WO2024028978A1 - Unité de cylindre, équipement de cylindre, procédé de mesure de données et procédé de fabrication de produit - Google Patents
Unité de cylindre, équipement de cylindre, procédé de mesure de données et procédé de fabrication de produit Download PDFInfo
- Publication number
- WO2024028978A1 WO2024028978A1 PCT/JP2022/029652 JP2022029652W WO2024028978A1 WO 2024028978 A1 WO2024028978 A1 WO 2024028978A1 JP 2022029652 W JP2022029652 W JP 2022029652W WO 2024028978 A1 WO2024028978 A1 WO 2024028978A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- roll
- sensor
- roll unit
- chock
- equipment
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 9
- 238000000034 method Methods 0.000 title abstract description 7
- 238000005096 rolling process Methods 0.000 claims description 44
- 238000000691 measurement method Methods 0.000 claims description 7
- 239000007769 metal material Substances 0.000 claims description 7
- 238000005452 bending Methods 0.000 claims description 5
- 238000009987 spinning Methods 0.000 abstract 1
- 230000003014 reinforcing effect Effects 0.000 description 20
- 238000010586 diagram Methods 0.000 description 11
- 238000005259 measurement Methods 0.000 description 10
- 238000003860 storage Methods 0.000 description 8
- 230000005856 abnormality Effects 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000004364 calculation method Methods 0.000 description 5
- 238000013480 data collection Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000001514 detection method Methods 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000013135 deep learning Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000010801 machine learning Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
Definitions
- the present invention relates to a roll unit, roll equipment, data measurement method, and product manufacturing method.
- Patent Document 1 discloses, in a rolling apparatus having at least a pair of upper and lower work rolls and a reinforcing roll, a strain measuring means for measuring elastic strain in the rolling direction generated in each of a work side roll chock and a drive side roll chock of a work roll; Strain conversion means that converts the measured elastic strain into the rolling direction force acting on each of the working side roll chock and the driving side roll chock of the work roll using a pre-identified relational expression between elastic strain and rolling direction force. It is stated that it has:
- Patent Document 2 discloses that a four-row cylindrical roller bearing is installed between the inner circumferential surface of the housing and the outer circumferential surface of the backup roll, and a part of the collar provided at the axial end of the four-row cylindrical roller bearing is , the sensor device includes a detection section for detecting temperature and vibration, and a transmitting device for transmitting the processed signal extracted from the detection section as a wireless signal. It is described that a receiving antenna, which is a part of a receiving device for receiving radio signals emitted by a transmitting device, is provided in a part of the restraining lid, which is a member different from the collar.
- Patent No. 5811048 Japanese Patent Application Publication No. 2003-83352
- Patent Document 1 discloses a configuration in which a strain measuring means is inserted into the bottom of a hole formed in a chock of a work roll, and the strain measuring means is fixed by closing the hole with a bolt.
- Patent Document 2 discloses that a collar ring at an axial end of a four-row cylindrical roller bearing is provided with a sensor device that detects temperature or vibration.
- the rolling rolls are called a roll unit and are replaced regularly together with the bearing box. Therefore, it is necessary to remove and attach a sensor, such as a wired vibration accelerometer, installed to measure vibration during rolling, each time the rolls are replaced.
- a sensor such as a wired vibration accelerometer, installed to measure vibration during rolling, each time the rolls are replaced.
- a combination of a roll and a chock is referred to as a roll unit.
- the present invention provides a roll unit equipped with a sensor that is easier to replace than conventional ones, roll equipment, a data measurement method, and a product manufacturing method.
- the present invention includes a plurality of means for solving the above-mentioned problems.
- a roll configured to be rotatable around a rotating shaft, and a A sensor is provided on the surface of each chock and acquires information regarding the chock.
- the figure which shows the schematic structure of the roll unit of an Example. The figure which shows the schematic structure when the roll unit of an Example is seen from the rolling direction.
- the figure which shows the schematic structure when the roll unit of an Example is seen from the direction perpendicular
- the figure which shows the schematic structure when other forms of the roll unit of an Example are seen from a rolling direction.
- the figure which shows the schematic structure when other forms of the roll unit of an Example are seen from the direction perpendicular
- the figure which shows the schematic structure when the other form of the roll unit of an Example is seen from the rolling direction.
- the figure which shows the schematic structure when the other form of the roll unit of an Example is seen from the direction perpendicular
- FIGS. 1 to 9 Examples of the roll unit, roll equipment, data measurement method, and product manufacturing method of the present invention will be described using FIGS. 1 to 9.
- the same or corresponding components are given the same or similar symbols, and repeated description of these components may be omitted.
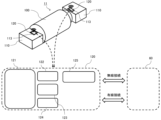
- FIG. 1 is a diagram showing a schematic configuration of a roll facility including a roll unit according to an embodiment
- FIG. 2 is a control block diagram of a control device in the roll facility according to an embodiment.
- the roll unit of the present invention is installed in roll equipment
- the roll unit of the present invention is applicable not only to roll equipment but also to roll sets with chocks.
- Equipment such as edgers, leveler guide rolls, pinch rolls, etc. can be used, and there are no particular limitations.
- the rolling equipment 1 that rolls the metal material 5 shown in FIG. 1 includes an F1 stand 10, an F2 stand 20, an F3 stand 30, an F4 stand 40, a control device 60, a display device 70, and the like. Further, the F1 stand 10, the F2 stand 20, the F3 stand 30, the F4 stand 40, the control device 60, and the display device 70 are connected by communication lines (not shown for convenience of illustration).
- the rolling equipment 1 is not limited to the configuration in which four rolling stands are installed as shown in FIG. 1, but may be any number as long as it has at least one stand or more. Moreover, either hot rolling or cold rolling may be used, and there is no particular limitation.
- the F1 stand 10 includes an upper work roll unit 11 and a lower work roll unit 12, an upper reinforcing roll unit 13 and a lower reinforcing roll unit 14 that are supported by contacting the upper working roll unit 11 and the lower working roll unit 12, respectively. It is equipped with a housing 15 etc. that holds the. It should be noted that a six-stage structure may be provided in which an intermediate roll is further provided between each work roll and each reinforcing roll.
- Each of the F2 stand 20, F3 stand 30, and F4 stand 40 has substantially the same configuration as the F1 stand 10, so details will be omitted.
- the control device 60 includes a measurement data collection section 61, a determination section 62 having a single data determination section 62a and a multiple data determination section 62b, a comparison value calculation section 63, a processing section 64, and a rolling equipment 1 It includes an operation control section 65 and the like that control the operation of each device within the device.
- the control device 60 can be composed of a computer having a display device 70 such as a liquid crystal display, which will be described later, an input device, a storage device, a CPU, a memory, an external power source (not limited to wired or wireless), etc. It may be configured by one computer or another computer, and is not particularly limited.
- Control of the operation of each device and each function by the control device 60 is executed based on various programs recorded in the storage device.
- the control processing of the operations executed by the control device 60 may be summarized into one program, each may be divided into a plurality of programs, or a combination thereof may be used. Further, part or all of the program may be realized by dedicated hardware or may be modularized.
- the measurement data collection unit 61 collects various data measured by a sensor 120 that acquires information regarding the chocks 110, 110A, 110B provided on the surface of each of the chocks 110, 110A, 110B, which will be described later, and related data, such as timing data. Collect.
- the comparison value calculation unit 63 calculates a comparison value in a single data determination unit 62a and a multiple data determination unit 62b, which will be described later. Comparison values include, for example, abnormality judgment values obtained from the accumulated experience and achievements of the manufacturer who conducts rolling operations using the rolling equipment 1, the rolling equipment manufacturer, the value obtained by statistical processing of these, It may be a value for comparison calculated based on an analytical model, a value for comparison calculated by machine learning such as deep learning, etc., but is not limited thereto.
- the single data determining unit 62a is a part that determines whether each data measured by the sensor 120 is abnormal/normal. It is decided which comparison value to use among the comparison values calculated by the comparison value calculation unit 63, and the judgment is made on an instantaneous (one-time) basis and on a trend in a time series.
- the multiple data determining unit 62b is a part that determines abnormality/normality etc. as a whole by combining data measured by the sensor 120 and external data such as load and rolling speed. Similar to the single data judgment unit 62a, it is decided which comparison value to use among the comparison values calculated by the comparison value calculation unit 63, and the judgment is made based on instantaneous (one-time) judgment and trends in the time series. make a judgment.
- the processing unit 64 processes the results of the judgments made by the single data judgment unit 62a and the multiple data judgment unit 62b, compares the measured data with a threshold value, and takes countermeasures such as reducing the rolling speed if a deviation occurs. It performs processing such as calculating and displaying operator guidance on the display device 70, outputting an alarm, calculating a correction amount for optimization of control, and outputting a countermeasure processing signal to the operation control unit 65.
- the display device 70 is a display device such as a display, or an audio device such as an alarm, and is used to inform the operator of countermeasures when it is determined that a rolling abnormality has occurred, for example.
- a display is often used.
- the operator can check the rolling state of the metal material 5 by visually observing the display screen of the display device 70, each stand itself, and between each stand.
- control device 60 is not limited to automatically informing the operator of the occurrence of a rolling abnormality and performing an operation to improve the rolling abnormality that has occurred, but it may also be a form that only displays the information on the display device 70 or a form that does not display the information on the display device 70. It is possible to omit this and simply perform the operation to improve the rolling abnormality automatically by the control device 60.
- control device 60 is exemplified as a device that controls the operation of the rolling equipment 1, it is not limited to this form, and may also be any one of a mobile terminal such as a smartphone or a tablet, or even an edge PC. It can be more than that.
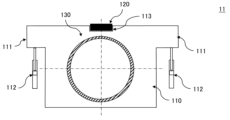
- FIG. 3 is a diagram showing the schematic configuration of the roll unit of the example
- FIG. 4 is a diagram showing the schematic configuration of the roll unit when viewed from the rolling direction
- FIG. 5 is a diagram showing the schematic configuration of the roll unit when viewed from the direction perpendicular to the rolling direction.
- the upper work roll unit 11 of the F1 stand 10 is illustrated as a representative example, but the structures of other lower work roll units 12, upper reinforcing roll units 13, lower reinforcing roll units 14, etc. are also the same. Since they are substantially the same, the details will be omitted.
- the upper work roll unit 11 shown in FIGS. 3 to 5 includes a roll 100, a chock 110 provided on the drive side and an operation side of the roll 100, a sensor 120, and a sensor 120 provided inside the chock 110 to rotate the roll 100 on its axis. It is configured by a bearing 130 etc. that can be supported.
- the sensor 120 is provided inside a recess 113 provided on the surface of the chock 110 on the surface of each of the chock 110 on the drive side and the operation side, at a position that can be visually recognized from the outside, and is located at a position that is visible from the outside. Get information.
- a part of the sensor 120 is shown as an example protruding from the surface of the chock 110 around the recess 113, even if the entire part is provided at a position deeper than the recess 113 on the surface of the chock 110. Alternatively, the entire portion may protrude from the surface of the chock 110.
- the sensor 120 includes a sensing section 121, an amplifier 122, a storage device (memory) 123, a transmitter 124, a power source 125, and the like.
- this sensor 120 has a package specification in which the configuration of the sensing parts 121 and the like is modularized as required, and is used in the event of replacement of the power supply 125, failure of the sensor 120, or the upper work roll unit 11 itself. It is desirable that the parts can be replaced all at once. This makes it possible to simply replace the module with a new module, making the replacement work extremely easy. Further, it is more desirable that the device be integrated with various types of covers such as waterproof and dustproof, which can improve the accuracy of data acquisition and reduce the failure probability of the device.
- the measurement timing of the sensing unit 121 can be determined by a time stamp or the like.
- it since it can be synchronized with external data such as load and rolling speed, it becomes possible to compare and combine the data from the sensing section 121 mounted on the chock and other data. Therefore, it becomes possible to carry out more accurate examination.
- the sensing unit 121 includes any one of a displacement sensor that measures the vibration of the chock 110, a speed sensor, an acceleration sensor, a tilt angle sensor, a temperature sensor, a strain gauge, a piezo element, a microphone, an acoustic emission sensor, a thermometer, etc. It is composed of various sensor members, one or a combination of two or more thereof, and can be added or deleted as appropriate according to the data to be measured. For example, if a thermometer is provided, it can be determined during vibration analysis whether there is an effect due to temperature, such as a gap becoming smaller due to expansion due to temperature rise.
- the amplifier 122 is a part that amplifies the data measured by the sensing unit 121 as necessary, and outputs the amplified sensor data to the storage device 123 or to an external storage device via the transmitter 124. do.
- the storage device 123 is composed of a memory or the like that stores measurement results from the sensing unit 121 for a certain period of time. As a result, even if measurement data cannot be transmitted externally during measurement, the information can be stored and reviewed later. Furthermore, even if it is difficult to transmit data wirelessly, the data can be retrieved externally.
- the transmitter 124 directly transmits the measurement results measured by the sensing unit 121 and amplified by the amplifier 122 as necessary, or transmits the measurement results temporarily stored in the storage device 123 to an externally connected device such as the control device 60. It is an output device.
- This transmitter 124 may have a wireless connection or a wired connection, and is not particularly limited.
- the power source 125 is a means for supplying driving power to the sensing unit 121 and the like. This allows data to be collected for a certain period of time without an external power supply. Further, there is no need to supply power from an external power source, and a configuration more suitable for integrated packaging can be achieved.
- This power source 125 may have a rechargeable configuration or a non-chargeable configuration, and is not particularly limited. If charging is possible, charging may be done by wired or wireless method, and is not particularly limited. Moreover, it may be possible to generate electricity by vibration or temperature, and there is no particular limitation. This allows the battery to be used continuously without having to be replaced, thereby further reducing the frequency of battery replacement and further improving productivity.
- FIG. 6 is a diagram showing a schematic configuration of another form of the roll unit when viewed from the rolling direction
- FIG. 7 is a diagram showing a schematic configuration of another form of the roll unit when viewed from a direction perpendicular to the rolling direction
- FIG. 8 is a diagram showing a schematic configuration of still another form of the roll unit when viewed from the rolling direction
- FIG. 9 is a diagram showing a schematic configuration of still another form of the roll unit when viewed from a direction perpendicular to the rolling direction. It is a diagram.
- the senor 120A is a recess 113A provided on the surface of the chock 110A on each of the driving side and operation side chocks 110A. It is provided in a visible position, and is provided outside the outer wall surface of the housing 15 in the central axis direction of the housing 15.
- the chock 110A has a collar portion 111 that protrudes from both sides of the roll 100 in the radial direction.
- the roll equipment having the upper work roll unit 11A further includes a bending cylinder 112 that applies a vertical force to the collar portion 111.
- the sensor 120A is provided between each of the collar portions 111 and at a position away from the bearing 130, that is, at a position not in contact with the bearing 130.
- the senor 120B is a recess 113B provided in the surface of the chock 110A among the surfaces of each of the chocks 110B on the drive side and the operation side, and is visually visible from the outside. It is provided at a possible position, and is provided outside the outer wall surface of the housing 15 in the central axis direction of the housing 15.
- a part of the sensor 120B is provided at a position recessed from the surface of the chock 110B around the recess 113B, but at least a part of the sensor 120B protrudes from the surface of the chock 110A. You can leave it there.
- the senor 120B is provided outside the housing 15 in the axial direction and at a position away from the bearing 130, and is provided on the side surface of the chock 110B in the axial direction. .
- the sensors 120, 120A, 120B Information on its operating status can be measured.
- the roll replacement timing can be determined using the measured signals and data.
- the metal material 5 can be rolled by appropriately changing the operating conditions using the measured signals and data.
- the upper working roll unit 11, the lower working roll unit 12, the upper reinforcing roll unit 13, and the lower reinforcing roll unit 14 of the present embodiment described above include a roll 100 configured to be able to rotate around a rotation axis, and an axis of the roll 100.
- Chocks 110, 110A, 110B provided on the outside of both ends in the direction, and sensors 120, 120A, 120B provided on the surface of each of the chocks 110, 110A, 110B to acquire information regarding the chocks 110, 110A, 110B. It is equipped with.
- the sensors 120, 120A, 120B are provided on the surface of the chocks 110, 110A, 110B in this way, even if the surrounding structure is complex, if it is necessary to access the sensors 120, 120A, 120B by replacing them, etc. It is possible to easily access and work easily, and improve work efficiency.
- the sensor 120B is installed on the side surface in the axial direction of the chock 110B, so that the sensor 120B is not used when replacing the roll unit.
- the sensor 120 can be easily accessed.
- the sensors 120, 120A, 120B are recesses 113, 113A, 113B provided on the surface of the chocks 110, 110A, 110B, and are provided in positions where they can be seen from the outside, so that the roll unit cannot be placed inside the equipment. Since the sensors 120, 120A, and 120B do not interfere with other parts when installed in the sensor, less load is applied to the sensors 120, 120A, and 120B, and the probability of failure can be reduced.
- the sensors 120, 120A, 120B can acquire various information regarding the operating state by measuring the vibrations of the chocks 110, 110A, 110B.
- a bearing 130 is provided inside the chock 110A to rotatably support the roll 100, and the sensor 120A is provided at a position away from the bearing 130, so that the sensor 120A does not come into contact with the bearing 130. Therefore, the vibration of the entire device in which the roll unit is incorporated can be detected without being significantly influenced by the vibration of the bearing 130.
- the sensors 120, 120A, 120B are configured to be able to transmit the acquired information of the chocks 110, 110A, 110B to the outside via wireless or wire, so that data can be transmitted to the outside even during measurement. This makes it possible to change the operating conditions during operation to more appropriate conditions.
- the roll equipment includes an upper working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, a lower reinforcing roll unit 14, an upper working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, and a lower working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, a lower reinforcing roll unit 14,
- a housing 15 in which a reinforcing roll unit 14 is provided is provided, and the sensors 120A and 120B are provided outside the housing 15 in the axial direction, making them easier to access.
- the roll 100 is a roll 100 that rolls the metal material 5
- the chock 110A is a bending cylinder that has a collar portion 111 protruding from both sides of the roll 100 in the radial direction and applies a vertical force to the collar portion 111. 112, and the sensor 120A is provided between the respective brim portions 111, so that it can be placed in a position where it does not get in the way of the bending cylinder 112. Therefore, a load is less likely to be applied to the sensor 120A, reducing the possibility of failure. Can be suppressed.
- the sensors 120, 120A, 120B are recesses 113, 113A, 113B provided on the surface of the chocks 110, 110A, 110B, and are provided in positions where they can be seen from the outside, so that the chocks of other rolls can be easily detected. Since there is no interference with the sensors 120, 120A, and 120B, the load is less likely to be applied to the sensors 120, 120A, and 120B, and the probability of failure can be reduced.
- the sensor 120 when operating using the upper work roll unit 11, the lower work roll unit 12, the upper reinforcing roll unit 13, and the lower reinforcing roll unit 14, the sensor 120 measures information on the operating state. , abnormalities and roll defects can be detected early, the roll replacement cycle can be optimized, maintenance timing can be optimized, and the product can be used for a long period of time without problems, which is effective in improving quality control and productivity. .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Arrangements For Transmission Of Measured Signals (AREA)
Abstract
Cette unité de cylindre comprend : un cylindre 100 configuré pour pouvoir tourner autour d'un axe de rotation ; des empoises 110, 110A et 110B disposées respectivement vers l'extérieur des deux parties d'extrémité, dans un sens axial, du cylindre 100 ; et des capteurs 120, 120A, 120B disposés respectivement sur des surfaces des empoises 110, 110A et 110B, pour acquérir des informations relatives aux empoises 110, 110A et 110B. Par conséquent, la présente invention concerne une unité de cylindre équipée d'un capteur qui est plus facile à remplacer que dans le passé, un équipement de cylindre, un procédé de mesure de données et un procédé de fabrication de produit.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/029652 WO2024028978A1 (fr) | 2022-08-02 | 2022-08-02 | Unité de cylindre, équipement de cylindre, procédé de mesure de données et procédé de fabrication de produit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/029652 WO2024028978A1 (fr) | 2022-08-02 | 2022-08-02 | Unité de cylindre, équipement de cylindre, procédé de mesure de données et procédé de fabrication de produit |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024028978A1 true WO2024028978A1 (fr) | 2024-02-08 |
Family
ID=89848639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/029652 WO2024028978A1 (fr) | 2022-08-02 | 2022-08-02 | Unité de cylindre, équipement de cylindre, procédé de mesure de données et procédé de fabrication de produit |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024028978A1 (fr) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06339717A (ja) * | 1993-05-31 | 1994-12-13 | Kawasaki Steel Corp | 熱間圧延におけるキャンバー蛇行制御方法 |
| JPH07306033A (ja) * | 1994-05-11 | 1995-11-21 | Nippon Steel Corp | ロールプロフィール測定方法及び装置 |
| JPH08164403A (ja) * | 1994-10-11 | 1996-06-25 | Nisshin Steel Co Ltd | シングルクロスミルにおける潤滑剤供給不良の検出方法 |
| JP2016107281A (ja) * | 2014-12-03 | 2016-06-20 | Jfeスチール株式会社 | センサの取付け台座および誘導加熱装置 |
-
2022
- 2022-08-02 WO PCT/JP2022/029652 patent/WO2024028978A1/fr unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06339717A (ja) * | 1993-05-31 | 1994-12-13 | Kawasaki Steel Corp | 熱間圧延におけるキャンバー蛇行制御方法 |
| JPH07306033A (ja) * | 1994-05-11 | 1995-11-21 | Nippon Steel Corp | ロールプロフィール測定方法及び装置 |
| JPH08164403A (ja) * | 1994-10-11 | 1996-06-25 | Nisshin Steel Co Ltd | シングルクロスミルにおける潤滑剤供給不良の検出方法 |
| JP2016107281A (ja) * | 2014-12-03 | 2016-06-20 | Jfeスチール株式会社 | センサの取付け台座および誘導加熱装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4618125B2 (ja) | 軸受管理システム | |
| US10697854B2 (en) | Rolling bearing fatigue state prediction device and rolling bearing fatigue state predicting method | |
| US9689777B2 (en) | Fault detection for bearings | |
| JP2003083352A (ja) | センサ付転がり軸受ユニット | |
| EP3290895A1 (fr) | Système de diagnostic d'anomalie | |
| US10260991B2 (en) | Abnormality diagnosis system | |
| WO2019221251A1 (fr) | Procédé de surveillance d'état de roulement et dispositif de surveillance d'état | |
| US20220332077A1 (en) | Device and method for monitoring a tablet press machine, preferably during continuous operation,by means of a measuring device attached to a press punch | |
| WO2024028978A1 (fr) | Unité de cylindre, équipement de cylindre, procédé de mesure de données et procédé de fabrication de produit | |
| US20110179863A1 (en) | Device and method for monitoring of rotating machine elements | |
| JP6863972B2 (ja) | 埋め込み監視ユニットを備えた回転式切断装置 | |
| CN110639964B (zh) | 实时获取轧机牌坊与轴承座间隙信息的检测元件主体结构 | |
| JP4941306B2 (ja) | 駆動軸損傷診断ユニット | |
| JP2020143905A (ja) | 軸受診断装置、軸受診断方法、及びエスカレーター | |
| CN1075544A (zh) | 回转机械对中状态监视装置 | |
| EP4375524A1 (fr) | Ensemble capteur pour mesurer la charge d'un palier à roulement et procédé d'étalonnage de l'ensemble capteur | |
| CN111623105A (zh) | 一种工业机器人rv减速器健康程度量化评价方法 | |
| CN211202379U (zh) | 一种卷烟设备及其风机检测系统 | |
| CN217889073U (zh) | 一种二辊轧机运行状态实时监测装置 | |
| CN118269270B (zh) | 塑封产品自动脱模装置的智能化控制系统 | |
| US20240159623A1 (en) | Vibration diagnosis device | |
| CN118836160A (en) | Monitoring method, monitoring system and vacuum pump | |
| US20240210278A1 (en) | Rolling bearing abnormality detection device and rolling bearing abnormality detection method | |
| CN117848723A (zh) | 一种大型圆锥滚子轴承滚子所受载荷的在线测量方法 | |
| JP2018136863A (ja) | 異常検知システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22953967 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024538568 Country of ref document: JP Kind code of ref document: A |