WO2023190825A1 - 密封装置 - Google Patents
密封装置 Download PDFInfo
- Publication number
- WO2023190825A1 WO2023190825A1 PCT/JP2023/013081 JP2023013081W WO2023190825A1 WO 2023190825 A1 WO2023190825 A1 WO 2023190825A1 JP 2023013081 W JP2023013081 W JP 2023013081W WO 2023190825 A1 WO2023190825 A1 WO 2023190825A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sealing device
- seal
- natural rubber
- main body
- jis
- Prior art date
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 81
- 238000012360 testing method Methods 0.000 claims abstract description 46
- 238000007906 compression Methods 0.000 claims abstract description 39
- 230000006835 compression Effects 0.000 claims abstract description 39
- 238000011084 recovery Methods 0.000 claims abstract description 10
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 8
- 244000043261 Hevea brasiliensis Species 0.000 claims description 67
- 229920003052 natural elastomer Polymers 0.000 claims description 67
- 229920001194 natural rubber Polymers 0.000 claims description 67
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 48
- 229920001971 elastomer Polymers 0.000 claims description 42
- 239000005060 rubber Substances 0.000 claims description 42
- 239000000203 mixture Substances 0.000 claims description 36
- 239000000463 material Substances 0.000 claims description 34
- 239000006229 carbon black Substances 0.000 claims description 29
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 25
- 239000000945 filler Substances 0.000 claims description 22
- 239000000377 silicon dioxide Substances 0.000 claims description 22
- 239000003431 cross linking reagent Substances 0.000 claims description 21
- 239000001257 hydrogen Substances 0.000 claims description 21
- 229910052739 hydrogen Inorganic materials 0.000 claims description 21
- 239000006087 Silane Coupling Agent Substances 0.000 claims description 19
- 238000006735 epoxidation reaction Methods 0.000 claims description 19
- 238000004132 cross linking Methods 0.000 claims description 12
- 150000001451 organic peroxides Chemical class 0.000 claims description 12
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 7
- 239000000654 additive Substances 0.000 claims description 7
- 239000012752 auxiliary agent Substances 0.000 claims description 7
- 239000003795 chemical substances by application Substances 0.000 claims description 7
- 230000003712 anti-aging effect Effects 0.000 claims description 6
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 4
- 230000000996 additive effect Effects 0.000 claims description 3
- 238000004073 vulcanization Methods 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 10
- 239000000446 fuel Substances 0.000 description 10
- 239000012530 fluid Substances 0.000 description 8
- 238000004898 kneading Methods 0.000 description 7
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 6
- 150000002431 hydrogen Chemical class 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- ZNRLMGFXSPUZNR-UHFFFAOYSA-N 2,2,4-trimethyl-1h-quinoline Chemical compound C1=CC=C2C(C)=CC(C)(C)NC2=C1 ZNRLMGFXSPUZNR-UHFFFAOYSA-N 0.000 description 5
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 4
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 4
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229920001778 nylon Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 229910000077 silane Inorganic materials 0.000 description 4
- 235000014692 zinc oxide Nutrition 0.000 description 4
- 239000011787 zinc oxide Substances 0.000 description 4
- 239000006238 High Abrasion Furnace Substances 0.000 description 3
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 3
- 239000006244 Medium Thermal Substances 0.000 description 3
- 239000006236 Super Abrasion Furnace Substances 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 150000001993 dienes Chemical group 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000003566 sealing material Substances 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 239000011593 sulfur Substances 0.000 description 3
- 125000003396 thiol group Chemical group [H]S* 0.000 description 3
- -1 3-mercaptopropyldibutoxymethoxysilane Ethoxysilane Chemical compound 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000006239 Easy Processing Channel Substances 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 239000006240 Fast Extruding Furnace Substances 0.000 description 2
- 239000006243 Fine Thermal Substances 0.000 description 2
- 239000006241 High Modulus Furnace Substances 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- 238000005262 decarbonization Methods 0.000 description 2
- 229920003244 diene elastomer Polymers 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 2
- 238000006864 oxidative decomposition reaction Methods 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000008117 stearic acid Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- RIPYNJLMMFGZSX-UHFFFAOYSA-N (5-benzoylperoxy-2,5-dimethylhexan-2-yl) benzenecarboperoxoate Chemical compound C=1C=CC=CC=1C(=O)OOC(C)(C)CCC(C)(C)OOC(=O)C1=CC=CC=C1 RIPYNJLMMFGZSX-UHFFFAOYSA-N 0.000 description 1
- BEQKKZICTDFVMG-UHFFFAOYSA-N 1,2,3,4,6-pentaoxepane-5,7-dione Chemical compound O=C1OOOOC(=O)O1 BEQKKZICTDFVMG-UHFFFAOYSA-N 0.000 description 1
- UBRWPVTUQDJKCC-UHFFFAOYSA-N 1,3-bis(2-tert-butylperoxypropan-2-yl)benzene Chemical compound CC(C)(C)OOC(C)(C)C1=CC=CC(C(C)(C)OOC(C)(C)C)=C1 UBRWPVTUQDJKCC-UHFFFAOYSA-N 0.000 description 1
- QZYOLNVEVYIPHV-UHFFFAOYSA-N 1-methyl-3-(3-methylphenyl)peroxybenzene Chemical compound CC1=CC=CC(OOC=2C=C(C)C=CC=2)=C1 QZYOLNVEVYIPHV-UHFFFAOYSA-N 0.000 description 1
- IPJFFGIDMKTSGF-UHFFFAOYSA-N 2,2-bis(tert-butylperoxy)hexanedioic acid Chemical compound CC(C)(C)OOC(C(O)=O)(OOC(C)(C)C)CCCC(O)=O IPJFFGIDMKTSGF-UHFFFAOYSA-N 0.000 description 1
- DPGYCJUCJYUHTM-UHFFFAOYSA-N 2,4,4-trimethylpentan-2-yloxy 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOOC(C)(C)CC(C)(C)C DPGYCJUCJYUHTM-UHFFFAOYSA-N 0.000 description 1
- ODBCKCWTWALFKM-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhex-3-yne Chemical compound CC(C)(C)OOC(C)(C)C#CC(C)(C)OOC(C)(C)C ODBCKCWTWALFKM-UHFFFAOYSA-N 0.000 description 1
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 1
- JGBAASVQPMTVHO-UHFFFAOYSA-N 2,5-dihydroperoxy-2,5-dimethylhexane Chemical compound OOC(C)(C)CCC(C)(C)OO JGBAASVQPMTVHO-UHFFFAOYSA-N 0.000 description 1
- DVNPFNZTPMWRAX-UHFFFAOYSA-N 2-triethoxysilylethanethiol Chemical compound CCO[Si](CCS)(OCC)OCC DVNPFNZTPMWRAX-UHFFFAOYSA-N 0.000 description 1
- LOSLJXKHQKRRFN-UHFFFAOYSA-N 2-trimethoxysilylethanethiol Chemical compound CO[Si](OC)(OC)CCS LOSLJXKHQKRRFN-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- OWWKULDJJFACLB-UHFFFAOYSA-N 3-(dibutoxymethoxysilyl)propane-1-thiol Chemical compound SCCC[SiH2]OC(OCCCC)OCCCC OWWKULDJJFACLB-UHFFFAOYSA-N 0.000 description 1
- DUNWXOUUFMHWAO-UHFFFAOYSA-N 3-(diethoxymethoxysilyl)propane-1-thiol Chemical compound CCOC(OCC)O[SiH2]CCCS DUNWXOUUFMHWAO-UHFFFAOYSA-N 0.000 description 1
- UYHLXTGEWHSEFS-UHFFFAOYSA-N 3-(dipropoxymethoxysilyl)propane-1-thiol Chemical compound CCCOC(OCCC)O[SiH2]CCCS UYHLXTGEWHSEFS-UHFFFAOYSA-N 0.000 description 1
- JWLLUGYJLJTQFH-UHFFFAOYSA-N 3-[butoxy(dimethyl)silyl]propane-1-thiol Chemical compound CCCCO[Si](C)(C)CCCS JWLLUGYJLJTQFH-UHFFFAOYSA-N 0.000 description 1
- IKYAJDOSWUATPI-UHFFFAOYSA-N 3-[dimethoxy(methyl)silyl]propane-1-thiol Chemical compound CO[Si](C)(OC)CCCS IKYAJDOSWUATPI-UHFFFAOYSA-N 0.000 description 1
- TXONVHISPRQBNH-UHFFFAOYSA-N 3-[dimethyl(propan-2-yloxy)silyl]propane-1-thiol Chemical compound CC(C)O[Si](C)(C)CCCS TXONVHISPRQBNH-UHFFFAOYSA-N 0.000 description 1
- LIITWJYRWBQJSY-UHFFFAOYSA-N 3-[dimethyl(propoxy)silyl]propane-1-thiol Chemical compound CCCO[Si](C)(C)CCCS LIITWJYRWBQJSY-UHFFFAOYSA-N 0.000 description 1
- FMRSVUHIKQTOFR-UHFFFAOYSA-N 3-[ethoxy(dimethyl)silyl]propane-1-thiol Chemical compound CCO[Si](C)(C)CCCS FMRSVUHIKQTOFR-UHFFFAOYSA-N 0.000 description 1
- DQMRXALBJIVORP-UHFFFAOYSA-N 3-[methoxy(dimethyl)silyl]propane-1-thiol Chemical compound CO[Si](C)(C)CCCS DQMRXALBJIVORP-UHFFFAOYSA-N 0.000 description 1
- VZWVCGZPKYRUAR-UHFFFAOYSA-N 3-[methyl(dipropoxy)silyl]propane-1-thiol Chemical compound CCCO[Si](C)(CCCS)OCCC VZWVCGZPKYRUAR-UHFFFAOYSA-N 0.000 description 1
- SKSQEUCJBIZAJN-UHFFFAOYSA-N 3-[methyl-di(propan-2-yloxy)silyl]propane-1-thiol Chemical compound CC(C)O[Si](C)(OC(C)C)CCCS SKSQEUCJBIZAJN-UHFFFAOYSA-N 0.000 description 1
- ICHAUYNXFWOLPC-UHFFFAOYSA-N 3-tributoxysilylpropane-1-thiol Chemical compound CCCCO[Si](CCCS)(OCCCC)OCCCC ICHAUYNXFWOLPC-UHFFFAOYSA-N 0.000 description 1
- DCQBZYNUSLHVJC-UHFFFAOYSA-N 3-triethoxysilylpropane-1-thiol Chemical compound CCO[Si](OCC)(OCC)CCCS DCQBZYNUSLHVJC-UHFFFAOYSA-N 0.000 description 1
- HCZBMENVWKFZDJ-UHFFFAOYSA-N 3-trimethylsilylpropane-1-thiol Chemical compound C[Si](C)(C)CCCS HCZBMENVWKFZDJ-UHFFFAOYSA-N 0.000 description 1
- DECHJJJXDGPZHY-UHFFFAOYSA-N 3-tripropoxysilylpropane-1-thiol Chemical compound CCCO[Si](CCCS)(OCCC)OCCC DECHJJJXDGPZHY-UHFFFAOYSA-N 0.000 description 1
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 1
- IWOBRMKIOJMQRL-UHFFFAOYSA-N dibutoxy-methyl-propylsilane Chemical compound CCCCO[Si](C)(CCC)OCCCC IWOBRMKIOJMQRL-UHFFFAOYSA-N 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000002737 fuel gas Substances 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- 239000005431 greenhouse gas Substances 0.000 description 1
- 229910021385 hard carbon Inorganic materials 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000010077 mastication Methods 0.000 description 1
- 230000018984 mastication Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- DEQZTKGFXNUBJL-UHFFFAOYSA-N n-(1,3-benzothiazol-2-ylsulfanyl)cyclohexanamine Chemical compound C1CCCCC1NSC1=NC2=CC=CC=C2S1 DEQZTKGFXNUBJL-UHFFFAOYSA-N 0.000 description 1
- 150000003961 organosilicon compounds Chemical class 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 125000005624 silicic acid group Chemical group 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical group [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- GJBRNHKUVLOCEB-UHFFFAOYSA-N tert-butyl benzenecarboperoxoate Chemical compound CC(C)(C)OOC(=O)C1=CC=CC=C1 GJBRNHKUVLOCEB-UHFFFAOYSA-N 0.000 description 1
- JZFHXRUVMKEOFG-UHFFFAOYSA-N tert-butyl dodecaneperoxoate Chemical compound CCCCCCCCCCCC(=O)OOC(C)(C)C JZFHXRUVMKEOFG-UHFFFAOYSA-N 0.000 description 1
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical compound CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 1
- 229960002447 thiram Drugs 0.000 description 1
- XSIGLRIVXRKQRA-UHFFFAOYSA-N triethoxysilylmethanethiol Chemical compound CCO[Si](CS)(OCC)OCC XSIGLRIVXRKQRA-UHFFFAOYSA-N 0.000 description 1
- QJOOZNCPHALTKK-UHFFFAOYSA-N trimethoxysilylmethanethiol Chemical compound CO[Si](CS)(OC)OC QJOOZNCPHALTKK-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/14—Peroxides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L15/00—Compositions of rubber derivatives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L7/00—Compositions of natural rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/10—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Definitions
- the present invention relates to a sealing device.
- Natural rubber which is made from tree sap as a plant resource, has excellent mechanical strength and cold resistance, so it is useful for application to materials that require high sealing performance. Examples of applications in which the characteristics of natural rubber can be utilized include hydrogen sealing materials.
- a hydrogen society which is expected to be a means of decarbonization, does not emit carbon dioxide when using energy.
- Hydrogen stations and fuel cell vehicles have already been put into practical use to help realize a hydrogen society, but there is a need for sealing technology that can safely manage hydrogen without leaking at high pressure and over a wide temperature range. Therefore, the combination of hydrogen application and natural rubber can have a synergistic decarbonization effect, and can also be expected to suppress cracking under high pressure and improve elasticity loss (cold resistance) at low temperatures in seal products.
- diene rubbers such as natural rubber generally tend to undergo thermal deterioration.
- stress relaxation occurs due to oxidative decomposition, and permanent strain remains after compression is released.
- Such a phenomenon is fatal to seal products that seal fluids using rubber's resilience, so in order to apply natural rubber to hydrogen seal materials, it is necessary to improve its resistance to compression set in high-temperature air. There is.
- Patent Document 1 describes a sealing material for a high-pressure hydrogen container of a fuel cell vehicle that can withstand fluctuations in pressure or temperature, and natural rubber is exemplified as a type of applicable rubber.
- Patent Document 1 does not mention the improvement of the compression set resistance of natural rubber in high-temperature air, since it is aimed at sealing performance under a high-temperature hydrogen atmosphere rather than under a high-temperature air atmosphere.
- the exposure time to high-temperature hydrogen gas is relatively short at 1 hour, and furthermore, there is no description of formulation information for rubber materials that can achieve desired performance.
- the present invention provides a sealing device that exhibits high mechanical strength under high pressure and has excellent cold resistance at low temperatures and compression set resistance at high temperatures.
- a sealing device is a sealing device that is disposed between two members facing each other to seal a space between the two members, and includes a seal main body portion in contact with the space,
- the seal body has a tensile strength of 10 MPa or more as measured in accordance with the provisions of JIS K 6251:2017, and an elongation at break of 200% or more as measured in accordance with the provisions of JIS K 6251:2017.
- the temperature of TR10 in the low temperature elastic recovery test measured in accordance with the provisions of JIS K 6261-4:2017 is -40°C or less, and it is stated in the provisions of JIS B 2401-1:2012.
- the compression set of the G25 O-ring shape after 70 hours at 100°C is 40% or less, as measured in accordance with the regulations of JIS K 6262:2013.
- the seal body is annular.
- the seal main body is held by a backup ring.
- the seal body has a protruding cross-sectional shape.
- the seal main body is provided on a plate-shaped base material, and the base material is a metal or carbon plate.
- the base material and the seal main body are bonded together with an adhesive included in the seal main body.
- the seal main body is in contact with hydrogen gas.
- the seal body is in contact with liquid hydrogen.
- the sealing device is a sealing device for use in a hydrogen energy system.
- a sealing device is a sealing device that is disposed between two members facing each other to seal a space between the two members, and includes a seal main body portion in contact with the space.
- the seal main body portion is selected from (A) a natural rubber component selected from natural rubber and epoxy-modified natural rubber having a degree of epoxidation of 1% or more and less than 50%, and (B) carbon black and silica. (C) an organic peroxide-based crosslinking agent, and optionally (D) a silane coupling agent.
- the rubber composition contains epoxy-modified natural rubber having a degree of epoxidation of 1% or more and less than 50%, and when the filler is silica, the rubber composition further comprises silane coupling. containing agents).
- the rubber composition further contains (E) at least one additive selected from the group consisting of a crosslinking accelerator, an auxiliary agent, and an antiaging agent.
- FIG. 1 is a sectional view of a main part of a sealing device according to an embodiment of the present invention.
- FIG. 2 is a sectional view of a sealing device according to another embodiment of the sealing device shown in FIG.
- FIG. 3 is a schematic diagram of a sealing device according to another embodiment of the present invention.
- FIG. 4 is a schematic cross-sectional view of the sealing device shown in FIG. 3.
- FIG. 5 is a schematic diagram showing the shape of a test piece prepared when measuring mechanical strength using test piece A obtained in Examples and Comparative Examples.
- FIG. 6 is a schematic diagram showing a cross section of a test piece shape prepared when measuring compression set using test piece B obtained in Examples and Comparative Examples.
- the sealing device according to the present embodiment is a sealing device that is disposed between two members facing each other to seal a space between the two members, and includes a seal main body portion in contact with the space.
- the sealing device according to this embodiment is preferably used in a hydrogen energy system, in which case the seal body is in contact with hydrogen gas or liquid hydrogen, and the sealing device is used as a hydrogen gas seal or liquid hydrogen seal. be done.
- FIG. 1 is an example of an embodiment of a sealing device including such a seal body.
- the sealing device 1 shown in FIG. 1 is installed in a mounting groove (installation part) 4 provided in one member 2 of two members 2 and 3 facing each other, and is brought into close contact with the other member 3. Seal the space between 2 and 3.
- the sealing device 1 includes a seal ring (rubber ring-shaped packing) 11 made of a rubber-like elastic body, a first backup ring (backup ring) 21 disposed on the low-pressure side L of the seal ring 11, and a seal ring 11 and a second backup ring.
- the second backup ring 31 is disposed between the first backup ring 21 and the second backup ring 31 .
- the two members 2 and 3 are, for example, high-pressure hydrogen piping for fuel cells that are connected to each other, and the seal housing portion of the other piping member 3 is disposed on the outer peripheral side of the seal housing portion of one piping member 2, and one
- the sealing device 1 is mounted in an annular mounting groove 4 provided on the outer peripheral surface of the seal housing portion of the piping member 2, and is in close contact with the inner peripheral surface of the seal housing portion of the other piping member 3.
- the sealing fluid is high pressure hydrogen gas that attempts to flow from the high pressure side H to the low pressure side L.
- a backup ring made of nylon (trade name) is used. Nylon is one of the resin materials that is difficult to pass through gas.
- a backup ring made of a softer material than the first backup ring 21, such as PTFE resin is used.
- an end ring with a cut at one point on the circumference is often used to facilitate installation, but if gas leakage is taken into account, an endless type without a cut is used. It is preferable that
- the seal ring 11 corresponds to a seal main body included in the sealing device according to the present invention.
- the seal ring 11 is formed into an annular shape, and is held by first and second backup rings 21 and 31.
- the material of the seal ring 11 is the same as the material forming the seal body described later, and the seal ring 11 exhibits the characteristics that the seal body described below has.
- the mounting groove 4 is basically formed as a space with a rectangular cross-section, but the high-pressure side mounting portion 4a of the groove bottom, into which the seal ring 11 is mounted, is formed into a flat cylindrical surface.
- the low pressure side mounting portion 4b for mounting the first and second backup rings 21, 31 which are continuous to the low pressure side L of the high pressure side mounting portion 4a has a spacing between the two members 2, 3 (radial spacing). ) is formed into a conical inclined surface shape so that it gradually narrows from the high pressure side H to the low pressure side L, that is, the groove depth of the mounting groove 4 becomes gradually shallower, and is formed as an inclined bottom surface 4c. .
- first and second backup rings 21 and 31 attached to the low-pressure side attachment portion 4b are each basically formed to have a rectangular cross section, but their inner peripheral surfaces correspond to the inclined bottom surface 4c. , are formed in the shape of an inclined surface forming a conical surface so that the inner diameter gradually increases from the high pressure side H to the low pressure side L, and are formed as inclined surfaces 21a and 31a.
- the seal ring 11 is pressed against the second backup ring 31 on the low pressure side. It is molded from a PTFE resin that is softer than the first backup ring 21. Therefore, it is possible to prevent the seal ring 11 from being repeatedly pressed against a hard material and being damaged when alternating pressure is generated.
- the second backup ring 31 is molded from PTFE resin, which is a soft material, it tends to protrude, but the first backup ring 21, which is molded from nylon, which is a hard material, prevents it from protruding. .
- the mounting groove 4 is provided with an inclined bottom surface 4c that gradually narrows the distance between the two members 2 and 3 from the high pressure side H to the low pressure side L, and both backup rings 21 and 31 are provided with an inclined bottom surface 4c, respectively.
- Corresponding inclined surfaces 21a and 31a are provided on the inner peripheral surface. Therefore, when the sealing fluid pressure acts on both backup rings 21, 31 through seal ring 11, both backup rings 21, 31 are compressed in a manner that they are pushed into a narrow space, and are tightly brought into close contact with the mating surfaces.
- the backup ring 21 is made of nylon, which is difficult to pass through gas. Therefore, from this point of view as well, it can be expected that leakage caused by high pressure hydrogen gas, which is a sealed fluid, permeating through the backup ring 21 can be effectively reduced. Furthermore, since the backup ring 21 has a radial width dimension smaller than that of the second backup ring 31, the transmission area is set to be small. Therefore, also from this point of view, it is possible to effectively seal the high-pressure hydrogen gas that is the sealed fluid.
- the sealing device 1 may be used not only for a cylindrical gap between two members, but also for a planar gap, that is, a gap between end faces.
- FIG. 2 is an example of an embodiment of such a sealing device.
- first and second backup rings 21 and 31 are arranged in the axial direction in order to seal the cylindrical gap between one piping member 2 and the other piping member 3.
- first and second backup rings 21 and 31 are arranged in the radial direction in order to seal the planar gap between one piping member 2 and the other piping member 3. .
- FIG. 3 is an example of a sealing device according to another embodiment of the present invention.
- the sealing device 100 shown in FIG. 3 is a seal component for a separator laminated on both sides of an electrolyte membrane/electrode assembly (hereinafter referred to as MEA) in a typical fuel cell, that is, a cell seal for a fuel cell.
- MEA electrolyte membrane/electrode assembly
- Such a cell seal for a fuel cell is disposed between two opposing members, a separator and an MEA, to seal the space between the separator and the MEA (not shown).
- fuel cell separators it is necessary to supply fuel cell fluid (fuel gas containing hydrogen, oxidant gas containing oxygen, etc.) to the MEA to prevent leakage to the outside, and the endless gasket is suitable for such fuel cells.
- the gasket serves to seal the fluid inside the space surrounded by the gasket.
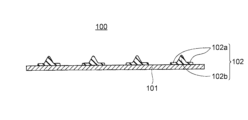
- FIG. 4 shows a schematic cross section of the sealing device 100 taken along the line AA' in FIG. 3, and the gasket 102 is formed as four protrusions protruding from the surface of the base material 101.
- the gasket 102 has a base portion 102a adhered to the surface of the base material 101, and a seal lip portion 102b raised in the shape of a mountain from the base portion 102a. Note that there is a location (not shown) on line AA' in FIG. 3 where the material for molding the gasket 102 flows in and out during molding of the gasket 102.
- the base material 101 for example, a metal plate such as stainless steel or a thin plate such as a carbon plate is used.
- the base material 101 and the gasket 102 are bonded to each other via an adhesive layer or by an adhesive included in the gasket 102.
- the sealing device 100 may be an integrally molded cell seal in which an endless gasket 102 made of an elastic material and extending along the surface of the base material 101 is integrally molded on the surface of a plate-shaped base material 101.
- the base material 101 of such an integrally molded cell seal is a member included in the cell structure of a fuel cell that is integrally molded with the gasket 102, and includes a separator, an MEA, a gas diffusion layer (GDL), and the like.
- the gasket 102 corresponds to a seal main body included in the sealing device according to the present invention. As shown in FIG. 4, the gasket 102 has a protruding cross-sectional shape.
- the material of the gasket 102 is the same as the material forming the seal body described below, and the gasket 102 exhibits characteristics possessed by the seal body described below.
- the seal main body portion of the sealing device includes (A) a natural rubber component selected from natural rubber and epoxy-modified natural rubber having a degree of epoxidation of 1% or more and less than 50%, and (B) This is a vulcanized molded product of a rubber composition containing a filler selected from carbon black and silica, (C) an organic peroxide crosslinking agent, and optionally (D) a silane coupling agent.
- the filler is carbon black
- the rubber composition contains epoxy-modified natural rubber having a degree of epoxidation of 1% or more and less than 50%
- the filler is silica
- the rubber composition further contains a silane coupling agent.
- Natural rubber is thought to undergo an oxidative decomposition reaction starting from the diene structure (C ⁇ C bond) in a high-temperature air atmosphere. Therefore, in rubber compositions containing natural rubber components filled with carbon black, by using appropriately epoxidized natural rubber, compression set can be suppressed and the compression set resistance in high-temperature air can be improved. It can be improved. In addition, by adding a silane coupling agent to a rubber composition containing a silica-filled natural rubber component, even if the natural rubber is not epoxidized, it maintains excellent cold resistance and can be used in high-temperature air. Compression set resistance can be improved.
- the shape of the seal main body is not particularly limited, and can be made into any shape depending on the purpose.
- it may be a sheet-shaped sealing member with a square, rectangular, or disc-shaped cross-sectional shape, or an annular sealing member such as an O-ring or a square ring, and these annular parts may be formed in a part of the seal body. You can leave it there.
- Natural Rubber Component natural rubber that has not been chemically modified in any way, or natural rubber that has been modified with epoxy so that the diene portion is epoxidized to a degree of 1% or more and less than 50% is used.
- Natural rubber is a rubber refined from the sap (latex) of natural trees, and is a diene rubber that is different from synthetic rubber, which is manufactured by chemical synthesis using petroleum, naphtha, etc. as raw materials.
- the diene moiety of natural rubber can be epoxidized by reaction with formic acid and hydrogen peroxide.
- the epoxy-modified natural rubber has an epoxidation degree of 1% or more and less than 50%, preferably an epoxidation degree of 10% or more and 40% or less, and an epoxidation degree of 20% or more and 30% or less. It is more preferable to have the following.
- Natural rubber and epoxy-modified natural rubber may be used alone or in combination of two or more. By using such natural rubber, the mechanical properties of the seal body can be improved. Furthermore, the natural rubber and epoxy-modified natural rubber may be commercially available products. Commercial products of natural rubber and epoxy-modified natural rubber include, for example, natural rubber "RSS No. 1" (imported by Toyotsu Chemiplus), and natural rubber "ENR25” (imported by Sanyo Trading) with a degree of epoxidation of 25%. etc.
- the carbon black can be selected from known materials as appropriate, and includes, for example, super abrasion furnace (SAF) carbon black, intermediate super abrasion furnace (ISAF) carbon black, and high abrasion resistant carbon black.
- SAF super abrasion furnace
- IPF intermediate super abrasion furnace
- XCF Conductive Furnace
- FEF Fast Extruding Furnace
- GPF General Purpose Furnace
- HMF High Modulus Furnace
- SRF Semi-Reinforcing Furnace
- FT fine grain pyrolysis
- soft carbons such as fine thermal (MT) carbon black and medium thermal (MT) carbon black.
- examples of commercially available carbon black include "Vulcan (registered trademark) 3L" (HAF carbon) manufactured by Cabot Corporation.
- the content of carbon black is not particularly limited, but it is preferably 1 part by mass or more and 100 parts by mass or less, and 25 parts by mass or more and 75 parts by mass or less, based on 100 parts by mass of the natural rubber component. It is more preferable.
- One type of carbon black may be used alone, or two or more types may be used in combination.
- silica can be appropriately selected from known materials, it is preferable that it has good kneading workability.
- silica is dry process silica produced by thermal decomposition of halogenated silicic acid or organosilicon compounds, or by heating reduction of silica sand and air oxidation of vaporized SiO.
- Examples of commercially available silica products include "Ultrasil (registered trademark) 360" manufactured by Evonik Japan.
- the content of silica is not particularly limited, but it is preferably 1 part by mass or more and 100 parts by mass or less, and 25 parts by mass or more and 75 parts by mass or less, based on 100 parts by mass of the natural rubber component. is more preferable. Silica may be used alone or in combination of two or more.
- Organic peroxide crosslinking agent is used as a crosslinking agent to form peroxide crosslinks of the natural rubber component.
- organic peroxide-based crosslinking agent By using an organic peroxide-based crosslinking agent as a crosslinking agent, excellent compression set resistance is imparted to the seal main body.
- organic peroxide crosslinking agents include dicumyl peroxide, cumene hydroperoxide, p-methane hydroperoxide, 2,5-dimethylhexane-2,5-dihydroperoxide, and di-tert-butyl peroxide.
- organic peroxide crosslinking agent for example, "Percmil (registered trademark) D" manufactured by NOF Corporation can be used.
- the content of the organic peroxide crosslinking agent is preferably 0.1 parts by mass or more and 10 parts by mass or less, more preferably 1 part by mass or more and 5 parts by mass or less, based on 100 parts by mass of the natural rubber component. preferable.
- One type of organic peroxide crosslinking agent may be used alone, or two or more types may be used in combination.
- silane coupling agent silane coupling having a mercapto group is preferable, such as 3-mercaptopropyltrimethoxysilane, 3-mercaptopropyltriethoxysilane, 3-mercaptopropyldiethoxymethoxysilane, 3-mercaptopropyltripropoxy Silane, 3-mercaptopropyldipropoxymethoxysilane, 3-mercaptopropyltributoxysilane, 3-mercaptopropyldibutoxymethoxysilane, 3-mercaptopropylmethyldimethoxysilane, 3-mercaptopropyldimethylmethoxysilane, 3-mercaptopropyldibutoxymethoxysilane Ethoxysilane, 3-mercaptopropyldimethylethoxysilane, 3-mercaptopropylmethyl
- silane coupling agent for example, "KBM-803" manufactured by Shin-Etsu Silicone Co., Ltd. can be used.
- the content of the silane coupling agent is preferably 0.1 parts by mass or more and 10 parts by mass or less, and more preferably 1 part by mass or more and 5 parts by mass or less, based on 100 parts by mass of the natural rubber component.
- the silane coupling agents may be used alone or in combination of two or more.
- the rubber composition may further contain other compounding components in addition to the above-mentioned components, if necessary.
- other ingredients include various additives such as crosslinking accelerators, plasticizers, anti-aging agents, auxiliaries, lubricants, adhesives, lubricants, flame retardants, fungicides, and antistatic agents. These additives may be used alone or in combination of two or more. Further, the amount of these ingredients to be blended is not particularly limited as long as it does not impede the purpose or effect of the present invention, and the amount can be appropriately blended depending on the purpose of blending.
- the method for manufacturing the seal main body is not particularly limited, but includes, for example, the natural rubber component, filler, and organic peroxide crosslinking agent described above, and the silane blended as necessary.
- the mixture is kneaded using a kneading machine such as a single-screw extruder, twin-screw extruder, roll, Banbury mixer, kneader, or high-shear mixer.
- a kneading machine such as a single-screw extruder, twin-screw extruder, roll, Banbury mixer, kneader, or high-shear mixer.
- a rubber composition is produced by this process.
- kneading, mastication, preliminary kneading, etc. may be performed as necessary.
- a vulcanized molded product having the shape of the seal main body can be manufactured.
- Vulcanization molding of the rubber composition is generally carried out by pressure vulcanization at about 150 to 230° C. for about 0.5 to 30 minutes using an injection molding machine, a compression molding machine, or the like.
- secondary vulcanization may be performed as necessary to ensure that the inside of the vulcanized product is vulcanized.
- Secondary vulcanization can generally be carried out by oven heating, steam heating, hot air heating, etc. at about 150 to 250° C. for about 0.5 to 24 hours.
- the seal main body of the sealing device according to this embodiment was measured in accordance with the provisions of JIS K6251:2017 (Japanese Industrial Standard created by changing the technical content based on ISO 37 (2011 5th edition)).
- JIS K6251:2017 Japanese Industrial Standard created by changing the technical content based on ISO 37 (2011 5th edition)
- the elongation at cutting of the seal body was measured in accordance with the regulations of JIS K 6251:2017 (test piece shape: dumbbell No. 6 shape, speed: 500 mm/min, distance between gauge lines: 20 ⁇ 0.
- seal body has a tensile strength of 10 MPa or more and an elongation at break of 200% or more, it is possible to provide a sealing device including a seal body that exhibits high mechanical strength even under high pressure.
- the seal main body of the sealing device complies with the provisions of JIS K6261-4:2017 (Japanese Industrial Standard created by changing the technical content based on ISO 2921 (5th edition, 2011)).
- Temperature of TR10 in the low temperature elastic recovery test (TR test) measured in The temperature of TR10 in a low temperature elastic recovery test (TR test) measured under the following conditions is preferably -40°C or lower, and preferably -60°C or lower. Since the temperature at TR10 is ⁇ 40° C. or lower, it is possible to provide a sealing device including a seal main body portion that has excellent cold resistance in a low temperature range.
- JIS B 2401-1:2012 Japanese Industrial Standard created by changing the technical content based on ISO 3601-1 (2008 4th edition)
- JIS K 6262:2013 regulations ISO815-1 and ISO815-2 (both 2008 1st edition)
- Nihon Kogyo Co., Ltd. created the G25 O-ring shape described in the G25 O-ring shape by changing the technical content.
- the present invention relates to the following [1] to [7].
- the seal main body has a tensile strength of 10 MPa or more as measured in accordance with the provisions of JIS K 6251:2017, and an elongation at break of 200% or more as measured in accordance with the provisions of JIS K 6251:2017.
- the temperature of TR10 in the low temperature elastic recovery test measured in accordance with the provisions of JIS K 6261-4:2017 is -40°C or less, and the temperature is specified in the provisions of JIS B 2401-1:2012.
- the seal body has a protruding cross-sectional shape.
- the seal main body portion is provided on a plate-shaped base material, and the base material is a metal or carbon plate.
- the seal body is selected from (A) a natural rubber component selected from natural rubber and epoxy-modified natural rubber having a degree of epoxidation of 1% or more and less than 50%, and (B) carbon black and silica.
- the rubber composition contains epoxy-modified natural rubber having a degree of epoxidation of 1% or more and less than 50%, and the filler is silica, the rubber composition further contains a silane coupling agent. ).
- the rubber composition further contains (E) at least one additive selected from the group consisting of a crosslinking accelerator, an auxiliary agent, and an anti-aging agent.
- Example 1 100 parts by mass of natural rubber with a degree of epoxidation of 25% ("ENR25”, imported by Sanyo Trading Co., Ltd.) was put into a kneading extrusion device ("Laboplast Mill 30C150", manufactured by Toyo Seiki Co., Ltd.) and heated at 50°C for 15 minutes.
- filler A carbon black: trade name "Vulcan (registered trademark) 3L", manufactured by Cabot Japan
- crosslinking agent A dicumyl peroxide: trade name “Percumil (registered trademark)" D", manufactured by NOF Corporation
- auxiliary agent A zinc white: trade name "zinc oxide", manufactured by Seido Kagaku Kogyo Co., Ltd.
- auxiliary agent B stearic acid: trade name "DTST" '', manufactured by Miyoshi Oil Co., Ltd.
- anti-aging agent 2,2,4-trimethyl-1,2-dihydroquinoline polymer: trade name ⁇ Nocrac 224'', manufactured by Ouchi Shinko Kagaku Kogyo Co., Ltd.
- the obtained rubber dough was put into a roll kneading machine ("LABORTORY MILL", manufactured by Kansai Roll Co., Ltd.), and the rubber dough was passed through it five times with a roll gap of 1.5 to 2.5 mm, and then kneaded with a roll kneader of 1 mm.
- a rubber composition was prepared by passing the rubber composition 10 times.
- Example 2 Natural rubber (“RSS No. 1", Toyotsu Chemiplus imported product) was used instead of natural rubber with a degree of epoxidation of 25%, and filler B (silica: trade name “Ultrasil (registered trademark) 360") was used instead of filler A.
- Example 1 except that 1 part by mass of a silane coupling agent (mercapto group-containing silane coupling agent: trade name "KBM-803", manufactured by Shin-Etsu Silicone Co., Ltd.) was used.
- a rubber composition and test pieces A and B were prepared in the same manner, and the above measurements were performed. The results are shown in Table 1.
- Natural rubber (“RSS No. 1", Toyotsu Chemiplus imported product) was used instead of natural rubber with a degree of epoxidation of 25%, crosslinking agent B was replaced with crosslinking agent A (sulfur: trade name "Colloidal Sulfur A”, Tsurumi Chemical Co., Ltd.) (manufactured by Kogyo Co., Ltd.), and further crosslinking accelerator A (N-cyclohexyl-2-benzothiazolesulfenamide: trade name "Noxela (registered trademark) CZ-G", manufactured by Ouchi Shinko Kagaku Co., Ltd.).
- crosslinking agent A sulfur: trade name "Colloidal Sulfur A", Tsurumi Chemical Co., Ltd.
- further crosslinking accelerator A N-cyclohexyl-2-benzothiazolesulfenamide: trade name "Noxela (registered trademark) CZ-G", manufactured by Ouchi Shinko Kagaku Co., Ltd.
- crosslinking accelerator B tetramethylthiuram disulfide: trade name "Noxela (registered trademark) TT-P", manufactured by Ouchi Shinko Kagaku Co., Ltd.
- a rubber composition and test pieces A and B were prepared in the same manner as in Example 1, except that the crosslinking temperature was changed from 170°C to 150°C, and the above measurements were performed. The results are shown in Table 1.
- Rubber compositions and test pieces A and B were prepared in the same manner as in Example 1, except that natural rubber ("RSS No. 1", imported from Toyotsu Chemiplus) was used instead of natural rubber having a degree of epoxidation of 25%. was prepared and the above measurements were performed. The results are shown in Table 1.
- Example 4 A rubber composition and test pieces A and B were prepared in the same manner as in Example 2, except that no silane coupling agent was blended, and the above measurements were performed. The results are shown in Table 1.
- Examples 1 and 2 had a tensile strength of 10 MPa or more and an elongation at break of 200% or more, and exhibited high mechanical strength even under high pressure. Furthermore, in Examples 1 and 2, the temperature of TR10 in the low-temperature elastic recovery test was -40°C or lower, and furthermore, the compression set after 70 hours at 100°C was 40% or lower. It had excellent cold resistance and compression set resistance at high temperatures.
- Comparative Example 1 in which a sulfur crosslinking agent was used as a crosslinking agent, the compression set was higher than 40%, and the compression set resistance was poor.
- Comparative Example 2 which used carbon black as a filler and unmodified natural rubber as a natural rubber component, had a compression set higher than 40% and was inferior in compression set resistance. Ta.
- Comparative Example 3 which used carbon black as a filler and natural rubber with a degree of epoxidation of 50% as a natural rubber component, the compression set was 40% or less, but the low temperature elastic recovery test The temperature of TR10 was higher than -40°C, and the cold resistance was poor.
- Comparative Example 4 in which silica was used as a filler but no silane coupling agent was used, the compression set was higher than 40% and the compression set resistance was poor.
- 1, 1A, 1B sealing device 2 one member (piping member), 3 other member (piping member), 4 mounting groove, 4a high pressure side mounting part, 4b low pressure side mounting part, 4c inclined bottom surface, 11 seal ring, 21 First backup ring (backup ring), 21a, 31a slope, 31 second backup ring, 100 sealing device, 101 base material, 101a ventilation hole, 102 gasket, 102a base part, 102b seal lip part
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
本発明は、互いに対向する二部材(2,3)の間に配置されて、前記二部材(2,3)の間の空間を密封する密封装置(1)であって、前記空間と接するシール本体部(11)を備え、前記シール本体部(11)において、JIS K 6251:2017の規定に準拠して測定された引張強さが10MPa以上であり、JIS K 6251:2017の規定に準拠して測定された切断時伸びが200%以上であり、JIS K 6261-4:2017の規定に準拠して測定された低温弾性回復試験におけるTR10の温度が-40℃以下であり、且つ、JIS B 2401-1:2012の規定に記載されているG25 Oリングの形状にてJIS K 6262:2013の規定に準拠して測定された100℃で70時間経過後の圧縮永久歪みが40%以下である。
Description
本発明は、密封装置に関する。
2020年10月、日本政府は2050年までに温室効果ガスの排出を全体としてゼロにする、カーボンニュートラルの達成を宣言した。原材料に関していえば、石油資源から二酸化炭素を吸収する植物資源への切替えはカーボンニュートラルに貢献し得る。植物資源として、樹液から作られる天然ゴムは、機械的強度及び耐寒性に優れるため、高いシール性が要求される材料への適用に有益である。このような天然ゴムが有する特性が活かせる用途として、例えば水素シール材料が挙げられる。
脱炭素化の手段として期待される水素社会では、エネルギー利用時に二酸化炭素を排出しない。水素社会の実現に向けて水素ステーション及び燃料電池車が既に実用化されているが、高圧かつ幅広い温度域で水素を漏れなく安全に管理することのできるシール技術が求められている。そのため、水素アプリケーションと天然ゴムの組合せは相乗的な脱炭素化効果をもたらし、さらにはシール製品における高圧下での割れの抑制や低温下での弾性低下(耐寒性)の改善を期待できる。
しかしながら、一般に天然ゴムのようなジエン系ゴムは熱劣化を起こしやすい性質がある。天然ゴムを圧縮させた状態で高温空気中に長期間暴露すると、酸化分解に起因した応力緩和が起こり、圧縮開放後に永久歪みが残る。このような現象は、ゴムの復元力を以て流体を密封するシール製品にとって致命的であるため、天然ゴムを水素シール材料へ適用させるには、高温空気中での耐圧縮永久歪み性を改善する必要がある。
特許文献1には、圧力又は温度の変動に耐え得る、燃料電池車高圧水素容器用シール材料について記載されており、適用可能なゴムの一種として天然ゴムが例示されている。しかしながら、特許文献1では、高温空気雰囲気下ではなく高温水素雰囲気下でのシール性を対象としているため、天然ゴムの高温空気中での耐圧縮永久歪み性の改善について言及されていない。また、高温水素ガスの暴露時間も1時間と比較的短く、さらには、所望の性能を達成できるゴム材料の配合情報について記載されていない。
それ故、高圧下での機械的強度が高く、優れた耐寒性を示し、さらには高温空気中で長期間、優れた耐圧縮永久歪み性を発現できる、天然ゴム製のシール材料について検討する必要がある。
本発明は、高圧下で高い機械的強度を示し、さらには低温域での耐寒性及び高温域での耐圧縮永久歪み性に優れる密封装置を提供する。
本発明の実施形態に係る密封装置は、互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、前記空間と接するシール本体部を備え、前記シール本体部において、JIS K 6251:2017の規定に準拠して測定された引張強さが10MPa以上であり、JIS K 6251:2017の規定に準拠して測定された切断時伸びが200%以上であり、JIS K 6261-4:2017の規定に準拠して測定された低温弾性回復試験におけるTR10の温度が-40℃以下であり、且つ、JIS B 2401-1:2012の規定に記載されているG25 Oリングの形状にてJIS K 6262:2013の規定に準拠して測定された100℃で70時間経過後の圧縮永久歪みが40%以下である。
本発明の一実施形態において、前記シール本体部が環状である。
本発明の一実施形態において、前記シール本体部がバックアップリングで保持されている。
本発明の一実施形態において、前記シール本体部の断面形状が突起形状である。
本発明の一実施形態において、前記シール本体部が板状の基材上に設けられ、前記基材が金属製またはカーボン製の板である。
本発明の一実施形態において、前記基材と前記シール本体部が、前記シール本体部に含まれる接着剤によって接着されている。
本発明の一実施形態において、前記シール本体部が水素ガスに接している。
本発明の一実施形態において、前記シール本体部が液体水素に接している。
本発明の一実施形態において、前記密封装置が水素エネルギーシステムに使用するための密封装置である。
本発明の他の実施形態に係る密封装置は、互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、前記空間と接するシール本体部を備え、前記シール本体部が、(A)天然ゴム及び1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムから選択される天然ゴム成分と、(B)カーボンブラック及びシリカから選択される充填剤と、(C)有機過酸化物系架橋剤と、任意に(D)シランカップリング剤とを含有するゴム組成物の加硫成型品である(但し、前記充填剤がカーボンブラックである場合、前記ゴム組成物は1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムを含有し、且つ、前記充填剤がシリカである場合、前記ゴム組成物はさらにシランカップリング剤を含有する)。
本発明の一実施形態において、前記ゴム組成物が、(E)架橋促進剤、助剤及び老化防止剤からなる群から選択される少なくとも1種の添加剤をさらに含有する。
本発明によれば、高圧下で高い機械的性強度を示し、さらには低温域での耐寒性及び高温域での耐圧縮永久歪み性に優れる密封装置を提供することができる。
以下、本発明の実施形態に係る密封装置について、図面を参照しながら詳細に説明する。尚、以下に述べる室温とは、23℃±2℃以内の範囲とする。
<密封装置>
本実施形態に係る密封装置は、互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、当該空間と接するシール本体部を備えている。本実施形態に係る密封装置は、水素エネルギーシステムに使用されることが好ましく、その際、シール本体部は水素ガスまたは液体水素に接しており、密封装置は、水素ガスシールまたは液体水素シールとして使用される。
本実施形態に係る密封装置は、互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、当該空間と接するシール本体部を備えている。本実施形態に係る密封装置は、水素エネルギーシステムに使用されることが好ましく、その際、シール本体部は水素ガスまたは液体水素に接しており、密封装置は、水素ガスシールまたは液体水素シールとして使用される。
<第1の実施形態>
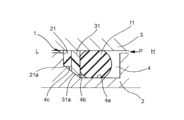
図1は、このようなシール本体部を備える密封装置の実施形態の一例である。図1に示される密封装置1は、互いに対向する二部材2,3のうちの一方の部材2に設けた装着溝(装着部)4に装着されて他方の部材3に密接し、もって二部材2,3間を密封する。密封装置1は、ゴム状弾性体よりなるシールリング(ゴム製リング状パッキン)11と、シールリング11の低圧側Lに配置される第一バックアップリング(バックアップリング)21と、シールリング11と第一バックアップリング21との間に配置される第二バックアップリング31とを有している。上記二部材2,3は例えば、互いに連結される燃料電池用高圧水素配管であって、一方の配管部材2におけるシールハウジング部の外周側に他方の配管部材3のシールハウジング部が配置され、一方の配管部材2のシールハウジング部の外周面に設けた環状の装着溝4に当該密封装置1が装着されて、他方の配管部材3のシールハウジング部の内周面に密接している。密封流体は、高圧側Hから低圧側Lへ流れようとする高圧水素ガスである。
図1は、このようなシール本体部を備える密封装置の実施形態の一例である。図1に示される密封装置1は、互いに対向する二部材2,3のうちの一方の部材2に設けた装着溝(装着部)4に装着されて他方の部材3に密接し、もって二部材2,3間を密封する。密封装置1は、ゴム状弾性体よりなるシールリング(ゴム製リング状パッキン)11と、シールリング11の低圧側Lに配置される第一バックアップリング(バックアップリング)21と、シールリング11と第一バックアップリング21との間に配置される第二バックアップリング31とを有している。上記二部材2,3は例えば、互いに連結される燃料電池用高圧水素配管であって、一方の配管部材2におけるシールハウジング部の外周側に他方の配管部材3のシールハウジング部が配置され、一方の配管部材2のシールハウジング部の外周面に設けた環状の装着溝4に当該密封装置1が装着されて、他方の配管部材3のシールハウジング部の内周面に密接している。密封流体は、高圧側Hから低圧側Lへ流れようとする高圧水素ガスである。
第一バックアップリング21としては、ナイロン(商品名)よりなるバックアップリングが用いられる。ナイロンは、ガスを透過しにくい樹脂材質の一つである。また、第二バックアップリング31としては、例えばPTFE樹脂のような第一バックアップリング21と比較して軟質な材料よりなるバックアップリングが用いられる。両バックアップリング21,31は共に、組み込みを容易にするために、円周上一箇所がカットされた有端リングが使われることが多いが、ガス漏れを考慮する場合は、カットの無いエンドレスタイプであることが好ましい。
シールリング11は、本発明に係る密封装置が有するシール本体部に相当する。シールリング11は環状に形成されており、シールリング11は第一および第二バックアップリング21,31で保持されている。シールリング11の材料は、後述するシール本体部を形成する材料と同じであり、また、シールリング11は、後述するシール本体部が有する特性を示す。
装着溝4は、基本的に断面矩形状の空間として形成されているが、その溝底部のうち、シールリング11を装着するための高圧側装着部位4aは円筒面をなす平面状に形成されている。また、この高圧側装着部位4aの低圧側Lに連続する第一および第二バックアップリング21,31を装着するための低圧側装着部位4bは、前記二部材2,3間の間隔(径方向間隔)を高圧側Hから低圧側Lへかけて漸次狭めるよう、すなわち、装着溝4の溝深さを漸次浅くするように円錐面をなす傾斜面状に形成され、傾斜底面4cとして形成されている。
また、この低圧側装着部位4bに装着される第一および第二バックアップリング21,31はそれぞれ、基本的に断面矩形状に形成されているが、その内周面は傾斜底面4cに対応して、その内径寸法を高圧側Hから低圧側Lへかけて漸次拡大するように円錐面をなす傾斜面状に形成され、傾斜面21a,31aとして形成されている。
このような構成の密封装置1において、図1の右側より圧力Pが作用すると、シールリング11はその低圧側の第二バックアップリング31に押し付けられるが、この第二バックアップリング31は、ナイロンよりなる第一バックアップリング21よりも軟質なPTFE樹脂によって成形されている。したがって、交番圧力発生時などにシールリング11が繰り返し硬質材に押し付けられて損傷するのを抑えることが可能とされている。また、第二バックアップリング31は軟質材であるPTFE樹脂によって成形されているために、はみ出しが発生しやすいが、硬質材であるナイロンによって成形された第一バックアップリング21により、はみ出しが防止される。
また、装着溝4には、二部材2,3間の間隔を高圧側Hから低圧側Lへと漸次狭める傾斜底面4cが設けられるとともに、両バックアップリング21,31にはそれぞれ、傾斜底面4cに対応する傾斜面21a,31aが内周面に設けられている。よって、密封流体圧がシールリング11を介して両バックアップリング21,31に作用すると、両バックアップリング21,31は狭いところに押し込まれるかたちにて圧縮され、相手面に強く密接する。したがって、両バックアップリング21,31に上記傾斜面21a,31aによる圧縮現象が発生するために、さらにシールリング11がはみ出しにくくなることだけでなく、密封流体である高圧水素ガスをシールリング11だけではシールできない場合に、バックアップリング21,31にて密封することも期待できる。
また、バックアップリング21は、ガスを透過しにくいナイロンによって成形されている。したがって、この点からも、密封流体である高圧水素ガスがバックアップリング21を透過することによる漏れを有効に低減することが期待できる。さらに、バックアップリング21は、その径方向の幅寸法が第二バックアップリング31の径方向の幅寸法よりも小さいため、透過面積が小さく設定されている。したがって、この点からも、密封流体である高圧水素ガスを有効に密封することが可能である。
また、本実施形態に係る密封装置1は、二部材間の円筒状の隙間のみでなく、平面状すなわち端面間の隙間に対しても使用できるものであってよい。図2は、このような密封装置の実施形態の一例である。図2において下部の密封装置1Aでは、一方の配管部材2と他方の配管部材3間の円筒状隙間を密封すべく、第一ないし第二バックアップリング21,31が軸方向に並べられているが、図2において上部の密封装置1Bでは、一方の配管部材2と他方の配管部材3間の平面状隙間を密封すべく、第一ないし第二バックアップリング21,31が径方向に並べられている。そして、このように二重の配置とすることによって、更に外部への漏れを少なくすることが可能である。
<第2の実施形態>
図3は、本発明の他の実施形態に係る密封装置の一例である。図3に示される密封装置100は、一般的な燃料電池において電解質膜/電極集合体(以下、MEAと呼ぶ)の両側に積層されるセパレータ用のシール部品、すなわち燃料電池用セルシールである。このような燃料電池用セルシールは、互いに対向する二部材であるセパレータとMEAの間に配置されて、セパレータとMEAの間の空間を密封する(図示せず)。燃料電池のセパレータでは、外部に漏れないようにMEAに燃料電池用の流体(水素を含む燃料ガスや酸素を含む酸化剤ガス等)を供給する必要があり、無端形状のガスケットは、こうした燃料電池用の流体を、ガスケットで囲まれた空間内に封止(シール)する役割を果たす。
図3は、本発明の他の実施形態に係る密封装置の一例である。図3に示される密封装置100は、一般的な燃料電池において電解質膜/電極集合体(以下、MEAと呼ぶ)の両側に積層されるセパレータ用のシール部品、すなわち燃料電池用セルシールである。このような燃料電池用セルシールは、互いに対向する二部材であるセパレータとMEAの間に配置されて、セパレータとMEAの間の空間を密封する(図示せず)。燃料電池のセパレータでは、外部に漏れないようにMEAに燃料電池用の流体(水素を含む燃料ガスや酸素を含む酸化剤ガス等)を供給する必要があり、無端形状のガスケットは、こうした燃料電池用の流体を、ガスケットで囲まれた空間内に封止(シール)する役割を果たす。
図3に示す密封装置100は、板状の基材101の表面に、弾性材料からなり基材101の表面に沿って延びる無端形状のガスケット102が通気孔101aの周りに形成されている。図4には、図3のAA’線に沿った密封装置100の模式的な断面が示されており、基材101の表面から突出した4個の突出部としてガスケット102が形成されている。図4に示すように、ガスケット102は、基材101の表面に接着したベース部102aと、ベース部102aから山の形状に隆起したシールリップ部102bとを有している。尚、図3のAA’線上には、ガスケット102の成形時にガスケット102の成形用材料が流出入する箇所(図示せず)が存在する。
基材101としては、例えばステンレス等の金属製の板や、カーボン製の板等の薄板が用いられる。基材101とガスケット102とは接着剤層を介して、またはガスケット102に含まれる接着剤によって接着される。また、密封装置100は、板状の基材101の表面に、弾性材料からなり基材101の表面に沿って延びる無端形状のガスケット102が一体成型された一体成形型セルシールであってもよい。このような一体成形型セルシールの基材101としては、ガスケット102と一体成型される燃料電池のセル構造中に含まれる部材であり、セパレータ、MEA、ガス拡散層(GDL)等が挙げられる。
ガスケット102は、本発明に係る密封装置が有するシール本体部に相当する。図4に示されるように、ガスケット102の断面形状は突起形状である。ガスケット102の材料は、後述するシール本体部を形成する材料と同じであり、また、ガスケット102は、後述するシール本体部が有する特性を示す。
<シール本体部>
本実施形態に係る密封装置が有するシール本体部は、(A)天然ゴム及び1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムから選択される天然ゴム成分と、(B)カーボンブラック及びシリカから選択される充填剤と、(C)有機過酸化物系架橋剤と、任意に(D)シランカップリング剤とを含有するゴム組成物の加硫成型品である。但し、充填剤がカーボンブラックである場合、ゴム組成物は1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムを含有し、且つ、充填剤がシリカである場合、ゴム組成物はさらにシランカップリング剤を含有する。天然ゴムは、高温空気雰囲気下でジエン構造(C=C結合)を起点として酸化分解反応を起こすと考えられている。そのため、カーボンブラックを充填した天然ゴム成分を含むゴム組成物においては、適切にエポキシ化された天然ゴムを使用することにより、圧縮永久歪みが抑制され、高温空気中での耐圧縮永久歪み性を改善させることができる。また、シリカを充填した天然ゴム成分を含むゴム組成物にさらにシランカップリング剤を添加することにより、天然ゴムがエポキシ化されていなくとも、優れた耐寒性を維持しつつ、高温空気中での耐圧縮永久歪み性を改善させることができる。
本実施形態に係る密封装置が有するシール本体部は、(A)天然ゴム及び1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムから選択される天然ゴム成分と、(B)カーボンブラック及びシリカから選択される充填剤と、(C)有機過酸化物系架橋剤と、任意に(D)シランカップリング剤とを含有するゴム組成物の加硫成型品である。但し、充填剤がカーボンブラックである場合、ゴム組成物は1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムを含有し、且つ、充填剤がシリカである場合、ゴム組成物はさらにシランカップリング剤を含有する。天然ゴムは、高温空気雰囲気下でジエン構造(C=C結合)を起点として酸化分解反応を起こすと考えられている。そのため、カーボンブラックを充填した天然ゴム成分を含むゴム組成物においては、適切にエポキシ化された天然ゴムを使用することにより、圧縮永久歪みが抑制され、高温空気中での耐圧縮永久歪み性を改善させることができる。また、シリカを充填した天然ゴム成分を含むゴム組成物にさらにシランカップリング剤を添加することにより、天然ゴムがエポキシ化されていなくとも、優れた耐寒性を維持しつつ、高温空気中での耐圧縮永久歪み性を改善させることができる。
このように、シール本体部を作製する際に、上述した特定のゴム組成物を使用することにより、天然ゴムを主原料としても、水素シール材料への要求特性である、高圧下でも割れにくく、低温域でも弾性回復性が高く、且つ高温域での圧縮永久歪みが小さいシール本体部を得ることができ、その結果、高圧下で高い機械的強度を示し、さらには低温域での耐寒性及び高温域での耐圧縮永久歪み性に優れる密封装置を実現することができる。
シール本体部の形状は特に限定されず、用途に応じて任意の形状にすることができる。例えば、断面形状が正方形、長方形、円盤状等のシート状のシール部材、Oリング、角リング等の環状のシール部材であってもよく、シール本体部の一部にこれらの環状部が形成されていてもよい。
(A)天然ゴム成分
天然ゴム成分は、何ら化学変性されていない天然ゴム、又は、ジエン部分が1%以上50%未満のエポキシ化度でエポキシ変性された天然ゴムが使用される。天然ゴムは、天然の樹の樹液(ラテックス)から精製されたゴムであり、石油やナフサなどを原料として化学合成されて製造される合成ゴムとは異なるジエン系ゴムである。天然ゴムのジエン部分は、ギ酸と過酸化水素水との反応によりエポキシ化させることができる。エポキシ変性された天然ゴムは、1%以上50%未満のエポキシ化度を有しており、10%以上40%以下のエポキシ化度を有することが好ましく、20%以上30%以下のエポキシ化度を有することがより好ましい。
天然ゴム成分は、何ら化学変性されていない天然ゴム、又は、ジエン部分が1%以上50%未満のエポキシ化度でエポキシ変性された天然ゴムが使用される。天然ゴムは、天然の樹の樹液(ラテックス)から精製されたゴムであり、石油やナフサなどを原料として化学合成されて製造される合成ゴムとは異なるジエン系ゴムである。天然ゴムのジエン部分は、ギ酸と過酸化水素水との反応によりエポキシ化させることができる。エポキシ変性された天然ゴムは、1%以上50%未満のエポキシ化度を有しており、10%以上40%以下のエポキシ化度を有することが好ましく、20%以上30%以下のエポキシ化度を有することがより好ましい。
天然ゴム及びエポキシ変性された天然ゴムは、1種単独で使用してもよく、2種以上を併用してもよい。このような天然ゴムを使用することにより、シール本体部の機械的特性を向上させることができる。また、天然ゴム及びエポキシ変性された天然ゴムは市販品であってもよい。天然ゴム及びエポキシ変性された天然ゴムの市販品としては、例えば、天然ゴム「RSS1号」(豊通ケミプラス輸入品)、25%のエポキシ化度を有する天然ゴム「ENR25」(三洋貿易輸入品)等が挙げられる。
(B)充填剤
ゴム組成物には、充填剤が配合されている。ゴム組成物中に充填剤が含まれることにより、得られる加硫物の機械強度、圧縮永久歪性を向上させることができる。充填剤として、補強材として一般的な、カーボンブラック及びシリカが用いられる。充填剤は、1種単独で使用してもよく、2種以上を併用してもよい。
ゴム組成物には、充填剤が配合されている。ゴム組成物中に充填剤が含まれることにより、得られる加硫物の機械強度、圧縮永久歪性を向上させることができる。充填剤として、補強材として一般的な、カーボンブラック及びシリカが用いられる。充填剤は、1種単独で使用してもよく、2種以上を併用してもよい。
カーボンブラックは、公知の材料を適宜選択することができ、例えば、超耐摩耗性(SAF:Super Abrasion Furnace)カーボンブラック、準超耐摩耗性(ISAF:Intermediate Super Abrasion Furnace)カーボンブラック、高耐摩耗性(HAF:High Abrasion Furnace)カーボンブラックおよび良加工性チャンネル(EPC:Easy Processing Channel)カーボンブラック等のハードカーボン、並びに、導電性(XCF:eXtra Conductive Furnace)カーボンブラック、良押出性(FEF:Fast Extruding Furnace)カーボンブラック、汎用性(GPF:General Purpose Furnace)カーボンブラック、高応力(HMF:High Modulus Furnace)カーボンブラック、中補強性(SRF:Semi-Reinforcing Furnace)カーボンブラック、微粒熱分解(FT:Fine Thermal)カーボンブラック、および中粒熱分解(MT:Medium Thermal)カーボンブラック等のソフトカーボンが挙げられる。カーボンブラックの市販品として、例えば、キャボット社製「Vulcan(登録商標)3L」(HAFカーボン)等が挙げられる。カーボンブラックの含有量は、特に限定されるものではないが、天然ゴム成分100質量部に対して、1質量部以上100質量部以下であることが好ましく、25質量部以上75質量部以下であることがより好ましい。カーボンブラックは、1種単独で使用してもよく、2種以上を併用してもよい。
シリカは、公知の材料を適宜選択することができるが、混練作業性が良好であることが好ましい。一般的に使用されるシリカとは、ハロゲン化けい酸若しくは有機けい素化合物の熱分解法、又は、けい砂を加熱還元し、気化したSiOを空気酸化する方法等で製造される乾式法シリカや、けい酸ナトリウムの熱分解法等で製造される湿式法シリカ等が挙げられる。シリカの市販品として、例えば、エボニックジャパン社製「Ultrasil(登録商標)360」等が挙げられる。シリカの含有量は、特に限定されるものではないが、天然ゴム成分100質量部に対して、1質量部以上100質量部以下であることが好ましく、25質量部以上75質量部以下であることがより好ましい。シリカは、1種単独で使用してもよく、2種以上を併用してもよい。
(C)有機過酸化物系架橋剤
有機過酸化物系架橋剤は、天然ゴム成分のパーオキサイド架橋を形成する架橋剤として使用される。架橋剤として有機過酸化物系架橋剤を使用することにより、シール本体部に優れた耐圧縮永久歪み性が付与される。有機過酸化物系架橋剤としては、例えば、ジクミルパーオキサイド、クメンヒドロパーオキサイド、p-メタンヒドロパーオキサイド、2,5-ジメチルヘキサン-2,5-ジヒドロパーオキサイド、ジ-tert-ブチルパーオキサイド、ベンゾイルパーオキシド、m-トルイルパーオキサイド、2,5-ジメチル-2,5-ビス(tert-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ビス(tert-ブチルパーオキシ)-3-ヘキシン、1,3-ビス(tert-ブチルパーオキシイソプロピル)ベンゼン、2,5-ジメチル-2,5-ジ(ベンゾイルパーオキシ)ヘキサン、1,1,3,3-テトラメチルブチルパーオキシ-2-エチルヘキサノエート、tert-ブチルパーオキシベンゾエート、tert-ブチルパーオキシラウレート、ジ(tert-ブチルパーオキシ)アジペート、ジ(2-エトキシエチルパーオキシ)ジカルボナート、ビス(4-tert-ブチルシクロヘキシル)パーオキシジカルボナート等が挙げられる。これらの中でも、ジクミルパーオキサイドが好ましい。
有機過酸化物系架橋剤は、天然ゴム成分のパーオキサイド架橋を形成する架橋剤として使用される。架橋剤として有機過酸化物系架橋剤を使用することにより、シール本体部に優れた耐圧縮永久歪み性が付与される。有機過酸化物系架橋剤としては、例えば、ジクミルパーオキサイド、クメンヒドロパーオキサイド、p-メタンヒドロパーオキサイド、2,5-ジメチルヘキサン-2,5-ジヒドロパーオキサイド、ジ-tert-ブチルパーオキサイド、ベンゾイルパーオキシド、m-トルイルパーオキサイド、2,5-ジメチル-2,5-ビス(tert-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ビス(tert-ブチルパーオキシ)-3-ヘキシン、1,3-ビス(tert-ブチルパーオキシイソプロピル)ベンゼン、2,5-ジメチル-2,5-ジ(ベンゾイルパーオキシ)ヘキサン、1,1,3,3-テトラメチルブチルパーオキシ-2-エチルヘキサノエート、tert-ブチルパーオキシベンゾエート、tert-ブチルパーオキシラウレート、ジ(tert-ブチルパーオキシ)アジペート、ジ(2-エトキシエチルパーオキシ)ジカルボナート、ビス(4-tert-ブチルシクロヘキシル)パーオキシジカルボナート等が挙げられる。これらの中でも、ジクミルパーオキサイドが好ましい。
有機過酸化物系架橋剤の市販品として、例えば、日油社製「パークミル(登録商標)D」等を用いることができる。有機過酸化物系架橋剤の含有量は、天然ゴム成分100質量部に対し、0.1質量部以上10質量部以下であることが好ましく、1質量部以上5質量部以下であることがより好ましい。有機過酸化物架橋剤は、1種単独で使用してもよく、2種以上を併用してもよい。
(D)シランカップリング
ゴム組成物が充填剤としてシリカを含有する場合、ゴム組成物にさらにシランカップリング剤を配合する。シランカップリング剤としては、メルカプト基を有するシランカップリングが好ましく、例えば、3-メルカプトプロピルトリメトキシシラン、3-メルカプトプロピルトリエトキシシラン、3-メルカプトプロピルジエトキシメトキシシラン、3-メルカプトプロピルトリプロポキシシラン、3-メルカプトプロピルジプロポキシメトキシシラン、3-メルカプトプロピルトリブトキシシラン、3-メルカプトプロピルジブトキシメトキシシラン、3-メルカプトプロピルメチルジメトキシシラン、3-メルカプトプロピルジメチルメトキシシラン、3-メルカプトプロピルメチルジエトキシシラン、3-メルカプトプロピルジメチルエトキシシラン、3-メルカプトプロピルメチルジプロポキシシラン、3-メルカプトプロピルプロポキシジメチルシラン、3-メルカプトプロピルメチルジイソプロポキシシラン、3-メルカプトプロピルイソプロポキシジメチルシラン、3-メルカプトプロピルメチルジブトキシシラン、3-メルカプトプロピルジメチルブトキシシラン、2-メルカプトエチルトリメトキシシラン、2-メルカプトエチルトリエトキシシラン、メルカプトメチルトリメトキシシラン、メルカプトメチルトリエトキシシラン等が挙げられる。
ゴム組成物が充填剤としてシリカを含有する場合、ゴム組成物にさらにシランカップリング剤を配合する。シランカップリング剤としては、メルカプト基を有するシランカップリングが好ましく、例えば、3-メルカプトプロピルトリメトキシシラン、3-メルカプトプロピルトリエトキシシラン、3-メルカプトプロピルジエトキシメトキシシラン、3-メルカプトプロピルトリプロポキシシラン、3-メルカプトプロピルジプロポキシメトキシシラン、3-メルカプトプロピルトリブトキシシラン、3-メルカプトプロピルジブトキシメトキシシラン、3-メルカプトプロピルメチルジメトキシシラン、3-メルカプトプロピルジメチルメトキシシラン、3-メルカプトプロピルメチルジエトキシシラン、3-メルカプトプロピルジメチルエトキシシラン、3-メルカプトプロピルメチルジプロポキシシラン、3-メルカプトプロピルプロポキシジメチルシラン、3-メルカプトプロピルメチルジイソプロポキシシラン、3-メルカプトプロピルイソプロポキシジメチルシラン、3-メルカプトプロピルメチルジブトキシシラン、3-メルカプトプロピルジメチルブトキシシラン、2-メルカプトエチルトリメトキシシラン、2-メルカプトエチルトリエトキシシラン、メルカプトメチルトリメトキシシラン、メルカプトメチルトリエトキシシラン等が挙げられる。
シランカップリング剤の市販品として、例えば、信越シリコーン社製の「KBM-803」等を用いることができる。シランカップリング剤の含有量は、天然ゴム成分100質量部に対し、0.1質量部以上10質量部以下であることが好ましく、1質量部以上5質量部以下であることがより好ましい。シランカップリング剤は、1種単独で使用してもよく、2種以上を併用してもよい。
(E)他の添加剤
ゴム組成物は、必要に応じて、上記の成分以外にさらに他の配合成分を含んでいてもよい。他の配合成分として、例えば、架橋促進剤、可塑剤、老化防止剤、助剤、滑剤、粘着剤、潤滑剤、難燃剤、防黴剤、帯電防止剤等の各種の添加剤が挙げられる。これらの添加剤は、1種単独で使用してもよく、2種以上を併用してもよい。また、これらの配合量は、本発明の目的や効果を阻害しない範囲であれば特に限定されず、配合目的に応じた量を適宜配合することができる。
ゴム組成物は、必要に応じて、上記の成分以外にさらに他の配合成分を含んでいてもよい。他の配合成分として、例えば、架橋促進剤、可塑剤、老化防止剤、助剤、滑剤、粘着剤、潤滑剤、難燃剤、防黴剤、帯電防止剤等の各種の添加剤が挙げられる。これらの添加剤は、1種単独で使用してもよく、2種以上を併用してもよい。また、これらの配合量は、本発明の目的や効果を阻害しない範囲であれば特に限定されず、配合目的に応じた量を適宜配合することができる。
<シール本体部の製造方法>
シール本体部の製造方法は、特に限定されるものではないが、例えば、上記に記載される天然ゴム成分、充填剤及び有機過酸化物系架橋剤、さらには、必要に応じて配合されるシランカップリング剤、任意の各種添加剤を所定の割合で適宜配合した後、例えば、一軸押出機、二軸押出機、ロール、バンバリーミキサ、ニーダ、高剪断型ミキサなどの混練機を用いて混練することによりゴム組成物を製造する。尚、混練の前に、必要に応じて素練り、予備混練等を施してもよい。
シール本体部の製造方法は、特に限定されるものではないが、例えば、上記に記載される天然ゴム成分、充填剤及び有機過酸化物系架橋剤、さらには、必要に応じて配合されるシランカップリング剤、任意の各種添加剤を所定の割合で適宜配合した後、例えば、一軸押出機、二軸押出機、ロール、バンバリーミキサ、ニーダ、高剪断型ミキサなどの混練機を用いて混練することによりゴム組成物を製造する。尚、混練の前に、必要に応じて素練り、予備混練等を施してもよい。
さらに、得られたゴム組成物を加硫成形することによりシール本体部の形状を有する加硫成形品を製造できる。ゴム組成物の加硫成形は、射出成形機、圧縮成形機等を用いて、一般に約150~230℃で約0.5~30分間の加圧加硫によって行われる。また、このような一次加硫(加圧加硫)を施した後、加硫成形品の内部まで確実に加硫を施すため、必要に応じて二次加硫を行ってもよい。二次加硫は、一般に約150~250℃で約0.5~24時間のオーブン加熱、蒸気加熱、熱風加熱等によって行うことができる。
(機械的強度)
本実施形態に係る密封装置が有するシール本体部において、JIS K6251:2017の規定(ISO37(2011年第5版)を基とし、技術内容を変更して作成した日本工業規格)に準拠して測定された引張強さ(試験片形状:ダンベル状6号形、速度:500mm/分、標線間距離:20±0.5mm、雰囲気:空気、試験温度:室温の条件で測定された引張強さ)が10MPa以上であり、15MPa以上であることが好ましい。また、シール本体部において、JIS K 6251:2017の規定に準拠して測定された切断時伸び(試験片形状:ダンベル状6号形、速度:500mm/分、標線間距離:20±0.5mm、雰囲気:空気、試験温度:室温の条件で測定された切断時伸び)が200%以上であり、300%以上であることが好ましい。シール本体部が、10MPa以上の引張強さ及び200%以上切断時伸びを有するため、高圧下でも高い機械的強度を示すシール本体部を備える密封装置を提供できる。
本実施形態に係る密封装置が有するシール本体部において、JIS K6251:2017の規定(ISO37(2011年第5版)を基とし、技術内容を変更して作成した日本工業規格)に準拠して測定された引張強さ(試験片形状:ダンベル状6号形、速度:500mm/分、標線間距離:20±0.5mm、雰囲気:空気、試験温度:室温の条件で測定された引張強さ)が10MPa以上であり、15MPa以上であることが好ましい。また、シール本体部において、JIS K 6251:2017の規定に準拠して測定された切断時伸び(試験片形状:ダンベル状6号形、速度:500mm/分、標線間距離:20±0.5mm、雰囲気:空気、試験温度:室温の条件で測定された切断時伸び)が200%以上であり、300%以上であることが好ましい。シール本体部が、10MPa以上の引張強さ及び200%以上切断時伸びを有するため、高圧下でも高い機械的強度を示すシール本体部を備える密封装置を提供できる。
(耐寒性)
本実施形態に係る密封装置が有するシール本体部において、JIS K6261-4:2017の規定(ISO2921(2011年第5版)を基とし、技術内容を変更して作成した日本工業規格)に準拠して測定された低温弾性回復試験(TR試験)におけるTR10の温度(試験片形状:JIS K6261-4:2017の規定に記載のI字状、熱媒体:エタノール、試験温度:-70℃~23℃の条件で測定された低温弾性回復試験(TR試験)におけるTR10の温度)が、-40℃以下であり、-60℃以下であることが好ましい。TR10における温度が-40℃以下であるため、低温域で耐寒性に優れるシール本体部を備える密封装置を提供できる。
本実施形態に係る密封装置が有するシール本体部において、JIS K6261-4:2017の規定(ISO2921(2011年第5版)を基とし、技術内容を変更して作成した日本工業規格)に準拠して測定された低温弾性回復試験(TR試験)におけるTR10の温度(試験片形状:JIS K6261-4:2017の規定に記載のI字状、熱媒体:エタノール、試験温度:-70℃~23℃の条件で測定された低温弾性回復試験(TR試験)におけるTR10の温度)が、-40℃以下であり、-60℃以下であることが好ましい。TR10における温度が-40℃以下であるため、低温域で耐寒性に優れるシール本体部を備える密封装置を提供できる。
(耐圧縮永久歪み性)
本実施形態に係る密封装置が有するシール本体部において、JIS B 2401-1:2012の規定(ISO3601-1(2008年第4版)を基とし、技術内容を変更して作成した日本工業規格)に記載されているG25 Oリングの形状にてJIS K 6262:2013の規定(ISO815-1及びISO815-2(いずれも2008年第1版)を基とし、技術内容を変更して作成した日本工業規格)に準拠して測定された100℃で70時間経過後の圧縮永久歪み(圧縮板:平滑ステンレス鋼板、試験片形状:JIS B 2401-1:2012の規定に記載されるG25 Oリング、スペーサ厚:2.30mm、圧縮率:25%、雰囲気:空気、試験温度:100℃、暴露時間:70時間、開放後の放置条件:室温にて30分間の条件で測定した圧縮永久歪み)が40%以下であり、35%以下であることが好ましい。このような条件下での圧縮永久歪みが40%以下であるため、高温域で耐圧縮永久歪み性に優れるシール本体部を備える密封装置を提供できる。
本実施形態に係る密封装置が有するシール本体部において、JIS B 2401-1:2012の規定(ISO3601-1(2008年第4版)を基とし、技術内容を変更して作成した日本工業規格)に記載されているG25 Oリングの形状にてJIS K 6262:2013の規定(ISO815-1及びISO815-2(いずれも2008年第1版)を基とし、技術内容を変更して作成した日本工業規格)に準拠して測定された100℃で70時間経過後の圧縮永久歪み(圧縮板:平滑ステンレス鋼板、試験片形状:JIS B 2401-1:2012の規定に記載されるG25 Oリング、スペーサ厚:2.30mm、圧縮率:25%、雰囲気:空気、試験温度:100℃、暴露時間:70時間、開放後の放置条件:室温にて30分間の条件で測定した圧縮永久歪み)が40%以下であり、35%以下であることが好ましい。このような条件下での圧縮永久歪みが40%以下であるため、高温域で耐圧縮永久歪み性に優れるシール本体部を備える密封装置を提供できる。
以上の実施態様に基づき、本発明は以下の[1]~[7]に関するものである。
[1]
互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、
前記空間と接するシール本体部を備え、
前記シール本体部において、JIS K 6251:2017の規定に準拠して測定された引張強さが10MPa以上であり、JIS K 6251:2017の規定に準拠して測定された切断時伸びが200%以上であり、JIS K 6261-4:2017の規定に準拠して測定された低温弾性回復試験におけるTR10の温度が-40℃以下であり、且つ、JIS B 2401-1:2012の規定に記載されているG25 Oリングの形状にてJIS K 6262:2013の規定に準拠して測定された100℃で70時間経過後の圧縮永久歪みが40%以下であることを特徴とする密封装置。
[2]
前記シール本体部が環状である、上記[1]に記載の密封装置。
[3]
前記シール本体部がバックアップリングで保持されている、上記[1]または[2]に記載の密封装置。
[4]
前記シール本体部の断面形状が突起形状である、上記[1]に記載の密封装置。
[5]
前記シール本体部が板状の基材上に設けられ、前記基材が金属製またはカーボン製の板である、上記[4]に記載の密封装置。
[6]
前記基材と前記シール本体部が、前記シール本体部に含まれる接着剤によって接着されている、上記[5]に記載の密封装置。
[7]
前記シール本体部が水素ガスに接している、上記[1]乃至[6]までのいずれか1つに記載の密封装置。
[8]
前記シール本体部が液体水素に接している、上記[1]乃至[6]までのいずれか1つに記載の密封装置。
[9]
水素エネルギーシステムに使用するための上記[1]乃至[8]までのいずれか1つに記載の密封装置。
[10]
互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、
前記空間と接するシール本体部を備え、
前記シール本体部が、(A)天然ゴム及び1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムから選択される天然ゴム成分と、(B)カーボンブラック及びシリカから選択される充填剤と、(C)有機過酸化物系架橋剤と、任意に(D)シランカップリング剤とを含有するゴム組成物の加硫成型品である(但し、前記充填剤がカーボンブラックである場合、前記ゴム組成物は1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムを含有し、且つ、前記充填剤がシリカである場合、前記ゴム組成物はさらにシランカップリング剤を含有する)ことを特徴とする密封装置。
[11]
前記ゴム組成物が、(E)架橋促進剤、助剤及び老化防止剤からなる群から選択される少なくとも1種の添加剤をさらに含有する、上記[10]に記載の密封装置。
[1]
互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、
前記空間と接するシール本体部を備え、
前記シール本体部において、JIS K 6251:2017の規定に準拠して測定された引張強さが10MPa以上であり、JIS K 6251:2017の規定に準拠して測定された切断時伸びが200%以上であり、JIS K 6261-4:2017の規定に準拠して測定された低温弾性回復試験におけるTR10の温度が-40℃以下であり、且つ、JIS B 2401-1:2012の規定に記載されているG25 Oリングの形状にてJIS K 6262:2013の規定に準拠して測定された100℃で70時間経過後の圧縮永久歪みが40%以下であることを特徴とする密封装置。
[2]
前記シール本体部が環状である、上記[1]に記載の密封装置。
[3]
前記シール本体部がバックアップリングで保持されている、上記[1]または[2]に記載の密封装置。
[4]
前記シール本体部の断面形状が突起形状である、上記[1]に記載の密封装置。
[5]
前記シール本体部が板状の基材上に設けられ、前記基材が金属製またはカーボン製の板である、上記[4]に記載の密封装置。
[6]
前記基材と前記シール本体部が、前記シール本体部に含まれる接着剤によって接着されている、上記[5]に記載の密封装置。
[7]
前記シール本体部が水素ガスに接している、上記[1]乃至[6]までのいずれか1つに記載の密封装置。
[8]
前記シール本体部が液体水素に接している、上記[1]乃至[6]までのいずれか1つに記載の密封装置。
[9]
水素エネルギーシステムに使用するための上記[1]乃至[8]までのいずれか1つに記載の密封装置。
[10]
互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、
前記空間と接するシール本体部を備え、
前記シール本体部が、(A)天然ゴム及び1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムから選択される天然ゴム成分と、(B)カーボンブラック及びシリカから選択される充填剤と、(C)有機過酸化物系架橋剤と、任意に(D)シランカップリング剤とを含有するゴム組成物の加硫成型品である(但し、前記充填剤がカーボンブラックである場合、前記ゴム組成物は1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムを含有し、且つ、前記充填剤がシリカである場合、前記ゴム組成物はさらにシランカップリング剤を含有する)ことを特徴とする密封装置。
[11]
前記ゴム組成物が、(E)架橋促進剤、助剤及び老化防止剤からなる群から選択される少なくとも1種の添加剤をさらに含有する、上記[10]に記載の密封装置。
以上、本発明の実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、本発明の概念及び請求の範囲に含まれるあらゆる態様を含み、本発明の範囲内で種々に改変することができる。
次に、本発明の実施例について説明するが、本発明はこれらの実施例に限定されるものではない。
(実施例1)
25%のエポキシ化度を有する天然ゴム(「ENR25」、三洋貿易輸入品)100質量部を混練押出装置(「ラボプラストミル 30C150」、東洋精機社製)に投入し、50℃で15分間素練りをし、その後、充填剤A(カーボンブラック:商品名「Vulcan(登録商標)3L」、キャボットジャパン社製)50質量部、架橋剤A(ジクミルパーオキサイド:商品名「パークミル(登録商標)D」、日油社製)2.5質量部、助剤A(亜鉛華:商品名「酸化亜鉛」、正同化学工業社製)5質量部、助剤B(ステアリン酸:商品名「DTST」、ミヨシ油脂社製)1質量部及び老化防止剤(2,2,4-トリメチル-1,2-ジヒドロキノリン重合体:商品名「ノクラック 224」、大内新興化学工業社製)2質量部をさらに投入し、50℃で15分間混練し、ゴム生地を作製した。次いで、得られたゴム生地をロール混練機(「LABORTORY MILL」、関西ロール社製)に投入し、ロール間隙1.5~2.5mmにてゴム生地を5回通過させた後、ロール間隙1mmにて10回通過させ、ゴム組成物を作製した。
25%のエポキシ化度を有する天然ゴム(「ENR25」、三洋貿易輸入品)100質量部を混練押出装置(「ラボプラストミル 30C150」、東洋精機社製)に投入し、50℃で15分間素練りをし、その後、充填剤A(カーボンブラック:商品名「Vulcan(登録商標)3L」、キャボットジャパン社製)50質量部、架橋剤A(ジクミルパーオキサイド:商品名「パークミル(登録商標)D」、日油社製)2.5質量部、助剤A(亜鉛華:商品名「酸化亜鉛」、正同化学工業社製)5質量部、助剤B(ステアリン酸:商品名「DTST」、ミヨシ油脂社製)1質量部及び老化防止剤(2,2,4-トリメチル-1,2-ジヒドロキノリン重合体:商品名「ノクラック 224」、大内新興化学工業社製)2質量部をさらに投入し、50℃で15分間混練し、ゴム生地を作製した。次いで、得られたゴム生地をロール混練機(「LABORTORY MILL」、関西ロール社製)に投入し、ロール間隙1.5~2.5mmにてゴム生地を5回通過させた後、ロール間隙1mmにて10回通過させ、ゴム組成物を作製した。
<機械的強度及び耐寒性測定用テストピースの作製>
得られたゴム組成物について、プレス機(「80TONプレス」、北炭機械工業社製)を用いて、170℃の加熱プレスで架橋し、t90(90%架橋時間)の1.5倍の時間で架橋することで加圧加硫(一次加硫)を行い、テストピースAを作製した。
得られたゴム組成物について、プレス機(「80TONプレス」、北炭機械工業社製)を用いて、170℃の加熱プレスで架橋し、t90(90%架橋時間)の1.5倍の時間で架橋することで加圧加硫(一次加硫)を行い、テストピースAを作製した。
<圧縮永久歪み測定用テストピースの作製>
得られたゴム組成物について、プレス機(「50トンKVプレス」、晃大商事社製)を用いて、170℃の加熱プレスで架橋し、t90(90%架橋時間)の1.5倍の時間で架橋することで加圧加硫(一次加硫)を行い、テストピースBを作製した。
得られたゴム組成物について、プレス機(「50トンKVプレス」、晃大商事社製)を用いて、170℃の加熱プレスで架橋し、t90(90%架橋時間)の1.5倍の時間で架橋することで加圧加硫(一次加硫)を行い、テストピースBを作製した。
<引張強さおよび切断時伸び>
テストピースAについて、引張試験機(「ストログラフ(登録商標)AE」、東洋精機社製)を用いて、JIS K 6251:2017の規定に準拠して、下記の試験条件下で引張強さおよび切断時伸びを測定した。その結果を表1に示す。
テストピースAについて、引張試験機(「ストログラフ(登録商標)AE」、東洋精機社製)を用いて、JIS K 6251:2017の規定に準拠して、下記の試験条件下で引張強さおよび切断時伸びを測定した。その結果を表1に示す。
[試験条件]
・試験片形状:ダンベル状6号形
(試験片は図5に示されるようなダンベル形状であり、Sは標線、Dは初期の標線間距離、Tは平行部分を表す。ダンベル状6号形において、D=20±0.5mm、Tの厚さ=2.0±0.2mmである。)
・速度:500mm/分
・雰囲気:空気
・試験温度:室温
・試験片形状:ダンベル状6号形
(試験片は図5に示されるようなダンベル形状であり、Sは標線、Dは初期の標線間距離、Tは平行部分を表す。ダンベル状6号形において、D=20±0.5mm、Tの厚さ=2.0±0.2mmである。)
・速度:500mm/分
・雰囲気:空気
・試験温度:室温
<耐寒性>
テストピースAについて、TRテスター(「No.145-L」、安田精機社製)を用いて、JIS K6261-4:2017の規定に準拠して、下記の試験条件下で低温弾性回復試験(TR試験)を行い、TR10における温度を測定した。その結果を表1に示す。
テストピースAについて、TRテスター(「No.145-L」、安田精機社製)を用いて、JIS K6261-4:2017の規定に準拠して、下記の試験条件下で低温弾性回復試験(TR試験)を行い、TR10における温度を測定した。その結果を表1に示す。
[試験条件]
・試験片形状:JIS K6261-4:2017の規定に記載のI字状
・熱媒体:エタノール
・試験温度:-70℃~23℃
・試験片形状:JIS K6261-4:2017の規定に記載のI字状
・熱媒体:エタノール
・試験温度:-70℃~23℃
<耐圧縮永久歪み性>
テストピースBについて、JIS K 6262:2013の規定に準拠して下記の試験条件下で圧縮永久歪みを測定した。その結果を表1に示す。
テストピースBについて、JIS K 6262:2013の規定に準拠して下記の試験条件下で圧縮永久歪みを測定した。その結果を表1に示す。
[試験条件]
・圧縮板:平滑ステンレス鋼板
・試験片形状:JIS B 2401-1:2012の規定に記載のG25 Oリング
(図6は、試験片に用いたOリングの断面を表す概略図であり、d1は内径、d2は太さを表す。G25 Oリングにおいて、d1=24.4±0.25mm、d2=3.1±0.10mmである。)
・スペーサ厚:2.30mm
・圧縮率:25%
・雰囲気:空気
・試験温度:100℃
・暴露時間:70時間
・開放後の放置条件:室温にて30分間
・圧縮板:平滑ステンレス鋼板
・試験片形状:JIS B 2401-1:2012の規定に記載のG25 Oリング
(図6は、試験片に用いたOリングの断面を表す概略図であり、d1は内径、d2は太さを表す。G25 Oリングにおいて、d1=24.4±0.25mm、d2=3.1±0.10mmである。)
・スペーサ厚:2.30mm
・圧縮率:25%
・雰囲気:空気
・試験温度:100℃
・暴露時間:70時間
・開放後の放置条件:室温にて30分間
(実施例2)
25%のエポキシ化度を有する天然ゴムに代えて天然ゴム(「RSS1号」、豊通ケミプラス輸入品)、充填剤Aに代えて充填剤B(シリカ:商品名「Ultrasil(登録商標)360」、エボニックジャパン社製)を使用し、さらにシランカップリング剤(メルカプト基含有シランカップリング剤:商品名「KBM-803」、信越シリコーン社製)1質量部を配合したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
25%のエポキシ化度を有する天然ゴムに代えて天然ゴム(「RSS1号」、豊通ケミプラス輸入品)、充填剤Aに代えて充填剤B(シリカ:商品名「Ultrasil(登録商標)360」、エボニックジャパン社製)を使用し、さらにシランカップリング剤(メルカプト基含有シランカップリング剤:商品名「KBM-803」、信越シリコーン社製)1質量部を配合したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
(比較例1)
25%のエポキシ化度を有する天然ゴムに代えて天然ゴム(「RSS1号」、豊通ケミプラス輸入品)、架橋剤Aに代えて架橋剤B(硫黄:商品名「コロイド硫黄A」、鶴見化学工業社製)0.5質量部を使用し、さらに架橋促進剤A(N-シクロヘキシル-2-ベンゾチアゾールスルフェンアミド:商品名「ノクセラー(登録商標)CZ-G」、大内新興化学社製)1.5質量部及び架橋促進剤B(テトラメチルチウラムジスルフィド:商品名「ノクセラー(登録商標)TT-P」、大内新興化学社製)1質量部を配合し、また、各テストピースA、Bを作製する際、架橋温度を170℃から150℃に変更したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
25%のエポキシ化度を有する天然ゴムに代えて天然ゴム(「RSS1号」、豊通ケミプラス輸入品)、架橋剤Aに代えて架橋剤B(硫黄:商品名「コロイド硫黄A」、鶴見化学工業社製)0.5質量部を使用し、さらに架橋促進剤A(N-シクロヘキシル-2-ベンゾチアゾールスルフェンアミド:商品名「ノクセラー(登録商標)CZ-G」、大内新興化学社製)1.5質量部及び架橋促進剤B(テトラメチルチウラムジスルフィド:商品名「ノクセラー(登録商標)TT-P」、大内新興化学社製)1質量部を配合し、また、各テストピースA、Bを作製する際、架橋温度を170℃から150℃に変更したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
(比較例2)
25%のエポキシ化度を有する天然ゴムに代えて天然ゴム(「RSS1号」、豊通ケミプラス輸入品)を使用したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
25%のエポキシ化度を有する天然ゴムに代えて天然ゴム(「RSS1号」、豊通ケミプラス輸入品)を使用したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
(比較例3)
25%のエポキシ化度を有する天然ゴムに代えて50%のエポキシ化度を有する天然ゴム(「ENR50」、三洋貿易輸入品)を使用したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
25%のエポキシ化度を有する天然ゴムに代えて50%のエポキシ化度を有する天然ゴム(「ENR50」、三洋貿易輸入品)を使用したこと以外は実施例1と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
(比較例4)
シランカップリング剤を配合しなかったこと以外は実施例2と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
シランカップリング剤を配合しなかったこと以外は実施例2と同様にしてゴム組成物及び各テストピースA、Bを作製して、上記の測定を行った。その結果を表1に示す。
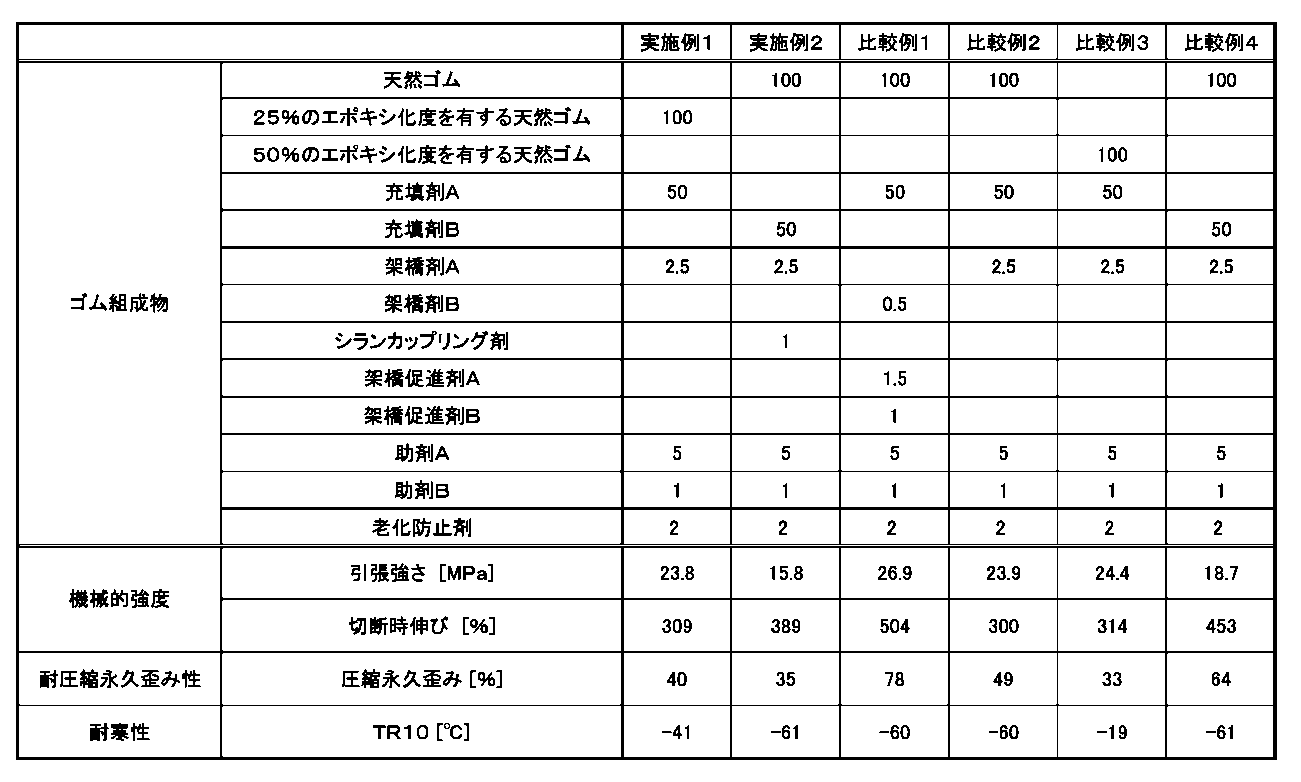
上記表1に示される各成分は、下記の通りである。尚、上記表1中の上記各成分の値は「質量部」を表す。
・天然ゴム:商品名「RSS1号」、豊通ケミプラス輸入品
・25%のエポキシ化度を有する天然ゴム(「ENR25」、三洋貿易輸入品)
・50%のエポキシ化度を有する天然ゴム(「ENR50」、三洋貿易輸入品)
・充填剤A:カーボンブラック(商品名「Vulcan(登録商標)3L」、キャボットジャパン社製)
・充填剤B:シリカ(商品名「Ultrasil(登録商標)360」、エボニックジャパン社製)
・架橋剤A:ジクミルパーオキサイド(商品名「パークミル(登録商標)D」、日油社製)
・架橋剤B: 硫黄(商品名「コロイド硫黄A」、鶴見化学工業社製)
・シランカップリング剤:メルカプト基含有シランカップリング剤(商品名「KBM-803」、信越シリコーン社製)
・助剤A:亜鉛華(商品名「酸化亜鉛」、正同化学工業社製)
・助剤B:ステアリン酸(商品名「DTST」、ミヨシ油脂社製)
・老化防止剤:2,2,4-トリメチル-1,2-ジヒドロキノリン重合体(商品名「ノクラック 224」、大内新興化学工業社製)
・天然ゴム:商品名「RSS1号」、豊通ケミプラス輸入品
・25%のエポキシ化度を有する天然ゴム(「ENR25」、三洋貿易輸入品)
・50%のエポキシ化度を有する天然ゴム(「ENR50」、三洋貿易輸入品)
・充填剤A:カーボンブラック(商品名「Vulcan(登録商標)3L」、キャボットジャパン社製)
・充填剤B:シリカ(商品名「Ultrasil(登録商標)360」、エボニックジャパン社製)
・架橋剤A:ジクミルパーオキサイド(商品名「パークミル(登録商標)D」、日油社製)
・架橋剤B: 硫黄(商品名「コロイド硫黄A」、鶴見化学工業社製)
・シランカップリング剤:メルカプト基含有シランカップリング剤(商品名「KBM-803」、信越シリコーン社製)
・助剤A:亜鉛華(商品名「酸化亜鉛」、正同化学工業社製)
・助剤B:ステアリン酸(商品名「DTST」、ミヨシ油脂社製)
・老化防止剤:2,2,4-トリメチル-1,2-ジヒドロキノリン重合体(商品名「ノクラック 224」、大内新興化学工業社製)
表1から分かるように、実施例1、2では、引張強さが10MPa以上、且つ切断時伸び200%以上であり、高圧下でも高い機械的強度を示した。また、実施例1、2では、低温弾性回復試験におけるTR10の温度が-40℃以下であり、さらには100℃で70時間経過後の圧縮永久歪みが40%以下であるため、低温域での耐寒性及び高温域での耐圧縮永久歪み性に優れていた。
一方、架橋剤として硫黄架橋剤を使用した比較例1では、圧縮永久歪みが40%よりも高く、耐圧縮永久歪み性に劣っていた。また、充填剤としてカーボンブラックを使用し、且つ天然ゴム成分として変性されていない天然ゴムを使用した比較例2も同様に、圧縮永久歪みが40%よりも高く、耐圧縮永久歪み性に劣っていた。一方、充填剤としてカーボンブラックを使用し、且つ天然ゴム成分として50%のエポキシ化度を有する天然ゴムを使用した比較例3では、圧縮永久歪みは40%以下であったものの、低温弾性回復試験におけるTR10の温度が-40℃よりも高く、耐寒性に劣っていた。さらに、充填剤としてシリカを使用したものの、シランカップリング剤を使用していない比較例4では、圧縮永久歪みが40%よりも高く、耐圧縮永久歪み性に劣っていた。
1、1A、1B 密封装置、2 一方の部材(配管部材)、3 他方の部材(配管部材)、4 装着溝、4a 高圧側装着部位、4b 低圧側装着部位、4c 傾斜底面、11 シールリング、21 第一バックアップリング(バックアップリング)、21a、31a 傾斜面、31 第二バックアップリング、100 密封装置、101 基材、101a 通気孔、102 ガスケット、102a ベース部、102b シールリップ部
Claims (11)
- 互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、
前記空間と接するシール本体部を備え、
前記シール本体部において、JIS K 6251:2017の規定に準拠して測定された引張強さが10MPa以上であり、JIS K 6251:2017の規定に準拠して測定された切断時伸びが200%以上であり、JIS K 6261-4:2017の規定に準拠して測定された低温弾性回復試験におけるTR10の温度が-40℃以下であり、且つ、JIS B 2401-1:2012の規定に記載されているG25 Oリングの形状にてJIS K 6262:2013の規定に準拠して測定された100℃で70時間経過後の圧縮永久歪みが40%以下であることを特徴とする密封装置。 - 前記シール本体部が環状である、請求項1に記載の密封装置。
- 前記シール本体部がバックアップリングで保持されている、請求項1または2に記載の密封装置。
- 前記シール本体部の断面形状が突起形状である、請求項1に記載の密封装置。
- 前記シール本体部が板状の基材上に設けられ、前記基材が金属製またはカーボン製の板である、請求項4に記載の密封装置。
- 前記基材と前記シール本体部が、前記シール本体部に含まれる接着剤によって接着されている、請求項5に記載の密封装置。
- 前記シール本体部が水素ガスに接している、請求項1または2に記載の密封装置。
- 前記シール本体部が液体水素に接している、請求項1または2に記載の密封装置。
- 水素エネルギーシステムに使用するための請求項1または2に記載の密封装置。
- 互いに対向する二部材の間に配置されて、前記二部材の間の空間を密封する密封装置であって、
前記空間と接するシール本体部を備え、
前記シール本体部が、(A)天然ゴム及び1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムから選択される天然ゴム成分と、(B)カーボンブラック及びシリカから選択される充填剤と、(C)有機過酸化物系架橋剤と、任意に(D)シランカップリング剤とを含有するゴム組成物の加硫成型品である(但し、前記充填剤がカーボンブラックである場合、前記ゴム組成物は1%以上50%未満のエポキシ化度を有するエポキシ変性された天然ゴムを含有し、且つ、前記充填剤がシリカである場合、前記ゴム組成物はさらにシランカップリング剤を含有する)ことを特徴とする密封装置。 - 前記ゴム組成物が、(E)架橋促進剤、助剤及び老化防止剤からなる群から選択される少なくとも1種の添加剤をさらに含有する、請求項10に記載の密封装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-060434 | 2022-03-31 | ||
| JP2022060434 | 2022-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023190825A1 true WO2023190825A1 (ja) | 2023-10-05 |
Family
ID=88202765
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/013081 WO2023190825A1 (ja) | 2022-03-31 | 2023-03-30 | 密封装置 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023190825A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09229196A (ja) * | 1996-02-19 | 1997-09-02 | Nippon Reinz Co Ltd | 金属ガスケット |
| JP2014114878A (ja) * | 2012-12-10 | 2014-06-26 | Kawasaki Heavy Ind Ltd | シール構造 |
| JP2016090050A (ja) * | 2014-10-30 | 2016-05-23 | 株式会社ジェイテクト | シール材 |
| JP2018162409A (ja) * | 2017-03-27 | 2018-10-18 | 三井化学株式会社 | パッキン用エチレン共重合体組成物及びパッキン用途 |
| JP2019206663A (ja) * | 2018-05-30 | 2019-12-05 | 三菱電線工業株式会社 | 架橋ゴム組成物及びそれを用いたシール材 |
-
2023
- 2023-03-30 WO PCT/JP2023/013081 patent/WO2023190825A1/ja unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09229196A (ja) * | 1996-02-19 | 1997-09-02 | Nippon Reinz Co Ltd | 金属ガスケット |
| JP2014114878A (ja) * | 2012-12-10 | 2014-06-26 | Kawasaki Heavy Ind Ltd | シール構造 |
| JP2016090050A (ja) * | 2014-10-30 | 2016-05-23 | 株式会社ジェイテクト | シール材 |
| JP2018162409A (ja) * | 2017-03-27 | 2018-10-18 | 三井化学株式会社 | パッキン用エチレン共重合体組成物及びパッキン用途 |
| JP2019206663A (ja) * | 2018-05-30 | 2019-12-05 | 三菱電線工業株式会社 | 架橋ゴム組成物及びそれを用いたシール材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2682426B1 (en) | Fluorine rubber composition | |
| JPWO2007094158A1 (ja) | 水素化nbr組成物 | |
| WO2014024698A1 (ja) | Nbr組成物 | |
| JP6688718B2 (ja) | 燃料電池用シール部材 | |
| EP1491583A1 (en) | Polymer blends comprising nitrile rubber | |
| WO2008001625A1 (fr) | Composition de caoutchouc de silicone | |
| JP2011168630A (ja) | 耐燃料透過性の良好な耐寒フッ素ゴム組成物 | |
| US8697782B2 (en) | Rubber composition | |
| WO2023190825A1 (ja) | 密封装置 | |
| JP2019199549A (ja) | ゴム組成物およびシール材 | |
| KR101664740B1 (ko) | 연료전지용 가스켓 | |
| KR20150077497A (ko) | 연료전지용 가스켓 | |
| JP2010095660A (ja) | ゴム組成物およびシール材 | |
| KR101637849B1 (ko) | 연료전지용 블렌드 가스켓 | |
| JP5464738B2 (ja) | リップシール用水素化ニトリルゴム組成物 | |
| KR101601380B1 (ko) | 연료전지용 블렌드 가스켓 | |
| EP3425002A1 (en) | Fluororubber composition and crosslinked fluororubber | |
| EP3647354B1 (en) | Rubber composition and sealant for fuel cell separator | |
| JP2006213743A (ja) | 水素化ニトリルゴム組成物 | |
| JPWO2019188339A1 (ja) | ゴム組成物およびそれを用いた混練機表面への粘着性の低減方法 | |
| KR102445866B1 (ko) | 탄성회복 특성이 우수한 오링용 니트릴 고무 조성물 | |
| KR101670689B1 (ko) | 제동시스템용 가스켓 고무 조성물 | |
| WO2021124816A1 (ja) | ゴム組成物および加硫成形品 | |
| KR102100123B1 (ko) | 비스페놀계 접착제 사용시 금속과의 접착력이 향상된 불소고무 조성물 | |
| JP5520748B2 (ja) | ゴム組成物およびそれを用いた自動車用燃料タンクパッキン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23780833 Country of ref document: EP Kind code of ref document: A1 |