WO2024024488A1 - 切削工具及び切削加工物の製造方法 - Google Patents
切削工具及び切削加工物の製造方法 Download PDFInfo
- Publication number
- WO2024024488A1 WO2024024488A1 PCT/JP2023/025526 JP2023025526W WO2024024488A1 WO 2024024488 A1 WO2024024488 A1 WO 2024024488A1 JP 2023025526 W JP2023025526 W JP 2023025526W WO 2024024488 A1 WO2024024488 A1 WO 2024024488A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- region
- facing
- holder
- outer region
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
Definitions
- the present disclosure relates to a method for manufacturing a holder, a cutting tool, and a cut workpiece, and more specifically, to a method for manufacturing a holder, a cutting tool, and a cut workpiece having two members.
- the holder described in Patent Document 1 As a holder for a cutting tool used when cutting a workpiece material, for example, the holder described in Patent Document 1 is known.
- the holder in the cutting tool described in Patent Document 1 is a holder consisting of two members, a first component and a second component.
- a holder has a rod shape extending from a first end to a second end along a reference axis, and includes a first member located on the first end side, and a holder located on the side of the first end. and a second member located on the second end side.
- the first member includes a first end surface located on the first end side, a second end surface located on the second end side, and a first end surface located between the first end surface and the second end surface. an upper surface, a first lower surface located on the opposite side of the first upper surface, a first lateral surface located between the first upper surface and the first lower surface, and from the second end surface to the second end side.
- the second member has a third end face located on the first end side and facing the second end face, and a hole into which the protrusion is inserted.
- the second end surface has a first convex portion extending toward the second end.
- the first convex portion has a first end surface facing the second end, and a first outer surface connected to the first end surface, and the third end surface faces the second end. It has a first concave portion that is concave toward the base.
- the first recess has a first bottom surface facing the first tip surface and a first inner surface facing the first outer surface.
- the first outer surface has a first outer region that faces the first lower surface and has a convex curved surface that protrudes toward the first inner surface.
- the first inner surface has a first inner region that abuts the first outer region.
- FIG. 2 is a perspective view of the holder shown in FIG. 1 viewed from direction A1.
- FIG. 3 is an exploded perspective view of the first member and second member shown in FIG. 2;
- FIG. 4 is a perspective view of the first member, second member, etc. shown in FIG. 3 as viewed from direction A2.
- FIG. 3 is a plan view of the first member viewed from the second end side.
- FIG. 7 is a plan view of the second member viewed from the first end side.
- 6 is a plan view of the first member viewed from the A3 direction shown in FIG. 5.
- FIG. 7 is an enlarged view of the first end side when the second member is viewed from the A3 direction shown in FIG. 6.
- FIG. 6 is a plan view of the first member viewed from the A4 direction shown in FIG. 5.
- FIG. 7 is an enlarged view of the first end side when the second member is viewed from the A4 direction shown in FIG. 6.
- FIG. 7 is an enlarged view corresponding to region B shown in FIGS. 5 and 6 in the XX cross section shown in FIG. 1.
- FIG. 7 is an enlarged view corresponding to region C shown in FIGS. 5 and 6 in the XX cross section shown in FIG. 1.
- FIG. It is a perspective view of a fixture.
- FIG. 6 is a plan perspective view of the first member and the second member before the fixture is inserted, seen from the A3 direction shown in FIG. 5.
- FIG. 6 is a plan perspective view of the first member and the second member before the fixture is inserted, viewed from the A4 direction shown in FIG. 5.
- FIG. FIG. 2 is a schematic explanatory diagram showing one step of a method for manufacturing a cut workpiece according to an embodiment.
- FIG. 2 is a schematic explanatory diagram showing one step of a method for manufacturing a cut workpiece according to an embodiment.
- FIG. 2 is a schematic explanatory diagram showing one step of a method for manufacturing a cut workpiece according to an embodiment.
- the above holder has high holding stability.
- each figure referred to below shows only the main members necessary for explaining each embodiment in a simplified manner. Therefore, the holder 1 of the present disclosure may include any component not shown in each referenced figure. Furthermore, the dimensions of the members in each figure do not faithfully represent the dimensions of the actual constituent members and the dimensional ratios of each member.
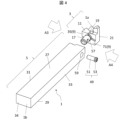
- the holder 1 of the present disclosure may have a rod shape extending from the first end 1a to the second end 1b along the reference axis O1, as shown in FIGS. 1 to 4.
- the reference axis O1 is an axis passing through the center of the holder 1.
- the first end 1a will be referred to as a front end 1a
- the second end 1b will be referred to as a rear end 1b.
- the holder 1 may include a first member 3 located closer to the tip 1a and a second member 5 located closer to the rear end 1b than the first member 3.
- the first member 3 may include a leading end 1a and the second member 5 may include a trailing end 1b.
- FIG. 1 is a plan view of the holder 1 viewed from above
- FIG. 2 is a perspective view of the holder 1 viewed from the A1 direction shown in FIG. 1
- FIG. 3 is a plan view of the holder 1 viewed from the A1 direction shown in FIG.
- FIG. 4 is a perspective view of the holder 1 shown in FIG. 3 viewed from the A2 direction, and shows a state in which the first member, the second member, and the fixture are disassembled. It is.
- the first member 3 has a first end surface 7 located on the front end 1a side, a second end surface 9 located on the rear end 1b side, and a first end surface 7 and a second end surface 9 located on the rear end 1b side.
- a first upper surface 11 located between the end surfaces 9, a first lower surface 13 located on the opposite side of the first upper surface 11, a first lateral surface 15 adjacent to the first upper surface 11, and a rear end from the second end surface 9. 1b, and a pocket 19 located on the tip 1a side and open at the first end surface 7, the first upper surface 11, and the first lateral surface 15.
- the first member 3 may have a second lateral surface 21 located on the opposite side to the first lateral surface 15.
- the first end surface 7, the first upper surface 11, the first lower surface 13, the first lateral surface 15, and the second lateral surface 21 may have a planar shape.
- the protrusion 17 may have a cylindrical shape extending along the central axis N3.
- the cylindrical shape does not necessarily have to be strictly cylindrical, and may have holes as shown in FIG.
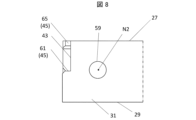
- the second member 5 has a third end surface 23 located on the side of the tip 1a and facing the second end surface 9, and a hole 25 into which the protrusion 17 is inserted. and may have. Hole portion 25 extends along central axis N4. By inserting the protrusion 17 into the hole 25, the first member 3 is positioned relative to the second member 5. Note that in order to make it easier for the protrusion 17 to be inserted into the hole 25, the inner diameter of the hole 25 is slightly larger than the outer diameter of the protrusion 17, that is, there is some "play" between the hole 25 and the protrusion 17. may be set.
- the second member 5 has a second upper surface 27 located next to the third end surface 23, a second lower surface 29 located on the opposite side of the second upper surface 27, and a second upper surface 27. and a third lateral surface 31 located between the second lower surface 29, a fourth lateral surface 33 located on the opposite side of the third lateral surface 31, and a fourth end surface 34 located on the opposite side of the third end surface 23. , may have.
- the second upper surface 27, the second lower surface 29, the third lateral surface 31, the fourth lateral surface 33, and the fourth end surface 34 may each be flat.
- the second upper surface 27 is parallel to the second lower surface 29, and the third lateral surface 31 is parallel to the fourth lateral surface 33.
- a virtual straight line passes through the center of the fourth end surface 34 and is parallel to the second upper surface 27, the second lower surface 29, the third lateral surface 31, and the fourth lateral surface 33.
- the directions in which the second upper surface 27, the second lower surface 29, the third lateral surface 31, and the fourth lateral surface 33 face are the first upper surface 11, the first lower surface 13, and the first lower surface 13, respectively.
- the direction may be the same as the direction in which the first lateral surface 15 and the second lateral surface 21 face.
- the direction in which the first upper surface 11 faces is the upper side
- the direction in which the first lower surface 13 faces is the lower side
- the direction in which the first lateral surface 15 faces is referred to as the front side
- the direction in which the second lateral surface 21 faces Let be the backside.
- the second end surface 9 may have a first convex portion 35 that protrudes toward the rear end 1b.
- the first convex portion 35 may have a first tip surface 37 facing toward the rear end 1b and a first outer surface 39 connected to the first tip surface 37.
- the first tip surface 37 has a planar shape, and the first outer surface 39 may be located closer to the tip 1a than the first tip surface 37 is.
- 5 is a plan view of the first member 3 viewed from the rear end 1b side
- FIG. 7 is a plan view of the first member 3 viewed from the front side
- FIG. 9 is a plan view of the first member 3 viewed from the rear side.
- the third end surface 23 may have a first recess 41 recessed toward the rear end 1b.
- the first recess 41 may have a first bottom surface 43 facing the first tip surface 37 and a first inner surface 45 facing the first outer surface 39 .
- the first bottom surface 43 may have a planar shape and face the tip 1a, and the first inner surface 45 may be located closer to the tip 1a than the first bottom surface 43.
- 6 is a plan view of the second member 5 seen from the tip 1a side
- FIG. 8 is a plan view of the second member 5 seen from the front side
- FIG. 10 is a plan view of the second member 5 seen from the back side. This is a plan view.
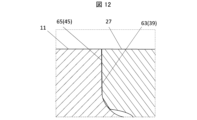
- FIGS. 11 and 12 are cross-sectional views of the holder 1 taken along the line XX in FIG. 1, etc.
- the XX cross section is a cross section that passes through the center portion of the first convex portion 35 in the direction in which the reference axis O1 extends and is perpendicular to the reference axis O1.
- FIG. 11 is an enlarged view corresponding to region B shown in FIGS. 5 and 6.
- FIG. 12 is an enlarged view corresponding to area C shown in FIGS. 5 and 6.
- the first outer surface 39 may have a first outer region 47 that faces the first lower surface 13 and has a convex curved surface that protrudes toward the first inner surface 45.
- the convex curved shape may be any convex curved shape that protrudes toward the first inner surface 45 in a cross section perpendicular to the reference axis O1, as shown in FIG.
- the first outer region 47 may be connected to the first lateral surface 15 .
- the entire downwardly facing surface of the first outer surface 39 may be composed of one first outer region 47 having a convex curve shape.
- the first inner surface 45 may have a first inner region 61 facing the first outer region 47.
- the first inner region 61 may face upward.
- the first outer region 47 may be in contact with the first inner region 61.
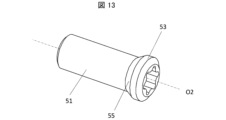
- the holder 1 of the present disclosure may include a fixture 49 that fixes the first member 3 to the second member 5, as shown in FIG.
- the fixture 49 has a shaft portion 51 extending along the fixture axis O2, a head portion 53 to be fixed, and a tapered portion 55 located between the shaft portion 51 and the head portion 53. You may.
- the tapered portion 55 may have a configuration in which the diameter gradually increases from the shaft portion 51 to the head portion 53.
- the protrusion 17 may have a first hole 57 into which the fixture 49 is inserted, and the second member 5 penetrates from the fourth lateral surface 33 to the hole 25. It may also have a second hole 59 into which the fixture 49 is inserted.
- 14 and 15 are diagrams showing the state of the holder 1 with the protrusion 17 of the first member 3 inserted into the hole 25 of the second member 5 and before the fixture 49 is inserted, respectively.
- . 14 is a plan perspective view of the first member 3 and the second member 5 seen from the front side
- FIG. 15 is a plan perspective view of the first member 3 and the second member 5 seen from the back side.
- the second hole 59 located on the back side may be larger than the head 53 of the fixture 49, and the head 53 may be larger than the first hole 57. Moreover, since the fixture 49 is inserted from the back side, the efficiency of the work of attaching the first member 3 to the second member 5 is improved. This also applies when the fixture 49 is inserted from the front side.
- the first member 3 rotates around the central axis N3 and the first outer region 47 is pressed against the first inner surface 45, so that the first member 3 is stabilized against the second member 5. is maintained.
- the rotating mechanism here is as follows.
- the fixture 49 is inserted into the second hole 59 and the first hole 57 from the back side, so that the tapered part 55 of the fixture 49 comes into contact with the upper part of the first hole 57. Furthermore, by tightening the fixture 49, the tapered portion 55 pushes the upper part of the first hole 57 from the back side to the front side, and as shown in FIG. When viewed toward the tip 1a, the first member 3 rotates slightly in the counterclockwise direction Y1 around the central axis N3.
- the first outer region 47 is pressed against the first inner surface 45 located below the first outer region 47, so that it is stably held.
- the fixture 49 when the fixture 49 is strongly tightened, the first outer region 47 may move slightly in the Y2 direction shown in FIG. 11 due to the play between the hole 25 and the protrusion 17.
- the first outer region 47 has a convex curved shape, the first member 3 is stably held by the second member 5 even if the first outer region 47 moves slightly.
- the fixture 49 may be inserted from the front side toward the back side, and in that case, the tapered portion 55 abuts the lower part of the first hole 57, and the first member 3 is aligned with the central axis N3. It may be rotated counterclockwise around the .
- the first member 3 is fixed to the second member 5 by tightening the fixture 49 at the same time as the above-mentioned insertion.
- the first member 3 may be fixed to the second member 5 by a fixing member different from the fixture 49 after the fixture 49 is inserted.
- the first protrusion 35 is connected to the first upper surface 11.
- the width W1 of the first convex portion 35 in the vertical direction shown in FIG. 5 can be made larger.
- the first convex portion 35 is located on the first upper surface 11 side on the second end surface 9.
- the first protrusion 35 being located closer to the first upper surface 11 means that the center of the first protrusion 35 is shorter than the distance from the center of the first protrusion 35 to the first lower surface 13 on the second end surface 9. This means that the distance from the first upper surface 11 to the first upper surface 11 is small.
- the width W2 of the second member 5 that receives the cutting load from the first convex portion 35 in the vertical direction the cutting load applied to the first member 3 is reduced. can be more stably received by the second member 5.
- the first inner region 61 may have a planar shape. In the example shown in FIG. 1 , the entire surface of the first inner surface 45 facing upward is the first inner region 61 . Further, the first inner region 61 may approach the second upper surface 27 as it approaches the third lateral surface 31. In the above case, the first outer region 47 is likely to move in the Y2 direction, and the first member 3 is likely to be stably held by the second member 5. Further, in the example shown in FIG. 6, the first inner region 61 is connected to the third lateral surface 31.
- the first outer region 47 may contact the first inner region 61 at the first contact point P1.
- the distance W3 from the first contact point P1 to the end S1 of the first outer region 47 on the side closer to the first lateral surface 15 is the distance W3 between the first contact point P1 may be smaller than the distance W4 from the first outer region 47 to the end S2 on the side away from the first lateral surface 15.
- the middle point of the contact portion may be set as the first contact point P1.
- the cutting edge 107 of the cutting insert 103 is located on the first lateral surface 15 side. Therefore, when the holder 1 has the above configuration, the cutting load can be stably received in the portion of the first outer region 47 on the side closer to the first lateral surface 15 where the cutting load is easily applied.
- the first outer region 47 may be located between the protrusion 17 and the first lateral surface 15 in the direction parallel to the first upper surface 11. In such a case, the cutting load can be stably received in a portion of the second end surface 9 closer to the first lateral surface 15, where the cutting load is likely to be applied.
- the first outer surface 39 may have a second outer region 63 facing opposite to the first lateral surface 15.
- the second outer region 63 faces the second lateral surface 21 side.
- the second outer region 63 may have a planar shape.
- the entire surface of the first outer surface 39 facing the back side may be the second outer region 63.
- the first inner surface 45 may have a second inner region 65 that faces the second outer region 63.
- the second inner region 65 faces the third lateral surface 31.
- the second inner region 65 may have a planar shape.
- the entire surface of the first inner surface 45 facing the front side may be the second inner region 65.
- the second outer region 63 may be in contact with the second inner region 65.
- the second outer region 63 may be in surface contact with the second inner region 65.
- surface contact does not require that the entire second outer region 63 be in contact with the entire second inner region 65, but that 1/5 or more of the entire second region should be in contact with the other region. That's enough.
- the second outer region 63 may move away from the second inner region 65 as it goes toward the first upper surface 11 from the contact point.
- the fixture 49 by inserting the fixture 49 into the second hole 59 and the first hole 57, the first outer region 47 moves in the Y2 direction shown in FIG. , and the second outer region 63 is pressed against the second inner region 65.
- the second member 5 can stably receive the cutting load.
- the first protrusion 35 is connected to the first lateral surface 15.
- the width W5 of the first convex portion 35 can be made larger.
- the first convex portion 35 is located on the side of the first lateral surface 15 on the second end surface 9.
- the first protrusion 35 being located on the side of the first lateral surface 15 means that the center of the first protrusion 35 is located on the side of the first lateral surface 15 in the second end surface 9. do.
- the width W6 of the second member 5 that receives the cutting load from the first convex portion 35 in the direction parallel to the first upper surface 11, , the cutting load applied to the first member 3 can be stably received by the second member 5.
- the second center axis N2 is the first center axis N1. It is located closer to the rear end 1b than the central axis N1. In such a case, when the fixture 49 is inserted, the first member 3 moves toward the rear end 1b. As a result, since the second end surface 9 is pressed against the third end surface 23, the accuracy of the position of the cutting edge of the cutting insert attached to the holder 1 is likely to be improved.
- the second central axis N2 may be located above the first central axis N1.
- the tapered part 55 comes into contact with the upper part of the first hole 57, and the first member 3 can be rotated slightly, making it easier for the first member 3 to be stably held by the second member 5.
- the positional relationship between the first central axis N1 and the second central axis N2 is such that the projection 17 of the first member 3 is inserted into the hole 25 of the second member 5, as shown in FIGS. 14 and 15. , shows the positional relationship immediately before the fixture 49 is inserted.
- the second end surface 9 may have a connecting portion 67 connected to the first outer surface 39 and located closer to the tip 1a than the first outer surface 39.
- the connecting portion 67 has a concave curved shape.
- it has a flat surface 69 that is connected to the connecting portion 67 and is located closer to the tip 1a than the connecting portion 67.
- the flat surface 69 faces toward the rear end 1b.
- the second end surface 9 may have a second convex portion 71 that protrudes toward the rear end 1b.
- the second convex portion 71 may be located on the lower side and on the back side of the second end surface 9.
- the second convex portion 71 may have a second tip surface 73 facing the rear end 1b and a second outer surface 75 connected to the second tip surface 73.
- the second outer surface 75 may have a third outer region 83 facing upward.
- the third end surface 23 may have a second recess 77 recessed toward the rear end 1b.
- the second recess 77 may have a second bottom surface 79 facing the second tip surface 73 and a second inner surface 81 facing the second outer surface 75 .
- the second bottom surface 79 faces toward the tip 1a.
- the second inner surface 81 may have a third inner region 85 facing the third outer region 83 .
- the third inner region 85 may face downward.
- the second tip surface 73, the second bottom surface 79, the third outer region 83, and the third inner region 85 may have a planar shape.
- a portion of the surface facing upward may be the third outer region 83 , or the entire surface facing upward may be the third outer region 83 .
- a portion of the surface facing downward may be the third inner region 85, or the entire surface facing downward may be the third inner region 85.
- the third outer region 83 is separated from the third inner region 85, but may be in contact with the third inner region 85.
- the third outer region 83 is separated from the first upper surface 11 as it approaches the second lateral surface 21.
- the length L1 of the first inner region 61 is smaller than the length L2 of the third inner region 85 in the direction parallel to the first upper surface 11. In such a case, since the configuration of the second end surface 9 becomes asymmetrical, it is possible to suppress the occurrence of a mistake in attaching the first member 3 to the second member 5.
- the second outer surface 75 has a fourth outer region 87 facing the front side
- the second inner surface 81 has a fourth inner region 89 facing the fourth outer region 87.
- the fourth inner region 89 may face the back side.
- the fourth outer region 87 and the fourth inner region 89 may have a planar shape.
- a portion of the surface facing the front side may be the fourth outer region 87, or the entire surface facing the front side may be the fourth outer region 87.
- a portion of the surface facing the back side may be the fourth inner region 89, or the entire surface facing the back side may be the fourth inner region 89.
- the fourth outer region 87 may be separated from the fourth inner region 89.
- the sizes of the first member 3 and the second member 5 are not particularly limited.
- the length from the tip 1a to the second end surface 9 may be 10 to 100 mm.
- the length from the first upper surface 11 to the first lower surface 13 may be 5 to 50 mm.
- the length from the third end surface 23 to the rear end 1b may be 50 to 200 mm.
- the length from the second upper surface 27 to the second lower surface 29 may be 5 to 50 mm.
- the length of the first convex portion in the vertical direction may be 2 to 18 mm.
- the length of the first convex portion in the direction parallel to the first upper surface may be 2 to 18 mm.
- the length of the second convex portion in the vertical direction may be 2 to 18 mm.
- the length of the second convex portion in the direction parallel to the first upper surface may be 2 to 18 mm.
- the material of the holder for example, steel, cast iron, cemented carbide, etc. can be used.
- the cutting tool 101 of the present disclosure has a rod shape extending from the tip 1a to the rear end 1b, as shown in FIGS. 16 to 18.
- the cutting tool 101 has a holder 1 and a cutting insert 103 located in a pocket 19 in the holder 1.
- the cutting insert 103 may have a through hole 105.
- the cutting tool 101 in the example shown in FIGS. 16 to 18 may include an insert screw 109 that can be used to secure the cutting insert 103 to the pocket 19.
- the pocket 19 may have a pocket hole 111 extending from the first upper surface 11 side toward the first lower surface 13 side.
- the cutting insert 103 can be fixed to the pocket 19 by inserting the insert screw 109 into the through hole 105 in the cutting insert 103 and the pocket hole 111 in the pocket 19 .
- Examples of the material of the cutting insert 103 include cemented carbide and cermet.
- Examples of the composition of the cemented carbide include WC-Co, WC-TiC-Co, and WC-TiC-TaC-Co.
- WC-Co is produced by adding cobalt (Co) powder to tungsten carbide (WC) and sintering it.
- WC-TiC-Co is WC-Co with titanium carbide (TiC) added.
- WC-TiC-TaC-Co is WC-TiC-Co with tantalum carbide (TaC) added.
- cermet is a sintered composite material in which a metal is combined with a ceramic component.
- the cermet includes a member containing a titanium compound such as titanium carbide (TiC) and titanium nitride (TiN) as a main component.
- the surface of cutting insert 103 may be coated with a film using chemical vapor deposition (CVD) or physical vapor deposition (PVD).
- CVD chemical vapor deposition
- PVD physical vapor deposition
- the composition of the film include titanium carbide (TiC), titanium nitride (TiN), titanium carbonitride (TiCN), and alumina (Al 2 O 3 ).
- a cut workpiece is produced by cutting a workpiece.
- the method for manufacturing a cut workpiece in the present disclosure includes the following steps. That is, (1) A step of rotating the work material 201; (2) a step of bringing the cutting tool 101 into contact with the rotating workpiece 201; (3) a step of separating the cutting tool 101 from the workpiece 201; It is equipped with
- the workpiece 201 is rotated around the rotation axis O3, and the cutting tool 101 is brought relatively close to the workpiece 201.
- the cutting blade 107 of the cutting tool 101 is brought into contact with the rotating workpiece 201 to cut the workpiece 201.
- the cutting tool 101 is moved relatively away from the workpiece 201.
- the cutting tool 101 is brought closer to the workpiece 201 by moving in the Y3 direction with the rotating shaft O3 fixed and the workpiece 201 being rotated. Further, in FIG. 17, the rotating workpiece 201 is cut by bringing the cutting blade 107 of the insert into contact with the rotating workpiece 201. Further, in FIG. 18, the cutting tool 101 is moved away from the workpiece 201 by moving it in the Y4 direction while the workpiece 201 is being rotated.
- the cutting tool 101 in each step, is brought into contact with the work material 201 by moving the cutting tool 101, or the cutting tool 101 is separated from the work material 201.
- the cutting tool 101 in each step, it is of course not limited to this form.
- the workpiece 201 may be brought closer to the cutting tool 101.
- the workpiece 201 may be moved away from the cutting tool 101.
- examples of the material of the work material 201 include carbon steel, alloy steel, stainless steel, cast iron, and non-ferrous metals.
- a rod-shaped holder extending from a first end to a second end along a reference axis includes a first member located closer to the first end, and a rod-shaped holder that extends from the first end to the second end; a second member located on the second end side; the first member has a first end face located on the first end side; and a second end face located on the second end side. , a first upper surface located between the first end surface and the second end surface, a first lower surface located on the opposite side of the first upper surface, and a first lower surface located between the first upper surface and the first lower surface.
- the second member has a third end surface located on the first end side and opposite to the second end surface, and into which the protrusion is inserted.
- the second end surface has a first convex portion extending toward the second end side, and the first convex portion has a first convex portion extending toward the second end side; a first end surface, and a first outer surface connected to the first end surface, the third end surface has a first recess depressed toward the second end, and the third end surface has a first recess depressed toward the second end; has a first bottom surface facing the first tip surface, and a first inner surface facing the first outer surface, the first outer surface facing the first lower surface, and , the first outer region may have a convex curved shape protruding toward the first inner surface, and the first inner surface may have a first inner region in contact with the first outer region.
- the first convex portion may be located on the first upper surface side in the second end surface.
- the first inner region may have a planar shape.
- the first outer region is located between the protrusion and the first lateral surface in a direction parallel to the first upper surface. Good too.
- the first outer surface further includes a second outer region having a planar shape facing opposite to the first lateral surface
- the first inner surface may further include a second inner region having a planar shape opposite to the second outer region.
- the second outer region may be in surface contact with the second inner region.
- the hole has a second hole into which the fixture is inserted, and the center axis of the second hole is closer to the second end than the center axis of the first hole. and may be located on the side of the first upper surface.
- the second end surface is connected to the first outer surface, and the recess is located closer to the first end than the first outer surface.
- a curved first connecting portion and a flat surface connected to the first connecting portion, located closer to the first end than the first connecting portion, and facing toward the second end. It's okay.
- the second end surface further includes a second convex portion protruding toward the second end side, and the second convex portion is , a second end surface facing toward the second end, and a second outer surface connected to the second end surface, and the third end surface is recessed toward the second end.
- the second recess further has a second tip surface that faces the second tip surface, and a second inner surface that faces the second outer surface.
- the side surface has a third outer region that faces the first upper surface and is separated from the second inner surface, and the second inner surface has the planar shape facing the third outer region. It has a third inner region, and the length of the second inner region is smaller than the length of the third inner region in a direction parallel to the first upper surface.
- a cutting tool may include the holder of any one of (1) to (11) above and a cutting insert located in the pocket.
- a method for manufacturing a cut workpiece includes a step of rotating a workpiece, and a step of bringing one of the cutting tools of (13) into contact with the rotating workpiece, The method may further include a step of separating the cutting tool from the workpiece.
- Rotation axis Y1 ... Rotation direction Y2 ⁇ Y4 ... Movement direction W1 ⁇ W6... Width (distance) P1...First contact S1, S2...Ends N1 to N4...Central axis L1, L2...Length
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024536937A JP7784551B2 (ja) | 2022-07-26 | 2023-07-11 | 切削工具及び切削加工物の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022118761 | 2022-07-26 | ||
| JP2022-118761 | 2022-07-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024024488A1 true WO2024024488A1 (ja) | 2024-02-01 |
Family
ID=89706269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/025526 Ceased WO2024024488A1 (ja) | 2022-07-26 | 2023-07-11 | 切削工具及び切削加工物の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7784551B2 (https=) |
| WO (1) | WO2024024488A1 (https=) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0550306A (ja) * | 1991-03-13 | 1993-03-02 | Mitsubishi Materials Corp | 切削工具 |
| JP2020028943A (ja) * | 2018-08-22 | 2020-02-27 | 京セラ株式会社 | ホルダ、切削工具及び切削加工物の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5873682A (en) * | 1997-04-14 | 1999-02-23 | Koyo Corporation Of Usa | Pivoting tool holder |
| JP5046697B2 (ja) * | 2007-03-26 | 2012-10-10 | 京セラ株式会社 | 旋削工具用ホルダ及びそれを用いた旋削工具並びに切削方法 |
| US11813679B2 (en) * | 2021-02-10 | 2023-11-14 | Taegutec Ltd. | Insert holder and cutting tool assembly including the same |
| JP7253157B1 (ja) * | 2022-06-22 | 2023-04-06 | 株式会社タンガロイ | シャンクおよびこれを備えた切削工具 |
-
2023
- 2023-07-11 JP JP2024536937A patent/JP7784551B2/ja active Active
- 2023-07-11 WO PCT/JP2023/025526 patent/WO2024024488A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0550306A (ja) * | 1991-03-13 | 1993-03-02 | Mitsubishi Materials Corp | 切削工具 |
| JP2020028943A (ja) * | 2018-08-22 | 2020-02-27 | 京セラ株式会社 | ホルダ、切削工具及び切削加工物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024024488A1 (https=) | 2024-02-01 |
| JP7784551B2 (ja) | 2025-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10071428B2 (en) | Holder, cutting tool, and method of producing machined product | |
| JP7480291B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| KR102722565B1 (ko) | 회전 공구 및 절삭 가공물의 제조 방법 | |
| JPWO2019065525A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7128185B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP6711842B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP6462719B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7102283B2 (ja) | ホルダ、切削工具及び切削加工物の製造方法 | |
| US10022810B2 (en) | Cutting tool and method for manufacturing machined product | |
| WO2024024488A1 (ja) | 切削工具及び切削加工物の製造方法 | |
| JP7594672B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP5898028B2 (ja) | 切削工具および被削加工物の製造方法 | |
| US20200398354A1 (en) | Cutting insert, cutting tool, and method for manufacturing machined product | |
| JP7592867B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7711205B2 (ja) | ホルダ、切削工具、及び切削加工物の製造方法 | |
| JP2026060591A (ja) | ホルダ、切削工具、及び切削加工物の製造方法 | |
| JP6418765B2 (ja) | 切削インサート、切削工具および切削加工物の製造方法 | |
| JP7527489B2 (ja) | ホルダ、切削工具及び切削加工物の製造方法 | |
| JP7223773B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP7344168B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| WO2024180831A1 (ja) | ホルダ、切削工具及び切削加工物の製造方法 | |
| WO2024209781A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP2025150903A (ja) | ホルダ、切削工具、及び切削加工物の製造方法 | |
| WO2025204532A1 (ja) | ホルダ、切削工具、及び切削加工物の製造方法 | |
| JP2016047584A (ja) | フライス工具およびこれを用いた切削加工物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23846219 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024536937 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23846219 Country of ref document: EP Kind code of ref document: A1 |