WO2023149213A1 - 粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 - Google Patents
粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 Download PDFInfo
- Publication number
- WO2023149213A1 WO2023149213A1 PCT/JP2023/001428 JP2023001428W WO2023149213A1 WO 2023149213 A1 WO2023149213 A1 WO 2023149213A1 JP 2023001428 W JP2023001428 W JP 2023001428W WO 2023149213 A1 WO2023149213 A1 WO 2023149213A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- adhesive tape
- foam
- pressure
- sensitive adhesive
- Prior art date
Links
- 239000002390 adhesive tape Substances 0.000 title claims abstract description 73
- 238000000034 method Methods 0.000 title claims description 23
- 239000010410 layer Substances 0.000 claims abstract description 226
- 239000006260 foam Substances 0.000 claims abstract description 164
- 239000012790 adhesive layer Substances 0.000 claims abstract description 63
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 23
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 109
- 239000003795 chemical substances by application Substances 0.000 claims description 34
- 239000006096 absorbing agent Substances 0.000 abstract description 14
- 230000006866 deterioration Effects 0.000 abstract description 9
- 238000010521 absorption reaction Methods 0.000 abstract description 4
- 229920005989 resin Polymers 0.000 description 63
- 239000011347 resin Substances 0.000 description 63
- 239000000758 substrate Substances 0.000 description 50
- -1 acryl Chemical group 0.000 description 46
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 42
- 239000000463 material Substances 0.000 description 42
- 239000000178 monomer Substances 0.000 description 29
- 229920005672 polyolefin resin Polymers 0.000 description 26
- 210000004027 cell Anatomy 0.000 description 25
- 238000005187 foaming Methods 0.000 description 25
- 239000000853 adhesive Substances 0.000 description 23
- 230000001070 adhesive effect Effects 0.000 description 23
- 238000010438 heat treatment Methods 0.000 description 19
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 18
- 229920002554 vinyl polymer Polymers 0.000 description 18
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 17
- 229920000098 polyolefin Polymers 0.000 description 16
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 15
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 14
- 239000000839 emulsion Substances 0.000 description 14
- 239000004793 Polystyrene Substances 0.000 description 13
- 229920002223 polystyrene Polymers 0.000 description 13
- 239000000203 mixture Substances 0.000 description 12
- 239000002245 particle Substances 0.000 description 12
- 238000001035 drying Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 239000011342 resin composition Substances 0.000 description 10
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 9
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 9
- 229920001400 block copolymer Polymers 0.000 description 9
- 239000004088 foaming agent Substances 0.000 description 9
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 9
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 9
- 229920000178 Acrylic resin Polymers 0.000 description 8
- 239000004925 Acrylic resin Substances 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 239000003431 cross linking reagent Substances 0.000 description 8
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 7
- 238000004132 cross linking Methods 0.000 description 7
- 229920000058 polyacrylate Polymers 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 6
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 6
- 239000003086 colorant Substances 0.000 description 6
- 150000002148 esters Chemical class 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 230000003068 static effect Effects 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 5
- 150000001451 organic peroxides Chemical class 0.000 description 5
- 229920005678 polyethylene based resin Polymers 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 235000017557 sodium bicarbonate Nutrition 0.000 description 5
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 4
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 4
- 230000005865 ionizing radiation Effects 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 239000000123 paper Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 239000003381 stabilizer Substances 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 230000002378 acidificating effect Effects 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 229910000019 calcium carbonate Inorganic materials 0.000 description 3
- 229920006026 co-polymeric resin Polymers 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 229920000359 diblock copolymer Polymers 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000005227 gel permeation chromatography Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 3
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 3
- 239000000347 magnesium hydroxide Substances 0.000 description 3
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000003505 polymerization initiator Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 229920002050 silicone resin Polymers 0.000 description 3
- WYURNTSHIVDZCO-UHFFFAOYSA-N tetrahydrofuran Substances C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 3
- 238000005979 thermal decomposition reaction Methods 0.000 description 3
- 239000011787 zinc oxide Substances 0.000 description 3
- 239000004711 α-olefin Substances 0.000 description 3
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- AVTLBBWTUPQRAY-UHFFFAOYSA-N 2-(2-cyanobutan-2-yldiazenyl)-2-methylbutanenitrile Chemical compound CCC(C)(C#N)N=NC(C)(CC)C#N AVTLBBWTUPQRAY-UHFFFAOYSA-N 0.000 description 2
- 125000003504 2-oxazolinyl group Chemical group O1C(=NCC1)* 0.000 description 2
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 2
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical compound OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000004156 Azodicarbonamide Substances 0.000 description 2
- 239000004342 Benzoyl peroxide Substances 0.000 description 2
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 229940081735 acetylcellulose Drugs 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000003945 anionic surfactant Substances 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 2
- 235000019399 azodicarbonamide Nutrition 0.000 description 2
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 235000019400 benzoyl peroxide Nutrition 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 2
- 239000000920 calcium hydroxide Substances 0.000 description 2
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 229920002301 cellulose acetate Polymers 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 239000011231 conductive filler Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 238000001579 optical reflectometry Methods 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 238000009832 plasma treatment Methods 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000000779 smoke Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 150000003505 terpenes Chemical class 0.000 description 2
- 235000007586 terpenes Nutrition 0.000 description 2
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 229920000428 triblock copolymer Polymers 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- QEQBMZQFDDDTPN-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy benzenecarboperoxoate Chemical compound CC(C)(C)OOOC(=O)C1=CC=CC=C1 QEQBMZQFDDDTPN-UHFFFAOYSA-N 0.000 description 1
- KDGNCLDCOVTOCS-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy propan-2-yl carbonate Chemical compound CC(C)OC(=O)OOC(C)(C)C KDGNCLDCOVTOCS-UHFFFAOYSA-N 0.000 description 1
- RIPYNJLMMFGZSX-UHFFFAOYSA-N (5-benzoylperoxy-2,5-dimethylhexan-2-yl) benzenecarboperoxoate Chemical compound C=1C=CC=CC=1C(=O)OOC(C)(C)CCC(C)(C)OOC(=O)C1=CC=CC=C1 RIPYNJLMMFGZSX-UHFFFAOYSA-N 0.000 description 1
- NALFRYPTRXKZPN-UHFFFAOYSA-N 1,1-bis(tert-butylperoxy)-3,3,5-trimethylcyclohexane Chemical compound CC1CC(C)(C)CC(OOC(C)(C)C)(OOC(C)(C)C)C1 NALFRYPTRXKZPN-UHFFFAOYSA-N 0.000 description 1
- HSLFISVKRDQEBY-UHFFFAOYSA-N 1,1-bis(tert-butylperoxy)cyclohexane Chemical compound CC(C)(C)OOC1(OOC(C)(C)C)CCCCC1 HSLFISVKRDQEBY-UHFFFAOYSA-N 0.000 description 1
- BQTPKSBXMONSJI-UHFFFAOYSA-N 1-cyclohexylpyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C1CCCCC1 BQTPKSBXMONSJI-UHFFFAOYSA-N 0.000 description 1
- OZCMOJQQLBXBKI-UHFFFAOYSA-N 1-ethenoxy-2-methylpropane Chemical compound CC(C)COC=C OZCMOJQQLBXBKI-UHFFFAOYSA-N 0.000 description 1
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 1
- JPOUDZAPLMMUES-UHFFFAOYSA-N 2,2-bis(tert-butylperoxy)octane Chemical compound CCCCCCC(C)(OOC(C)(C)C)OOC(C)(C)C JPOUDZAPLMMUES-UHFFFAOYSA-N 0.000 description 1
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 1
- LCPVQAHEFVXVKT-UHFFFAOYSA-N 2-(2,4-difluorophenoxy)pyridin-3-amine Chemical compound NC1=CC=CN=C1OC1=CC=C(F)C=C1F LCPVQAHEFVXVKT-UHFFFAOYSA-N 0.000 description 1
- STMDPCBYJCIZOD-UHFFFAOYSA-N 2-(2,4-dinitroanilino)-4-methylpentanoic acid Chemical compound CC(C)CC(C(O)=O)NC1=CC=C([N+]([O-])=O)C=C1[N+]([O-])=O STMDPCBYJCIZOD-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- FWLHAQYOFMQTHQ-UHFFFAOYSA-N 2-N-[8-[[8-(4-aminoanilino)-10-phenylphenazin-10-ium-2-yl]amino]-10-phenylphenazin-10-ium-2-yl]-8-N,10-diphenylphenazin-10-ium-2,8-diamine hydroxy-oxido-dioxochromium Chemical compound O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.Nc1ccc(Nc2ccc3nc4ccc(Nc5ccc6nc7ccc(Nc8ccc9nc%10ccc(Nc%11ccccc%11)cc%10[n+](-c%10ccccc%10)c9c8)cc7[n+](-c7ccccc7)c6c5)cc4[n+](-c4ccccc4)c3c2)cc1 FWLHAQYOFMQTHQ-UHFFFAOYSA-N 0.000 description 1
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 1
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 1
- SBYMUDUGTIKLCR-UHFFFAOYSA-N 2-chloroethenylbenzene Chemical compound ClC=CC1=CC=CC=C1 SBYMUDUGTIKLCR-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- QENRKQYUEGJNNZ-UHFFFAOYSA-N 2-methyl-1-(prop-2-enoylamino)propane-1-sulfonic acid Chemical compound CC(C)C(S(O)(=O)=O)NC(=O)C=C QENRKQYUEGJNNZ-UHFFFAOYSA-N 0.000 description 1
- JNDVNJWCRZQGFQ-UHFFFAOYSA-N 2-methyl-N,N-bis(methylamino)hex-2-enamide Chemical compound CCCC=C(C)C(=O)N(NC)NC JNDVNJWCRZQGFQ-UHFFFAOYSA-N 0.000 description 1
- AGBXYHCHUYARJY-UHFFFAOYSA-N 2-phenylethenesulfonic acid Chemical compound OS(=O)(=O)C=CC1=CC=CC=C1 AGBXYHCHUYARJY-UHFFFAOYSA-N 0.000 description 1
- BIISIZOQPWZPPS-UHFFFAOYSA-N 2-tert-butylperoxypropan-2-ylbenzene Chemical compound CC(C)(C)OOC(C)(C)C1=CC=CC=C1 BIISIZOQPWZPPS-UHFFFAOYSA-N 0.000 description 1
- IWTYTFSSTWXZFU-UHFFFAOYSA-N 3-chloroprop-1-enylbenzene Chemical compound ClCC=CC1=CC=CC=C1 IWTYTFSSTWXZFU-UHFFFAOYSA-N 0.000 description 1
- UJTRCPVECIHPBG-UHFFFAOYSA-N 3-cyclohexylpyrrole-2,5-dione Chemical compound O=C1NC(=O)C(C2CCCCC2)=C1 UJTRCPVECIHPBG-UHFFFAOYSA-N 0.000 description 1
- UVRCNEIYXSRHNT-UHFFFAOYSA-N 3-ethylpent-2-enamide Chemical compound CCC(CC)=CC(N)=O UVRCNEIYXSRHNT-UHFFFAOYSA-N 0.000 description 1
- QOXOZONBQWIKDA-UHFFFAOYSA-N 3-hydroxypropyl Chemical group [CH2]CCO QOXOZONBQWIKDA-UHFFFAOYSA-N 0.000 description 1
- FKAWETHEYBZGSR-UHFFFAOYSA-N 3-methylidenepyrrolidine-2,5-dione Chemical compound C=C1CC(=O)NC1=O FKAWETHEYBZGSR-UHFFFAOYSA-N 0.000 description 1
- SSMDYRHBKZVGNR-UHFFFAOYSA-N 3-propan-2-ylpyrrole-2,5-dione Chemical compound CC(C)C1=CC(=O)NC1=O SSMDYRHBKZVGNR-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- ZTQSAGDEMFDKMZ-UHFFFAOYSA-N Butyraldehyde Chemical compound CCCC=O ZTQSAGDEMFDKMZ-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- 241000282994 Cervidae Species 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- MWRWFPQBGSZWNV-UHFFFAOYSA-N Dinitrosopentamethylenetetramine Chemical compound C1N2CN(N=O)CN1CN(N=O)C2 MWRWFPQBGSZWNV-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical group CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical group OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- FMRLDPWIRHBCCC-UHFFFAOYSA-L Zinc carbonate Chemical compound [Zn+2].[O-]C([O-])=O FMRLDPWIRHBCCC-UHFFFAOYSA-L 0.000 description 1
- SMEGJBVQLJJKKX-HOTMZDKISA-N [(2R,3S,4S,5R,6R)-5-acetyloxy-3,4,6-trihydroxyoxan-2-yl]methyl acetate Chemical compound CC(=O)OC[C@@H]1[C@H]([C@@H]([C@H]([C@@H](O1)O)OC(=O)C)O)O SMEGJBVQLJJKKX-HOTMZDKISA-N 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- VRFNYSYURHAPFL-UHFFFAOYSA-N [(4-methylphenyl)sulfonylamino]urea Chemical compound CC1=CC=C(S(=O)(=O)NNC(N)=O)C=C1 VRFNYSYURHAPFL-UHFFFAOYSA-N 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- KJVBXWVJBJIKCU-UHFFFAOYSA-N [hydroxy(2-hydroxyethoxy)phosphoryl] prop-2-enoate Chemical compound OCCOP(O)(=O)OC(=O)C=C KJVBXWVJBJIKCU-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- ROOXNKNUYICQNP-UHFFFAOYSA-N ammonium peroxydisulfate Substances [NH4+].[NH4+].[O-]S(=O)(=O)OOS([O-])(=O)=O ROOXNKNUYICQNP-UHFFFAOYSA-N 0.000 description 1
- VAZSKTXWXKYQJF-UHFFFAOYSA-N ammonium persulfate Chemical compound [NH4+].[NH4+].[O-]S(=O)OOS([O-])=O VAZSKTXWXKYQJF-UHFFFAOYSA-N 0.000 description 1
- 229910001870 ammonium persulfate Inorganic materials 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- AGXUVMPSUKZYDT-UHFFFAOYSA-L barium(2+);octadecanoate Chemical compound [Ba+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O AGXUVMPSUKZYDT-UHFFFAOYSA-L 0.000 description 1
- AYJRCSIUFZENHW-DEQYMQKBSA-L barium(2+);oxomethanediolate Chemical compound [Ba+2].[O-][14C]([O-])=O AYJRCSIUFZENHW-DEQYMQKBSA-L 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- BXIQXYOPGBXIEM-UHFFFAOYSA-N butyl 4,4-bis(tert-butylperoxy)pentanoate Chemical compound CCCCOC(=O)CCC(C)(OOC(C)(C)C)OOC(C)(C)C BXIQXYOPGBXIEM-UHFFFAOYSA-N 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- KOPBYBDAPCDYFK-UHFFFAOYSA-N caesium oxide Chemical compound [O-2].[Cs+].[Cs+] KOPBYBDAPCDYFK-UHFFFAOYSA-N 0.000 description 1
- 229910001942 caesium oxide Inorganic materials 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 210000003855 cell nucleus Anatomy 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 150000001844 chromium Chemical class 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- WRKRMDNAUJERQT-UHFFFAOYSA-N cumene hydroxyperoxide Chemical compound OOOO.CC(C)C1=CC=CC=C1 WRKRMDNAUJERQT-UHFFFAOYSA-N 0.000 description 1
- 125000004093 cyano group Chemical group *C#N 0.000 description 1
- KBLWLMPSVYBVDK-UHFFFAOYSA-N cyclohexyl prop-2-enoate Chemical compound C=CC(=O)OC1CCCCC1 KBLWLMPSVYBVDK-UHFFFAOYSA-N 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 1
- 229920005994 diacetyl cellulose Polymers 0.000 description 1
- PWZFXELTLAQOKC-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide;tetrahydrate Chemical compound O.O.O.O.[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O PWZFXELTLAQOKC-UHFFFAOYSA-A 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000002296 dynamic light scattering Methods 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- GLVVKKSPKXTQRB-UHFFFAOYSA-N ethenyl dodecanoate Chemical compound CCCCCCCCCCCC(=O)OC=C GLVVKKSPKXTQRB-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000011086 glassine Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 150000004677 hydrates Chemical class 0.000 description 1
- 229910001701 hydrotalcite Inorganic materials 0.000 description 1
- 229960001545 hydrotalcite Drugs 0.000 description 1
- 125000005462 imide group Chemical group 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- WRUGWIBCXHJTDG-UHFFFAOYSA-L magnesium sulfate heptahydrate Chemical compound O.O.O.O.O.O.O.[Mg+2].[O-]S([O-])(=O)=O WRUGWIBCXHJTDG-UHFFFAOYSA-L 0.000 description 1
- 229940061634 magnesium sulfate heptahydrate Drugs 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- ZIUHHBKFKCYYJD-UHFFFAOYSA-N n,n'-methylenebisacrylamide Chemical compound C=CC(=O)NCNC(=O)C=C ZIUHHBKFKCYYJD-UHFFFAOYSA-N 0.000 description 1
- DFENKTCEEGOWLB-UHFFFAOYSA-N n,n-bis(methylamino)-2-methylidenepentanamide Chemical compound CCCC(=C)C(=O)N(NC)NC DFENKTCEEGOWLB-UHFFFAOYSA-N 0.000 description 1
- OMNKZBIFPJNNIO-UHFFFAOYSA-N n-(2-methyl-4-oxopentan-2-yl)prop-2-enamide Chemical compound CC(=O)CC(C)(C)NC(=O)C=C OMNKZBIFPJNNIO-UHFFFAOYSA-N 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- QYZFTMMPKCOTAN-UHFFFAOYSA-N n-[2-(2-hydroxyethylamino)ethyl]-2-[[1-[2-(2-hydroxyethylamino)ethylamino]-2-methyl-1-oxopropan-2-yl]diazenyl]-2-methylpropanamide Chemical compound OCCNCCNC(=O)C(C)(C)N=NC(C)(C)C(=O)NCCNCCO QYZFTMMPKCOTAN-UHFFFAOYSA-N 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 125000002080 perylenyl group Chemical group C1(=CC=C2C=CC=C3C4=CC=CC5=CC=CC(C1=C23)=C45)* 0.000 description 1
- CSHWQDPOILHKBI-UHFFFAOYSA-N peryrene Natural products C1=CC(C2=CC=CC=3C2=C2C=CC=3)=C3C2=CC=CC3=C1 CSHWQDPOILHKBI-UHFFFAOYSA-N 0.000 description 1
- 229920001483 poly(ethyl methacrylate) polymer Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000767 polyaniline Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000002685 polymerization catalyst Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920002742 polystyrene-block-poly(ethylene/propylene) -block-polystyrene Polymers 0.000 description 1
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- UIIIBRHUICCMAI-UHFFFAOYSA-N prop-2-ene-1-sulfonic acid Chemical compound OS(=O)(=O)CC=C UIIIBRHUICCMAI-UHFFFAOYSA-N 0.000 description 1
- KCXFHTAICRTXLI-UHFFFAOYSA-N propane-1-sulfonic acid Chemical compound CCCS(O)(=O)=O KCXFHTAICRTXLI-UHFFFAOYSA-N 0.000 description 1
- YKKYHJNXWUHFTR-UHFFFAOYSA-N propane;prop-2-enamide Chemical compound CCC.NC(=O)C=C YKKYHJNXWUHFTR-UHFFFAOYSA-N 0.000 description 1
- QLNJFJADRCOGBJ-UHFFFAOYSA-N propionamide Chemical compound CCC(N)=O QLNJFJADRCOGBJ-UHFFFAOYSA-N 0.000 description 1
- 229940080818 propionamide Drugs 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000011541 reaction mixture Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- CHQMHPLRPQMAMX-UHFFFAOYSA-L sodium persulfate Substances [Na+].[Na+].[O-]S(=O)(=O)OOS([O-])(=O)=O CHQMHPLRPQMAMX-UHFFFAOYSA-L 0.000 description 1
- BWYYYTVSBPRQCN-UHFFFAOYSA-M sodium;ethenesulfonate Chemical compound [Na+].[O-]S(=O)(=O)C=C BWYYYTVSBPRQCN-UHFFFAOYSA-M 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 description 1
- 125000000542 sulfonic acid group Chemical group 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- ANRHNWWPFJCPAZ-UHFFFAOYSA-M thionine Chemical compound [Cl-].C1=CC(N)=CC2=[S+]C3=CC(N)=CC=C3N=C21 ANRHNWWPFJCPAZ-UHFFFAOYSA-M 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- JUWGUJSXVOBPHP-UHFFFAOYSA-B titanium(4+);tetraphosphate Chemical compound [Ti+4].[Ti+4].[Ti+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O JUWGUJSXVOBPHP-UHFFFAOYSA-B 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- WGKLIJDVPACLGG-UHFFFAOYSA-N trizinc diborate hydrate Chemical compound O.[Zn++].[Zn++].[Zn++].[O-]B([O-])[O-].[O-]B([O-])[O-] WGKLIJDVPACLGG-UHFFFAOYSA-N 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- 239000011667 zinc carbonate Substances 0.000 description 1
- 235000004416 zinc carbonate Nutrition 0.000 description 1
- 229910000010 zinc carbonate Inorganic materials 0.000 description 1
- UGZADUVQMDAIAO-UHFFFAOYSA-L zinc hydroxide Chemical compound [OH-].[OH-].[Zn+2] UGZADUVQMDAIAO-UHFFFAOYSA-L 0.000 description 1
- 229910021511 zinc hydroxide Inorganic materials 0.000 description 1
- 229940007718 zinc hydroxide Drugs 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/26—Porous or cellular plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/50—Additional features of adhesives in the form of films or foils characterized by process specific features
- C09J2301/502—Additional features of adhesives in the form of films or foils characterized by process specific features process for debonding adherents
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Definitions
- thermoplastic resins include urethane-based resins; polycarbonate; vinyl chloride-based resins such as polyvinyl chloride and vinyl chloride-vinyl acetate copolymer resins; Acrylic resins such as polyethyl methacrylate; polyester resins such as polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, polyethylene naphthalate, and polybutylene naphthalate; polyamide resins; polystyrene, imide-modified polystyrene, acrylonitrile-butadiene- Polystyrene resins such as styrene copolymer resins (ABS resins), imide-modified ABS resins, styrene/acrylonitrile copolymer resins, acrylonitrile/ethylene/propylene/diene/styrene copolymer resins, cellulose resins such as nitrocellulose and cellulose acetate; silicone-
- the thickness of the easily dismantling layer (A) is preferably 5 ⁇ m to 80 ⁇ m, more preferably 5 ⁇ m to 60 ⁇ m, even more preferably 10 ⁇ m to 20 ⁇ m.
- the thickness of the easy-to-dismantle layer (A) means the average value obtained by measuring the thickness at five randomly selected locations.
- the easy-to-dismantle layer (A) may further contain the above heat-absorbing agent and other additives in addition to the thermoplastic resin.
- the ratio of the average cell diameter in the flow direction to the average cell diameter in the thickness direction is preferably 1 or more, more preferably 3 or more. , 4 to 25 are more preferred.
- the pressure-sensitive adhesive tape has excellent flexibility in the thickness direction, and even when a rigid body is used as the adherend, the adhesion is further improved.
- a foam base material when producing a foam base material by chemical foaming, for example, a polyolefin resin containing 40% by weight or more of a polyethylene resin, a thermal decomposition type foaming agent, a foaming aid, a coloring agent, and, if necessary, further A step of producing a polyolefin resin sheet by supplying a polyolefin resin composition containing other components to an extruder, melt-kneading it, and extruding it into a sheet form from the extruder; and foaming a decomposable foaming agent. If necessary, as described later, the step of cross-linking the polyolefin resin sheet, or melting or softening the obtained foamed sheet and stretching it in either or both of the machine direction and the width direction. A step of stretching the foam sheet may be included.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
本発明が解決しようとする課題は、成形性、耐衝撃性、被着体への追従性及び吸熱性に優れ、2以上の被着体の固定に使用でき、かつ被着体を分離する際には容易に解体し得る粘着テープ、特に過剰な熱が加えられた場合でも被着体の熱劣化を抑制でき、耐熱性に優れる粘着テープを提供することである。本発明は、熱可塑性樹脂を含む易解体層(A)、粘着剤層(B)及び発泡体層(C)を有し、前記易解体層(A)、前記粘着剤層(B)及び前記発泡体層(C)のいずれか1つ以上の層が1種以上の吸熱剤を含有する粘着テープに関するものである。
Description
本発明は、被着体への貼付け、物品間の固定を行った後、一定期間経過後に当該貼付けや固定を容易に解体できる易解体性の粘着テープに関する。
携帯電子端末、カメラ、パソコン等の電子機器を構成する画像表示部の保護パネルと筐体との固定や、前記電子機器への外装部品や電池等の部品の固定に、耐衝撃性を有する両面粘着テープが用いられている(例えば、特許文献1参照)。
電子機器の薄型化や高機能化に伴い、例えば画像表示部を構成する保護パネル、画像表示モジュール、タッチパネル、薄型電池等の、剛体からなる薄型の部品が多く使用される傾向となっている。これらの部品は高価であり、例えば電子機器等の不具合が生じた際に、電子機器本体(筐体)から容易に分離解体でき、分離した部品や電子機器本体等をリユース又はリサイクルできることが好ましい。この観点から、両面粘着テープには部品等を安定に固定する役割に加え、分離したい場合には容易に解体できる特性の付与が求められている。
例えば、加熱により発泡する熱発泡剤含有粘着剤層を含む粘着テープ(特許文献2参照)、熱可塑性樹脂を構成成分として有する易解体層を含む粘着テープ(特許文献3参照)が提案されている。これらの粘着テープを用いると、加熱により被着体同士の分離が可能となる。
電子機器の薄型化や高機能化に伴い、例えば画像表示部を構成する保護パネル、画像表示モジュール、タッチパネル、薄型電池等の、剛体からなる薄型の部品が多く使用される傾向となっている。これらの部品は高価であり、例えば電子機器等の不具合が生じた際に、電子機器本体(筐体)から容易に分離解体でき、分離した部品や電子機器本体等をリユース又はリサイクルできることが好ましい。この観点から、両面粘着テープには部品等を安定に固定する役割に加え、分離したい場合には容易に解体できる特性の付与が求められている。
例えば、加熱により発泡する熱発泡剤含有粘着剤層を含む粘着テープ(特許文献2参照)、熱可塑性樹脂を構成成分として有する易解体層を含む粘着テープ(特許文献3参照)が提案されている。これらの粘着テープを用いると、加熱により被着体同士の分離が可能となる。
しかしながら、加熱によって被着体を分離可能な粘着テープを用いる場合、被着体である電子機器本体や前記した高価かつ精密な電子部品を分離解体するために過剰な熱が加えられると、被着体自体が熱によって劣化する恐れがある。また、熱により粘着テープが発煙してしまう場合があり、これらの点でなお改善の余地がある。
本発明の目的は、成形性、耐衝撃性、被着体への追従性及び吸熱性に優れ、2以上の被着体の固定に使用でき、かつ被着体を分離する際には容易に解体し得る粘着テープ、特に過剰な熱が加えられた場合でも被着体の熱劣化を抑制でき、耐熱性に優れる粘着テープを提供することにある。
また、本発明の目的は、かかる粘着テープによって2以上の被着体が固定された構成を有する物品、及び加熱によって前記物品を構成する2以上の被着体を分離する物品の解体方法を提供することにある。
本発明の目的は、成形性、耐衝撃性、被着体への追従性及び吸熱性に優れ、2以上の被着体の固定に使用でき、かつ被着体を分離する際には容易に解体し得る粘着テープ、特に過剰な熱が加えられた場合でも被着体の熱劣化を抑制でき、耐熱性に優れる粘着テープを提供することにある。
また、本発明の目的は、かかる粘着テープによって2以上の被着体が固定された構成を有する物品、及び加熱によって前記物品を構成する2以上の被着体を分離する物品の解体方法を提供することにある。
本発明は、下記(1)~(10)に関する。
(1) 熱可塑性樹脂を含む易解体層(A)、粘着剤層(B)及び発泡体層(C)を有し、前記易解体層(A)、前記発泡体層(C)及び前記粘着剤層(B)のいずれか1つ以上の層が1種以上の吸熱剤を含有する粘着テープ。(2) 前記発泡体層(C)が1種以上の吸熱剤を含有する、(1)に記載の粘着テープ。(3) 前記易解体層(A)の一方の面側に直接又は他の層を介して発泡体層(C)及び粘着剤層(b1)を有し、前記易解体層(A)の他方の面側に直接又は他の層を介して粘着剤層(b2)を有する、(1)又は(2)に記載の粘着テープ。(4) 前記易解体層(A)の他方の面側に、少なくとも基材フィルム層(D)を介して、粘着剤層(b2)を有する、(1)~(3)のいずれかに記載の粘着テープ。(5) 前記易解体層(A)の一方の面側に、直接又は他の層を介して、発泡体層(C)が積層され、前記発泡体層(C)の表面に、基材フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して、粘着剤層(b1)が積層され、かつ、前記易解体層(A)の他方の面側に、基材フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して、粘着剤層(b2)を有する、(1)~(3)のいずれかに記載の粘着テープ。(6) 前記発泡体層(C)が、厚さ1500μm以下である、(1)~(5)のいずれかに記載の粘着テープ。(7) 総厚さが100μm~500μmである、(1)~(6)のいずれかに記載の粘着テープ。(8) (1)~(7)のいずれかに記載の粘着テープによって、2以上の被着体が固定された構成を有することを特徴とする物品。(9) 前記易解体層(A)の一部又は全部を、直接的又は間接的に加熱し、前記易解体層(A)を可塑化することによって、前記物品を構成する2以上の被着体を分離することを特徴とする物品の解体方法。
(1) 熱可塑性樹脂を含む易解体層(A)、粘着剤層(B)及び発泡体層(C)を有し、前記易解体層(A)、前記発泡体層(C)及び前記粘着剤層(B)のいずれか1つ以上の層が1種以上の吸熱剤を含有する粘着テープ。(2) 前記発泡体層(C)が1種以上の吸熱剤を含有する、(1)に記載の粘着テープ。(3) 前記易解体層(A)の一方の面側に直接又は他の層を介して発泡体層(C)及び粘着剤層(b1)を有し、前記易解体層(A)の他方の面側に直接又は他の層を介して粘着剤層(b2)を有する、(1)又は(2)に記載の粘着テープ。(4) 前記易解体層(A)の他方の面側に、少なくとも基材フィルム層(D)を介して、粘着剤層(b2)を有する、(1)~(3)のいずれかに記載の粘着テープ。(5) 前記易解体層(A)の一方の面側に、直接又は他の層を介して、発泡体層(C)が積層され、前記発泡体層(C)の表面に、基材フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して、粘着剤層(b1)が積層され、かつ、前記易解体層(A)の他方の面側に、基材フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して、粘着剤層(b2)を有する、(1)~(3)のいずれかに記載の粘着テープ。(6) 前記発泡体層(C)が、厚さ1500μm以下である、(1)~(5)のいずれかに記載の粘着テープ。(7) 総厚さが100μm~500μmである、(1)~(6)のいずれかに記載の粘着テープ。(8) (1)~(7)のいずれかに記載の粘着テープによって、2以上の被着体が固定された構成を有することを特徴とする物品。(9) 前記易解体層(A)の一部又は全部を、直接的又は間接的に加熱し、前記易解体層(A)を可塑化することによって、前記物品を構成する2以上の被着体を分離することを特徴とする物品の解体方法。
本発明によれば、成形性、耐衝撃性、被着体への追従性及び吸熱性に優れ、2以上の被着体の固定に使用でき、かつ被着体を分離する際には容易に解体し得る粘着テープ、特に過剰な熱が加えられた場合でも被着体の熱劣化を抑制でき、耐熱性に優れる粘着テープを提供できる。
以下、本発明の実施形態について詳細に説明する。なお、本明細書において、「~」を用いて示された数値範囲は、「~」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。「(メタ)アクリレート」はアクリレート、メタアクリレート及びそれらの双方を総称する用語である。「(メタ)アクリル」はアクリル、メタアクリル及びそれらの双方を総称する用語である。
本発明は、熱可塑性樹脂を含む易解体層(A)(以下、単に「易解体層(A)」と称する。)、粘着剤層(B)及び発泡体層(C)を有し、易解体層(A)、発泡体層(C)及び粘着剤層(B)のいずれか1つ以上の層が1種以上の吸熱剤を含有する粘着テープである。
本発明の粘着テープは、一方の面側のみ、すなわち一方の面の最外層に粘着剤層(B)を設けた、加熱により容易に剥離可能なラベル用途等の片面粘着テープであってもよく、両側の面の最外層に粘着剤層(B)を設けた両面粘着テープであってもよい。
本発明の粘着テープは、一方の面側のみ、すなわち一方の面の最外層に粘着剤層(B)を設けた、加熱により容易に剥離可能なラベル用途等の片面粘着テープであってもよく、両側の面の最外層に粘着剤層(B)を設けた両面粘着テープであってもよい。
両面粘着テープの態様である本発明の粘着テープは、例えば画像表示部を構成する保護パネル、画像表示モジュール、タッチパネル、薄型電池等の、剛体からなる薄型の部品と電子機器本体(筐体)等の被着体の固定に使用できる。そして、易解体層(A)の一部又は全部を、直接的又は間接的に加熱し、易解体層(A)を可塑化することによって被着体を容易に分離解体できる。
この場合において、本発明の粘着テープは、易解体層(A)、発泡体層(C)及び粘着剤層(B)のいずれか1つ以上の層が1種以上の吸熱剤を含有するため、該粘着テープにより固定された2以上の被着体を分離する際に過剰な熱が加えられた場合も、かかる過剰な熱は吸熱剤に吸熱され、分離解体に適切な温度を保持することで被着体の熱劣化を抑制できる。
この場合において、本発明の粘着テープは、易解体層(A)、発泡体層(C)及び粘着剤層(B)のいずれか1つ以上の層が1種以上の吸熱剤を含有するため、該粘着テープにより固定された2以上の被着体を分離する際に過剰な熱が加えられた場合も、かかる過剰な熱は吸熱剤に吸熱され、分離解体に適切な温度を保持することで被着体の熱劣化を抑制できる。
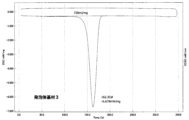
吸熱剤としては、好ましくは80℃以上の温度に吸熱ピークを有する無機水和物、金属水酸化物及び炭酸塩等が挙げられる。具体的には、例えば硫酸カルシウム2水和物、硫酸マグネシウム7水和物、炭酸水素ナトリウム、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム、炭酸カルシウム、ハイドロタルサイト、ホウ酸亜鉛の水和物等が挙げられる。中でも、硫酸カルシウム2水和物、炭酸水素ナトリウム、水酸化アルミニウム、水酸化マグネシウム及び炭酸カルシウムよりなる群から選ばれる少なくとも1種が好ましく、硫酸カルシウム2水和物、炭酸水素ナトリウム、水酸化アルミニウムよりなる群から選ばれる少なくとも1種がより好ましい。吸熱剤は1種類を単独で用いても、2種以上を併用してもよい。
吸熱剤の吸熱開始温度は60℃~500℃の範囲が好ましく、80℃~400℃の範囲がより好ましく、80℃~300℃の範囲がさらに好ましい。
吸熱剤の吸熱ピーク温度は80℃~550℃の範囲が好ましく、100℃~450℃の範囲がより好ましく、100℃~350℃の範囲がさらに好ましい。
吸熱剤の吸熱量は100J/g~1200J/gの範囲が好ましく、300J/g~1200J/gの範囲がより好ましい。
なお、各吸熱剤の吸熱開始温度、吸熱ピーク温度及び吸熱量は、示差走査熱量分析装置(DSC)を用いて、後述する実施例の方法で求めた値である。
吸熱剤の吸熱ピーク温度は80℃~550℃の範囲が好ましく、100℃~450℃の範囲がより好ましく、100℃~350℃の範囲がさらに好ましい。
吸熱剤の吸熱量は100J/g~1200J/gの範囲が好ましく、300J/g~1200J/gの範囲がより好ましい。
なお、各吸熱剤の吸熱開始温度、吸熱ピーク温度及び吸熱量は、示差走査熱量分析装置(DSC)を用いて、後述する実施例の方法で求めた値である。
2種以上の吸熱剤を併用する場合、異なる吸熱開始温度又は異なる吸熱ピーク温度を有する、2種以上の吸熱剤を組み合わせてもよい。その場合、各吸熱剤の含有質量比は特に限定されず適宜設定できる。
吸熱剤の粒径は1μm~100μmの範囲が好ましく、1μm~80μmの範囲がより好ましい。吸熱剤の粒径が前記範囲内であると、本発明の粘着テープを構成する各層中において吸熱剤が均一に分散しやすくなり、配合量を多くできる観点から有利である。
なお、吸熱剤の粒径は、レーザー回折/散乱式粒度分布測定装置により測定したメジアン径(D50)の値である。
なお、吸熱剤の粒径は、レーザー回折/散乱式粒度分布測定装置により測定したメジアン径(D50)の値である。
本発明の粘着テープを構成する易解体層(A)、発泡体層(C)及び粘着剤層(B)のいずれか1つ以上の層が1種以上の吸熱剤を含有する。中でも、発泡体層(C)が1種以上の吸熱剤を含有することが好ましい。
吸熱剤の含有割合は、好適な吸熱性を実現しやすい観点から、層の全成分に対して10質量%~95質量%の範囲であることが好ましく、50質量%~90質量%の範囲がより好ましく、65質量%~90質量%の範囲がさらに好ましい。
吸熱剤の含有割合は、好適な吸熱性を実現しやすい観点から、層の全成分に対して10質量%~95質量%の範囲であることが好ましく、50質量%~90質量%の範囲がより好ましく、65質量%~90質量%の範囲がさらに好ましい。
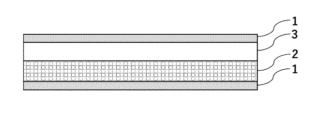
本発明の粘着テープの第一の実施形態としては、易解体層(A)の一方の面側に発泡体層(C)が積層され、発泡体層(C)の表面に粘着剤層(b1)が積層され、かつ易解体層(A)の他方の面側に粘着剤層(b2)が積層された両面粘着テープが挙げられる(図1参照)。
本発明の粘着テープの第二の実施形態としては、易解体層(A)の一方の面側に、直接又は他の層を介して発泡体層(C)が積層され、発泡体層(C)の表面に第1の粘着剤層(B)である粘着剤層(b1)が積層され、かつ、易解体層(A)の他方の面側に樹脂フィルム層(D)を介して第2の粘着剤層(B)である粘着剤層(b2)が積層された両面粘着テープが挙げられる(図2及び図3参照)。かかる第二の実施形態において、易解体層(A)の一方の面側と発泡体層(C)は直接積層されていてもよく、接着剤層(E)を介して積層されていてもよい(図3参照)。接着剤層(E)を設けることで、易解体層(A)と発泡体層(C)との密着性をより向上できる。
本発明の粘着テープの第三の実施形態としては、易解体層(A)の一方の面側に、直接又は他の層を介して発泡体層(C)が積層され、発泡体層(C)の表面に、樹脂フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して粘着剤層(b1)が積層され、かつ、前記易解体層(A)の他方の面側に樹脂フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して、粘着剤層(b2)が積層された両面粘着テープが挙げられる(図4参照)。
本発明の粘着テープが前記した所定の位置に樹脂フィルム層(D)を有すると、2以上の被着体を分離した後、前記被着体の表面に残存した粘着テープの一部を容易に除去できるため好ましい。中でも、易解体層(A)の一方の面側に接着剤層(E)を介して発泡体層(C)が積層され、発泡体層(C)の表面に、接着剤層(E)と樹脂フィルム層(D)と粘着剤層(b1)とが順に積層され、かつ、易解体層(A)の他方の面側に、樹脂フィルム層(D)を介して、粘着剤層(b2)を有する本発明の粘着テープ(両面粘着テープ)は、2以上の被着体を分離した後、被着体の表面から粘着テープの残渣を除去しやすい。
本発明の粘着テープが前記した所定の位置に樹脂フィルム層(D)を有すると、2以上の被着体を分離した後、前記被着体の表面に残存した粘着テープの一部を容易に除去できるため好ましい。中でも、易解体層(A)の一方の面側に接着剤層(E)を介して発泡体層(C)が積層され、発泡体層(C)の表面に、接着剤層(E)と樹脂フィルム層(D)と粘着剤層(b1)とが順に積層され、かつ、易解体層(A)の他方の面側に、樹脂フィルム層(D)を介して、粘着剤層(b2)を有する本発明の粘着テープ(両面粘着テープ)は、2以上の被着体を分離した後、被着体の表面から粘着テープの残渣を除去しやすい。
また、本発明の粘着テープが前記した所定の位置に接着剤層(E)を有すると、層間の密着性を向上できるため好ましい。
なお、本発明はこれらの構成に限定されず、他の任意の構成を追加してもよいし、同様の機能を発揮する任意の構成と置換されていてもよい。
なお、本発明はこれらの構成に限定されず、他の任意の構成を追加してもよいし、同様の機能を発揮する任意の構成と置換されていてもよい。
本発明の粘着テープは総厚さが100μm~500μmの範囲であることが好ましく、100μm~300μmの範囲であることが、電子機器の薄型化への対応と、良好な貼り付け作業性とを両立する観点からより好ましい。
本発明の粘着テープにおいては、粘着剤層(B)の厚さが5μm~100μmの範囲であることが好ましく、10μm~80μmの範囲がより好ましく、10μm~50μmの範囲が、加熱前において被着体を固定できる観点からさらに好ましい。
本発明の粘着テープにおいては、粘着剤層(B)の厚さが5μm~100μmの範囲であることが好ましく、10μm~80μmの範囲がより好ましく、10μm~50μmの範囲が、加熱前において被着体を固定できる観点からさらに好ましい。
以下、本発明の粘着テープ(以下、「本粘着テープ」と称することがある。)を構成する各層について説明する。
[易解体層(A)]
本粘着テープを構成する易解体層(A)は、熱可塑性樹脂を含有する。易解体層(A)は、本粘着テープにより貼り合わせられた被着体同士を分離する際に、被着体同士を引き離す等の剥離応力により破断される層である。易解体層(A)は、例えば熱可塑性樹脂を含有する組成物を、離型シート等の表面に塗工し乾燥等することによって形成できる。
本粘着テープを構成する易解体層(A)は、熱可塑性樹脂を含有する。易解体層(A)は、本粘着テープにより貼り合わせられた被着体同士を分離する際に、被着体同士を引き離す等の剥離応力により破断される層である。易解体層(A)は、例えば熱可塑性樹脂を含有する組成物を、離型シート等の表面に塗工し乾燥等することによって形成できる。
熱可塑性樹脂としては、例えばウレタン系樹脂;ポリカーボネート;ポリ塩化ビニル、塩化ビニル-酢酸ビニル共重合樹脂等の塩化ビニル系樹脂;ポリアクリル酸、ポリメタクリル酸、ポリアクリル酸メチル、ポリメタクリル酸メチル、ポリメタクリル酸エチル等のアクリル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート等のポリエステル系樹脂;ポリアミド系樹脂;ポリスチレン、イミド変性ポリスチレン、アクリロニトリル・ブタジエン・スチレン共重合樹脂(ABS樹脂)、イミド変性ABS樹脂、スチレン・アクリロニトリル共重合樹脂、アクリロニトリル・エチレン・プロピレン・ジエン・スチレン共重合樹脂等のポリスチレン系樹脂、ニトロセルロース、酢酸セルロース等のセルロース系樹脂;シリコーン系樹脂;フッ素系樹脂等が挙げられる。
中でも、ウレタン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、ポリアミド系樹脂が好ましく、スチレン系樹脂がより好ましい。
中でも、ウレタン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、ポリアミド系樹脂が好ましく、スチレン系樹脂がより好ましい。
スチレン系の熱可塑性樹脂としては、例えば、SB(ポリスチレン-ポリブタジエンブロック共重合体)、SBの水素添加物(ポリスチレン-ポリ(エチレン/ブチレン)ブロック共重合体)等のジブロック共重合体;SBS(ポリスチレン-ポリブタジエン-ポリスチレンブロック共重合体)、SBSの水素添加物(ポリスチレン-ポリ(エチレン/ブチレン)-ポリスチレンブロック共重合体(SEBS))、SIS(ポリスチレン-ポリイソプレン-ポリスチレンブロック共重合体)、SISの水素添加物(ポリスチレン-ポリ(エチレン/プロピレン)-ポリスチレンブロック共重合体(SEPS))、SIBS(ポリスチレン-ポリイソブチレン-ポリスチレンブロック共重合体)等のトリブロック共重合体;SBSB(ポリスチレン-ポリブタジエン-ポリスチレン-ポリブタジエンブロック共重合体)等のテトラブロック共重合体;SBSBS(ポリスチレン-ポリブタジエン-ポリスチレン-ポリブタジエン-ポリスチレンブロック共重合体)等のペンタブロック共重合体;これら以上のマルチブロック共重合体;スチレン-ブタジエンラバー(SBR)等のスチレン系ランダム共重合体のエチレン性二重結合を水素添加した水素添加物;等が挙げられる。これらのスチレン系の熱可塑性樹脂は、市販品を用いてもよい。
通常の状態で被着体同士を良好に固定させる観点から、易解体層(A)を構成する熱可塑性樹脂の、1Hz及び23℃での動的粘弾性スペクトルで測定される貯蔵弾性率G23が1.0×103Pa~5.0×107Paの範囲であることが好ましく、5.0×103Pa~5.0×106Paの範囲がより好ましく、5.0×103Pa~1.0×106Paの範囲がさらに好ましい。
また、加熱により被着体同士を容易に分離させる観点より、易解体層(A)を構成する熱可塑性樹脂の、1Hz及び100℃での動的粘弾性スペクトルで測定される貯蔵弾性率G100が1.0×102Pa~5.0×106Paの範囲であることが好ましく、5.0×103Pa~1.0×106Paの範囲がより好ましく、5.0×103Pa~5.0×105Paの範囲がさらに好ましい。
また、加熱により被着体同士を容易に分離させる観点より、易解体層(A)を構成する熱可塑性樹脂の、1Hz及び100℃での動的粘弾性スペクトルで測定される貯蔵弾性率G100が1.0×102Pa~5.0×106Paの範囲であることが好ましく、5.0×103Pa~1.0×106Paの範囲がより好ましく、5.0×103Pa~5.0×105Paの範囲がさらに好ましい。
易解体層(A)に含まれる熱可塑性樹脂の貯蔵弾性率G100は、貯蔵弾性率G23よりも小さいことが好ましい。G23及びG100は、易解体層(A)を構成する熱可塑性樹脂から形成された厚み2mmの試験片を用いて、市販の粘弾性試験機により、後述する実施例に記載の方法で測定できる。なお、測定に用いる試験片は、易解体層(A)に含まれる熱可塑性樹脂をシート上に塗布する等により作成できる。
易解体層(A)の厚さは5μm~80μmであることが好ましく、5μm~60μmがより好ましく、10μm~20μmがさらに好ましい。ここで、易解体層(A)の厚さとは、無作為に選択した5か所の厚さを測定して得られた平均値を意味する。易解体層(A)の厚さが上記範囲であると、層形成が容易であり解体性に優れる。
易解体層(A)は、熱可塑性樹脂に加えて上記した吸熱剤、及び他の添加剤をさらに含有していてもよい。
易解体層(A)は、熱可塑性樹脂に加えて上記した吸熱剤、及び他の添加剤をさらに含有していてもよい。
[粘着剤層(B)]
本粘着テープは、好適には両側の面の最外層に、粘着剤層(B)としての粘着剤層(b1)及び粘着剤層(b2)を有する両面粘着テープである。粘着剤層(b1)及び粘着剤層(b2)は、被接着体と接着する層である。粘着剤層(b1)及び粘着剤層(b2)は、同一の粘着力を有するものであっても、異なる粘着力を有するものであってもよい。具体的には、粘着剤層(b1)及び粘着剤層(b2)のいずれか一方がいわゆる強粘着剤層であり、他方が弱粘着剤層であってもよい。粘着剤層(b1)及び粘着剤層(b2)は同一の組成であっても、異なる組成からなるものであってもよい。
本粘着テープは、好適には両側の面の最外層に、粘着剤層(B)としての粘着剤層(b1)及び粘着剤層(b2)を有する両面粘着テープである。粘着剤層(b1)及び粘着剤層(b2)は、被接着体と接着する層である。粘着剤層(b1)及び粘着剤層(b2)は、同一の粘着力を有するものであっても、異なる粘着力を有するものであってもよい。具体的には、粘着剤層(b1)及び粘着剤層(b2)のいずれか一方がいわゆる強粘着剤層であり、他方が弱粘着剤層であってもよい。粘着剤層(b1)及び粘着剤層(b2)は同一の組成であっても、異なる組成からなるものであってもよい。
粘着剤層(B)を形成し得る粘着剤としては、例えば天然ゴム、合成ゴム、アクリル系樹脂、シリコーン系樹脂、ウレタン系樹脂、ビニルエーテル系樹脂等の樹脂をバインダーとして含有するものが挙げられる。かかる粘着剤の形態は、溶剤系、エマルジョン型、水系、ホットメルト型、紫外線や電子線等の活性エネルギー線硬化型等の無溶剤系のいずれでもよい。
中でも、本粘着テープにおいて所定の引張強さを備えた粘着剤層(B)を形成する観点から、粘着剤層(B)を形成する粘着剤として、アクリル系重合体を含有する樹脂を用いるのが好ましい。
アクリル系重合体としては、例えば水酸基を有するビニル単量体、酸性基を有するビニル単量体、アルキル(メタ)アクリレート等のビニル単量体を含有するビニル単量体成分を重合して得られる重合体が好ましい。
中でも、本粘着テープにおいて所定の引張強さを備えた粘着剤層(B)を形成する観点から、粘着剤層(B)を形成する粘着剤として、アクリル系重合体を含有する樹脂を用いるのが好ましい。
アクリル系重合体としては、例えば水酸基を有するビニル単量体、酸性基を有するビニル単量体、アルキル(メタ)アクリレート等のビニル単量体を含有するビニル単量体成分を重合して得られる重合体が好ましい。
水酸基を有するビニル単量体としては、例えば2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、2-ヒドロキシヘキシル(メタ)アクリレート、6-ヒドロキシヘキシル(メタ)アクリル、8-ヒドロキシオクチル(メタ)アクリレート、10-ヒドロキシデシル(メタ)アクリレート、12-ヒドロキシラウリル(メタ)アクリレート等の、水酸基を有する(メタ)アクリル単量体が挙げられる。中でも、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点から、4-ヒドロキシブチル(メタ)アクリレートが好ましく、4-ヒドロキシブチルアクリレートがより好ましい。
水酸基を有するビニル単量体は、前記ビニル単量体成分の全量に対して0.01質量%~10質量%の範囲であるのが好ましく、0.01質量%~5質量%の範囲がより好ましく、0.01質量%~1質量%の範囲がさらに好ましく、0.01質量%~0.2質量%の範囲がよりさらに好ましく、0.01質量%以上0.1質量%未満の範囲が特に好ましく、0.02質量%~0.08質量%の範囲が、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点から極めて好ましい。
水酸基を有するビニル単量体は、前記ビニル単量体成分の全量に対して0.01質量%~10質量%の範囲であるのが好ましく、0.01質量%~5質量%の範囲がより好ましく、0.01質量%~1質量%の範囲がさらに好ましく、0.01質量%~0.2質量%の範囲がよりさらに好ましく、0.01質量%以上0.1質量%未満の範囲が特に好ましく、0.02質量%~0.08質量%の範囲が、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点から極めて好ましい。
酸性基を有するビニル単量体としては、例えばアクリル酸、メタクリル酸、カルボキシエチル(メタ)アクリレート、カルボキシペンチル(メタ)アクリレート等のカルボキシル基を有する(メタ)アクリル単量体;(メタ)アクリルアミドプロパンスルホン酸、スルホプロピル(メタ)アクリレート、(メタ)アクリロイルオキシナフタレンスルホン酸、ビニルスルホン酸ナトリウム、スチレンスルホン酸、アリルスルホン酸、2-(メタ)アクリルアミド-2-メチルプロパンスルホン酸、(メタ)アクリルアミドプロパンスルホン酸等のスルホン酸基を有するビニル単量体;2-ヒドロキシエチルアクリロイルホスフェート等のリン酸基を有する(メタ)アクリル単量体;(無水)イタコン酸、(無水)マレイン酸、フマル酸、クロトン酸等の炭素-炭素二重結合を有するカルボン酸;等が挙げられる。中でも、カルボキシル基を有する(メタ)アクリル単量体が好ましく、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点から、アクリル酸又はメタクリル酸がより好ましい。
酸性基を有するビニル単量体は、前記ビニル単量体成分の全量に対して1質量%~30質量%の範囲であるのが好ましく、1質量%~15質量%の範囲がより好ましく、1質量%~7質量%の範囲がさらに好ましく、2.5質量%~7質量%の範囲が、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点から特に好ましい。
酸性基を有するビニル単量体は、前記ビニル単量体成分の全量に対して1質量%~30質量%の範囲であるのが好ましく、1質量%~15質量%の範囲がより好ましく、1質量%~7質量%の範囲がさらに好ましく、2.5質量%~7質量%の範囲が、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点から特に好ましい。
アルキル(メタ)アクリレートとしては、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、n-ブチル(メタ)アクリレート、s-ブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、n-オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、n-ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、n-デシル(メタ)アクリレート、イソデシル(メタ)アクリレート、n-ウンデシル(メタ)アクリレート、n-ドデシル(メタ)アクリレート、n-トリデシル(メタ)アクリレート、n-テトラデシル(メタ)アクリレート等が挙げられる。中でも、n-ブチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレートが、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点から好ましい。
アルキル(メタ)アクリレートは、前記ビニル単量体成分の全量に対して50質量%~98質量%の範囲であるのが好ましく、60質量%~98質量%の範囲がより好ましく、70質量%~96質量%の範囲が、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点からさらに好ましい。
アルキル(メタ)アクリレートは、前記ビニル単量体成分の全量に対して50質量%~98質量%の範囲であるのが好ましく、60質量%~98質量%の範囲がより好ましく、70質量%~96質量%の範囲が、一層優れた静荷重保持力、耐衝撃性、解体性及び除去性を両立した本粘着テープを得る観点からさらに好ましい。
アクリル系重合体の製造に使用可能なビニル単量体成分として、必要に応じて上記以外の他のビニル単量体を使用してもよい。かかる他のビニル単量体としては、例えば(メタ)アクリルアミド、ジエチルアクリルアミド、N-ビニルピロリドン、N,N-ジメチル(メタ)アクリルアミド、N,N-ジエチル(メタ)アクリルアミド、N,N’-メチレンビスアクリルアミド、N,N-ジメチルアミノプロピルアクリルアミド、N,N-ジメチルアミノプロピルメタクリルアミド、ジアセトンアクリルアミド、アクリロイルモルホリン、アミノエチル(メタ)アクリレート、N,N-ジメチルアミノエチル(メタ)アクリレート、N,N-ジメチルアミノプロピル(メタ)アクリレート、シクロヘキシルマレイミド、イソプロピルマレイミド、N-シクロヘキシルマレイミド、イタコンイミド等の、アミド基、アミノ基又はイミド基を有するビニル単量体;(メタ)アクリロニトリル等のシアノ基含有単量体;グリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート、アリルグリシジルエーテル等のグリシジル基含有アクリル単量体;スチレン、クロロスチレン、クロロメチルスチレン、α-メチルスチレン等のスチレン系単量体;酢酸ビニル、プロピオン酸ビニル、ラウリン酸ビニル、メチルビニルエーテル、エチルビニルエーテル、イソブチルビニルエーテル等が挙げられる。
なお、ビニル単量体成分は、酢酸ビニルやスチレン等の(メタ)アクリル単量体以外の単量体の含有量は5質量%以下、好ましくは3質量%以下、より好ましくは1質量%以下である、(メタ)アクリル単量体の混合物により構成されるのが好ましい。
なお、ビニル単量体成分は、酢酸ビニルやスチレン等の(メタ)アクリル単量体以外の単量体の含有量は5質量%以下、好ましくは3質量%以下、より好ましくは1質量%以下である、(メタ)アクリル単量体の混合物により構成されるのが好ましい。
アクリル系重合体は、例えば有機溶剤及び重合開始剤の存在下、前記したビニル単量体成分を一括又は分割して供給して、好ましくは40℃~90℃でラジカル重合させて製造できる。重合開始剤としては、例えば過酸化水素、過硫酸カリウム、過硫酸ナトリウム、過硫酸アンモニウム、過酸化ベンゾイル、クメンヒドロキシパーオキサイド等の過酸化物;2,2’-アゾビス(2-メチルブチロニトリル)、2,2’-アゾビス-(2-アミノジプロパン)2塩酸塩、2,2’-アゾビス-(N,N’-ジメチレンイソブチルアミジン)2塩酸塩、2,2’-アゾビス{2-メチル-N-[1,1-ビス(ヒドロキシメチル)-2-ヒドロキシエチル]プロピオンアミド}等のアゾ化合物等が挙げられる。重合開始剤の使用量は、ビニル単量体成分の全量に対し0.01質量%~5質量%の範囲であることが好ましい。
粘着剤層(B)を形成し得る粘着剤は、良好な塗工作業性等を維持する観点で溶媒を含有していることが好ましい。前記溶媒としては、例えば、トルエン、キシレン、酢酸エチル、酢酸ブチル、アセトン、メチルエチルケトン、ヘキサン等を使用できる。また、水系粘着剤組成物とする場合には、水又は水を主体とする水性溶媒を使用できる。
粘着剤層(B)を形成し得る粘着剤は、前記したアクリル系共重合体の他に、前述した吸熱剤、及び必要に応じて粘着付与樹脂、架橋剤、その他の添加剤等をさらに含有していてもよい。
粘着付与樹脂としては、例えば、ロジン系、重合ロジン系、重合ロジンエステル系、ロジンフェノール系、安定化ロジンエステル系、不均化ロジンエステル系、テルペン系、テルペンフェノール系脂、石油樹脂系等の各種粘着付与樹脂が挙げられる。
架橋剤としては、イソシアネート系、エポキシ系、アジリジン系、多価金属塩系、金属キレート系、ケト・ヒドラジド系、オキサゾリン系、カルボジイミド系、シラン系、グリシジル(アルコキシ)エポキシシラン系等の公知の架橋剤が挙げられ、粘着剤層(B)の凝集力を向上させることを目的に使用できる。
その他の添加剤としては、公知の発泡剤、可塑剤、軟化剤、酸化防止剤、ガラスやプラスチック製の繊維・バルーン・ビーズ・金属粉末等の充填剤、顔料・染料等の着色剤、pH調整剤、皮膜形成補助剤、レベリング剤、増粘剤、撥水剤、消泡剤等が挙げられる。これらのその他の添加剤は、本発明の所望の効果を阻害しない範囲で添加できる。
粘着付与樹脂としては、例えば、ロジン系、重合ロジン系、重合ロジンエステル系、ロジンフェノール系、安定化ロジンエステル系、不均化ロジンエステル系、テルペン系、テルペンフェノール系脂、石油樹脂系等の各種粘着付与樹脂が挙げられる。
架橋剤としては、イソシアネート系、エポキシ系、アジリジン系、多価金属塩系、金属キレート系、ケト・ヒドラジド系、オキサゾリン系、カルボジイミド系、シラン系、グリシジル(アルコキシ)エポキシシラン系等の公知の架橋剤が挙げられ、粘着剤層(B)の凝集力を向上させることを目的に使用できる。
その他の添加剤としては、公知の発泡剤、可塑剤、軟化剤、酸化防止剤、ガラスやプラスチック製の繊維・バルーン・ビーズ・金属粉末等の充填剤、顔料・染料等の着色剤、pH調整剤、皮膜形成補助剤、レベリング剤、増粘剤、撥水剤、消泡剤等が挙げられる。これらのその他の添加剤は、本発明の所望の効果を阻害しない範囲で添加できる。
[発泡体層(C)]
発泡体層(C)は、本粘着テープに、被着体に対する良好な追従性及び優れたクッション性(耐衝撃性)を付与する役割を有する。本粘着テープを加熱し解体する際、発泡体層(C)自体が材料破壊してもよく、また何ら破壊することなく一方の被着体の表面に残存してもよい。
また、発泡体層(C)に吸熱剤を含有する本粘着テープは、上記した役割に加え、発泡体自体の断熱特性及び吸熱性を有する。そのため、2以上の被着体を加熱し分離解体する際に、特に過剰な熱が加えられた場合でも被着体への熱の伝達を防止し、被着体の熱劣化を抑制できる。また、本粘着テープ自体の耐熱性向上にも寄与し、過剰な熱が加えられることによる発煙の発生等を抑制できる。
発泡体層(C)は、本粘着テープに、被着体に対する良好な追従性及び優れたクッション性(耐衝撃性)を付与する役割を有する。本粘着テープを加熱し解体する際、発泡体層(C)自体が材料破壊してもよく、また何ら破壊することなく一方の被着体の表面に残存してもよい。
また、発泡体層(C)に吸熱剤を含有する本粘着テープは、上記した役割に加え、発泡体自体の断熱特性及び吸熱性を有する。そのため、2以上の被着体を加熱し分離解体する際に、特に過剰な熱が加えられた場合でも被着体への熱の伝達を防止し、被着体の熱劣化を抑制できる。また、本粘着テープ自体の耐熱性向上にも寄与し、過剰な熱が加えられることによる発煙の発生等を抑制できる。
発泡体層(C)と粘着剤層(b1)が直接積層された構成を有する本粘着テープにおいては、後述する高強度の発泡体層(C)を使用することが、解体する際の本粘着テープのちぎれ等を防止でき、かつ、解体後、被着体の表面に残存したものを、被着体の表面から容易に除去できるため好ましい。具体的には、発泡体層(C)と粘着剤層(b1)との間に樹脂フィルム層(D)を有しない構成の粘着テープを使用する場合は、後述する高強度の発泡体層を使用することが好ましい。
発泡体層(C)の厚さは1500μm以下であるのが好ましく、1200μm以下がより好ましく、優れた加工性と被着体への優れた追従性を付与する観点からは、500μm以下がさらに好ましい。前記厚さの下限は50μmであることが好ましい。
発泡体層(C)の厚さは1500μm以下であるのが好ましく、1200μm以下がより好ましく、優れた加工性と被着体への優れた追従性を付与する観点からは、500μm以下がさらに好ましい。前記厚さの下限は50μmであることが好ましい。
発泡体基材の25%圧縮強度は10kPa以上であることが好ましく、10kPa~1000kPaであることがより好ましく、15kPa~700kPaであることがより好ましく、15kPa~600kPaであることが、本粘着テープが凹凸形状や粗面を備えた被着体に対して好適な接着力を発現する観点よりさらに好ましい。
ここで、25%圧縮強度は、JIS K 6767に準じて、30mm角に切断した厚さ約1mmの発泡体基材を設置し、23℃下で0.5mm/分の速度で発泡体基材を約0.25mm(もとの厚さの25%分)に圧縮した時の強度を測定して得た値を指す。
ここで、25%圧縮強度は、JIS K 6767に準じて、30mm角に切断した厚さ約1mmの発泡体基材を設置し、23℃下で0.5mm/分の速度で発泡体基材を約0.25mm(もとの厚さの25%分)に圧縮した時の強度を測定して得た値を指す。
発泡体基材の流れ方向及び幅方向の引張強さは、それぞれ100kPa以上であることが好ましく、より好ましくは200kPa~18000kPaである。
また、流れ方向及び幅方向のうち引張弾性率が低い方向の引張弾性率が100kPa~14000kPaであることが好ましく、200kPa~18000kPa1200N/cm2であることがより好ましい。この場合の高い方向の引張弾性率が、300kPa~18000kPaであることが好ましく、400kPa~16000kPaであることがより好ましい。
また、流れ方向及び幅方向のうち引張弾性率が低い方向の引張弾性率が100kPa~14000kPaであることが好ましく、200kPa~18000kPa1200N/cm2であることがより好ましい。この場合の高い方向の引張弾性率が、300kPa~18000kPaであることが好ましく、400kPa~16000kPaであることがより好ましい。
引張試験における切断時の引張伸度は、流れ方向の引張伸度が5%~1500%であることが好ましく、より好ましくは30%~1000%、さらに好ましくは50%~950%、特に好ましくは60%~800%である。発泡体基材の引張弾性率や引張伸度が当該範囲であると、本粘着テープの加工性の悪化や貼付作業性の低下を抑制できる。また、本粘着テープを剥がす際に発泡体基材の層間破壊やちぎれが発生にくく、層間割れが発生した場合でも本粘着テープの剥がし易さを付与できる。
なお、発泡体基材の流れ方向及び幅方向の引張強さは、JIS K 6251に準じて、ダンベル上1号形に裁断した前記発泡シートを、テンシロン引張試験機を用い、23℃及び50%RHの環境下において、引張速度500mm/minの測定条件で測定した最大強度である。
なお、発泡体基材の流れ方向及び幅方向の引張強さは、JIS K 6251に準じて、ダンベル上1号形に裁断した前記発泡シートを、テンシロン引張試験機を用い、23℃及び50%RHの環境下において、引張速度500mm/minの測定条件で測定した最大強度である。
発泡体基材の流れ方向及び幅方向の平均気泡径は10μm~500μmの範囲が好ましく、30μm~400μmの範囲がより好ましく、50μm~300μmの範囲がさらに好ましい。発泡体基材の流れ方向及び幅方向の平均気泡径が前記範囲であると、本粘着テープの接着性や耐衝撃性に優れる。また、発泡体基材の流れ方向及び幅方向の平均気泡径の比(流れ方向における平均気泡径/幅方向における平均気泡径)は0.2~4が好ましく、より好ましくは0.3~3、さらに好ましくは0.4~1である。上記比率範囲であると発泡体基材の流れ方向及び幅方向の柔軟性や引張強度のばらつきが生じにくい。
発泡体基材の厚さ方向の平均気泡径は3μm~100μmの範囲が好ましく、5μm~80μmの範囲がより好ましく、5μm~50μmの範囲がさらに好ましい。また、発泡体基材の厚さ方向の平均気泡径は、発泡体基材の厚さの1/2以下であることが好ましく、1/3以下であることがより好ましい。厚さ方向の平均気泡径や厚さとの比率が当該範囲であると、本粘着テープが耐衝撃性に優れると共に、剛体同士の接合においても優れた密着性を実現しやすく、また、発泡体基材の密度や強度を確保しやすい。
発泡体基材としては、その厚さ方向の平均気泡径に対する、その流れ方向の平均気泡径の比(流れ方向の平均気泡径/厚さ方向の平均気泡径)、及び、その厚さ方向の平均気泡径に対する、その幅方向の平均気泡径の比(幅方向の平均気泡径/厚さ方向の平均気泡径)が、いずれも1以上であるものが好ましく、3以上であるものがより好ましく、4~25であるものがさらに好ましい。発泡体基材がこのような平均気泡径の比を備えると、本粘着テープが厚さ方向の柔軟性に優れ、かつ被着体として剛体を用いた場合でも密着性により一層優れる。
なお、発泡体基材の幅方向、流れ方向及び厚さ方向の平均気泡径は、下記の要領で測定できる。まず発泡体基材を幅方向1cm及び流れ方向1cmの大きさに切断する。次に、デジタルマイクロスコープ(商品名「KH-7700」、HiROX社製)を倍率200倍に設定し、前記発泡体基材の幅方向又は流れ方向の切断面を観察する。その際、前記切断面の流れ方向又は幅方向にて1.5mmの範囲に存在する気泡の気泡径を全て測定する。次に、前記1.5mmの範囲を変更し、任意の10か所の範囲に存在する気泡の気泡径を全て測定する。前記で測定した気泡径の平均値を算出した値を平均気泡径とする。
発泡体基材として独立気泡構造を有するものを用いると、発泡体基材の切断面からの浸水又は粉塵を効果的に防止できる観点で好ましい。かかる独立気泡構造を形成する気泡の形状は、その流れ方向又は幅方向、若しくはその両方向の平均気泡径が、その厚さ方向の平均気泡径よりも大きい形状であることが、被着体に対する適度な追従性とクッション性とを備えた本粘着テープを得る上で好ましい。
発泡体基材の見かけ密度は、圧縮強度、平均気泡径等を上記範囲に調整し、耐衝撃性や被着体との優れた密着性の両立を実現しやすいことから、0.08g/cm3~0.7g/cm3、好ましくは0.1g/cm3~0.65g/cm3、より好ましくは0.2g/cm3~0.65g/cm3、特に好ましくは0.3g/cm3~0.6g/cm3である。
なお、見かけ密度は、JIS K 6767に準じて、4cm×5cmの長方形に切断した発泡体基材を約15cm3分用意し、その質量を測定して算出した値である。
なお、見かけ密度は、JIS K 6767に準じて、4cm×5cmの長方形に切断した発泡体基材を約15cm3分用意し、その質量を測定して算出した値である。
発泡体基材としては、前記好適な範囲の厚さを有する発泡体層(C)を形成可能なものを適宜選択して使用でき、例えばその厚さが350μm以下であるものが好ましく、50μm~300μmであるものがより好ましく、50μm~250μmであるものがさらに好ましく、50μm~200μmであるものが特に好ましい。
発泡体基材の密度、圧縮強度及び引張強さ等は、発泡体基材の材料や発泡構造により適宜調整できる。
発泡体基材の材料としては、オレフィン系樹脂、ウレタン系樹脂、アクリル系樹脂、その他のゴム系樹脂等が挙げられる。
発泡体基材の密度、圧縮強度及び引張強さ等は、発泡体基材の材料や発泡構造により適宜調整できる。
発泡体基材の材料としては、オレフィン系樹脂、ウレタン系樹脂、アクリル系樹脂、その他のゴム系樹脂等が挙げられる。
吸熱剤を含有する発泡体基材の製造において、発泡構造を形成しやすく、また空隙率の確保が容易である観点から、後述する機械発泡により空隙部を形成し得る、エマルジョン樹脂を好適に用いることができる。エマルジョン樹脂としては、例えばアクリル系エマルジョン樹脂、ウレタン系エマルジョン樹脂、エチレン-酢酸ビニル系エマルジョン樹脂、塩化ビニル系エマルジョン樹脂、エポキシ系エマルジョン樹脂等が挙げられる。中でも、アクリル系エマルジョン樹脂は、耐熱性や断熱性に優れることから好ましい。
エマルジョン樹脂の平均粒子径は、上記吸熱剤の被覆や、樹脂で被覆された吸熱剤を好適に結着しやすい観点から、30nm~1500nmであることが好ましく、50~1000nmであることがより好ましい。なお、エマルジョン樹脂の平均粒子径は、動的光散乱法により測定される50%メジアン径、例えば、日機装(株)製マイクロトラックUPA型粒度分布測定装置により測定される、体積基準での50%メジアン径を平均粒子径とすることができる。
エマルジョン樹脂の平均粒子径は、上記吸熱剤の被覆や、樹脂で被覆された吸熱剤を好適に結着しやすい観点から、30nm~1500nmであることが好ましく、50~1000nmであることがより好ましい。なお、エマルジョン樹脂の平均粒子径は、動的光散乱法により測定される50%メジアン径、例えば、日機装(株)製マイクロトラックUPA型粒度分布測定装置により測定される、体積基準での50%メジアン径を平均粒子径とすることができる。
後述する化学発泡による発泡体基材の製造においては、被着体の表面凹凸に好適に追従でき耐衝撃性に優れた独立気泡構造の発泡体基材を作製しやすい観点から、オレフィン系樹脂を用いるのが好ましい。換言すれば、発泡体基材としてポリオレフィン系発泡体を用いるのが好ましい。
オレフィン系樹脂としては、例えば直鎖状低密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン-プロピレン共重合体、エチレンを50質量%以上含有するエチレン-α-オレフィン共重合体、エチレンを50質量%以上含有するエチレン-酢酸ビニル共重合体等のポリエチレン系樹脂;ポリプロピレン、プロピレンを50質量%以上含有するプロピレン-α-オレフィン共重合体等が挙げられる。これらは一種を単独で用いても二種以上を併用してもよい。なお、前記α-オレフィンとしては、例えば1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン等が挙げられる。
オレフィン系樹脂としては、例えば直鎖状低密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン-プロピレン共重合体、エチレンを50質量%以上含有するエチレン-α-オレフィン共重合体、エチレンを50質量%以上含有するエチレン-酢酸ビニル共重合体等のポリエチレン系樹脂;ポリプロピレン、プロピレンを50質量%以上含有するプロピレン-α-オレフィン共重合体等が挙げられる。これらは一種を単独で用いても二種以上を併用してもよい。なお、前記α-オレフィンとしては、例えば1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン等が挙げられる。
オレフィン系樹脂としてポリエチレン系樹脂を用いた発泡体基材は、比較的均一な厚さで、かつ、より一層好適な柔軟性を備える観点から好ましい。オレフィン系樹脂に含まれるポリエチレン系樹脂の含有量は40質量%以上であることが好ましく、50質量%以上がより好ましく、60質量%以上が更に好ましく、100質量%が特に好ましい。
また、ポリエチレン系樹脂として、メタロセン化合物を重合触媒に用いて得られる分子量分布の狭いポリエチレン系樹脂を用いることが好ましい。このようなポリエチレン系樹脂は、いずれの分子量を有する場合もその共重合成分の共重合割合をほぼ等しく調整でき、その結果、ほぼ均一に架橋されたポリオレフィン系発泡体を得やすいため、かかる発泡体を延伸させやすく、また、その厚さを均一としやすい。
なお、他の製造方法で得られるポリエチレン系樹脂を用いてもよい。
また、ポリエチレン系樹脂として、メタロセン化合物を重合触媒に用いて得られる分子量分布の狭いポリエチレン系樹脂を用いることが好ましい。このようなポリエチレン系樹脂は、いずれの分子量を有する場合もその共重合成分の共重合割合をほぼ等しく調整でき、その結果、ほぼ均一に架橋されたポリオレフィン系発泡体を得やすいため、かかる発泡体を延伸させやすく、また、その厚さを均一としやすい。
なお、他の製造方法で得られるポリエチレン系樹脂を用いてもよい。
発泡体基材は、意匠性、遮光性、隠蔽性、光反射性、耐光性等を備えた本粘着テープを得る観点から、着色剤を含有することで着色されていてもよい。
本粘着テープに遮光性や隠蔽性や耐光性を付与する場合、黒色に着色された発泡体基材を使用することが好ましい。黒色の着色剤としては、例えばカーボンブラック、グラファイト、酸化銅、二酸化マンガン、アニリンブラック、ペリレンブラック、チタンブラック、シアニンブラック、活性炭、フェライト、マグネタイト、酸化クロム、酸化鉄、二硫化モリブデン、クロム錯体、複合酸化物系黒色色素、アントラキノン系有機黒色色素等が挙げられる。これらは一種を単独で用いても二種以上を併用してもよい。中でも、コスト、入手性、絶縁性、発泡体基材の製造における加熱温度に耐えうるレベルの耐熱性の観点から、カーボンブラックが好ましい。
本粘着テープに遮光性や隠蔽性や耐光性を付与する場合、黒色に着色された発泡体基材を使用することが好ましい。黒色の着色剤としては、例えばカーボンブラック、グラファイト、酸化銅、二酸化マンガン、アニリンブラック、ペリレンブラック、チタンブラック、シアニンブラック、活性炭、フェライト、マグネタイト、酸化クロム、酸化鉄、二硫化モリブデン、クロム錯体、複合酸化物系黒色色素、アントラキノン系有機黒色色素等が挙げられる。これらは一種を単独で用いても二種以上を併用してもよい。中でも、コスト、入手性、絶縁性、発泡体基材の製造における加熱温度に耐えうるレベルの耐熱性の観点から、カーボンブラックが好ましい。
本粘着テープに意匠性や光反射性等を付与する場合、白色に着色された発泡体基材を使用することが好ましい。白色の着色剤としては、例えば酸化チタン、酸化亜鉛、酸化アルミニウム、酸化ケイ素、酸化マグネシウム、酸化ジルコニウム、酸化カルシウム、酸化スズ、酸化バリウム、酸化セシウム、酸化イットリウム、炭酸マグネシウム、炭酸カルシウム、炭酸バリウム、炭酸亜鉛、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム、水酸化亜鉛、ケイ酸アルミニウム、ケイ酸カルシウム、硫酸バリウム、硫酸カルシウム、ステアリン酸バリウム、亜鉛華、タルク、シリカ、アルミナ、クレー、カオリン、リン酸チタン、マイカ、石膏、ホワイトカーボン、珪藻土、ベントナイト、リトポン、ゼオライト、セリサイト、シリコーン系樹脂粒子、アクリル系樹脂粒子、ウレタン系樹脂粒子、メラミン系樹脂粒子等が挙げられる。これらは一種を単独で用いても二種以上を併用してもよい。中でも、コスト、入手性、色調、発泡体基材の製造における加熱温度に耐えうるレベルの耐熱性の観点から、酸化チタン、酸化アルミニウム、酸化亜鉛が好ましい。
発泡体基材は、必要に応じて可塑剤、酸化防止剤、発泡助剤、気泡核調整材、熱安定剤、難燃剤、帯電防止剤、ガラス製や樹脂製の中空バルーン・ビーズ、金属粉末、金属化合物等の充填材、導電性フィラー、熱伝導性フィラー等の他の成分をさらに含有していてもよい。
なお、着色剤、熱分解性発泡剤、発泡助剤等は、色の濃淡ムラ等の外観不良や、過剰な発泡や無発泡等の発泡不良を防止する観点から、前記ポリオレフィン系樹脂、又は、前記ポリオレフィン系樹脂と相溶しやすい他の熱可塑性樹脂によってマスターバッチ化されていることが好ましい。
なお、着色剤、熱分解性発泡剤、発泡助剤等は、色の濃淡ムラ等の外観不良や、過剰な発泡や無発泡等の発泡不良を防止する観点から、前記ポリオレフィン系樹脂、又は、前記ポリオレフィン系樹脂と相溶しやすい他の熱可塑性樹脂によってマスターバッチ化されていることが好ましい。
発泡体基材の製造方法は特に限定されず、機械発泡によっても化学発泡によっても製造できる。機械発泡により発泡体基材を製造する場合は、好ましくは、吸熱剤及び前記したエマルジョン樹脂を含有する樹脂組成物を機械発泡させた後、塗布や注型し、乾燥して製造できる。発泡体基材の作製に際しては、樹脂組成物は、乾燥した後に、必要に応じて、熱や紫外線等により硬化させてもよい。
一方、化学発泡により発泡体基材を製造する場合は、例えば、ポリエチレン系樹脂を40重量%以上含有するポリオレフィン系樹脂、熱分解型発泡剤、発泡助剤、着色剤、及び必要に応じてさらに他の成分を含有するポリオレフィン系樹脂組成物を押出機に供給して溶融混練し、押出機からシート状に押出すことによってポリオレフィン系樹脂シートを製造する工程と、前記ポリオレフィン系樹脂シート中の熱分解型発泡剤を発泡させる工程とを含む方法が挙げられる。
なお、必要に応じて、後述するように、前記ポリオレフィン系樹脂シートを架橋させる工程、又は得られた発泡シートを溶融又は軟化させ、流れ方向若しくは幅方向の何れか一方又は双方の方向に延伸させて発泡シートを延伸する工程を含んでいてもよい。
一方、化学発泡により発泡体基材を製造する場合は、例えば、ポリエチレン系樹脂を40重量%以上含有するポリオレフィン系樹脂、熱分解型発泡剤、発泡助剤、着色剤、及び必要に応じてさらに他の成分を含有するポリオレフィン系樹脂組成物を押出機に供給して溶融混練し、押出機からシート状に押出すことによってポリオレフィン系樹脂シートを製造する工程と、前記ポリオレフィン系樹脂シート中の熱分解型発泡剤を発泡させる工程とを含む方法が挙げられる。
なお、必要に応じて、後述するように、前記ポリオレフィン系樹脂シートを架橋させる工程、又は得られた発泡シートを溶融又は軟化させ、流れ方向若しくは幅方向の何れか一方又は双方の方向に延伸させて発泡シートを延伸する工程を含んでいてもよい。
熱分解型発泡剤としては、アゾジカルボンアミド、N,N’-ジニトロソペンタメチレンテトラミン、p-トルエンスルホニルセミカルバジド等の、従来から発泡体の製造に用いられる公知の化合物を単独又は二種以上を併用して特に制限なく使用できる。中でもアゾジカルボンアミドが好ましい。熱分解型発泡剤の添加量は、ポリオレフィン系発泡体の発泡倍率に応じて適宜決定できるが、発泡倍率、引張強さ、圧縮回復率等を所望の範囲に調整しやすい観点から、通常、ポリオレフィン系樹脂100質量部に対して1質量部~40質量部が好ましく、1質量部~30質量部がより好ましい。
ポリオレフィン系樹脂シート中の熱分解型発泡剤を発泡させる方法は特に限定されず、例えば熱風で加熱する方法、赤外線で加熱する方法、塩浴又はオイルバスで加熱する方法等が挙げられ、これらは併用してもよい。中でも、熱風又は赤外線で加熱する方法が、ポリオレフィン系発泡体の表裏面の外観の差異が少なくなるため好ましい。
発泡体基材は、架橋構造を有していてもよい。例えば、ポリオレフィン系樹脂シートを熱分解型発泡剤等で発泡させることによってポリオレフィン系発泡体を製造する場合は、前記架橋構造を形成すべく設計することが好ましい。架橋度は5質量%~60質量%の範囲が好ましく、10質量%~55質量%の範囲であることが、発泡体基材の表面近傍に形成され得る破泡した気泡に起因した表面荒れを防止し、本粘着テープにおける発泡体層(C)と粘着剤層(B)との良好な密着性と、本粘着テープの耐衝撃性とをより一層向上する観点から、より好ましい。
なお、架橋度の測定は以下のようにして行える。40mm×50mm角の発泡体基材5枚一組を試料とし、その合計質量(G1)を測定する。次に、試料をキシレン中に120℃で24時間浸漬した後、キシレン不溶解分を300メッシュ金網で濾過することにより分離し、110℃で1時間乾燥した後の残渣の質量(G2)を測定し、以下の式に従って求めるキシレン不溶分を架橋度とする。
架橋度(質量%)=(G2/G1)×100
なお、架橋度の測定は以下のようにして行える。40mm×50mm角の発泡体基材5枚一組を試料とし、その合計質量(G1)を測定する。次に、試料をキシレン中に120℃で24時間浸漬した後、キシレン不溶解分を300メッシュ金網で濾過することにより分離し、110℃で1時間乾燥した後の残渣の質量(G2)を測定し、以下の式に従って求めるキシレン不溶分を架橋度とする。
架橋度(質量%)=(G2/G1)×100
発泡体基材を架橋させる方法は特に制限されない。例えば前記したポリオレフィン系発泡体を架橋させる場合、電離性放射線を照射する方法、ポリオレフィン系樹脂組成物に予め有機過酸化物を配合し、得られたポリオレフィン系発泡体を加熱して有機過酸化物を分解させる方法等が挙げられる。これらの方法は併用してもよい。
電離性放射線としては、電子線、α線、β線、γ線等が挙げられる。電離性放射線の線量は、ポリオレフィン系発泡体の架橋度が前記の好ましい範囲になるように適宜調整でき、通常、5kGy~200kGyの範囲が好ましい。電離性放射線の照射は、均一な発泡状態を得やすい観点から、ポリオレフィン系発泡体の両面に照射するのが好ましく、両面に照射する線量を同じにするのがより好ましい。
有機過酸化物としては、例えば1,1-ビス(t-ブチルパーオキシ)3,3,5-トリメチルシクロヘキサン、1,1-ビス(t-ブチルパーオキシ)シクロヘキサン、2,2-ビス(t-ブチルパーオキシ)オクタン、n-ブチル-4,4-ビス(t-ブチルパーオキシ)バレレート、ジ-t-ブチルパーオキサイド、t-ブチルクミルパーオキサイド、ジクミルパーオキサイド、α,α’-ビス(t-ブチルパーオキシ-m-イソプロピル)ベンゼン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキシン-3、ベンゾイルパーオキサイド、クミルパーオキシネオデカネート、t-ブチルパーオキシベンゾエート、2,5-ジメチル-2,5-ジ(ベンゾイルパーオキシ)ヘキサン、t-ブチルパーオキシイソプロピルカーボネート、t-ブチルパーオキシアリルカーボネート等が挙げられる。これらは一種を単独で用いても、二種以上を併用してもよい。有機過酸化物を予め配合する場合、その配合量はポリオレフィン系樹脂100質量部に対して0.01質量部~5質量部の範囲が好ましく、0.1質量部~3質量部の範囲が、有機過酸化物の分解残渣の残留を抑制できる観点からより好ましい。
電離性放射線としては、電子線、α線、β線、γ線等が挙げられる。電離性放射線の線量は、ポリオレフィン系発泡体の架橋度が前記の好ましい範囲になるように適宜調整でき、通常、5kGy~200kGyの範囲が好ましい。電離性放射線の照射は、均一な発泡状態を得やすい観点から、ポリオレフィン系発泡体の両面に照射するのが好ましく、両面に照射する線量を同じにするのがより好ましい。
有機過酸化物としては、例えば1,1-ビス(t-ブチルパーオキシ)3,3,5-トリメチルシクロヘキサン、1,1-ビス(t-ブチルパーオキシ)シクロヘキサン、2,2-ビス(t-ブチルパーオキシ)オクタン、n-ブチル-4,4-ビス(t-ブチルパーオキシ)バレレート、ジ-t-ブチルパーオキサイド、t-ブチルクミルパーオキサイド、ジクミルパーオキサイド、α,α’-ビス(t-ブチルパーオキシ-m-イソプロピル)ベンゼン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキシン-3、ベンゾイルパーオキサイド、クミルパーオキシネオデカネート、t-ブチルパーオキシベンゾエート、2,5-ジメチル-2,5-ジ(ベンゾイルパーオキシ)ヘキサン、t-ブチルパーオキシイソプロピルカーボネート、t-ブチルパーオキシアリルカーボネート等が挙げられる。これらは一種を単独で用いても、二種以上を併用してもよい。有機過酸化物を予め配合する場合、その配合量はポリオレフィン系樹脂100質量部に対して0.01質量部~5質量部の範囲が好ましく、0.1質量部~3質量部の範囲が、有機過酸化物の分解残渣の残留を抑制できる観点からより好ましい。
発泡体基材は延伸されていてもよい。例えば、前記したポリオレフィン系樹脂シートを発泡させてポリオレフィン系発泡体を得た後に延伸してもよいし、ポリオレフィン系樹脂シートを発泡させる際に延伸してもよい。
ポリオレフィン系樹脂シートを発泡させてポリオレフィン系発泡体を得た後に延伸する場合、かかる発泡体を冷却することなく発泡時の溶融状態を維持したまま続けて延伸しても、得られたポリオレフィン系発泡体を冷却した後、再度加熱して溶融又は軟化状態とした上で延伸してもよい。ここで、ポリオレフィン系発泡体の溶融状態とは、かかる発泡体を、発泡体を構成するポリオレフィン系樹脂の融点以上に加熱した状態をいう。また、ポリオレフィン系発泡体の軟化状態とは、かかる発泡体を構成するポリオレフィン系樹脂の軟化点以上融点未満までの温度に加熱した状態をいう。上記延伸によって、発泡体の気泡を所定方向に延伸し変形させて、気泡のアスペクト比が所定範囲内となったポリオレフィン系発泡体を製造できる。
ポリオレフィン系樹脂シートを発泡させてポリオレフィン系発泡体を得た後に延伸する場合、かかる発泡体を冷却することなく発泡時の溶融状態を維持したまま続けて延伸しても、得られたポリオレフィン系発泡体を冷却した後、再度加熱して溶融又は軟化状態とした上で延伸してもよい。ここで、ポリオレフィン系発泡体の溶融状態とは、かかる発泡体を、発泡体を構成するポリオレフィン系樹脂の融点以上に加熱した状態をいう。また、ポリオレフィン系発泡体の軟化状態とは、かかる発泡体を構成するポリオレフィン系樹脂の軟化点以上融点未満までの温度に加熱した状態をいう。上記延伸によって、発泡体の気泡を所定方向に延伸し変形させて、気泡のアスペクト比が所定範囲内となったポリオレフィン系発泡体を製造できる。
前記発泡体基材の延伸方向は、長尺状のポリオレフィン系樹脂シートの流れ方向若しくは幅方向に向かって、又は、流れ方向及び幅方向であることが好ましい。なお、発泡体基材を流れ方向及び幅方向に向かって延伸させる場合、発泡体基材を流れ方向及び幅方向に向かって同時に延伸してもよいし、一方向ずつ別々に延伸してもよい。
発泡体基材を流れ方向に延伸する方法としては、例えば、長尺状のポリオレフィン系樹脂シートを発泡工程に供給する速度(供給速度)よりも、発泡後に長尺状のポリオレフィン系樹脂シートを冷却しながら巻き取る速度(巻取速度)を速くすることによって発泡体基材を流れ方向に延伸する方法、得られた発泡体基材を延伸工程に供給する速度(供給速度)よりも、発泡体基材を巻き取る速度(巻取速度)を速くすることによって発泡体基材を流れ方向に延伸する方法等が挙げられる。ポリオレフィン系樹脂シートは、それ自身の発泡によって流れ方向に膨張しやすいため、ポリオレフィン系樹脂シートを用いて得られた発泡体基材を流れ方向に延伸する場合には、ポリオレフィン系樹脂シートの発泡による流れ方向への膨張分を考慮し、その膨張分以上に発泡体基材が流れ方向に延伸されるように、発泡体基材の供給速度と巻取り速度とを調整することが好ましい。
発泡体基材を幅方向に延伸する方法としては、発泡体基材の幅方向の両端部を一対の把持部材によって把持し、この一対の把持部材を互いに離間する方向に徐々に移動させることによって発泡体基材を幅方向に延伸させる方法が好ましい。なお、ポリオレフィン系樹脂シートは、それ自身の発泡によって幅方向に膨張するので、発泡体基材を幅方向に延伸する場合には、ポリオレフィン系樹脂シートの発泡による幅方向への膨張分を考慮した上で、その膨張分以上に発泡体基材が幅方向に延伸されるように調整することが好ましい。
前記発泡体基材の流れ方向における延伸倍率は、1.1倍~2.0倍が好ましく、1.2倍~1.5倍がより好ましい。また、その幅方向における延伸倍率は、1.2倍~4.5倍が好ましく、1.5倍~3.5倍がより好ましい。
発泡体基材は、粘着剤層(B)や他の層との密着性を向上させるため、コロナ処理、火炎処理、プラズマ処理、熱風処理、オゾン処理、紫外線処理、易接着処理等の表面処理が施されていてもよい。かかる表面処理された発泡体基材表面のぬれ試薬によるぬれ指数は、36mN/m以上であることが好ましく、40mN/m以上が好ましく、48mN/m以上が、粘着剤層(B)等との良好な密着性を維持する観点からさらに好ましい。
[基材フィルム層(D)]
本粘着テープにより2以上の被着体が固定された物品を解体した際に、被着体の表面に、本粘着テープを構成する粘着剤層(B)と発泡体層(C)とが残存する場合があり、被着体上の本粘着テープの残存物を取り除き難い場合がある。本粘着テープが基材フィルム層(D)を、好適には易解体層(A)と粘着剤層(B)との間にさらに有する態様である場合、基材フィルム層(D)は被着体に残存する本粘着テープの残存物を除去する際の支持体として機能し、粘着剤層(B)と発泡体層(C)と基材フィルム層(D)を含む残存物を引っ張ることで、被着体の表面から前記残存物を容易に除去しやすくなる。
本粘着テープにより2以上の被着体が固定された物品を解体した際に、被着体の表面に、本粘着テープを構成する粘着剤層(B)と発泡体層(C)とが残存する場合があり、被着体上の本粘着テープの残存物を取り除き難い場合がある。本粘着テープが基材フィルム層(D)を、好適には易解体層(A)と粘着剤層(B)との間にさらに有する態様である場合、基材フィルム層(D)は被着体に残存する本粘着テープの残存物を除去する際の支持体として機能し、粘着剤層(B)と発泡体層(C)と基材フィルム層(D)を含む残存物を引っ張ることで、被着体の表面から前記残存物を容易に除去しやすくなる。
基材フィルム層(D)の厚さは、本粘着テープの耐衝撃性及び被着体に対する追従性、また被着体表面からの本粘着テープの残存物の除去性を良好とする観点から、0.5μm~40μmの範囲であることが好ましく、2μm~25μmの範囲がより好ましく、3μm~20μmの範囲がさらに好ましく、3μm~16μmの範囲が特に好ましい。
基材フィルム層(D)としては、例えばポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等)、ポリオレフィン(ポリエチレン、ポリプロピレン、ポリメチルペンテン等)、セロファン、ジアセチルセルロース、トリアセチルセルロース、アセチルセルロースブチレート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン-酢酸ビニル共重合体、ポリスチレン、ポリカーボネート、ポリスルホン、ポリエーテルエーテルケトン、ポリエーテルスルホン、ポリエーテルイミド、ポリイミド、フッ素樹脂、ポリアミド樹脂、アクリル樹脂、ウレタン樹脂等からなる樹脂フィルム;パルプ、レーヨン、マニラ麻、アクリロニトリル、ナイロン、ポリエステル等からなる不織布、紙、布、又は金属箔等が挙げられる。
基材フィルム層(D)は、本粘着テープにより固定された被着体同士が解体され易解体層が破断された後、本粘着テープの残存物を被着体から剥離する際に、支持体としての役目を果たし得る。したがって、基材フィルム層と本粘着テープの他の層との接着性及び支持体としての強度を両立しやすい観点から、樹脂フィルムを基材フィルム層(D)として用いるのが好ましく、ポリエステルフィルムを基材フィルム層(D)として用いるのがより好ましい。
これらの樹脂フィルムは、発泡体層(C)や粘着剤層(B)等の他の層との密着性を向上させることを目的に、樹脂フィルムの片面又は両面に、コロナ処理、火炎処理、プラズマ処理、熱風処理、オゾン処理、紫外線処理、易接着処理剤の塗布処理等の表面処理が施されていてもよい。
また、樹脂フィルムは顔料や染料等で着色されていてもよい。着色された樹脂フィルムを基材フィルム層(D)として用いると、本粘着テープの表裏の識別が容易となる。
なお、基材フィルム層(D)が前記した吸熱剤を含有していてもよい。
これらの樹脂フィルムは、発泡体層(C)や粘着剤層(B)等の他の層との密着性を向上させることを目的に、樹脂フィルムの片面又は両面に、コロナ処理、火炎処理、プラズマ処理、熱風処理、オゾン処理、紫外線処理、易接着処理剤の塗布処理等の表面処理が施されていてもよい。
また、樹脂フィルムは顔料や染料等で着色されていてもよい。着色された樹脂フィルムを基材フィルム層(D)として用いると、本粘着テープの表裏の識別が容易となる。
なお、基材フィルム層(D)が前記した吸熱剤を含有していてもよい。
[接着剤層(E)]
本粘着テープを構成する各層間の密着性をより一層向上させる観点から、本粘着テープは接着剤層(E)を有していてもよい。接着剤層(E)は、例えば易解体層(A)と発泡体層(C)とがいずれも粘着性を有しない場合に、それらを接着させることができる。
接着剤層(E)の厚さは10μm以下であることが好ましく、1μm~5μmの範囲がより好ましい。
本粘着テープを構成する各層間の密着性をより一層向上させる観点から、本粘着テープは接着剤層(E)を有していてもよい。接着剤層(E)は、例えば易解体層(A)と発泡体層(C)とがいずれも粘着性を有しない場合に、それらを接着させることができる。
接着剤層(E)の厚さは10μm以下であることが好ましく、1μm~5μmの範囲がより好ましい。
接着剤層(E)を形成可能な接着剤としては、例えばウレタン樹脂系接着剤、アクリル樹脂系接着剤、ポリエステル樹脂系接着剤等が挙げられる。中でもウレタン樹脂系接着剤が好ましく、ポリエーテル系ウレタン樹脂又はポリエステル系ウレタン樹脂を含有するウレタン樹脂系接着剤がより好ましく、ポリエーテル系ウレタン樹脂を含有するウレタン樹脂系接着剤を用いると、初期の接着力に優れ、かつ本粘着テープの製造にドライラミネート法を採用する場合でも比較的低温で各層を貼り合せできるため特に好ましい。
なお、接着剤層(E)が前記した吸熱剤を含有していてもよい。
なお、接着剤層(E)が前記した吸熱剤を含有していてもよい。
[本発明の粘着テープの製造方法]
本粘着テープの製造方法に特に制限はない。
例えば前記した第一の実施態様の本粘着テープは、離型シートの表面に前記した粘着剤を塗工し乾燥等し、粘着剤層(B)としての粘着剤層(b1)及び粘着剤層(b2)を形成する工程;前記した発泡体基材の一方の面に、易解体層(A)形成用の熱可塑性樹脂組成物を塗工し乾燥等することにより易解体層(A)を形成する工程;前記した発泡体基材の他方の面及び前記易解体層(A)の表面に、予め作製した粘着剤層(b1)及び粘着剤層(b2)をそれぞれ転写する工程;を経て製造できる。また、前記した発泡体基材や易解体層(A)等の表面に、前記した粘着剤を直接塗工及び乾燥し、粘着剤層(B)としての粘着剤層(b1)及び粘着剤層(b2)を形成することでも製造できる。
本粘着テープの製造方法に特に制限はない。
例えば前記した第一の実施態様の本粘着テープは、離型シートの表面に前記した粘着剤を塗工し乾燥等し、粘着剤層(B)としての粘着剤層(b1)及び粘着剤層(b2)を形成する工程;前記した発泡体基材の一方の面に、易解体層(A)形成用の熱可塑性樹脂組成物を塗工し乾燥等することにより易解体層(A)を形成する工程;前記した発泡体基材の他方の面及び前記易解体層(A)の表面に、予め作製した粘着剤層(b1)及び粘着剤層(b2)をそれぞれ転写する工程;を経て製造できる。また、前記した発泡体基材や易解体層(A)等の表面に、前記した粘着剤を直接塗工及び乾燥し、粘着剤層(B)としての粘着剤層(b1)及び粘着剤層(b2)を形成することでも製造できる。
第二の実施態様の本粘着テープは、例えば基材フィルム層(D)としての樹脂フィルムの表面に前記熱可塑性樹脂組成物を塗布し乾燥等することにより易解体層(A)を形成し、前記易解体層(A)の表面に、必要に応じて前記した接着剤を接着剤層(E)として用いて発泡体基材を接着して発泡体層(C)を形成し、前記発泡体基材の表面及び前記樹脂フィルムの裏面に、予め製造した粘着剤層(b1)及び粘着剤層(b2)をそれぞれ転写して製造できる。
前記第三の実施態様の本粘着テープは、例えば基材フィルム層(D)としての樹脂フィルムの表面に前記熱可塑性樹脂組成物を塗布し乾燥等することにより易解体層(A)を形成し、前記易解体層(A)の表面に、必要に応じて前記した接着剤を接着剤層(E)として用いて発泡体基材を接着して発泡体層(C)を形成し、前記発泡体基材の表面に、必要に応じて前記した接着剤を接着剤層(E)として用いて樹脂フィルムを接着し、前記2枚の樹脂フィルムの表面に、予め製造した粘着剤層(b1)及び粘着剤層(b2)をそれぞれ転写して製造できる。
両面粘着テープである態様の本粘着テープを構成する粘着剤層(b1)及び粘着剤層(b2)の表面には、必要に応じて離型シートが貼付されていてもよい。離型シートとしては、例えばグラシン紙、クラフト紙、クレーコート紙、ポリエチレン等のフィルムをラミネートした紙、ポリビニルアルコールやアクリル酸エステル共重合体等の樹脂を塗布した紙、ポリエステルやポリプロピレン等の合成樹脂フィルム等に、剥離剤であるフッ素樹脂やシリコーン樹脂等を塗布したもの等が挙げられる。
[本発明の粘着テープの用途]
本粘着テープは各種被着体、例えば剛体と剛体の固定に好適に使用できる。剛体の被着体としては、例えば金属板、金属筐体、金属カバー等の金属製被着体、ガラス板、プラスチック板等が挙げられる。中でも、本粘着テープは、比較的熱を伝えやすい金属製被着体に使用することが好ましい。
好適には両面粘着テープの態様である本粘着テープによって固定される被着体同士は、同種類の被着体であっても、異なる種類の被着体であってもよい。
本粘着テープは各種被着体、例えば剛体と剛体の固定に好適に使用できる。剛体の被着体としては、例えば金属板、金属筐体、金属カバー等の金属製被着体、ガラス板、プラスチック板等が挙げられる。中でも、本粘着テープは、比較的熱を伝えやすい金属製被着体に使用することが好ましい。
好適には両面粘着テープの態様である本粘着テープによって固定される被着体同士は、同種類の被着体であっても、異なる種類の被着体であってもよい。
本粘着テープは、加熱により易解体層(A)が容易に破断される。このため、自動車、建材、OA、家電業界等の工業用途において、各種製品の部品のリユースやリサイクル時の多量の部品の分離が容易となる観点から、これらの部品を固定する両面粘着テープとして好適に使用できる。
また、本粘着テープをラベル等の用途に適用する場合には、多量のラベル剥離等を行う際の作業効率が良好となる。
また、本粘着テープをラベル等の用途に適用する場合には、多量のラベル剥離等を行う際の作業効率が良好となる。
2以上の被着体を本粘着テープで固定して得られた構成を有する物品は、通常の状態、具体的には常温環境下では容易に分離又は解体できない。一方、前記物品、それを構成する本粘着テープ又は易解体層(A)の一部又は全部を、直接又は間接的に加熱することで易解体層(A)を可塑化させ、易解体層(A)の材料破壊を生じさせることにより、前記物品を構成する2以上の被着体を分離できる。加熱は、前記物品及び本粘着テープ全体を加熱して行ってもよく、易解体層(A)が熱により軟化した際に2以上の被着体を分離させる方向に本粘着テープに力を加えることで、本粘着テープに剥離応力を与えることができる。
本粘着テープの加熱は、前記粘着テープを構成する易解体層(A)に近い側の面から行うことが好ましい。前記加熱は良好な解体性を実現できる温度であればよく、60℃~180℃が好ましく、80℃~150℃がより好ましく、80℃~130℃がさらに好ましく、100℃~130℃が特に好ましい。
本粘着テープの加熱は、前記粘着テープを構成する易解体層(A)に近い側の面から行うことが好ましい。前記加熱は良好な解体性を実現できる温度であればよく、60℃~180℃が好ましく、80℃~150℃がより好ましく、80℃~130℃がさらに好ましく、100℃~130℃が特に好ましい。
本粘着テープは、上記のような比較的低い加熱温度で、本粘着テープで固定して得られた構成を有する物品の解体を実現することも可能である。そのため、特に、熱により部品の劣化が懸念される携帯電話、映像機器、コンピュータ等の電気製品の部品間固定を行う粘着テープとして好適に使用できる。また、本粘着テープは、加熱により容易に剥離可能なラベル用途や、半導体集積回路の製造において用いられるダイシングダイボンドフィルムを構成するダイシングテープとしても好適に使用できる。
以下、実施例により本発明を具体的に説明する。ただし、本発明は下記の実施例のみに限定されるものではない。本実施例等で使用した化合物を以下に示す。
<樹脂>
・樹脂1:「ボンコート5400EF」(製品名、水分散アクリル樹脂エマルジョン、不揮発分50%、DIC社製)<整泡剤>・整泡剤1:「DICNAL M-40」(製品名、スルホン酸型アニオン界面活性剤、DIC社製)<架橋剤>・架橋剤1:「DICNAL GX」(製品名、オキサゾリン基含有ポリマー、DIC社製)<吸熱剤>・水酸化アルミニウム:(製品名「水酸化アルミニウム 鹿1級」、関東化学社製)・硫酸カルシウム2水和物:(製品名「硫酸カルシウム2水和物 特級」、関東化学社製)・炭酸水素ナトリウム:(製品名「炭酸水素ナトリウム 特級」、関東化学社製)
・樹脂1:「ボンコート5400EF」(製品名、水分散アクリル樹脂エマルジョン、不揮発分50%、DIC社製)<整泡剤>・整泡剤1:「DICNAL M-40」(製品名、スルホン酸型アニオン界面活性剤、DIC社製)<架橋剤>・架橋剤1:「DICNAL GX」(製品名、オキサゾリン基含有ポリマー、DIC社製)<吸熱剤>・水酸化アルミニウム:(製品名「水酸化アルミニウム 鹿1級」、関東化学社製)・硫酸カルシウム2水和物:(製品名「硫酸カルシウム2水和物 特級」、関東化学社製)・炭酸水素ナトリウム:(製品名「炭酸水素ナトリウム 特級」、関東化学社製)
[調製例1]
<粘着剤層形成用のアクリル重合体(A-1)>
攪拌機、還流冷却管、窒素導入管、温度計を備えた反応容器に、n-ブチルアクリレート80.94質量部、2-エチルヘキシルアクリレート5質量部、シクロヘキシルアクリレート10質量部、アクリル酸4質量部、4-ヒドロキシブチルアクリレート0.06質量部、及び、酢酸エチル200質量部を仕込み、攪拌下、窒素を吹き込みながら72℃まで昇温させた。次いで、予め酢酸エチルに溶解した2,2’-アゾビス(2-メチルブチロニトリル)溶液2質量部(固形分0.1質量%)を添加し、72℃で4時間撹拌後、75℃で5時間撹拌した。
得られた反応混合物を酢酸エチル98質量部で希釈し、200メッシュ金網でろ過することで、重量平均分子量160万のアクリル重合体(A-1)溶液(不揮発分40質量%)を得た。
<粘着剤層形成用のアクリル重合体(A-1)>
攪拌機、還流冷却管、窒素導入管、温度計を備えた反応容器に、n-ブチルアクリレート80.94質量部、2-エチルヘキシルアクリレート5質量部、シクロヘキシルアクリレート10質量部、アクリル酸4質量部、4-ヒドロキシブチルアクリレート0.06質量部、及び、酢酸エチル200質量部を仕込み、攪拌下、窒素を吹き込みながら72℃まで昇温させた。次いで、予め酢酸エチルに溶解した2,2’-アゾビス(2-メチルブチロニトリル)溶液2質量部(固形分0.1質量%)を添加し、72℃で4時間撹拌後、75℃で5時間撹拌した。
得られた反応混合物を酢酸エチル98質量部で希釈し、200メッシュ金網でろ過することで、重量平均分子量160万のアクリル重合体(A-1)溶液(不揮発分40質量%)を得た。
なお、重量平均分子量は、ゲルパーミエーションクロマトグラフ(GPC)で測定される標準ポリスチレン換算での重量平均分子量であり、以下の方法で測定した。
装置:東ソー株式会社製GPC装置「HLC-8329GPC」
試料濃度:0.5質量%-テトラヒドロフラン溶液
試料注入量:100μl
溶離液:テトラヒドロフラン
流速:1.0ml/分
測定温度:40℃
本カラム:TSKgel GMHHR-H(20)2本
ガードカラム:TSKgel HXL-H
検出器:示差屈折計
標準ポリスチレン分子量:1万~2000万(東ソー株式会社製)
装置:東ソー株式会社製GPC装置「HLC-8329GPC」
試料濃度:0.5質量%-テトラヒドロフラン溶液
試料注入量:100μl
溶離液:テトラヒドロフラン
流速:1.0ml/分
測定温度:40℃
本カラム:TSKgel GMHHR-H(20)2本
ガードカラム:TSKgel HXL-H
検出器:示差屈折計
標準ポリスチレン分子量:1万~2000万(東ソー株式会社製)
[調製例2]
<易解体層形成用の熱可塑性樹脂組成物>
重量平均分子量20万のスチレン-イソプレンブロック共重合体[トリブロック共重合体とジブロック共重合体との混合物(ジブロック共重合体52質量%):スチレン単位含有量15質量%、イソプレン単位含有量85質量%]100質量部、C5石油系粘着付与樹脂(軟化点100℃、数平均分子量885)40質量部、重合ロジンエステル系粘着付与樹脂(軟化点125℃、数平均分子量880)30質量部、及び液状粘着付与樹脂としてHV-100(JX日鉱日石株式会社製、低分子量ポリブテン)5質量部をトルエンに溶解して、易解体層形成用の熱可塑性樹脂組成物を得た。
<易解体層形成用の熱可塑性樹脂組成物>
重量平均分子量20万のスチレン-イソプレンブロック共重合体[トリブロック共重合体とジブロック共重合体との混合物(ジブロック共重合体52質量%):スチレン単位含有量15質量%、イソプレン単位含有量85質量%]100質量部、C5石油系粘着付与樹脂(軟化点100℃、数平均分子量885)40質量部、重合ロジンエステル系粘着付与樹脂(軟化点125℃、数平均分子量880)30質量部、及び液状粘着付与樹脂としてHV-100(JX日鉱日石株式会社製、低分子量ポリブテン)5質量部をトルエンに溶解して、易解体層形成用の熱可塑性樹脂組成物を得た。
[実施例1]
(1)容器に、前記アクリル重合体(A-1)100質量部に対して、重合ロジンエステル系粘着付与樹脂であるD-125(荒川化学工業株式会社製)15質量部と不均化ロジンエステル系粘着付与樹脂であるA-125(荒川化学工業株式会社製)10質量部とを混合攪拌した後、酢酸エチルを加えて固形分31質量%の粘着剤溶液を得た。
この粘着剤溶液100質量部に対し、架橋剤としてバーノックD-40(DIC(株)製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)1.4質量部を添加し、均一になるよう攪拌混合した後、100メッシュ金網で濾過することによって粘着剤(p-1)を得た。
得られた粘着剤(p-1)を、離型シートの剥離処理面に、乾燥後の粘着剤層の厚さが20μmとなるように塗工し、80℃で3分間乾燥することで粘着剤層を作製した。
また、前記粘着剤(p-1)を、上記とは別の離型シートの剥離処理面に、乾燥後の粘着剤層の厚さが20μmとなるように塗工し、80℃で3分間乾燥することで粘着剤層を作製した。
(1)容器に、前記アクリル重合体(A-1)100質量部に対して、重合ロジンエステル系粘着付与樹脂であるD-125(荒川化学工業株式会社製)15質量部と不均化ロジンエステル系粘着付与樹脂であるA-125(荒川化学工業株式会社製)10質量部とを混合攪拌した後、酢酸エチルを加えて固形分31質量%の粘着剤溶液を得た。
この粘着剤溶液100質量部に対し、架橋剤としてバーノックD-40(DIC(株)製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)1.4質量部を添加し、均一になるよう攪拌混合した後、100メッシュ金網で濾過することによって粘着剤(p-1)を得た。
得られた粘着剤(p-1)を、離型シートの剥離処理面に、乾燥後の粘着剤層の厚さが20μmとなるように塗工し、80℃で3分間乾燥することで粘着剤層を作製した。
また、前記粘着剤(p-1)を、上記とは別の離型シートの剥離処理面に、乾燥後の粘着剤層の厚さが20μmとなるように塗工し、80℃で3分間乾燥することで粘着剤層を作製した。
(2)樹脂1(水分散アクリル樹脂エマルジョン)100質量部、整泡剤1(スルホン酸型アニオン界面活性剤)6質量部、架橋剤1(オキサゾリン基含有ポリマー)3質量部を配合してディスパーにて攪拌混合し(2000rpm、3分)、機械発泡用バインダーを作成した。作成した前記バインダーを、発泡倍率が2倍になるように撹拌して泡立て、これに吸熱剤として水酸化アルミニウム240質量部を配合して、更に5分間攪拌を続行して発泡性混合物を得た。
得られた発泡性混合物をポリエチレンテレフタレート(PET)フィルム上にアプリケーターにて塗布した。次いで予備乾燥として105℃で5分間加熱後、120℃で3分間加熱し、これを裏返して更に120℃で3分間熱処理して硬化させ、厚さ1mmの発泡体基材1を製造した。
発泡体基材1の比重は0.64、質量は640g/m2、発泡体基材1中の吸熱剤の質量は514g/m2であった。発泡シート1を切断した断面を電子顕微鏡(キーエンス社製デジタルマイクロスコープVHX-900)で確認した。
得られた発泡性混合物をポリエチレンテレフタレート(PET)フィルム上にアプリケーターにて塗布した。次いで予備乾燥として105℃で5分間加熱後、120℃で3分間加熱し、これを裏返して更に120℃で3分間熱処理して硬化させ、厚さ1mmの発泡体基材1を製造した。
発泡体基材1の比重は0.64、質量は640g/m2、発泡体基材1中の吸熱剤の質量は514g/m2であった。発泡シート1を切断した断面を電子顕微鏡(キーエンス社製デジタルマイクロスコープVHX-900)で確認した。
(3)前記(2)で得た発泡体基材1の一方の面に、調製例2で得た易解体層形成用の熱可塑性樹脂組成物を塗布し、乾燥させて易解体層を形成した。次いで、この易解体層の表面に、ポリエチレンテレフタレート(厚さ6μm)からなる樹脂フィルムを基材フィルム層として貼付し、発泡体基材1と前記樹脂フィルムとが厚さ4μmの易解体層を介して接着された積層体1を作製した。(4)積層体1を構成する、発泡体基材1からなる発泡体層の表面、及び樹脂フィルム層の表面に、前記(1)において粘着剤(p-1)を用いて予め作製した粘着剤層を貼付した。それを、23℃下で、線圧5kg/cmのロールで用いラミネートした。その後、前記ラミネートしたものを40℃の環境下で48時間エージングして、厚さ150μmの両面粘着テープ1を得た。
[実施例2~4、比較例1]
実施例1の(2)において、樹脂1、整泡剤1、架橋剤1、吸熱剤の種類と配合量を表1に示すとおりとして発泡体基材2~5を得た以外は、実施例1と同様にして両面粘着テープ2~5を製造した。
実施例1の(2)において、樹脂1、整泡剤1、架橋剤1、吸熱剤の種類と配合量を表1に示すとおりとして発泡体基材2~5を得た以外は、実施例1と同様にして両面粘着テープ2~5を製造した。
2.発泡体基材1~5の評価
2-1.成形性
大気中、23℃の条件で、各発泡体基材を直径10mmの棒に巻き付けて、シート表面における割れ(クラック)の有無を目視で確認した。結果を表1に併せて示す。
[評価基準]
〇:割れ(クラック)が観察されない
×:割れ(クラック)が生じている
2-2.吸熱特性
発泡体基材1~4について、吸熱開始温度及び吸熱ピーク温度を次のようにして測定した。示差走査熱量分析装置(DSC;DSC-7020 日立ハイテク社製)を用いて、窒素雰囲気下、0℃から350℃まで1℃/分で昇温し、このときのDSC測定曲線のベースラインから融解ピークの立ち上がりが開始される温度を吸熱開始温度(℃)とし、DSC測定曲線のベースラインからの差異が最大となる点を吸熱ピーク温度(℃)とした。また、DSC測定曲線のベースラインを基準とした吸熱ピークの積分値を、測定に用いた吸熱剤の質量で除した値を吸熱量(J/g)とした。
各発泡体基材のDSC曲線を図5~図8に併せて示す。
2-1.成形性
大気中、23℃の条件で、各発泡体基材を直径10mmの棒に巻き付けて、シート表面における割れ(クラック)の有無を目視で確認した。結果を表1に併せて示す。
[評価基準]
〇:割れ(クラック)が観察されない
×:割れ(クラック)が生じている
2-2.吸熱特性
発泡体基材1~4について、吸熱開始温度及び吸熱ピーク温度を次のようにして測定した。示差走査熱量分析装置(DSC;DSC-7020 日立ハイテク社製)を用いて、窒素雰囲気下、0℃から350℃まで1℃/分で昇温し、このときのDSC測定曲線のベースラインから融解ピークの立ち上がりが開始される温度を吸熱開始温度(℃)とし、DSC測定曲線のベースラインからの差異が最大となる点を吸熱ピーク温度(℃)とした。また、DSC測定曲線のベースラインを基準とした吸熱ピークの積分値を、測定に用いた吸熱剤の質量で除した値を吸熱量(J/g)とした。
各発泡体基材のDSC曲線を図5~図8に併せて示す。

本発明の粘着テープは、成形性、耐衝撃性、被着体への追従性及び吸熱性に優れ、特に過剰な熱が加えられた場合でも被着体の熱による劣化を抑制できる。本発明の粘着テープは2以上の被着体の固定に使用でき、かつ被着体を分離する際には容易に解体し得るため、例えば画像表示部を構成する保護パネル、画像表示モジュール、タッチパネル、薄型電池等の電子機器部品、及び電子機器の本体(筐体)を固定する用途に有用である。
1 粘着剤層
2 発泡体層
3 易解体層
4 基材フィルム層
5 接着剤層
2 発泡体層
3 易解体層
4 基材フィルム層
5 接着剤層
Claims (9)
- 熱可塑性樹脂を含む易解体層(A)、粘着剤層(B)及び発泡体層(C)を有し、前記易解体層(A)、前記発泡体層(C)及び前記粘着剤層(B)のいずれか1つ以上の層が1種以上の吸熱剤を含有する粘着テープ。
- 前記発泡体層(C)が1種以上の吸熱剤を含有する、請求項1に記載の粘着テープ。
- 前記易解体層(A)の一方の面側に直接又は他の層を介して発泡体層(C)及び粘着剤層(b1)を有し、前記易解体層(A)の他方の面側に直接又は他の層を介して粘着剤層(b2)を有する、請求項1又は2に記載の粘着テープ。
- 前記易解体層(A)の他方の面側に、少なくとも基材フィルム層(D)を介して、粘着剤層(b2)を有する、請求項1~3のいずれか1項に記載の粘着テープ。
- 前記易解体層(A)の一方の面側に、直接又は他の層を介して、発泡体層(C)が積層され、前記発泡体層(C)の表面に、基材フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して、粘着剤層(b1)が積層され、かつ、前記易解体層(A)の他方の面側に、基材フィルム層(D)及び接着剤層(E)の少なくとも一つの層を介して、粘着剤層(b2)を有する、請求項1~3のいずれか1項に記載の粘着テープ。
- 前記発泡体層(C)が、厚さ1500μm以下である、請求項1~5のいずれか1項に記載の粘着テープ。
- 総厚さが100μm~500μmである、請求項1~6のいずれか1項に記載の粘着テープ。
- 請求項1~7のいずれか1項に記載の粘着テープによって、2以上の被着体が固定された構成を有することを特徴とする物品。
- 前記易解体層(A)の一部又は全部を、直接的又は間接的に加熱し、前記易解体層(A)を可塑化することによって、前記物品を構成する2以上の被着体を分離することを特徴とする物品の解体方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247023953A KR20240122542A (ko) | 2022-02-04 | 2023-01-19 | 점착 테이프, 점착 테이프를 이용하여 얻어지는 물품 및 물품의 해체 방법 |
| JP2023561055A JP7464203B2 (ja) | 2022-02-04 | 2023-01-19 | 粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 |
| CN202380015281.5A CN118414393A (zh) | 2022-02-04 | 2023-01-19 | 粘着带、使用粘着带得到的物品及物品解体方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022016443 | 2022-02-04 | ||
| JP2022-016443 | 2022-02-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023149213A1 true WO2023149213A1 (ja) | 2023-08-10 |
Family
ID=87552044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/001428 WO2023149213A1 (ja) | 2022-02-04 | 2023-01-19 | 粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7464203B2 (ja) |
| KR (1) | KR20240122542A (ja) |
| CN (1) | CN118414393A (ja) |
| WO (1) | WO2023149213A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004123943A (ja) * | 2002-10-03 | 2004-04-22 | Aica Kogyo Co Ltd | 易解体性接着パネル用水性接着剤組成物 |
| JP2012126879A (ja) * | 2010-06-10 | 2012-07-05 | Osaka City Univ | 易解体性粘着剤組成物及び易解体性粘着テープ |
| JP2016074813A (ja) * | 2014-10-06 | 2016-05-12 | Dic株式会社 | 両面粘着テープ、両面粘着テープの製造方法、接着方法及び分離方法 |
| JP2016079361A (ja) * | 2014-10-22 | 2016-05-16 | Dic株式会社 | 粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 |
| JP2017119438A (ja) * | 2014-11-13 | 2017-07-06 | Dic株式会社 | 両面粘着テープ、物品及び分離方法 |
| JP7005089B1 (ja) * | 2020-07-08 | 2022-01-21 | 国立大学法人九州大学 | 易解体性接着材料、硬化体、物品および解体方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI302561B (en) | 2004-01-28 | 2008-11-01 | Lg Chemical Ltd | Releasable adhesive composition |
| JP5556987B2 (ja) | 2009-04-09 | 2014-07-23 | Dic株式会社 | 両面粘着テープ |
| JP2013079322A (ja) | 2011-10-04 | 2013-05-02 | Nitto Denko Corp | 加熱発泡型再剥離性粘着テープ又はシート、及び剥離方法 |
-
2023
- 2023-01-19 WO PCT/JP2023/001428 patent/WO2023149213A1/ja active Application Filing
- 2023-01-19 KR KR1020247023953A patent/KR20240122542A/ko unknown
- 2023-01-19 CN CN202380015281.5A patent/CN118414393A/zh active Pending
- 2023-01-19 JP JP2023561055A patent/JP7464203B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004123943A (ja) * | 2002-10-03 | 2004-04-22 | Aica Kogyo Co Ltd | 易解体性接着パネル用水性接着剤組成物 |
| JP2012126879A (ja) * | 2010-06-10 | 2012-07-05 | Osaka City Univ | 易解体性粘着剤組成物及び易解体性粘着テープ |
| JP2016074813A (ja) * | 2014-10-06 | 2016-05-12 | Dic株式会社 | 両面粘着テープ、両面粘着テープの製造方法、接着方法及び分離方法 |
| JP2016079361A (ja) * | 2014-10-22 | 2016-05-16 | Dic株式会社 | 粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 |
| JP2017119438A (ja) * | 2014-11-13 | 2017-07-06 | Dic株式会社 | 両面粘着テープ、物品及び分離方法 |
| JP7005089B1 (ja) * | 2020-07-08 | 2022-01-21 | 国立大学法人九州大学 | 易解体性接着材料、硬化体、物品および解体方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023149213A1 (ja) | 2023-08-10 |
| KR20240122542A (ko) | 2024-08-12 |
| CN118414393A (zh) | 2024-07-30 |
| JP7464203B2 (ja) | 2024-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI468485B (zh) | 黏膠帶 | |
| JP5068089B2 (ja) | 剥離ライナー付き粘着シートおよび剥離ライナー | |
| TWI507504B (zh) | Double-sided adhesive tape | |
| JP6058016B2 (ja) | 両面粘着テープ | |
| US20110076489A1 (en) | Acrylic pressure-sensitive adhesive tape or sheet | |
| JP6314341B2 (ja) | 両面粘着テープ及び物品 | |
| JP6326589B2 (ja) | 両面粘着テープ及び物品 | |
| TWI640596B (zh) | 黏著片及電子設備 | |
| TW201402763A (zh) | 黏膠帶 | |
| JP2009267020A (ja) | 太陽電池パネル用粘着シート、該粘着シートを用いてなる太陽電池パネルおよび該粘着シートを用いた太陽電池パネルの製造方法 | |
| JP2009286881A (ja) | アクリル系感圧接着テープ又はシート | |
| JP6572566B2 (ja) | 粘着シート及び電子機器 | |
| JP5963027B2 (ja) | 粘着シート | |
| JP6476734B2 (ja) | 粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 | |
| JP6245381B2 (ja) | 粘着シート及び電子機器 | |
| JP6737422B2 (ja) | 粘着テープ及び物品 | |
| TWI676666B (zh) | 黏著片及電子機器 | |
| US11827822B2 (en) | Adhesive tape and electronic device | |
| WO2023149213A1 (ja) | 粘着テープ、粘着テープを用いて得られる物品及び物品の解体方法 | |
| JP2015147870A (ja) | 粘着シート | |
| JP7437151B2 (ja) | 粘着テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23749529 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023561055 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20247023953 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |