WO2023139910A1 - 巻線負荷再現装置、マグネットワイヤ絶縁被膜の検査装置、マグネットワイヤ絶縁被膜の検査方法、および回転電機の製造方法 - Google Patents
巻線負荷再現装置、マグネットワイヤ絶縁被膜の検査装置、マグネットワイヤ絶縁被膜の検査方法、および回転電機の製造方法 Download PDFInfo
- Publication number
- WO2023139910A1 WO2023139910A1 PCT/JP2022/043008 JP2022043008W WO2023139910A1 WO 2023139910 A1 WO2023139910 A1 WO 2023139910A1 JP 2022043008 W JP2022043008 W JP 2022043008W WO 2023139910 A1 WO2023139910 A1 WO 2023139910A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- magnet wire
- load
- winding
- insulation coating
- reproducing
- Prior art date
Links
- 238000004804 winding Methods 0.000 title claims abstract description 131
- 238000007689 inspection Methods 0.000 title claims abstract description 72
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 48
- 238000000034 method Methods 0.000 title claims description 54
- 230000007547 defect Effects 0.000 claims abstract description 103
- 238000001514 detection method Methods 0.000 claims abstract description 51
- 230000007246 mechanism Effects 0.000 claims abstract description 32
- 238000000576 coating method Methods 0.000 claims description 144
- 239000011248 coating agent Substances 0.000 claims description 143
- 238000009413 insulation Methods 0.000 claims description 118
- 239000007788 liquid Substances 0.000 claims description 86
- 238000005452 bending Methods 0.000 claims description 17
- 239000000463 material Substances 0.000 claims description 15
- 239000004020 conductor Substances 0.000 claims description 10
- 230000000737 periodic effect Effects 0.000 claims description 9
- 238000003825 pressing Methods 0.000 claims description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 5
- 239000007779 soft material Substances 0.000 claims 2
- 238000010586 diagram Methods 0.000 description 27
- 239000002184 metal Substances 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 235000019441 ethanol Nutrition 0.000 description 3
- 229910052594 sapphire Inorganic materials 0.000 description 3
- 239000010980 sapphire Substances 0.000 description 3
- 238000010408 sweeping Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 101100493711 Caenorhabditis elegans bath-41 gene Proteins 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229920001940 conductive polymer Polymers 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000002178 crystalline material Substances 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000002320 enamel (paints) Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910021384 soft carbon Inorganic materials 0.000 description 1
Images
















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N27/00—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means
- G01N27/02—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means by investigating impedance
- G01N27/04—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means by investigating impedance by investigating resistance
- G01N27/20—Investigating the presence of flaws
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/12—Testing dielectric strength or breakdown voltage ; Testing or monitoring effectiveness or level of insulation, e.g. of a cable or of an apparatus, for example using partial discharge measurements; Electrostatic testing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/50—Testing of electric apparatus, lines, cables or components for short-circuits, continuity, leakage current or incorrect line connections
- G01R31/72—Testing of electric windings
Definitions
- This application relates to a winding load reproduction device, a magnet wire insulation coating inspection device, a magnet wire insulation coating inspection method, and a rotating electric machine manufacturing method.
- the magnet wires wound around the coils of the motor and transformer are electrically insulated by coating the surface with varnish. If defects such as flaws, air bubbles, pinholes and cracks are present in the varnish insulating film, they become electrically weak points, which can become starting points of breakdown when a voltage is applied.
- Patent Document 1 As a method for detecting film defects, a method for detecting defects before the magnet wire to be used is wound is disclosed (for example, Patent Document 1). Also, a method of immersing a wound coil in a conductive liquid to identify the position of a defect is disclosed (for example, Patent Document 2).
- the purpose of this application is to disclose a technique for solving the above-mentioned problems, and to reproduce the load applied to the magnet wire insulation coating when manufacturing a wound product, and to provide an apparatus and an inspection method for detecting defects in the insulation coating that occur.
- the winding load reproduction device disclosed in the present application includes a load reproduction mechanism that reproduces at least one load of friction or stretching on the insulation coating of the magnet wire, and simulates the occurrence of defects in the insulation coating of the magnet wire in the manufacture of wound products.
- a magnet wire insulation coating inspection apparatus disclosed in the present application includes a winding load reproduction device and a defect detection device for detecting defects in the magnet wire insulation coating.
- the magnet wire insulation coating inspection method disclosed in the present application is a method for detecting defects in the insulation coating of a magnet wire, and includes a back tensioner load reproduction step of reproducing the load on the insulation coating due to friction by applying a dynamic friction force to the passing magnet wire and pressing it from both sides, a winding nozzle load reproduction step of reproducing the load on the insulation coating due to friction with the end of the winding nozzle during winding of the magnet wire, and generating periodic and sharp tension fluctuations in the flow path of the magnet wire, so that the insulation coating is affected by tension fluctuations. It comprises a tension fluctuation load reproduction step of reproducing a load, and a defect detection step of detecting a defect of the insulating coating of the magnet wire.
- the method for manufacturing a rotating electrical machine disclosed in the present application includes the step of manufacturing a rotating electrical machine using a wound iron core using a magnet wire of the same lot as a magnet wire inspected by a magnet wire insulation coating inspection method and found to have no problem in the frequency of occurrence of defects in the insulation coating of the magnet wire due to a winding load.
- the winding load reproducing apparatus disclosed in the present application it is possible to reproduce the load applied to the magnet wire insulation coating when manufacturing the wound product.
- the magnet wire insulation coating inspection apparatus disclosed in the present application it is possible to provide an apparatus that reproduces the load applied to the magnet wire insulation coating when manufacturing a wound product and detects defects in the insulation coating that occur.
- the magnet wire insulation coating inspection method disclosed in the present application it is possible to reproduce the load applied to the magnet wire insulation coating when manufacturing a wound product, and to provide a method for detecting defects in the insulation coating that occurs.
- FIG. 1 is an overall configuration diagram of an inspection apparatus for a magnet wire insulating coating according to Embodiment 1.
- FIG. 4 is a schematic configuration diagram of a back tensioner load reproduction unit of the winding load reproduction device according to Embodiment 1;
- FIG. 4 is a schematic configuration diagram of a winding nozzle load reproduction unit of the winding load reproduction device according to Embodiment 1;
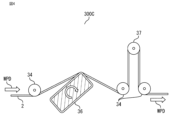
- FIG. 4 is a schematic configuration diagram of a tension fluctuation load reproducing section of the winding load reproducing device according to Embodiment 1.
- FIG. 4 is a perspective view of a dummy core rotating body of the tension fluctuation load reproducing section of the winding load reproducing device according to Embodiment 1.
- FIG. 4 is a schematic configuration diagram of a core corner load reproduction unit of the winding load reproduction device according to Embodiment 1.
- FIG. 4 is a perspective view of a corner reproduction rotor of a core corner load reproduction unit of the winding load reproduction device according to Embodiment 1.
- FIG. 4 is a schematic configuration diagram of a core corner load reproduction unit of the winding load reproduction device according to Embodiment 1.
- FIG. 1 is a perspective view of a corner reproduction rotor of a core corner load reproduction unit of the winding load reproduction device according to Embodiment 1.
- FIG. 4 is a schematic configuration diagram of a core corner load reproduction unit of the winding load reproduction device according to Embodiment 1.
- FIG. 2 is a configuration diagram of
- FIG. 10B is a structural conceptual diagram of an inspection object (rectangular wire type) of the magnet wire insulation coating inspection apparatus according to Embodiment 1.
- FIG. FIG. 4 is another block diagram of the defect detection device of the magnet wire insulation coating inspection device according to the first embodiment;
- FIG. 2 is a structural conceptual diagram of a conductive liquid replenishing mechanism of the magnet wire insulation coating inspection apparatus according to Embodiment 1;
- 4 is a flow chart of a magnet wire insulation coating inspection method according to Embodiment 1.
- FIG. FIG. 4 is an explanatory diagram of an example of application of the magnet wire insulation coating inspection method according to Embodiment 1 to a rotating electrical machine;
- FIG. 15A is a structural diagram of a wet electrode of a magnet wire insulation coating inspection apparatus according to Embodiment 2.
- FIG. 15B is a perspective view of a wet electrode of the magnet wire insulation coating inspection apparatus according to Embodiment 2.
- FIG. FIG. 16A is a structural diagram of a wet electrode of a magnet wire insulation coating inspection apparatus according to Embodiment 2.
- FIG. 16B is a perspective view of a wet electrode of the magnet wire insulation coating inspection apparatus according to Embodiment 2.
- FIG. 10 is a configuration diagram of a defect detection device of a magnet wire insulation coating inspection device according to Embodiment 3;
- Embodiment 1 is provided with a load reproduction mechanism that reproduces at least one load of friction or stretching on the insulation coating of the magnet wire, and simulates the occurrence of defects in the insulation coating of the magnet wire in the manufacture of wound products. Further, Embodiment 1 relates to a magnet wire insulation coating inspection apparatus equipped with a winding load reproducing apparatus. Furthermore, the present invention relates to a magnet wire insulation film inspection method using a winding load reproduction device, and a method of manufacturing a rotating electrical machine using a wound iron core using a magnet wire inspected by the magnet wire insulation film inspection method and found to have no problem in the frequency of occurrence of insulation film defects due to winding load.
- FIG. 1 is an overall configuration diagram of the magnet wire insulation coating inspection device
- FIG. 2 is a schematic configuration diagram of the back tensioner load reproduction unit of the winding load reproduction device
- FIG. 3 is a schematic configuration diagram of the winding nozzle load reproduction unit
- FIG. 4 is a schematic configuration diagram of the tension fluctuation load reproduction unit
- FIG. 6, a perspective view of a corner reproducing rotor
- FIG. 9 a configuration diagram of a defect detection device of an inspection device for a magnet wire insulation coating
- FIG. 10A a structural conceptual diagram of an inspection object (round wire type)
- FIG. Description will be made based on FIG. 13, which is a flow chart of the insulating coating inspection method
- FIG. 13 is a flow chart of the insulating coating inspection method
- FIG. 13 is a flow chart of the insulating coating inspection method
- a magnet wire insulation coating inspection apparatus 100 according to Embodiment 1 includes a winding load reproduction apparatus 300, a defect detection apparatus 400, and a wire sweeping apparatus (servo motor 5, etc.) in order to inspect a magnet wire to be inspected.
- the wire sweeping device is a device for sweeping the magnet wire 2 to be inspected, It has a supply bobbin 1, a tensioner 3, a winding bobbin 4, a servomotor 5, and traverse mechanisms 6A and 6B.
- the arrow "WPD" represents the traveling direction of the magnet wire 2.
- FIG. 2 and subsequent figures When there is no need to distinguish between the traverse mechanisms 6A and 6B, they are referred to as the traverse mechanism 6 as appropriate.
- a magnet wire 2 as a material is pulled out from a supply bobbin 1 placed so that its axial direction is perpendicular to the ground.
- the drawn magnet wire 2 passes through the tensioner 3 , the winding load reproduction device 300 , the defect detection device 400 , the traverse mechanism 6 , and is wound on the winding bobbin 4 .
- the axial direction of the winding bobbin 4 is perpendicular to the traveling direction of the magnet wire 2 , and the axis rotates when power is transmitted from the servomotor 5 .
- the magnet wire 2 in the section from the tensioner 3 to the winding bobbin 4 is kept at a predetermined tension by the tensioner 3 .
- the magnet wire 2 is installed so as to be electrically connected through the end of the supply bobbin 1 on the winding start side.
- a chain and gears may be employed as the power transmission system as long as it is a mechanism for rotating the shaft of the winding bobbin 4.
- the winding load reproduction device 300 is arranged in the region between the traverse mechanism 6A and the traverse mechanism 6B after the tensioner 3, and installed at a place where the flow line of the magnet wire 2 crosses.
- the defect detection device 400 is arranged in an area between the winding load reproduction device 300 and the traverse mechanism 6B, and installed at a place where the flow line of the magnet wire 2 crosses.
- the winding load reproducing device 300 has a function of reproducing the load applied to the magnet wire in the course from being supplied from the bobbin to being wound around the core when production is performed by a general motor coil winding machine. That is, the winding load reproduction device 300 has a load reproduction mechanism that reproduces at least one load of friction or stretching on the insulation coating of the magnet wire, and can simulate the occurrence of defects in the insulation coating of the magnet wire in the manufacture of wound products.
- the magnet wire mainly has (1) a load due to friction with a tensioner, (2) a load due to friction with a winding nozzle, (3) a load due to tension fluctuations that occur when winding on a rectangular parallelepiped core, and (4) a load due to bending at the core corners when winding on a rectangular parallelepiped motor core.
- the winding load reproduction device 300 includes a back tensioner load reproduction section 300A, a winding nozzle load reproduction section 300B, a tension fluctuation load reproduction section 300C, and a core corner load reproduction section 300D as load reproduction mechanisms.
- the configuration, function, and operation of each load reproduction unit will be sequentially described with reference to FIGS. 2 to 8.
- the back tensioner load reproducing section 300A will be described with reference to FIG.
- the back tensioner load reproduction unit 300A reproduces the load due to friction with the tensioner in (1) above.
- P is "pressing".
- the back tensioner 31 sandwiches the magnet wire 2 between a plurality of sapphire plates 32, and applies dynamic friction to the passing magnet wire 2 to press it from both sides.
- An air cylinder or the like is used for the pressing force and its adjustment.
- the sapphire plate is used in this embodiment, other crystalline materials and felt materials may be used instead. Even when assuming an actual coil winding process, it is installed in front of the winding nozzle load reproducing section 300B in FIG.
- the winding nozzle load reproducing section 300B will be described with reference to FIG.
- the winding nozzle load reproduction unit 300B reproduces the load caused by friction with the winding nozzle in (2) above.
- the winding nozzle load reproduction unit 300B is provided with a hollow winding nozzle 33, a pulley 34, and a movable pulley 35, through which the magnet wire 2 is passed.
- the winding nozzle 33 and the pulley 34 are fixed in the magnet wire insulation film inspection apparatus 100 .
- the winding nozzle load reproduction unit 300B includes a hollow winding nozzle 33, and reproduces the load on the insulating coating due to friction with the end of the winding nozzle during winding of the magnet wire 2 passing through the winding nozzle.
- the movable pulley 35 can move the fixed position back and forth along the traveling direction of the magnet wire 2 after passing through the movable pulley 35 .
- the frictional load on the winding nozzle 33 that the magnet wire 2 receives can be arbitrarily adjusted.
- FIG. 4 is a side view of the tension fluctuation load reproducing section 300C.
- FIG. 5 is a perspective view of the dummy core rotor 36. As shown in FIG. Even when assuming an actual coil winding process, it is installed in the rear part of the winding nozzle load reproducing section 300B.
- the tension fluctuation load reproducing section 300C includes a dummy core rotating body 36, a dancer roller 37, and a pulley .
- the passing magnet wire 2 is wound around the dummy core rotor 36 one or more times as shown in the perspective view of the dummy core rotor 36 in FIG.
- the dummy core rotator 36 rotates, it generates periodic and sharp tension fluctuations in the movement line path because of its square and rectangular cross-sectional shape. Therefore, the tension fluctuation load in the actual spindle winding can be reproduced.
- the dancer roller 37 absorbs tension fluctuations that occur in subsequent flow paths.
- a guide having a larger area than the cross-sectional shape is provided at the axial end of the dummy core rotor 36 so that the magnet wire 2 does not fall off during rotation.
- the side surface of the dummy core rotor 36 is desirably made of a material having a large frictional force so that the magnet wire 2 in contact therewith does not slip.
- the cross-sectional shape of the dummy core rotating body 36 can be matched with the cross-sectional shape of the motor core that is assumed to be used in production.
- the tension fluctuation load reproducing unit 300C includes the dancer roller 37 and the rectangular parallelepiped dummy core rotor 36.
- FIG. 6 is a side view of the core corner load reproducing section 300D.
- FIG. 7 is a perspective view of the corner reproduction rotator 38.
- FIG. 8 is a side view of a core corner load reproduction unit 300D using a round corner reproduction rotator 39.
- FIG. 6 is a side view of the core corner load reproducing section 300D.
- FIG. 7 is a perspective view of the corner reproduction rotator 38.
- FIG. 8 is a side view of a core corner load reproduction unit 300D using a round corner reproduction rotator 39.
- the core corner load reproduction unit 300 ⁇ /b>D includes a rectangular parallelepiped corner reproduction rotor 38 and a pulley 34 .
- the position of the pulley 34 is adjusted so that the passing magnet wire 2 is bent at a right angle at the corner reproducing rotor 38 as shown in the perspective view of the corner reproducing rotor 38 in FIG.
- the corner reproduction rotator 38 rotates, due to its square cross-sectional shape, a maximum 90° periodic bend occurs in the flow line path. Therefore, the bending load of the magnet wire at the core corner of the actual spindle winding can be reproduced.
- a guide having a larger area than the cross-sectional shape is provided to prevent the magnet wires 2 from falling off during rotation, as is the case with the dummy core rotor 36. It is desirable to use a material with a large frictional force for the side surface of the corner reproduction rotor 38 so that the magnet wire 2 in contact therewith does not slip.
- the cross-sectional shape of the corner reproduction rotator 38 can be matched with the radius of the corner of the motor core that is assumed to be used in production.
- the tension fluctuation load reproduction unit 300C can also reproduce the bending load of the magnet wire at the core corner by the dummy core rotor 36, but if the core corner load reproduction unit 300D is used, the circumference of the corner reproduction rotor 38 can be made shorter than the motor core. As a result, the bending load at the corners of the core can be reproduced on the magnet wire with a higher density than in the case of the motor core with the same wire length.
- the core corner load reproduction section in FIG. 8 is referred to as a continuous bending core corner load reproduction portion. When collectively described without distinction, it is described as a core corner load reproduction portion.
- the winding nozzle load reproduction unit 300B in FIG. 3 moves the movable pulley 35 directly below the nozzle exit and changes the route so that the magnet wire 2 is bent 90° at the nozzle exit.
- the load on the magnet wire in the magnet wire flow path of the flyer winding machine is basically the same as that of the spindle winding machine.
- a load close to the actual situation can be reproduced.
- the defect detection apparatus 400 includes a conductive liquid tank 41, a conductive liquid 42, wet electrodes 43A and 43B, a metal electrode 44 whose lower portion is immersed in the conductive liquid 42, and a clamp 45 that holds the wet electrode 43 as equipment for applying a partial discharge detection voltage to the magnet wire 2.
- the defect detection device 400 further includes a power supply 46 for applying a detection voltage between the conductor of the magnet wire 2 and the surface of the insulating coating, a partial discharge detection device 47, and a personal computer 48 as devices for detecting partial discharge.
- "D1" represents the electrode width of the wet electrode 43
- a personal computer is described as "PC”.
- the wet electrodes 43A and 43B are referred to as the wet electrode 43 when there is no particular need to distinguish between them.
- a conductive liquid 42 is held inside the conductive liquid tank 41 .
- Rectangular parallelepiped wet electrodes 43A and 43B made of a soft and hygroscopic felt material are provided above the conductive liquid tank 41 .
- a magnet wire 2 is arranged between the wet electrodes 43A and 43B.
- the wet electrodes 43A, 43B are held against the magnet wire 2 by clamps 45 fixed to the conductive liquid bath 41.
- FIG. That is, the rectangular parallelepiped wet electrodes 43A and 43B are in contact with each other so as to sandwich the magnet wire 2 therebetween.
- the wet electrode 43 whose lower part is immersed in the conductive liquid 42 is wet with the conductive liquid 42 because it is hygroscopic. Furthermore, since the wet electrode 43 is soft, it is pressed against the magnet wire 2 by the clamp 45, so that the wet electrode 43 is in contact with the entire circumference of the magnet wire 2 in the region of the electrode width D1. That is, the conductive liquid 42 is in contact with the entire circumference of the magnet wire 2 in the region of the electrode width D1 of the wet electrode 43 . This configuration allows the conductive liquid 42 to efficiently contact the surface of the magnet wire 2 .
- the magnet wire 2 slides while maintaining the contact area of the wet electrode 43 and the electrode width D1 by the winding operation on the winding bobbin 4 in FIG.
- a metal electrode 44 connected to a power supply 46 and a partial discharge detection device 47 is immersed in the conductive liquid 42 at its lower portion and used as an electrode for applying a partial discharge detection voltage to the conductive liquid 42 . Furthermore, since the wet electrodes 43A and 43B are wetted with the conductive liquid 42, when the power supply 46 is connected, the partial discharge detection voltage is applied to the entire circumference of the magnet wire 2 in the area of the electrode width D1 of the wet electrode 43.
- FIG. 10A is a round magnet wire 21, and is a cross-sectional view taken perpendicularly to the axial direction.
- the magnet wire 21 has a conductor 21A at the center of the shaft, and the entire surface of the conductor 21A is covered with an insulating film 21B with a predetermined film thickness.
- FIG. 10B is a rectangular wire-shaped magnet wire 22, and is a cross-sectional view taken perpendicularly to the axial direction.
- the basic configuration is the same as the round wire type shown in FIG. 10A except that the conductor 22A and the insulating coating 22B have square cross-sectional shapes.
- the magnet wire 21 (22) Since the magnet wire 21 (22) has such a configuration, it is possible to continuously detect electrical defects in the insulating coating 21B (22B) of the magnet wire 21 (22) by the following measuring method.
- the magnet wire 21 is for the round wire type
- the magnet wire 22 is for the rectangular wire type.
- the magnet wire 2 is used, and when necessary, the round magnet wire 21 is described as a representative example.
- each load reproduction unit of the winding load reproduction device 300 is individually attachable and detachable, it is possible to isolate and verify the cause of the defect. That is, according to the configuration of the present embodiment, it is possible to determine whether the defect occurring in the magnet wire 2 is the effect of the load due to the winding nozzle, the effect of the load due to the back tensioner 31, or the properties of the magnet wire strand. As a result, appropriate countermeasures can be taken in the development of wire wound products, such as changing the design of the nozzle tip shape of the winding machine, reducing the pressing force of the back tensioner 31, or changing the magnet wire 2 to a grade with high wear resistance.
- the magnet wire insulation coating inspection device 100 is assumed to be used for selecting magnet wire materials and considering the load design in the winding machine, and basically the inspected magnet wires are not reused for production.
- a stator used in a rotary electric machine may be manufactured using a magnet wire manufactured in the same production lot as a magnet wire that has been inspected and found to have no problem in the frequency of occurrence of insulation film defects due to winding load.
- the power supply 46 is connected to the conductor 21A of the magnet wire 2 and the metal electrode 44, and an AC voltage is applied to the outer peripheral surface of the magnet wire 2 in the area of the electrode width D1 of the wet electrode 43.
- the conductive liquid 42 is in direct contact with the conductor 21A inside the insulating coating 21B, so current is detected when voltage is applied, and the insulation defect can be detected in the electrode width D1 area.
- the magnet wire 2 when the winding operation is performed in the magnet wire insulation film inspection device 100 , the magnet wire 2 always passes through the electrode width D1 area of the wet electrode 43 of the defect detection device 400 . Therefore, it is possible to detect defects occurring during manufacturing and due to winding loads in the entire region of the magnet wire 2 unwound from the supply bobbin 1 .
- defects in the insulating coating can be detected. That is, by applying an AC voltage of a predetermined magnitude, partial discharge is generated between the conductive liquid 42 that wets the wet electrode 43 and the magnet wire 2, and the partial discharge detector 47 detects the electric charge.
- the discharge charge amount detected when the insulating coating 21B has defects such as air bubbles or cracks is greater than when there are no defects.
- the wet electrode 43 is soft, the rectangular wire magnet wire 22 shown in FIG. 10B is also applicable.
- the felt material is mentioned as the material of the wet electrode 43, it is sufficient that it is water-absorbent, soft enough to adhere along the curved surface of the magnet wire 2 used, and has conductivity.
- a sponge material such as sponge may be used. That is, the wet electrode 43 may be a sponge electrode.
- Volatile alcohols such as methyl alcohol and ethyl alcohol can be used for the conductive liquid 42 .
- the conductive liquid 42 may be a liquid other than alcohol, but it needs to have high conductivity and low viscosity to penetrate defects such as pinholes in the magnet wire 2 .
- the conductive liquid 42 must also have the property of being quickly removed after passing through the detection area of the electrode width D1 of the wet electrode 43 .
- the clamp 45 is used to press the wet electrodes 43A, 43B against the magnet wire 2, and also has the role of suppressing the evaporation of the conductive liquid 42 from the surfaces of the wet electrodes 43A, 43B in air.
- the material of the clamp 45 may be resin or metal, but by using a conductive metal material such as copper or iron, the metal electrode 44 can be eliminated as described below.
- a defect detection device 401 in FIG. 11 has the same basic configuration as the defect detection device 400 in FIG. 9, but differs in a method of applying an AC voltage for detecting partial discharge.
- a defect detection device 401 is used to distinguish from the defect detection device 400 in FIG.
- the power source 46 and the partial discharge detection device 47 are directly connected to the clamp 45 to apply AC voltage and detect partial discharge.
- the conductive liquid tank 41 uses an insulating material and selects a material that does not dissolve in the conductive liquid 42 .
- a rectangular parallelepiped box shape with an open top is described, but any cubic, columnar, or conical shape may be used as long as it can hold the conductive liquid 42 .
- a float may be provided, or a lid may be provided on the upper surface of the conductive liquid tank 41 .
- the conductive liquid replenishing mechanism 450 of the inspection apparatus 100 for the magnet wire insulating coating will be described with reference to FIG.
- the wet electrode 43 should always be wetted with the conductive liquid 42 during inspection of the magnet wire 2 .
- both ends of the wet electrode 43 must always be positioned below the liquid surface of the conductive liquid 42 .
- the conductive liquid supply mechanism 450 includes a liquid supply tank 51 and a liquid supply mechanism liquid tank 50 having a valve 52 .
- a liquid level switch 53 is installed in the conductive liquid tank 41 , and a valve 52 is opened and closed according to the signal of the liquid level switch 53 . Specifically, when the conductive liquid 42 in the conductive liquid tank 41 falls below a predetermined minimum water level, the valve 52 is opened to supply the conductive liquid 42 from the liquid supply tank 51 into the conductive liquid tank 41 . When the conductive liquid 42 reaches the upper limit water level, the valve 52 is closed to stop the supply of the conductive liquid 42 .
- a float-type liquid level switch may be used instead of the electric liquid level switch.
- the conductive liquid supply mechanism 450 By providing the conductive liquid supply mechanism 450 in this manner, the conductive liquid 42 can be stably and continuously supplied to the wet electrode 43 . As a result, the wet electrode 43 can be kept wet at all times, and by applying an AC voltage to the conductive liquid 42 or to the wet electrode 43 via the metal electrode 44, partial discharge of the insulating coating of the magnet wire 2 can be stably detected.
- the back tensioner load reproduction step is indicated as "BLS”
- the winding nozzle load reproduction step as "WNS”
- the tension fluctuation load reproduction step as "TFS”.
- step 01 (S01) it is selected whether or not to carry out the back tensioner load reproduction step (S02). If the back tensioner load reproduction step (S02) is to be performed, proceed to step 02 (S02), otherwise proceed to step 03 (S03).
- step (S02) the load due to friction with the tensioner in the winding manufacturing process is reproduced. That is, by applying a dynamic frictional force to the passing magnet wire 2 and pressing it from both sides, the load on the insulating coating due to friction is reproduced.
- step 02 (S02) the process proceeds to step 03 (S03).
- step 03 select whether to implement the winding nozzle load reproduction step (S04). If the winding nozzle load reproduction step (S04) is to be carried out, proceed to step 04 (S04), otherwise proceed to step 05 (S05).
- step (S04) the load due to friction with the winding nozzle in the winding manufacturing process is reproduced. In other words, the load on the insulating coating due to friction with the end of the winding nozzle during winding of the magnet wire is reproduced.
- step 04 (S04) the process proceeds to step 05 (S05).
- step 05 select whether or not to implement the tension fluctuation load reproduction step (S06). If the tension fluctuation load reproduction step (S06) is to be carried out, the process proceeds to step 06 (S06); otherwise, the process proceeds to step 07 (S07).
- step (S06) the load due to the tension fluctuation generated when winding the rectangular parallelepiped core in the winding manufacturing process is reproduced. That is, by generating periodic and steep tension fluctuations in the flow path of the magnet wires 2, the load on the insulating coating caused by the tension fluctuations is reproduced.
- step 06 (S06) the process proceeds to step 07 (S07).
- an AC voltage is applied between the conductor of the magnet wire and the surface of the insulation coating to detect partial discharge, thereby detecting defects in the insulation coating of the magnet wire.
- a core corner load reproduction step can be added before the defect detection step (S07). That is, the load on the insulating coating due to bending at the corners of the motor core during winding of the magnet wire is reproduced by generating periodic bending or continuous bending.
- FIG. 14 shows a manufacturing method of a rotating electrical machine including a step of manufacturing a rotating electrical machine 80 having a stator core 72 wound by a nozzle 71 of a winding machine with a magnet wire 2 that is found to have no problem in the frequency of occurrence of insulation coating defects due to a winding load by applying a magnet wire insulation coating inspection method. That is, with this method for manufacturing a rotating electric machine, it is possible to manufacture a rotating electric machine that uses magnet wires that have been inspected by a highly reliable magnet wire insulation coating inspection method.
- This rotating electrical machine 80 can also be manufactured by a rotating electrical machine manufacturing method including a step of manufacturing a rotating electrical machine using a stator core 72 wound with a magnet wire 2 that has been found to have no problem in the frequency of occurrence of insulation coating defects due to a winding load by applying a magnet wire insulation film inspection device.
- the winding load reproducing apparatus of Embodiment 1 it is possible to reproduce the load applied to the magnet wire insulation coating when manufacturing a wound product.
- the magnet wire insulation coating inspection apparatus it is possible to reproduce the load applied to the magnet wire insulation coating when manufacturing a wound product, and to provide an apparatus for detecting defects in the insulation coating that occurs.
- the inspection method of the magnet wire insulation coating it is possible to reproduce the load received by the magnet wire insulation coating when manufacturing a wound product, and to provide a method of detecting defects in the insulation coating that occur.
- the method for manufacturing a rotating electrical machine it is possible to provide a rotating electrical machine that uses magnet wires that have been inspected by the magnet wire insulation film inspection method and have been found to have no problem in the frequency of occurrence of insulation film defects due to winding load.
- Embodiment 2 The magnet wire insulation coating inspection apparatus according to the second embodiment uses, as a wet electrode, an electrode of a different form from that of the first embodiment.
- FIGS. 15A and 16A are structural diagrams of the wet electrodes, and FIGS.
- FIGS. 15A and 16A are structural diagrams of the wet electrodes, and FIGS.
- the same reference numerals are given to the same or corresponding parts as in the first embodiment. Note that clamps and conductive liquid are omitted in each figure for clarity.
- FIGS. 15A and 15B the U-shaped wet electrode 43C in FIGS. 15A and 15B will be described.
- 43 C of U-shaped wet electrodes are described as 43 C of wet electrodes.
- the wet electrode 43 shown in FIG. 6 of Embodiment 1 is divided into two, ie, a wet electrode 43A and a wet electrode 43B, and has a configuration in which the magnet wire 2 is sandwiched between them. However, it may be shaped like the wet electrode 43C shown in FIGS. 15A and 15B.
- FIG. 15A shows a front view of the wet electrode 43C
- FIG. 15B shows a perspective view.
- the wet electrode 43C is, for example, a long rectangular parallelepiped wet electrode about twice as long as the wet electrodes 43A and 43B shown in FIG.
- the bent portion is formed so as to wrap the magnet wire 2 .
- the two portions extending from the U-shaped bent portion are in contact as shown in FIG. 15A.
- the wet electrode 43C can be formed in a similar shape, it is not necessary to form the electrode in one long rectangular parallelepiped shape.
- the wet electrode 43C With this configuration of the wet electrode 43C, it is possible to eliminate minute gaps between the contact surfaces of the wet electrodes 43A and 43B and the upper and lower surfaces of the magnet wire 2 shown in FIG. Therefore, the conductive liquid 42 can be brought into contact with the surface of the magnet wire 2 efficiently and more reliably.
- FIGS. 16A and 16B show a spiral wet electrode 43D shown in FIGS. 16A and 16B.
- the spiral wet-type electrode 43D is described as the wet-type electrode 43D.
- FIG. 16A shows a front view of the wet electrode 43D
- FIG. 16B shows a perspective view.
- the wet electrode 43D is a single long wet electrode having a length of about 2.5 to 3 times that of the wet electrodes 43A and 43B shown in FIG.
- the number of times of winding may be two or more.
- the magnet wire insulation coating inspection apparatus uses, as a wet electrode, an electrode of a different form from that of the first embodiment. Therefore, the magnet wire insulation coating inspection apparatus of the second embodiment can reproduce the load applied to the magnet wire insulation coating when manufacturing a wound product, and can detect defects in the insulation coating that occur. Furthermore, it is possible to reliably bring the conductive liquid into contact with the surface of the magnet wire.
- Embodiment 3 The defect detection device of the magnet wire insulation coating inspection device of Embodiment 3 uses dry electrodes instead of wet electrodes.
- FIG. 17 is a configuration diagram of the defect detection apparatus.
- the same reference numerals are given to the same or corresponding parts as in the first embodiment.
- the defect detection device 410 is used to distinguish from the first embodiment.
- a defect detection device 410 of FIG. 17 is obtained by changing the wet electrode 43 of the defect detection device 400 of FIG. 6 to a dry electrode 60 and eliminating the conductive liquid tank 41 .
- a soft carbon and conductive polymer material brush that does not damage the enamel coating layer is used for the dry electrode 60 .
- a conductive sponge can also be used as the material of the dry electrode 60 .
- the dry electrode 60 is installed so that the tip of the brush contacts the surface of the magnet wire 2 .
- the brushes are arranged so as to sandwich the round magnet wire 2 from above and below. This is the same for rectangular wire type magnet wires.
- partial discharge detection when a defect in the insulation coating of the magnet wire 2 passes through the area of the dry electrode 60 to which a voltage is applied, a partial discharge occurs between the dry electrode 60 and the defect in the insulation coating, and is detected by the partial discharge detection device 47.
- the tip of the brush of the dry electrode 60 may momentarily leave the surface of the magnet wire 2.
- the distance is about several millimeters, partial discharge occurs between the insulation film defect and the brush even if the surface of the magnet wire 2 is not directly touched, and the defect can be detected.
- the conductive liquid tank 41 and the conductive liquid 42 are not required, and the liquid supply mechanism liquid tank 50 for holding the conductive liquid 42 constant and related equipment are also unnecessary. This simplifies the facility and facilitates the operation of the defect detection apparatus.
- the defect detection device of the magnet wire insulation film inspection device of Embodiment 3 uses dry electrodes instead of wet electrodes. Therefore, the magnet wire insulation coating inspection apparatus of the third embodiment can reproduce the load applied to the magnet wire insulation coating when manufacturing a wire product, and can detect defects in the insulation coating that occur. Furthermore, the defect detection device is simplified and the operation is facilitated.
- the winding load reproduction device of the present application has a load reproduction mechanism that reproduces at least one load of friction or stretching on the insulation coating of the magnet wire, and simulates the occurrence of defects in the insulation coating of the magnet wire in the manufacture of winding products, so it can be widely applied to defect detection devices that detect defects in the insulation coating of magnet wires.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Testing Of Short-Circuits, Discontinuities, Leakage, Or Incorrect Line Connections (AREA)
Abstract
マグネットワイヤ(2)の絶縁被膜(21B)に摩擦又は延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造におけるマグネットワイヤ(2)の絶縁被膜(21B)の欠陥の発生を模擬する巻線負荷再現装置300と、マグネットワイヤ2の絶縁被膜21Bの欠陥を検出する欠陥検出装置400とを備えるマグネットワイヤ絶縁被膜の検査装置(100)。
Description
本願は、巻線負荷再現装置、マグネットワイヤ絶縁被膜の検査装置、マグネットワイヤ絶縁被膜の検査方法、および回転電機の製造方法に関するものである。
モーターおよびトランスのコイルに巻線されるマグネットワイヤは、表面をワニスでコーティングして電気絶縁処理がなされている。ワニス絶縁被膜にキズおよび気泡、ピンホール、クラック等の欠陥が存在すると、そこが電気的に脆弱な箇所となり電圧を印加した際の破壊の起点となり得る。
皮膜欠陥の検出方法として、使用するマグネットワイヤが巻線される前にその欠陥を検出する方法が開示されている(例えば、特許文献1)。また、巻線された後のコイルを導電性の液体に浸漬させて欠陥の位置を特定する方法が開示されている(例えば、特許文献2)。
巻線製品の製造にあっては、使用するマグネットワイヤの材料を選定する上で、予めその絶縁被膜の欠陥発生頻度がどの程度か把握するための検査法及び検査装置が求められる。また、巻線製品の電気的な不良発生低減のためには、マグネットワイヤ製造、輸送時に発生する欠陥のみならず、巻線製品の製造時に受ける負荷による欠陥についても把握する必要がある。
しかし、特許文献1の方法では、巻線製品の製造工程で発生する絶縁被膜欠陥について把握することは難しく、また特許文献2の方法では、巻線製品として完成してからの検査となるため、全量を検査すると非常にコストと時間のかかる問題がある。
しかし、特許文献1の方法では、巻線製品の製造工程で発生する絶縁被膜欠陥について把握することは難しく、また特許文献2の方法では、巻線製品として完成してからの検査となるため、全量を検査すると非常にコストと時間のかかる問題がある。
本願は、上記のような課題を解決するための技術を開示するものであり、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する装置および検査する方法を提供することを目的とする。
本願に開示される巻線負荷再現装置は、マグネットワイヤの絶縁被膜に摩擦または延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造におけるマグネットワイヤの絶縁被膜の欠陥の発生を模擬するものである。
本願に開示されるマグネットワイヤ絶縁被膜の検査装置は、巻線負荷再現装置を備え、更にマグネットワイヤの絶縁被膜の欠陥を検出する欠陥検出装置と、を備えたものである。
本願に開示されるマグネットワイヤ絶縁被膜の検査方法は、マグネットワイヤの絶縁被膜の欠陥を検出する方法であって、通過するマグネットワイヤに対して動摩擦力を付与して両側から押圧することで摩擦による前記絶縁被膜への負荷を再現するバックテンショナ負荷再現ステップと、マグネットワイヤ巻取時における巻線ノズル端部との摩擦による絶縁被膜への負荷を再現する巻線ノズル負荷再現ステップと、マグネットワイヤの動線経路で周期的かつ急峻な張力変動を発生させることで、テンション変動による絶縁被膜への負荷を再現するテンション変動負荷再現ステップと、マグネットワイヤの前記絶縁被膜の欠陥を検出する欠陥検出ステップと、を備えたものである。
本願に開示される回転電機の製造方法は、マグネットワイヤ絶縁被膜の検査方法で検査し、巻線負荷によるマグネットワイヤの絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤと同一ロットのマグネットワイヤを用いて、巻線された鉄心を用いて回転電機を製造するステップを備えたものである。
本願に開示されるマグネットワイヤ絶縁被膜の検査装置は、巻線負荷再現装置を備え、更にマグネットワイヤの絶縁被膜の欠陥を検出する欠陥検出装置と、を備えたものである。
本願に開示されるマグネットワイヤ絶縁被膜の検査方法は、マグネットワイヤの絶縁被膜の欠陥を検出する方法であって、通過するマグネットワイヤに対して動摩擦力を付与して両側から押圧することで摩擦による前記絶縁被膜への負荷を再現するバックテンショナ負荷再現ステップと、マグネットワイヤ巻取時における巻線ノズル端部との摩擦による絶縁被膜への負荷を再現する巻線ノズル負荷再現ステップと、マグネットワイヤの動線経路で周期的かつ急峻な張力変動を発生させることで、テンション変動による絶縁被膜への負荷を再現するテンション変動負荷再現ステップと、マグネットワイヤの前記絶縁被膜の欠陥を検出する欠陥検出ステップと、を備えたものである。
本願に開示される回転電機の製造方法は、マグネットワイヤ絶縁被膜の検査方法で検査し、巻線負荷によるマグネットワイヤの絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤと同一ロットのマグネットワイヤを用いて、巻線された鉄心を用いて回転電機を製造するステップを備えたものである。
本願に開示される巻線負荷再現装置によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現することができる。
本願に開示されるマグネットワイヤ絶縁被膜の検査装置によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する装置を提供することができる。
本願に開示されるマグネットワイヤ絶縁被膜の検査方法によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する方法を提供することができる。
本願に開示される回転電機の製造方法によれば、マグネットワイヤ絶縁被膜の検査方法で検査され、巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤと同一ロットを使用した回転電機を提供できる。
本願に開示されるマグネットワイヤ絶縁被膜の検査装置によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する装置を提供することができる。
本願に開示されるマグネットワイヤ絶縁被膜の検査方法によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する方法を提供することができる。
本願に開示される回転電機の製造方法によれば、マグネットワイヤ絶縁被膜の検査方法で検査され、巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤと同一ロットを使用した回転電機を提供できる。
実施の形態1.
実施の形態1は、マグネットワイヤの絶縁被膜に摩擦または延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造におけるマグネットワイヤの絶縁被膜の欠陥の発生を模擬するものである。また、実施の形態1は、巻線負荷再現装置を備えたマグネットワイヤ絶縁被膜の検査装置に関するものである。さらに、巻線負荷再現装置を用いたマグネットワイヤ絶縁被膜の検査方法、およびマグネットワイヤ絶縁被膜の検査方法で検査し、巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤを用いて、巻線された鉄心を用いて製造する回転電機の製造方法に関するものである。
実施の形態1は、マグネットワイヤの絶縁被膜に摩擦または延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造におけるマグネットワイヤの絶縁被膜の欠陥の発生を模擬するものである。また、実施の形態1は、巻線負荷再現装置を備えたマグネットワイヤ絶縁被膜の検査装置に関するものである。さらに、巻線負荷再現装置を用いたマグネットワイヤ絶縁被膜の検査方法、およびマグネットワイヤ絶縁被膜の検査方法で検査し、巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤを用いて、巻線された鉄心を用いて製造する回転電機の製造方法に関するものである。
以下、実施の形態1に係る巻線負荷再現装置、マグネットワイヤ絶縁被膜の検査装置、マグネットワイヤ絶縁被膜の検査方法、および回転電機の製造方法について、マグネットワイヤ絶縁被膜の検査装置の全体構成図である図1、巻線負荷再現装置のバックテンショナ負荷再現部の概略構成図である図2、巻線ノズル負荷再現部の概略構成図である図3、テンション変動負荷再現部の概略構成図である図4、ダミーコア回転体の斜視図である図5、コア角部負荷再現部の概略構成図である図6、角部再現回転体の斜視図である図7、コア角部負荷再現部の概略構成図である図8、マグネットワイヤ絶縁被膜の検査装置の欠陥検出装置の構成図である図9、検査対象(丸線型)の構造概念図である図10A、検査対象(平角線型)の構造概念図である図10B、欠陥検出装置の別の構成図である図11、検査装置の導電性液体補給機構の構成概念図である図12、マグネットワイヤ絶縁被膜の検査方法のフローチャートである図13、およびマグネットワイヤ絶縁被膜の検査方法の回転電機への適用例の説明図である図14に基づいて説明する。
なお、各図において、同一部分もしくは相当部分は、同一符号で示し、重複する説明は、省略する。
なお、各図において、同一部分もしくは相当部分は、同一符号で示し、重複する説明は、省略する。
まず、実施の形態1のマグネットワイヤ絶縁被膜の検査装置100の全体構成を図1に基づいて説明する。
実施の形態1のマグネットワイヤ絶縁被膜の検査装置100は、検査対象であるマグネットワイヤを検査するために、巻線負荷再現装置300、欠陥検出装置400、およびワイヤ掃引装置(サーボモータ5等)を備えている。
実施の形態1のマグネットワイヤ絶縁被膜の検査装置100は、検査対象であるマグネットワイヤを検査するために、巻線負荷再現装置300、欠陥検出装置400、およびワイヤ掃引装置(サーボモータ5等)を備えている。
まず、マグネットワイヤ絶縁被膜の検査装置100の全体的な動作(マグネットワイヤ2の流れ)を説明する。
ワイヤ掃引装置は、検査対象であるマグネットワイヤ2を掃引するための装置であり、
供給ボビン1、テンショナ3、巻取ボビン4、サーボモータ5、およびトラバース機構6A、6Bを備えている。
なお、図1において、矢印「WPD」はマグネットワイヤ2の進行方向を表している。図2以降についても同様である。トラバース機構6A、6Bを区別する必要がない場合は、適宜トラバース機構6と記載する。
ワイヤ掃引装置は、検査対象であるマグネットワイヤ2を掃引するための装置であり、
供給ボビン1、テンショナ3、巻取ボビン4、サーボモータ5、およびトラバース機構6A、6Bを備えている。
なお、図1において、矢印「WPD」はマグネットワイヤ2の進行方向を表している。図2以降についても同様である。トラバース機構6A、6Bを区別する必要がない場合は、適宜トラバース機構6と記載する。
マグネットワイヤ絶縁被膜の検査装置100は、地面に対して軸方向が垂直になるように置かれた供給ボビン1から、材料であるマグネットワイヤ2が引き出されている。引き出されたマグネットワイヤ2は、テンショナ3を通り、巻線負荷再現装置300、欠陥検出装置400、トラバース機構6を経て、巻取ボビン4に巻き取られる。
巻取ボビン4の軸方向はマグネットワイヤ2の進行方向に対して垂直の位置にあり、サーボモータ5から動力が伝達されることで軸が回転する。
テンショナ3から巻取ボビン4までの区間におけるマグネットワイヤ2は、テンショナ3により所定の張力に保たれている。また、マグネットワイヤ2は供給ボビン1における巻始め側の端部を通じて電気的に繋がるように設置されている。
なお、図1ではベルトによる動力伝達が示されているが、巻取ボビン4の軸を回転させる機構であれば動力伝達方式にはチェーンおよびギアを採用しても良い。
巻取ボビン4の軸方向はマグネットワイヤ2の進行方向に対して垂直の位置にあり、サーボモータ5から動力が伝達されることで軸が回転する。
テンショナ3から巻取ボビン4までの区間におけるマグネットワイヤ2は、テンショナ3により所定の張力に保たれている。また、マグネットワイヤ2は供給ボビン1における巻始め側の端部を通じて電気的に繋がるように設置されている。
なお、図1ではベルトによる動力伝達が示されているが、巻取ボビン4の軸を回転させる機構であれば動力伝達方式にはチェーンおよびギアを採用しても良い。
本実施の形態では、巻線負荷再現装置300は、テンショナ3の後のトラバース機構6Aとトラバース機構6Bとの間の領域に配置され、マグネットワイヤ2の動線が横切る場所に設置される。
欠陥検出装置400は、巻線負荷再現装置300とトラバース機構6Bとの間の領域に配置され、マグネットワイヤ2の動線が横切る場所に設置される。
欠陥検出装置400は、巻線負荷再現装置300とトラバース機構6Bとの間の領域に配置され、マグネットワイヤ2の動線が横切る場所に設置される。
次に、巻線負荷再現装置300について説明する。
巻線負荷再現装置300では、一般的なモーターコイル巻線機で生産を行う際、ボビンから供給されコアに巻き取られるまでの経路でマグネットワイヤが受ける負荷を再現する機能を有する。
すなわち、巻線負荷再現装置300は、マグネットワイヤの絶縁被膜に摩擦または延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造におけるマグネットワイヤの絶縁被膜の欠陥の発生を模擬することができる。
例えば、スピンドル巻線機の場合、マグネットワイヤには、主に(1)テンショナとの摩擦による負荷、(2)巻線ノズルとの摩擦による負荷、(3)直方体のコアに巻線する際に生じるテンション変動による負荷、(4)直方体のモーターコアに巻線する際のコア角部での屈曲による負荷がある。
巻線負荷再現装置300では、一般的なモーターコイル巻線機で生産を行う際、ボビンから供給されコアに巻き取られるまでの経路でマグネットワイヤが受ける負荷を再現する機能を有する。
すなわち、巻線負荷再現装置300は、マグネットワイヤの絶縁被膜に摩擦または延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造におけるマグネットワイヤの絶縁被膜の欠陥の発生を模擬することができる。
例えば、スピンドル巻線機の場合、マグネットワイヤには、主に(1)テンショナとの摩擦による負荷、(2)巻線ノズルとの摩擦による負荷、(3)直方体のコアに巻線する際に生じるテンション変動による負荷、(4)直方体のモーターコアに巻線する際のコア角部での屈曲による負荷がある。
巻線負荷再現装置300によりモーターコイル巻線機における経路の負荷を再現することで、マグネットワイヤの生産工程から存在するピンホール等の欠陥のみならず、モーターコイル加工の負荷によるクラック等の欠陥等も把握することができる。このためモーター製造の材料選定において、より高精度なマグネットワイヤの性能評価が期待できる。
巻線負荷再現装置300は、負荷再現機構として、バックテンショナ負荷再現部300A、巻線ノズル負荷再現部300B、テンション変動負荷再現部300C、およびコア角部負荷再現部300Dを備えている。
各負荷再現部の構成、機能、動作について、図2から図8に基づいて順次説明する。
なお、各負荷再現部(300A、300B、300C、300D)を区別しないで、まとめて記載する場合は、適宜、負荷再現機構と記載する。
各負荷再現部の構成、機能、動作について、図2から図8に基づいて順次説明する。
なお、各負荷再現部(300A、300B、300C、300D)を区別しないで、まとめて記載する場合は、適宜、負荷再現機構と記載する。
バックテンショナ負荷再現部300Aについて、図2に基づいて説明する。バックテンショナ負荷再現部300Aは、上記の(1)のテンショナとの摩擦による負荷を再現する。なお、図2において、Pは「押圧」である。
バックテンショナ負荷再現部300Aでは、バックテンショナ31がマグネットワイヤ2を複数のサファイア板32で挟み、通過するマグネットワイヤ2に対して動摩擦力を付与して両側から押圧する。押圧力およびその調整にはエアシリンダ等を用いる。
また、本実施の形態ではサファイア板を用いて説明しているが、代わりに他の結晶性材料およびフェルト素材を使用しても良い。
実際のコイル巻線工程を想定する場合においても、図3の巻線ノズル負荷再現部300Bの前部に設置する。
バックテンショナ負荷再現部300Aでは、バックテンショナ31がマグネットワイヤ2を複数のサファイア板32で挟み、通過するマグネットワイヤ2に対して動摩擦力を付与して両側から押圧する。押圧力およびその調整にはエアシリンダ等を用いる。
また、本実施の形態ではサファイア板を用いて説明しているが、代わりに他の結晶性材料およびフェルト素材を使用しても良い。
実際のコイル巻線工程を想定する場合においても、図3の巻線ノズル負荷再現部300Bの前部に設置する。
巻線ノズル負荷再現部300Bについて、図3に基づいて説明する。巻線ノズル負荷再現部300Bは、上記の(2)の巻線ノズルとの摩擦による負荷を再現する。
巻線ノズル負荷再現部300Bは、中空の巻線ノズル33、プーリー34、可動プーリー35が設けられ、マグネットワイヤ2が通される。巻線ノズル33、プーリー34はマグネットワイヤ絶縁被膜の検査装置100内に固定される。
巻線ノズル負荷再現部300Bは、中空の巻線ノズル33を備え、巻線ノズル内部を通過するマグネットワイヤ2に対して、マグネットワイヤ巻取時における、巻線ノズル端部との摩擦による絶縁被膜への負荷を再現する。
可動プーリー35は、可動プーリー35を通過した後のマグネットワイヤ2の進行方向に沿って前後に固定位置を移動させることができる。巻線ノズル33のノズル口からマグネットワイヤ2が出る角度を変えることで、マグネットワイヤ2が受ける巻線ノズル33との摩擦負荷を任意に調整できる。
巻線ノズル負荷再現部300Bは、中空の巻線ノズル33、プーリー34、可動プーリー35が設けられ、マグネットワイヤ2が通される。巻線ノズル33、プーリー34はマグネットワイヤ絶縁被膜の検査装置100内に固定される。
巻線ノズル負荷再現部300Bは、中空の巻線ノズル33を備え、巻線ノズル内部を通過するマグネットワイヤ2に対して、マグネットワイヤ巻取時における、巻線ノズル端部との摩擦による絶縁被膜への負荷を再現する。
可動プーリー35は、可動プーリー35を通過した後のマグネットワイヤ2の進行方向に沿って前後に固定位置を移動させることができる。巻線ノズル33のノズル口からマグネットワイヤ2が出る角度を変えることで、マグネットワイヤ2が受ける巻線ノズル33との摩擦負荷を任意に調整できる。
テンション変動負荷再現部300Cについて、図4、図5に基づいて説明する。テンション変動負荷再現部300Cは、上記の(3)の直方体のコアに巻線する際に生じるテンション変動による負荷を再現する。
図4はテンション変動負荷再現部300Cの側面図である。図5は、ダミーコア回転体36の斜視図である。
実際のコイル巻線工程を想定する場合においても、巻線ノズル負荷再現部300Bの後部に設置する。
図4はテンション変動負荷再現部300Cの側面図である。図5は、ダミーコア回転体36の斜視図である。
実際のコイル巻線工程を想定する場合においても、巻線ノズル負荷再現部300Bの後部に設置する。
テンション変動負荷再現部300Cは、ダミーコア回転体36、ダンサローラ37、プーリー34を備えている。通過するマグネットワイヤ2は、図5のダミーコア回転体36の斜視図のようにダミーコア回転体36に1周または複数回巻きつけて、ダンサローラ37側へ通される。
ダミーコア回転体36が回転する際、角型で長方形の断面形状のため、動線経路で周期的かつ急峻な張力変動を発生させる。このため、実際のスピンドル巻線におけるテンション変動負荷を再現できる。ダンサローラ37は、以降の動線経路で生じる張力変動を吸収する。
ダミーコア回転体36が回転する際、角型で長方形の断面形状のため、動線経路で周期的かつ急峻な張力変動を発生させる。このため、実際のスピンドル巻線におけるテンション変動負荷を再現できる。ダンサローラ37は、以降の動線経路で生じる張力変動を吸収する。
また、ダミーコア回転体36の軸方向端部には、回転時にマグネットワイヤ2が脱落しないために、断面形状より面積の大きいガイドを設ける。ダミーコア回転体36の側面は、接するマグネットワイヤ2が滑らないよう摩擦力の大きい素材を使用することが望ましい。
ダミーコア回転体36の断面形状は、生産での使用が想定されるモーターコアの断面形状と合わせることができる。
以上説明のように、テンション変動負荷再現部300Cは、ダンサローラ37と直方体形状のダミーコア回転体36を備え、マグネットワイヤ2に対して、ダミーコア回転体36によりマグネットワイヤ2の動線経路で周期的かつ急峻な張力変動を発生させることで、テンション変動による絶縁被膜への負荷を再現する。
ダミーコア回転体36の断面形状は、生産での使用が想定されるモーターコアの断面形状と合わせることができる。
以上説明のように、テンション変動負荷再現部300Cは、ダンサローラ37と直方体形状のダミーコア回転体36を備え、マグネットワイヤ2に対して、ダミーコア回転体36によりマグネットワイヤ2の動線経路で周期的かつ急峻な張力変動を発生させることで、テンション変動による絶縁被膜への負荷を再現する。
コア角部負荷再現部300Dについて、図6、図7、図8に基づいて説明する。コア角部負荷再現部300Dは、上記の(4)の直方体のモーターコアに巻線する際のコア角部での屈曲による負荷を再現する。
図6はコア角部負荷再現部300Dの側面図である。図7は角部再現回転体38の斜視図である。図8は丸型角部再現回転体39を使用したコア角部負荷再現部300Dの側面図である。
図6はコア角部負荷再現部300Dの側面図である。図7は角部再現回転体38の斜視図である。図8は丸型角部再現回転体39を使用したコア角部負荷再現部300Dの側面図である。
コア角部負荷再現部300Dは、直方体形状の角部再現回転体38、プーリー34を備えている。通過するマグネットワイヤ2は、図7の角部再現回転体38の斜視図のように銅線経路が角部再現回転体38で直角に曲がるようにプーリー34の位置が調整される。
角部再現回転体38が回転する際、角型の断面形状のため、最大90°の周期的な屈曲が動線経路で生じる。このため、実際のスピンドル巻線のコア角部におけるマグネットワイヤの屈曲負荷を再現できる。
角部再現回転体38が回転する際、角型の断面形状のため、最大90°の周期的な屈曲が動線経路で生じる。このため、実際のスピンドル巻線のコア角部におけるマグネットワイヤの屈曲負荷を再現できる。
また、角部再現回転体38の軸方向端部には、ダミーコア回転体36同様、回転時にマグネットワイヤ2が脱落しないために、断面形状より面積の大きいガイドを設ける。角部再現回転体38の側面は、接するマグネットワイヤ2が滑らないよう摩擦力の大きい素材を使用することが望ましい。
角部再現回転体38の断面形状は、生産での使用が想定されるモーターコアの角部のRと合わせることができる。
角部再現回転体38の断面形状は、生産での使用が想定されるモーターコアの角部のRと合わせることができる。
テンション変動負荷再現部300Cでもダミーコア回転体36によってコア角部におけるマグネットワイヤの屈曲負荷を再現することが可能であるが、コア角部負荷再現部300Dを使えば、角部再現回転体38の周長をモーターコアより短くできる。これによりコア角部における屈曲負荷を、同じ線長においてモーターコアの場合よりも高密度でマグネットワイヤ上に再現することができる。
また、図8のコア角部負荷再現部300Dの側面図のように、モーターコアの角部のRと同等の微小な直径を有するプーリーである円筒形状の丸型角部再現回転体39を角部再現回転体38の代わりに使用すれば、コア角部の屈曲による負荷をマグネットワイヤ上に連続的に再現できる。すなわち、モーターコアの角部のRと同等の屈曲を連続的に動線経路に生じさせる。
なお、角部再現回転体38を用いた図6のコア角部負荷再現部と丸型角部再現回転体39を用いた図8のコア角部負荷再現部とを区別する場合は、図6のコア角部負荷再現部を周期的屈曲コア角部負荷再現部と記載する。図8のコア角部負荷再現部を連続的屈曲コア角部負荷再現部と記載する。区別せずに、まとめて記載する場合は、コア角部負荷再現部と記載する。
本実施の形態では、図2から図8に示した各負荷再現部(300A、300B、300C、300D)の設定調整で、種々の巻線機でマグネットワイヤが動線経路で受ける負荷の再現が可能である。
例えば、ノズル巻線機における負荷を再現する場合、図3の巻線ノズル負荷再現部300Bにおいて、可動プーリー35をノズル出口直下に移動させ、マグネットワイヤ2がノズル出口で90°曲がるように経路変更する。
フライヤー巻線機のマグネットワイヤ動線経路におけるマグネットワイヤへの負荷は、基本的にスピンドル巻線機と同様である。しかし、適用を想定する生産設備に合わせて可動プーリー35を移動し、ノズル出口におけるマグネットワイヤ角度を調整することで、実態に近い負荷を再現することができる。
例えば、ノズル巻線機における負荷を再現する場合、図3の巻線ノズル負荷再現部300Bにおいて、可動プーリー35をノズル出口直下に移動させ、マグネットワイヤ2がノズル出口で90°曲がるように経路変更する。
フライヤー巻線機のマグネットワイヤ動線経路におけるマグネットワイヤへの負荷は、基本的にスピンドル巻線機と同様である。しかし、適用を想定する生産設備に合わせて可動プーリー35を移動し、ノズル出口におけるマグネットワイヤ角度を調整することで、実態に近い負荷を再現することができる。
次に、欠陥検出装置400の構成、機能、動作を図9に基づいて説明する。
欠陥検出装置400は、マグネットワイヤ2に部分放電検出用電圧を印加するための設備として、導電性液体槽41、導電性液体42、湿式電極43A、43B、導電性液体42に下部を浸漬した金属電極44、および湿式電極43を保持するクランプ45を備えている。
欠陥検出装置400は、さらに、部分放電を検出するための装置として、マグネットワイヤ2の導体と絶縁被膜の表面との間に検出用電圧を印加する電源46、部分放電検出装置47、およびパソコン48を備えている。
なお、図9では、「D1」は湿式電極43の電極幅を表し、パソコンを「PC」と記載している。
また、湿式電極43A、43Bは、特に区別する必要がない場合は、湿式電極43と記載する。
欠陥検出装置400は、マグネットワイヤ2に部分放電検出用電圧を印加するための設備として、導電性液体槽41、導電性液体42、湿式電極43A、43B、導電性液体42に下部を浸漬した金属電極44、および湿式電極43を保持するクランプ45を備えている。
欠陥検出装置400は、さらに、部分放電を検出するための装置として、マグネットワイヤ2の導体と絶縁被膜の表面との間に検出用電圧を印加する電源46、部分放電検出装置47、およびパソコン48を備えている。
なお、図9では、「D1」は湿式電極43の電極幅を表し、パソコンを「PC」と記載している。
また、湿式電極43A、43Bは、特に区別する必要がない場合は、湿式電極43と記載する。
導電性液体槽41の内部に導電性液体42が保持されている。導電性液体槽41の上部に軟質かつ吸湿性を持つフェルト素材による直方体形状の湿式電極43A、43Bが設けられている。この湿式電極43A、43B間にマグネットワイヤ2が配置される。
湿式電極43A、43Bは、導電性液体槽41に固定されたクランプ45によって、マグネットワイヤ2に押し付けられ、保持される。すなわち、直方体形状の湿式電極43A、43Bがマグネットワイヤ2を挟み込むように接触している。
湿式電極43A、43Bは、導電性液体槽41に固定されたクランプ45によって、マグネットワイヤ2に押し付けられ、保持される。すなわち、直方体形状の湿式電極43A、43Bがマグネットワイヤ2を挟み込むように接触している。
下部が導電性液体42に浸漬されている湿式電極43は、吸湿性であるため、導電性液体42で湿潤している。さらに、湿式電極43は軟質であるため、クランプ45によってマグネットワイヤ2に押し付けられることで、湿式電極43の電極幅D1の領域においてマグネットワイヤ2の全周と接触している。すなわち、湿式電極43の電極幅D1の領域において導電性液体42がマグネットワイヤ2の全周で接触していることとなる。この構成によって、導電性液体42をマグネットワイヤ2の表面に効率的に接触することができる。
マグネットワイヤ2は、マグネットワイヤ絶縁被膜の検査装置100の全体的な動作で説明した図1の巻取ボビン4への巻取動作により、湿式電極43と電極幅D1の接触領域を保ちながら摺動する。
マグネットワイヤ2は、マグネットワイヤ絶縁被膜の検査装置100の全体的な動作で説明した図1の巻取ボビン4への巻取動作により、湿式電極43と電極幅D1の接触領域を保ちながら摺動する。
電源46と部分放電検出装置47に接続されている金属電極44は、下部が導電性液体42に浸漬され、導電性液体42に部分放電検出用電圧を印加する電極として使用する。 さらに、湿式電極43A、43Bは導電性液体42で湿潤しているため、電源46を接続すると、湿式電極43の電極幅D1の領域においてマグネットワイヤ2の全周に部分放電検出用電圧が印加される。
ここで、2つのタイプのマグネットワイヤ2について、図10A、図10Bに基づいて説明する。
図10Aは丸線型のマグネットワイヤ21であり、軸方向に対して垂直に切った断面図である。マグネットワイヤ21は軸中心部に導体21Aがあり、その表面全体を絶縁被膜21Bが定められた皮膜厚みで覆う形で構成されている。
図10Bは平角線型のマグネットワイヤ22であり、軸方向に対して垂直に切った断面図である。導体22Aおよび絶縁被膜22Bの断面形状が角型であること以外において、基本的な構成は図10Aの丸線型と同様である。
マグネットワイヤ21(22)がこのような構成であるため、以下の測定方法でマグネットワイヤ21(22)の絶縁被膜21B(22B)における電気的な欠陥を連続的に検出することが可能となる。
なお、ここでは、区別するために、丸線型をマグネットワイヤ21、平角線型をマグネットワイヤ22とした。まとめて記載する場合は、マグネットワイヤ2とし、必要がある場合は、丸線型のマグネットワイヤ21を代表例として記載する。
図10Aは丸線型のマグネットワイヤ21であり、軸方向に対して垂直に切った断面図である。マグネットワイヤ21は軸中心部に導体21Aがあり、その表面全体を絶縁被膜21Bが定められた皮膜厚みで覆う形で構成されている。
図10Bは平角線型のマグネットワイヤ22であり、軸方向に対して垂直に切った断面図である。導体22Aおよび絶縁被膜22Bの断面形状が角型であること以外において、基本的な構成は図10Aの丸線型と同様である。
マグネットワイヤ21(22)がこのような構成であるため、以下の測定方法でマグネットワイヤ21(22)の絶縁被膜21B(22B)における電気的な欠陥を連続的に検出することが可能となる。
なお、ここでは、区別するために、丸線型をマグネットワイヤ21、平角線型をマグネットワイヤ22とした。まとめて記載する場合は、マグネットワイヤ2とし、必要がある場合は、丸線型のマグネットワイヤ21を代表例として記載する。
巻線負荷再現装置300の各負荷再現部は個別に着脱可能であるため、欠陥発生要因を切り分けて検証することが可能である。
つまり本実施の形態の構成によれば、マグネットワイヤ2に発生した欠陥が、巻線ノズルによる負荷の影響か、あるいはバックテンショナ31による負荷の影響か、あるいはマグネットワイヤ素線の特性かを把握できる。
この結果、巻線機のノズル先端形状の設計変更、あるいはバックテンショナ31の押しつけ力の軽減、あるいはマグネットワイヤ2の耐摩耗性が高いグレードへの変更等、巻線製品の開発において適切な対策を講じることができる。
つまり本実施の形態の構成によれば、マグネットワイヤ2に発生した欠陥が、巻線ノズルによる負荷の影響か、あるいはバックテンショナ31による負荷の影響か、あるいはマグネットワイヤ素線の特性かを把握できる。
この結果、巻線機のノズル先端形状の設計変更、あるいはバックテンショナ31の押しつけ力の軽減、あるいはマグネットワイヤ2の耐摩耗性が高いグレードへの変更等、巻線製品の開発において適切な対策を講じることができる。
また、マグネットワイヤ絶縁被膜の検査装置100は、マグネットワイヤの材料選定、および巻線機内での負荷設計検討のために使用することを想定しており、検査したマグネットワイヤの生産への再利用は基本的に行わない。なお、検査して巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤと同一製造ロットのマグネットワイヤを用いて、回転電機に用いる固定子を製造してもよい。
次に、マグネットワイヤ2の絶縁被膜の欠陥検出の具体的方法について説明する。
なお、部分放電検出のために電圧を印加する電源として、直流電源、交流電源のいずれも使用できるが、高電圧の発生が容易な交流電源を使用することを想定して説明する。
マグネットワイヤ2の絶縁被膜の欠陥の検出を行う際、前述した通り、電源46をマグネットワイヤ2の導体21Aと金属電極44に接続し、湿式電極43の電極幅D1の領域においてマグネットワイヤ2の外周表面に交流電圧を印加する。
もし湿式電極43の電極幅D1の検出領域に絶縁被膜21Bを貫通するピンホール欠陥が存在する場合、導電性液体42は絶縁被膜21Bの内側の導体21Aと直接接触するため、電圧印加時には電流が検出され、電極幅D1領域で絶縁欠陥を検出できる。
なお、部分放電検出のために電圧を印加する電源として、直流電源、交流電源のいずれも使用できるが、高電圧の発生が容易な交流電源を使用することを想定して説明する。
マグネットワイヤ2の絶縁被膜の欠陥の検出を行う際、前述した通り、電源46をマグネットワイヤ2の導体21Aと金属電極44に接続し、湿式電極43の電極幅D1の領域においてマグネットワイヤ2の外周表面に交流電圧を印加する。
もし湿式電極43の電極幅D1の検出領域に絶縁被膜21Bを貫通するピンホール欠陥が存在する場合、導電性液体42は絶縁被膜21Bの内側の導体21Aと直接接触するため、電圧印加時には電流が検出され、電極幅D1領域で絶縁欠陥を検出できる。
また、マグネットワイヤ絶縁被膜の検査装置100内で巻線動作が行われる際、マグネットワイヤ2は必ず欠陥検出装置400の湿式電極43の電極幅D1領域を通過する。そのため供給ボビン1から巻き出されるマグネットワイヤ2の全領域に対して、製造時および巻線負荷により発生する欠陥を検知できる。
さらに絶縁被膜21Bに、非貫通であるが、内部に気泡またはクラックが存在する場合においても、絶縁被膜の欠陥の検出が可能である。
すなわち、あらかじめ定められた大きさの交流電圧を印加することで、湿式電極43を湿潤する導電性液体42とマグネットワイヤ2との間には部分放電が発生し、部分放電検出装置47では電荷が検出される。絶縁被膜21Bに気泡またはクラックの欠陥がある場合に検出される放電電荷量は、欠陥がない場合と比較して大きくなる。
このように部分放電を利用することで、絶縁被膜21Bの欠陥が導通するような貫通穴ではなくても検出することが可能である。
すなわち、あらかじめ定められた大きさの交流電圧を印加することで、湿式電極43を湿潤する導電性液体42とマグネットワイヤ2との間には部分放電が発生し、部分放電検出装置47では電荷が検出される。絶縁被膜21Bに気泡またはクラックの欠陥がある場合に検出される放電電荷量は、欠陥がない場合と比較して大きくなる。
このように部分放電を利用することで、絶縁被膜21Bの欠陥が導通するような貫通穴ではなくても検出することが可能である。
部分放電が長期間に渡り同じ箇所に発生する場合は、絶縁被膜21Bを劣化させる原因となり得るが、一般的な巻線機の送り速度で湿式電極43の電極幅D1を通過する時間であれば、ほとんど劣化の影響は受けない。つまり、マグネットワイヤ2の絶縁被膜21Bにおける欠陥を非破壊で検出することが可能である。
部分放電は印加する交流電圧の1波長につき、最大2回発生する。このため、欠陥検出装置400の測定電圧の周波数を50Hzとした場合、部分放電の発生頻度は1秒当たり100回である。
したがって、巻線されるマグネットワイヤ2の全領域の欠陥を漏れなく検査するためには、巻線速度である1秒当たりに進む距離を湿式電極43の電極幅D1の領域の100倍以下(周波数の2倍以下)に設定しなければならない。仮に電極幅D1が10mmとすると、巻線速度は1000mm/sec以下で設定する必要がある。
湿式電極43の電極幅D1を更に大きくすると、マグネットワイヤ2の絶縁被膜の欠陥の検出確率をさらに向上させることが期待できる。
したがって、巻線されるマグネットワイヤ2の全領域の欠陥を漏れなく検査するためには、巻線速度である1秒当たりに進む距離を湿式電極43の電極幅D1の領域の100倍以下(周波数の2倍以下)に設定しなければならない。仮に電極幅D1が10mmとすると、巻線速度は1000mm/sec以下で設定する必要がある。
湿式電極43の電極幅D1を更に大きくすると、マグネットワイヤ2の絶縁被膜の欠陥の検出確率をさらに向上させることが期待できる。
上記説明は例として図10Aの丸線型のマグネットワイヤ21を用いて説明を行ったが、湿式電極43は軟質であるため、図10Bで示した平角線型のマグネットワイヤ22でも同様に適用可能である。
湿式電極43の素材としてフェルト素材を挙げたが、吸水性があり使用するマグネットワイヤ2の曲面に沿って密着できる程度軟質であり、導電性があればよく、例えばスポンジのような海綿素材を用いても良い。すなわち、湿式電極43をスポンジ電極としてもよい。
湿式電極43の素材としてフェルト素材を挙げたが、吸水性があり使用するマグネットワイヤ2の曲面に沿って密着できる程度軟質であり、導電性があればよく、例えばスポンジのような海綿素材を用いても良い。すなわち、湿式電極43をスポンジ電極としてもよい。
導電性液体42には、メチルアルコール、エチルアルコール等の揮発性のアルコール類が使用できる。導電性液体42は、アルコール類以外の液体でも良いが、高い導電性を有するとともに、ピンホール等のマグネットワイヤ2の欠陥に浸透するための低い粘性を有している必要がある。導電性液体42は、更に湿式電極43の電極幅D1の検出領域の通過後に速やかに除去される性質を有する必要がある。
クランプ45は、湿式電極43A、43Bをマグネットワイヤ2に押し付けるために用いるが、気中において湿式電極43A、43Bの表面から導電性液体42が蒸発することを抑制する役割も持つ。
またクランプ45の素材は樹脂でも金属でも良いが、銅または鉄のような導電性金属素材を用いることで、次に説明するように、金属電極44を削除することができる。
またクランプ45の素材は樹脂でも金属でも良いが、銅または鉄のような導電性金属素材を用いることで、次に説明するように、金属電極44を削除することができる。
ここで、金属電極44を削除した欠陥検出装置の別の構成例を図11に基づいて説明する。
図11の欠陥検出装置401は、図9の欠陥検出装置400と基本的な構成は同じであるが、部分放電検出のための交流電圧の印加方法が異なっている。図9の欠陥検出装置400と区別するため、欠陥検出装置401としている。
図11の欠陥検出装置401では、電源46および部分放電検出装置47をクランプ45に直接接続して、交流電圧を印加して、部分放電を検出する。
図11の欠陥検出装置401は、図9の欠陥検出装置400と基本的な構成は同じであるが、部分放電検出のための交流電圧の印加方法が異なっている。図9の欠陥検出装置400と区別するため、欠陥検出装置401としている。
図11の欠陥検出装置401では、電源46および部分放電検出装置47をクランプ45に直接接続して、交流電圧を印加して、部分放電を検出する。
次に、導電性液体槽41について、説明する。
導電性液体槽41は絶縁性の素材を使用し、導電性液体42に溶解されない素材を選択する。本実施の形態では、上面の開いた直方体の箱形状で説明しているが、導電性液体42を保持できれば立方体、円柱および円錐形状のいずれでもよい。また、液面からの導電性液体42の蒸発を抑制するため、フロートを浮かべても良く、また導電性液体槽41の上面に蓋を設けても良い。
導電性液体槽41は絶縁性の素材を使用し、導電性液体42に溶解されない素材を選択する。本実施の形態では、上面の開いた直方体の箱形状で説明しているが、導電性液体42を保持できれば立方体、円柱および円錐形状のいずれでもよい。また、液面からの導電性液体42の蒸発を抑制するため、フロートを浮かべても良く、また導電性液体槽41の上面に蓋を設けても良い。
ここで、マグネットワイヤ絶縁被膜の検査装置100の導電性液体補給機構450について、図12に基づいて説明する。
湿式電極43は、マグネットワイヤ2の検査中、常に導電性液体42で湿潤している必要がある。金属電極44を介して湿式電極43に電圧を印加する場合には、湿式電極43の両端は常に導電性液体42の液面下に位置していなければならない。液面高さを維持するには、先に説明した蒸発を抑制するためのフロートの設置に加え、図12に示すように導電性液体槽41に導電性液体42を補給するための導電性液体補給機構450を設置することが有効である。
湿式電極43は、マグネットワイヤ2の検査中、常に導電性液体42で湿潤している必要がある。金属電極44を介して湿式電極43に電圧を印加する場合には、湿式電極43の両端は常に導電性液体42の液面下に位置していなければならない。液面高さを維持するには、先に説明した蒸発を抑制するためのフロートの設置に加え、図12に示すように導電性液体槽41に導電性液体42を補給するための導電性液体補給機構450を設置することが有効である。
図12に示すように、導電性液体補給機構450は給液タンク51、およびバルブ52を備えた給液機構液体槽50を備える。導電性液体槽41には液面レベルスイッチ53が設置され、この液面レベルスイッチ53の信号でバルブ52が開閉される。
具体的には、導電性液体槽41の導電性液体42が予め定められた下限水位を下回ったとき、バルブ52を開き、給液タンク51から導電性液体42を導電性液体槽41内に供給する。導電性液体42が上限水位に達したとき、バルブ52を閉めて導電性液体42の供給を停止する。
電気式の液面レベルスイッチの替わりにフロート式の液面レベルスイッチを用いても良い。
具体的には、導電性液体槽41の導電性液体42が予め定められた下限水位を下回ったとき、バルブ52を開き、給液タンク51から導電性液体42を導電性液体槽41内に供給する。導電性液体42が上限水位に達したとき、バルブ52を閉めて導電性液体42の供給を停止する。
電気式の液面レベルスイッチの替わりにフロート式の液面レベルスイッチを用いても良い。
このように、導電性液体補給機構450を設けることで、湿式電極43に安定して導電性液体42を供給し続けることができる。この結果、湿式電極43を常に湿潤させておくことができ、金属電極44を介して導電性液体42にまたは湿式電極43に交流電圧を印加することで、マグネットワイヤ2の絶縁被膜の部分放電の検出を安定して行うことができる。
以上、実施の形態1のマグネットワイヤ絶縁被膜の検査装置の構成、機能、動作を中心に説明した。ここでマグネットワイヤ絶縁被膜の検査方法について、図13のフローチャートに基づいて説明する。
なお、図13において、バックテンショナ負荷再現ステップを「BLS」と、巻線ノズル負荷再現ステップを「WNS」と、テンション変動負荷再現ステップを「TFS」と記載している。
なお、図13において、バックテンショナ負荷再現ステップを「BLS」と、巻線ノズル負荷再現ステップを「WNS」と、テンション変動負荷再現ステップを「TFS」と記載している。
マグネットワイヤ絶縁被膜の検査方法の処理は、ステップ01(S01)からステップ07(S07)で構成される。
ステップ01(S01)において、バックテンショナ負荷再現ステップ(S02)を実施するかどうかを選択する。バックテンショナ負荷再現ステップ(S02)を実施する場合は、ステップ02(S02)に進み、実施しない場合は、ステップ03(S03)に進む。
ステップ01(S01)において、バックテンショナ負荷再現ステップ(S02)を実施するかどうかを選択する。バックテンショナ負荷再現ステップ(S02)を実施する場合は、ステップ02(S02)に進み、実施しない場合は、ステップ03(S03)に進む。
バックテンショナ負荷再現ステップ(S02)では、巻線製造工程におけるテンショナとの摩擦による負荷を再現する。すなわち、通過するマグネットワイヤ2に対して動摩擦力を付与して両側から押圧することで摩擦による絶縁被膜への負荷を再現する。
ステップ02(S02)の処理が完了すると、ステップ03(S03)に進む。
ステップ02(S02)の処理が完了すると、ステップ03(S03)に進む。
ステップ03(S03)において、巻線ノズル負荷再現ステップ(S04)を実施するかどうかを選択する。巻線ノズル負荷再現ステップ(S04)を実施する場合は、ステップ04(S04)に進み、実施しない場合は、ステップ05(S05)に進む。
巻線ノズル負荷再現ステップ(S04)では、巻線製造工程における巻線ノズルとの摩擦による負荷を再現する。すなわち、マグネットワイヤ巻取時における巻線ノズル端部との摩擦による絶縁被膜への負荷を再現する。
ステップ04(S04)の処理が完了すると、ステップ05(S05)に進む。
ステップ04(S04)の処理が完了すると、ステップ05(S05)に進む。
ステップ05(S05)において、テンション変動負荷再現ステップ(S06)を実施するかどうかを選択する。テンション変動負荷再現ステップ(S06)を実施する場合は、ステップ06(S06)に進み、実施しない場合は、ステップ07(S07)に進む。
テンション変動負荷再現ステップ(S06)では、巻線製造工程における直方体のコアに巻線する際に生じるテンション変動による負荷を再現する。すなわち、マグネットワイヤ2の動線経路で周期的かつ急峻な張力変動を発生させることで、テンション変動による絶縁被膜への負荷を再現する。
ステップ06(S06)の処理が完了すると、ステップ07(S07)に進む。
ステップ06(S06)の処理が完了すると、ステップ07(S07)に進む。
欠陥検出ステップ(S07)では、マグネットワイヤの導体と絶縁被膜の表面と間に交流電圧を印加して、部分放電を検出することで、マグネットワイヤの絶縁被膜の欠陥を検出する。
上記の図13のフローチャートに基づいたマグネットワイヤ絶縁被膜の検査方法の説明では、各負荷再現ステップを実施するかの選択を行った。しかし、通常のマグネットワイヤ2の検査では、すべての負荷再現ステップを実施して、その後、欠陥検出ステップを実施する。
しかし、新規に開発したマグネットワイヤ、または製造工程を変更したマグネットワイヤを検査する場合は、検証対象の負荷に合わせて、各負荷再現ステップの内、いずれか1つ、またはいずれが2つ、またはすべての負荷再現ステップを実施すれば良い。
しかし、新規に開発したマグネットワイヤ、または製造工程を変更したマグネットワイヤを検査する場合は、検証対象の負荷に合わせて、各負荷再現ステップの内、いずれか1つ、またはいずれが2つ、またはすべての負荷再現ステップを実施すれば良い。
なお、直方体のモーターコアに巻線する際のコア角部での屈曲による負荷を再現する場合は、欠陥検出ステップ(S07)の前にコア角部負荷再現ステップを追加することができる。すなわち、マグネットワイヤ巻取時におけるモーターコアの角部での屈曲による絶縁被膜への負荷を周期的屈曲、または連続的屈曲によって発生させて再現する。
次に、マグネットワイヤ絶縁被膜の検査方法を適用して巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤのロットと同一ロットのマグネットワイヤ2を使用して、回転電機を製造する例を図14に基づいて説明する。
図14は、マグネットワイヤ絶縁被膜の検査方法を適用して巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤ2を巻線機のノズル71で巻線された固定子鉄心72を備えた回転電機80を製造するステップを備えた回転電機の製造方法を示している。
すなわち、この回転電機の製造方法により、信頼性の高いマグネットワイヤ絶縁被膜の検査方法で検査されたマグネットワイヤを使用した回転電機を製造できる。
図14は、マグネットワイヤ絶縁被膜の検査方法を適用して巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤ2を巻線機のノズル71で巻線された固定子鉄心72を備えた回転電機80を製造するステップを備えた回転電機の製造方法を示している。
すなわち、この回転電機の製造方法により、信頼性の高いマグネットワイヤ絶縁被膜の検査方法で検査されたマグネットワイヤを使用した回転電機を製造できる。
この回転電機80は、マグネットワイヤ絶縁被膜の検査装置を適用して巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤ2を巻線された固定子鉄心72を用いて、回転電機を製造するステップを備えた回転電機の製造方法によっても製造することができる。
上記説明のように、実施の形態1の巻線負荷再現装置によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現することができる。
マグネットワイヤ絶縁被膜の検査装置によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する装置を提供することができる。
マグネットワイヤ絶縁被膜の検査方法によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する方法を提供することができる。
回転電機の製造方法によれば、マグネットワイヤ絶縁被膜の検査方法で検査され、巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤを使用した回転電機を提供できる。
マグネットワイヤ絶縁被膜の検査装置によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する装置を提供することができる。
マグネットワイヤ絶縁被膜の検査方法によれば、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出する方法を提供することができる。
回転電機の製造方法によれば、マグネットワイヤ絶縁被膜の検査方法で検査され、巻線負荷による絶縁被膜欠陥の発生頻度傾向に問題ないことが把握されたマグネットワイヤを使用した回転電機を提供できる。
実施の形態2.
実施の形態2のマグネットワイヤ絶縁被膜の検査装置は、湿式電極として、実施の形態1とは、別の形態の電極を使用したものである。
実施の形態2のマグネットワイヤ絶縁被膜の検査装置は、湿式電極として、実施の形態1とは、別の形態の電極を使用したものである。
実施の形態2のマグネットワイヤ絶縁被膜の検査装置の湿式電極について、湿式電極の構造図である図15A、図16A、および湿式電極の斜視図である図15B、図16Bに基づいて、実施の形態1との差異を中心に説明する。
実施の形態2の構成図において、実施の形態1と同一あるいは相当部分は、同一の符号を付している。
なお、各図において、分かりやすくするためにクランプおよび導電性液体を除いている。
実施の形態2の構成図において、実施の形態1と同一あるいは相当部分は、同一の符号を付している。
なお、各図において、分かりやすくするためにクランプおよび導電性液体を除いている。
まず、図15A、図15BのU字型湿式電極43Cについて説明する。なお、説明では、U字型湿式電極43Cを湿式電極43Cと記載する。
実施の形態1の図6に示した湿式電極43は、湿式電極43Aと湿式電極43Bの2つに分割され、マグネットワイヤ2を挟み込む形態をとっている。しかし、図15A、図15Bに示す湿式電極43Cのような形状でもよい。図15Aは湿式電極43Cの正面図を、図15Bは斜視図を示す。
実施の形態1の図6に示した湿式電極43は、湿式電極43Aと湿式電極43Bの2つに分割され、マグネットワイヤ2を挟み込む形態をとっている。しかし、図15A、図15Bに示す湿式電極43Cのような形状でもよい。図15Aは湿式電極43Cの正面図を、図15Bは斜視図を示す。
湿式電極43Cは、例えば、図6で示した湿式電極43A、43Bの約2倍の長さを有する直方体形状の1本の長い湿式電極をU字型に上部で曲げた形態で使用する。この折り曲げた部分でマグネットワイヤ2を包み込むように形成する。
この結果、U字形状の折り曲げた部分から延びる2つの部位は、図15Aに示すように接触する。なお、同様な形状に湿式電極43Cを形成できれば、直方体形状の1本の長い形状で電極を形成する必要はない。
この結果、U字形状の折り曲げた部分から延びる2つの部位は、図15Aに示すように接触する。なお、同様な形状に湿式電極43Cを形成できれば、直方体形状の1本の長い形状で電極を形成する必要はない。
この湿式電極43Cの構成では、図6で示した湿式電極43A、43Bの接触面とマグネットワイヤ2の上面および下面との間に生じる微小な空隙を削除できる。このため、効率よく、より確実に導電性液体42をマグネットワイヤ2の表面に接触させることができる。
次に、図16A、図16Bのらせん状湿式電極43Dについて説明する。なお、説明では、らせん状湿式電極43Dを湿式電極43Dと記載する。
図16Aは湿式電極43Dの正面図を、図16Bは斜視図を示す。湿式電極43Dは、図6で示した湿式電極43A、43Bの約2.5倍から3倍程度の長さを有する1本の長い湿式電極をマグネットワイヤ2に対してらせん状に巻き付けながら、その両端は導電性液体42に浸漬させる。
図16Aは湿式電極43Dの正面図を、図16Bは斜視図を示す。湿式電極43Dは、図6で示した湿式電極43A、43Bの約2.5倍から3倍程度の長さを有する1本の長い湿式電極をマグネットワイヤ2に対してらせん状に巻き付けながら、その両端は導電性液体42に浸漬させる。
この湿式電極43Dの構成では、図6に示した湿式電極43A、43Bの接触面とマグネットワイヤ2の上面および下面との間に生じる微小な空隙を全周にわたり削除できる。このため、実施の形態1の湿式電極43および図15A、図15Bの湿式電極43Cよりも確実に導電性液体42をマグネットワイヤ2の表面に接触させることができる。
また湿式電極43Dのマグネットワイヤ2への巻き付け方について、マグネットワイヤ2の全周が湿式電極43Dと触れていれば、図16Bに示すように隣り合う湿式電極には隙間があっても良い。また、巻きつける回数は2巻以上でも良い。
以上説明したように、実施の形態2のマグネットワイヤ絶縁被膜の検査装置は、湿式電極として、実施の形態1とは、別の形態の電極を使用したものである。
したがって、実施の形態2のマグネットワイヤ絶縁被膜の検査装置は、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出することができる。さらに、確実に導電性液体をマグネットワイヤの表面に接触させることができる。
したがって、実施の形態2のマグネットワイヤ絶縁被膜の検査装置は、巻線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出することができる。さらに、確実に導電性液体をマグネットワイヤの表面に接触させることができる。
実施の形態3.
実施の形態3のマグネットワイヤ絶縁被膜の検査装置の欠陥検出装置は、湿式電極の代わりに、乾式電極を使用するものである。
実施の形態3のマグネットワイヤ絶縁被膜の検査装置の欠陥検出装置は、湿式電極の代わりに、乾式電極を使用するものである。
実施の形態3の欠陥検出装置の構成および動作について、欠陥検出装置の構成図である図17に基づいて実施の形態1との差異を中心に説明する。
実施の形態3の構成図において、実施の形態1と同一あるいは相当部分は、同一の符号を付している。
なお、実施の形態1と区別するために、欠陥検出装置410としている。
実施の形態3の構成図において、実施の形態1と同一あるいは相当部分は、同一の符号を付している。
なお、実施の形態1と区別するために、欠陥検出装置410としている。
図17の欠陥検出装置410は、図6の欠陥検出装置400の湿式電極43を乾式電極60に変更し、導電性液体槽41を削除したものである。
乾式電極60には、エナメル皮膜層を傷つけない柔らかさのカーボンおよび導電性ポリマー素材のブラシを用いる。乾式電極60の素材は、導電性のスポンジを用いることもできる。
乾式電極60は、ブラシの先端がマグネットワイヤ2の表面に接触するように設置する。
乾式電極60には、エナメル皮膜層を傷つけない柔らかさのカーボンおよび導電性ポリマー素材のブラシを用いる。乾式電極60の素材は、導電性のスポンジを用いることもできる。
乾式電極60は、ブラシの先端がマグネットワイヤ2の表面に接触するように設置する。
図17では説明のため、丸線型のマグネットワイヤ2の上下を挟むようにブラシを配置しているが、実際には全周方向にブラシ先端が接触するような配置とする。これは平角線型のマグネットワイヤでも同様である。
部分放電検出時において、マグネットワイヤ2の絶縁皮膜の欠陥が、電圧印加された乾式電極60の領域を通過したとき、乾式電極60と絶縁皮膜の欠陥の間に部分放電が発生し、部分放電検出装置47により検出される。
部分放電検出時において、マグネットワイヤ2の走行中、乾式電極60のブラシ先端が瞬間的にマグネットワイヤ2の表面から離れることも起こり得るが、数mm程度の距離であればマグネットワイヤ2の表面に直接触れていなくても、絶縁皮膜欠陥とブラシ間で部分放電が発生し、欠陥を検出することができる。
部分放電検出時において、マグネットワイヤ2の走行中、乾式電極60のブラシ先端が瞬間的にマグネットワイヤ2の表面から離れることも起こり得るが、数mm程度の距離であればマグネットワイヤ2の表面に直接触れていなくても、絶縁皮膜欠陥とブラシ間で部分放電が発生し、欠陥を検出することができる。
欠陥検出装置に湿式電極の代わりに乾式電極を用いた場合、導電性液体槽41、導電性液体42が不要となり、また導電性液体42を一定に保持するための給液機構液体槽50および関連設備も不要となる。このため、設備が簡素化され、欠陥検出装置の運用も容易になる。
以上説明したように、実施の形態3のマグネットワイヤ絶縁被膜の検査装置の欠陥検出装置は、湿式電極の代わりに、乾式電極を使用するものである。このため、実施の形態3のマグネットワイヤ絶縁被膜の検査装置は、線製品を製造した際にマグネットワイヤ絶縁被膜が受ける負荷を再現し、発生する絶縁被膜の欠陥を検出することができる。さらに、欠陥検出装置が簡素化され、運用も容易になる。
本願は、様々な例示的な実施の形態及び実施例が記載されているが、1つ、または複数の実施の形態に記載された様々な特徴、態様、及び機能は特定の実施の形態の適用に限られるものではなく、単独で、または様々な組合せで実施の形態に適用可能である。
従って、例示されていない無数の変形例が、本願に開示される技術の範囲内において想定される。例えば、少なくとも1つの構成要素を変形する場合、追加する場合または省略する場合、さらには、少なくとも1つの構成要素を抽出し、他の実施の形態の構成要素と組合せる場合が含まれるものとする。
従って、例示されていない無数の変形例が、本願に開示される技術の範囲内において想定される。例えば、少なくとも1つの構成要素を変形する場合、追加する場合または省略する場合、さらには、少なくとも1つの構成要素を抽出し、他の実施の形態の構成要素と組合せる場合が含まれるものとする。
本願の巻線負荷再現装置は、マグネットワイヤの絶縁被膜に摩擦または延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造におけるマグネットワイヤの絶縁被膜の欠陥の発生を模擬するものであるため、マグネットワイヤの絶縁被膜の欠陥を検出する欠陥検出装置に広く適用することができる。
1 供給ボビン、2 マグネットワイヤ、3 テンショナ、4 巻取ボビン、5 サーボモータ、6A,6B トラバース機構、21 丸線型のマグネットワイヤ、21A,22A 導体、21B,22B 絶縁被膜、22 平角線型のマグネットワイヤ、31 バックテンショナ、32 サファイア板、33 巻線ノズル、34 プーリー、35 可動プーリー、36 ダミーコア回転体、37 ダンサローラ、38 角部再現回転体、39 丸型角部再現回転体、41 導電性液体槽、42 導電性液体、43A,43B 湿式電極、43C U字型湿式電極、43D らせん状湿式電極、44 金属電極、45 クランプ、46 電源、47 部分放電検出装置、48 パソコン、50 給液機構液体槽、51 給液タンク、52 バルブ、53 液面レベルスイッチ、60 乾式電極、71 巻線機のノズル、72 固定子鉄心、80 回転電機、100 マグネットワイヤ絶縁被膜の検査装置、300 巻線負荷再現装置、300A バックテンショナ負荷再現部、300B 巻線ノズル負荷再現部、300C テンション変動負荷再現部、300D コア角部負荷再現部、400,410 欠陥検出装置、450 導電性液体補給機構。
Claims (22)
- マグネットワイヤの絶縁被膜に摩擦または延伸の少なくとも一つの負荷を再現する負荷再現機構を備え、巻線製品の製造における前記マグネットワイヤの前記絶縁被膜の欠陥の発生を模擬する巻線負荷再現装置。
- 前記負荷再現機構として、前記マグネットワイヤを挟むバックテンショナを備え、通過する前記マグネットワイヤに対して動摩擦力を付与して両側から押圧することで摩擦による前記絶縁被膜への負荷を再現するバックテンショナ負荷再現部を備える請求項1に記載の巻線負荷再現装置。
- 前記負荷再現機構として、中空の巻線ノズルを備え、巻線ノズル内部を通過する前記マグネットワイヤに対して、マグネットワイヤ巻取時における、巻線ノズル端部との摩擦による前記絶縁被膜への負荷を再現する巻線ノズル負荷再現部を備える請求項1または請求項2に記載の巻線負荷再現装置。
- 前記負荷再現機構として、ダンサローラと直方体形状のダミーコア回転体を備え、前記マグネットワイヤに対して、前記ダミーコア回転体によって前記マグネットワイヤの動線経路で周期的かつ急峻な張力変動を発生させることで、テンション変動による前記絶縁被膜への負荷を再現するテンション変動負荷再現部を備える請求項1から請求項3のいずれか1項に記載の巻線負荷再現装置。
- 前記負荷再現機構として、直方体形状の角部再現回転体を備え、前記マグネットワイヤに対して、前記角部再現回転体によって前記マグネットワイヤの動線経路で周期的な屈曲を生じさせ、コア角部での屈曲による前記絶縁被膜への負荷を再現する周期的屈曲コア角部負荷再現部を備える請求項1から請求項4のいずれか1項に記載の巻線負荷再現装置。
- 前記負荷再現機構として、円筒形状の丸型角部再現回転体を備え、前記マグネットワイヤに対して、前記丸型角部再現回転体によって前記マグネットワイヤの動線経路で連続的な屈曲を生じさせ、コア角部での屈曲による前記絶縁被膜への負荷を再現する連続的屈曲コア角部負荷再現部を備える請求項1から請求項4のいずれか1項に記載の巻線負荷再現装置。
- 請求項1から請求項6のいずれか1項に記載の巻線負荷再現装置を備え、更に前記マグネットワイヤの前記絶縁被膜の欠陥を検出する欠陥検出装置と、を備えたマグネットワイヤ絶縁被膜の検査装置。
- 前記欠陥検出装置は、導電性液体槽内の導電性液体を含侵させ、前記マグネットワイヤの前記絶縁被膜の周囲を前記導電性液体が接触するように形成された電極を備え、前記マグネットワイヤの導電部と前記電極と間に電圧を印加し、前記マグネットワイヤと前記導電性液体との間に発生する部分放電の放電電荷量を計測し、前記マグネットワイヤの前記絶縁被膜の欠陥を検出する請求項7に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記電極は、軟質かつ吸湿性の素材で構成された湿式電極である請求項8に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記マグネットワイヤの前記導電部と前記湿式電極との間に交流電圧を印加する請求項9に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記湿式電極は、前記導電性液体の液面に接触し、前記マグネットワイヤの前記導電部と前記導電性液体との間に交流電圧を印加する請求項9に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記導電性液体槽に、液面レベルスイッチと前記導電性液体の給液タンクとバルブからなる導電性液体補給機構を備える請求項11に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記湿式電極は、2つの直方体形状であり、前記マグネットワイヤを挟み込むように配置されている請求項9から請求項12のいずれか1項に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記湿式電極は、U字形状であり、U字を形成するための折り曲げ部が前記マグネットワイヤの周囲と接触するように形成されている請求項9から請求項12のいずれか1項に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記湿式電極は、前記マグネットワイヤにらせん状に巻きつくように形成されている請求項9から請求項12のいずれか1項に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記湿式電極を外面から挟み込むクランプを備えた請求項9から請求項15のいずれか1項に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記欠陥検出装置は、軟質かつ導電性素材のブラシ形状の乾式電極を備え、前記マグネットワイヤの導電部と前記乾式電極との間に交流電圧を印加し、前記マグネットワイヤと前記乾式電極との間に発生する部分放電の放電電荷量を計測し、前記マグネットワイヤの前記絶縁被膜の欠陥を検出する請求項7に記載のマグネットワイヤ絶縁被膜の検査装置。
- 前記電極は、軟質かつ導電性素材のスポンジ電極である請求項8に記載のマグネットワイヤ絶縁被膜の検査装置。
- マグネットワイヤの絶縁被膜の欠陥を検出する方法であって、
通過する前記マグネットワイヤに対して動摩擦力を付与して両側から押圧することで摩擦による前記絶縁被膜への負荷を再現するバックテンショナ負荷再現ステップと、
マグネットワイヤ巻取時における巻線ノズル端部との摩擦による前記絶縁被膜への負荷を再現する巻線ノズル負荷再現ステップと、
前記マグネットワイヤの動線経路で周期的かつ急峻な張力変動を発生させることで、テンション変動による前記絶縁被膜への負荷を再現するテンション変動負荷再現ステップと、
前記マグネットワイヤの前記絶縁被膜の欠陥を検出する欠陥検出ステップと、
を備えるマグネットワイヤ絶縁被覆の検査方法。 - マグネットワイヤ巻取時におけるモーターコアの角部での屈曲による絶縁被膜への負荷を周期的屈曲、または連続的屈曲によって発生させて再現するコア角部負荷再現ステップと、をさらに備える請求項19に記載のマグネットワイヤ絶縁被覆の検査方法。
- 使用する巻線機に合わせて、前記バックテンショナ負荷再現ステップ、前記巻線ノズル負荷再現ステップ、前記テンション変動負荷再現ステップ、およびコア角部負荷再現ステップの内のいずれか1つのステップ、またはいずれか2つのステップ、またはいずれか3つのステップ、またはすべてのステップを選択して実施する請求項20に記載のマグネットワイヤ絶縁被覆の検査方法。
- 請求項20に記載のマグネットワイヤ絶縁被覆の検査方法で検査し、巻線負荷によるマグネットワイヤの絶縁被膜欠陥の発生頻度傾向に問題ないことが把握された前記マグネットワイヤと同一ロットの前記マグネットワイヤを用いて、巻線された鉄心を用いて回転電機を製造するステップを備えた回転電機の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023575087A JPWO2023139910A1 (ja) | 2022-01-24 | 2022-11-21 | |
| CN202280089177.6A CN118742820A (zh) | 2022-01-24 | 2022-11-21 | 绕线载荷再现装置、磁导线绝缘覆膜的检查装置、磁导线绝缘覆膜的检查方法以及旋转电机的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022008389 | 2022-01-24 | ||
| JP2022-008389 | 2022-01-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023139910A1 true WO2023139910A1 (ja) | 2023-07-27 |
Family
ID=87347994
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/043008 WO2023139910A1 (ja) | 2022-01-24 | 2022-11-21 | 巻線負荷再現装置、マグネットワイヤ絶縁被膜の検査装置、マグネットワイヤ絶縁被膜の検査方法、および回転電機の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2023139910A1 (ja) |
| CN (1) | CN118742820A (ja) |
| WO (1) | WO2023139910A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5495889U (ja) * | 1977-12-20 | 1979-07-06 | ||
| JP2003248028A (ja) * | 2002-02-25 | 2003-09-05 | Nissan Motor Co Ltd | コイル傷検査装置、およびその方法 |
| JP2010210386A (ja) * | 2009-03-10 | 2010-09-24 | Nissan Motor Co Ltd | 絶縁検査装置 |
| JP2016180629A (ja) * | 2015-03-23 | 2016-10-13 | 日立金属株式会社 | 部分放電測定方法および部分放電測定装置、並びに絶縁電線の製造方法 |
| WO2022153821A1 (ja) * | 2021-01-14 | 2022-07-21 | 三菱電機株式会社 | 欠陥検出装置、欠陥検出方法、欠陥検出システムおよび回転電機の製造方法 |
-
2022
- 2022-11-21 CN CN202280089177.6A patent/CN118742820A/zh active Pending
- 2022-11-21 WO PCT/JP2022/043008 patent/WO2023139910A1/ja active Application Filing
- 2022-11-21 JP JP2023575087A patent/JPWO2023139910A1/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5495889U (ja) * | 1977-12-20 | 1979-07-06 | ||
| JP2003248028A (ja) * | 2002-02-25 | 2003-09-05 | Nissan Motor Co Ltd | コイル傷検査装置、およびその方法 |
| JP2010210386A (ja) * | 2009-03-10 | 2010-09-24 | Nissan Motor Co Ltd | 絶縁検査装置 |
| JP2016180629A (ja) * | 2015-03-23 | 2016-10-13 | 日立金属株式会社 | 部分放電測定方法および部分放電測定装置、並びに絶縁電線の製造方法 |
| WO2022153821A1 (ja) * | 2021-01-14 | 2022-07-21 | 三菱電機株式会社 | 欠陥検出装置、欠陥検出方法、欠陥検出システムおよび回転電機の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023139910A1 (ja) | 2023-07-27 |
| CN118742820A (zh) | 2024-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022153821A1 (ja) | 欠陥検出装置、欠陥検出方法、欠陥検出システムおよび回転電機の製造方法 | |
| JP4775904B2 (ja) | 巻線機 | |
| WO2023139910A1 (ja) | 巻線負荷再現装置、マグネットワイヤ絶縁被膜の検査装置、マグネットワイヤ絶縁被膜の検査方法、および回転電機の製造方法 | |
| US5533382A (en) | Abrasion tester | |
| JPWO2022153821A5 (ja) | ||
| US3417593A (en) | Method and apparatus for forming square or rectangular wire | |
| US3384815A (en) | Moisture content measuring method and apparatus including a roller for periodically contacting a flexible travelling sheet member | |
| US4151461A (en) | Tester of dry dielectric strength for insulated electric cable | |
| JPH0310211B2 (ja) | ||
| US3917995A (en) | Movable brush assembly for making electrical contact with the outer surface of an electrical cable | |
| JP5353324B2 (ja) | 絶縁検査装置 | |
| JP5949612B2 (ja) | 絶縁特性の検査装置、絶縁特性の検査方法及び絶縁電線の製造方法 | |
| JP2009295292A (ja) | 超電導線材ラッピング装置および絶縁被覆付超電導線材の製造方法 | |
| JP5617179B2 (ja) | 被膜付電線の絶縁破壊試験装置及び絶縁破壊試験方法 | |
| WO2023063078A1 (ja) | 巻線欠陥検査装置、巻線欠陥検査装置を使用した電気機械の製造方法、及び巻線欠陥検査方法 | |
| JP2018174154A (ja) | 絶縁電線の製造方法 | |
| JP2016095926A (ja) | 絶縁電線及びその製造方法 | |
| JP2001221819A (ja) | 導電性繊維の電気抵抗測定方法及びその測定装置 | |
| Riedel et al. | Evaluation of different methods for removing the conductor insulation of stranded conductors | |
| JPWO2023139910A5 (ja) | ||
| JP7329698B2 (ja) | マグネットワイヤ被覆の検査装置、マグネットワイヤ被覆の検査方法、および電気機械の製造方法 | |
| JP7525902B2 (ja) | 絶縁ロープの絶縁性確認方法およびそれに用いる絶縁性確認装置 | |
| JP2007309714A (ja) | 線間短絡検査装置 | |
| JP4712730B2 (ja) | ピンホール試験方法及び導線引張装置 | |
| JPH0484779A (ja) | 電力ケーブルの部分放電検出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22922061 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023575087 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |