WO2023127792A1 - ジルコニア焼結体及びその製造方法 - Google Patents
ジルコニア焼結体及びその製造方法 Download PDFInfo
- Publication number
- WO2023127792A1 WO2023127792A1 PCT/JP2022/047900 JP2022047900W WO2023127792A1 WO 2023127792 A1 WO2023127792 A1 WO 2023127792A1 JP 2022047900 W JP2022047900 W JP 2022047900W WO 2023127792 A1 WO2023127792 A1 WO 2023127792A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- zirconia
- sintered body
- raw material
- zirconia sintered
- body according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G25/00—Compounds of zirconium
- C01G25/02—Oxides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/08—Artificial teeth; Making same
- A61C13/083—Porcelain or ceramic teeth
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5409—Particle size related information expressed by specific surface values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5427—Particle size related information expressed by the size of the particles or aggregates thereof millimeter or submillimeter sized, i.e. larger than 0,1 mm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5454—Particle size related information expressed by the size of the particles or aggregates thereof nanometer sized, i.e. below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
- C04B2235/5472—Bimodal, multi-modal or multi-fraction
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
- C04B2235/5481—Monomodal
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/604—Pressing at temperatures other than sintering temperatures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6565—Cooling rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
- C04B2235/762—Cubic symmetry, e.g. beta-SiC
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
- C04B2235/762—Cubic symmetry, e.g. beta-SiC
- C04B2235/763—Spinel structure AB2O4
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
- C04B2235/765—Tetragonal symmetry
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/782—Grain size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
- C04B2235/9653—Translucent or transparent ceramics other than alumina
Definitions
- the present invention relates to a zirconia sintered body and a manufacturing method thereof.
- Sintering of ceramics is generally a mass transfer phenomenon in which the free energy of the system decreases. Depending on the firing time, the grains grow while the surface area and interfaces decrease. It is known that grain growth is more likely to occur when the particle size contained in the powder is small and the difference between the particle size and the particle size of the material transfer destination is large.
- zirconia has high strength and high toughness, so a zirconia sintered body ( hereinafter referred to as “ partially stabilized zirconia (sometimes referred to as “sintered body”) is used.
- a partially stabilized zirconia sintered body When a partially stabilized zirconia sintered body is used as a dental material, it is required not only from the viewpoint of mechanical properties such as high strength and high toughness, but also from the viewpoint of aesthetics, optical properties such as translucency and color tone are required. ing. In the field of partially stabilized zirconia sintered bodies, studies have been made on zirconia sintered bodies having high strength and toughness and having translucency for the purpose of simulating natural teeth.
- Patent Documents 1 and 2 can be cited.
- Patent Document 1 in a cross-sectional photograph of a zirconia sintered body, the cross-sectional area of each zirconia particle is calculated, and from the cross-sectional area, the equivalent particle size of each zirconia particle is calculated assuming that each zirconia particle is circular. Then, the zirconia particle size is classified into three classes of less than 0.4 ⁇ m, 0.4 ⁇ m or more and less than 0.76 ⁇ m, and 0.76 ⁇ m or more, and the cross-sectional area ratio of zirconia particles with an equivalent particle size of less than 0.4 ⁇ m is 4%.
- the cross-sectional area ratio of zirconia particles with a converted particle size of 0.4 ⁇ m or more and less than 0.76 ⁇ m is 24% or more and 57% or less, and the cross-sectional area ratio of zirconia particles with a converted particle size of 0.76 ⁇ m or more is 16%.
- a zirconia sintered body having a content of 62% or more is disclosed. Furthermore, it is disclosed that the zirconia sintered body has high bending strength and fracture toughness, and moderate transparency.
- Patent Document 2 proposes a translucent yttria-containing zirconia sintered body obtained by hot isostatic pressing (HIP) treatment and a method for producing the same in order to achieve both high strength and high translucency. It is
- Patent Document 2 since the HIP apparatus used for the hot isostatic pressing (HIP) treatment is a special apparatus classified as a high-pressure gas production apparatus, it is difficult to say that a zirconia sintered body can be easily obtained. .
- An object of the present invention is to provide a zirconia sintered body that is excellent in bending strength, fracture toughness, and translucency according to the yttria content, and a method for producing the same.
- the present inventors have studied the particle size and firing conditions of the raw materials to be used, carefully examined the particle size and its distribution state in the sintered body, and found that the zirconia firing
- the particles in the body are A15/A50 ⁇ 0.60 (A15 is the cumulative total when calculating the area of each zirconia particle in the SEM photograph of the zirconia sintered body and accumulating in order from the particle with the smallest area. Represents the particle size when the area reaches 15% of the total area, and A50 represents the particle size when the cumulative area reaches 50% of the total area.
- the present invention has been completed through the discovery and further studies.
- the present invention includes the following inventions.
- A15 represents the particle diameter when the cumulative area reaches 15% of the total area when the area of each zirconia particle is calculated in the SEM photograph of the zirconia sintered body and the particles are accumulated in order from the smallest area.
- A50 represents the particle size when the cumulative area reaches 50% of the total area. The total area represents the total area of the zirconia particles in the SEM photograph.
- P1 and P2 respectively satisfy the following formulas, where P1 and P2 are the average particle sizes of the two types.
- the present invention it is possible to provide a zirconia sintered body that is excellent in bending strength, fracture toughness, and translucency according to the yttria content, and a method for producing the same. Therefore, when giving priority to strength, the yttria content can be about 3 to 4 mol %, and when giving priority to translucency, the yttria content can be about 5 to 6 mol %. Even in such a case, it is possible to provide a zirconia sintered body having an excellent balance of bending strength, fracture toughness, and translucency, and a method for producing the same.
- the zirconia sintered body of the present invention is excellent in bending strength, fracture toughness, and translucency even when the yttria content exceeds 5 mol% with respect to the total mol of zirconia and yttria.
- canines, incisors, etc. and can be widely used.
- the zirconia sintered body of the present invention is excellent in bending strength, fracture toughness, and translucency even when fired for a short period of time.
- the zirconia sintered body of the present invention has bending strength, fracture toughness, and translucency even after being fired for a short time without using a special device such as a hot isostatic pressing (HIP) device.
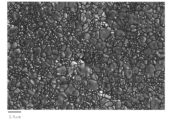
- FIG. 1 shows grain boundaries in an SEM image of the zirconia sintered body according to Example 1 of the present invention at a magnification of 5000.
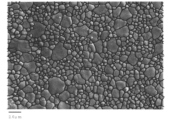
- FIG. FIG. 2 is a SEM image of the zirconia sintered body according to Example 4 of the present invention at a magnification of 5000 showing grain boundaries.
- FIG. 3 is a SEM image of the zirconia sintered body according to Comparative Example 2 of the present invention at a magnification of 5000 showing grain boundaries.
- the zirconia sintered body of the present invention contains zirconia particles and satisfies A15/A50 ⁇ 0.60.
- A15 represents the particle diameter when the cumulative area reaches 15% of the total area when the area of each zirconia particle is calculated in the SEM photograph of the zirconia sintered body and the particles are accumulated in order from the smallest area.
- A50 represents the particle size when the cumulative area reaches 50% of the total area. The total area represents the total area of the zirconia particles in the SEM photograph.
- a zirconia sintered body means a completely sintered state.
- the upper limit and lower limit of the numerical range (the content of each component, the ratio, the value calculated from each component, each physical property, etc.) can be appropriately combined.
- Ceramic sintered bodies tend to have higher strength and toughness as the particle size contained in the sintered body is smaller. However, in order to satisfy all of them, it is important to balance the area of small particles and the area of large particles. As a result of the inventors' detailed examination of the effect of the particle area on each physical property value in the zirconia sintered body, extremely small particles and particles sufficiently larger than the wavelength of visible light have a good effect on each physical property value.
- A15/A50 in the zirconia sintered body of the present invention is obtained by calculating the area of each zirconia particle in the SEM photograph of the zirconia sintered body, and accumulating in order from particles with smaller areas, and the cumulative area is 50% of the total area. It represents the ratio of the particle size when the cumulative area reaches 15% of the total area to the particle size when it reaches .
- the SEM photograph of the zirconia sintered body used for evaluation of A15/A50 can be a photograph taken using a commercially available scanning electron microscope (eg, product name "VE-9800" manufactured by KEYENCE CORPORATION, etc.).
- the part photographed by SEM is not particularly limited, and may be the surface of the zirconia sintered body or the cross section of the zirconia sintered body.
- A15/A50 is obtained by calculating using image analysis software after describing the grain boundaries of each crystal grain in the image data of the SEM photograph of the zirconia sintered body.
- image analysis software commercially available products (eg, product name "Image-Pro Plus", manufactured by Hakuto Co., Ltd., etc.) can be used. More specifically, the captured image (SEM image) is binarized, the luminance range is adjusted so that the grain boundary becomes clear, and the particles are recognized from the field of view (region) for calculation.
- the zirconia sintered body of the present invention preferably satisfies 0.20 ⁇ A15/A50 ⁇ 0.60 in terms of better balance of bending strength, fracture toughness, and translucency.
- the zirconia sintered body more preferably satisfies 0.25 ⁇ A15/A50, further preferably satisfies 0.28 ⁇ A15/A50, and particularly preferably satisfies 0.30 ⁇ A15/A50.
- the zirconia sintered body more preferably satisfies A15/A50 ⁇ 0.59, further preferably satisfies A15/A50 ⁇ 0.58, and particularly preferably satisfies A15/A50 ⁇ 0.57.
- the zirconia sintered body of the present invention preferably further contains a stabilizer capable of suppressing the phase transition of zirconia (hereinafter also simply referred to as "stabilizer").
- the stabilizer is preferably capable of forming partially stabilized zirconia.
- examples of the stabilizer include calcium oxide (CaO), magnesium oxide (MgO), yttria, cerium oxide (CeO 2 ), scandium oxide (Sc 2 O 3 ), niobium oxide (Nb 2 O 5 ), and lanthanum oxide.
- La2O3 erbium oxide ( Er2O3 ) , praseodymium oxide ( Pr6O11 , Pr2O3 ) , samarium oxide ( Sm2O3 ) , europium oxide ( Eu2O3 ) and thulium oxide Oxides such as (Tm 2 O 3 ) can be mentioned, and yttria is preferable because the zirconia sintered body has excellent translucency.
- the content of the stabilizer (preferably yttria) in the zirconia sintered body of the present invention is zirconia (zirconium oxide (IV); ZrO 2 ) and the stabilizer because the zirconia sintered body has excellent translucency.
- zirconia zirconium oxide (IV); ZrO 2
- the stabilizer because the zirconia sintered body has excellent translucency. is preferably 3.0 mol % or more, more preferably 3.5 mol % or more, and even more preferably 4.0 mol % or more, relative to the total mol of When it is 3.0 mol % or more, the cubic crystal system is increased in the crystal form included in the sintered body, and the translucency of the zirconia sintered body can be improved.
- the content of the stabilizer is preferably 7.5 mol % or less, more preferably 7.0 mol % or less, and even more preferably 6.5 mol % or less. When it is 7.5 mol % or less, it is possible to suppress a decrease in the strength of the zirconia sintered body.
- the range may be any combination of these.
- the content of the stabilizer (preferably yttria) is preferably 3.0 to 7.5 mol%, more preferably 3.5 to 7.0 mol%, and 4.0 to 7.0 mol%. More preferably, it is 6.5 mol %.
- a preferred embodiment includes a zirconia sintered body in which the content of the stabilizer (preferably yttria) is more than 4.0 mol % and 6.5 mol % or less.
- the stabilizer content in the zirconia sintered body of the present invention can be quantified by a general analytical method.
- Examples include inductively coupled plasma (ICP) emission spectroscopy, X-ray fluorescence spectroscopy (XRF), energy-dispersive or wavelength-dispersive X-ray analysis (SEM-EDX or SEM-WDX) associated with a scanning electron microscope, and the like. be done.
- ICP inductively coupled plasma
- XRF X-ray fluorescence spectroscopy
- SEM-EDX or SEM-WDX energy-dispersive or wavelength-dispersive X-ray analysis
- the average crystal grain size of the crystal grains in the zirconia sintered body of the present invention is preferably 700 nm or less, more preferably 500 nm or less, and even more preferably 400 nm or less from the viewpoint of excellent translucency.
- the method for measuring the average crystal grain size of the crystal grains in the zirconia sintered body is to acquire an image of the surface with a scanning electron microscope (trade name “VE-9800”, manufactured by Keyence Corporation), and each crystal is shown in the obtained image. After describing the grain boundaries of the grains, the average grain size can be calculated using image analysis software (trade name "Image-Pro Plus", manufactured by Hakuto Co., Ltd.).
- the crystal grain size obtained with Image-Pro Plus is obtained by measuring the length of the line segment connecting the contour lines passing through the center of gravity determined from the contour line of the crystal grain in increments of 2 degrees around the center of gravity and averaging them. It is.
- the average crystal grain size in the present invention is the arithmetic mean value of the crystal grain sizes of all the grains that do not extend to the edge of the image in the SEM photographic images (three fields of view).
- the density of the zirconia sintered body is preferably 5.80 g/cm 3 or more, and 5.82 g/cm It is more preferably 3 or more, and even more preferably 5.87 g/cm 3 or more. It is particularly preferred that the zirconia sintered body is substantially free of voids.
- the density of the sintered body can be calculated by (mass of sintered body)/(volume of sintered body).
- the ratio of monoclinic system to tetragonal system and cubic system after being immersed in hot water at 180 ° C. for 5 hours is preferably 5% or less, and 3% or less. It is more preferably 1% or less.
- the ratio is within the above range, when the zirconia sintered body is used, for example, as a dental prosthesis, it is possible to suppress changes in volume over time and prevent breakage.
- the ratio is obtained by mirror-finishing the surface of the zirconia sintered body, immersing it in hot water at 180 ° C. for 5 hours, and then performing X-ray diffraction (XRD) measurement on the above part, and is obtained by the following formula. be able to.
- the zirconia sintered body of the present invention can be suitably used for dental products.
- dental products include copings, frameworks, crowns, crown bridges, abutments, implants, implant screws, implant fixtures, implant bridges, implant bars, brackets, denture bases, inlays, onlays, orthodontic wires, laminate veneers. etc.
- the method for producing a zirconia sintered body of the present invention includes (i) a step of molding a raw material powder containing a zirconia raw material to obtain a zirconia molded body, and if necessary, calcining the zirconia molded body to calcine the zirconia calcined body. and a step of firing the zirconia compact or the calcined zirconia body to obtain a zirconia sintered body, wherein the zirconia raw material is a zirconia raw material having at least two average particle sizes.
- the zirconia raw material is a zirconia raw material having at least two average particle sizes, and may be a zirconia raw material having three or more average particle sizes.
- a zirconia raw material (powder) having a diameter is preferred.
- P1 and P2 preferably satisfy the following formulas. 50nm ⁇ P1 ⁇ 500nm 5nm ⁇ P2 ⁇ 50nm
- the average particle size of P1 (large particles) is preferably 50 nm or more, more preferably 60 nm or more, from the viewpoint of better effects of the present invention (balance of bending strength, fracture toughness, and translucency of the ceramic sintered body). is more preferably 70 nm or more, and particularly preferably 80 nm or more.
- the average particle size of P1 is preferably less than 500 nm, more preferably 400 nm or less, even more preferably 350 nm or less, and 300 nm or less, from the viewpoint of superior effects of the present invention. is particularly preferred.
- the average particle size of P2 (small particles) is preferably 5 nm or more, more preferably 6 nm or more, from the viewpoint of better effects of the present invention (balance of bending strength, fracture toughness, and translucency of the ceramic sintered body). is more preferably 7 nm or more, and particularly preferably 8 nm or more.
- the average particle size of P2 is preferably less than 50 nm, more preferably 48 nm or less, even more preferably 45 nm or less, and 40 nm or less from the viewpoint of superior effects of the present invention. is particularly preferred.
- the average particle size of the zirconia raw material is measured by, for example, using a laser diffraction/scattering particle size distribution measuring device (trade name “Partica LA-950”) manufactured by Horiba, Ltd., and irradiating a slurry diluted with water with ultrasonic waves for 30 minutes. After that, it can be measured on a volume basis while applying ultrasonic waves.
- the average particle size can be measured, for example, by the method described in Examples below.
- the compounding ratio (mass ratio) of P1 (large particles) and P2 (small particles) is not particularly limited, and is preferably 1:9 to 9:1. From the viewpoint of better balance between fracture toughness and translucency, the ratio is more preferably 2:8 to 8:2, and even more preferably 3:7 to 7:3.
- the raw material powder preferably contains a raw material of a stabilizer (preferably yttria) capable of suppressing the phase transition of zirconia.
- a stabilizer preferably yttria
- At least part of the stabilizing agent should not be dissolved in zirconia in order to facilitate the production of the desired zirconia sintered body in the raw material powder. is preferred. That is, it is preferable that at least a portion of the zirconia crystals exist so as to be monoclinic. It can be confirmed, for example, by an X-ray diffraction (XRD; X-Ray Diffraction) pattern that part of the stabilizer (preferably yttria) is not dissolved in zirconia. When peaks derived from the stabilizer are confirmed in the XRD pattern of the raw material powder, it means that there is a stabilizer in the raw material powder that is not dissolved in zirconia.
- XRD X-ray diffraction
- the stabilizer When the entire amount of the stabilizer is solid-dissolved, basically no peak derived from the stabilizer is confirmed in the XRD pattern. However, depending on conditions such as the crystalline state of the stabilizer, the stabilizer may not be dissolved in zirconia even if the peak of the stabilizer does not exist in the XRD pattern. If the predominant crystal system of zirconia is tetragonal and/or cubic and no stabilizer peaks are present in the XRD pattern, then the majority, essentially all, of the stabilizer is solid in zirconia. presumably dissolved. In the raw material powder of the present invention, not all of the stabilizer may be dissolved in zirconia. In the present specification, the phrase "the stabilizer dissolves" means, for example, that an element (atom) contained in the stabilizer dissolves in zirconia.
- the stabilizer As for the stabilizer, the case where at least a part of it is not dissolved in zirconia will be described below, taking as an example the case where the stabilizer is yttria.
- the ratio fy of yttria that is not dissolved in zirconia is preferably greater than 0%, and the desired bending strength, fracture toughness, and translucency are achieved. From the viewpoint of easily obtaining a well-balanced zirconia sintered body, the content is more preferably 1% or more, further preferably 2% or more, and particularly preferably 3% or more.
- the upper limit of the ratio fy of undissolved yttria depends on the content of yttria in the zirconia compact.
- fy When the content of yttria is 7.5 mol % or less with respect to the total mol of zirconia and yttria, fy can be 25% or less. For example, when the yttria content is 3.0 mol % or more and less than 4.5 mol %, f y can be 15% or less, 14% or less, or 13% or less. When the yttria content is 4.5 mol % or more and less than 5.8 mol %, f y can be 20% or less, 18% or less, or 17% or less. When the yttria content is 5.8 mol % or more and 7.5 mol % or less, f y may be 23% or less, may be 21% or less, or may be 20% or less.
- fy is preferably 2% or more, more preferably 3% or more, and even more preferably 4% or more. , 5% or more.
- fy is preferably 3% or more, more preferably 4% or more, and even more preferably 5% or more. , is more preferably 6% or more, and particularly preferably 7% or more.
- fy is preferably 4% or more, more preferably 5% or more, and even more preferably 6% or more. , more preferably 7% or more, and particularly preferably 8% or more.
- the abundance fy of undissolved yttria can be calculated based on the following formula.
- the ratio fm of the monoclinic system calculated by the following formula is 55% or more.
- the monoclinic fraction fm means the fraction of monoclinic system to the total amount of monoclinic, tetragonal and cubic systems.
- the ratio fm of the monoclinic system is more preferably 60% or more, more preferably 70% or more, further preferably 80%, in order to obtain the desired zirconia sintered body more easily. More preferably, it is 90% or more, particularly preferably 95% or more, and most preferably 95% or more.
- the method for producing the raw material powder there is no particular limitation on the method for producing the raw material powder, and for example, a breakdown process in which coarse particles are pulverized into fine powder, or a building-up process in which atoms or ions are synthesized through nucleation and growth processes can be adopted.
- zirconia particles (powder) contained in the raw material powder zirconia particles (powder) whose main crystal system is monoclinic can be used.
- the main crystal system is a monoclinic system means that the total amount of all crystal systems (monoclinic system, tetragonal system and cubic system) in zirconia is calculated by the above formula. It means that the ratio fm of monoclinic system in zirconia is 50% or more.
- Zirconia particles whose main crystal system is the monoclinic system may be commercially available products.
- the zirconia raw material (powder) is not particularly limited, and the zirconia powder is wet-pulverized with a known pulverizing and mixing device (ball mill, etc.) (pulverizing step) so as to have a desired average particle size. It can be produced by a production method including a step of drying by spray drying such as. Furthermore, by classifying the obtained powder, zirconia particles (powder) having an average particle diameter different from that of the pulverized material can be obtained, if necessary. As a result, a zirconia raw material having average particle sizes P1 and P2 that satisfy the above formula is obtained. For classification, known methods and devices can be used, such as porous membranes (membrane filters having a pore size of 50 nm, etc.), classifiers (wet classifiers, dry classifiers), and the like.
- porous membranes membrane filters having a pore size of 50 nm, etc.
- classifiers wet classifiers, dry classifiers
- the yttria raw material (powder) is not particularly limited, and the yttria powder is wet-pulverized with a known pulverizing and mixing device (ball mill, etc.) (pulverization step) so as to have a desired average particle size. It can be manufactured by a manufacturing method including a step of drying by spray drying with.
- the raw material powder is obtained by mixing zirconia raw materials having different average particle sizes and, if necessary, mixing yttria raw materials.
- the yttria raw material can be added at a predetermined compounding ratio so that the zirconia sintered body has the desired yttria content.
- the raw material powder can take the form of powder, granules or granules, paste, slurry and the like.
- Additives such as binders, plasticizers, dispersants, emulsifiers, antifoaming agents, pH adjusters, lubricants, and resins may be further included in the pulverization process, or after the pulverization process and before spray drying.
- An additive may be used individually by 1 type, and may use 2 or more types together.
- binders include polyvinyl alcohol, methyl cellulose, carboxymethyl cellulose, acrylic binders, wax binders, polyvinyl butyral, polymethyl methacrylate, and ethyl cellulose.
- plasticizers examples include polyethylene glycol, glycerin, propylene glycol, and dibutyl phthalate.
- Dispersants include, for example, ammonium polycarboxylate (triammonium citrate, etc.), ammonium polyacrylate, acrylic copolymer resin, acrylic acid ester copolymer, polyacrylic acid, bentonite, carboxymethylcellulose, anionic surfactant agents (for example, polyoxyethylene alkyl ether phosphate such as polyoxyethylene lauryl ether phosphate), nonionic surfactants, olein glycerides, amine salt type surfactants, oligosaccharide alcohols and the like.
- anionic surfactant agents for example, polyoxyethylene alkyl ether phosphate such as polyoxyethylene lauryl ether phosphate
- nonionic surfactants for example, polyoxyethylene alkyl ether phosphate such as polyoxyethylene lauryl ether phosphate
- nonionic surfactants for example, polyoxyethylene alkyl ether phosphate such as polyoxyethylene lauryl ether phosphate
- nonionic surfactants for example,
- emulsifiers examples include alkyl ethers, phenyl ethers, sorbitan derivatives, and ammonium salts.
- antifoaming agents examples include alcohol, polyether, polyethylene glycol, silicone, and wax.
- pH adjusters examples include ammonia, ammonium salts (including ammonium hydroxide such as tetramethylammonium hydroxide), alkali metal salts, and alkaline earth metal salts.
- lubricants examples include polyoxyethylene alkylate ethers and waxes.
- the type of resin there are no particular restrictions on the type of resin, and one that functions as a binder can be preferably used.
- the resin include paraffin wax, polyvinyl alcohol, polyethylene, polypropylene, ethylene-vinyl acetate copolymer, polystyrene, atactic polypropylene, methacrylic resin, and fatty acids such as stearic acid.
- the step of molding the raw material powder containing the zirconia raw material to obtain a zirconia molded body is not particularly limited, and a known method is used using the raw material powder containing the zirconia raw material (powder) having at least two types of average particle sizes. (For example, press molding etc.) can be used for manufacturing.
- a zirconia molded body is formed by applying an external force to a powder containing zirconia-based particles, and since it has not been fired, it means that it is not necked (fixed).
- a method having a step of press-molding a powder containing zirconia particles there is no particular limitation on the specific method of press-molding, and a known press-molding machine can be used.
- Specific methods of press molding include, for example, uniaxial pressing.
- the pressing pressure is appropriately set to an optimum value depending on the size of the target compact, open porosity, water absorption, biaxial bending strength, and particle size of the raw material powder, and is usually 10 MPa or more and 1000 MPa or less.
- a cold isostatic pressing (CIP) treatment may be further performed after the uniaxial pressing.
- the above raw material powder used for press molding may further contain the above additives. These components may be blended when preparing the raw material powder.
- the manufacturing method of the first embodiment includes a step of firing the zirconia molded body or a zirconia calcined body obtained by calcining the zirconia molded body to obtain a zirconia sintered body.
- a zirconia calcined body can be a precursor (intermediate product) of a zirconia sintered body.
- the zirconia calcined body means a state in which zirconia particles are necked (fixed) to each other and are not completely sintered.
- the shape of the zirconia calcined body is not particularly limited, and may be block-shaped, disk-shaped, or the like. Also, the zirconia calcined body includes a molded body.
- a zirconia calcined body is, for example, a pre-sintered precursor of a dental product (for example, a crown-shaped prosthesis) obtained by processing a calcined zirconia disk by a CAD/CAM (Computer-Aided Design/Computer-Aided Manufacturing) system. Also includes
- the firing temperature (calcination temperature) in the calcination step is, for example, preferably 800°C or higher, more preferably 900°C or higher, and even more preferably 950°C or higher, in order to ensure block formation.
- the firing temperature is, for example, preferably 1200° C. or lower, more preferably 1150° C. or lower, and even more preferably 1100° C. or lower.
- the temperature is preferably 800°C to 1200°C. At such a firing temperature, it is considered that solid solution of the stabilizer does not progress in the calcination step.
- the zirconia calcined body of the present invention is mainly composed of zirconia, and means a block in which zirconia particles (powder) are not completely sintered.
- the content of zirconia in the zirconia calcined body according to the present invention is preferably 60% by mass or more, more preferably 70% by mass or more, and even more preferably 80% by mass or more.
- the density of the zirconia calcined body is preferably 2.7 g/cm 3 or more. Moreover, the density of the zirconia calcined body is preferably 4.0 g/cm 3 or less, more preferably 3.8 g/cm 3 or less, and even more preferably 3.6 g/cm 3 or less. When the density is within this range, molding can be easily performed.
- the density of the calcined body can be calculated, for example, as (mass of calcined body)/(volume of calcined body).
- the three-point bending strength of the zirconia calcined body is preferably 15 to 70 MPa, more preferably 18 to 60 MPa, and even more preferably 20 to 50 MPa.
- the flexural strength can be measured in accordance with ISO 6872:2015 using a test piece having a thickness of 5 mm, a width of 10 mm, and a length of 50 mm, except for the size of the test piece.
- the face and C face of the specimen (the face where the corner of the specimen is chamfered at a 45° angle) are longitudinally finished with 600 grit sandpaper.
- the test piece is arranged so that the widest surface faces the vertical direction (load direction). In bend test measurements, the span is 30 mm and the crosshead speed is 0.5 mm/min.
- the manufacturing method of the first embodiment may include, for example, a step of cutting the zirconia molded body or the zirconia calcined body.
- a dental product can be obtained by cutting a zirconia compact or a calcined zirconia compact and then sintering it.
- the cut zirconia molded body or zirconia calcined body preferably has a shape such as a dental prosthesis.
- the manufacturing method of the first embodiment includes a step of firing the zirconia molded body or the zirconia calcined body obtained by calcining as described above to obtain a zirconia sintered body.
- the firing temperature (maximum firing temperature) for obtaining a zirconia sintered body is, for example, preferably 1400°C or higher, more preferably 1450°C or higher. Further, the firing temperature is preferably 1650° C. or lower, more preferably 1600° C. or lower, for example.
- the zirconia calcined body is preferably fired at a maximum firing temperature of 1400°C to 1650°C.
- the retention time (retention time) at the highest firing temperature is usually 180 minutes or less, preferably 120 minutes or less, more preferably 90 minutes or less, even more preferably 75 minutes or less, even more preferably 60 minutes or less, and 45 minutes or less. is particularly preferred, and 30 minutes or less is most preferred. Further, the holding time can be 25 minutes or less, 20 minutes or less, or 15 minutes or less.
- the retention time is preferably 1 minute or longer, more preferably 5 minutes or longer, and even more preferably 10 minutes or longer. According to the production method of the present invention, a zirconia sintered body having excellent bending strength, fracture toughness, and translucency can be produced even with a short firing time, depending on the yttria content. Moreover, by shortening the baking time, the production efficiency can be improved and the energy cost can be reduced.
- the rate of temperature increase up to the maximum firing temperature is preferably 5°C/min or more, more preferably 8°C/min or more, and even more preferably 10°C/min or more.
- the rate of temperature increase to the maximum firing temperature is preferably 500° C./min or less, more preferably 400° C./min or less, and even more preferably 300° C./min or less.
- the heating rate to the maximum firing temperature is preferably 150° C./min or more, more preferably 200° C./min or more, and even more preferably 250° C./min or more.
- the heating rate to the maximum firing temperature is preferably 500° C./min or less, more preferably 400° C./min or less, and even more preferably 300° C./min or less.
- the temperature drop rate from the maximum firing temperature to 300°C is preferably -5°C/min or more, more preferably -8°C/min or more, and still more preferably -10°C/min or more.
- the rate of temperature drop from the maximum firing temperature to 300° C. is preferably ⁇ 400° C./min or less, more preferably ⁇ 300° C./min or less, and even more preferably ⁇ 200° C./min or less. It is preferable to set the cooling rate to a rate that does not cause defects such as cracks in the sintered body. For example, after heating, the sintered body can be allowed to cool at room temperature.
- the time from the start of temperature rise to the completion of mooring at the maximum firing temperature is preferably 90 minutes or less, more preferably 75 minutes or less, in the case of short-time firing, 60 minutes or less is more preferable, and when emphasizing easy preparation at a dental clinic, 45 minutes or less is even more preferable, and 30 minutes or less is particularly preferable. Furthermore, it can be 25 minutes or less, 20 minutes or less, or 15 minutes or less.
- the manufacturing method of the second embodiment is the same as the manufacturing method of the first embodiment, except that one type of zirconia raw material is used and the retention time (retention time) at the highest firing temperature is changed.
- the zirconia raw material is preferably zirconia powder having an average particle size of 50 nm or more and 500 nm or less.
- P3 is preferably 50 nm or more, more preferably 60 nm or more, and even more preferably 70 nm or more, from the standpoint of superior effects of the present invention. , 80 nm or more.
- the average particle size of P3 is preferably 500 nm or less, more preferably 400 nm or less, even more preferably 350 nm or less, and 300 nm or less, from the viewpoint of superior effects of the present invention. is particularly preferred.
- the holding time (retention time) at the highest firing temperature is preferably 90 minutes or less, more preferably 75 minutes or less, even more preferably 60 minutes or less, particularly preferably 45 minutes or less, and 30 minutes or less. minutes or less is most preferred. Furthermore, it can be 25 minutes or less, 20 minutes or less, or 15 minutes or less.
- the holding time is preferably 1 minute or longer, more preferably 5 minutes or longer, and even more preferably 10 minutes or longer. According to the production method of the present invention, even with such a short firing time, a zirconia sintered body having excellent bending strength, fracture toughness, and translucency can be produced depending on the yttria content. Moreover, by shortening the baking time, the production efficiency can be improved and the energy cost can be reduced.
- the present invention includes embodiments in which the above configurations are combined in various ways within the scope of the technical idea of the present invention as long as the effects of the present invention are exhibited.
- raw material 1 zirconia raw material
- zirconia raw material was obtained by wet pulverizing zirconium oxide in water and then spray drying to obtain a dry powder.
- the monoclinic system was 99% or more, and the average primary particle size was 100 nm.
- Raw material 2 zirconia raw material was obtained by wet pulverization and classification of zirconia. While zirconium oxide was wet pulverized in water, 2% by mass of polyacrylic acid was added and spray-dried to obtain a dry powder.
- the monoclinic system was 99% or more, and the average primary particle size was 40 nm.
- Raw material 3 (yttria raw material) was obtained by wet pulverizing yttria in water and then spray drying to obtain a dry powder.
- the average primary particle size was 200 nm and the BET specific surface area was 6.5 m 2 /g.
- the average primary particle size was measured using a laser diffraction/scattering particle size distribution analyzer (trade name “Partica LA-950”) manufactured by Horiba, Ltd., and a slurry diluted with water was measured for more than 30 minutes. It was sonicated and then measured on a volume basis while applying ultrasonic waves.
- a laser diffraction/scattering particle size distribution analyzer (trade name “Partica LA-950”) manufactured by Horiba, Ltd.
- Examples 1 to 11 and Comparative Examples 1 to 2 Separately prepared zirconia raw materials (raw materials 1 and 2) and yttria raw material (raw material 3) were put into water. This and zirconia beads were placed in a rotating container, and the raw materials were mixed and pulverized by ball mill pulverization. The desired slurry was obtained with a ball milling time of about 20 hours. Next, an organic binder was added to the resulting slurry and stirred with a rotary impeller. The slurry after stirring was dried and granulated with a spray dryer to obtain a powder. The average particle size of the powder was 40 ⁇ m.
- This powder was poured into a columnar mold and uniaxially pressed at a pressure of 200 MPa to obtain a compact.
- the compact is placed in an electric furnace, heated from room temperature at a rate of 10° C./min, held at 500° C. for 2 hours to degrease the organic component, held at 1000° C. for 2 hours, and maintained at ⁇ 0.4° C./min. to obtain a calcined body.
- the obtained calcined bodies were fired under firing conditions 1 to 4 shown in Table 1 below to obtain zirconia sintered bodies of each example.
- ⁇ Method for measuring average crystal grain size in sintered body The surface of the sintered body obtained in each example or comparative example was imaged with a scanning electron microscope (trade name “VE-9800”, manufactured by KEYENCE CORPORATION). After describing the grain boundary of each crystal grain in the obtained image, the average crystal grain size was calculated by image analysis. Image analysis software (trade name “Image-Pro Plus”, manufactured by Hakuto Co., Ltd.) is used to measure the average crystal grain size, the captured SEM image is binarized, and the brightness range is adjusted so that the grain boundary becomes clear. Adjusted to perceive the particles from the field of view (area).
- the crystal grain size obtained with Image-Pro Plus is obtained by measuring the length of the line segment connecting the contour lines passing through the center of gravity determined from the contour line of the crystal grain at 2-degree increments around the center of gravity and averaging them. It is. In the SEM photographic images (three fields of view) of each example and comparative example, the arithmetic average value of the crystal grain sizes of all the grains not covering the edge of the image was taken as the average crystal grain size (number basis) in the sintered body. .
- the term "particles that do not overlap the edges of the image” means particles excluding particles whose outlines do not fit within the screen of the SEM photograph image (particles whose outlines are interrupted on the upper, lower, left, and right boundaries). The grain size of all particles not overhanging the image edge was selected in Image-Pro Plus with the option to exclude all borderline particles.
- the average crystal grain size of the crystal grains in the zirconia sintered body of Example 1 was 297 nm, and the average crystal grain size of the crystal grains in the zirconia sintered body of Example 5 was 263 nm.
- a sintered body having a diameter of 15 mm and a thickness of 1.2 mm was obtained by changing the size of the mold according to the manufacturing method of each example, comparative example, or reference example.
- Table 3 shows the average values of the measured values.
- the sintered body obtained in each example or comparative example was polished into a flat plate sample with a thickness of 1.20 mm, and using a spectrophotometer (product name “Crystal Eye”, manufactured by Olympus Corporation), Measurement mode: 7band spectrum estimation method, light source: 7band LED light source, lightness (L W * ) when chromaticity is measured against a white background, and a black background with the same test piece, the same measurement device, measurement mode, and light source.
- a spectrophotometer product name “Crystal Eye”, manufactured by Olympus Corporation
- Table 3 shows the average values of the measured values.
- the raw material powder was not divided into zirconia and yttria powders, and raw materials 1 to 3 were not used, so it was indicated as "unknown."
- the zirconia sintered body of the present invention can be suitably used for dental products.
- dental products include copings, frameworks, crowns, crown bridges, abutments, implants, implant screws, implant fixtures, implant bridges, implant bars, brackets, denture bases, inlays, onlays, orthodontic wires, laminate veneers. etc.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Health & Medical Sciences (AREA)
- Composite Materials (AREA)
- Inorganic Chemistry (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Dentistry (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Compositions Of Oxide Ceramics (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247021927A KR20240116794A (ko) | 2021-12-27 | 2022-12-26 | 지르코니아 소결체 및 그 제조 방법 |
| US18/724,420 US20250059096A1 (en) | 2021-12-27 | 2022-12-26 | Zirconia sintered body and method for producing same |
| CN202280086267.XA CN118488936A (zh) | 2021-12-27 | 2022-12-26 | 氧化锆烧结体及其制造方法 |
| EP22916015.5A EP4458772A4 (en) | 2021-12-27 | 2022-12-26 | ZIRCONIA FRIED BODY AND ITS PRODUCTION METHOD |
| JP2023571004A JPWO2023127792A1 (https=) | 2021-12-27 | 2022-12-26 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-213268 | 2021-12-27 | ||
| JP2021213268 | 2021-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023127792A1 true WO2023127792A1 (ja) | 2023-07-06 |
Family
ID=86999269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/047900 Ceased WO2023127792A1 (ja) | 2021-12-27 | 2022-12-26 | ジルコニア焼結体及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250059096A1 (https=) |
| EP (1) | EP4458772A4 (https=) |
| JP (1) | JPWO2023127792A1 (https=) |
| KR (1) | KR20240116794A (https=) |
| CN (1) | CN118488936A (https=) |
| WO (1) | WO2023127792A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008222450A (ja) | 2007-03-08 | 2008-09-25 | Tosoh Corp | 透光性イットリア含有ジルコニア焼結体及びその製造方法並びにその用途 |
| JP2012509827A (ja) * | 2008-11-24 | 2012-04-26 | エクソンモービル・ケミカル・パテンツ・インク | 成形された熱安定性セラミック、それを使用した装置及び方法 |
| WO2014142080A1 (ja) | 2013-03-11 | 2014-09-18 | クラレノリタケデンタル株式会社 | ジルコニア焼結体、並びにジルコニアの組成物及び仮焼体 |
| JP2014535155A (ja) * | 2011-11-15 | 2014-12-25 | サン−ゴバン セラミックス アンド プラスティクス,インコーポレイティド | 固体酸化物型燃料電池の相互接続セル |
| JP2017128471A (ja) * | 2016-01-20 | 2017-07-27 | 東ソー株式会社 | ジルコニア粉末及びその製造方法 |
| WO2018056330A1 (ja) * | 2016-09-20 | 2018-03-29 | クラレノリタケデンタル株式会社 | ジルコニア組成物、仮焼体及び焼結体、並びにそれらの製造方法 |
| JP2019085284A (ja) * | 2017-11-03 | 2019-06-06 | 株式会社デンソー | 固体電解質、その製造方法、ガスセンサ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101473329B1 (ko) | 2013-06-03 | 2014-12-16 | 한국화학연구원 | 아연-실버-인듐-설파이드 코어와, 상기 코어를 둘러싸는 쉘을 포함하는 코어-쉘 구조 발광 나노입자 및 이의 제조방법 |
| WO2018056331A1 (ja) | 2016-09-20 | 2018-03-29 | クラレノリタケデンタル株式会社 | ジルコニア組成物、仮焼体及び焼結体並びにこれらの製造方法、並びに積層体 |
| JP7721247B2 (ja) * | 2018-03-20 | 2025-08-12 | 株式会社松風 | イットリア含有量の異なる多層構造ジルコニア |
| JP6758673B2 (ja) * | 2018-12-31 | 2020-09-23 | Yamakin株式会社 | 歯科用セラミックス材料 |
| JPWO2022138881A1 (https=) * | 2020-12-24 | 2022-06-30 |
-
2022
- 2022-12-26 CN CN202280086267.XA patent/CN118488936A/zh active Pending
- 2022-12-26 US US18/724,420 patent/US20250059096A1/en active Pending
- 2022-12-26 JP JP2023571004A patent/JPWO2023127792A1/ja active Pending
- 2022-12-26 KR KR1020247021927A patent/KR20240116794A/ko active Pending
- 2022-12-26 WO PCT/JP2022/047900 patent/WO2023127792A1/ja not_active Ceased
- 2022-12-26 EP EP22916015.5A patent/EP4458772A4/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008222450A (ja) | 2007-03-08 | 2008-09-25 | Tosoh Corp | 透光性イットリア含有ジルコニア焼結体及びその製造方法並びにその用途 |
| JP2012509827A (ja) * | 2008-11-24 | 2012-04-26 | エクソンモービル・ケミカル・パテンツ・インク | 成形された熱安定性セラミック、それを使用した装置及び方法 |
| JP2014535155A (ja) * | 2011-11-15 | 2014-12-25 | サン−ゴバン セラミックス アンド プラスティクス,インコーポレイティド | 固体酸化物型燃料電池の相互接続セル |
| WO2014142080A1 (ja) | 2013-03-11 | 2014-09-18 | クラレノリタケデンタル株式会社 | ジルコニア焼結体、並びにジルコニアの組成物及び仮焼体 |
| JP2017128471A (ja) * | 2016-01-20 | 2017-07-27 | 東ソー株式会社 | ジルコニア粉末及びその製造方法 |
| WO2018056330A1 (ja) * | 2016-09-20 | 2018-03-29 | クラレノリタケデンタル株式会社 | ジルコニア組成物、仮焼体及び焼結体、並びにそれらの製造方法 |
| JP2019085284A (ja) * | 2017-11-03 | 2019-06-06 | 株式会社デンソー | 固体電解質、その製造方法、ガスセンサ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4458772A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20240116794A (ko) | 2024-07-30 |
| US20250059096A1 (en) | 2025-02-20 |
| JPWO2023127792A1 (https=) | 2023-07-06 |
| EP4458772A1 (en) | 2024-11-06 |
| EP4458772A4 (en) | 2026-01-07 |
| CN118488936A (zh) | 2024-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7213268B2 (ja) | 歯科用に好適なジルコニア仮焼体 | |
| JP6688838B2 (ja) | ジルコニア焼結体、並びにジルコニアの組成物及び仮焼体 | |
| JP7213829B2 (ja) | 歯科用に好適なジルコニア仮焼体 | |
| JP7001310B1 (ja) | 歯科用に好適なジルコニア仮焼体 | |
| JP7005819B2 (ja) | ジルコニア焼結体の製造方法 | |
| JP7558932B2 (ja) | 歯科用に好適なジルコニア仮焼体及びその製造方法 | |
| JP7776431B2 (ja) | 良切削性のジルコニア仮焼体 | |
| JP7535211B2 (ja) | 歯科用被加工体及びその製造方法 | |
| JP2025028914A (ja) | ジルコニア複合焼結体及びその製造方法 | |
| JP7566764B2 (ja) | 歯科用に好適なジルコニア成形体 | |
| WO2023127792A1 (ja) | ジルコニア焼結体及びその製造方法 | |
| JP7767462B2 (ja) | ジルコニア焼結体及びその製造方法 | |
| JP7633473B2 (ja) | ジルコニア複合焼結体及びその製造方法 | |
| US20230202931A1 (en) | Method and composition to produce high translucency dental ceramics | |
| WO2025063304A1 (ja) | ジルコニア仮焼体及びその製造方法 | |
| WO2025063305A1 (ja) | ジルコニア仮焼体及びその製造方法 | |
| KR20260057677A (ko) | 지르코니아 가소체 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22916015 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023571004 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18724420 Country of ref document: US Ref document number: 202280086267.X Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20247021927 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022916015 Country of ref document: EP Effective date: 20240729 |