WO2024028978A1 - Roll unit, roll equipment, data measuring method, and product manufacturing method - Google Patents
Roll unit, roll equipment, data measuring method, and product manufacturing method Download PDFInfo
- Publication number
- WO2024028978A1 WO2024028978A1 PCT/JP2022/029652 JP2022029652W WO2024028978A1 WO 2024028978 A1 WO2024028978 A1 WO 2024028978A1 JP 2022029652 W JP2022029652 W JP 2022029652W WO 2024028978 A1 WO2024028978 A1 WO 2024028978A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- roll
- sensor
- roll unit
- chock
- equipment
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 9
- 238000000034 method Methods 0.000 title abstract description 7
- 238000005096 rolling process Methods 0.000 claims description 44
- 238000000691 measurement method Methods 0.000 claims description 7
- 239000007769 metal material Substances 0.000 claims description 7
- 238000005452 bending Methods 0.000 claims description 5
- 238000009987 spinning Methods 0.000 abstract 1
- 230000003014 reinforcing effect Effects 0.000 description 20
- 238000010586 diagram Methods 0.000 description 11
- 238000005259 measurement Methods 0.000 description 10
- 238000003860 storage Methods 0.000 description 8
- 230000005856 abnormality Effects 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000004364 calculation method Methods 0.000 description 5
- 238000013480 data collection Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000001514 detection method Methods 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000013135 deep learning Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000010801 machine learning Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
Definitions
- the present invention relates to a roll unit, roll equipment, data measurement method, and product manufacturing method.
- Patent Document 1 discloses, in a rolling apparatus having at least a pair of upper and lower work rolls and a reinforcing roll, a strain measuring means for measuring elastic strain in the rolling direction generated in each of a work side roll chock and a drive side roll chock of a work roll; Strain conversion means that converts the measured elastic strain into the rolling direction force acting on each of the working side roll chock and the driving side roll chock of the work roll using a pre-identified relational expression between elastic strain and rolling direction force. It is stated that it has:
- Patent Document 2 discloses that a four-row cylindrical roller bearing is installed between the inner circumferential surface of the housing and the outer circumferential surface of the backup roll, and a part of the collar provided at the axial end of the four-row cylindrical roller bearing is , the sensor device includes a detection section for detecting temperature and vibration, and a transmitting device for transmitting the processed signal extracted from the detection section as a wireless signal. It is described that a receiving antenna, which is a part of a receiving device for receiving radio signals emitted by a transmitting device, is provided in a part of the restraining lid, which is a member different from the collar.
- Patent No. 5811048 Japanese Patent Application Publication No. 2003-83352
- Patent Document 1 discloses a configuration in which a strain measuring means is inserted into the bottom of a hole formed in a chock of a work roll, and the strain measuring means is fixed by closing the hole with a bolt.
- Patent Document 2 discloses that a collar ring at an axial end of a four-row cylindrical roller bearing is provided with a sensor device that detects temperature or vibration.
- the rolling rolls are called a roll unit and are replaced regularly together with the bearing box. Therefore, it is necessary to remove and attach a sensor, such as a wired vibration accelerometer, installed to measure vibration during rolling, each time the rolls are replaced.
- a sensor such as a wired vibration accelerometer, installed to measure vibration during rolling, each time the rolls are replaced.
- a combination of a roll and a chock is referred to as a roll unit.
- the present invention provides a roll unit equipped with a sensor that is easier to replace than conventional ones, roll equipment, a data measurement method, and a product manufacturing method.
- the present invention includes a plurality of means for solving the above-mentioned problems.
- a roll configured to be rotatable around a rotating shaft, and a A sensor is provided on the surface of each chock and acquires information regarding the chock.
- the figure which shows the schematic structure of the roll unit of an Example. The figure which shows the schematic structure when the roll unit of an Example is seen from the rolling direction.
- the figure which shows the schematic structure when the roll unit of an Example is seen from the direction perpendicular
- the figure which shows the schematic structure when other forms of the roll unit of an Example are seen from a rolling direction.
- the figure which shows the schematic structure when other forms of the roll unit of an Example are seen from the direction perpendicular
- the figure which shows the schematic structure when the other form of the roll unit of an Example is seen from the rolling direction.
- the figure which shows the schematic structure when the other form of the roll unit of an Example is seen from the direction perpendicular
- FIGS. 1 to 9 Examples of the roll unit, roll equipment, data measurement method, and product manufacturing method of the present invention will be described using FIGS. 1 to 9.
- the same or corresponding components are given the same or similar symbols, and repeated description of these components may be omitted.
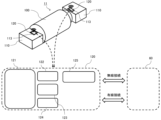
- FIG. 1 is a diagram showing a schematic configuration of a roll facility including a roll unit according to an embodiment
- FIG. 2 is a control block diagram of a control device in the roll facility according to an embodiment.
- the roll unit of the present invention is installed in roll equipment
- the roll unit of the present invention is applicable not only to roll equipment but also to roll sets with chocks.
- Equipment such as edgers, leveler guide rolls, pinch rolls, etc. can be used, and there are no particular limitations.
- the rolling equipment 1 that rolls the metal material 5 shown in FIG. 1 includes an F1 stand 10, an F2 stand 20, an F3 stand 30, an F4 stand 40, a control device 60, a display device 70, and the like. Further, the F1 stand 10, the F2 stand 20, the F3 stand 30, the F4 stand 40, the control device 60, and the display device 70 are connected by communication lines (not shown for convenience of illustration).
- the rolling equipment 1 is not limited to the configuration in which four rolling stands are installed as shown in FIG. 1, but may be any number as long as it has at least one stand or more. Moreover, either hot rolling or cold rolling may be used, and there is no particular limitation.
- the F1 stand 10 includes an upper work roll unit 11 and a lower work roll unit 12, an upper reinforcing roll unit 13 and a lower reinforcing roll unit 14 that are supported by contacting the upper working roll unit 11 and the lower working roll unit 12, respectively. It is equipped with a housing 15 etc. that holds the. It should be noted that a six-stage structure may be provided in which an intermediate roll is further provided between each work roll and each reinforcing roll.
- Each of the F2 stand 20, F3 stand 30, and F4 stand 40 has substantially the same configuration as the F1 stand 10, so details will be omitted.
- the control device 60 includes a measurement data collection section 61, a determination section 62 having a single data determination section 62a and a multiple data determination section 62b, a comparison value calculation section 63, a processing section 64, and a rolling equipment 1 It includes an operation control section 65 and the like that control the operation of each device within the device.
- the control device 60 can be composed of a computer having a display device 70 such as a liquid crystal display, which will be described later, an input device, a storage device, a CPU, a memory, an external power source (not limited to wired or wireless), etc. It may be configured by one computer or another computer, and is not particularly limited.
- Control of the operation of each device and each function by the control device 60 is executed based on various programs recorded in the storage device.
- the control processing of the operations executed by the control device 60 may be summarized into one program, each may be divided into a plurality of programs, or a combination thereof may be used. Further, part or all of the program may be realized by dedicated hardware or may be modularized.
- the measurement data collection unit 61 collects various data measured by a sensor 120 that acquires information regarding the chocks 110, 110A, 110B provided on the surface of each of the chocks 110, 110A, 110B, which will be described later, and related data, such as timing data. Collect.
- the comparison value calculation unit 63 calculates a comparison value in a single data determination unit 62a and a multiple data determination unit 62b, which will be described later. Comparison values include, for example, abnormality judgment values obtained from the accumulated experience and achievements of the manufacturer who conducts rolling operations using the rolling equipment 1, the rolling equipment manufacturer, the value obtained by statistical processing of these, It may be a value for comparison calculated based on an analytical model, a value for comparison calculated by machine learning such as deep learning, etc., but is not limited thereto.
- the single data determining unit 62a is a part that determines whether each data measured by the sensor 120 is abnormal/normal. It is decided which comparison value to use among the comparison values calculated by the comparison value calculation unit 63, and the judgment is made on an instantaneous (one-time) basis and on a trend in a time series.
- the multiple data determining unit 62b is a part that determines abnormality/normality etc. as a whole by combining data measured by the sensor 120 and external data such as load and rolling speed. Similar to the single data judgment unit 62a, it is decided which comparison value to use among the comparison values calculated by the comparison value calculation unit 63, and the judgment is made based on instantaneous (one-time) judgment and trends in the time series. make a judgment.
- the processing unit 64 processes the results of the judgments made by the single data judgment unit 62a and the multiple data judgment unit 62b, compares the measured data with a threshold value, and takes countermeasures such as reducing the rolling speed if a deviation occurs. It performs processing such as calculating and displaying operator guidance on the display device 70, outputting an alarm, calculating a correction amount for optimization of control, and outputting a countermeasure processing signal to the operation control unit 65.
- the display device 70 is a display device such as a display, or an audio device such as an alarm, and is used to inform the operator of countermeasures when it is determined that a rolling abnormality has occurred, for example.
- a display is often used.
- the operator can check the rolling state of the metal material 5 by visually observing the display screen of the display device 70, each stand itself, and between each stand.
- control device 60 is not limited to automatically informing the operator of the occurrence of a rolling abnormality and performing an operation to improve the rolling abnormality that has occurred, but it may also be a form that only displays the information on the display device 70 or a form that does not display the information on the display device 70. It is possible to omit this and simply perform the operation to improve the rolling abnormality automatically by the control device 60.
- control device 60 is exemplified as a device that controls the operation of the rolling equipment 1, it is not limited to this form, and may also be any one of a mobile terminal such as a smartphone or a tablet, or even an edge PC. It can be more than that.
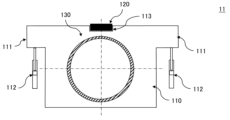
- FIG. 3 is a diagram showing the schematic configuration of the roll unit of the example
- FIG. 4 is a diagram showing the schematic configuration of the roll unit when viewed from the rolling direction
- FIG. 5 is a diagram showing the schematic configuration of the roll unit when viewed from the direction perpendicular to the rolling direction.
- the upper work roll unit 11 of the F1 stand 10 is illustrated as a representative example, but the structures of other lower work roll units 12, upper reinforcing roll units 13, lower reinforcing roll units 14, etc. are also the same. Since they are substantially the same, the details will be omitted.
- the upper work roll unit 11 shown in FIGS. 3 to 5 includes a roll 100, a chock 110 provided on the drive side and an operation side of the roll 100, a sensor 120, and a sensor 120 provided inside the chock 110 to rotate the roll 100 on its axis. It is configured by a bearing 130 etc. that can be supported.
- the sensor 120 is provided inside a recess 113 provided on the surface of the chock 110 on the surface of each of the chock 110 on the drive side and the operation side, at a position that can be visually recognized from the outside, and is located at a position that is visible from the outside. Get information.
- a part of the sensor 120 is shown as an example protruding from the surface of the chock 110 around the recess 113, even if the entire part is provided at a position deeper than the recess 113 on the surface of the chock 110. Alternatively, the entire portion may protrude from the surface of the chock 110.
- the sensor 120 includes a sensing section 121, an amplifier 122, a storage device (memory) 123, a transmitter 124, a power source 125, and the like.
- this sensor 120 has a package specification in which the configuration of the sensing parts 121 and the like is modularized as required, and is used in the event of replacement of the power supply 125, failure of the sensor 120, or the upper work roll unit 11 itself. It is desirable that the parts can be replaced all at once. This makes it possible to simply replace the module with a new module, making the replacement work extremely easy. Further, it is more desirable that the device be integrated with various types of covers such as waterproof and dustproof, which can improve the accuracy of data acquisition and reduce the failure probability of the device.
- the measurement timing of the sensing unit 121 can be determined by a time stamp or the like.
- it since it can be synchronized with external data such as load and rolling speed, it becomes possible to compare and combine the data from the sensing section 121 mounted on the chock and other data. Therefore, it becomes possible to carry out more accurate examination.
- the sensing unit 121 includes any one of a displacement sensor that measures the vibration of the chock 110, a speed sensor, an acceleration sensor, a tilt angle sensor, a temperature sensor, a strain gauge, a piezo element, a microphone, an acoustic emission sensor, a thermometer, etc. It is composed of various sensor members, one or a combination of two or more thereof, and can be added or deleted as appropriate according to the data to be measured. For example, if a thermometer is provided, it can be determined during vibration analysis whether there is an effect due to temperature, such as a gap becoming smaller due to expansion due to temperature rise.
- the amplifier 122 is a part that amplifies the data measured by the sensing unit 121 as necessary, and outputs the amplified sensor data to the storage device 123 or to an external storage device via the transmitter 124. do.
- the storage device 123 is composed of a memory or the like that stores measurement results from the sensing unit 121 for a certain period of time. As a result, even if measurement data cannot be transmitted externally during measurement, the information can be stored and reviewed later. Furthermore, even if it is difficult to transmit data wirelessly, the data can be retrieved externally.
- the transmitter 124 directly transmits the measurement results measured by the sensing unit 121 and amplified by the amplifier 122 as necessary, or transmits the measurement results temporarily stored in the storage device 123 to an externally connected device such as the control device 60. It is an output device.
- This transmitter 124 may have a wireless connection or a wired connection, and is not particularly limited.
- the power source 125 is a means for supplying driving power to the sensing unit 121 and the like. This allows data to be collected for a certain period of time without an external power supply. Further, there is no need to supply power from an external power source, and a configuration more suitable for integrated packaging can be achieved.
- This power source 125 may have a rechargeable configuration or a non-chargeable configuration, and is not particularly limited. If charging is possible, charging may be done by wired or wireless method, and is not particularly limited. Moreover, it may be possible to generate electricity by vibration or temperature, and there is no particular limitation. This allows the battery to be used continuously without having to be replaced, thereby further reducing the frequency of battery replacement and further improving productivity.
- FIG. 6 is a diagram showing a schematic configuration of another form of the roll unit when viewed from the rolling direction
- FIG. 7 is a diagram showing a schematic configuration of another form of the roll unit when viewed from a direction perpendicular to the rolling direction
- FIG. 8 is a diagram showing a schematic configuration of still another form of the roll unit when viewed from the rolling direction
- FIG. 9 is a diagram showing a schematic configuration of still another form of the roll unit when viewed from a direction perpendicular to the rolling direction. It is a diagram.
- the senor 120A is a recess 113A provided on the surface of the chock 110A on each of the driving side and operation side chocks 110A. It is provided in a visible position, and is provided outside the outer wall surface of the housing 15 in the central axis direction of the housing 15.
- the chock 110A has a collar portion 111 that protrudes from both sides of the roll 100 in the radial direction.
- the roll equipment having the upper work roll unit 11A further includes a bending cylinder 112 that applies a vertical force to the collar portion 111.
- the sensor 120A is provided between each of the collar portions 111 and at a position away from the bearing 130, that is, at a position not in contact with the bearing 130.
- the senor 120B is a recess 113B provided in the surface of the chock 110A among the surfaces of each of the chocks 110B on the drive side and the operation side, and is visually visible from the outside. It is provided at a possible position, and is provided outside the outer wall surface of the housing 15 in the central axis direction of the housing 15.
- a part of the sensor 120B is provided at a position recessed from the surface of the chock 110B around the recess 113B, but at least a part of the sensor 120B protrudes from the surface of the chock 110A. You can leave it there.
- the senor 120B is provided outside the housing 15 in the axial direction and at a position away from the bearing 130, and is provided on the side surface of the chock 110B in the axial direction. .
- the sensors 120, 120A, 120B Information on its operating status can be measured.
- the roll replacement timing can be determined using the measured signals and data.
- the metal material 5 can be rolled by appropriately changing the operating conditions using the measured signals and data.
- the upper working roll unit 11, the lower working roll unit 12, the upper reinforcing roll unit 13, and the lower reinforcing roll unit 14 of the present embodiment described above include a roll 100 configured to be able to rotate around a rotation axis, and an axis of the roll 100.
- Chocks 110, 110A, 110B provided on the outside of both ends in the direction, and sensors 120, 120A, 120B provided on the surface of each of the chocks 110, 110A, 110B to acquire information regarding the chocks 110, 110A, 110B. It is equipped with.
- the sensors 120, 120A, 120B are provided on the surface of the chocks 110, 110A, 110B in this way, even if the surrounding structure is complex, if it is necessary to access the sensors 120, 120A, 120B by replacing them, etc. It is possible to easily access and work easily, and improve work efficiency.
- the sensor 120B is installed on the side surface in the axial direction of the chock 110B, so that the sensor 120B is not used when replacing the roll unit.
- the sensor 120 can be easily accessed.
- the sensors 120, 120A, 120B are recesses 113, 113A, 113B provided on the surface of the chocks 110, 110A, 110B, and are provided in positions where they can be seen from the outside, so that the roll unit cannot be placed inside the equipment. Since the sensors 120, 120A, and 120B do not interfere with other parts when installed in the sensor, less load is applied to the sensors 120, 120A, and 120B, and the probability of failure can be reduced.
- the sensors 120, 120A, 120B can acquire various information regarding the operating state by measuring the vibrations of the chocks 110, 110A, 110B.
- a bearing 130 is provided inside the chock 110A to rotatably support the roll 100, and the sensor 120A is provided at a position away from the bearing 130, so that the sensor 120A does not come into contact with the bearing 130. Therefore, the vibration of the entire device in which the roll unit is incorporated can be detected without being significantly influenced by the vibration of the bearing 130.
- the sensors 120, 120A, 120B are configured to be able to transmit the acquired information of the chocks 110, 110A, 110B to the outside via wireless or wire, so that data can be transmitted to the outside even during measurement. This makes it possible to change the operating conditions during operation to more appropriate conditions.
- the roll equipment includes an upper working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, a lower reinforcing roll unit 14, an upper working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, and a lower working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, a lower reinforcing roll unit 14,
- a housing 15 in which a reinforcing roll unit 14 is provided is provided, and the sensors 120A and 120B are provided outside the housing 15 in the axial direction, making them easier to access.
- the roll 100 is a roll 100 that rolls the metal material 5
- the chock 110A is a bending cylinder that has a collar portion 111 protruding from both sides of the roll 100 in the radial direction and applies a vertical force to the collar portion 111. 112, and the sensor 120A is provided between the respective brim portions 111, so that it can be placed in a position where it does not get in the way of the bending cylinder 112. Therefore, a load is less likely to be applied to the sensor 120A, reducing the possibility of failure. Can be suppressed.
- the sensors 120, 120A, 120B are recesses 113, 113A, 113B provided on the surface of the chocks 110, 110A, 110B, and are provided in positions where they can be seen from the outside, so that the chocks of other rolls can be easily detected. Since there is no interference with the sensors 120, 120A, and 120B, the load is less likely to be applied to the sensors 120, 120A, and 120B, and the probability of failure can be reduced.
- the sensor 120 when operating using the upper work roll unit 11, the lower work roll unit 12, the upper reinforcing roll unit 13, and the lower reinforcing roll unit 14, the sensor 120 measures information on the operating state. , abnormalities and roll defects can be detected early, the roll replacement cycle can be optimized, maintenance timing can be optimized, and the product can be used for a long period of time without problems, which is effective in improving quality control and productivity. .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Arrangements For Transmission Of Measured Signals (AREA)
Abstract
This roll unit comprises: a roll 100 configured to be capable of spinning about an axis of rotation; chocks 110, 110A and 110B respectively provided outward of both end portions, in an axial direction, of the roll 100; and sensors 120, 120A, 120B provided respectively on surfaces of the chocks 110, 110A and 110B, for acquiring information relating to the chocks 110, 110A and 110B. As a result, the present invention provides a roll unit equipped with a sensor that is easier to replace than in the past, roll equipment, a data measuring method, and a product manufacturing method.
Description
本発明は、ロールユニット、ロール設備、データ計測方法、および製品製造方法に関する。
The present invention relates to a roll unit, roll equipment, data measurement method, and product manufacturing method.
特許文献1には、少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、作業ロールの作業側ロールチョックおよび駆動側ロールチョックのそれぞれに発生する圧延方向の弾性歪を測定する歪測定手段、および測定された弾性歪に対応する作業ロールの作業側ロールチョックおよび駆動側ロールチョックのそれぞれに作用する圧延方向力に予め同定しておいた弾性歪と圧延方向力の関係式を用いて換算する歪換算手段を備えている、ことが記載されている。
Patent Document 1 discloses, in a rolling apparatus having at least a pair of upper and lower work rolls and a reinforcing roll, a strain measuring means for measuring elastic strain in the rolling direction generated in each of a work side roll chock and a drive side roll chock of a work roll; Strain conversion means that converts the measured elastic strain into the rolling direction force acting on each of the working side roll chock and the driving side roll chock of the work roll using a pre-identified relational expression between elastic strain and rolling direction force. It is stated that it has:
特許文献2には、ハウジングの内周面とバックアップロールの外周面との間に、4列円筒ころ軸受を組み込み、この4列円筒ころ軸受の軸方向端部に設けたつば輪の一部に、センサ装置を保持し、このセンサ装置は、温度及び振動を検出する為の検出部と、この検出部から取り出された出力信号を処理した後の信号を無線信号として発信する為の発信装置とを備え、つば輪と異なる部材である、抑え蓋の一部に、発信装置が発した無線信号を受ける為の受信装置の一部である受信アンテナを設ける、ことが記載されている。
Patent Document 2 discloses that a four-row cylindrical roller bearing is installed between the inner circumferential surface of the housing and the outer circumferential surface of the backup roll, and a part of the collar provided at the axial end of the four-row cylindrical roller bearing is , the sensor device includes a detection section for detecting temperature and vibration, and a transmitting device for transmitting the processed signal extracted from the detection section as a wireless signal. It is described that a receiving antenna, which is a part of a receiving device for receiving radio signals emitted by a transmitting device, is provided in a part of the restraining lid, which is a member different from the collar.
圧延工程で振動が発生すると、圧延材表面に縞模様が発生して表面品質の低下を招くとともに、圧延ロール表面に縞模様が発生してロール研削頻度の増加によるコストアップ、製造効率低下を引き起こすため、避けたいとの事情がある。特に、圧延荷重が高い高強度材・薄物の圧延では大きな圧延振動が発生しやすいため、振動を抑制、あるいはその振動を正確に計測することが望まれる。
When vibration occurs during the rolling process, striped patterns appear on the surface of the rolled material, leading to a decrease in surface quality.At the same time, striped patterns appear on the surface of the rolling rolls, which increases the frequency of roll grinding, which increases costs and reduces manufacturing efficiency. Therefore, there are circumstances that I would like to avoid. In particular, large rolling vibrations are likely to occur during rolling of high-strength materials and thin materials with high rolling loads, so it is desirable to suppress the vibrations or accurately measure the vibrations.
ロールユニットに生じている圧延方向の弾性歪を測定する従来技術として、例えば特許文献1に記載の技術がある。特許文献1では、作業ロールのチョックに形成した穴の底部に歪測定手段を挿入し、ボルトによって穴を塞いで固定する構成が開示されている。
As a conventional technique for measuring elastic strain in the rolling direction occurring in a roll unit, there is, for example, a technique described in Patent Document 1. Patent Document 1 discloses a configuration in which a strain measuring means is inserted into the bottom of a hole formed in a chock of a work roll, and the strain measuring means is fixed by closing the hole with a bolt.
また特許文献2には、4列円筒ころ軸受の軸方向端部のつば輪に温度又は振動を検出するセンサ装置を備えることが開示されている。
Further, Patent Document 2 discloses that a collar ring at an axial end of a four-row cylindrical roller bearing is provided with a sensor device that detects temperature or vibration.
一般的な圧延機では、圧延ロールはロールユニットと呼ばれ、軸受箱と一緒に定期的に交換される。このため、圧延時の振動を計測するため設置した、例えば有線式の振動加速度計などのセンサは、ロール交換のたびに取り外し・取り付けを実施する必要がある。なお、本発明では、ロールとチョックとが組み合わせた状態をロールユニットと呼ぶこととする。
In a typical rolling mill, the rolling rolls are called a roll unit and are replaced regularly together with the bearing box. Therefore, it is necessary to remove and attach a sensor, such as a wired vibration accelerometer, installed to measure vibration during rolling, each time the rolls are replaced. In the present invention, a combination of a roll and a chock is referred to as a roll unit.
しかし、センサがチョック内部や軸受に設けられていると、センサの周辺構造が複雑となるため、センサを交換する場合に時間を要することになるが、センサの設置に時間を要すると、その分だけ作業効率の低下に繋がる。
However, if the sensor is installed inside the chock or on the bearing, the structure around the sensor becomes complicated, and it takes time to replace the sensor. This only leads to a decrease in work efficiency.
このため、センサの取り外しをより容易にして、作業効率の向上を図ることが望まれる。
Therefore, it is desired to improve work efficiency by making it easier to remove the sensor.
本発明は、従来に比べて交換作業が容易なセンサを搭載したロールユニット、ロール設備、データ計測方法、および製品製造方法を提供する。
The present invention provides a roll unit equipped with a sensor that is easier to replace than conventional ones, roll equipment, a data measurement method, and a product manufacturing method.
本発明は、上記課題を解決する手段を複数含んでいるが、その一例を挙げるならば、回転軸を中心に自転可能に構成されたロールと、前記ロールの軸方向の両端部の外側に各々設けられたチョックと、各々の前記チョックの表面に設けられ、前記チョックに関する情報を取得するセンサと、を備えた。
The present invention includes a plurality of means for solving the above-mentioned problems. To give one example, a roll configured to be rotatable around a rotating shaft, and a A sensor is provided on the surface of each chock and acquires information regarding the chock.
本発明によれば、従来に比べて交換作業が容易なセンサを搭載することができる。上記した以外の課題、構成および効果は、以下の実施例の説明により明らかにされる。
According to the present invention, it is possible to mount a sensor that is easier to replace than conventional ones. Problems, configurations, and effects other than those described above will be made clear by the description of the following examples.
本発明のロールユニット、ロール設備、データ計測方法、および製品製造方法の実施例について図1乃至図9を用いて説明する。なお、本明細書で用いる図面において、同一のまたは対応する構成要素には同一、または類似の符号を付け、これらの構成要素については繰り返しの説明を省略する場合がある。
Examples of the roll unit, roll equipment, data measurement method, and product manufacturing method of the present invention will be described using FIGS. 1 to 9. In the drawings used in this specification, the same or corresponding components are given the same or similar symbols, and repeated description of these components may be omitted.
最初に、ロールユニットを備えたロール設備の全体構成や動作の制御主体の構成について図1および図2を用いて説明する。図1は実施例のロールユニットを備えたロール設備の概略構成を示す図、図2は実施例のロール設備における制御装置の制御ブロック図である。
First, the overall configuration of a roll facility equipped with a roll unit and the configuration of the main body controlling the operation will be described using FIGS. 1 and 2. FIG. 1 is a diagram showing a schematic configuration of a roll facility including a roll unit according to an embodiment, and FIG. 2 is a control block diagram of a control device in the roll facility according to an embodiment.
尚、以下の実施の形態では、本発明のロールユニットがロール設備に設けられる場合を例に説明するが、本発明のロールユニットの適用対象はロール設備だけでなく、チョックを持つロールセットを使用する設備、例えばエッジャー、レベラーガイドロール、ピンチロール等とすることができ、特に限定されない。
In the following embodiments, the case where the roll unit of the present invention is installed in roll equipment will be explained as an example, but the roll unit of the present invention is applicable not only to roll equipment but also to roll sets with chocks. Equipment such as edgers, leveler guide rolls, pinch rolls, etc. can be used, and there are no particular limitations.
図1に示す金属材5を圧延する圧延設備1は、F1スタンド10、F2スタンド20、F3スタンド30、F4スタンド40、制御装置60、表示装置70等を備えている。また、F1スタンド10、F2スタンド20、F3スタンド30、F4スタンド40、制御装置60,表示装置70とは、通信線(図示の都合上省略)により接続されている。
The rolling equipment 1 that rolls the metal material 5 shown in FIG. 1 includes an F1 stand 10, an F2 stand 20, an F3 stand 30, an F4 stand 40, a control device 60, a display device 70, and the like. Further, the F1 stand 10, the F2 stand 20, the F3 stand 30, the F4 stand 40, the control device 60, and the display device 70 are connected by communication lines (not shown for convenience of illustration).
なお、圧延設備1については、図1に示すような4つの圧延スタンドが設置されている形態に限られず、最低1スタンド以上であればよい。また、熱間圧延および冷間圧延のいずれであってもよく、特に限定されない。
Note that the rolling equipment 1 is not limited to the configuration in which four rolling stands are installed as shown in FIG. 1, but may be any number as long as it has at least one stand or more. Moreover, either hot rolling or cold rolling may be used, and there is no particular limitation.
F1スタンド10は、上作業ロールユニット11および下作業ロールユニット12、これら上作業ロールユニット11および下作業ロールユニット12にそれぞれ接触することで支持する上補強ロールユニット13、下補強ロールユニット14、これらを保持するハウジング15等、を備えている。なお、各作業ロールと各補強ロールとの間に、更に中間ロールを設けた6段の構成とすることができる。
The F1 stand 10 includes an upper work roll unit 11 and a lower work roll unit 12, an upper reinforcing roll unit 13 and a lower reinforcing roll unit 14 that are supported by contacting the upper working roll unit 11 and the lower working roll unit 12, respectively. It is equipped with a housing 15 etc. that holds the. It should be noted that a six-stage structure may be provided in which an intermediate roll is further provided between each work roll and each reinforcing roll.
F2スタンド20、F3スタンド30、F4スタンド40の各々は、F1スタンド10と略同じ構成であるため、詳細は省略する。
Each of the F2 stand 20, F3 stand 30, and F4 stand 40 has substantially the same configuration as the F1 stand 10, so details will be omitted.
図2に示すように、制御装置60は、測定データ収集部61、単一データ判断部62aおよび複数データ判断部62bを有する判断部62、比較値算出部63、処理部64、および圧延設備1内の各機器の動作を制御する動作制御部65等を備える。
As shown in FIG. 2, the control device 60 includes a measurement data collection section 61, a determination section 62 having a single data determination section 62a and a multiple data determination section 62b, a comparison value calculation section 63, a processing section 64, and a rolling equipment 1 It includes an operation control section 65 and the like that control the operation of each device within the device.
制御装置60は、後述する液晶ディスプレイ等の表示装置70や入力機器、記憶装置、CPU、メモリ、外部電源(有線・無線限られず)などを有するコンピュータで構成されるものとすることができ、1つのコンピュータで構成されるものとして別のコンピュータで構成されるものとしてもよく、特に限定されない。
The control device 60 can be composed of a computer having a display device 70 such as a liquid crystal display, which will be described later, an input device, a storage device, a CPU, a memory, an external power source (not limited to wired or wireless), etc. It may be configured by one computer or another computer, and is not particularly limited.
制御装置60による各機器の動作の制御や各機能は、記憶装置に記録された各種プログラムに基づき実行される。なお、制御装置60で実行される動作の制御処理は、1つのプログラムにまとめられていても、それぞれが複数のプログラムに別れていてもよく、それらの組み合わせでもよい。また、プログラムの一部または全ては専用ハードウェアで実現してもよく、モジュール化されていてもよい。
Control of the operation of each device and each function by the control device 60 is executed based on various programs recorded in the storage device. Note that the control processing of the operations executed by the control device 60 may be summarized into one program, each may be divided into a plurality of programs, or a combination thereof may be used. Further, part or all of the program may be realized by dedicated hardware or may be modularized.
以下、図2を用いて制御装置60の機能構成について説明する。
Hereinafter, the functional configuration of the control device 60 will be explained using FIG. 2.
測定データ収集部61は、後述する各々のチョック110,110A,110Bの表面に設けられたチョック110,110A,110Bに関する情報を取得するセンサ120により測定した各種データ及び関連するデータ、例えばタイミングデータ等を収集する。
The measurement data collection unit 61 collects various data measured by a sensor 120 that acquires information regarding the chocks 110, 110A, 110B provided on the surface of each of the chocks 110, 110A, 110B, which will be described later, and related data, such as timing data. Collect.
比較値算出部63は、後述する単一データ判断部62aや複数データ判断部62bにおける比較値を算出する。比較値は、例えば、圧延設備1を用いて圧延操業を行っているメーカや、圧延設備の製造業者の経験や実績の積み重ねにより取得した異常判断の値、それらを統計処理して求めた値、解析モデルに基づき計算した比較用の値、ディープラーニング等の機械学習により算出した比較用の値等、とすることができ、これに限定されない。
The comparison value calculation unit 63 calculates a comparison value in a single data determination unit 62a and a multiple data determination unit 62b, which will be described later. Comparison values include, for example, abnormality judgment values obtained from the accumulated experience and achievements of the manufacturer who conducts rolling operations using the rolling equipment 1, the rolling equipment manufacturer, the value obtained by statistical processing of these, It may be a value for comparison calculated based on an analytical model, a value for comparison calculated by machine learning such as deep learning, etc., but is not limited thereto.
判断部62のうち、単一データ判断部62aは、センサ120により測定したデータ毎に単一に異常/正常等を判断する部分である。比較値算出部63で算出された比較値のうち、どの比較値を使用するかを決め、判断は瞬間的(1回的)な判断と時間列における傾向判断を行う。
Of the determining unit 62, the single data determining unit 62a is a part that determines whether each data measured by the sensor 120 is abnormal/normal. It is decided which comparison value to use among the comparison values calculated by the comparison value calculation unit 63, and the judgment is made on an instantaneous (one-time) basis and on a trend in a time series.
判断部62のうち、複数データ判断部62bは、センサ120により測定したデータと、荷重、圧延速度等の外部データとを組み合わせて全体として異常/正常等を判断する部分である。単一データ判断部62aと同様に、比較値算出部63で算出された比較値のうち、どの比較値を使用するかを決め、判断は瞬間的(1回的)な判断と時間列における傾向判断を行う。
Of the determining unit 62, the multiple data determining unit 62b is a part that determines abnormality/normality etc. as a whole by combining data measured by the sensor 120 and external data such as load and rolling speed. Similar to the single data judgment unit 62a, it is decided which comparison value to use among the comparison values calculated by the comparison value calculation unit 63, and the judgment is made based on instantaneous (one-time) judgment and trends in the time series. make a judgment.
処理部64は、単一データ判断部62aや複数データ判断部62bでの判断の結果を処理し、例えば計測データと閾値と比較し、ズレが生じていれば圧延速度を下げる等といった対処策を求め、表示装置70に対してオペレータガイダンスに表示する、アラームを出力する、制御適正化のための補正量を算出して動作制御部65へ対処処理信号を出力する、などの処理を行う。
The processing unit 64 processes the results of the judgments made by the single data judgment unit 62a and the multiple data judgment unit 62b, compares the measured data with a threshold value, and takes countermeasures such as reducing the rolling speed if a deviation occurs. It performs processing such as calculating and displaying operator guidance on the display device 70, outputting an alarm, calculating a correction amount for optimization of control, and outputting a countermeasure processing signal to the operation control unit 65.
図1に戻り、表示装置70は、ディスプレイなどの表示機器や警報機などの音響機器であり、例えば圧延異常が発生していると判断したときに、その対処作業についてオペレータに対して伝えるための装置である場合は、ディスプレイが用いられることが多い。
Returning to FIG. 1, the display device 70 is a display device such as a display, or an audio device such as an alarm, and is used to inform the operator of countermeasures when it is determined that a rolling abnormality has occurred, for example. In the case of a device, a display is often used.
オペレータは、操業中、表示装置70の表示画面や各スタンド自体、各スタンド間を目視することで金属材5の圧延状態を確認することができる。
During operation, the operator can check the rolling state of the metal material 5 by visually observing the display screen of the display device 70, each stand itself, and between each stand.
なお、オペレータに圧延異常の発生を伝えるとともに発生した圧延異常を改善する操作を制御装置60により自動で行う形態に限られず、表示装置70に表示するのみの形態や、表示装置70への表示を省略して圧延異常を改善する操作を制御装置60により自動で行うのみの形態とすることができる。
Note that the control device 60 is not limited to automatically informing the operator of the occurrence of a rolling abnormality and performing an operation to improve the rolling abnormality that has occurred, but it may also be a form that only displays the information on the display device 70 or a form that does not display the information on the display device 70. It is possible to omit this and simply perform the operation to improve the rolling abnormality automatically by the control device 60.
なお、制御装置60は、圧延設備1の操業を制御する装置の場合を例示したが、この形態に限られず、他にはスマートフォンやタブレット等の携帯端末、更にはエッジPCのうちいずれか1つ以上とすることができる。
Although the control device 60 is exemplified as a device that controls the operation of the rolling equipment 1, it is not limited to this form, and may also be any one of a mobile terminal such as a smartphone or a tablet, or even an edge PC. It can be more than that.
次いで、図3乃至図5を用いて、本実施例のロールユニットの構成の詳細について説明する。図3は、実施例のロールユニットの概略構成を示す図、図4はロールユニットを圧延方向から見たときの概略構成を示す図、図5はロールユニットを圧延方向に垂直な方向から見たときの概略構成を示す図である。
Next, the details of the configuration of the roll unit of this embodiment will be explained using FIGS. 3 to 5. FIG. 3 is a diagram showing the schematic configuration of the roll unit of the example, FIG. 4 is a diagram showing the schematic configuration of the roll unit when viewed from the rolling direction, and FIG. 5 is a diagram showing the schematic configuration of the roll unit when viewed from the direction perpendicular to the rolling direction. FIG.
図3乃至図5では、代表してF1スタンド10の上作業ロールユニット11を例示するが、他の下作業ロールユニット12、上補強ロールユニット13、下補強ロールユニット14等の場合もその構造は略同一であり、その詳細は省略する。
In FIGS. 3 to 5, the upper work roll unit 11 of the F1 stand 10 is illustrated as a representative example, but the structures of other lower work roll units 12, upper reinforcing roll units 13, lower reinforcing roll units 14, etc. are also the same. Since they are substantially the same, the details will be omitted.
図3乃至図5に示す上作業ロールユニット11は、ロール100と、そのロール100の駆動側および操作側に設けられたチョック110、およびセンサ120、チョック110の内部に設けられ、ロール100を自転可能に支持する軸受130等により構成される。
The upper work roll unit 11 shown in FIGS. 3 to 5 includes a roll 100, a chock 110 provided on the drive side and an operation side of the roll 100, a sensor 120, and a sensor 120 provided inside the chock 110 to rotate the roll 100 on its axis. It is configured by a bearing 130 etc. that can be supported.
センサ120は、駆動側および操作側の各々のチョック110の表面のうち、チョック110の表面に設けられたくぼみ113の内側であって、外部から視認可能な位置に設けられており、チョック110に関する情報を取得する。
The sensor 120 is provided inside a recess 113 provided on the surface of the chock 110 on the surface of each of the chock 110 on the drive side and the operation side, at a position that can be visually recognized from the outside, and is located at a position that is visible from the outside. Get information.
センサ120のくぼみ113への固定方法については特に限定は無く、センサ120の表面に1つ以上設けられた凹部あるいは凸部と、くぼみ113に1つ以上設けられた凸部あるいは凹部との嵌め合い構造、ボルト留め、磁石、接着剤などの様々な固定方法を採用することができる。
There is no particular limitation on the method of fixing the sensor 120 to the recess 113, and one or more recesses or projections provided on the surface of the sensor 120 and one or more projections or recesses provided in the recess 113 fit together. Various fixing methods can be employed, such as structural, bolted, magnetic, adhesive, etc.
センサ120は、その一部がくぼみ113の周囲のチョック110の表面より突出している例を例示しているが、全部分がチョック110の表面のくぼみ113よりよりくぼんだ位置に設けられていても良いし、全部分がチョック110の表面より突出していても良い。
Although a part of the sensor 120 is shown as an example protruding from the surface of the chock 110 around the recess 113, even if the entire part is provided at a position deeper than the recess 113 on the surface of the chock 110. Alternatively, the entire portion may protrude from the surface of the chock 110.
例えば図3に示すように、駆動側のセンサ120と操作側のセンサ120とのいずれも備えている場合、振動モードが捻じれ等の3次元のケースも計測することができ、より多くのデータを収集できることから望ましい。
For example, as shown in FIG. 3, if both the drive-side sensor 120 and the operation-side sensor 120 are provided, it is possible to measure three-dimensional cases such as torsion in vibration mode, and more data can be obtained. This is desirable because it allows the collection of
センサ120は、センシング部121、アンプ122、記憶装置(メモリ)123、送信機124、電源125等から構成される。
The sensor 120 includes a sensing section 121, an amplifier 122, a storage device (memory) 123, a transmitter 124, a power source 125, and the like.
このセンサ120は、これらセンシング部121等のうち必要に応じた構成がモジュール化されたパッケージ仕様であることが望ましく、電源125の交換や、センサ120の故障の際、あるいは上作業ロールユニット11そのものを交換する際に一括で交換可能であることが望ましい。これにより、新しいモジュールに交換するだけ対応することができ、交換作業が非常に容易となる。また、防水や防塵などの各種カバーにより一体化していることがより望ましく、これによりデータの取得の精度の向上や、機器の故障確率を低下させることができる。
It is preferable that this sensor 120 has a package specification in which the configuration of the sensing parts 121 and the like is modularized as required, and is used in the event of replacement of the power supply 125, failure of the sensor 120, or the upper work roll unit 11 itself. It is desirable that the parts can be replaced all at once. This makes it possible to simply replace the module with a new module, making the replacement work extremely easy. Further, it is more desirable that the device be integrated with various types of covers such as waterproof and dustproof, which can improve the accuracy of data acquisition and reduce the failure probability of the device.
更に、このセンサ120は、センシング部121の計測タイミングが、タイムスタンプ等により計測タイミングがわかることが望ましい。この場合、荷重、圧延速度等の外部データと同期がとれるため、チョック搭載のセンシング部121のデータとその他のデータとを比較、組み合わせることができるようになる。従って、より精度の高い検討を行えるようになる。
Further, in this sensor 120, it is desirable that the measurement timing of the sensing unit 121 can be determined by a time stamp or the like. In this case, since it can be synchronized with external data such as load and rolling speed, it becomes possible to compare and combine the data from the sensing section 121 mounted on the chock and other data. Therefore, it becomes possible to carry out more accurate examination.
センシング部121は、チョック110の振動を計測する変位センサや、速度センサ、加速度センサ、傾斜角センサ、温度センサ、歪ゲージ、ピエゾ素子、マイク、アコースティックエミッションセンサ、温度計等のうち、いずれか1つ、あるいはそれらの2つ以上の組み合わせの各種センサ部材で構成され、測定したいデータに併せて適宜追加、削除が可能である。例えば、温度計が設けられている場合は、振動解析時に、例えば温度上昇による膨張で隙間が小さくなっている等温度による影響が生じているか否かも把握することができる。
The sensing unit 121 includes any one of a displacement sensor that measures the vibration of the chock 110, a speed sensor, an acceleration sensor, a tilt angle sensor, a temperature sensor, a strain gauge, a piezo element, a microphone, an acoustic emission sensor, a thermometer, etc. It is composed of various sensor members, one or a combination of two or more thereof, and can be added or deleted as appropriate according to the data to be measured. For example, if a thermometer is provided, it can be determined during vibration analysis whether there is an effect due to temperature, such as a gap becoming smaller due to expansion due to temperature rise.
アンプ122は、センシング部121で測定されたデータを必要に応じて増幅する部分であり、増幅したセンサデータを記憶装置123に対して、あるいは送信機124を介して外部の記憶装置に対して出力する。
The amplifier 122 is a part that amplifies the data measured by the sensing unit 121 as necessary, and outputs the amplified sensor data to the storage device 123 or to an external storage device via the transmitter 124. do.
記憶装置123は、センシング部121での測定結果を一定期間蓄積するメモリなどで構成される。これにより、計測中に外部に測定データを送信できなくとも、情報を蓄えておけば後から検討できる。また、無線でのデータ送信が困難な場合でも、データを外部に取り出すことができる。
The storage device 123 is composed of a memory or the like that stores measurement results from the sensing unit 121 for a certain period of time. As a result, even if measurement data cannot be transmitted externally during measurement, the information can be stored and reviewed later. Furthermore, even if it is difficult to transmit data wirelessly, the data can be retrieved externally.
送信機124は、センシング部121で測定され、必要に応じてアンプ122で増幅された測定結果を直接、あるいは記憶装置123に一時的に記憶された測定結果を制御装置60等の外部接続機器へ出力する装置である。この送信機124は、無線接続でも有線接続でもよく、特に限定されない。
The transmitter 124 directly transmits the measurement results measured by the sensing unit 121 and amplified by the amplifier 122 as necessary, or transmits the measurement results temporarily stored in the storage device 123 to an externally connected device such as the control device 60. It is an output device. This transmitter 124 may have a wireless connection or a wired connection, and is not particularly limited.
電源125は、センシング部121等に駆動用などの電力を供給する手段である。これにより、ある程度の時間、外部からの電源供給無しに、データを採取することができるようになる。また、外部電源からの供給が必要でなくなり、より一体パッケージ化に適した構成とすることができる。
The power source 125 is a means for supplying driving power to the sensing unit 121 and the like. This allows data to be collected for a certain period of time without an external power supply. Further, there is no need to supply power from an external power source, and a configuration more suitable for integrated packaging can be achieved.
この電源125は充電可能な構成であっても充電が不可能な構成であってもよく、特に限定されない。充電可能である場合は、充電は有線あるいは無線のいずれの方式であってもよく、特に限定されない。また、振動や温度により発電可能であってもよく、特に限定されない。これにより、バッテリーを交換することなく使い続けることができるため、交換頻度をより減らすことができ、更なる生産性の向上を図ることができる。
This power source 125 may have a rechargeable configuration or a non-chargeable configuration, and is not particularly limited. If charging is possible, charging may be done by wired or wireless method, and is not particularly limited. Moreover, it may be possible to generate electricity by vibration or temperature, and there is no particular limitation. This allows the battery to be used continuously without having to be replaced, thereby further reducing the frequency of battery replacement and further improving productivity.
次いで、ロールユニットの他の形態について図6以降を用いて説明する。図6はロールユニットの他の形態を圧延方向から見たときの概略構成を示す図、図7はロールユニットの他の形態を圧延方向に垂直な方向から見たときの概略構成を示す図、図8はロールユニットの更に他の形態を圧延方向から見たときの概略構成を示す図、図9はロールユニットの更に他の形態を圧延方向に垂直な方向から見たときの概略構成を示す図である。
Next, other forms of the roll unit will be explained using FIG. 6 and subsequent figures. FIG. 6 is a diagram showing a schematic configuration of another form of the roll unit when viewed from the rolling direction, FIG. 7 is a diagram showing a schematic configuration of another form of the roll unit when viewed from a direction perpendicular to the rolling direction, FIG. 8 is a diagram showing a schematic configuration of still another form of the roll unit when viewed from the rolling direction, and FIG. 9 is a diagram showing a schematic configuration of still another form of the roll unit when viewed from a direction perpendicular to the rolling direction. It is a diagram.
図6および図7に示す上作業ロールユニット11Aのうち、センサ120Aは、駆動側および操作側の各々のチョック110Aの表面のうち、チョック110Aの表面に設けられたくぼみ113Aであって、外部から視認可能な位置に設けられており、ハウジング15の外側外壁面よりもハウジング15の中心軸方向の外側に設けられている。
In the upper work roll unit 11A shown in FIGS. 6 and 7, the sensor 120A is a recess 113A provided on the surface of the chock 110A on each of the driving side and operation side chocks 110A. It is provided in a visible position, and is provided outside the outer wall surface of the housing 15 in the central axis direction of the housing 15.
また、チョック110Aは、ロール100の径方向の両側に突き出したつば部111を有する。更に、上作業ロールユニット11Aを有するロール設備では、このつば部111に鉛直方向の力を付与するベンディングシリンダ112を更に備えている。そのうえで、センサ120Aは、各々のつば部111の間であり、軸受130から離れた位置、すなわち軸受130に非接触の位置に設けられている。
Furthermore, the chock 110A has a collar portion 111 that protrudes from both sides of the roll 100 in the radial direction. Further, the roll equipment having the upper work roll unit 11A further includes a bending cylinder 112 that applies a vertical force to the collar portion 111. Moreover, the sensor 120A is provided between each of the collar portions 111 and at a position away from the bearing 130, that is, at a position not in contact with the bearing 130.
図8および図9に示す上作業ロールユニット11Bでは、センサ120Bは、駆動側および操作側の各々のチョック110Bの表面のうち、チョック110Aの表面に設けられたくぼみ113Bであって、外部から視認可能な位置に設けられており、ハウジング15の外側外壁面よりもハウジング15の中心軸方向の外側に設けられている。
In the upper work roll unit 11B shown in FIGS. 8 and 9, the sensor 120B is a recess 113B provided in the surface of the chock 110A among the surfaces of each of the chocks 110B on the drive side and the operation side, and is visually visible from the outside. It is provided at a possible position, and is provided outside the outer wall surface of the housing 15 in the central axis direction of the housing 15.
図8および図9では、センサ120Bは、その一部がくぼみ113Bの周囲のチョック110Bの表面よりくぼんだ位置に設けられている例を例示しているが、少なくとも一部分がチョック110Aの表面より突出していても良い。
In FIGS. 8 and 9, a part of the sensor 120B is provided at a position recessed from the surface of the chock 110B around the recess 113B, but at least a part of the sensor 120B protrudes from the surface of the chock 110A. You can leave it there.
また、上作業ロールユニット11Bでは、センサ120Bは、ハウジング15よりも軸方向の外側であり、かつ軸受130から離れた位置に設けられているとともに、チョック110Bの軸方向の側面に設けられている。
Further, in the upper work roll unit 11B, the sensor 120B is provided outside the housing 15 in the axial direction and at a position away from the bearing 130, and is provided on the side surface of the chock 110B in the axial direction. .
なお、くぼみ113,113A,113Bがチョック110,110A,110Bの表面に露出しており、外部から視認可能である形態について説明したが、汚れ防止の蓋などを設けて外部から直接視認可能でない形態としてもよい。
Although we have described a form in which the recesses 113, 113A, and 113B are exposed on the surface of the chocks 110, 110A, and 110B and are visible from the outside, there is also a form in which the recesses 113, 113A, and 113B are not directly visible from the outside by providing a lid to prevent dirt. You can also use it as
このような上作業ロールユニット11,11A,11B、下作業ロールユニット12、上補強ロールユニット13、下補強ロールユニット14を用いて金属材5を圧延操業する際に、センサ120、120A,120Bによりその操業状態の情報を計測することができる。
When rolling the metal material 5 using such upper work roll units 11, 11A, 11B, lower work roll unit 12, upper reinforcing roll unit 13, and lower reinforcing roll unit 14, the sensors 120, 120A, 120B Information on its operating status can be measured.
また、計測した信号やデータを用いて、ロールの交換タイミングを判定することができる。
Additionally, the roll replacement timing can be determined using the measured signals and data.
さらに、計測した信号やデータを用いて操業条件を適宜変更し、金属材5を圧延することができる。
Furthermore, the metal material 5 can be rolled by appropriately changing the operating conditions using the measured signals and data.
次に、本実施例の効果について説明する。
Next, the effects of this embodiment will be explained.
上述した本実施例の上作業ロールユニット11、下作業ロールユニット12、上補強ロールユニット13、下補強ロールユニット14は、回転軸を中心に自転可能に構成されたロール100と、ロール100の軸方向の両端部の外側に各々設けられたチョック110,110A,110Bと、各々のチョック110,110A,110Bの表面に設けられ、チョック110,110A,110Bに関する情報を取得するセンサ120,120A,120Bと、を備えている。
The upper working roll unit 11, the lower working roll unit 12, the upper reinforcing roll unit 13, and the lower reinforcing roll unit 14 of the present embodiment described above include a roll 100 configured to be able to rotate around a rotation axis, and an axis of the roll 100. Chocks 110, 110A, 110B provided on the outside of both ends in the direction, and sensors 120, 120A, 120B provided on the surface of each of the chocks 110, 110A, 110B to acquire information regarding the chocks 110, 110A, 110B. It is equipped with.
このようにセンサ120,120A,120Bがチョック110,110A,110Bの表面に設けられているため、周辺構造が複雑であっても、センサ120,120A,120Bの交換等によりアクセスする必要がある場合に容易にアクセスできるとともに作業が容易となり、作業効率の向上を図ることができる。
Since the sensors 120, 120A, 120B are provided on the surface of the chocks 110, 110A, 110B in this way, even if the surrounding structure is complex, if it is necessary to access the sensors 120, 120A, 120B by replacing them, etc. It is possible to easily access and work easily, and improve work efficiency.
また、チョック110Bの側面は、ロールユニットを設備内に設置した後も外部に露出しているので、センサ120Bは、チョック110Bの軸方向の側面に設けられたことにより、ロールユニットの交換時以外でもセンサ120に容易にアクセスすることができるようになる。
In addition, since the side surface of the chock 110B is exposed to the outside even after the roll unit is installed in the equipment, the sensor 120B is installed on the side surface in the axial direction of the chock 110B, so that the sensor 120B is not used when replacing the roll unit. However, the sensor 120 can be easily accessed.
更に、センサ120,120A,120Bは、チョック110,110A,110Bの表面に設けられたくぼみ113,113A,113Bであって、外部から視認可能な位置に設けられたことで、ロールユニットを設備内に設置した際に他の部分と干渉することがないので、センサ120,120A,120Bに負荷がかかりにくく、故障確率を低下させることができる。
Furthermore, the sensors 120, 120A, 120B are recesses 113, 113A, 113B provided on the surface of the chocks 110, 110A, 110B, and are provided in positions where they can be seen from the outside, so that the roll unit cannot be placed inside the equipment. Since the sensors 120, 120A, and 120B do not interfere with other parts when installed in the sensor, less load is applied to the sensors 120, 120A, and 120B, and the probability of failure can be reduced.
また、センサ120,120A,120Bは、チョック110,110A,110Bの振動を計測することにより、操業状態に関する様々な情報を取得することができる。
Further, the sensors 120, 120A, 120B can acquire various information regarding the operating state by measuring the vibrations of the chocks 110, 110A, 110B.
更に、チョック110Aの内部に設けられ、ロール100を自転可能に支持する軸受130を更に備え、センサ120Aは、軸受130から離れた位置に設けられたことで、センサ120Aが軸受130と接触することを避けられるため、軸受130の振動の影響を大きく受けることなく、ロールユニットが組み込まれた装置全体の振動を検出することができる。
Furthermore, a bearing 130 is provided inside the chock 110A to rotatably support the roll 100, and the sensor 120A is provided at a position away from the bearing 130, so that the sensor 120A does not come into contact with the bearing 130. Therefore, the vibration of the entire device in which the roll unit is incorporated can be detected without being significantly influenced by the vibration of the bearing 130.
また、センサ120,120A,120Bは、取得したチョック110,110A,110Bの情報を外部へ無線又は有線で送信可能に構成されたことにより、計測中であっても外部にデータの送信を実行することができ、操業中の操業条件をより適切な条件に変更することができるようになる。
In addition, the sensors 120, 120A, 120B are configured to be able to transmit the acquired information of the chocks 110, 110A, 110B to the outside via wireless or wire, so that data can be transmitted to the outside even during measurement. This makes it possible to change the operating conditions during operation to more appropriate conditions.
更に、ロール設備が、上作業ロールユニット11、下作業ロールユニット12、上補強ロールユニット13、下補強ロールユニット14と、上作業ロールユニット11、下作業ロールユニット12、上補強ロールユニット13、下補強ロールユニット14が設けられたハウジング15と、を備え、センサ120A,120Bは、ハウジング15よりも軸方向の外側に設けられたことで、よりアクセスが容易となる。
Further, the roll equipment includes an upper working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, a lower reinforcing roll unit 14, an upper working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, and a lower working roll unit 11, a lower working roll unit 12, an upper reinforcing roll unit 13, a lower reinforcing roll unit 14, A housing 15 in which a reinforcing roll unit 14 is provided is provided, and the sensors 120A and 120B are provided outside the housing 15 in the axial direction, making them easier to access.
また、ロール100は金属材5を圧延するロール100であり、チョック110Aは、ロール100の径方向の両側に突き出したつば部111を有し、つば部111に鉛直方向の力を付与するベンディングシリンダ112を更に備え、センサ120Aは、各々のつば部111の間に設けられたことにより、ベンディングシリンダ112の邪魔にならない位置に配置することができるので、センサ120Aに負荷がかかりにくく、故障をより抑制することができる。
Further, the roll 100 is a roll 100 that rolls the metal material 5, and the chock 110A is a bending cylinder that has a collar portion 111 protruding from both sides of the roll 100 in the radial direction and applies a vertical force to the collar portion 111. 112, and the sensor 120A is provided between the respective brim portions 111, so that it can be placed in a position where it does not get in the way of the bending cylinder 112. Therefore, a load is less likely to be applied to the sensor 120A, reducing the possibility of failure. Can be suppressed.
更に、センサ120,120A,120Bは、チョック110,110A,110Bの表面に設けられたくぼみ113,113A,113Bであって、外部から視認可能な位置に設けられたことで、他のロールのチョックに干渉することがないので、センサ120,120A,120Bに負荷がかかりにくく、故障確率を低下させることができる。
Furthermore, the sensors 120, 120A, 120B are recesses 113, 113A, 113B provided on the surface of the chocks 110, 110A, 110B, and are provided in positions where they can be seen from the outside, so that the chocks of other rolls can be easily detected. Since there is no interference with the sensors 120, 120A, and 120B, the load is less likely to be applied to the sensors 120, 120A, and 120B, and the probability of failure can be reduced.
また、データ計測方法では、上作業ロールユニット11、下作業ロールユニット12、上補強ロールユニット13、下補強ロールユニット14を用いて操業する際に、センサ120により操業状態の情報を計測することにより、異常、ロール不具合を早期に検知することができ、ロール交換周期の適正化、メンテナンスタイミングの適正化、問題が起きない範囲で長く使うことができるため、品質管理、生産性向上に効果がある。
In addition, in the data measurement method, when operating using the upper work roll unit 11, the lower work roll unit 12, the upper reinforcing roll unit 13, and the lower reinforcing roll unit 14, the sensor 120 measures information on the operating state. , abnormalities and roll defects can be detected early, the roll replacement cycle can be optimized, maintenance timing can be optimized, and the product can be used for a long period of time without problems, which is effective in improving quality control and productivity. .
更に、製品製造方法では、上述のデータ計測方法により計測された情報を用いて操業条件を必要に応じて調整することで、製品の品質を高めたり、生産量を増やしたりすることができる。
Furthermore, in the product manufacturing method, by adjusting the operating conditions as necessary using the information measured by the data measurement method described above, it is possible to improve the quality of the product and increase the production amount.
<その他>
なお、本発明は上記の実施例に限られず、種々の変形、応用が可能なものである。上述した実施例は本発明を分かりやすく説明するために詳細に説明したものであり、必ずしも説明した全ての構成を備えるものに限定されない。 <Others>
Note that the present invention is not limited to the above-described embodiments, and various modifications and applications are possible. The embodiments described above are described in detail to explain the present invention in an easy-to-understand manner, and the present invention is not necessarily limited to having all the configurations described.
なお、本発明は上記の実施例に限られず、種々の変形、応用が可能なものである。上述した実施例は本発明を分かりやすく説明するために詳細に説明したものであり、必ずしも説明した全ての構成を備えるものに限定されない。 <Others>
Note that the present invention is not limited to the above-described embodiments, and various modifications and applications are possible. The embodiments described above are described in detail to explain the present invention in an easy-to-understand manner, and the present invention is not necessarily limited to having all the configurations described.
1…圧延設備
5…金属材
10…F1スタンド
11,11A,11B…上作業ロールユニット
12…下作業ロールユニット
13…上補強ロールユニット
14…下補強ロールユニット
15…ハウジング
20…F2スタンド
30…F3スタンド
40…F4スタンド
60…制御装置
61…測定データ収集部
62…判断部
62a…単一データ判断部
62b…複数データ判断部
63…比較値算出部
64…処理部
65…動作制御部
70…表示装置
100…ロール
110,110A,110B…チョック
111…つば部
112…ベンディングシリンダ
113,113A,113B…くぼみ
120,120A,120B…センサ
121…センシング部
122…アンプ
123…記憶装置
124…送信機
125…電源
130…軸受 1...Rolling equipment 5... Metal material 10... F1 stand 11, 11A, 11B... Upper work roll unit 12... Lower work roll unit 13... Upper reinforcing roll unit 14... Lower reinforcing roll unit 15... Housing 20... F2 stand 30... F3 Stand 40...F4 stand 60...Control device 61...Measurement data collection section 62...Judgment section 62a...Single data judgment section 62b...Multiple data judgment section 63...Comparison value calculation section 64...Processing section 65...Operation control section 70...Display Device 100... Rolls 110, 110A, 110B...Chock 111...Brim portion 112...Bending cylinder 113, 113A, 113B... Indentation 120, 120A, 120B...Sensor 121...Sensing section 122...Amplifier 123...Storage device 124...Transmitter 125... Power supply 130...Bearing
5…金属材
10…F1スタンド
11,11A,11B…上作業ロールユニット
12…下作業ロールユニット
13…上補強ロールユニット
14…下補強ロールユニット
15…ハウジング
20…F2スタンド
30…F3スタンド
40…F4スタンド
60…制御装置
61…測定データ収集部
62…判断部
62a…単一データ判断部
62b…複数データ判断部
63…比較値算出部
64…処理部
65…動作制御部
70…表示装置
100…ロール
110,110A,110B…チョック
111…つば部
112…ベンディングシリンダ
113,113A,113B…くぼみ
120,120A,120B…センサ
121…センシング部
122…アンプ
123…記憶装置
124…送信機
125…電源
130…軸受 1...
Claims (11)
- 回転軸を中心に自転可能に構成されたロールと、
前記ロールの軸方向の両端部の外側に各々設けられたチョックと、
各々の前記チョックの表面に設けられ、前記チョックに関する情報を取得するセンサと、を備えた
ロールユニット。 A roll configured to be able to rotate around a rotation axis,
chocks provided on the outer sides of both ends of the roll in the axial direction;
A roll unit comprising: a sensor provided on the surface of each of the chocks to acquire information regarding the chocks. - 請求項1に記載のロールユニットにおいて、
前記センサは、前記チョックの前記軸方向の側面に設けられた
ロールユニット。 The roll unit according to claim 1,
The sensor is provided on a side surface of the chock in the axial direction. - 請求項1又は2に記載のロールユニットにおいて、
前記センサは、前記チョックの前記表面に設けられたくぼみであって、外部から視認可能な位置に設けられた
ロールユニット。 The roll unit according to claim 1 or 2,
The sensor is a recess provided on the surface of the chock, and is provided at a position that is visible from the outside. Roll unit. - 請求項1又は2に記載のロールユニットにおいて、
前記センサは、前記チョックの振動を計測する
ロールユニット。 The roll unit according to claim 1 or 2,
The sensor measures vibrations of the chock of the roll unit. - 請求項4に記載のロールユニットにおいて、
前記チョックの内部に設けられ、前記ロールを自転可能に支持する軸受を更に備え、
前記センサは、前記軸受から離れた位置に設けられた
ロールユニット。 The roll unit according to claim 4,
further comprising a bearing provided inside the chock and rotatably supporting the roll;
The sensor is provided at a position remote from the bearing. - 請求項1又は2に記載のロールユニットにおいて、
前記センサは、取得した前記チョックの情報を外部へ無線又は有線で送信可能に構成された
ロールユニット。 The roll unit according to claim 1 or 2,
The sensor is configured to be able to transmit the acquired chock information to the outside by wireless or wired. Roll unit. - 請求項1又は2に記載のロールユニットと、
前記ロールユニットが設けられたハウジングと、を備え、
前記センサは、前記ハウジングよりも前記軸方向の外側に設けられた
ロール設備。 The roll unit according to claim 1 or 2,
A housing provided with the roll unit,
The sensor is provided outside the housing in the axial direction. Roll equipment. - 請求項7に記載のロール設備において、
前記ロールは金属材を圧延するロールであり、
前記チョックは、前記ロールの径方向の両側に突き出したつば部を有し、
前記つば部に鉛直方向の力を付与するベンディングシリンダを更に備え、
前記センサは、各々の前記つば部の間に設けられた
ロール設備。 The roll equipment according to claim 7,
The roll is a roll for rolling a metal material,
The chock has a collar protruding from both sides of the roll in the radial direction,
further comprising a bending cylinder that applies vertical force to the collar,
The sensor is provided between each of the collar parts. Roll equipment. - 請求項8に記載のロール設備において、
前記センサは、前記チョックの前記表面に設けられたくぼみであって、外部から視認可能な位置に設けられた
ロール設備。 The roll equipment according to claim 8,
The sensor is a recess provided on the surface of the chock, and is provided at a position that is visible from the outside. Roll equipment. - 請求項1又は2に記載のロールユニットを用いて操業する際に、前記センサにより操業状態の前記情報を計測する
データ計測方法。 A data measurement method, comprising: measuring the information on the operating state using the sensor when operating using the roll unit according to claim 1 or 2. - 請求項10に記載のデータ計測方法により計測された前記情報を用いて操業条件を必要に応じて調整する
製品製造方法。 A product manufacturing method, wherein operating conditions are adjusted as necessary using the information measured by the data measurement method according to claim 10.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/029652 WO2024028978A1 (en) | 2022-08-02 | 2022-08-02 | Roll unit, roll equipment, data measuring method, and product manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/029652 WO2024028978A1 (en) | 2022-08-02 | 2022-08-02 | Roll unit, roll equipment, data measuring method, and product manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024028978A1 true WO2024028978A1 (en) | 2024-02-08 |
Family
ID=89848639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/029652 WO2024028978A1 (en) | 2022-08-02 | 2022-08-02 | Roll unit, roll equipment, data measuring method, and product manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024028978A1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06339717A (en) * | 1993-05-31 | 1994-12-13 | Kawasaki Steel Corp | Method for controlling meandering of camber in hot rolling |
| JPH07306033A (en) * | 1994-05-11 | 1995-11-21 | Nippon Steel Corp | Roll profile measuring method and device |
| JPH08164403A (en) * | 1994-10-11 | 1996-06-25 | Nisshin Steel Co Ltd | Method for detecting defective supply of lubricant in single cross mill |
| JP2016107281A (en) * | 2014-12-03 | 2016-06-20 | Jfeスチール株式会社 | Fitting pedestal of sensor, and induction heating apparatus |
-
2022
- 2022-08-02 WO PCT/JP2022/029652 patent/WO2024028978A1/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06339717A (en) * | 1993-05-31 | 1994-12-13 | Kawasaki Steel Corp | Method for controlling meandering of camber in hot rolling |
| JPH07306033A (en) * | 1994-05-11 | 1995-11-21 | Nippon Steel Corp | Roll profile measuring method and device |
| JPH08164403A (en) * | 1994-10-11 | 1996-06-25 | Nisshin Steel Co Ltd | Method for detecting defective supply of lubricant in single cross mill |
| JP2016107281A (en) * | 2014-12-03 | 2016-06-20 | Jfeスチール株式会社 | Fitting pedestal of sensor, and induction heating apparatus |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4618125B2 (en) | Bearing management system | |
| US10697854B2 (en) | Rolling bearing fatigue state prediction device and rolling bearing fatigue state predicting method | |
| US9689777B2 (en) | Fault detection for bearings | |
| CN1827296B (en) | Device checking method for machine tool | |
| JP2003083352A (en) | Rolling bearing unit with senor | |
| EP3290895A1 (en) | Abnormality diagnosis system | |
| US10260991B2 (en) | Abnormality diagnosis system | |
| WO2019221251A1 (en) | Bearing state monitoring method and state monitoring device | |
| US20220332077A1 (en) | Device and method for monitoring a tablet press machine, preferably during continuous operation,by means of a measuring device attached to a press punch | |
| WO2024028978A1 (en) | Roll unit, roll equipment, data measuring method, and product manufacturing method | |
| JP6863972B2 (en) | Rotary cutting device with embedded monitoring unit | |
| CN110639964A (en) | Detection element main body structure for acquiring gap information between rolling mill housing and bearing seat in real time | |
| JPWO2007052504A1 (en) | Drive shaft damage diagnosis unit | |
| EP4375524A1 (en) | Sensor arrangement for measuring the load of a rolling bearing and method for calibrating the sensor arrangement | |
| CN111623105A (en) | Industrial robot RV reducer health degree quantitative evaluation method | |
| CN211202379U (en) | Cigarette equipment and fan detecting system thereof | |
| CN217889073U (en) | Real-time monitoring device for running state of two-roll mill | |
| CN118269270B (en) | Intelligent control system of automatic demolding device for plastic packaged product | |
| US20240159623A1 (en) | Vibration diagnosis device | |
| CN118836160A (en) | Monitoring method, monitoring system and vacuum pump | |
| US20240210278A1 (en) | Rolling bearing abnormality detection device and rolling bearing abnormality detection method | |
| CN117848723A (en) | Online measuring method for load borne by large tapered roller bearing roller | |
| JP2018136863A (en) | Abnormality detection system | |
| KR101403663B1 (en) | Monitoring system for pass line roll and Controlling method of the Same | |
| UA79682C2 (en) | Method for monitoring fluctuations of load on the drive mechanism of a rolling mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22953967 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024538568 Country of ref document: JP Kind code of ref document: A |