WO2023243548A1 - 蓄電素子および蓄電素子の製造方法 - Google Patents
蓄電素子および蓄電素子の製造方法 Download PDFInfo
- Publication number
- WO2023243548A1 WO2023243548A1 PCT/JP2023/021445 JP2023021445W WO2023243548A1 WO 2023243548 A1 WO2023243548 A1 WO 2023243548A1 JP 2023021445 W JP2023021445 W JP 2023021445W WO 2023243548 A1 WO2023243548 A1 WO 2023243548A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- lid
- liquid injection
- container
- inner lid
- injection port
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/60—Arrangements or processes for filling or topping-up with liquids; Arrangements or processes for draining liquids from casings
- H01M50/609—Arrangements or processes for filling with liquid, e.g. electrolytes
- H01M50/627—Filling ports
- H01M50/636—Closing or sealing filling ports, e.g. using lids
- H01M50/645—Plugs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/80—Gaskets; Sealings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/82—Fixing or assembling a capacitive element in a housing, e.g. mounting electrodes, current collectors or terminals in containers or encapsulations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/60—Arrangements or processes for filling or topping-up with liquids; Arrangements or processes for draining liquids from casings
- H01M50/609—Arrangements or processes for filling with liquid, e.g. electrolytes
- H01M50/627—Filling ports
- H01M50/636—Closing or sealing filling ports, e.g. using lids
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/74—Terminals, e.g. extensions of current collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to a power storage element and a method for manufacturing a power storage element.
- Patent Document 1 A power storage element is known that includes a container, a terminal, a current collector, and a gasket (for example, Patent Document 1).
- Patent Document 1 describes a container (battery lid), a terminal (positive and negative electrode terminals), a gasket (insulating seal member) that insulates the terminal and the container, a current collector (positive and negative electrode current collector), and a current collector. and a gasket (insulating member) interposed between the container and the container.
- the present invention has been made in view of the above circumstances, and provides a power storage element that can prevent fragments of the liquid injection lid that seals the liquid injection port from entering the container from the liquid injection port.
- the purpose is to
- a power storage element includes a container having a liquid injection port for injecting an electrolytic solution, a liquid injection lid that seals the liquid injection port from the outside of the container, and a liquid injection port. and an inner lid that is interposed between the liquid injection lid and the liquid injection port and covers the liquid injection port, and the inner lid has an insulating property and has a convex shape toward the outside of the container.
- a method for manufacturing a power storage element includes: a container having a liquid injection port for injecting an electrolytic solution; a first liquid injection lid that seals the liquid injection port from the outside of the container; , a first inner lid that is interposed between the liquid injection port and the first liquid injection lid and covers the liquid injection port, the manufacturing method of a power storage element comprising: An opening is formed by cutting the part, the first inner lid is removed through the opening, the electrolyte is injected into the container through the opening, and the second inner lid is injected into the container. Cover the opening.
- a method for manufacturing a power storage element includes: a container having a liquid injection port for injecting an electrolytic solution; a first liquid injection lid that seals the liquid injection port from the outside of the container; , a method for manufacturing a power storage element, comprising: an inner lid interposed between the liquid injection port and the first liquid injection lid and covering the liquid injection port, the method comprising: a part of the first liquid injection lid; An opening is formed by cutting, a hole is formed in the inner lid, the electrolyte is injected into the container through the opening and the hole, and the opening is covered with a second liquid injection lid.
- the electricity storage element of the present invention it is possible to efficiently prevent fragments of the liquid injection lid that seals the liquid injection port from entering the container from the liquid injection port.
- FIG. 1 is a perspective view showing the appearance of a power storage element according to Embodiment 1.
- FIG. 2 is an exploded perspective view of the power storage device according to Embodiment 1 showing each component.
- FIG. 2 is a side sectional view schematically showing the inner lid and the like according to the first embodiment.
- FIG. 7 is a diagram showing a method for manufacturing re-injection according to Embodiment 2.
- FIG. 7 is a diagram showing a method for manufacturing re-injection liquid according to Embodiment 3. It is a figure which shows the manufacturing method of the re-injection based on Embodiment 4. It is a figure which shows the manufacturing method of the re-injection based on Embodiment 5.
- FIG. 7 is a side sectional view schematically showing an inner lid and the like according to Embodiment 6.
- FIG. 7 is a side sectional view schematically showing an inner lid and the like according to Embodiment 7.
- FIG. 7 is a side sectional view schematically showing the inner lid and the like after refilling liquid according to Embodiment 7.
- a power storage element includes a container having a liquid injection port for injecting an electrolytic solution, a liquid injection lid that seals the liquid injection port from the outside of the container, and a liquid injection lid that seals the liquid injection port from the outside of the container.
- An inner lid is provided between the liquid injection port and the liquid injection lid and covers the liquid injection port, and the inner lid has an insulating property and has a convex shape toward the outside of the container. .
- the inner lid covers the liquid injection port and has a convex shape toward the outside of the container. This can prevent fragments of the liquid injection lid that seals the liquid injection port from entering the container from the liquid injection port.
- the convex tip of the inner lid may be in contact with the liquid injection lid.
- the convex tip of the inner lid is in contact with the liquid injection lid. That is, with the inner lid in contact with the inner surface of the liquid injection lid, the liquid injection lid seals the liquid injection port from the outside of the container. With such a configuration, it is possible to efficiently maintain a state in which the inner lid covers the liquid inlet. Further, it is possible to prevent the inner lid from shifting its position, that is, to prevent the inner lid from moving in the space between the lid of the container in which the liquid injection port is formed and the liquid injection lid.
- the liquid injection port is formed by a protrusion that protrudes in a cylindrical shape from the outer surface of the container, and the inner lid Fill from the side of the injection lid.
- the inner lid has a bottomed cylindrical shape (one end of the cylindrical shape is open and the other end is closed).
- the shaped opening is directed toward the protrusion, and the cylindrical protrusion is covered from the outer peripheral side.
- a method for manufacturing a power storage element includes a container having a liquid injection port for injecting an electrolyte solution, and a first liquid injection lid that seals the liquid injection port from the outside of the container. and a first inner lid that is interposed between the liquid injection port and the first liquid injection lid and covers the liquid injection port, the method comprising cutting a part of the first liquid injection lid. This forms an opening, removes the first inner lid through the opening, injects the electrolyte into the container through the opening, and covers the opening with the second liquid injection lid.
- a method for manufacturing a power storage element includes a container having a liquid injection port for injecting an electrolytic solution, and a first liquid injection lid that seals the liquid injection port from the outside of the container. and an inner lid interposed between the liquid injection port and the first liquid injection lid and covering the liquid injection port, the method comprising cutting a part of the first liquid injection lid.
- a hole is formed in the inner lid, the electrolyte is injected into the container through the opening and the hole, and the opening is covered with a second liquid injection lid.
- cut pieces are generated when a part of the first liquid injection lid is cut, but the inner lid (first inner lid) However, this prevents the cut pieces from entering the container from the liquid injection port. Thereby, when reusing the power storage element, it is possible to prevent performance degradation of the power storage element due to intrusion of cut pieces into the container (metal contamination).
- the first inner lid or the second liquid injection lid is A second inner lid different from the first inner lid is arranged.
- the liquid injection port is covered with the inner lid even after refilling, so when refilling the liquid for the second time, a part of the second liquid injection lid is covered. This prevents cut pieces generated when cutting the liquid from entering the container from the liquid injection port.
- the direction in which a pair of terminals (positive electrode and negative electrode, the same shall apply hereinafter) of a power storage element the direction in which a pair of current collectors are arranged, the direction in which a pair of upper gaskets are arranged, the direction in which a pair of lower gaskets are arranged,
- the direction in which the electrode bodies are lined up, the direction in which both ends of the electrode body (a pair of active material layer-free parts) are lined up, the direction of the winding axis of the electrode body, or the direction in which the short sides of the container face each other is defined as the X-axis direction.
- the Y-axis direction is defined as the opposing direction of the long sides of the container, the lateral direction of the short side of the container, the thickness direction of the container, or the direction in which the legs (electrode connection parts) of one current collector are lined up. do.
- the direction in which the container body and the lid of the power storage element are lined up, the longitudinal direction of the short side of the container, or the direction in which the leg portions (electrode body connection portions) of the current collector extend are defined as the Z-axis direction.
- These X-axis direction, Y-axis direction, and Z-axis direction are directions that intersect with each other (orthogonal in this embodiment).
- the X-axis plus direction indicates the arrow direction of the X-axis
- the X-axis minus direction indicates the opposite direction to the X-axis plus direction
- FIG. 1 is a perspective view showing the appearance of a power storage element according to a first embodiment.
- FIG. 2 is an exploded perspective view showing each component of the power storage element according to the first embodiment. A general description of the power storage element 10 in this embodiment will be given using FIGS. 1 and 2.
- the power storage element 10 is a secondary battery that can charge and discharge electricity, and specifically, is a non-aqueous electrolyte secondary battery such as a lithium ion secondary battery.
- the power storage element 10 is used, for example, as a power source for a vehicle such as an electric vehicle (EV), a hybrid electric vehicle (HEV), or a plug-in hybrid electric vehicle (PHEV), a power source for electronic equipment, a power source for power storage, and the like.
- EV electric vehicle
- HEV hybrid electric vehicle
- PHEV plug-in hybrid electric vehicle
- the power storage element 10 is not limited to a non-aqueous electrolyte secondary battery, and may be a secondary battery other than a non-aqueous electrolyte secondary battery, or may be a capacitor.
- the power storage element 10 may be a primary battery.
- the power storage element 10 may be a battery using a solid electrolyte.
- the shape of the power storage element 10 is not limited to the rectangular parallelepiped shape, and may be a cylinder shape, an elongated cylinder shape, or a shape other than a rectangular parallelepiped. It may also have a polygonal column shape or the like.
- the power storage element 10 includes a container 100, positive and negative terminals 200, and upper gaskets 300 for the positive and negative electrodes. Further, inside the container 100, an insulating member 400 for a positive electrode and a negative electrode, a current collector 500 for a positive electrode and a negative electrode, and an electrode body 600 are housed.
- the insulating member 400 may be made of an insulating resin plate and function as a lower gasket.
- An electrolytic solution (non-aqueous electrolyte) is sealed inside the container 100, but illustration thereof is omitted.
- the type of electrolytic solution is not particularly limited as long as it does not impair the performance of the power storage element 10, and various types can be selected.
- spacers placed on the sides of the current collectors 500 of the positive and negative electrodes, an insulating film that wraps around the electrode body 600, and the like may be placed.
- the container 100 is composed of a container body 110 having a rectangular cylindrical shape and a bottom, and a lid 120 that is a plate-like member that closes an opening 111 of the container body 110. Furthermore, after housing the electrode body 600 and the like therein, the container 100 can be hermetically sealed by welding the container body 110 and the lid 120 together. Note that the materials of the container body 110 and the lid body 120 are not particularly limited, and may be made of weldable metals such as stainless steel, aluminum, or aluminum alloy, but resin may also be used.
- the lid 120 is also provided with a gas exhaust valve 121 that releases the pressure when the pressure inside the container 100 increases, and a liquid injection port 130 for injecting electrolyte into the inside of the container 100. It is being
- a liquid injection lid 140 is provided on the outer surface of the lid body 120 so as to cover the liquid injection port 130.
- the liquid injection lid 140 seals the liquid injection port 130 from the outside of the container 100.
- An inner lid 150 that covers the liquid injection port 130 is provided between the liquid injection port 130 provided on the lid body 120 and the liquid injection lid 140.
- the inner lid 150 is formed of, for example, a resin such as polycarbonate (PC), polypropylene (PP), polyethylene (PE), or polyphenylene sulfide resin (PPS), and has insulation properties. Details of the liquid injection lid 140 and the inner lid 150 will be described later.
- the electrode body 600 is a power storage element (power generation element) that includes a positive electrode plate, a negative electrode plate, and a separator and can store electricity.
- the positive electrode plate is an electrode plate in which a positive electrode active material layer is formed on a positive electrode base material layer, which is a long strip-shaped current collector foil made of aluminum, an aluminum alloy, or the like.
- the negative electrode plate is an electrode plate in which a negative electrode active material layer is formed on a negative electrode base material layer, which is a long strip-shaped current collecting foil made of copper, copper alloy, or the like.
- the current collector foil appropriately known materials such as nickel, iron, stainless steel, titanium, fired carbon, conductive polymer, conductive glass, Al-Cd alloy, etc. can be used.
- the positive electrode active material and the negative electrode active material used in the positive electrode active material layer and the negative electrode active material layer any known material can be used as appropriate as long as it is an active material capable of intercalating and deintercalating lithium ions.
- the separator for example, a microporous sheet made of resin or a nonwoven fabric can be used.
- the electrode body 600 is formed by winding a separator between a positive electrode plate and a negative electrode plate. Specifically, in the electrode body 600, a positive electrode plate and a negative electrode plate are wound with a separator interposed therebetween so as to be offset from each other in the direction of a winding axis (in this embodiment, a virtual axis parallel to the X-axis direction). ing. Then, the positive electrode plate and the negative electrode plate have a portion where the active material is not coated (an active material layer is not formed) and the base material layer is exposed (a portion where no active material layer is formed) at the ends of each shifted direction. )have.
- the electrode body 600 has a positive electrode convergence part in which active material layer non-forming parts of the positive electrode plate are laminated and bundled at one end 610, and an active material layer of the negative electrode plate at the other end 610. It has a negative electrode focusing section in which the non-forming sections are stacked and bundled. Note that in this embodiment, the cross-sectional shape of the electrode body 600 is shown as an oval shape, but it may also be circular, elliptical, or the like.
- the terminal 200 is a terminal (positive electrode terminal and negative electrode terminal) that is electrically connected to the positive electrode plate and the negative electrode plate of the electrode body 600 via the current collector 500.
- the terminal 200 is used to lead the electricity stored in the electrode body 600 to the external space of the electricity storage element 10 and to introduce electricity into the internal space of the electricity storage element 10 in order to store electricity in the electrode body 600.
- It is a metal member.
- the terminal 200 is attached to a lid body 120 disposed above the electrode body 600.
- the shaft portion 210 is connected to the through hole 300a of the upper gasket 300, the through hole 120a of the lid 120, and the through hole 410a of the insulating member 400 (lower gasket). and the through hole 510a of the current collector 500, and is fixed to the lid body 120 together with the current collector 500 by caulking.
- the terminal 200 is made of aluminum, aluminum alloy, copper, copper alloy, or the like.
- the current collectors 500 are members (a positive electrode current collector and a negative electrode current collector) arranged on both sides of the electrode body 600 in the X-axis direction and connected to the end portion 610 of the electrode body 600. Specifically, the current collector 500 is disposed between the end 610 of the electrode body 600 and the side wall of the container body 110, and connects the terminal 200 with the positive electrode focusing portion and the negative electrode focusing portion of the end 610 of the electrode body 600. It is a member having electrical conductivity and rigidity that is electrically connected to. Further, the current collector 500 is fixedly connected (joined) to the lid 120 and the end 610 of the electrode body 600, and with this configuration, the electrode body 600 is separated from the lid 120 by the current collector 500.
- the material of the current collector 500 is not limited, but for example, the current collector 500 on the positive electrode side is formed of aluminum or an aluminum alloy, like the positive electrode base material layer of the electrode body 600, and the current collector 500 on the negative electrode side is made of aluminum or an aluminum alloy. Similarly to the negative electrode base material layer of the electrode body 600, 500 is made of copper, copper alloy, or the like.
- the upper gasket 300 is a member (a positive electrode upper gasket and a negative electrode upper gasket) that is disposed between the lid 120 of the container 100 and the terminal 200, and insulates and seals between the lid 120 and the terminal 200. .
- the upper gasket 300 has a shape in which a through hole 300a into which the shaft portion 210 of the terminal 200 is inserted is formed in the center of a rectangular substantially plate-like member. By inserting and caulking the shaft portion 210, the upper gasket 300 is fixed to the lid body 120.
- the upper gasket 300 is made of, for example, resin such as polycarbonate (PC), polypropylene (PP), polyethylene (PE), or polyphenylene sulfide resin (PPS).
- the insulating member 400 (lower gasket) is disposed between the lid 120 of the container 100 and the current collector 500, and is a member (positive electrode insulating member and negative electrode insulating member) that insulates between the lid 120 and the current collector 500. ).
- the insulating member 400 has a shape in which a through hole 410a into which the shaft portion 210 of the terminal 200 is inserted is formed approximately at the center of a rectangular approximately plate-like member.
- the insulating member 400 is fixed to the lid 120 by inserting the shaft portion 210 into and caulking.
- the insulating member 400 is made of, for example, resin such as PC, PP, PE, or PPS.
- FIG. 3 is a side sectional view schematically showing the inner lid and the like according to the first embodiment.
- a circular through hole is formed in the lid 120 that closes the opening 111 of the container body 110, and the through hole constitutes a liquid injection port 130 for injecting the electrolyte.
- the liquid injection port 130 is provided, for example, between the gas discharge valve 121 and the terminal 200.
- the lid 120 may be provided with, for example, a circular recess 132, and a liquid injection port 130 (through hole) may be formed in the center of the recess 132. By providing the recess 132, a step is formed on the outer surface of the lid 120.
- the inner lid 150 is provided to cover the liquid inlet 130 from the outer surface of the lid 120.
- the inner lid 150 is made of resin, for example, and has insulation properties.
- the inner lid 150 is convex toward the outside of the container 100.
- the inner lid 150 has a cylindrical shape, one end of the cylindrical shape is open, and the other end has a bottom 151 (bottomed cylindrical shape).
- the inner lid 150 has a shape in which the cross-sectional area of the cylinder increases as it approaches the opening.
- a flange-shaped peripheral portion 152 may be provided at the end of the opening of the inner lid 150, extending from the opening toward the outer circumferential side.
- the inner lid 150 is arranged with its opening facing the liquid inlet 130 and covering the liquid inlet 130. At this time, a flange-shaped peripheral portion 152 located on the outer periphery of the opening is placed in the recess 132 in which the liquid injection port 130 is formed.
- the inner diameter of the circular recess 132 and the outer diameter of the peripheral edge 152 of the inner lid 150 are configured to have approximately the same length. Thereby, the inner lid 150 can fit into the recess 132, and can restrict or suppress movement or displacement of the inner lid 150 with respect to the lid body 120.
- the bottom 151 of the inner lid 150 is positioned to protrude from the outer surface of the lid 120. That is, the cylindrical inner lid 150 protrudes from the recess 132 by the length of the cylinder. A bottom portion 151 of the inner lid 150 projects further outward than the outer surface of the lid body 120.
- the liquid injection lid 140 is cylindrical, and one end of the cylindrical shape is open, and the other end has a bottom plate 141.
- the liquid injection lid 140 has a shape in which the cross-sectional area of the cylinder increases as it approaches the opening.
- the opening end of the liquid injection lid 140 is provided with an annular (flange-shaped) joint 143 extending from the opening toward the outer circumference.
- a cylindrical portion is located between the joint portion 143 and the bottom plate 141.
- a portion adjacent to the joint portion 143 corresponds to a portion where the liquid injection lid 140 is cut (cutting portion 142).
- the liquid injection lid 140 is arranged so as to cover the inner lid 150 with its opening facing the bottom 151 of the inner lid 150. As described above, since the inner lid 150 is provided to cover the liquid injection port 130, the liquid injection lid 140 covers the inner lid 150 and the liquid injection port 130, and thereby the liquid injection port 130 is connected to the container 100. Seal from the outside.
- the liquid injection lid 140 is fixed to the lid 120 by joining the joint portion 143 of the liquid injection lid 140 to the outer surface of the lid 120. At this time, the outer surface of the bottom 151 of the inner lid 150 faces the inner surface of the bottom plate 141 of the liquid injection lid 140. Further, the inner surface of the bottom plate 141 of the liquid injection lid 140 contacts or presses the outer surface of the bottom portion 151 of the inner lid 150.
- FIG. 4 is a diagram showing a method for manufacturing re-injection according to the second embodiment.
- FIGS. 4A to 4D show each state from the state before refilling to the time when the refill port 130 is sealed after refilling according to the second embodiment.
- (A) is a diagram of the state before re-injection.
- An inner lid 150 is arranged between the liquid injection port 130 and the first liquid injection lid 140.
- the liquid injection port 130 is sealed by welding the joint 143 of the first liquid injection lid 140 and the lid 120.
- (B) is a partially cut away view of the first liquid injection lid 140.
- the opening 160 is formed by cutting the cut portion 142 of the first liquid injection lid 140 and removing the bottom plate 141 of the first liquid injection lid 140.
- FIG. 1 is a diagram with the inner lid 150 removed. Remove the inner lid 150 from the opening 160. After removing the inner lid 150, the electrolyte is injected into the container 100 through the opening 160 and the liquid injection port 130. That is, the liquid is refilled into the container 100 through the opening 160 and the liquid injection port 130.
- (D) is a diagram of a state in which the second liquid injection lid 1401 is placed after liquid injection is re-injected. The second liquid injection lid 1401 has a shape that covers the liquid injection port 130 and the joint portion 143 of the first liquid injection lid 140.
- the second liquid injection lid 1401 is arranged so that the second liquid injection lid 1401 covers the liquid injection port 130 and the joint portion 143 of the first liquid injection lid 140. Thereafter, the connecting portion 1431 of the second liquid injection lid 1401 and the lid body 120 are welded. The liquid injection port 130 is sealed by this welding.
- FIG. 5 is a diagram showing a method for manufacturing re-injection according to Embodiment 3.
- FIGS. 5A to 5D show the state from the state before re-injection to the time when the inlet 130 is sealed after re-injection according to the third embodiment.
- the configuration other than the shape of the inner lid 1501 is the same as in the second embodiment.
- the inner lid may be plate-shaped like the inner lid 1501 of this embodiment.
- the inner lid 1501 may be joined to the container 100 using an adhesive or the like in order to fix the inner lid 1501.
- the inner lid 1501 may have a convex portion, and a portion of the convex portion may be inserted into the liquid inlet 130. Movement of the inner lid 1501 is suppressed by the convex portion.
- FIG. 6 is a diagram showing a method for manufacturing re-injection according to Embodiment 4.
- FIGS. 6A to 6D show each state from the state before refilling to the time when the refill port 130 is sealed after refilling according to the fourth embodiment.
- the steps (A) and (B) are the same as those in Embodiment 3.
- (C) is a diagram showing the electrolyte being injected.
- the inner lid 1501 was removed from the opening 160, but in this embodiment, the inner lid 1501 is not removed.
- re-injection is performed using a syringe.
- a hole 170 is formed in the inner lid 1501 by inserting the needle of the syringe into the inner lid 1501, and the electrolyte is injected into the container 100 through the needle.
- (D) is a diagram in which a second liquid injection lid is provided after liquid injection is re-injected. With the inner lid 1501 covering the liquid injection port 130, the second liquid injection lid 1401 is arranged so that the second liquid injection lid 1401 covers the joint 143 of the inner lid 1501 and the first liquid injection lid 140. . Thereafter, the connecting portion 1431 of the second liquid injection lid 1401 and the lid body 120 are welded. The liquid injection port 130 is sealed by this welding.
- the hole 170 is formed in the inner lid 1501 using the needle of a syringe, but the invention is not limited thereto. After forming the hole in the inner lid with a member other than the needle of the syringe, the needle of the syringe may be inserted into the hole to inject liquid.
- the material of the inner lid 1501 used in this embodiment is preferably resin or rubber.
- FIG. 7 is a diagram showing a method for manufacturing re-injection according to Embodiment 5.
- FIGS. 7A to 7D show the state from the state before refilling to the time when the refill port 130 is sealed after refilling according to the fifth embodiment.
- the steps (A), (B) and (C) are the same as those in Embodiment 3.
- (D) is a diagram in which a second liquid injection lid 1401 is provided after liquid injection is performed again.
- the second liquid injection lid 1401 is joined to the container with the inner lid 150 removed, but in this embodiment, the inner lid 150 is attached so that the inner lid 150 covers the liquid injection port 130 after refilling the liquid. Place.
- the second liquid injection lid 1401 is arranged so that the second liquid injection lid 1401 covers the joint 143 of the inner lid 150 and the first liquid injection lid 140. Thereafter, the connecting portion 1431 of the second liquid injection lid 1401 and the lid body 120 are welded. The liquid injection port 130 is sealed by this welding.
- the inner lid 150 so as to cover the liquid injection port 130 again, when cutting the cut portion 1421 of the second liquid injection lid 1401 during the second refilling, the cut piece generated by cutting is prevented. Intrusion into the container via the liquid injection port 130 can be prevented.
- the inner lid after refilling shown in (D) may be the same as the inner lid 150 before refilling shown in (A), or the inner lid 150 before refilling shown in (A) The inner lid may be different from the above.
- FIG. 8 is a side sectional view schematically showing the inner lid and the like according to the sixth embodiment.
- a groove portion 122 corresponding to the peripheral shape of the opening of the inner lid 150 is formed around the outer periphery of the liquid inlet 130.
- the opening side end surface (opening end) of the liquid injection lid 140 is arranged in the groove 122 formed on the outer periphery of the liquid injection port 130.
- the groove portion 122 may be formed in a circular shape (along the circumference) concentric with the circular liquid inlet 130.
- the plurality of grooves 122 may be formed concentrically to accommodate refilling a plurality of times.
- the groove 122 By forming an annular groove 122 corresponding to the joint 143 of the liquid injection lid 140 on the outer surface of the container 100, when welding the liquid injection lid 140 to the outer surface of the container 100, the groove 122 can be used to easily position the liquid injection lid 140. can do.
- the diameter of the new liquid injection lid 1401 after refilling the liquid becomes larger than the diameter of the liquid injection lid 140 before the liquid is refilled.
- the grooves 122 on the outside of the grooves 122 that were used in the liquid injection lid 140 before refilling among the plurality of concentric grooves 122, it is possible to Positioning for a new liquid injection lid 1401 can be easily performed.
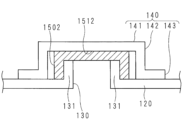
- FIG. 9 is a side sectional view schematically showing the inner lid and the like according to the seventh embodiment.
- the liquid injection lid 140 and the inner lid 1502 of the seventh embodiment are cylindrical like the first embodiment.
- the liquid injection lid 140 and the inner lid 1502 are configured to have a constant cross-sectional area.
- the liquid injection lid 140 presses the inner lid 150 similarly to the first embodiment.
- a cylindrical (cylindrical) protrusion 131 is provided on the outer surface of the lid 120, and a circular through hole is formed in the center of the protrusion 131.
- the through hole constitutes a liquid injection port 130 for injecting the electrolyte. That is, these protrusions 131 form a cylinder that protrudes from the outer surface of the lid 120.
- the inner lid 1502 is arranged so that the cylindrical opening faces the liquid inlet 130 and covers the cylindrical protrusion 131 from the outer peripheral surface side.
- the inner diameter of the cylinder of the inner lid 1502 and the outer diameter of the cylinder of the protruding part 131 are configured to be approximately the same.
- the length of the cylinder of the inner lid 1502 and the height (projection length) of the protrusion part 131 are configured to be the same.
- the inner surface of the bottom plate 141 of the liquid injection lid 140 contacts or presses the outer surface of the bottom portion 1512 of the inner lid 1502.
- the bottom 1512 of the inner lid 1502 is sandwiched between the inner surface of the bottom plate 141 of the liquid injection lid 140 and the tip surface of the protrusion 131. In this way, by sandwiching the inner lid 1502 between the liquid injection lid 140 and the protrusion 131, it is possible to further suppress the displacement of the inner lid 1502.
- FIG. 10 is a side sectional view schematically showing the inner lid and the like after refilling according to Embodiment 7. Also in this embodiment, the new liquid injection lid 1401 after re-injection has a larger inner diameter of the opening than the liquid injection lid 140 before liquid injection (the liquid injection lid 140 cut at the cutting part 142). Use.
- the second embodiment discloses a cylindrical convex inner lid
- the third embodiment discloses a plate-shaped inner lid.
- the shape of the inner lid is not limited to these shapes. It may have any shape as long as it covers the liquid injection port.
- the connecting portion 1431 of the second liquid injection lid 1401 and the lid body 120 are welded.
- the method of joining the connecting portion 1431 of the second liquid injection lid 1401 and the lid body 120 is not limited. For example, they may be joined using an adhesive or the like.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Filling, Topping-Up Batteries (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024528794A JPWO2023243548A1 (https=) | 2022-06-14 | 2023-06-09 | |
| US18/874,403 US20250372851A1 (en) | 2022-06-14 | 2023-06-09 | Energy storage device and manufacturing method for energy storage device |
| EP23823838.0A EP4521545A4 (en) | 2022-06-14 | 2023-06-09 | ENERGY STORAGE ELEMENT AND METHOD FOR PRODUCING ENERGY STORAGE ELEMENT |
| CN202380046692.0A CN119366058A (zh) | 2022-06-14 | 2023-06-09 | 蓄电元件及蓄电元件的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-096034 | 2022-06-14 | ||
| JP2022096034 | 2022-06-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023243548A1 true WO2023243548A1 (ja) | 2023-12-21 |
Family
ID=89191246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/021445 Ceased WO2023243548A1 (ja) | 2022-06-14 | 2023-06-09 | 蓄電素子および蓄電素子の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250372851A1 (https=) |
| EP (1) | EP4521545A4 (https=) |
| JP (1) | JPWO2023243548A1 (https=) |
| CN (1) | CN119366058A (https=) |
| WO (1) | WO2023243548A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52627U (https=) * | 1975-06-23 | 1977-01-06 | ||
| JP2006324244A (ja) * | 2005-05-16 | 2006-11-30 | Samsung Sdi Co Ltd | 二次電池 |
| JP2009259701A (ja) * | 2008-04-18 | 2009-11-05 | Toyota Motor Corp | 電池 |
| JP2013093160A (ja) | 2011-10-25 | 2013-05-16 | Hitachi Vehicle Energy Ltd | 二次電池 |
| JP2013229136A (ja) * | 2012-04-24 | 2013-11-07 | Gs Yuasa Corp | 蓄電素子及び再注液方法 |
| JP2021086718A (ja) * | 2019-11-27 | 2021-06-03 | トヨタ自動車株式会社 | 非水電解質二次電池 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6087599B2 (ja) * | 2012-11-29 | 2017-03-01 | 株式会社東芝 | リチウムイオン電池 |
-
2023
- 2023-06-09 WO PCT/JP2023/021445 patent/WO2023243548A1/ja not_active Ceased
- 2023-06-09 EP EP23823838.0A patent/EP4521545A4/en active Pending
- 2023-06-09 JP JP2024528794A patent/JPWO2023243548A1/ja active Pending
- 2023-06-09 US US18/874,403 patent/US20250372851A1/en active Pending
- 2023-06-09 CN CN202380046692.0A patent/CN119366058A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52627U (https=) * | 1975-06-23 | 1977-01-06 | ||
| JP2006324244A (ja) * | 2005-05-16 | 2006-11-30 | Samsung Sdi Co Ltd | 二次電池 |
| JP2009259701A (ja) * | 2008-04-18 | 2009-11-05 | Toyota Motor Corp | 電池 |
| JP2013093160A (ja) | 2011-10-25 | 2013-05-16 | Hitachi Vehicle Energy Ltd | 二次電池 |
| JP2013229136A (ja) * | 2012-04-24 | 2013-11-07 | Gs Yuasa Corp | 蓄電素子及び再注液方法 |
| JP2021086718A (ja) * | 2019-11-27 | 2021-06-03 | トヨタ自動車株式会社 | 非水電解質二次電池 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4521545A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4521545A1 (en) | 2025-03-12 |
| US20250372851A1 (en) | 2025-12-04 |
| JPWO2023243548A1 (https=) | 2023-12-21 |
| CN119366058A (zh) | 2025-01-24 |
| EP4521545A4 (en) | 2025-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7472317B2 (ja) | 電池 | |
| KR101254886B1 (ko) | 이차 전지 | |
| CN106887536B (zh) | 方形二次电池 | |
| KR20160042243A (ko) | 이차 전지 및 그 제조 방법 | |
| KR101836339B1 (ko) | 밀폐형 전지 | |
| WO2019131492A1 (ja) | 蓄電素子 | |
| CN114447535A (zh) | 电池及其制造方法 | |
| JP2023058865A (ja) | 二次電池 | |
| JP7103356B2 (ja) | 蓄電素子 | |
| JP7322872B2 (ja) | 蓄電素子 | |
| JP2019145294A (ja) | 蓄電素子 | |
| JP7095293B2 (ja) | 蓄電素子 | |
| CN112956075B (zh) | 紧固结构体 | |
| JP7176300B2 (ja) | 蓄電素子 | |
| CN116780079A (zh) | 电池壳体及具备该电池壳体的二次电池 | |
| JP2021022532A (ja) | 蓄電素子及びその製造方法 | |
| JP2020155283A (ja) | 蓄電素子及び蓄電装置 | |
| WO2019116914A1 (ja) | 蓄電素子 | |
| JP6907509B2 (ja) | 蓄電素子、導電部材及び蓄電素子の製造方法 | |
| JP5547110B2 (ja) | 非水電解液二次電池 | |
| WO2023243548A1 (ja) | 蓄電素子および蓄電素子の製造方法 | |
| JP2019029116A (ja) | 蓄電素子 | |
| JP2018139215A (ja) | 蓄電素子 | |
| JP7040060B2 (ja) | 蓄電素子 | |
| JP2019179734A (ja) | 蓄電素子及び蓄電素子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23823838 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024528794 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023823838 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023823838 Country of ref document: EP Effective date: 20241205 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380046692.0 Country of ref document: CN Ref document number: 18874403 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380046692.0 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 18874403 Country of ref document: US |