024128110A1 WO2024128110A1 PCT/JP2023/043771 JP2023043771W WO2024128110A1 WO 2024128110 A1 WO2024128110 A1 WO 2024128110A1 JP 2023043771 W JP2023043771 W JP 2023043771W WO 2024128110 A1 WO2024128110 A1 WO 2024128110A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aromatic polyester
- melt
- anisotropic aromatic
- polyester fiber
- molten
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/78—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products
- D01F6/84—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products from copolyesters
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/02—Heat treatment
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/084—Heating filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
Definitions
- the present invention relates to melt-dispersed anisotropic aromatic polyester fibers and a method for producing the same.
- General-purpose fibers such as general-purpose polyester fibers are often used for tension members, but because cables and cords need to have thinner diameters in order to make electrical products more compact, super fibers that have sufficient strength even with a thin diameter are attracting attention. Also, in applications such as optical cables, even a slight stretch of optical fiber causes an accelerated drop in communication speed, so liquid crystal polymer fibers with high dimensional stability (melt anisotropic aromatic polyester fibers, aramid fibers, etc.) are used. Melt anisotropic aromatic polyester fibers are known to have excellent dimensional stability because raw spun yarns that are highly oriented in the fiber axis direction can be obtained by spinning, and the crystallinity can be increased by heat-treating the raw spun yarns and solid-phase polymerization.
- Patent Document 1 JP Patent Publication No. 2010-150694 discloses liquid crystalline polyester fibers that are characterized in that, in wide-angle X-ray diffraction measurements using CuK ⁇ radiation as a radiation source, the half-width of a peak with a maximum at 18 to 22° in the equatorial direction is 3.5° or more.
- Patent Document 2 JP Patent Publication 3-227407 A discloses a method for spinning a melt-anisotropic aromatic polyester, which is characterized in that, when a melt-anisotropic aromatic polyester is extruded and spun using a vented extruder, the vent part is reduced in pressure to 100 to 760 mmHg, the tip pressure of the extruder is adjusted to 5 to 30 kg/ cm2 , and then the pressure is increased to 40 to 200 kg/ cm2 using a gear pump having a volumetric efficiency of 50 to 90%, and the melt is passed through a filter for spinning.
- JP 2010-150694 A Japanese Patent Application Laid-Open No. 3-227407
- Patent Documents 1 and 2 make no mention of improving creep properties.
- the present invention therefore aims to solve the above problems and provide a melt-anisotropic aromatic polyester fiber with excellent creep properties.
- the inventors of the present invention have found that when the kneading conditions in melt spinning are changed, there is a difference in the creep properties of the melt-anisotropic aromatic polyester fiber obtained by subsequently heat-treating the spun raw yarn. Then, taking into consideration the relationship with creep properties, the inventors focused on the crystal structure of melt-anisotropic aromatic polyester fibers and found that melt-anisotropic aromatic polyester fibers with superior creep properties have a high degree of orthorhombic crystallization.
- the present invention can be configured in the following manner.
- a fiber structure comprising at least a part of the melt-anisotropic aromatic polyester fiber according to any one of aspects 1 to 4.
- [Aspect 6] a step of melt-kneading the molten anisotropic aromatic polyester using a twin-screw extruder at a barrel temperature from a resin feed section to an outlet of a kneading section that is less than the melting point Mp 0 (preferably Mp 0 -5°C or less, more preferably Mp 0 -10°C or less, and even more preferably Mp 0 -15°C or less), where Mp 0 is the melting point of the molten anisotropic aromatic polyester as measured by a differential scanning calorimeter in a nitrogen atmosphere at a heating rate of 10°C/min; A step of spinning the molten mixture to obtain a raw spinning yarn; A step of subjecting the obtained raw spinning yarn to a heat treatment; A method for producing a melt-anisotropic aromatic polyester fiber, comprising at least the steps of: [Aspect 7] A method for producing a melt-anisotropic aromatic polyester fiber according to claim 6, wherein the melt-kne
- the melt-anisotropic aromatic polyester fiber of the present invention has excellent creep properties. Furthermore, the manufacturing method of the present invention can produce melt-anisotropic aromatic polyester fiber with a high degree of orthorhombic crystallization.
- FIG. 1 is a schematic diagram for explaining a method for producing a melt-anisotropic aromatic polyester fiber according to one embodiment of the present invention.
- the melt anisotropic aromatic polyester fiber of the present invention includes a melt anisotropic aromatic polyester.
- the melt anisotropic aromatic polyester is composed of, for example, a structural unit derived from an aromatic diol, an aromatic dicarboxylic acid, an aromatic hydroxycarboxylic acid, etc., and the structural unit derived from an aromatic diol, an aromatic dicarboxylic acid, or an aromatic hydroxycarboxylic acid is not particularly limited in chemical composition as long as it does not impair the effects of the present invention.
- melt anisotropic aromatic polyester may contain a structural unit derived from an aromatic diamine, an aromatic hydroxyamine, or an aromatic aminocarboxylic acid, as long as it does not impair the effects of the present invention.
- a structural unit derived from an aromatic diamine, an aromatic hydroxyamine, or an aromatic aminocarboxylic acid as long as it does not impair the effects of the present invention.
- examples of preferred structural units are shown in Table 1.
- m is an integer from 0 to 2
- Y in the formula, in the range of 1 to the maximum number that can be substituted each independently includes a hydrogen atom, a halogen atom (e.g., a fluorine atom, a chlorine atom, a bromine atom, an iodine atom, etc.), an alkyl group (e.g., an alkyl group having 1 to 4 carbon atoms such as a methyl group, an ethyl group, an isopropyl group, a t-butyl group, etc.), an alkoxy group (e.g., a methoxy group, an ethoxy group, a isopropoxy group, a n-butoxy group, etc.), an aryl group (e.g., a phenyl group, a naphthyl group, etc.), an aralkyl group (e.g., a benzyl group (phenyl
- More preferred structural units include the structural units described in examples (1) to (18) in Tables 2, 3, and 4 below.
- a structural unit in the formula is a structural unit that can exhibit multiple structures, two or more of such structural units may be combined and used as structural units that constitute the polymer.
- n is an integer of 1 or 2
- Y 1 and Y 2 may each independently be a hydrogen atom, a halogen atom (e.g., a fluorine atom, a chlorine atom, a bromine atom, an iodine atom, etc.), an alkyl group (e.g., an alkyl group having 1 to 4 carbon atoms such as a methyl group, an ethyl group, an isopropyl group, a t-butyl group, etc.), an alkoxy group (e.g., a methoxy group, an ethoxy group, an isopropoxy group, an n-butoxy group, etc.), an aryl group (e.g., a phenyl group, a naphthyl group, etc.), an aralkyl group (e.g., a benzyl group, a benzyl group, etc.,
- the melt-anisotropic aromatic polyester may preferably be a combination having a naphthalene skeleton as a structural unit. It is particularly preferable to include both a structural unit (A) derived from hydroxybenzoic acid and a structural unit (B) derived from hydroxynaphthoic acid.
- the structural unit (A) may be represented by the following formula (A)
- the structural unit (B) may be represented by the following formula (B).
- the ratio of the structural unit (A) to the structural unit (B) may preferably be in the range of 9/1 to 1/1, more preferably 7/1 to 1/1, and even more preferably 5/1 to 1/1.
- the sum of the constituent units (A) and the constituent units (B) may be, for example, 65 mol% or more of the total constituent units, more preferably 70 mol% or more, and even more preferably 80 mol% or more.
- a melt anisotropic aromatic polyester in which the constituent units (B) account for 4 to 45 mol% of the polymer is particularly preferred.
- the melt anisotropic aromatic polyester may contain structural units derived from 4-hydroxybenzoic acid, preferably at 50 mol% or more, more preferably at 53 mol% or more, even more preferably at 60 mol% or more, even more preferably at 65 mol% or more, and particularly preferably at 70 mol% or more.
- structural units derived from 4-hydroxybenzoic acid preferably at 50 mol% or more, more preferably at 53 mol% or more, even more preferably at 60 mol% or more, even more preferably at 65 mol% or more, and particularly preferably at 70 mol% or more.
- There is no particular upper limit to the content of structural units derived from 4-hydroxybenzoic acid in the melt anisotropic aromatic polyester but it may be, for example, 90 mol% or less, preferably 88 mol% or less, and more preferably 85 mol% or less.
- the melting point (hereinafter, sometimes referred to as Mp 0 ) of the melt anisotropic aromatic polyester used in the present invention is preferably in the range of 250 to 380°C, more preferably 255 to 370°C, even more preferably 260 to 360°C, and even more preferably 260 to 330°C.
- the melting point is the main absorption peak temperature observed when measured by a differential scanning calorimeter (DSC) in accordance with the JIS K 7121 test method.
- the polymer may be heated at a rate of 50° C./min to a temperature 50° C. higher than the expected flow temperature, completely melted at that temperature for 3 minutes, cooled to 50° C. at a rate of 80° C./min, and then the endothermic peak may be measured at a heating rate of 10° C./min.
- the melt anisotropic aromatic polyester fiber may contain thermoplastic polymers such as polyethylene terephthalate, modified polyethylene terephthalate, polyolefin, polycarbonate, polyamide, polyphenylene sulfide, polyether ether ketone, and fluororesin, as long as the effect of the present invention is not impaired. It may also contain various additives such as inorganic substances such as titanium oxide, kaolin, silica, and barium oxide, colorants such as carbon black, dyes, and pigments, antioxidants, ultraviolet absorbers, and light stabilizers.
- thermoplastic polymers such as polyethylene terephthalate, modified polyethylene terephthalate, polyolefin, polycarbonate, polyamide, polyphenylene sulfide, polyether ether ketone, and fluororesin, as long as the effect of the present invention is not impaired. It may also contain various additives such as inorganic substances such as titanium oxide, kaolin, silica, and barium oxide, colorants such as carbon black
- the melt-anisotropic aromatic polyester fiber of the present invention may contain 50% by weight or more of melt-anisotropic aromatic polyester, preferably 80% by weight or more, more preferably 90% by weight or more, even more preferably 95% by weight or more, and even more preferably 99.9% by weight or more.
- the melt anisotropic aromatic polyester fiber of the present invention has a degree of orthorhombic crystallinity in the crystal component of 15.0% or more.
- the melt anisotropic aromatic polyester has crystal components such as orthorhombic and hexagonal crystals, and since orthorhombic crystals have a crystal structure in which molecular chains are packed more densely, melt anisotropic aromatic polyester fibers that not only have a high degree of crystallinity and orientation but also have a high proportion of orthorhombic crystals in the crystal component have excellent creep properties due to their dense crystal structure.
- the degree of orthorhombic crystallinity may be preferably 16.0% or more, more preferably 17.0% or more, and even more preferably 18.0% or more.
- the degree of orthorhombic crystallinity may be, for example, 25.0% or less, preferably 24.0% or less, and more preferably 23.0% or less.
- the melt-anisotropic aromatic polyester fiber of the present invention has a high density due to a high proportion of orthorhombic crystals in which molecular chains are densely packed, and may have a density of, for example, 1.4080 g/ cm3 or more as determined by a density gradient tube.
- the upper limit of the density is not particularly limited, and may be, for example, 1.4200 g/ cm3 or less, depending on the composition of the melt-anisotropic aromatic polyester, etc.
- the density of the melt-anisotropic aromatic polyester fiber is a value measured by the method described in the Examples below.
- the melting point of the melt-anisotropic aromatic polyester fiber of the present invention may be 260 to 380°C, preferably 270 to 360°C, more preferably 275 to 340°C, and even more preferably 275 to 330°C.
- the melting point of the melt-anisotropic aromatic polyester fiber is raised from the melting point (Mp) of the raw spinning yarn by solid-phase polymerization.
- the melting point of the melt-anisotropic aromatic polyester fiber is a value measured by the method described in the examples below.
- the melt anisotropic aromatic polyester fiber of the present invention may have a tensile strength of 20 cN/dtex or more, preferably 24 cN/dtex or more, and more preferably 25 cN/dtex or more.
- the upper limit of the tensile strength is not particularly limited, but may be, for example, about 40 cN/dtex.
- the tensile strength of the melt anisotropic aromatic polyester fiber is a value measured by the method described in the examples below.
- the melt anisotropic aromatic polyester fiber of the present invention may have a fiber breakage time of 30 hours or more, preferably 60 hours or more, and more preferably 68 hours or more, in a creep test performed by the method described in the Examples below.
- the single fiber fineness of the melt anisotropic aromatic polyester fiber of the present invention can be appropriately selected depending on the application, etc.
- the single fiber fineness may be 50 dtex or less, preferably 15 dtex or less, and more preferably 10 dtex or less, but from the viewpoint of responding to miniaturization in electrical appliance applications, etc., a fine fineness is preferable, for example, 7 dtex or less.
- the lower limit of the single fiber fineness is not particularly limited, but may be, for example, about 0.01 dtex.
- the single fiber fineness is a value measured by the method described in the examples below.
- the melt anisotropic aromatic polyester fiber of the present invention may be a monofilament or a multifilament.
- the number of filaments can be appropriately selected depending on the application, etc.
- the number of filaments may be 2 to 5,000, preferably 3 to 4,000, and more preferably 5 to 3,000.
- the total fineness of the melt anisotropic aromatic polyester fiber of the present invention can be appropriately selected depending on the application, etc., and may be, for example, 50,000 dtex or less, preferably 10,000 dtex or less, more preferably 2,000 dtex or less, and even more preferably 1,000 dtex or less.
- the lower limit of the total fineness is not particularly limited, but may be, for example, about 1 dtex.
- the method for producing the melt anisotropic aromatic polyester fiber of the present invention comprises the steps of: a step of melt-kneading the molten anisotropic aromatic polyester using a twin-screw extruder at a barrel temperature from a resin feed section to an outlet of a kneading section of the extruder that is lower than the melting point Mp of the molten anisotropic aromatic polyester, the melting point being measured by a differential scanning calorimeter at a heating rate of 10 ° C./min in a nitrogen atmosphere at Mp 0 ; A step of spinning the molten mixture to obtain a raw spinning yarn; and a step of subjecting the obtained raw spinning yarn to a heat treatment.
- the kneadability of the molten anisotropic aromatic polyester is improved by using a twin-screw extruder, and the kneading section in the twin-screw extruder is set to a low temperature below the melting point to knead the polyester in a high viscosity state, thereby making it possible to efficiently impart shear to the molten anisotropic aromatic polyester.
- this is the opposite temperature condition to the melting point of the resin, whereas it is common to heat the polyester to a temperature above the melting point of the resin to be added to promote melting.
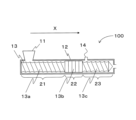
- FIG. 1 is a schematic diagram showing the internal configuration from the side of a twin-screw extruder 100 used in the production of molten anisotropic aromatic polyester fibers according to one embodiment of the present invention.
- the twin-screw extruder 100 includes a hopper 11 for feeding molten anisotropic aromatic polyester, a barrel 12, a screw 13 rotating in the barrel 12, and a vent 14, and has a resin feed section 21, a kneading section 22, and a transport section 23 from the upstream side to the downstream side in the barrel 12.
- the resin feed section 21, the kneading section 22, and the transport section 23 each have screw elements 13a, 13b, and 13c of the screw 13.
- the screw 13 (screw elements 13a, 13b, and 13c) representatively represents one of the screws in the twin-screw extruder 100.
- FIG. 1 shows a simplified structure to explain the method for producing the melt-anisotropic aromatic polyester fiber of the present invention, but multiple pieces of equipment may be provided as necessary, and in addition to the equipment shown in the figure, equipment commonly used in twin-screw extruders may also be provided.
- the solid molten anisotropic aromatic polyester fed from the hopper 11 is transported in the barrel 12 in the X direction, which is the direction of travel, by the rotation of the screw 13, and is heated by a known heating means such as a heater installed in the barrel 12.
- a known heating means such as a heater installed in the barrel 12.
- the solid molten anisotropic aromatic polyester melts as it travels in the X direction by applying shear between the inner wall of the barrel 12 and the screw 13 and between the screws 13 themselves.
- the molten anisotropic aromatic polyester may be fed into the twin-screw extruder 100 as a resin composition containing the molten anisotropic aromatic polyester, the thermoplastic polymer described above, and various additives.
- the solid molten anisotropic aromatic polyester supplied from the hopper 11 moves in the X direction while being compressed in a solid state by the rotation of the screw 13, and can be gradually melted by heat transfer from the heating means of the barrel 12 and the application of shear by the rotation of the screw 13.
- a full-flight screw is used as the screw element 13a used in the resin feed section 21, for example.
- kneading is performed using shear-imparting screw elements such as kneading disks as the screw elements 13b, thereby promoting melting of the molten anisotropic aromatic polyester containing solids transported from the resin feed section 21.
- shear-imparting screw elements such as kneading disks as the screw elements 13b
- melting the melting of the molten anisotropic aromatic polyester containing solids transported from the resin feed section 21.
- FIG. 1 one kneading section 22 is provided, but multiple kneading sections may be provided.
- the viscosity of the molten mixture obtained in the kneading section 22 can be adjusted when transporting it to the spinning head.
- the screw element 13c used in the transport section 23 for example, a full-flight screw is used.
- the temperatures of the resin feed section 21 and the kneading section 22 in the barrel 12 to a low temperature lower than the melting point Mp 0 of the molten anisotropic aromatic polyester to be fed into the twin-screw extruder 100, it is possible to efficiently apply shear to the molten anisotropic aromatic polyester in a high viscosity state.
- the temperature of the barrel 12 from the resin feed section 21 to the outlet of the kneading section 22 may be preferably Mp 0 -5°C or less, more preferably Mp 0 -10°C or less, and even more preferably Mp 0 -15°C or less.
- the barrel temperature from the resin feed section to the outlet of the kneading section refers to the barrel temperature up to the outlet of the kneading section on the most downstream side adjacent to the transport section when there are multiple kneading sections.
- the heating means installed in the barrel 12 may be temperature-controlled differently for each region in the traveling direction from the upstream side to the downstream side, and it is preferable that the temperature of the barrel 12 from the resin feed section 21 to the outlet of the kneading section 22 is adjusted so that it gradually increases within the above temperature range.
- the temperatures of the resin feed section 21 and the kneading section 22 in the barrel 12 may be adjusted within the above-mentioned temperature range, and the temperature of the barrel 12 in the subsequent transport section 23 may be Mp 0 or higher, preferably Mp 0 + 10° C. or higher, and more preferably Mp 0 + 20° C. or higher, from the viewpoint of adjusting the viscosity during spinning.
- the temperature of the barrel 12 in the subsequent transport section 23 may be Mp 0 or higher, preferably Mp 0 + 10° C. or higher, and more preferably Mp 0 + 20° C. or higher, from the viewpoint of adjusting the viscosity during spinning.
- it may be 400° C. or lower, preferably 370° C. or lower, and more preferably 350° C. or lower.
- the residence time in the kneading section 22 may be 10 seconds or more, preferably 15 seconds or more, more preferably 20 seconds or more, from the viewpoint of efficiently applying shear to the molten anisotropic aromatic polyester and improving spinnability. Also, from the viewpoint of suppressing deterioration of the molten anisotropic aromatic polyester, it may be 300 seconds or less, preferably 180 seconds or less, more preferably 130 seconds or less.
- the residence time in the kneading section can be calculated by the following formula based on the volume of the kneading section and the discharge rate.
- the capacity, distribution, and layout of the resin feed section, kneading section, and transport section, as well as the shape of the screws and the gaps between the screws, may be designed as appropriate depending on the type of melt-formed anisotropic aromatic polyester and the spinning conditions.
- screw elements such as full-flight screws and kneading disks
- screw elements that return the material in the opposite direction to the traveling direction from the upstream side to the downstream side such as back-kneading disks, may also be arranged.
- a seal ring may also be used in the element at the outlet of the kneading section to efficiently retain the resin in the kneading section and to improve the sealing performance upstream of the vent.
- the twin-screw extruder 100 air bubbles may be trapped during melt kneading due to air entrapment, so it is preferable to provide a vent 14 in the twin-screw extruder 100 and connect a vacuum pump or the like to reduce the pressure inside the twin-screw extruder 100 to degas it.
- the degree of vacuum may be 100 kPa or less in absolute pressure, preferably 80 kPa or less, and more preferably 60 kPa or less.
- the molten mixture obtained by melt-kneading in the twin-screw extruder 100 is then metered by a gear pump (not shown) from the transport section 23 and transported to the spinning head.
- a filter may be provided before or after the gear pump after it is transported from the twin-screw extruder 100.
- the amount of unmelted material remaining can be reduced by melt-kneading in the twin-screw extruder, making the filter less likely to become clogged and stabilizing spinning.
- the spinning temperature may be, for example, Mp 0 -30 to Mp 0 +60°C, preferably Mp 0 -25°C to Mp 0 +50°C, and more preferably Mp 0 -20°C to Mp 0 +45°C, relative to the melting point Mp 0 of the molten anisotropic aromatic polyester.
- the spinning temperature may be, for example, Mp 0 -30 to Mp 0 +60°C, preferably Mp 0 -25°C to Mp 0 +50°C, and more preferably Mp 0 -20°C to Mp 0 +45°C.
- the spinning temperature may be from the barrel temperature of the kneading section +10°C to the barrel temperature of the kneading section +120°C, preferably the barrel temperature of the kneading section +15°C to the barrel temperature of the kneading section +100°C, more preferably the barrel temperature of the kneading section +20°C to the barrel temperature of the kneading section +90°C, and even more preferably the barrel temperature of the kneading section +30°C to the barrel temperature of the kneading section +80°C.
- spinneret temperature spinneret temperature
- the heat treatment method is not particularly limited, and may be, for example, a batch-type heat treatment or a continuous heat treatment by conveying.
- the melting point (Mp) of the raw spinning yarn can be measured by the same method as the melting point of the molten anisotropic aromatic polyester fiber.
- the material in a batch-type heat treatment, may be wound around a bobbin in a packaged state, or in a skein or tow state, and it is preferable to perform the heat treatment in a packaged state, as this simplifies the equipment and improves productivity.
- the bobbin must be able to withstand the temperature of solid-state polymerization, and is preferably made of a metal such as aluminum, brass, iron, or stainless steel.
- the conveyance method may be either contact conveyance (for example, conveyor method, support roll method, heat treatment method using heated rollers) or non-contact conveyance (roll-to-roll method).
- the treatment path does not have to be a straight line, and turning rollers or guides may be placed within the device to appropriately change the length, angle, curvature, etc. of the treatment path during heat treatment.
- the heat treatment process can be carried out by a known method, such as atmospheric heating or contact heating.
- the atmosphere used is preferably air, an inert gas (e.g., nitrogen, argon), or a combination thereof. There is no problem if the heat treatment is carried out under reduced pressure.
- the heat treatment temperature may be 250 to 350°C, preferably 255 to 320°C, more preferably 260 to 315°C, and more preferably 280 to 310°C.
- the heat treatment temperature may be lower than the melting point (Mp) of the raw spun yarn to be subjected to the heat treatment step in order to prevent melting, and may be, for example, in the range of 250 to 350°C, from Mp-50°C to Mp°C, preferably from Mp-40°C to Mp°C, and more preferably from Mp-30°C to Mp°C.
- the melting point of the molten anisotropic aromatic polyester fiber increases as the solid-state polymerization progresses, so the initial heat treatment temperature in the heat treatment step may be lower than the melting point (Mp) of the raw spun yarn.
- the heat treatment temperature may be gradually increased according to the progress of the solid-state polymerization, and heat treatment may be performed at a temperature higher than the melting point (melting point of the raw spun yarn) at the time of subjecting the fiber to the heat treatment step.
- the heat treatment time of the heat treatment step can be set appropriately depending on the heat treatment method and heat treatment temperature. For example, it can be set within the range of 15 minutes to 30 hours, preferably 2 to 24 hours, and more preferably 3 to 20 hours.
- the heat treatment time here refers to the holding time at a specified heat treatment temperature (for example, the maximum temperature).
- a known oil agent or anti-fusing agent may be added before the heat treatment step to improve the bundling of the fiber and to prevent fusing during heat treatment.
- the melt-anisotropic aromatic polyester fiber of the present invention can be used in various applications as a fiber structure containing at least a part of the melt-anisotropic aromatic polyester fiber.
- the fiber structure containing the melt-anisotropic aromatic polyester fiber of the present invention can be used in any fiber form such as staple fiber, short-cut fiber, filament yarn, spun yarn, string-like material, rope, etc. Also, it can be used as various fabrics such as nonwoven fabrics, woven fabrics, knitted fabrics, etc. using the melt-anisotropic aromatic polyester fiber.
- Such fibers and fabrics can be produced using the melt-anisotropic aromatic polyester fiber by a known method.
- the fiber structure of the present invention may be a combination of molten anisotropic aromatic polyester fiber and other fibers, so long as the effect of the present invention is not impaired.
- composite fibers using molten anisotropic aromatic polyester fiber and other fibers e.g., blended yarns in which molten anisotropic aromatic polyester fiber is blended with other fibers, etc.
- composite fabrics using molten anisotropic aromatic polyester fiber and other fibers e.g., blended fabrics in which molten anisotropic aromatic polyester fiber is blended with other fibers, and laminates of fabrics made of molten anisotropic aromatic polyester fiber and fabrics made of other fibers, etc.
- the melt anisotropic aromatic polyester fiber of the present invention can be used in the form of various fiber structures for various applications such as general industrial materials, civil engineering and construction materials, various reinforcing materials, electrical and electronic parts materials, various fiber products, etc.
- it can be used for advanced processed products such as tension members (electric wires, optical fibers, umbilical cables, heater wire core threads, cords for various electrical products such as earphone cords, etc.), sail cloth, ropes (marine, mountain climbing, cranes, yachts, tags, etc.), ropes, land nets, slings, lifelines, fishing lines, sewing threads, screen cords, fishing nets, longlines, geogrids, protective gloves, ripstop protective clothing and outdoor clothing, rider suits, sports rackets, guts, medical catheter reinforcement materials, suture threads, screen gauze, filters, base fabrics for printed circuit boards, mesh-like conveyor belts, papermaking belts, dryer canvases, airships, balloons, airbags, speaker cones, reinforcement materials for various hose
- the melting point was determined as the main absorption peak temperature observed by measurement using a differential scanning calorimeter (DSC; "DSC60A Plus” manufactured by Shimadzu Corporation) in accordance with JIS K 7121. Specifically, 4 to 6 mg of a sample was placed in an aluminum pan and sealed in the DSC apparatus, and nitrogen was passed as a carrier gas at a flow rate of 200 mL/min, and the endothermic peak derived from the molten anisotropic aromatic polyester was measured when the temperature was raised from 25°C at a rate of 10°C/min.
- DSC differential scanning calorimeter
- Boost amount 50 kg of molten anisotropic aromatic polyester melt-kneaded under each condition in a twin-screw extruder was transported to a container equipped with a metal nonwoven fabric filter having a diameter of 76 mm and a mesh size of 30 ⁇ m, and the filter was passed through the container.
- the pressure was monitored using a resin pressure gauge GC75 manufactured by Nagano Keiki Co., Ltd. installed in the container, and the amount of pressure increase before and after the filter was recorded.
- the molten anisotropic aromatic polyester fiber was attached to a fiber holder, and wide-angle X-ray diffraction (WAXD) measurement was performed by irradiating X-rays perpendicular to the fiber axis using a transmission method under the following measurement conditions.
- WAXD wide-angle X-ray diffraction
- Measurement device Bruker "D8 Discover I ⁇ S” Detector: 2D PSPC ⁇ VANTEC-500 X-ray source: Cu Current: 1mA Voltage: 50 kV Exposure time: 10 minutes Collimator diameter: 0.5 mm Camera length: 17cm Detector position (2 ⁇ ): 20° Sample position ( ⁇ ): 10° Inclination angle ( ⁇ ): 90° Measurement temperature: room temperature (approximately 25°C)
- Peak A peak top position near 19°
- peak B peak top position near 20.5°
- peak C peak top position near 27°
- the sum of all fitting functions was fitted using the least squares method so that the difference between the baseline-corrected profile data and the baseline-corrected sum was minimized.
- the peak areas of these fitting functions were calculated as the amounts of crystallinity (A), (B), and (C), respectively.
- the degree of orthorhombic crystallinity was calculated from the following formula using the crystal amount (A) of peak A derived from hexagonal crystals and the crystal amount (B) of peak B derived from orthorhombic crystals.
- Orthorhombic crystallinity (%) (B)/ ⁇ (A)+(B) ⁇ 100
- Total fineness, single fiber fineness Based on JIS L 1013:2010 8.3.1 A method, a 10 m reel of melt anisotropic aromatic polyester fiber was taken using a measuring device "Wrap Reel by Motor Driven” manufactured by Daiei Scientific Instruments Co., Ltd., and the weight (g) was multiplied by 1000 to perform measurements three times per level, and the average value of the three measurements was taken as the total fineness (dtex) of the obtained melt anisotropic aromatic polyester fiber. The quotient obtained by dividing this value by the number of filaments was taken as the single fiber fineness (dtex).
- Mp 0 melt anisotropic aromatic polyester
- the residence time in the kneading section was adjusted to 21 seconds.
- a vacuum pump was connected to the vent section in the middle of the twin-screw extruder via a metal tube, and the polymer non-filled space in the twin-screw extruder was decompressed to 30 kPa. Then, the molten mixture was supplied to the spinning head from the twin-screw extruder while being metered with a gear pump.
- the spinning head was equipped with a spinneret with a hole diameter of 0.10 mm ⁇ and 100 holes, the spinneret temperature was set to 320°C, and the molten mixture was discharged at a volumetric throughput of 42.0 cm3 /min to obtain a raw spinning yarn of 560 dtex/100f.
- the raw spinning yarn obtained was then heat-treated at 275°C for 16 hours in a nitrogen atmosphere to obtain a heat-treated yarn of melt-anisotropic aromatic polyester fiber.
- the analysis results of the obtained melt-anisotropic aromatic polyester fiber are shown in Table 5.
- Example 2 A melt anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that the void volume in the barrel of the kneading section was 44.1 cm3 , the barrel temperature from the resin feed section to the kneading section outlet was 240°C, the volumetric throughput rate was 126.1 cm3 /min, and the number of holes in the spinneret was 300.
- Example 3 A melt anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that the barrel temperature from the resin feed section to the kneading section outlet was set to 220°C.
- Example 4 A melt anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that the barrel temperature from the resin feed section to the kneading section outlet was set to 200°C.
- Example 5 A melt anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that the void volume in the barrel of the kneading section was 29.4 cm3 , the barrel temperature from the resin feed section to the kneading section outlet was 230°C, the volumetric throughput was 30.2 cm3 /min, and the residence time in the kneading section was 58.5 seconds.
- Example 6 A melt anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that the barrel temperature from the resin feed section to the kneading section outlet was 250°C, the volumetric throughput was 7.0 cm3 /min, the residence time in the kneading section was 126 seconds, and the number of holes in the spinneret was 10.
- Example 7 A melt anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that the barrel temperature from the resin feed section to the kneading section outlet was 230° C., the volumetric throughput was 58.8 cm 3 /min, and the residence time in the kneading section was 15 seconds.
- Example 8 Melt anisotropic aromatic polyester fibers were obtained in the same manner as in Example 1, except that the volumetric throughput rate was 96.9 cm 3 /min and the residence time in the kneading zone was 9.1 seconds.
- Mp 0 melt anisotropic aromatic polyester
- the residence time in the kneading section was adjusted to 21 seconds.
- a vacuum pump was connected to the vent section in the middle of the twin-screw extruder via a metal tube, and the polymer non-filled space in the twin-screw extruder was decompressed to 30 kPa. Then, the molten mixture was supplied to the spinning head from the twin-screw extruder while being metered with a gear pump.
- the spinning head was equipped with a spinneret with a hole diameter of 0.10 mm ⁇ and 100 holes, the spinneret temperature was set at 340° C., and the molten mixture was discharged at a volumetric throughput of 42.0 cm 3 /min to obtain a raw spun yarn of 560 dtex/100 f.
- the raw spun yarn was then heat-treated at 280° C. for 16 hours in a nitrogen atmosphere to obtain a heat-treated yarn of molten anisotropic aromatic polyester fiber.
- Example 1 A melt-anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that a ⁇ 50 mm single-screw extruder having no vent was used and the barrel temperature excluding the resin feed section was set to 320°C.
- Example 2 A melt anisotropic aromatic polyester fiber was obtained in the same manner as in Example 1, except that the barrel temperature from the resin feed section to the kneading section outlet was set to 300°C.
- Example 4 A melt-anisotropic aromatic polyester fiber was obtained in the same manner as in Example 9, except that a ⁇ 50 mm single-screw extruder having no vent was used and the barrel temperature excluding the resin feed section was set to 350°C.
- the barrel temperature from the resin feed section of the twin-screw extruder to the kneading section outlet is set at a specific low temperature condition during melt kneading, so that melt anisotropic aromatic polyester fibers with a high degree of orthorhombic crystallization can be obtained. Therefore, the melt anisotropic aromatic polyester fibers of Examples 1 to 9 have excellent creep properties.
- Comparative Examples 1 and 4 a single screw extruder is used, and the barrel temperature from the resin feed section to the kneading section outlet is high, so the degree of orthorhombic crystallinity cannot be increased.
- Comparative Examples 2 and 3 a twin screw extruder is used, but the barrel temperature from the resin feed section to the kneading section outlet is high, so the degree of orthorhombic crystallinity cannot be increased. Therefore, the melt anisotropic aromatic polyester fibers of Comparative Examples 1 to 4 have inferior creep properties compared to Examples 1 to 9.
- melt-dispersed anisotropic aromatic polyester fiber of the present invention can be used for a variety of applications, including general industrial materials, civil engineering and construction materials, various reinforcing materials, electrical and electronic component materials, and various textile products, and can be used, for example, as a tension member.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Artificial Filaments (AREA)
- Polyesters Or Polycarbonates (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23903397.0A EP4636143A1 (en) | 2022-12-14 | 2023-12-07 | Melt-anisotropic aromatic polyester fiber and method for manufacturing same |
| KR1020257019707A KR20250114511A (ko) | 2022-12-14 | 2023-12-07 | 용융 이방성 방향족 폴리에스테르 섬유 및 그 제조 방법 |
| CN202380085505.XA CN120303453A (zh) | 2022-12-14 | 2023-12-07 | 熔融各向异性芳香族聚酯纤维机及其制造方法 |
| JP2024564326A JP7745782B2 (ja) | 2022-12-14 | 2023-12-07 | 溶融異方性芳香族ポリエステル繊維およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022199790 | 2022-12-14 | ||
| JP2022-199790 | 2022-12-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2024128110A1 true WO2024128110A1 (ja) | 2024-06-20 |
| WO2024128110A8 WO2024128110A8 (ja) | 2025-05-30 |
Family
ID=91484960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/043771 Ceased WO2024128110A1 (ja) | 2022-12-14 | 2023-12-07 | 溶融異方性芳香族ポリエステル繊維およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4636143A1 (https=) |
| JP (1) | JP7745782B2 (https=) |
| KR (1) | KR20250114511A (https=) |
| CN (1) | CN120303453A (https=) |
| TW (1) | TW202432922A (https=) |
| WO (1) | WO2024128110A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03227407A (ja) | 1990-01-29 | 1991-10-08 | Kuraray Co Ltd | 溶融異方性芳香族ポリエステルの紡糸方法 |
| JP2010150694A (ja) | 2008-12-25 | 2010-07-08 | Toray Ind Inc | 液晶性ポリエステル繊維及びその製造方法 |
| WO2012132851A1 (ja) * | 2011-03-29 | 2012-10-04 | 東レ株式会社 | 液晶ポリエステル繊維およびその製造方法 |
| JP2014065995A (ja) * | 2012-09-27 | 2014-04-17 | Kuraray Co Ltd | 耐切創性に優れた溶融異方性芳香族ポリエステル繊維 |
| WO2022113802A1 (ja) * | 2020-11-25 | 2022-06-02 | 株式会社クラレ | 液晶ポリエステル繊維およびその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4114359B2 (ja) | 2002-02-06 | 2008-07-09 | マツダ株式会社 | エンジンのポンプガスケット構造 |
-
2023
- 2023-12-07 EP EP23903397.0A patent/EP4636143A1/en active Pending
- 2023-12-07 KR KR1020257019707A patent/KR20250114511A/ko active Pending
- 2023-12-07 WO PCT/JP2023/043771 patent/WO2024128110A1/ja not_active Ceased
- 2023-12-07 JP JP2024564326A patent/JP7745782B2/ja active Active
- 2023-12-07 CN CN202380085505.XA patent/CN120303453A/zh active Pending
- 2023-12-14 TW TW112148681A patent/TW202432922A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03227407A (ja) | 1990-01-29 | 1991-10-08 | Kuraray Co Ltd | 溶融異方性芳香族ポリエステルの紡糸方法 |
| JP2010150694A (ja) | 2008-12-25 | 2010-07-08 | Toray Ind Inc | 液晶性ポリエステル繊維及びその製造方法 |
| WO2012132851A1 (ja) * | 2011-03-29 | 2012-10-04 | 東レ株式会社 | 液晶ポリエステル繊維およびその製造方法 |
| JP2014065995A (ja) * | 2012-09-27 | 2014-04-17 | Kuraray Co Ltd | 耐切創性に優れた溶融異方性芳香族ポリエステル繊維 |
| WO2022113802A1 (ja) * | 2020-11-25 | 2022-06-02 | 株式会社クラレ | 液晶ポリエステル繊維およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4636143A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20250114511A (ko) | 2025-07-29 |
| WO2024128110A8 (ja) | 2025-05-30 |
| JP7745782B2 (ja) | 2025-09-29 |
| TW202432922A (zh) | 2024-08-16 |
| JPWO2024128110A1 (https=) | 2024-06-20 |
| EP4636143A1 (en) | 2025-10-22 |
| CN120303453A (zh) | 2025-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101775142B1 (ko) | 고강도 폴리에틸렌 멀티필라멘트 섬유 및 제조방법 | |
| JP5093126B2 (ja) | ポリフェニレンサルファイド繊維の製造方法 | |
| JP5286827B2 (ja) | 液晶ポリエステル繊維 | |
| CN104024495A (zh) | 液晶聚酯复丝 | |
| JP6855683B2 (ja) | 液晶ポリエステルマルチフィラメント | |
| JP5428271B2 (ja) | 液晶ポリエステル繊維の製造方法 | |
| WO2020175216A1 (ja) | 液晶ポリエステルマルチフィラメント及びその製造方法 | |
| CN115398048B (zh) | 液晶聚酯纤维及其制造方法 | |
| JP2025143512A (ja) | 液晶ポリエステル繊維およびその製造方法 | |
| JP5187224B2 (ja) | 溶融液晶性ポリエステル繊維の製造方法 | |
| JP4844515B2 (ja) | 細繊度ポリフェニレンスルフィドモノフィラメントおよびその製造方法 | |
| JP7745782B2 (ja) | 溶融異方性芳香族ポリエステル繊維およびその製造方法 | |
| JP2017031525A (ja) | 液晶ポリエステルマルチフィラメントの製造方法 | |
| JP5115471B2 (ja) | 液晶性ポリエステル繊維及びその製造方法 | |
| US5024797A (en) | Processes for the production of mono- and multifilaments and staple fibers based on polyarylene sulfides | |
| JP4791844B2 (ja) | ポリエステル繊維 | |
| CN108138378B (zh) | 吸湿性、防皱性优异的芯鞘复合截面纤维 | |
| TW202307298A (zh) | 聚苯硫醚單絲纖維及其製造方法、以及纖維包裝 | |
| JP6953776B2 (ja) | 液晶ポリエステルマルチフィラメント | |
| US5215819A (en) | Processes for the production of mono- and multifilaments and staple fibers based on kolyarylene sulfides and high-strength polyarylene sulfide fibers | |
| JP7742952B2 (ja) | 液晶ポリエステル繊維およびその製造方法 | |
| JP2021155887A (ja) | 液晶ポリエステル繊維およびその製造方法 | |
| JP7851501B2 (ja) | 液晶ポリエステルチップ状物、リサイクル液晶ポリエステル成形体、およびそれらの製造方法 | |
| JP2024143341A (ja) | 液晶ポリマー繊維およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23903397 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024564326 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: CN202380085505X Country of ref document: CN Ref document number: 202380085505.X Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202547064575 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202547064575 Country of ref document: IN Ref document number: 202380085505.X Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023903397 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023903397 Country of ref document: EP Effective date: 20250714 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112025011861 Country of ref document: BR |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257019707 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023903397 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 112025011861 Country of ref document: BR Kind code of ref document: A2 Effective date: 20250611 |