WO2024090446A1 - 金属am用銅合金粉末および積層造形物の製造方法 - Google Patents
金属am用銅合金粉末および積層造形物の製造方法 Download PDFInfo
- Publication number
- WO2024090446A1 WO2024090446A1 PCT/JP2023/038390 JP2023038390W WO2024090446A1 WO 2024090446 A1 WO2024090446 A1 WO 2024090446A1 JP 2023038390 W JP2023038390 W JP 2023038390W WO 2024090446 A1 WO2024090446 A1 WO 2024090446A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- copper alloy
- metal
- alloy powder
- copper
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
- B22D11/004—Copper alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/17—Metallic particles coated with metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
- B22F1/052—Metallic powder characterised by the size or surface area of the particles characterised by a mixture of particles of different sizes or by the particle size distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0425—Copper-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a copper alloy powder for metal additive manufacturing (metal AM) that is optimal for metal AM technology, and a method for manufacturing an additively manufactured object.
- metal AM metal additive manufacturing
- metal AM technology which uses powder as the main raw material and creates products using a metal 3D printer, has been put to practical use as a method for manufacturing metal parts with various three-dimensional shapes.
- Major metal AM technologies using metal powder include powder bed fusion (PBF) using electron beams or laser light, and binder jetting.
- Copper alloys have many basic properties suitable for industrial applications, such as electrical conductivity, thermal conductivity, mechanical properties, wear resistance, and heat resistance, and are used as materials for various components.
- attempts have been made to form components of various shapes by metal AM using copper alloy powder in various fields such as space and electrical component applications, and there is an increasing need for copper and copper alloy components manufactured by metal AM.
- Patent Document 1 proposes a technique for producing an additive manufacturing object by metal AM using a copper alloy powder containing either Cr or Si.
- Patent Document 2 proposes a technique for producing an additive manufacturing object by metal AM using a copper alloy powder containing Cr and Zr.
- Metal structures created by metal AM will be used as structural components for a variety of applications; therefore, if voids are present in the additively created body or if the microstructure of the metal material is uneven, this can cause problems in terms of thermomechanical and electrical reliability.
- the most commonly used manufacturing method for metal AM is laser PBF, and attempts are being made to use laser PBF for manufacturing copper and copper alloys as well.
- a thin layer of powder is first formed (powder bed), and then the powder bed is locally irradiated with a laser or an electron beam to melt and solidify the material.
- copper and copper alloys compared with other metal materials such as iron, titanium, and nickel, copper itself has a high reflectance in the visible and infrared ranges, which causes the melting behavior of the copper alloy powder to become unstable during the laser PBF process, and voids are likely to occur inside the manufactured additive manufacturing product, resulting in a number of problems such as unstable quality of the product manufactured by laser PBF and poor productivity, and there is a demand for improvements in the productivity and quality of copper and copper alloys manufactured by laser PBF.
- the most widely used form of raw material for metal AM is powder.
- the electromagnetic wave absorption characteristics of the particles due to coupling and interaction with the electromagnetic waves of the surface layer of the particles that make up the raw material powder affect the melting behavior of the raw material powder, and greatly affect the productivity of parts and the quality including the defect density of the parts.
- the thickness of the powder bed formed in one lamination process is, for example, about several tens of ⁇ m (Non-Patent Document 1), and the raw material powder is melted by irradiating such a relatively thin powder bed with converged electromagnetic waves, and the desired modeling structure is realized by repeating numerous laminations and melting and solidification.
- the electromagnetic wave absorption characteristics of solids have a significant impact on the elementary process of such additive manufacturing using a powder bed. For example, since the electromagnetic wave absorption characteristics of solids are affected by the material composition, improving the uniformity of the powder material composition and microstructure is extremely important for achieving stable quality and high productivity in the entire additive manufacturing product.
- the electromagnetic wave absorption characteristics of copper and copper alloys can be improved, for example, by simply adding a substance with a high absorption rate of the target laser wavelength as a component other than copper.
- the characteristics required for that application can only be realized by appropriately selecting the type and amount of elements added to copper. Therefore, in order to improve the productivity and quality of metal AM objects made of copper or copper alloys, in other words, to improve the laser absorption of raw powders of copper or copper alloys, a simple approach such as adding various foreign elements with high laser absorption rates to copper or copper alloys of optimized composition or increasing the amount of such elements added may deteriorate the performance of copper alloys required for various applications. Therefore, there has been a demand for realizing copper alloy powders for metal AM with improved laser absorption characteristics while maintaining a material composition that can fully ensure the performance of copper alloys required for various applications.
- One important approach to improving the laser absorption properties of powder is to improve the laser absorption ability of each particle by surface modification of each particle that constitutes the powder.
- this surface modification it is possible to apply a coating of a substance that exhibits high absorption rate for the laser wavelength used in metal AM to the surface of each particle of the powder having the desired copper alloy composition.
- a desired coating material may be formed on the particle surface using a wet or gas phase process.
- such a coating process is plagued with problems not only in controlling the thickness of the coating layer on each particle, but also in reproducibility of the coating thickness and homogeneity of the coating material throughout the powder, resulting in a number of issues in the productivity and quality of the molded object.
- one of the factors that can cause structural defects in metal AM objects is the generation of voids due to the entrapment of gases, etc.
- gas is generated due to impurities contained in the copper alloy powder when the powder is melted, and the molten copper alloy or solidified copper alloy can trap the gas components, resulting in the generation of voids inside the additive object produced, which can make it difficult to consistently produce high-quality additive objects.
- the reproducibility of the microstructure of such raw material powders is a similar problem with other metal AM methods such as the binder jet method.
- metal AM of copper alloys improving productivity is a major challenge due to issues with the various raw materials.
- This invention was made in consideration of the above-mentioned circumstances, and aims to provide a copper alloy powder for metal AM that can stably produce high-quality additively molded objects with high reproducibility of the microstructure of objects produced by metal AM and few structural defects such as voids, and a method for producing additively molded objects.
- the inventors conducted research and development to produce copper alloy powder that has the copper alloy composition required for practical applications and can be used to produce high-performance, high-quality copper alloy parts with high productivity using a metal AM process.
- a high-purity copper alloy is used as a raw material and a powdering process is performed, it was found that while the copper alloy powder as a whole has few impurities and maintains a uniform composition, when focusing on the individual particle surfaces in the copper alloy powder, a thin layer is formed on the copper alloy particle surface that is irradiated with a laser.
- the copper alloy powder for metal AM of the present invention is derived from high-purity copper alloy raw materials, it is expected that the occurrence of defects during melting will be suppressed due to the low amount of impurities that lead to degassing components. It is anticipated that it will be possible to realize dense copper alloy shaped bodies that have high thermal, electrical, and mechanical properties, and further realize high productivity and high quality of copper alloy shaped bodies that exhibit such high performance.
- the copper alloy powder for metal AM of aspect 1 of the present invention is a copper alloy powder for metal AM used in metal AM, which is made of a copper alloy containing Cr and Zr, and is characterized in that a Cr compound layer having a Cr-containing compound is formed on the surface of the copper alloy particles constituting the copper alloy powder.
- the copper alloy powder for metal AM according to aspect 1 of the present invention is made of a copper alloy containing Cr and Zr, and a Cr compound layer containing Cr-containing compounds is formed on the surface of the copper alloy particles that make up the copper alloy powder. This allows efficient laser absorption on the particle surface, and the microstructure of the object produced by metal AM is highly reproducible, making it possible to stably produce high-quality additive manufacturing objects with few structural defects such as voids.
- the Cr compound layer on the surface of the copper alloy particles constituting the copper alloy powder contains oxygen.
- the Cr compound layer formed on the surface of the copper alloy particles contains oxygen, which makes it possible to more efficiently absorb laser light on the particle surface and suppress deterioration of the copper alloy powder for metal AM. This makes it possible to stably produce high-quality additively molded objects with high reproducibility of the microstructure of the objects produced by metal AM and with few structural defects such as voids.
- the copper alloy powder for metal AM contains Zr, and that a Zr-containing compound is distributed on the surface of the copper alloy particles constituting the copper alloy powder.
- the copper alloy powder for metal AM of aspect 3 of the present invention contains Zr, and Zr-containing compounds are distributed on the surfaces of the copper alloy particles that make up the copper alloy powder. This makes it possible to more efficiently absorb laser light on the particle surfaces that make up the copper alloy powder, and thus makes it possible to stably produce high-quality additively molded objects with high reproducibility of the microstructure of the objects produced by metal AM and with few structural defects such as voids.
- a Cr-containing compound is distributed at the crystal grain boundary in a cross-sectional observation of a copper alloy particle constituting the copper alloy powder.
- Cr-containing compounds are distributed at the crystal grain boundaries in cross-sectional observation of the copper alloy particles constituting the copper alloy powder, so that it is possible to manufacture an additive manufacturing product having excellent electrical conductivity, thermal conductivity, and strength.
- Aspect 5 of the present invention is the copper alloy powder for metal AM according to any one of aspects 1 to 4, wherein the copper alloy contains Zr, and it is preferable that a Zr-containing compound is distributed at a grain boundary in a cross-sectional observation of a copper alloy particle constituting the copper alloy powder.
- the copper alloy contains Zr, and in cross-sectional observation of the copper alloy particles constituting the copper alloy powder, Zr-containing compounds are distributed at the crystal grain boundaries, making it possible to manufacture an additive manufacturing product having excellent electrical conductivity, thermal conductivity, and strength.
- the Cr-containing compound in the copper alloy powder for metal AM according to any one of the first to fifth aspects, preferably contains Cr 2 Zr. According to the copper alloy powder for metal AM of aspect 6 of the present invention, since the Cr-containing compound contains Cr 2 Zr, the microstructure of a molded body produced by metal AM is highly reproducible, and it is possible to stably produce high-quality additively molded objects with fewer structural defects such as voids.
- the Zr-containing compound in the copper alloy powder for metal AM according to any one of the third to sixth aspects, preferably contains Cu 8 Zr 3 . According to the copper alloy powder for metal AM of aspect 7 of the present invention, since the Zr -containing compound contains Cu8Zr3 , the microstructure of a shaped body produced by metal AM is highly reproducible, and it is possible to stably produce high-quality additively shaped objects with fewer structural defects such as voids.
- the volume-based 50% cumulative particle diameter D50 measured by a laser diffraction/scattering method is in the range of 5 ⁇ m or more and 120 ⁇ m or less.
- the 50% cumulative particle diameter D50 on a volume basis measured by a laser diffraction/scattering method is within the range of 5 ⁇ m or more and 120 ⁇ m or less, so that it has a particle size distribution suitable for metal AM and enables the stable production of additive manufacturing objects.
- a volume-based 10% cumulative particle diameter D10 measured by a laser diffraction/scattering method is preferably in the range of 1 ⁇ m or more and 80 ⁇ m or less.
- the volume-based 10% cumulative particle diameter D10 measured by a laser diffraction/scattering method is in the range of 1 ⁇ m or more and 80 ⁇ m or less, so that it has a particle size distribution suitable for metal AM and enables stable production of additive manufacturing objects.
- a volume-based 90% cumulative particle diameter D90 measured by a laser diffraction/scattering method is preferably in the range of 10 ⁇ m or more and 150 ⁇ m or less.
- the volume-based 90% cumulative particle diameter D90 measured by a laser diffraction/scattering method is within the range of 10 ⁇ m or more and 150 ⁇ m or less, so that it has a particle size distribution suitable for metal AM and enables the stable production of additive manufacturing objects.
- the method for manufacturing an additively molded object according to aspect 11 of the present invention preferably comprises a preparation step of preparing a copper alloy powder for metal AM according to any one of aspects 1 to 10, a first step of forming a powder bed containing the copper alloy powder for metal AM, and a second step of solidifying the copper alloy powder for metal AM at a predetermined position in the powder bed to form a molding bed, and a molding step of producing an additively molded object by sequentially repeating the steps.
- the method for manufacturing an additive manufacturing object according to aspect 11 of the present invention uses a copper alloy powder for metal AM according to any one of aspects 1 to 8, which makes it possible to stably manufacture high-quality additive manufacturing objects with high reproducibility of the microstructure of the object produced by additive manufacturing and few structural defects such as voids.
- the present invention provides a copper alloy powder for metal AM that can stably produce high-quality additively molded objects with high reproducibility of the microstructure of objects produced by metal AM and few structural defects such as voids, and a method for producing additively molded objects.
- FIG. 1 is a schematic explanatory diagram of a copper alloy particle constituting the copper alloy powder for metal AM according to the present embodiment.
- FIG. 2 is a diagram showing the results of Auger electron spectroscopy analysis of the surface of a particle constituting the copper alloy powder for metal AM of this embodiment, and is a secondary electron image of the particle surface after 15 minutes of etching from the outermost surface.
- FIG. 1 is a diagram showing the results of Auger electron spectroscopy analysis of the surfaces of particles constituting the copper alloy powder for metal AM according to the present embodiment, and is a composite image of elemental mapping of the particle surfaces.
- FIG. 1 is a schematic explanatory diagram of a copper alloy particle constituting the copper alloy powder for metal AM according to the present embodiment.
- FIG. 2 is a diagram showing the results of Auger electron spectroscopy analysis of the surface of a particle constituting the copper alloy powder for metal AM of this embodiment, and is a secondary electron image of the particle surface after 15 minutes of etching from the outermost surface.
- 1 is an example of an intensity depth profile of Cu, O, Cr, and Zr obtained by Auger electron spectroscopy of the surface of a particle constituting the copper alloy powder for metal AM of this embodiment.
- 1 is a secondary electron image showing the results of a scanning electron microscope analysis of a particle cross section of the copper alloy powder for metal AM (C18150) according to the present embodiment.
- FIG. 1 is a scanning electron microscope analysis result of a particle cross section of a copper alloy powder for metal AM (C18150) according to the present embodiment, which is an element mapping image of Cr.
- FIG. 1 is a scanning electron microscope analysis result of a particle cross section of a copper alloy powder for metal AM (C18150) according to the present embodiment, which is an element mapping image of Zr.
- FIG. 1 is a flow diagram of a method for producing a copper alloy powder for metal AM according to the present embodiment.
- FIG. 1 is a schematic explanatory diagram of a continuous casting device used when producing the copper alloy powder for metal AM according to the present embodiment.
- FIG. 2 is a flow diagram of a method for producing a layered object according to the present embodiment.
- FIG. 2 is a schematic explanatory diagram of another continuous casting device used in producing the copper alloy powder for metal AM according to the present embodiment.
- HAADF-STEM high-angle annular dark field scanning transmission electron microscopy
- FIG. 1 shows an example of the results of analysis of precipitates at grain boundaries of the copper alloy powder for metal AM according to the present embodiment, using a transmission electron microscope;
- A) is a bright field image, and
- B) is a fast Fourier transform pattern (analysis results of the area enclosed in the square frame in (A); Cu 8 Zr 3 (Orthorhombic) [21-4]).
- the copper alloy powder for metal AM according to the present embodiment is a copper alloy powder used for metal AM. Note that the copper alloy powder for metal AM according to the present embodiment is particularly suitable for the PBF method using a laser.
- the copper alloy particle 50 of the copper alloy powder for metal AM of this embodiment is composed of a copper alloy containing Cr and Zr, and as shown in FIG. 1, a Cr compound layer 52 having a Cr-containing compound is formed on the particle surface. That is, in the copper alloy particle 50 of the copper alloy powder for metal AM of this embodiment, as shown in FIG. 1 , it is preferable that the copper alloy particle 50 comprises a particle body 51 made of a copper alloy containing Cr, and a Cr compound layer 52 formed on the outer peripheral surface (or surface layer) of the powder body 51.
- the surface (particle surface) (or surface layer) of the copper alloy particle constituting the copper alloy powder for metal AM refers to a region from the outermost surface of the particle to a depth of 100 nm.
- Cr-containing compound contained in the Cr compound layer 52 is Cr 2 Zr.
- Cr may exist as a simple substance.
- the Cr compound layer 52 preferably contains an oxide of the element that constitutes the particle body 51.
- the thickness of the Cr compound layer 52 on the particle surface of the copper alloy powder for metal AM is preferably 1 nm or more and 100 nm or less. More specifically, the thickness of the Cr compound layer 52 is preferably 1 nm or more, and may be 5 nm or more, 10 nm or more, 20 nm or more, 30 nm or more, or 50 nm or more. Also, the thickness of the Cr compound layer 52 is preferably 100 nm or less, and may be 95 nm or less, 90 nm or less, 80 nm or less, or 70 nm or less.
- the Cr compound layer 52 is preferably a layer disposed on the outer peripheral surface (or surface layer) of the particle body 51, and contains a Cr-containing compound (Cr-based precipitate), which is a precipitate containing Cr.
- the Cr-containing compound may be contained in the Cr compound layer 52 as dot-shaped precipitates, uniformly or non-uniformly dispersed.
- the Cr-containing compound may be contained in the Cr compound layer 52 as a precipitate having a plurality of amorphous island shapes (amorphous aggregates), uniformly or non-uniformly dispersed.
- the Cr-containing compound may be precipitated along the copper crystal grain boundaries on the surface of the particle body 51 .
- the Cr-containing compound may be precipitated so as to continuously cover the outer peripheral surface (or surface layer) of the particle body 51.
- the entire outer peripheral surface of the particle body 51 may be covered with the Cr-containing compound, or a part of the outer peripheral surface (or surface layer) (e.g., 50% or more of the outer peripheral surface) may be continuously covered.
- a part of the outer peripheral surface (or surface layer) of the particle body 51 e.g., 50% or more of the outer peripheral surface
- the thickness of the Cr compound layer 52 can be calculated by etching the surface of the copper alloy particles 50 of the copper alloy powder for metal AM by an ion etching method at an etching rate of 1.08 nm/min under the standard etching conditions, analyzing the surface of the copper alloy particles 50 of the copper alloy powder for metal AM by Auger electron spectroscopy using a scanning Auger electron spectrometer PHI700xi manufactured by ULVAC-PHI, Inc. to obtain a Cr mapping image showing a Cr-containing compound, and obtaining a chromium (Cr) intensity depth profile (a graph showing the relationship between intensity and etching time shown in FIG.
- Cr chromium
- a particle body 51 of a copper alloy particle 50 of the copper alloy powder for metal AM according to this embodiment is polycrystalline, and it is confirmed that a Cr-containing compound made of a compound containing Cr is dispersed on the surface of the particle body 51.
- the Cr-containing compound is dispersed both at the grain boundaries and within the grains.
- the diameter or major axis of the Cr-containing compound derived from the Cr-based precipitates present in the Cr compound layer 52 along the particle surface is preferably within a range of 1 nm to 1000 nm.
- the diameter or major axis of the Cr-containing compound along the particle surface may be 800 nm or less, 500 nm or less, 300 nm or less, 100 nm or less, or 80 nm or less.
- the lower limit of the diameter or major axis of the Cr-containing compound along the particle surface may be 5 nm or more, 10 nm or more, and the upper limit may be 90 nm or less, or 80 nm or less.
- the diameter or major axis of the Cr-containing compound along the particle surface is the diameter or major axis of each aggregate of precipitates of the Cr-containing compound along the outer peripheral surface of the particle body 51 when the Cr-containing compound is dispersed in a dot shape or an irregular island shape (island shape) on the outer peripheral surface of the particle body 51, and can be measured from an image of the outer peripheral surface of the particle body 51 analyzed by Auger electron spectroscopy using a scanning Auger electron spectrometer PHI700xi manufactured by ULVAC-PHI, Inc.
- the density of the precipitates derived from Cr-containing compounds in the Cr compound layer 52 is preferably such that the area ratio of the precipitates derived from Cr-containing compounds in the Cr compound layer 52 is 15% or more at any point on the outermost surface of the Cr compound layer 52, and the area ratio of the precipitates derived from Cr-containing compounds is 20% or more at any point on the outermost surface of the Cr compound layer 52.
- the density of the precipitates derived from the Cr-containing compound in the Cr compound layer 52 can be obtained by calculating the area occupancy of the Cr-containing compound (Cr-based precipitates) from the size and number of the precipitates of the Cr-containing compound per ⁇ m2 using an image obtained by analyzing the outermost surface of the Cr compound layer 52 by Auger electron spectroscopy using a scanning Auger electron spectrometer PHI700xi manufactured by ULVAC-PHI, Inc.
- the precipitates derived from the Cr-containing compound in the Cr compound layer 52 are precipitated along the copper crystal grain boundaries on the surface of the particle body 51, and when the surface of the particle body 51 is observed using Auger electron spectroscopy, the copper crystal grain boundaries can be seen as lines. In this case, the density (line density) per unit length of the copper crystal grain boundaries derived from the Cr-containing compound can be obtained.
- the outermost surface of the Cr compound layer 52 may be analyzed by Auger electron spectroscopy using a scanning Auger electron spectrometer PHI700xi manufactured by ULVAC-PHI, Inc.
- the linear density per 1 ⁇ m of grain boundary length may be calculated from the proportion of precipitates derived from Cr-containing compounds per ⁇ m of grain boundary length. In this case, it is preferable to observe a portion where the linear density is 30% or more.
- the diameter or major axis of the Cr-containing compound observed at the crystal grain boundary inside the particle body 51 is within the range of 1 nm or more and 1000 nm or less.
- the copper alloy constituting the copper alloy particles 50 of the copper alloy powder for metal AM of this embodiment preferably contains Cr as an alloy element in the range of 0.5 mass % or more and 1.5 mass % or less.
- the lower limit of the Cr content is more preferably 0.6 mass% or more, and even more preferably 0.7 mass% or more.
- the upper limit of the Cr content is more preferably 1.4 mass% or less, and even more preferably 1.3 mass% or less.
- the copper alloy constituting the copper alloy particles 50 of the copper alloy powder for metal AM may contain alloy elements other than Cr.
- the numerical accuracy error is ⁇ 10% (excluding O, H, S, and N).
- the Zr-containing compound (Zr-based precipitate) is distributed on the surface of the particle body 51.
- the Zr-containing compound is distributed at the grain boundaries inside the particle body 51 in cross-sectional observation of the copper alloy particle 50.
- the Zr-containing compound may be dispersed within the Cr compound layer 52 .
- a specific example of the Zr-containing compound distributed on the surface of the particle body 51 is Cu 8 Zr 3 .
- examples of copper alloys containing Cr and Zr as alloying elements include those having a composition in which Cr is in the range of 0.5 mass % or more and 1.5 mass % or less, Zr is in the range of 0.02 mass % or more and 0.2 mass % or less, and the balance is copper and impurities (a composition equivalent to so-called C18150).
- the alloy elements refer to Cr and Zr.
- the impurities referred to here are components including impurity elements described below as well as O, H, S, and N.
- the copper alloy constituting the copper alloy particles 50 of the copper alloy powder for metal AM may contain additive elements and impurity elements other than the alloy elements.
- the additive elements are elements that are intentionally added to the copper alloy powder for metal AM of this embodiment.
- the impurity elements (excluding O, H, S, and N) are elements that are unintentionally mixed into the copper alloy powder for metal AM of this embodiment, and originate from contamination during the manufacturing process or impurities contained in trace amounts in the raw materials.
- the impurity elements may be unavoidable impurities.
- additive elements and impurity elements other than the alloy elements constituting the copper alloy particles 50 of the copper alloy powder for metal AM include Si, Mg, Ti, Ni, Al, Zn, Ca, Sn, Pb, Fe, Mn, Te, Nb, P, Co, Sb, Bi, Ag, Ta, W, and Mo.
- the additive elements and impurity elements other than the alloy elements may include at least one element selected from the group consisting of Si, Mg, Ti, Ni, Al, Zn, Ca, Sn, Pb, Fe, Mn, Te, Nb, P, Co, Sb, Bi, Ag, Ta, W, and Mo.
- the total amount of additive elements and impurity elements (excluding O, H, S, and N) other than the alloy elements constituting the copper alloy particles 50 of the copper alloy powder for metal AM may be 0.07 mass% or less, 0.06 mass% or less, or 0.05 mass% or less, preferably 0.04 mass% or less, more preferably 0.03 mass% or less, even more preferably 0.02 mass% or less, and even more preferably 0.01 mass% or less.
- the upper limit of the content of each of the additive elements and impurity elements (excluding O, H, S, and N) other than the alloy elements constituting the copper alloy particles 50 of the copper alloy powder for metal AM is preferably 30 ppm by mass or less, more preferably 20 ppm by mass or less, and even more preferably 15 ppm by mass or less.
- the 50% cumulative particle diameter D50 on a volume basis measured by a laser diffraction/scattering method is in the range of 5 ⁇ m or more and 120 ⁇ m or less
- the 10% cumulative particle diameter D10 is in the range of 1 ⁇ m or more and 80 ⁇ m or less
- the 90% cumulative particle diameter D90 is in the range of 10 ⁇ m or more and 150 ⁇ m or less.
- the lower limit of the 50% cumulative particle size D50 is more preferably 10 ⁇ m or more, and even more preferably 15 ⁇ m or more.
- the upper limit of the 50% cumulative particle size D50 is more preferably 100 ⁇ m or less, and even more preferably 90 ⁇ m or less.
- the lower limit of the 10% cumulative particle size D10 is more preferably 5 ⁇ m or more, and even more preferably 10 ⁇ m or more.
- the upper limit of the 10% cumulative particle size D10 is more preferably 70 ⁇ m or less, and even more preferably 60 ⁇ m or less.
- the lower limit of the 90% cumulative particle size D90 is more preferably 20 ⁇ m or more, and even more preferably 30 ⁇ m or more.
- the upper limit of the 90% cumulative particle size D90 is more preferably 140 ⁇ m or less, and even more preferably 120 ⁇ m or less.
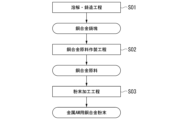
- the manufacturing method of copper alloy powder for metal AM according to this embodiment includes a melting and casting step S01 for obtaining a copper alloy ingot, a copper alloy raw material preparation step S02 for processing the obtained copper alloy ingot into a wire rod to obtain a copper alloy raw material, and a powder processing step S03 for processing the copper alloy raw material into powder.
- a copper alloy ingot having a predetermined composition is produced.
- the melting and casting process S01 includes a melting step, an alloying element addition step, and a continuous casting step.
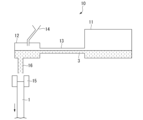
- a copper alloy ingot 1 is produced using a continuous casting apparatus 10 shown in FIG.
- This continuous casting apparatus 10 includes a melting furnace 11, a tundish 12 arranged downstream of the melting furnace 11, a connecting trough 13 connecting the melting furnace 11 and the tundish 12, an addition section 14 for adding alloy elements in the tundish 12, a continuous casting mold 15 arranged downstream of the tundish 12, and a pouring nozzle 16 for pouring molten copper alloy from the tundish 12 into the continuous casting mold 15.
- the copper raw material is melted in a non-oxidizing atmosphere (an inert gas atmosphere or a reducing atmosphere) to obtain molten copper 3 (melting step).
- the copper raw material melted in the melting furnace 11 is high-purity copper having a purity of 99.99 mass% or more (e.g., high-purity electrolytic copper or oxygen-free copper).
- the copper raw material to be melted is high-purity copper of 4N grade (99.99 mass%) or more, more preferably high-purity copper of 5N grade (99.999 mass%) or more, and even more preferably high-purity copper of 6N (99.9999 mass%) or more.
- the obtained molten copper 3 is preferably oxygen-free molten copper.
- the obtained molten copper 3 is supplied to the tundish 12 while maintaining a non-oxidizing atmosphere (an inert gas atmosphere or a reducing atmosphere).
- the connecting trough 13 is disposed between the melting furnace 11 and the tundish 12, and the molten copper 3 passes through the inside of the connecting trough 13 in a non-oxidizing atmosphere.
- the molten copper 3 is held in a non-oxidizing atmosphere (an inert gas atmosphere or a reducing atmosphere).
- the connecting trough 13, and the tundish 12 are in a non-oxidizing atmosphere (an inert gas atmosphere or a reducing atmosphere), the gas components (O, H) in the molten copper 3 are reduced.
- alloy elements Cr, Zr, etc.
- additive elements may be appropriately added here.
- alloying elements By adding alloying elements to the molten copper 3 in which the gas components (O, H) have been sufficiently reduced, the yield of the alloying elements added is good, so that the amount of the alloying elements used can be reduced, and the manufacturing cost of the copper alloy can be reduced.
- alloying elements By adding alloying elements to the molten copper 3 flowing inside the tundish 12, the alloying elements can be uniformly dissolved, and a molten copper alloy having stable component values can be continuously produced.
- the obtained molten copper alloy is poured into a continuous casting mold 15 through a pouring nozzle 16 to continuously produce a copper alloy ingot 1 (continuous casting process).
- a copper alloy ingot having a circular cross section is produced.
- the obtained copper alloy ingot 1 has an O concentration of 10 ppm by mass or less and an H concentration of 5 ppm by mass or less.
- the S concentration is preferably 15 mass ppm or less.
- the total content of additive elements and impurity elements other than the alloy elements is preferably 0.04 mass% or less.
- the copper alloy raw material preparation step S02 includes an extrusion step, a drawing step, and a cutting step.
- a copper alloy ingot having a circular cross section is heated and processed by hot extrusion into a rod having a predetermined diameter (extrusion step).
- the heating temperature during the hot extrusion process is preferably set within a range of 700° C. or more and 1000° C. or less.
- the obtained rod is subjected to drawing to produce a wire of a specified diameter (drawing process).
- drawing process There are no particular restrictions on the temperature of the drawing process, but it is preferable to carry out the process at a temperature between -200°C and 200°C, which results in cold or warm rolling, and room temperature is particularly preferable.
- the resulting wire is then cut to a predetermined length to provide a copper alloy raw material (cutting step).
- the obtained copper alloy raw material has an O concentration of 10 mass ppm or less and an H concentration of 5 mass ppm or less.
- the S concentration in the obtained copper alloy raw material is 15 mass ppm or less.
- the total content of additive elements other than the alloy elements and impurity elements (excluding O, H, and S) in the obtained copper alloy raw material is preferably 0.04 mass% or less.
- the copper alloy raw material obtained in the copper alloy raw material preparation step S02 is subjected to an atomization process to produce copper alloy powder for metal AM.
- This powder processing step S03 includes a melting step, an atomizing step, and a classification step.
- the melting step the copper alloy raw material is heated and melted to obtain a molten alloy.
- the melting atmosphere is preferably a non-oxidizing atmosphere.
- powder is obtained by, for example, gas atomization. That is, the molten alloy obtained in the melting process is sprayed with high-pressure gas to rapidly cool the molten alloy droplets, thereby producing powder having a spherical or similar shape.
- Inert gases such as argon and nitrogen can be used as the gas used in the gas atomization process.
- the obtained powder is classified to obtain a copper alloy powder having a predetermined particle size distribution.
- the melting temperature of the copper alloy raw material in the gas atomization treatment (the melting temperature during the gas atomization treatment) is preferably equal to or higher than the melting point of copper and equal to or lower than 1500° C.
- the melting temperature during the gas atomization treatment may be equal to or higher than 1085° C. and equal to or lower than 1500° C.
- the atomization process is performed using a molten alloy derived from a copper alloy raw material in which the content of impurity elements (excluding O, H, S, and N) has been sufficiently reduced, so that alloy elements such as Cr are prevented from reacting with the impurity elements (excluding O, H, S, and N) and being consumed, making it possible to generate Cr-containing compound 15.
- the atomization process is performed using a molten alloy derived from a copper alloy raw material in which the content of impurities (components including impurity elements and O, H, S, and N) has been sufficiently reduced. This prevents alloy elements such as Cr from reacting with the impurities (components including impurity elements and O, H, S, and N) and consuming them, making it possible to generate Cr-containing compound 15.
- the copper alloy powder for metal AM according to the present embodiment is manufactured by the above-mentioned steps.
- the O concentration is 1000 mass ppm or less and the H concentration is 5 mass ppm or less.
- the O concentration is preferably 900 ppm by mass, but may be about 2700 ppm by mass or less.
- the lower limit of the O concentration is not particularly limited, but may be a value that does not include 0 (or a value that exceeds 0). If the O concentration is high, foreign matter in the form of oxygen or oxides may remain in the molded body, which may deteriorate various characteristics of the molded body.
- the H concentration may be 90 ppm by mass or less, or 60 ppm by mass or less.
- the lower limit of the H concentration is not particularly limited, but may be a value that does not include 0 (or a value that exceeds 0).
- the S concentration in the copper alloy powder for metal AM may be 90 mass ppm or less, may be 60 mass ppm or less, and is preferably 30 mass ppm or less. Furthermore, the S concentration in the copper alloy powder for metal AM is more preferably 10 mass ppm or less.
- the lower limit of the S concentration is not particularly limited, but may be a value that does not include 0 (or a value that exceeds 0). Furthermore, in processes such as atomization that are carried out under finite pressure, atmospheric components present in the air or during the process may be contained in the powder, for example, nitrogen derived from the atmospheric components may be contained in the powder.
- the nitrogen concentration (N concentration) is preferably 30 mass ppm, more preferably 20 mass ppm, and more preferably 10 mass ppm or less. In the copper alloy powder for metal AM of this embodiment, the nitrogen concentration (N concentration) is more preferably 5 mass ppm or less.
- the lower limit of the N concentration is not particularly limited, but may be a value that does not include 0 (or a value that exceeds 0).
- the copper alloy powder for metal AM may contain additive elements and impurity elements other than the alloy elements to the extent that they do not affect the characteristics.
- the total amount of additive elements other than alloy elements and impurity elements may be 0.07 mass% or less, may be 0.06 mass% or less, may be 0.05 mass% or less, is preferably 0.04 mass% or less, is more preferably 0.03 mass% or less, is further preferably 0.02 mass% or less, and is further preferably 0.01 mass% or less.
- the upper limit of the content of each of additive elements other than alloy elements and impurity elements is preferably 30 mass ppm or less, more preferably 20 mass ppm or less, and even more preferably 15 mass ppm or less.
- the manufacturing method of an additive manufacturing object in this embodiment includes a preparation process S101 for preparing the above-mentioned copper alloy powder for metal AM, a first process S121 for forming a powder layer containing the copper alloy powder for metal AM, and a second process S122 for solidifying the copper alloy powder for metal AM at a predetermined position in the powder layer to form a modeling layer, and a modeling process S102 for producing an additive manufacturing object by sequentially repeating these steps.
- a layered object having a predetermined shape is manufactured. Since the layered object uses the copper alloy powder for metal AM according to the present embodiment, the layered object has few structural defects such as voids and has excellent mechanical properties.
- the copper alloy particles 50 of the copper alloy powder for metal AM are made of a copper alloy containing Cr, and a Cr compound layer 52 having a Cr-containing compound is formed on the surface of the particle body 51.
- a Cr compound layer 52 having a Cr-containing compound is formed on the surface of the particle body 51.
- the Cr compound layer 52 contains oxygen, laser absorption occurs more efficiently on the particle surface, making it possible to consistently produce high-quality additively molded objects with high reproducibility of the microstructure of the object produced by metal AM and with few structural defects such as voids.
- the copper alloy particle 50 constituting the copper alloy powder for metal AM of this embodiment when a cross-sectional observation of the particle body 51 reveals that Cr-containing compounds are distributed at the grain boundaries, it becomes possible to manufacture an additive manufacturing product with excellent electrical conductivity, thermal conductivity, and strength.
- the copper alloy particles 50 constituting the copper alloy powder for metal AM of this embodiment when the copper alloy constituting the particle body 51 contains Zr and a Zr-containing compound is distributed on the surface of the powder body 51, laser absorption on the particle surface is more efficient, and the microstructure of the object produced by metal AM is highly reproducible, making it possible to stably produce high-quality additively manufactured objects with few structural defects such as voids.
- the copper alloy particles 50 constituting the copper alloy powder for metal AM of this embodiment if the copper alloy constituting the particle body 51 contains Zr, and Zr-containing compounds are distributed at the grain boundaries when the cross-section of the particle body 51 is observed, it is possible to manufacture an additive manufacturing object with excellent electrical conductivity, thermal conductivity, and strength.
- the 50% cumulative particle diameter D50 on a volume basis measured by the laser diffraction/scattering method is within the range of 5 ⁇ m or more and 120 ⁇ m or less, it has a particle size distribution suitable for metal AM, and it becomes possible to stably manufacture additive manufacturing objects.
- the volume-based 10% cumulative particle diameter D10 measured by the laser diffraction/scattering method is within the range of 1 ⁇ m or more and 80 ⁇ m or less, it has a particle size distribution suitable for metal AM, and it becomes possible to stably manufacture additive manufacturing objects.
- the volume-based 90% cumulative particle diameter D90 measured by the laser diffraction/scattering method is within the range of 10 ⁇ m or more and 150 ⁇ m or less, it has a particle size distribution suitable for metal AM, and it becomes possible to stably manufacture additive manufacturing objects.
- the manufacturing method for additive manufacturing of this embodiment uses the copper alloy powder for metal AM of this embodiment, which makes it possible to reproducibly produce the microstructure of the object produced by metal AM, and to stably manufacture high-quality additive manufacturing objects with few structural defects such as voids.
- the copper alloy powder for metal AM and the method for manufacturing an additive manufacturing object according to the embodiment of the present invention have been described above.
- the present invention is not limited thereto and can be modified as appropriate without departing from the technical concept of the invention.
- the copper alloy powder for metal AM is produced by gas atomization, but this is not limited to this, and the copper alloy powder for metal AM may be produced by water atomization, centrifugal atomization, plasma atomization, or the like.
- the copper alloy powder for metal AM obtained as described above may be appropriately heat-treated in a controlled atmosphere to stabilize the structure.
- the copper alloy powder for metal AM suitable for the PBF method using a laser has been described as being produced, but this is not limited thereto, and the copper alloy powder for metal AM applicable to other metal AM may also be used.
- the continuous casting apparatus shown in FIG. 6 is used to produce a copper alloy ingot, but the present invention is not limited to this, and other casting apparatuses may be used.
- a continuous casting device 101 shown in FIG. 8 may be used.
- This continuous casting device 101 includes an oxygen-free copper supply means (molten copper supply section) 102 arranged at the most upstream portion, a heating furnace 103 arranged downstream thereof, a tundish 104 arranged downstream of the heating furnace 103 and supplied with molten copper, molten metal supply passages 105a, 105b, and 105c connecting the oxygen-free supply means 102 to the heating furnace 103, a trough 106 connecting the heating furnace 103 and the tundish 104, addition means (addition sections) 107 and 108 for adding alloy elements in a non-oxidizing atmosphere, and a continuous casting mold 42.
- the oxygen-free copper supply means 102, the heating furnace 103, the tundish 104, the molten metal supply passages 105a, 105b, and 105c, and the trough 106 each have a non-oxidizing atmosphere inside.
- the oxygen-free copper supply means 102 is composed of a melting furnace 121 for melting the copper raw material, a holding furnace 122 for temporarily holding the molten copper obtained by melting in the melting furnace 121, a degassing treatment device 124 for removing oxygen and hydrogen from the molten copper, and molten metal supply paths 105a, 105b, and 105c that connect these.
- the degassing treatment device 124 has a gas bubbling device as stirring means for stirring the molten copper therein, and removes oxygen and hydrogen from the molten copper by bubbling with an inert gas, for example.
- the molten metal supply passages 105a, 105b, and 105c have a non-oxidizing atmosphere therein to prevent the molten copper and the oxygen-free copper molten metal from being oxidized.
- the non-oxidizing atmosphere is formed by blowing a mixed gas of nitrogen and carbon monoxide or an inert gas such as argon into the molten metal supply passages.
- a first adding means 107 disposed in the heating furnace 103 and a second adding means 108 disposed in the tundish 104 are provided.
- the alloying elements are added to the oxygen-free copper molten metal stored in the heating furnace 103.
- the oxygen-free copper molten metal stored in the storage section is heated by a high-frequency induction coil, and the melting of the added alloying elements is promoted.
- the alloying elements are continuously or intermittently charged from the second adding means 108 provided in the tundish 104, the alloying elements are added to the molten oxygen-free copper flowing in the tundish 104.
- the molten oxygen-free copper flowing in the tundish 104 is heated in the heating furnace 103 and has a high temperature, and also flows within the tundish 104, the dissolution of the added alloying elements is promoted.
- Example of the invention First, by the manufacturing method described in the embodiment, a copper raw material made of 4N grade high purity copper was used to produce an ingot of C18150 having the composition shown in Table 1. Next, the produced C18150 ingot was used as a raw material to produce C18150 powder for metal AM having the composition shown in Table 2 by gas atomization using argon gas, and the powder was classified to a particle size suitable for the powder bed of metal AM. The melting temperature during the gas atomization process was 1300°C.
- particle size distribution measurement was performed using an MT3300EXII manufactured by Microtrac, and the particle size distribution was as follows: 10% cumulative particle size on a volume basis was 19 ⁇ m, 50% cumulative particle size was 30 ⁇ m, and 90% cumulative particle size was 49 ⁇ m. Then, using the C18150 powder for metal AM of the present invention, a small piece of an additive manufacturing object was produced using a commercially available laser PBF device at an energy density of 5 J/ mm2 .
- the solid arrow indicates a Zr-based precipitate
- the dotted arrow 1 indicates a Cr-based precipitate present at the copper crystal grain boundary
- the dotted arrow 2 indicates a Cr-based precipitate present on the copper crystal grain.
- the square frame in the photograph indicates the position where the semi-quantitative analysis of the particle surface was performed.
- composition of ingot and copper alloy powder for metal AM The O concentration in the ingots shown in Table 1, the copper alloy powders for metal AM of the examples of the present invention, and the copper alloy powders for metal AM of the comparative examples was determined by inert gas fusion-infrared absorption method, the H concentration by inert gas fusion-thermal conductivity method, and the S concentration by combustion-infrared absorption method.
- concentrations of components other than these substances, except for copper were determined by a combination of X-ray fluorescence analysis, glow discharge mass spectrometry, and inductively coupled plasma mass spectrometry.
- the density of the layered object was evaluated from the cross section of the layered object and the area occupied by voids observed in the cross section of the layered object. In this specification, this density is defined as the density of the object.
- the density of the molded object was evaluated by first defining the cross-sectional area of the object to be measured (this is called the evaluation cross-sectional area; 3.4 mm square), and then checking for voids within this measurement cross-sectional area, and calculating the area occupied by voids in the evaluation cross-sectional area. The density of the molded object was then defined as (evaluation cross-sectional area - void-occupied area)/evaluation cross-sectional area. The evaluation results of the density of the molded object are shown in Table 2.
- 2A and 2B are the results of Auger electron spectroscopy after ion etching the particle surface of the copper alloy powder for metal AM of the present invention for 15 minutes.
- the etching rate of each element alone or compounds generated by each element on the particle surface of the copper alloy powder of the present invention in the experimental system of this Auger electron spectroscopy analysis is not clear, but since the etching rate of SiO2 in the experimental system of this Auger electron spectroscopy analysis is 1.08 nm/min, it is considered that the 15 minutes of ion etching is the structure after etching a thickness of about 15 nm. As shown in FIG.
- FIG. 2A shows the result of Auger electron spectroscopy analysis of the surface of a single copper crystal particle after ion etching the outermost surface of the copper alloy powder for metal AM of the present invention for 30 minutes.
- FIG. 2C shows the result of Auger electron spectroscopy analysis of the surface of a single copper crystal particle after ion etching the outermost surface of the copper alloy powder for metal AM of the present invention for 30 minutes.
- the thickness of the surface layer containing Cr-based precipitates present on the particle surface i.e., the Cr compound layer 52 containing Cr-containing compounds, is approximately in the range of about 1 nm to 100 nm.
- the copper alloy powder for metal AM of the present invention contains oxygen as a copper alloy, a certain amount of oxygen is present in the particle body, and this is thought to constitute the background concentration of oxygen concentration in the particle body.
- the oxygen concentration gradient observed on the particle surface occurs mainly during the powdering process, and furthermore, based on the results of Figure 3, it is thought to exist in the range of approximately 1 nm to 100 nm, and it is thought that an oxygen concentration gradient can occur on the order of the thickness of the surface layer containing the above-mentioned Cr-based precipitates.
- the results shown in Figures 2A to 2C and 3 confirm that a Cr compound layer 52 is formed on the particle surface of the copper alloy powder for metal AM of the present invention, which has Cr-containing compounds derived from Cr-based precipitates on the copper crystal grain boundaries and copper crystals, and that this Cr compound layer 52 is a layer containing Zr and oxygen.
- the copper alloy powder for metal AM of the present invention is mainly composed of Cu, which is the parent phase, so it is presumed that such oxygen is mainly derived from copper oxide, and further presumed to exist as a constituent element of the oxides of alloy elements and other impurity elements.
- the Cr compound layer 52 on the surface of the copper alloy powder for metal AM of the present invention forms a composite layer composed of Cu, copper oxide, Cr, Zr oxide, etc., while containing compounds composed of Cr and Zr.
- the size of the Cr-based precipitates present on the particle surfaces of the copper alloy powder for metal AM of the present invention is generally 1000 nm or less. Furthermore, from the results of Figure 2B, it was thought that the size of the Zr-based precipitates tends to be smaller than the size of the Cr-based precipitates. From the results shown in Figure 2B, it was confirmed that small Zr-based precipitates exist at the copper crystal grain boundaries, while, as shown in Figure 2C, it was confirmed that Zr-based precipitates are also present on the copper crystal grains (copper crystal grain surfaces).
- the density of the precipitates derived from the Cr-containing compound in the Cr compound layer 52 of the particles of the copper alloy powder for metal AM of the present invention was calculated from the area occupancy of the Cr-containing compound (Cr-based precipitates) based on the size and number of the precipitates of the Cr-containing compound per ⁇ m2 using an image obtained by analyzing the outermost surface of the Cr compound layer 52 by Auger electron spectroscopy using a scanning Auger electron spectrometer PHI700xi manufactured by ULVAC-PHI, Inc. On the outermost surface of the Cr compound layer 52 of the particles of the copper alloy powder for metal AM of the present invention, there were observed areas where the density of precipitates was 16% by area and areas where the area ratio was 28%.
- the copper crystal grain boundaries of the image of the Cr compound layer 52 of the particles of the copper alloy powder for metal AM of the present invention were analyzed by Auger electron spectroscopy using a scanning Auger electron spectrometer PHI700xi manufactured by ULVAC-PHI, Inc., and the linear density per 1 ⁇ m of grain boundary length was calculated from the proportion of precipitates derived from Cr-containing compounds per 1 ⁇ m of grain boundary length.
- the linear density of the precipitates at the copper crystal grain boundaries was observed to be 59% and 74% in some places.
- the results of a transmission electron microscope analysis of the surfaces of the copper alloy particles of the copper alloy powder for metal AM of the present invention confirmed that the Zr-based compound formed on the surfaces of the copper alloy particles of the copper alloy powder for metal AM of the present invention contains Cu 8 Zr 3 (Orthorhombic) [21-4].
- the particle surface of the copper alloy powder for metal AM of the present invention has such a fine precipitation structure, and the precipitates are finely and widely distributed on the particle surface without relatively agglomeration. It is believed that such a distribution of precipitates on the particle surface contributes to realizing uniform laser absorption throughout the copper alloy powder for metal AM of the present invention. In addition, it is presumed that the appearance of such a fine precipitation structure on the particle surface is inhibited when the type and concentration of impurity elements are increased, and since the copper alloy powder in the present invention is manufactured from a high-purity copper alloy raw material, it is presumed that the surface structure of the particles is easy to control.
- the molded product density was 99.6%.
- the Vickers hardness of the molded product that was heat-treated under the conditions shown in Table 2 was measured, it was confirmed that it exhibited a characteristic of 130 HV.
- the copper alloy powder for metal AM of the present invention in which a Cr compound layer having a Cr-containing compound is formed on the surface of the copper alloy particles that constitute the copper alloy powder of the present invention, can produce high-quality additive manufacturing objects in which the occurrence of voids, which is important for practical use, is significantly suppressed.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23882651.5A EP4556140A4 (en) | 2022-10-24 | 2023-10-24 | COPPER ALLOY POWDER FOR ADDITIVE METALLIC (AM) MANUFACTURING AND PROCESS FOR PRODUCING LAMINATED MOLDED ARTICLE |
| JP2024506166A JP7513224B1 (ja) | 2022-10-24 | 2023-10-24 | 金属am用銅合金粉末および積層造形物の製造方法 |
| US19/102,917 US20250262666A1 (en) | 2022-10-24 | 2023-10-24 | Copper alloy powder for metal am and method for manufacturing additive manufacturing product |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-169923 | 2022-10-24 | ||
| JP2022169923 | 2022-10-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024090446A1 true WO2024090446A1 (ja) | 2024-05-02 |
Family
ID=90830778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/038390 Ceased WO2024090446A1 (ja) | 2022-10-24 | 2023-10-24 | 金属am用銅合金粉末および積層造形物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250262666A1 (https=) |
| EP (1) | EP4556140A4 (https=) |
| JP (1) | JP7513224B1 (https=) |
| TW (1) | TW202428898A (https=) |
| WO (1) | WO2024090446A1 (https=) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015132008A (ja) * | 2014-01-15 | 2015-07-23 | 株式会社神戸製鋼所 | 電気電子部品用銅合金 |
| JP2016211062A (ja) | 2015-05-13 | 2016-12-15 | 株式会社ダイヘン | 銅合金粉末、積層造形物の製造方法および積層造形物 |
| JP2019070169A (ja) | 2017-09-04 | 2019-05-09 | 株式会社Nttデータエンジニアリングシステムズ | 銅合金粉末、積層造形物の熱処理方法、銅合金造形物の製造方法および銅合金造形物 |
| WO2019239655A1 (ja) * | 2018-06-14 | 2019-12-19 | 古河電気工業株式会社 | 銅合金粉末、積層造形物および積層造形物の製造方法ならびに各種金属部品 |
| JP2020059913A (ja) * | 2018-10-05 | 2020-04-16 | 株式会社エヌ・ティ・ティ・データ・エンジニアリングシステムズ | 積層造形用の金属粉末、および銅合金造形物の製造方法 |
| CN111676386A (zh) * | 2020-05-22 | 2020-09-18 | 陕西斯瑞新材料股份有限公司 | 一种CuCrZr材料性能改善的方法 |
| JP2020186429A (ja) * | 2019-05-13 | 2020-11-19 | 三菱マテリアル株式会社 | レーザー光の吸収率に優れた銅粉末 |
| CN112391556A (zh) * | 2020-11-17 | 2021-02-23 | 中南大学 | 一种双峰晶粒尺寸、双尺度纳米相强化的高强高导Cu-Cr-Nb合金 |
| JP2022169923A (ja) | 2021-04-28 | 2022-11-10 | 株式会社村田製作所 | 生体情報計測システムおよび衣類 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6135932B2 (ja) * | 2011-09-29 | 2017-05-31 | 日本碍子株式会社 | 銅合金線材およびその製造方法 |
| CN110116202B (zh) * | 2019-05-22 | 2021-09-14 | 西安国宏天易智能科技有限公司 | 一种用于增材制造的铜合金粉末及其制备方法和应用 |
-
2023
- 2023-10-24 JP JP2024506166A patent/JP7513224B1/ja active Active
- 2023-10-24 WO PCT/JP2023/038390 patent/WO2024090446A1/ja not_active Ceased
- 2023-10-24 TW TW112140642A patent/TW202428898A/zh unknown
- 2023-10-24 EP EP23882651.5A patent/EP4556140A4/en active Pending
- 2023-10-24 US US19/102,917 patent/US20250262666A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015132008A (ja) * | 2014-01-15 | 2015-07-23 | 株式会社神戸製鋼所 | 電気電子部品用銅合金 |
| JP2016211062A (ja) | 2015-05-13 | 2016-12-15 | 株式会社ダイヘン | 銅合金粉末、積層造形物の製造方法および積層造形物 |
| JP2019070169A (ja) | 2017-09-04 | 2019-05-09 | 株式会社Nttデータエンジニアリングシステムズ | 銅合金粉末、積層造形物の熱処理方法、銅合金造形物の製造方法および銅合金造形物 |
| WO2019239655A1 (ja) * | 2018-06-14 | 2019-12-19 | 古河電気工業株式会社 | 銅合金粉末、積層造形物および積層造形物の製造方法ならびに各種金属部品 |
| JP2020059913A (ja) * | 2018-10-05 | 2020-04-16 | 株式会社エヌ・ティ・ティ・データ・エンジニアリングシステムズ | 積層造形用の金属粉末、および銅合金造形物の製造方法 |
| JP2020186429A (ja) * | 2019-05-13 | 2020-11-19 | 三菱マテリアル株式会社 | レーザー光の吸収率に優れた銅粉末 |
| CN111676386A (zh) * | 2020-05-22 | 2020-09-18 | 陕西斯瑞新材料股份有限公司 | 一种CuCrZr材料性能改善的方法 |
| CN112391556A (zh) * | 2020-11-17 | 2021-02-23 | 中南大学 | 一种双峰晶粒尺寸、双尺度纳米相强化的高强高导Cu-Cr-Nb合金 |
| JP2022169923A (ja) | 2021-04-28 | 2022-11-10 | 株式会社村田製作所 | 生体情報計測システムおよび衣類 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP4556140A4 |
| Y. M. ARISOY: "Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion", THE INTERNATIONAL JOURNAL OF ADVANCED MANUFACTURING TECHNOLOGY, vol. 90, 2017, pages 1393 - 1417, XP036227792, DOI: 10.1007/s00170-016-9429-z |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4556140A4 (en) | 2025-10-29 |
| TW202428898A (zh) | 2024-07-16 |
| EP4556140A1 (en) | 2025-05-21 |
| US20250262666A1 (en) | 2025-08-21 |
| JPWO2024090446A1 (https=) | 2024-05-02 |
| JP7513224B1 (ja) | 2024-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102722473B1 (ko) | 알루미늄 합금 부품 제조 공정 | |
| KR102432787B1 (ko) | Ods 합금 분말, 플라즈마 처리에 의한 이의 제조 방법, 및 그 용도 | |
| JP2025020372A (ja) | 金属am用銅合金粉末および積層造形物の製造方法 | |
| CN113862543A (zh) | 合金部件的制造方法 | |
| CN113412172B (zh) | 制造铝合金零件的方法 | |
| JP7626286B2 (ja) | 金属am用銅合金粉末の製造方法 | |
| CN114829655A (zh) | 用于马氏体时效钢的增材制造的方法 | |
| Chen et al. | Effect of TiC on the high-temperature oxidation behavior of WMoTaNbV refractory high entropy alloy fabricated by selective laser melting | |
| CN112352061A (zh) | 制造铝合金零件的方法 | |
| JP2022148950A (ja) | Fe基合金粉末を用いた造形物の製造方法 | |
| CN117396290A (zh) | 采用含有预热的增材制造技术制备铝合金零件的方法 | |
| JP7848608B2 (ja) | 溶融凝固成形用Fe基合金及び金属粉末 | |
| JP7782216B2 (ja) | 溶融凝固成形用Fe基合金及び金属粉末 | |
| JP7513224B1 (ja) | 金属am用銅合金粉末および積層造形物の製造方法 | |
| EP3950992B1 (en) | Alloy composition, method for producing alloy composition, and die | |
| JP7563652B2 (ja) | 金属am用銅合金粉末および積層造形物の製造方法 | |
| JP7586376B2 (ja) | 金属am銅合金粉末および積層造形物の製造方法 | |
| EP4506478A1 (en) | Alloy, alloy powder, alloy member, and composite member | |
| WO2025100263A1 (ja) | アルミニウム合金成形体及びその製造方法 | |
| WO2025023200A1 (ja) | Ni基合金製の造形物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2024506166 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23882651 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023882651 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023882651 Country of ref document: EP Effective date: 20250213 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023882651 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |