WO2023167285A1 - 自動車窓用合わせガラス、及び自動車 - Google Patents
自動車窓用合わせガラス、及び自動車 Download PDFInfo
- Publication number
- WO2023167285A1 WO2023167285A1 PCT/JP2023/007860 JP2023007860W WO2023167285A1 WO 2023167285 A1 WO2023167285 A1 WO 2023167285A1 JP 2023007860 W JP2023007860 W JP 2023007860W WO 2023167285 A1 WO2023167285 A1 WO 2023167285A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heterogeneous
- glass plate
- glass
- region
- laminated glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10366—Reinforcements of the laminated safety glass or glazing against impact or intrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10128—Treatment of at least one glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/001—Double glazing for vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/34—Protecting non-occupants of a vehicle, e.g. pedestrians
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/0005—Other surface treatment of glass not in the form of fibres or filaments by irradiation
- C03C23/0025—Other surface treatment of glass not in the form of fibres or filaments by irradiation by a laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10082—Properties of the bulk of a glass sheet
- B32B17/10119—Properties of the bulk of a glass sheet having a composition deviating from the basic composition of soda-lime glass, e.g. borosilicate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10128—Treatment of at least one glass sheet
- B32B17/10137—Chemical strengthening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10339—Specific parts of the laminated safety glass or glazing being colored or tinted
- B32B17/10348—Specific parts of the laminated safety glass or glazing being colored or tinted comprising an obscuration band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10568—Shape of the cross-section varying in thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10651—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising colorants, e.g. dyes or pigments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/1077—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10779—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyester
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10816—Making laminated safety glass or glazing; Apparatus therefor by pressing
- B32B17/10825—Isostatic pressing, i.e. using non rigid pressure-exerting members against rigid parts
- B32B17/10834—Isostatic pressing, i.e. using non rigid pressure-exerting members against rigid parts using a fluid
- B32B17/10844—Isostatic pressing, i.e. using non rigid pressure-exerting members against rigid parts using a fluid using a membrane between the layered product and the fluid
- B32B17/10853—Isostatic pressing, i.e. using non rigid pressure-exerting members against rigid parts using a fluid using a membrane between the layered product and the fluid the membrane being bag-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10816—Making laminated safety glass or glazing; Apparatus therefor by pressing
- B32B17/10871—Making laminated safety glass or glazing; Apparatus therefor by pressing in combination with particular heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10889—Making laminated safety glass or glazing; Apparatus therefor shaping the sheets, e.g. by using a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2571/00—Protective equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
Definitions
- the present invention relates to laminated glass for automobile windows and automobiles.
- Patent Document 1 when an impact is applied to the cowl louver and the windshield, the rear end of the cowl louver and the front end of the windshield, which are connected by a molding, are separated from each other, thereby causing a shock to a person. is described.
- Laminated glass for automobile windows such as windshields is required to break appropriately in order to reduce the impact on people when a car collides with a person such as a pedestrian.
- laminated glass for automobile windows is required to have a Head Injury Criterion (HIC) below a desired value.
- HIC Head Injury Criterion
- the laminated glass for automobile windows is also required to allow the occupant of the automobile to visually recognize the outside of the automobile through the laminated glass for automobile windows.
- One aspect of the present invention aims to reduce the impact on people in the event of a collision between a car and a person, while not hindering the visibility of the outside of the car by the occupants of the car.
- One aspect of the present invention is a laminated glass for an automobile window, comprising a first glass plate, an intermediate film, and a second glass plate in this order from the vehicle exterior to the vehicle interior, wherein the first A plurality of heterogeneous regions formed by a laser are provided in the vicinity of the surface of the glass plate and/or the second glass plate on the interior side of the vehicle so as to be spaced apart in the plane direction, and the heterogeneous regions are provided in the thickness direction with respect to the circle equivalent diameter in plan view. is 2 or more and 1000 or less.
- Another aspect of the present invention is a laminated glass for automobile windows, comprising a first glass plate, an intermediate film, and a second glass plate in this order from the vehicle exterior to the vehicle interior, A plurality of heterogeneous regions formed by a laser are provided in the vicinity of the surfaces of the first glass plate and/or the second glass plate on the interior side of the vehicle so as to be spaced apart in the plane direction.
- the ratio of the longitudinal length to the diameter is 2 or more and 1000 or less.
- FIG. 1 is a front view of a motor vehicle with laminated glass according to one embodiment of the present invention
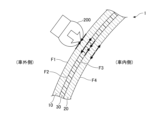
- FIG. FIG. 2 is a cross-sectional view of the laminated glass shown in FIG. 1, and is a diagram for explaining cracking of the laminated glass when a vehicle and a person collide.
- FIG. 2 is a plan view of the laminated glass shown in FIG. 1 as seen from the inside of the vehicle
- 4 is an enlarged cross-sectional view taken along the line AA of FIG. 3, and is a diagram for explaining the cross-sectional shape of the heterogeneous region
- FIG. 5 is an enlarged view of portion B of FIG. 4
- FIG. FIG. 5B is a diagram illustrating a sloped heterogeneous region corresponding to FIG. 5A;
- FIG. 5C is a diagram illustrating a structure of a modified example of the heterogeneous region, corresponding to FIG. 5A;
- FIG. 5 is a view showing a modified example of the laminated glass corresponding to FIG. 4;
- It is a schematic diagram of a laser beam irradiation apparatus. It is a figure for demonstrating the example of formation of a crack. It is a figure for demonstrating the example of formation of a crack.
- FIG. 1 shows an example in which a laminated glass for automobile windows 1 manufactured according to an embodiment of the present invention is used as a window glass for an automobile 100.
- the laminated glass for automobile windows (hereinafter also simply referred to as laminated glass) 1 is the glass attached to the front opening (window) of the vehicle body 2 of the automobile 100, that is, the windshield.
- the laminated glass 1 may be window glass other than the windshield, such as side glass, rear glass, and roof glass.
- FIG. 2 shows a partial cross-sectional view of the laminated glass 1 shown in FIG.
- the laminated glass 1 includes a first glass plate 10, an intermediate film 30, and a second glass plate 20 in this order from the outside to the inside of the vehicle.
- the first glass plate 10 and the second glass plate 20 are bonded together by an intermediate film 30 .
- the first glass plate 10 has a first surface F1 that is an exterior surface of the vehicle and a second surface F2 that is an interior surface of the vehicle. and a fourth surface F4 that is an inner surface of the vehicle.
- Inorganic glass is preferable as a material for forming the first glass plate 10 and the second glass plate 20 (hereinafter collectively referred to as glass plates) in the laminated glass 1 .
- examples of inorganic glass include soda lime silicate glass, aluminosilicate glass, borate glass, lithium aluminosilicate glass, and borosilicate glass.
- the method of forming the glass plate made of inorganic glass is not particularly limited, but the glass plate is preferably glass formed by, for example, a float method (float glass).
- the glass plate used for manufacturing the laminated glass 1 may be untempered glass (raw glass).
- Untempered glass is glass obtained by forming molten glass into a plate shape and then slowly cooling the glass, which has not undergone tempering treatment such as air-cooling tempering treatment or chemical tempering treatment.
- tempering treatment such as air-cooling tempering treatment or chemical tempering treatment.
- the thicknesses of the first glass plate 10 and the second glass plate 20 may be the same, or may be different from each other.
- the thickness of the first glass plate 10 may be 1.1 mm or more and 3.5 mm or less.
- the thickness of the second glass plate 20 may be 0.5 mm or more and 2.3 mm or less.
- the thickness of the entire laminated glass 1 can be 2.3 mm or more and 8.0 mm or less.
- the configurations of the first glass plate 10 and the second glass plate 20 (materials constituting the glass plates, manufacturing method of the glass plates, etc.) may be the same or different.
- the material of the intermediate film 30 is not particularly limited, it is preferably a thermoplastic resin.
- Materials for the intermediate film 30 include plasticized polyvinyl acetal-based resin, plasticized polyvinyl chloride-based resin, saturated polyester-based resin, plasticized saturated polyester-based resin, polyurethane-based resin, plasticized polyurethane-based resin, and ethylene-vinyl acetate resin.
- Thermoplastic resins conventionally used for various purposes, such as polymer-based resins, ethylene-ethyl acrylate copolymer-based resins, cycloolefin polymer resins, and ionomer resins, can be mentioned.
- plasticized polyvinyl acetal resin has excellent balance of performance such as transparency, weather resistance, strength, adhesion, penetration resistance, impact energy absorption, moisture resistance, heat insulation, and sound insulation. is preferably used. You may use said thermoplastic resin individually or in combination of 2 or more types. “Plasticization” in the above-mentioned plasticized polyvinyl acetal resin means plasticization by addition of a plasticizer. The same applies to other plasticizing resins.
- the intermediate film 30 may be a plasticizer-free resin such as an ethylene-vinyl acetate copolymer resin.
- the polyvinyl acetal-based resin include a polyvinyl formal resin obtained by reacting polyvinyl alcohol (PVA) and formaldehyde, a narrowly defined polyvinyl acetal-based resin obtained by reacting PVA and acetaldehyde, and PVA and n-butyraldehyde.
- Polyvinyl butyral resin (PVB) obtained by reacting, in particular, transparency, weather resistance, strength, adhesive strength, penetration resistance, impact energy absorption, moisture resistance, heat insulation, and sound insulation PVB is a suitable material because of its excellent balance of properties. In addition, you may use said resin individually or in combination of 2 or more types.
- the intermediate film 30 may have either a single-layer structure or a multi-layer structure.
- the intermediate film 30 may have functions other than adhesion.
- the intermediate film 30 may have one or more selected from a sound insulation layer, a colored transparent layer, an ultraviolet cut layer, an infrared cut layer, and the like.
- the thickness of the intermediate film 30 may be 0.5 mm or more from the viewpoint of adhesiveness. Moreover, the thickness of the intermediate film 30 may be 3 mm or less from the viewpoint of lightness and handleability. The thickness of the intermediate film 30 may be constant or may vary depending on the position.
- the method for manufacturing the laminated glass 1 includes, for example, the following steps (a) to (c).
- the air pressure inside the container is, for example, -100 kPa to -65 kPa with respect to the atmospheric pressure.
- the heating temperature of the container is, for example, 70.degree. C. to 110.degree.
- the laminated body taken out from the container is pressed under a pressure of 0.6 MPa to 1.3 MPa while heating at 100.degree. C. to 150.degree.
- An autoclave for example, is used for crimping.
- the method for manufacturing the laminated glass 1 may be a general method, and does not have to include the above step (c).
- the laminated glass 1 may be curved as a whole or partially so as to protrude outwardly of the vehicle.
- the first glass plate 10 and the second glass plate 20 can be processed and bent to a desired predetermined curvature in one or two directions by bending.
- the laminated glass 1 as shown in FIG. 1 is a compound curve curved in the longitudinal direction and the vertical direction of the automobile, it may be a single curve curved only in the longitudinal direction or the vertical direction.
- the radius of curvature of the laminated glass 1 may be 200 mm or more and 300,000 mm or less.
- the first glass plate 10 and the second glass plate 20 are bent before the step (a) above. Bending is performed while the glass is softened by heating.
- the heating temperature of the glass during bending is, for example, 550.degree. C. to 700.degree.
- the first glass plate 10 and the second glass plate 20 may be bent separately, or may be overlapped and bent at the same time. Bending may include gravity forming, press forming, or the like, or may include both.
- a shielding layer or light shielding layer 40 may be provided on the periphery of the laminated glass 1 to protect the sealant or the like that adheres and holds the laminated glass 1 to the vehicle body (FIGS. 1 and 3).
- the shielding layer 40 can be formed, for example, by applying and firing a low-brightness ceramic color paste such as black, gray, or brown containing fusible glass frit containing a black pigment.
- the shielding layer 40 is formed on one or more of the second surface F2, the third surface F3, and the fourth surface F4 (FIG. 2) of the laminated glass 1, preferably on at least the second surface F2 and the fourth surface F4 (FIG. 2). It may be formed on one peripheral edge.
- the shielding layer 40 may be provided over a distance of 10 mm or more and 300 mm or less from the edge of the glass plate.
- the see-through region 5 is the region excluding the region covered with the shielding layer 40 formed on the laminated glass (also referred to as the light shielding region).
- the see-through area 5 is an area that allows the occupant of the automobile 100 to visually recognize the exterior of the automobile 100 . In other words, the occupant of the automobile 100 can visually recognize the outside through the see-through area 5 .
- the laminated glass for automobile windows 1 is required to break appropriately in order to reduce the impact on people when a car collides with people such as pedestrians and cyclists.
- the laminated glass 1 is required to have a Head Injury Criterion (HIC) of a desired value or less (for example, 1000 or less, preferably 650 or less).
- HIC Head Injury Criterion
- the first glass plate 10 and/or the second glass plate 20 appear near the vehicle-interior surface (interior-side surface), that is, at a position appearing on the vehicle-interior surface, or at the first Inside the glass plate 10 and/or the second glass plate 20, but at a depth position close to the inner surface of the vehicle, there are a plurality of heterogeneous regions spaced apart in the plane direction of the glass plate.
- a plurality of heterogeneous regions are formed at intervals in the plane direction in a region near the second surface F2 inside the first glass plate 10, and/or the inside of the second glass plate 20
- a plurality of heterogeneous regions are formed at intervals in the plane direction in a region near the fourth surface F4 of .
- the heterogeneous region in this embodiment is formed by making it heterogeneous by irradiating it with a laser beam (which will be described in detail later).
- heterogeneous region refers to a minute region in which the glass is locally heterogeneous within the glass plate. It is to change the characteristics.
- a heterogeneous region is defined as one or more properties of fictive temperature, density, refractive index, stress, crystalline state, composition, ionic valence, and cavitation that are locally It may be the altered area.
- the heterogeneous region may be a region containing cracks, dents, bubbles, and the like.
- the heterogeneous region may be, for example, a region where the fictive temperature is higher than the value before the heterogeneity, and specifically, may be a region where the fictive temperature has changed from the value before the heterogeneity by 30° C. or more.
- the fictive temperature can be evaluated, for example, by spectroscopic evaluation such as Raman spectroscopy or infrared spectroscopy.
- the heterogeneous region is a region in which the refractive index is lower or higher than the value before heterogeneity, and may be, for example, a region in which the value before heterogeneity is 100% and has a change of 0.1% or more.
- the heterogeneous region in a position close to the inner surface of the vehicle, which is the side where the laminated glass 1 first cracks when receiving an external impact, among both surfaces of the glass plate, the heterogeneous region is formed.
- the region serves as a starting point for cracking, and cracking of the glass sheet is easily initiated, thereby assisting proper cracking of the laminated glass 1 .
- the plurality of heterogeneous regions 50 are provided in the vicinity of the inner surface of the vehicle and spaced apart in the surface direction, the surrounding compressive stress generated against the tensile stress in the heterogeneous regions 50 is applied to the surface (vehicle Since a continuous tensile stress occurs over the entire surface between the compressive stress that appears on the inner surface) and the surface, the strength of the surface as a whole decreases and it becomes easy to crack. Therefore, even when an automobile and a person collide, the laminated glass 1 can absorb the impact by breaking, and the impact received by the person can be reduced.
- the difference in plane stress value between the surface of the glass plate on the vehicle interior side (the second surface F2 and/or the fourth surface F4) and the peripheral portion of the heterogeneous region can be 0.2 MPa or more and 20 MPa or less.
- the effect that the above-described laminated glass 1 is appropriately broken can be obtained.
- the heterogeneous region is formed at least on the second glass plate 20 that is not in contact with the intermediate film 30 and is exposed to the outside (inside the vehicle), the laminated glass 1 can be effectively weakened.
- the heterogeneous regions are formed in both the first glass plate 10 and the second glass plate 20, the first glass plate 10 and the second glass plate 20 are likely to break from the inside of the vehicle. This is preferable because the laminated glass 1 is easily broken appropriately, and the cracks are easily propagated in the thickness direction.
- FIG. 3 shows a plan view of the laminated glass 1 viewed from the fourth surface F4.
- the laminated glass 1 has a plurality of heterogeneous regions 50, 50, . . . within the glass plate.
- the heterogeneous regions 50, 50, . . . are a plurality of first heterogeneous regions 51, 51, . and a plurality of second heterogeneous regions 52, 52, .
- the first heterogeneous regions 51 and the second heterogeneous regions 52 do not overlap in plan view, but some or all of the first heterogeneous regions 51, 51, .
- the arrangement is not limited to a zigzag pattern, and may be, for example, a lattice pattern.
- the pitch P1 is the distance between the center position of one first heterogeneous region 51 and the center position of another first heterogeneous region 51 arranged closest thereto.
- the pitch P1 may be uniform over the viewing area 5 or may vary from place to place, in the latter case being an average value.
- the pitch P1 By setting the pitch P1 to 1 mm or more, the phenomenon that the first heterogeneous regions 51, 51 are too close to each other and the compressive stress generated on the surface is distributed continuously in the plane direction makes the glass plate less likely to crack. can be suppressed.
- the pitch P1 by setting the pitch P1 to 200 mm or less, the starting points of cracks are appropriately distributed on the surface (second surface F2) of the first heterogeneous regions 51, 51, . is added, the laminated glass 1 is more easily broken.
- the pitch P2 of the second heterogeneous regions 52 is also the same as the pitch P1 of the first heterogeneous regions 51, 51, . . . It's okay.
- the effect of setting the pitch P2 of the second heterogeneous regions 52 to 1 mm or more and 200 mm or less is the same as the effect of the inner surface of the vehicle described for the pitch P1.
- FIG. 4 shows a partially enlarged view of the AA cross section of the laminated glass 1 in FIG.
- FIG. 5A shows an enlarged view of portion B including one heterogeneous region 50 (second heterogeneous region 52) in FIG.
- the second heterogeneous regions 52, 52, . . . the location in the thickness direction of the heterogeneous region 50 (the first heterogeneous region 51 or the second heterogeneous region 52) formed in the glass plate is closer to the vehicle inner side than the vehicle outer surface of the glass plate. Close to face.
- the heterogeneous region 50 is included within the range from the central position to the inner surface of the glass plate. Moreover, it is preferable that the heterogeneous region 50 is not included in the range from the center position to the surface of the glass plate on the vehicle exterior side.
- the heterogeneous region 50 may or may not extend to the vehicle-interior surface (second surface F2 or fourth surface F4) of the glass plate on which the heterogeneous region 50 is formed. That is, the heterogeneous region 50 may or may not appear on the inner surface of the vehicle. However, if the heterogeneous region 50 is in contact with the inner surface of the vehicle, or if the heterogeneous region 50 appears on the inner surface of the vehicle, cracks are likely to occur on the inner surface of the vehicle, and the surface of the inner surface of the vehicle is subject to tension. This is preferable from the viewpoint that stress is likely to occur.
- the heterogeneous region 50 does not appear on the inner surface of the vehicle.
- the heterogeneous region 50 has an elongated shape in the thickness direction. Furthermore, the heterogeneous region 50 has a columnar shape or a shape similar thereto having an axis in the thickness direction of the glass plate, and has a large diameter near the center in the thickness direction, and is formed on the inner and outer surfaces of the glass plate. The diameter may be smaller as it approaches. For example, as shown in FIG. 5A, the cross section cut in the thickness direction may have an elliptical shape. Such a shape of the heterogeneous region 50 results from the predetermined laser-aided formation of the heterogeneous region 50 . Therefore, the heterogeneous region 50 is not limited to having the shape shown in FIG. 5A and the like, and can have various configurations depending on the laser irradiation conditions and the like.
- the length L (FIG. 5A) of the heterogeneous region 50 in the thickness direction is preferably 0.1 ⁇ m or more and 2000 ⁇ m or less, more preferably 1 ⁇ m or more and 1000 ⁇ m or less, still more preferably 10 ⁇ m or more and 1000 ⁇ m or less, still more preferably 50 ⁇ m or more and 1000 ⁇ m or less. Especially preferably, it may be 100 ⁇ m or more and 1000 ⁇ m or less.
- the ratio of the length L to the thickness of the glass plate provided with the heterogeneous region 50 is preferably 0.001 or more and 1.0 or less, more preferably 0.01. 0.7 or less, more preferably 0.05 or more and 0.7 or less.
- the ratio is 0.001 or more and 1.0 or less, cracks tend to propagate in the thickness direction when colliding with a person, and the laminated glass 1 can be effectively weakened. Robustness as an automobile window can be ensured.
- the maximum circle-equivalent diameter D (FIG. 5A) of the heterogeneous region 50 cut in the planar direction is preferably 0.01 ⁇ m or more and 200 ⁇ m or less, more preferably 0.1 ⁇ m or more and 200 ⁇ m or less, and still more preferably 1 ⁇ m or more and 200 ⁇ m. Below, it is more preferably 10 ⁇ m or more and 200 ⁇ m or less, and particularly preferably 20 ⁇ m or more and 150 ⁇ m or less. If the heterogeneous region 50 has a circular cross-section in the planar direction, the maximum circle equivalent diameter D is the maximum diameter.
- the maximum circle equivalent diameter D By setting the maximum circle equivalent diameter D to 0.01 ⁇ m or more and 200 ⁇ m or less, a tensile stress field can be appropriately formed on the surface of the glass plate on the vehicle interior side, and the heterogeneous region 50 also functions as a starting point for cracks at the time of collision. Since it can be improved, the effect that the laminated glass 1 is properly broken can be improved, and the visual recognition of the outside by the occupant of the automobile 100 is not hindered. Note that the upper limit of 200 ⁇ m for the maximum equivalent circle diameter D is smaller than the black spot size (500 ⁇ m) allowed by the Japanese Automotive Standards Organization (JASO).
- JASO Japanese Automotive Standards Organization
- the ratio (L/D) of the length L in the thickness direction to the maximum equivalent circle diameter D of the heterogeneous region 50 is 2 or more and 1000 or less, preferably 2.5 or more and 500 or less, more preferably 2.5 or more and 100 or less. , more preferably 3 or more and 100 or less, still more preferably 5 or more and 100 or less, and particularly preferably 10 or more and 50 or less.
- the value of (L/D) of the heterogeneous region 50 is 2 or more, the effect of appropriately breaking the laminated glass 1 upon collision can be improved.
- the value of (L/D) is 1000 or less, it is possible to secure the robustness as an automobile window during normal use other than collision. In addition, the occupants of the automobile 100 can visually recognize the outside.
- the length Li (FIGS. 5A to 5C) of the heterogeneous region 50 in the longitudinal direction is preferably 0.1 ⁇ m or more and 2000 ⁇ m or less, more preferably 1 ⁇ m or more and 1000 ⁇ m or less, still more preferably 10 ⁇ m or more and 1000 ⁇ m or less, even more preferably It may be 50 ⁇ m or more and 1000 ⁇ m or less, particularly preferably 100 ⁇ m or more and 1000 ⁇ m or less.
- the longitudinal direction of the heterogeneous region 50 is the axial direction of the heterogeneous region 50 and can correspond to the irradiation direction of the laser beam when forming the heterogeneous region.
- the cross-sectional diameter Di (FIGS. 5A to 5C) of the heterogeneous region 50 perpendicular to the longitudinal direction is preferably 0.01 ⁇ m or more and 200 ⁇ m or less, more preferably 0.1 ⁇ m or more and 200 ⁇ m or less, still more preferably 1 ⁇ m or more and 200 ⁇ m or less. More preferably 10 ⁇ m or more and 200 ⁇ m or less, particularly preferably 20 ⁇ m or more and 150 ⁇ m or less.
- the diameter Di of the heterogeneous region may be the equivalent circle diameter (the diameter of a circle having the same area) at the position where the cross section perpendicular to the longitudinal direction of the heterogeneous region 50 is the largest.
- the diameter Di of the heterogeneous region is the diameter at the position where the cross section of the heterogeneous region 50 is the largest.
- the aspect ratio of the heterogeneous region 50 that is, the ratio of the length Li in the longitudinal direction to the diameter Di (Li/Di) is 2 or more and 1000 or less, preferably 2.5 or more and 500 or less, more preferably 2.5 or more and 100. Below, more preferably 3 or more and 100 or less, still more preferably 5 or more and 100 or less, and particularly preferably 10 or more and 50 or less.
- the (Li/Di) value (aspect ratio) of the heterogeneous region 50 is 2 or more, the effect of appropriately breaking the laminated glass 1 upon collision can be improved.
- the value of (Li/Di) is 1000 or less, it is possible to ensure robustness as an automobile window during normal use other than collision. In addition, the occupants of the automobile 100 can visually recognize the outside.
- the length L in the thickness direction of the heterogeneous region 50 is also the length Li in the longitudinal direction of the heterogeneous region 50 itself.
- the maximum equivalent circle diameter D of the heterogeneous region 50 in plan view is also the diameter Di of the heterogeneous region 50 itself.
- the longitudinal direction of the elongated heterogeneous region 50 may be parallel to the thickness direction (the normal direction if the glass plate is curved) as shown in FIG. 5A or as shown in FIG. 5B.
- the angle may be more than 0° and less than or equal to 60°.
- parallel includes directions inclined within 10° from perfectly parallel.
- FIG. 5B shows another example of the heterogeneous region, in which the longitudinal direction of the heterogeneous region 50 or the direction of the axis Ax forms an angle ⁇ with respect to the thickness direction or the normal N.
- Such an inclined heterogeneous region can be formed, for example, by inclining the laser irradiation angle with respect to the normal direction of the glass plate surface.
- the laser irradiation angle can be adjusted by using a scanning device such as a galvanometer scanner.
- the longitudinal direction of the plurality of heterogeneous regions 50 may preferably be aligned parallel to the thickness direction or the normal direction.
- the longitudinal directions of the heterogeneous regions 50 are not aligned. It may be different, and more preferably, there may be a distribution in which the angle ⁇ is greater than 0° and less than or equal to 60°.
- the longitudinal direction of the elongated heterogeneous region 50 should be parallel to the horizontal direction when the heterogeneous region is assembled in the automobile, from the viewpoint of ensuring visibility by making the heterogeneous region itself difficult to see. good too. It can also be parallel to the direction along the line of sight from the passenger's eye position to the laminated glass 1 when assembled in the automobile. As a result, the size of the foreign area seen from the passenger's field of view can be minimized, and the impact on visibility can be reduced.
- FIG. 5C shows an example of the structure of a modification of the heterogeneous region 50.
- FIG. FIG. 5C is a schematic cross-sectional view of the glass plate cut in the thickness direction at the position of the heterogeneous region 50, similar to FIGS. 5A and 5B.
- the heterogeneous region 52 (50) is a region including a central heterogeneous portion 52a (50a) located in the center of the heterogeneous region 52 (50) and a crack 52c (50c) formed therearound.
- the central heterogeneous portion 50a is a recess formed by removing the material forming the glass plate from the surface of the glass plate.
- the crack 50c preferably includes a crack formed so as to extend from the inner surface of the central heterogeneous portion 50a to the periphery, and further includes a crack formed apart from the central heterogeneous portion 50a. you can
- the crack formed at a distance from the central heterogeneous portion 50 a may be formed, for example, at a distance in the thickness direction from the central heterogeneous portion 50 a and may be formed on the axis of the heterogeneous region 50 .
- the cracks in the heterogeneous region include cracks reaching the surface of the glass plate.
- the length L of the heterogeneous region 50 in the thickness direction is from the vehicle-interior surface of the glass plate to the deepest position where the crack 50c extends.
- the circle-equivalent diameter D of the heterogeneous region 50 in plan view may be the diameter of the minimum circle in which the crack 50c extends.
- the above-described central heterogeneous portion 50a is a portion directly formed by laser irradiation for forming the heterogeneous region 50, and can have a diameter Da close to the laser irradiation diameter.
- the crack 50c can be generated immediately after or during the formation of the central heterogeneous portion 50a by laser irradiation.
- the concave portion may be an ablation portion formed by laser ablation.
- the equivalent circle diameter Da of the central heterogeneous portion 50a in plan view is preferably 10 ⁇ m or more and 200 ⁇ m or less, more preferably 20 ⁇ m or more and 100 ⁇ m or less. good.
- the length La of the central heterogeneous portion 50a in the thickness direction is preferably more than 0 ⁇ m and 200 ⁇ m or less, more preferably 5 ⁇ m or more and 50 ⁇ m or less.
- the ratio (La/Da) may be preferably 1 or less, more preferably 0.8 or less.
- the lower limit of (La/Da) is not particularly limited, and (La/Da) may be greater than 0, but may be, for example, 0.05 or more.
- the position (depth position) in the thickness direction of the heterogeneous region 50 is preferably at a depth of 0 ⁇ m or more and 200 ⁇ m or less from the inner surface of the vehicle.
- the depth position refers to the length from the vehicle-interior surface to the end of the heterogeneous region 50 closer to the vehicle-interior surface when viewed in the thickness direction.
- the depth position is 0 ⁇ m
- the heterogeneous region 50 reaches the surface inside the vehicle.
- the surface of the glass plate can exhibit its function, and proper cracking at the time of collision is promoted, which is preferable.
- first heterogeneous region 51 and the second heterogeneous region 52 have a shape, a length L in the thickness direction, a maximum equivalent circle diameter D, a length Li in the longitudinal direction of the heterogeneous region itself, a diameter Di, and an inclination angle ⁇ and One or more of the distribution states may be the same or different.
- the heterogeneous regions 50, 50, . . . It is preferably formed in the vicinity of the surface in contact with the tin alloy (hereinafter referred to as the bottom surface). This point will be described below.
- the float method is a method in which molten glass is formed by floating it on molten metal such as molten tin in a float bath.
- molten metal such as molten tin in a float bath.
- the bottom surface that was in contact with the molten tin contained tin in the vicinity of the surface, but the main surface on the opposite side of the bottom surface, and the top surface that was not in contact with the molten tin contained almost all tin. do not.
- On the top surface containing little tin an ion exchange reaction between sodium ions in the glass and hydrogen ions in the outside air progresses, gradually forming a surface hydration layer. Since the surface hydration layer has a low hardness, the top surface becomes less brittle over time, and cracks are less likely to form and grow.
- the breaking strength increases over time.
- the ion exchange reaction between hydrogen ions and sodium ions is inhibited due to the effect of tin, which is an asymmetric ion, so formation of a surface hydration layer is difficult to proceed. Therefore, by forming the heterogeneous regions 50, 50, .
- the glass plates 10 and 20 are preferably arranged so that the vehicle-inside surfaces (the second surface F2 and the fourth surface F4) are the bottom surfaces. Also, on the bottom surface containing a large amount of metal such as tin, the light absorptance particularly in the UV range is significantly improved. For this reason, when the heterogeneous regions 50, 50, .
- the bottom surface containing a large amount of tin and the top surface containing little tin can be distinguished by measuring the tin concentration on both surfaces using, for example, a tin surface measuring device TinCheck manufactured by Bohle. Also, on the bottom surface, a tin-containing layer having a thickness of 5 to 15 ⁇ m can be detected by quantitatively measuring the tin concentration using the fluorescent X-ray method or the EPMA method.
- the maximum strength may be preferably 350 MPa or less, more preferably 250 MPa or less.
- the minimum value of strength may be preferably 60 MPa or more, more preferably 80 MPa or more.
- FIG. 6 shows a modification of the arrangement of the heterogeneous regions 50, 50, . 6, the first heterogeneous regions 51, 51, . . . and the second heterogeneous regions 52, 52, .
- both the first heterogeneous region 51 and the second heterogeneous region 52 may be arranged on one straight line Z parallel to the thickness direction. It is preferable that the first heterogeneous region 51 and the second heterogeneous region 52 overlap each other in a plan view, because cracks tend to grow in the thickness direction when the vehicle 100 and the person 200 collide.
- the heterogeneous regions 50, 50, . . . are formed using a laser.
- Laser light has high directivity or convergence, and can be irradiated with a small spot diameter (diameter at the focused position), so it can locally heat a minute area and achieve precise size and placement.
- a heterogeneous region 50 can be formed.
- FIG. 7 schematically shows a laser beam irradiation device 300 for forming the heterogeneous regions 50, 50, .
- a main surface of a glass plate is irradiated with laser light LB emitted from a laser light irradiation device 300 .
- laser light LB laser light irradiation device
- the laser beam LB is irradiated from the vehicle inner side (fourth surface F4 side) of the laminated glass 1, but is irradiated from the vehicle outer side (first surface F1 side) of the laminated glass 1. You may irradiate from both sides.
- the laser beam LB is irradiated under conditions that allow it to be focused inside the glass plate. More specifically, the vicinity of the second surface F2 inside the first glass plate and/or the vicinity of the fourth surface F4 inside the second glass plate are irradiated under conditions that can be condensed. As a result, the inside of the glass plate is preferentially heated, and a minute region inside the glass plate is made heterogeneous to form a heterogeneous region.
- nonlinear absorption In the irradiation of the laser light LB, nonlinear absorption may be used, or linear absorption may be used.
- the photon density When using nonlinear absorption, the photon density may be 1 ⁇ 10 8 W/cm 2 or more and 1 ⁇ 10 14 W/cm 2 or less.
- Multiphoton absorption occurs in nonlinear absorption. The probability of multiphoton absorption occurring is nonlinear absorption, and increases dramatically with higher photon densities. For example, the probability of two-photon absorption occurring is proportional to the square of the photon density.
- nonlinear absorption by selecting a wavelength with small linear absorption, light can be selectively absorbed only in the condensing portion, so that the heterogeneous region 50 can be easily formed at a deep position inside the glass plate.
- one-photon absorption occurs at any position in the thickness direction of the glass plate.
- Single-photon absorption is proportional to photon density.
- the absorption coefficient ⁇ is more than 0 and less than 100.
- the size and shape of the heterogeneous region 50 can be easily controlled by appropriately selecting the absorption coefficient ⁇ .
- linear absorption tends to form a heterogeneous region appearing on the surface of the glass plate.
- the wavelength of the laser beam LB depends on the composition of the glass plates included in the laminated glass 1, it should be a wavelength through which the laser beam LB can be at least partially transmitted so that the inside of the glass plate can be heated as described above. preferably. More specifically, the wavelength of the laser light LB may be 250 nm or more and 5000 nm or less, preferably 310 nm or more and 3000 nm or more. Within the above range of wavelengths, the absorption coefficient ⁇ can be set in an appropriate range, and the presence or absence and degree of occurrence of ablation can be adjusted.
- laser light sources include Yb fiber laser (wavelength: 1000 nm or more and 1100 nm or less), Yb disk laser (wavelength: 1000 nm or more and 1100 nm or less), Nd: YAG laser (wavelength: 1064 nm), high output semiconductor laser (wavelength: 808 nm or more and 980 nm or less).
- the light source of the laser light is UV laser (wavelength: 310 nm or more and 360 nm or less), green laser (wavelength: 510 nm or more and 540 nm or less), Ho: YAG laser (wavelength: 2080 nm), Er: YAG laser (2940 nm), medium red
- a laser using an external light parametric oscillator (wavelength: 2600 nm or more and 3450 nm or less) or the like may be used. It may be an LD-pumped solid state (DPSS) laser combined with a wavelength conversion element.
- DPSS LD-pumped solid state
- the laser light LB may be applied in a pulse oscillation system or in a continuous oscillation system.
- the pulse oscillation type is preferable from the viewpoint of reducing unintended damage to the vicinity of the irradiation section.
- the pulse operation mode is also not particularly limited, but a burst pulse mode is preferred because high-power irradiation can be performed and the irradiation time can be shortened.
- a nanosecond pulse laser, a picosecond pulse laser, a femtosecond pulse laser, or the like can be used.
- Other conditions for laser light irradiation may be 0.0001 ns or more and 100 ns or less, pulse energy of 10 ⁇ J or more and 1000 ⁇ J or less, irradiation times of 1 time or more and 1000 times or less, and repetition frequency of 1 kHz or more and 10000 kHz or less.
- the irradiation angle of the laser light (the angle with respect to the normal direction of the main surface of the glass plate at the irradiation position) can be an irradiation angle corresponding to the inclination angle ⁇ (FIG. 5B) of the heterogeneous region 50 to be formed. .
- the irradiation angle of the laser light and the inclination angle ⁇ of the heterogeneous region 50 have different values due to the refraction of the laser light on the surface of the glass plate.
- the angular difference can be easily calculated from the refractive index of the glass plate.
- a plurality of heterogeneous regions 50, 50, . . . on the main surface of the glass plate can be formed while changing the irradiation angle of the laser light.
- the position of the laminated glass 1 can be fixed and the laser beam irradiation device 300 can be scanned in the planar direction.
- a scanner scanning device
- the irradiation position of the laser beam LB can be arbitrarily changed three-dimensionally by using the scanning device, it is possible to surely irradiate the laser beam LB at a predetermined position even on a curved glass plate, for example.
- the laser beam LB is scanned over the see-through region 5 to form the first heterogeneous regions 51, 51, ... in the first glass plate 10. After that, the laser beam LB can be scanned over the see-through region 5 again to form the second heterogeneous regions 52, 52, . . .
- the heterogeneous regions can be formed in both the first glass plate 10 and the second glass plate 20 by scanning the laser beam LB once, which is required to obtain the laminated glass 1 as the final product.
- the laser light LB is condensed at two or more different positions in the optical axis direction of the laser beam LB during one scan, that is, both inside the first glass plate 10 and inside the second glass plate 20 .
- This method is suitable for obtaining a configuration (FIG. 6) in which the first heterogeneous region 51 and the second heterogeneous region 52 are arranged so as to overlap when viewed in plan.
- the laminated glass 1 according to the present embodiment has no or almost no ablation caused by the laser beam, that is, the irradiation of the laser beam LB causes no ablation in the glass plate. It can be carried out under conditions that do not occur or hardly occur.
- Ablation refers to a phenomenon in which a part of the material of the glass plate is removed from the surface of the glass plate by irradiation with the laser beam LB. When ablation occurs, the surface of the glass plate becomes rough, and there is a possibility that the visibility of the exterior of the automobile through the laminated glass 1 may be hindered. In that case, the hindrance to visual recognition can be reduced.
- "almost no laser ablation occurs” includes laser light ablation having a depth of less than 1 ⁇ m.
- laser light ablation may occur.
- the central heterogeneous portion 50a is an ablation portion, the central heterogeneous portion 50a can be easily recognized by ordinary inspection means during product inspection, compared with a heterogeneous region such as a melted mark, for example.
- the second surface F2 of the first glass plate 10 and the fourth surface F4 of the second glass plate 20 have roughness curves defined in JIS B 0601-2013. can be 0.1 nm or more and 1000 nm or less.
- the heterogeneous region 50 in the laminated glass 1 may be a region including the central heterogeneous portion 50a and the cracks 50c formed therearound (Fig. 5C).
- the central heterogeneous portion is directly formed by laser irradiation as described above, and the crack is formed at the same time as or immediately after that formation.
- FIG. 8 shows the state when a crack occurs at the same time as the central heterogeneous portion 50a is formed by laser irradiation or immediately after the formation of the central heterogeneous portion 50a
- FIG. 9 shows the crack 50c after the state of FIG. Indicates an advanced state.
- 8(a) and 9(a) are perspective views of a portion of the glass plate including the central heterogeneous portion 50a
- FIGS. 8(b) and 9(b) are views of the surface of the glass plate from above. It is a view.
- Tensile stress is generated in the small central heterogeneous portion 50a formed by heating due to irradiation of the laser beam. , and the tensile stress causes cracks 50c (FIG. 8).
- the crack 50c can have a length in the thickness direction.
- the crack 50c then propagates from the affected area 50b into the central heterogeneous portion 50a while causing stress relaxation in the glass sheet (FIG. 9).
- the laminated glass 1 including the crack 50c caused by the central heterogeneous portion 50a further promotes initiation of cracking at the time of collision between a vehicle and a person, and the laminated glass 1 is properly broken. The effect is improved.
- An embodiment of the present invention is a method for manufacturing a glass plate for an automobile window, in which a plurality of heterogeneous regions are formed in the glass plate near the surface of the glass plate on the inside of the vehicle by a laser so as to be spaced apart in the plane direction. wherein the ratio of the length in the thickness direction to the equivalent circle diameter in plan view of the heterogeneous region is 2 or more and 1000 or less.
- one embodiment of the present invention is a method for manufacturing laminated glass for automobile windows, comprising a first glass plate, an intermediate film, and a second glass plate in this order from the vehicle outer side to the vehicle inner side. forming a plurality of heterogeneous regions spaced apart in a plane direction using a laser in the vicinity of the surface of the first glass sheet on the interior side of the vehicle and/or in the vicinity of the surface of the second glass sheet on the interior side of the vehicle. and wherein the ratio of the length in the thickness direction to the equivalent circle diameter in plan view of the heterogeneous region is 2 or more and 1000 or less.
- one embodiment of the present invention is a method for manufacturing laminated glass for automobile windows, comprising a first glass plate, an intermediate film, and a second glass plate in this order from the vehicle outer side to the vehicle inner side. forming a plurality of heterogeneous regions spaced apart in a plane direction using a laser in the vicinity of the surface of the first glass sheet on the interior side of the vehicle and/or in the vicinity of the surface of the second glass sheet on the interior side of the vehicle. and wherein the ratio of the length of the heterogeneous region in the longitudinal direction to the diameter of the cross section perpendicular to the longitudinal direction is 2 or more and 1000 or less.
- the formation of the heterogeneous region may be performed after the first glass plate and the second glass plate are laminated with the intermediate film interposed therebetween.
- the irradiation conditions of the laser light particularly the wavelength of the laser, are adjusted so that the absorptivity of the laser light in the first glass plate and/or the second glass plate is higher than the absorptivity of the laser light in the intermediate film. do.
- the first heterogeneous regions 51, 51, . . . are formed in the first glass plate 10 and the second heterogeneous regions 52, 52, . It is possible to prevent misalignment between the two.
- the laser can be applied after bending the first glass plate and the second glass plate to which the laser is applied.
- the bending process it is possible to prevent the shapes and sizes of the heterogeneous regions 50, 50, .
- Example 1 to 5 are examples
- Example 6 is a comparative example.
- Example 1 A glass sample (100 mm ⁇ 100 mm ⁇ thickness 2 mm) is cut out from a glass plate having a soda lime silicate glass composition obtained by the float method in the same manner as in a conventional mass production process, and the center of the glass sample is cut from the top surface side. Laser irradiation was performed on one part. As a result, one heterogeneous region was formed in the vicinity of the bottom surface of the glass sample. Table 1 shows laser irradiation conditions. Among the irradiation conditions, the “number of times of irradiation” is the number of times of laser irradiation.
- the “irradiation angle” is the angle with respect to the normal direction of the top surface (Example 1) or bottom surface (Examples 2 to 5) of the glass plate at the irradiation position.
- An irradiation angle of 0° means that the light is irradiated in the direction normal to the plane of incidence (top surface or bottom surface).
- the heterogeneous region was formed by laser irradiation with an irradiation angle of 0°.
- a laser processing device used for laser irradiation includes a laser beam irradiation device (LD-excited solid-state laser) and a galvanometer scanner as a scanning device. Although the position of the laser processing device itself is fixed, a device that can irradiate the laser beam at various angles was used. The numerical aperture and working distance of the lens were set so that the spot diameter of the laser beam on the surface of the glass plate was 32 ⁇ m in 1/e 2 diameter.
- the glass sample after laser irradiation was placed in an electric heating furnace and subjected to heat treatment at 658°C for 200 seconds as heat treatment equivalent to the bending process that is normally performed.
- Example 5 Glass samples of Examples 2 to 5 were obtained in the same manner as in Example 1, except that the laser irradiation conditions were changed as shown in Table 1 (including setting the laser incident surface to the bottom surface).
- the heterogeneous region was formed by laser irradiation at an irradiation angle of 28.00°. As a result, a heterogeneous region was obtained in which the axial direction was inclined at 17.78° with respect to the normal direction of the glass plate surface.
- Example 6 A glass sample was obtained in the same manner as in Example 1, except that the laser was not irradiated.
- ⁇ Shape measurement of heterogeneous region The heterogeneous region formed in the vicinity of the bottom surface of the glass sample of each example was photographed from the bottom surface side where the heterogeneous region was formed using a digital microscope VHX-6000 manufactured by Keyence Corporation. The diameter Di of the heterogeneous region was determined based on the captured image. Furthermore, the contour of the heterogeneous region in the cross section cut in the thickness direction of the glass plate was determined by one-dimensional analysis using a laser microscope VK-X3000 manufactured by Keyence Corporation, and the length Li of the heterogeneous region was determined based on the analysis.
- breaking stress Ten glass samples (100 mm ⁇ 100 mm ⁇ 2 mm in thickness) prepared as described above were prepared, and the strength of each glass sample was measured as the breaking stress (MPa). Breaking stress was measured by R30 in accordance with ISO1288-5 (2016). Specifically, using a support ring with a diameter of 60 mm and a load ring with a diameter of 12 mm, a load was applied by the load ring at a loading rate of 0.3 mm per minute, and the breaking load was measured. A load was applied from the top surface side by arranging a load ring on the top surface side of the glass plate. Furthermore, the breaking stress was determined using the formula described in ISO1288-5 (2016). Results are shown in Table 1.
- Example 1 in which a heterogeneous region having a shape with a ratio of length to diameter (Li/Di) of 2 to 1000 is provided, the maximum breaking stress is 350 MPa or less. , the minimum value was 60 MPa or more. On the other hand, in Example 6 in which no heterogeneous region was provided, the maximum breaking stress was over 350 MPa.
- a laminated glass sample was obtained by laminating a glass sample with a thickness of 2 mm, an intermediate film with a thickness of 0.76 mm, and a glass sample with a thickness of 2 mm.
- Example 6 a laminated glass sample was obtained in the same manner as in Examples 1 to 5, except that laser irradiation was not performed.
- laminated glass can provide a technology that reduces the impact on people in the event of a collision between a car and a person and does not interfere with the visibility of the outside of the car by the occupants of the car.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380024125.5A CN118804902A (zh) | 2022-03-03 | 2023-03-02 | 汽车窗用夹层玻璃和汽车 |
| EP23763542.0A EP4488244A4 (en) | 2022-03-03 | 2023-03-02 | Laminated glass for car and motor vehicle windows |
| JP2024504751A JP7696539B2 (ja) | 2022-03-03 | 2023-03-02 | 自動車窓用合わせガラス、及び自動車 |
| US18/817,130 US20240416625A1 (en) | 2022-03-03 | 2024-08-27 | Laminated glass for automobile window and automobile |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022032932 | 2022-03-03 | ||
| JP2022-032932 | 2022-03-03 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/817,130 Continuation US20240416625A1 (en) | 2022-03-03 | 2024-08-27 | Laminated glass for automobile window and automobile |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023167285A1 true WO2023167285A1 (ja) | 2023-09-07 |
Family
ID=87883850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007860 Ceased WO2023167285A1 (ja) | 2022-03-03 | 2023-03-02 | 自動車窓用合わせガラス、及び自動車 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240416625A1 (https=) |
| EP (1) | EP4488244A4 (https=) |
| JP (1) | JP7696539B2 (https=) |
| CN (1) | CN118804902A (https=) |
| WO (1) | WO2023167285A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118181893A (zh) * | 2024-03-05 | 2024-06-14 | 福耀玻璃工业集团股份有限公司 | 车窗玻璃及其制造方法、车辆 |
| WO2024181075A1 (ja) * | 2023-03-02 | 2024-09-06 | Agc株式会社 | 自動車窓用合わせガラス及び自動車 |
| WO2025133627A1 (en) * | 2023-12-22 | 2025-06-26 | Pilkington Group Limited | Laminated glazing |
| WO2025253947A1 (ja) * | 2024-06-05 | 2025-12-11 | Agc株式会社 | 自動車窓用ガラスの製造方法、自動車窓用合わせガラスの製造方法、自動車窓用ガラス及び自動車窓用合わせガラス |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005535545A (ja) * | 2002-06-10 | 2005-11-24 | サン−ゴバン グラス フランス | 脆くされた領域を有する合せガラス |
| JP2015525193A (ja) * | 2012-06-01 | 2015-09-03 | コーニング インコーポレイテッド | 最適化された破損性能のためのガラス積層体構築 |
| JP6065221B2 (ja) | 2013-06-13 | 2017-01-25 | 日本ゼオン株式会社 | 合わせガラス板 |
| JP2017213928A (ja) | 2016-05-30 | 2017-12-07 | トヨタ車体株式会社 | 車両のガラス接続構造 |
| JP2022032932A (ja) | 2020-08-11 | 2022-02-25 | 豊田合成株式会社 | ファーサイドエアバッグ装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10305733B4 (de) * | 2003-02-12 | 2005-10-20 | Saint Gobain Sekurit D Gmbh | Verfahren zum Erzeugen von Sollbruchstellen in Glasscheiben, Glasscheibe mit Schwächungszone und Verwendung derselben |
-
2023
- 2023-03-02 WO PCT/JP2023/007860 patent/WO2023167285A1/ja not_active Ceased
- 2023-03-02 JP JP2024504751A patent/JP7696539B2/ja active Active
- 2023-03-02 CN CN202380024125.5A patent/CN118804902A/zh active Pending
- 2023-03-02 EP EP23763542.0A patent/EP4488244A4/en active Pending
-
2024
- 2024-08-27 US US18/817,130 patent/US20240416625A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005535545A (ja) * | 2002-06-10 | 2005-11-24 | サン−ゴバン グラス フランス | 脆くされた領域を有する合せガラス |
| JP2015525193A (ja) * | 2012-06-01 | 2015-09-03 | コーニング インコーポレイテッド | 最適化された破損性能のためのガラス積層体構築 |
| JP6065221B2 (ja) | 2013-06-13 | 2017-01-25 | 日本ゼオン株式会社 | 合わせガラス板 |
| JP2017213928A (ja) | 2016-05-30 | 2017-12-07 | トヨタ車体株式会社 | 車両のガラス接続構造 |
| JP2022032932A (ja) | 2020-08-11 | 2022-02-25 | 豊田合成株式会社 | ファーサイドエアバッグ装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4488244A4 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024181075A1 (ja) * | 2023-03-02 | 2024-09-06 | Agc株式会社 | 自動車窓用合わせガラス及び自動車 |
| WO2025133627A1 (en) * | 2023-12-22 | 2025-06-26 | Pilkington Group Limited | Laminated glazing |
| CN118181893A (zh) * | 2024-03-05 | 2024-06-14 | 福耀玻璃工业集团股份有限公司 | 车窗玻璃及其制造方法、车辆 |
| CN118181893B (zh) * | 2024-03-05 | 2025-03-04 | 福耀玻璃工业集团股份有限公司 | 车窗玻璃及其制造方法、车辆 |
| WO2025185590A1 (zh) * | 2024-03-05 | 2025-09-12 | 福耀玻璃工业集团股份有限公司 | 车窗玻璃及其制造方法、车辆 |
| WO2025253947A1 (ja) * | 2024-06-05 | 2025-12-11 | Agc株式会社 | 自動車窓用ガラスの製造方法、自動車窓用合わせガラスの製造方法、自動車窓用ガラス及び自動車窓用合わせガラス |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240416625A1 (en) | 2024-12-19 |
| EP4488244A1 (en) | 2025-01-08 |
| EP4488244A4 (en) | 2026-03-11 |
| JPWO2023167285A1 (https=) | 2023-09-07 |
| JP7696539B2 (ja) | 2025-06-23 |
| CN118804902A (zh) | 2024-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7696539B2 (ja) | 自動車窓用合わせガラス、及び自動車 | |
| CN104703793B (zh) | 用于优化的破碎性能的玻璃层压件构造 | |
| JP4555289B2 (ja) | 積層物およびその製造方法 | |
| JP6069213B2 (ja) | 積層窓ガラス | |
| KR20180030579A (ko) | 박형 유리 층의 절단 방법 | |
| CN1798706A (zh) | 包含一些断裂线的窗玻璃 | |
| CN115003529B (zh) | 车辆用夹层玻璃、汽车、及车辆用夹层玻璃的制造方法 | |
| JP7679678B2 (ja) | 自動車窓用合わせガラス、及び自動車 | |
| US20250375949A1 (en) | Laminated glass for automobile window and automobile | |
| WO2013012044A1 (ja) | 合せガラス及び透光性防音パネル | |
| WO2020005554A1 (en) | Vehicle glazing system with active breakage for improved pedestrian safety | |
| JP2024503094A (ja) | グレージングの製造方法およびグレージング | |
| WO2025087305A1 (zh) | 挡风玻璃及其制备方法、车辆 | |
| WO2025185590A1 (zh) | 车窗玻璃及其制造方法、车辆 | |
| EP4401976A1 (en) | Laminated glazing | |
| CN114364531B (zh) | 玻璃 | |
| EP4328205A1 (en) | Laminated glass for automobile windows, automobile, and method for manufacturing laminated glass for automobile windows | |
| WO2025133627A1 (en) | Laminated glazing | |
| WO2025253947A1 (ja) | 自動車窓用ガラスの製造方法、自動車窓用合わせガラスの製造方法、自動車窓用ガラス及び自動車窓用合わせガラス | |
| JP7618922B2 (ja) | 車両窓用合わせガラスの製造方法 | |
| CN117601525A (zh) | 一种低hic的汽车前挡玻璃及其制造方法 | |
| WO2022224908A1 (ja) | 車両用合わせガラスの製造方法及び自動車 | |
| CN115925269B (zh) | 一种高安全性机动车玻璃及其生产方法 | |
| EP4328203A1 (en) | Laminated glass for automotive windows, automobile, and method for producing laminated glass for automotive windows | |
| JP2025085427A (ja) | 車両用合わせガラスの製造方法及び車両 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23763542 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024504751 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380024125.5 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023763542 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023763542 Country of ref document: EP Effective date: 20241004 |