WO2023063184A1 - 切削インサート、切削工具及び切削加工物の製造方法 - Google Patents
切削インサート、切削工具及び切削加工物の製造方法 Download PDFInfo
- Publication number
- WO2023063184A1 WO2023063184A1 PCT/JP2022/037260 JP2022037260W WO2023063184A1 WO 2023063184 A1 WO2023063184 A1 WO 2023063184A1 JP 2022037260 W JP2022037260 W JP 2022037260W WO 2023063184 A1 WO2023063184 A1 WO 2023063184A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- region
- corner
- central axis
- cutting
- upper region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2204—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert
- B23C5/2208—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts
- B23C5/2213—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/109—Shank-type cutters, i.e. with an integral shaft with removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/1009—Ball nose end mills
- B23C5/1027—Ball nose end mills with one or more removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0455—Square
- B23C2200/0461—Square rounded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0494—Rectangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/125—Side or flank surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/24—Cross section of the cutting edge
- B23C2200/243—Cross section of the cutting edge bevelled or chamfered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/293—Variable clearance angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/36—Other features of the milling insert not covered by B23C2200/04 - B23C2200/32
- B23C2200/367—Mounted tangentially, i.e. where the rake face is not the face with largest area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/08—Milling with the axis of the tool perpendicular to the workpiece axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/48—Methods of milling not otherwise provided for
Definitions
- the present disclosure generally relates to cutting inserts, cutting tools, and methods of manufacturing cut workpieces used for cutting work materials. Specifically, it relates to a cutting tool used for milling.
- Patent Document 3 As a cutting insert used when cutting a work material such as metal, for example, JP 2007-125669 (Patent Document 1), JP 2008-511464 (Patent Document 2) and JP 2017-056552 BACKGROUND ART A cutting insert described in JP-A-2003-200010 (Patent Document 3) is known.
- the cutting inserts described in Patent Documents 1-3 each have an upper surface, a lower surface, side surfaces and an upper cutting edge. When the cutting insert is attached to the holder, part of the side surface of the cutting insert contacts the holder.
- a non-limiting one-sided cutting insert of the present disclosure includes a polygonal upper surface, a lower surface opposite said upper surface, a side surface positioned between said upper surface and said lower surface, and a surface positioned at the intersection of said upper surface and said side surface. and an upper cutting edge.
- a virtual straight line passing through the center of the upper surface and the center of the lower surface is the central axis.
- the top surface includes a first corner, a second corner, an end connected to the first corner and the second corner, and an end connected to the second corner from an end connected to the first corner. and a first side that is inclined so as to approach the lower surface as it goes toward.
- the side surface has a first side surface connected to the first side.
- the first side includes a first portion connected to the first corner, a second portion connected to the second corner, and a third portion located between the first portion and the second portion.
- the first side surface has a first region connected to the first portion, a second region connected to the second portion, and a third region connected to the third portion.
- the first region is connected to the first region in a cross section perpendicular to the first side when viewed from the top, and is a first upper region that is slanted outward with increasing distance from the first region. and a first lower region connected to the first upper region and parallel to the central axis.
- the second region is connected to the second portion in a cross section perpendicular to the first side when viewed from the top, and is a second upper region that is inclined inwardly as the distance from the second portion increases. and a second lower region located closer to the lower surface than the second upper region and parallel to the central axis.
- the third region is connected to the third region in a cross section orthogonal to the first side when viewed from the top, and is a third upper region that is inclined outward with distance from the third region. and a third lower region that is closer to the lower surface than the third upper region and further outward than the third upper region and parallel to the central axis, the third upper region and the third a recess located between the lower regions and recessed inwardly from the intersection of the imaginary extension line of the third upper region and the imaginary extension line of the third lower region.
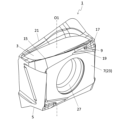
- FIG. 1 is a perspective view of a non-limiting one-sided cutting insert of the present disclosure
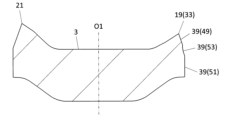
- FIG. 2 is a top view of the cutting insert shown in FIG. 1 as seen from above
- FIG. 2 is a bottom view of the cutting insert shown in FIG. 1 as seen from below
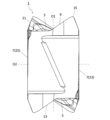
- FIG. It is the side view which looked at the cutting insert shown in FIG. 4 from A1 direction.
- 8 is the same side view as the cutting insert shown in FIG. 7; FIG. FIG.
- FIG. 10 is a cross-sectional view of the X cross section in the cutting insert shown in FIG. 9;
- FIG. 10 is a sectional view of the XI section in the cutting insert shown in FIG. 9;
- FIG. 10 is a sectional view of the XII section in the cutting insert shown in FIG. 9;
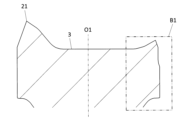
- 13 is an enlarged view of a region B1 shown in FIG. 12;
- FIG. 10 is a cross-sectional view of the XIV cross section in the cutting insert shown in FIG. 9;
- FIG. 10 is a cross-sectional view of the XV cross section in the cutting insert shown in FIG. 9;
- 16 is an enlarged view of a region B2 shown in FIG. 15;
- FIG. 1 is a perspective view of a non-limiting one-sided cutting tool of the present disclosure
- FIG. 18 is a side view of the cutting tool shown in FIG. 17
- FIG. 18 is an enlarged view of a region B3 shown in FIG. 17
- FIG. 1 is a schematic diagram illustrating a step in the non-limiting method of manufacturing a one-sided machined workpiece of the present disclosure
- FIG. 1 is a schematic diagram illustrating a step in the non-limiting method of manufacturing a one-sided machined workpiece of the present disclosure
- FIG. 1 is a schematic diagram illustrating a step in the non-limiting method of manufacturing a one-sided machined workpiece of the present disclosure
- FIG. 1 is a schematic diagram illustrating a step in the non-limiting method of manufacturing a one-sided machined workpiece of the present disclosure
- insert 1 a non-limiting one-sided cutting insert 1 (hereinafter sometimes referred to as "insert 1") of the present disclosure will be described in detail with reference to the drawings.
- insert 1 may comprise any components not shown in the referenced figures.
- the dimensions of the members in each drawing do not faithfully represent the actual dimensions of the constituent members, the dimensional ratios of the respective members, and the like.
- the insert 1 may have an upper surface 3, a lower surface 5, side surfaces 7 and an upper cutting edge 9, as in one non-limiting example shown in FIGS.
- the upper surface 3 and the lower surface 5 are expressions for convenience and do not indicate upward and downward directions.
- top surface 3 need not face upwards when insert 1 is used.
- the upper surface 3 may be polygonal.
- the lower surface 5 may also be located opposite the upper surface 3 .
- the lower surface 5, like the upper surface 3, may be polygonal.
- the insert 1 may have a polygonal plate shape.
- polygonal shapes examples include triangles, quadrilaterals, pentagons, hexagons and octagons.
- the top surface 3 may be rectangular.
- the polygonal shape does not have to be strictly a polygonal shape.
- the plurality of sides of the upper surface 3 may not be strictly straight lines, and may be slightly curved when the upper surface 3 is viewed from the front (top view).
- the corners of the upper surface 3 located between the sides adjacent to each other may not be exact corners.
- the corners on the upper surface 3 may not be exact corners.
- the corner may have a convex curved shape when viewed from above, or may have a shape combining a straight line and a curved line when viewed microscopically. Even if the corners include convex curved portions and the sides are slightly curved, the radii of curvature are completely different, and macroscopically, it can be evaluated that the upper surface 3 is generally polygonal. For example, in the example shown in FIG. 4, the radius of curvature of the sides is set to 100 times or more the radius of curvature of the corners. These points are the same for the lower surface 5 as well.
- An imaginary straight line passing through the center of the upper surface 3 and the center of the lower surface 5 may be the central axis O1 of the insert 1.
- the diagonal corners of the top surface 3 may be connected by straight lines, and the intersection of these straight lines may be the center of the top surface 3 .
- the starting point of the diagonal line may be the intersection of the extension lines of the sides forming the polygonal shape.
- the center of the upper surface 3 may be the position of the center of gravity of the upper surface 3 when viewed from above.
- the center of the bottom surface 5 may be defined similarly to the center of the top surface 3 .
- the upper surface 3 may be rotationally symmetrical at 180° around the central axis O1 when viewed from above. Further, the lower surface 5 may be rotationally symmetrical about the central axis O1 by 180° when the lower surface 5 is viewed from the front (bottom view).
- the lower surface 5 may have a planar area 11 centrally located on the lower surface 5, as in a non-limiting example shown in FIG.
- Planar area 11 can function as a seating surface. That is, when the upper cutting edge 9 is used to manufacture a machined workpiece, the planar region 11 can abut (contact) the holder when the insert 1 is attached to the holder.
- the planar area 11 may be a flat surface area. Flat does not have to be flat in the strictest sense.
- the planar region 11 may be substantially flat, or may be slightly curved or have slight irregularities that are not noticeable when the insert 1 is viewed as a whole. For example, the planar region 11 may have slight unevenness of about several tens of ⁇ m.
- the flat area 11 may be positioned so as to include the central axis O1. Moreover, the planar region 11 may be orthogonal to the central axis O1. Orthogonality is not limited to strict orthogonality, and may mean that a range of about 90° ⁇ 5° is allowed.
- the insert 1 is not limited to a specific size.
- the maximum width when the upper surface 3 is viewed from above may be set to approximately 4 to 25 mm.
- the height from the upper surface 3 to the lower surface 5 may be set to about 5 to 20 mm.
- the height from the upper surface 3 to the lower surface 5 may mean the maximum value of the distance between the upper surface 3 and the lower surface 5 in the direction parallel to the central axis O1.
- the height from the upper surface 3 to the lower surface 5 may be rephrased as the width of the side surface 7 in the direction along the central axis O1.
- the side surface 7 may be located between the upper surface 3 and the lower surface 5. Sides 7 may be connected to top 3 and bottom 5, as in one non-limiting example shown in FIGS.
- the upper cutting edge 9 may be located at the intersection of the upper surface 3 and the side surface 7.
- the upper cutting edge 9 can be used for cutting a work material when using the insert 1 to manufacture a machined product.
- the upper cutting edge 9 may be positioned over the entire intersection of the upper surface 3 and the side surface 7, or may be positioned only at a part of this intersection.
- the upper cutting edge 9 may be positioned at least on the first side 19, as in one non-limiting example such as that shown in FIG.
- the upper cutting edge 9 may have a linear shape or a curved shape when the side surface 7 is viewed from the front (side view). Further, the upper cutting edge 9 may have a shape that combines a straight line and a curved line when viewed from the side.
- one of the top surface 3 and the side surface 7 may have a rake area, and the other of the top surface 3 and the side surface 7 may have a flank area. good.
- the top surface 3 may have a rake area and the side surface 7 may have a flank area.
- the insert 1 may have a lower cutting edge 13.
- the bottom cutting edge 13 may be located at the intersection of the bottom surface 5 and the side surface 7 .
- the lower cutting edge 13 can be used to cut a workpiece when the insert 1 is used to manufacture a machined product.
- the lower cutting edge 13 may be positioned over the entire intersection of the lower surface 5 and the side surface 7, or may be positioned only at a part of this intersection.
- the lower cutting edge 13 may have a linear shape or a curved shape when viewed from the side. Further, the lower cutting edge 13 may have a shape that combines a straight line and a curved line when viewed from the side.
- the insert 1 when the insert 1 has the upper cutting edge 9 and the lower cutting edge 13, the insert 1 can be double-sided.
- the plurality of corners on the upper surface 3 may include a first corner 15 and a second corner 17. Also, the plurality of sides on the upper surface 3 may include the first side 19 . The plurality of sides on the top surface 3 may further include a second side 21 in addition to the first side 19 . That is, the top surface 3 may have a first corner 15 , a second corner 17 , a first side 19 and a second side 21 .
- the first side 19 is connected to the first corner 15 and the second corner 17, and from the end 19a connected to the first corner 15 to the second corner 17, as a non-limiting example shown in FIG. You may incline so that the lower surface 5 may be approached as it goes to the edge part 19b which was cut. Also, the second side 21 may be located on the opposite side of the first side 19 . The second side 21 may be located on the opposite side of the first side 19 with respect to the central axis O1.
- the first side 19 and the second side 21 may have the same length or may have different lengths. As a non-limiting example shown in FIG. 1, the first side 19 and the second side 21 may be the same length as each other. The first side 19 and the second side 21 may each be one of the longer sides of the rectangular upper surface 3 .
- the side surface 7 may have the first side surface 23 .
- the first side 23 may be connected to the first side 19 .
- the side surface 7 may further have a second side surface 25 in addition to the first side surface 23 .
- the second side 25 may be connected to the second side 21 .
- the insert 1 may have through-holes 27 that open at the first side surface 23 and the second side surface 25 .
- the through-holes 27 can be used, for example, to insert screws when fixing the insert 1 to the holder.
- a clamp member may be used instead of the screw.
- the through hole 27 may be opened at the center of the first side surface 23 and the center of the second side surface 25 .
- the center of the first side 23 and the center of the second side 25 may be defined similarly to the center of the top surface 3 .
- An imaginary straight line passing through the center of the first side surface 23 and the center of the second side surface 25 may be the central axis O2 of the through hole 27 .
- the central axis O2 of the through hole 27 may be orthogonal to the central axis O1 of the insert 1.
- the through-hole 27 is not limited to the configuration in which it opens at the first side surface 23 and the second side surface 25 .
- the through-holes 27 may open, for example, at the upper surface 3 and the lower surface 5 .
- the first side 19 may have a first portion 29, a second portion 31 and a third portion 33, as in a non-limiting example shown in FIG.
- the first portion 29 may be connected to the first corner 15 .
- the second portion 31 may be connected to the second corner 17 .
- the third portion 33 may be positioned between the first portion 29 and the second portion 31 .
- the upper cutting edge 9 may be positioned at each of the first portion 29 , the second portion 31 and the third portion 33 .
- the first side surface 23 may have a first region 35 , a second region 37 and a third region 39 .
- the first region 35 may be connected to the first portion 29 .
- the second region 37 may be connected to the second portion 31 .
- the third region 39 may be connected to the third portion 33 .
- the first area 35 may have a first upper area 41 and a first lower area 43 .
- the first upper region 41 is connected to the first portion 29 and separated from the first portion 29 in a cross section orthogonal to the first side 19 when viewed from above. It may therefore be slanted outwards. Outward may mean a direction away from the central axis O1.
- first lower region 43 may be connected to the first upper region 41 and parallel to the central axis O1 in the above cross section.
- Parallel is not limited to strict parallel, and may mean that an inclination of about ⁇ 0.5° is allowed.
- the second region 37 may have a second upper region 45 and a second lower region 47, as in a non-limiting example shown in FIG.
- the second upper region 45 is connected to the second portion 31 in a cross section perpendicular to the first side 19 when viewed from above, and is connected to the second portion 31 . It may be slanted inward as it moves away from the . Inward may mean a direction approaching the central axis O1.
- the second lower region 47 may be positioned closer to the lower surface 5 than the second upper region 45 in the above cross section and may be parallel to the central axis O1.
- a virtual straight line O1a parallel to the central axis O1 may be used as a reference, as in a non-limiting example shown in FIG.
- the third region 39 may have a third upper region 49, a third lower region 51 and a recess 53, as in a non-limiting example shown in FIG.
- the third upper region 49 is connected to the third portion 33 in a cross section perpendicular to the first side 19 when viewed from above, and the third portion 33 may be slanted outwardly away from the .
- the third lower region 51 is closer to the lower surface 5 than the third upper region 49, is further outward than the third upper region 49, and is parallel to the central axis O1. good.
- the recessed portion 53 is located between the third upper region 49 and the third lower region 51 in the above cross section, and is aligned with the virtual extension line L1 of the third upper region 49 and the virtual extension line L2 of the third lower region 51. It may be recessed inward from the intersection (intersection point 39A).
- the first portion 29 tends to have a relatively larger cutting load than the second portion 31 located near the second corner 17 .
- the first region 35 connected to the first portion 29 has a first upper region 41 inclined outward as it separates from the first portion 29, and a first lower region 43 parallel to the central axis O1. When both are connected, the thickness of the first portion 29 is large and the strength is high. Therefore, the durability of the first portion 29 is high.
- the second region 37 connected to the second portion 31 where the cutting load tends to be relatively small has a second upper region 45 inclined inwardly as it separates from the second portion 31 and the central axis O1. , the second region 37 is less likely to interfere with the machining surface of the work material. Therefore, the machined surface is less likely to be roughened, and the surface precision is high.
- a third portion 33 positioned between the first portion 29 and the second portion 31 tends to have a relatively moderate cutting load.
- the third region 39 connected to the third portion 33 has a third upper region 49 inclined outward as it separates from the third portion 33 , a recess 53 , and a third upper region 49 outward from the third upper region 49 . and a third lower region 51 that is parallel to the central axis O1. tends to be high. Therefore, according to the insert 1, the durability is high and the surface accuracy of the machined surface is high.
- the cross section of the first upper region 41 and the first lower region 43 may be rephrased as a first cross section orthogonal to the first portion 29 and including the first region 35 when viewed from above.
- the cross section of the second upper region 45 and the second lower region 47 may be rephrased as a second cross section that is perpendicular to the second portion 31 and includes the second region 37 when viewed from above.
- the cross section of the third upper region 49 , the third lower region 51 , and the recessed portion 53 may be referred to as a third cross section that is perpendicular to the third region 33 and includes the third region 39 when viewed from above.
- the recess 53 may have a first partial area 55 and a second partial area 57, as in a non-limiting example shown in FIG.
- the first partial region 55 may be connected to the third upper region 49 and parallel to the central axis O1 in the above cross section (third cross section), as in a non-limiting example shown in FIG.
- the second partial region 57 may be connected to the third lower region 51 and the first partial region 55 in the above cross section, and may slope outward as it separates from the first partial region 55. .
- the durability of the portion of the upper cutting edge 9 located at the third portion 33 is enhanced. Therefore, the durability of the insert 1 is high.
- the width W1 of the first partial region 55 in the direction along the central axis O1 may be constant or may vary.
- the width W1 may increase closer to the second corner 17, as in one non-limiting example shown in FIG.
- the second partial region 57 and the third lower region 51 are less likely to interfere with the machined surface of the work material.
- the through hole 27 is positioned below the recess 53, and the recess 53 is located at a second angle from the center of the through hole 27 (central axis O2). 17, the strength of the insert 1 around the through hole 27 can be increased. Therefore, cracks are less likely to occur around the through hole 27 when the insert 1 is fixed to the holder.
- the width W2 of the second partial region 57 in the direction along the central axis O1 may be constant or may vary.
- the width W2 when the width W2 is constant, the load applied to the second partial region 57 during cutting is less likely to concentrate on a specific location, and the second partial region 57 is wide. Easily distributed over a range.
- the width W3 of the second upper region 45 in the direction along the central axis O1 may be constant or may vary.
- width W3 may increase closer to second corner 17, as in one non-limiting example shown in FIG. In this case, the second lower region 47 is less likely to interfere with the machined surface of the work material.
- the recess 53 may also be located between the second upper region 45 and the second lower region 47, as in one non-limiting example shown in FIGS. In this case, the second lower region 47 is less likely to interfere with the machined surface of the workpiece, and the durability of the portion of the upper cutting edge 9 located at the second portion 31 is enhanced.
- the first lower area 43, the second lower area 47 and the third lower area 51 may be positioned on the same plane as in a non-limiting example shown in FIG.
- the first lower area 43, the second lower area 47 and the third lower area 51 can be used as so-called restraint surfaces when the insert 1 is attached to the holder.
- the insert 1 is stably constrained to the holder when these regions are used as constraining surfaces. easy to be
- the first portion 29 may have an end on the second corner 17 side located closer to the second corner 17 than the central axis O1, as in a non-limiting example shown in FIG.
- the length of the first portion 29 may be longer than the length of each of the second portion 31 and the third portion 33 .
- the length of the third portion 33 may be longer than the length of the second portion 31 .
- the third portion 33 may be connected to the first portion 29 or separated from the first portion 29 . Similarly, the third portion 33 may be connected to the second portion 31 or separated from the second portion 31 . For example, as in one non-limiting example shown in FIG. 2, the third portion 33 may be connected to the first portion 29 and the second portion 31 respectively. In this case, the third region 39 may be connected to the first region 35 and the second region 37 respectively.
- the second upper region 45 may be inclined at an inclination angle ⁇ 1, as shown in FIG. 16 as a non-limiting example.
- the tilt angle ⁇ 1 may be evaluated as an angle with respect to the central axis O1 (virtual straight line O1a). Note that the inclination angle ⁇ 1 is not limited to a specific value. For example, the tilt angle ⁇ 1 may be set between 1° and 5°.
- the second upper region 45 may also be positioned between the third upper region 49 and the recess 53, as in a non-limiting example shown in FIG.
- Examples of materials for the insert 1 include cemented carbide and cermet.
- Cemented carbide compositions may include, for example, WC-Co, WC-TiC-Co and WC-TiC-TaC-Co.
- WC, TiC and TaC may be hard particles and Co may be the binder phase.
- the cermet may be a sintered composite material in which a metal is combined with a ceramic component.
- An example of a cermet may be a titanium compound based on titanium carbide (TiC) or titanium nitride (TiN).
- TiC titanium carbide
- TiN titanium nitride
- the material of the insert 1 is not limited to the above composition.
- the surface of the insert 1 may be coated with a coating using chemical vapor deposition (CVD) or physical vapor deposition (PVD) methods.
- the composition of the coating may include, for example, titanium carbide (TiC), titanium nitride (TiN), titanium carbonitride ( TiCN ), and alumina ( Al2O3 ).
- FIG. 17 a non-limiting cutting tool 101 of the present disclosure will be described with reference to FIGS. 17 to 19.
- the cutting tool 101 may have a holder 103 and an insert 1, as a non-limiting example shown in FIGS. 17-19.
- the insert 1 has high durability and the surface accuracy of the machined surface is high, so excellent cutting performance can be exhibited.
- the cutting tool 101 is rotatable around the rotation axis O3. Moreover, the cutting tool 101 may be used for milling.
- the holder 103 may have a cylindrical shape extending from the first end 103a to the second end 103b along the rotation axis O3.
- the cylindrical shape may be a substantially cylindrical shape, and does not have to be a cylindrical shape in a strict sense.
- the holder 103 may have a pocket 105 located on the side of the first end 103a.
- An insert 1 can be attached to the pocket 105 .
- the pocket 105 may be open on the outer peripheral surface of the holder 103 and the end surface on the side of the first end 103a.
- the insert 1 may be positioned within the pocket 105.
- the number of pockets 105 may be one or more. If the holder 103 has multiple pockets 105 , the cutting tool 101 may have multiple inserts 1 , and one insert 1 may be located in each pocket 105 .
- these pockets 105 may be positioned at equal intervals around the rotation axis O3, or may be positioned at unequal intervals.
- the insert 1 may be mounted in the pocket 105 so that at least part of the cutting edge protrudes from the holder 103.
- the insert 1 may be mounted in the holder 103 such that the upper cutting edge 9 protrudes from the holder 103 toward the workpiece.
- the lower surface 5 and side surfaces 7 may abut against the holder 103 .
- the insert 1 is attached to the holder 103 so that the first corner 15 is closer to the first end 103 a than the second corner 17 and the first side 19 is closer to the outer periphery than the second side 21 .
- the insert 1 may be attached to the pocket 105 by a screw 107. That is, by inserting a screw 107 into the through-hole 27 of the insert 1, inserting the tip of the screw 107 into a screw hole formed in the pocket 105, and fixing the screw 107 to the screw hole, the insert 1 is attached to the holder 103. may be attached to the
- Examples of materials for the holder 103 include steel and cast iron. When the material of the holder 103 is steel, the toughness of the holder 103 is high.
- the cutting workpiece 201 may be produced by cutting a workpiece 203 .
- the method for manufacturing the cut workpiece 201 may include the following steps. i.e. (1) rotating the cutting tool 101 represented by the above non-limiting embodiment; (2) contacting the rotating cutting tool 101 with the work material 203; (3) separating the cutting tool 101 from the work material 203; may be provided.
- the cutting tool 101 may be relatively brought closer to the work material 203 while rotating in the Y1 direction around the rotation axis O3.
- the upper cutting edge 9 of the cutting tool 101 may be brought into contact with the work material 203 to cut the work material 203 .
- the cutting tool 101 may be kept relatively away from the work material 203 .
- the work material 203 is fixed and the cutting tool 101 is moved in each step, but it is of course not limited to such a form.
- step (1) the work material 203 may be brought closer to the cutting tool 101 .
- step (3) the work material 203 may be kept away from the cutting tool 101 .
- the process of keeping the cutting tool 101 rotated and bringing the upper cutting edge 9 of the insert 1 into contact with different portions of the work piece 203 may be repeated.
- Examples of materials for the work material 203 include carbon steel, alloy steel, stainless steel, cast iron, and non-ferrous metals.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Milling Processes (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023554439A JP7573759B2 (ja) | 2021-10-11 | 2022-10-05 | 切削インサート、切削工具及び切削加工物の製造方法 |
| EP22880880.4A EP4417350A4 (en) | 2021-10-11 | 2022-10-05 | CUTTING INSERT, CUTTING TOOL AND METHOD FOR MANUFACTURING CUT PRODUCT |
| CN202280063067.2A CN117999139A (zh) | 2021-10-11 | 2022-10-05 | 切削刀片、切削刀具以及切削加工物的制造方法 |
| KR1020247007538A KR102835316B1 (ko) | 2021-10-11 | 2022-10-05 | 절삭 인서트, 절삭 공구 및 절삭 가공물의 제조 방법 |
| US18/697,478 US20240408681A1 (en) | 2021-10-11 | 2022-10-05 | Cutting insert, cutting tool, and method for manufacturing machined product |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021166753 | 2021-10-11 | ||
| JP2021-166753 | 2021-10-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023063184A1 true WO2023063184A1 (ja) | 2023-04-20 |
Family
ID=85988617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/037260 Ceased WO2023063184A1 (ja) | 2021-10-11 | 2022-10-05 | 切削インサート、切削工具及び切削加工物の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240408681A1 (https=) |
| EP (1) | EP4417350A4 (https=) |
| JP (1) | JP7573759B2 (https=) |
| KR (1) | KR102835316B1 (https=) |
| CN (1) | CN117999139A (https=) |
| WO (1) | WO2023063184A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7778293B1 (ja) * | 2025-03-24 | 2025-12-02 | 株式会社タンガロイ | 切削インサート及び回転切削工具 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007125669A (ja) | 2005-11-07 | 2007-05-24 | Sumitomo Electric Hardmetal Corp | 刃先交換式チップと刃先交換式隅削りフライスカッタ |
| JP2008511464A (ja) | 2004-09-02 | 2008-04-17 | インガーソル カッティング ツール カンパニー | タンジェンシャル切削インサートおよびフライス |
| JP2013091153A (ja) * | 2011-10-04 | 2013-05-16 | Mitsubishi Materials Corp | 切削インサートおよび刃先交換式切削工具 |
| JP2017056552A (ja) | 2015-09-15 | 2017-03-23 | 三菱マテリアル株式会社 | 切削インサート及び刃先交換式切削工具 |
| JP2018509306A (ja) * | 2015-03-25 | 2018-04-05 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 切削インサート及びフライス工具 |
| JP2021166753A (ja) | 2020-03-24 | 2021-10-21 | 株式会社三洋物産 | 遊技機 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9010769D0 (en) * | 1990-05-14 | 1990-07-04 | Iscar Hartmetall | Cutting insert |
| US6802676B2 (en) * | 2001-03-02 | 2004-10-12 | Valenite Llc | Milling insert |
| IL158098A (en) * | 2003-09-24 | 2008-03-20 | Amir Satran | Tangential cutting insert and milling cutter |
| IL160223A (en) * | 2004-02-04 | 2008-11-26 | Carol Smilovici | Double-sided cutting insert and milling cutter |
| SE531250C2 (sv) * | 2007-06-05 | 2009-02-03 | Sandvik Intellectual Property | Indexerbart hörnfrässkär |
| IL187721A (en) * | 2007-11-28 | 2014-05-28 | Iscar Ltd | Cutting insert |
| IL203283A (en) * | 2010-01-13 | 2014-02-27 | Iscar Ltd | Cutting put |
| CN102958634B (zh) * | 2010-10-05 | 2015-08-26 | 京瓷株式会社 | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 |
| CN107297531B (zh) * | 2011-10-31 | 2019-11-22 | 京瓷株式会社 | 切削镶刀 |
| JP6127343B2 (ja) * | 2013-03-26 | 2017-05-17 | 住友電工ハードメタル株式会社 | ミーリングカッタ用切削インサート |
| EP2893995B1 (en) * | 2014-01-08 | 2019-03-27 | Sandvik Intellectual Property AB | A metal cutting insert and a milling tool |
| EP3199282B1 (en) * | 2014-09-26 | 2020-07-29 | KYOCERA Corporation | Cutting insert, cutting tool, and method for producing cut article |
| US10046398B2 (en) * | 2014-12-15 | 2018-08-14 | Seco Tools Ab | Reinforced double-sided cutting insert and cutting tool with reinforced double-sided cutting insert |
| EP3556498B1 (en) * | 2018-04-16 | 2021-02-17 | Seco Tools Ab | Cutting insert and milling tool |
| JP7035176B2 (ja) * | 2018-05-07 | 2022-03-14 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| US11583942B2 (en) * | 2020-10-19 | 2023-02-21 | Iscar, Ltd. | Reversible square-shaped cutting insert and rotary cutting tool |
| US20240326140A1 (en) * | 2023-03-28 | 2024-10-03 | Kennametal Inc. | Double-sided, indexable cutting insert with high ramping capability and cutting tool therefor |
-
2022
- 2022-10-05 WO PCT/JP2022/037260 patent/WO2023063184A1/ja not_active Ceased
- 2022-10-05 KR KR1020247007538A patent/KR102835316B1/ko active Active
- 2022-10-05 CN CN202280063067.2A patent/CN117999139A/zh active Pending
- 2022-10-05 JP JP2023554439A patent/JP7573759B2/ja active Active
- 2022-10-05 EP EP22880880.4A patent/EP4417350A4/en active Pending
- 2022-10-05 US US18/697,478 patent/US20240408681A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008511464A (ja) | 2004-09-02 | 2008-04-17 | インガーソル カッティング ツール カンパニー | タンジェンシャル切削インサートおよびフライス |
| JP2007125669A (ja) | 2005-11-07 | 2007-05-24 | Sumitomo Electric Hardmetal Corp | 刃先交換式チップと刃先交換式隅削りフライスカッタ |
| JP2013091153A (ja) * | 2011-10-04 | 2013-05-16 | Mitsubishi Materials Corp | 切削インサートおよび刃先交換式切削工具 |
| JP2018509306A (ja) * | 2015-03-25 | 2018-04-05 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 切削インサート及びフライス工具 |
| JP2017056552A (ja) | 2015-09-15 | 2017-03-23 | 三菱マテリアル株式会社 | 切削インサート及び刃先交換式切削工具 |
| JP2021166753A (ja) | 2020-03-24 | 2021-10-21 | 株式会社三洋物産 | 遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4417350A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7778293B1 (ja) * | 2025-03-24 | 2025-12-02 | 株式会社タンガロイ | 切削インサート及び回転切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7573759B2 (ja) | 2024-10-25 |
| KR102835316B1 (ko) | 2025-07-17 |
| JPWO2023063184A1 (https=) | 2023-04-20 |
| EP4417350A1 (en) | 2024-08-21 |
| US20240408681A1 (en) | 2024-12-12 |
| EP4417350A4 (en) | 2025-09-17 |
| KR20240038106A (ko) | 2024-03-22 |
| CN117999139A (zh) | 2024-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7480291B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7417713B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| KR102745530B1 (ko) | 회전 공구 및 절삭 가공물의 제조 방법 | |
| WO2023063184A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7114733B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| CN110944777B (zh) | 切削刀片、切削工具以及切削加工物的制造方法 | |
| JPWO2019230987A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7763261B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| US20200130072A1 (en) | Cutting insert, cutting tool, and method for manufacturing machined product | |
| JP7257413B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7257230B2 (ja) | 切削インサート、切削工具、及び切削加工物の製造方法 | |
| JP7344168B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7445758B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| US20250196235A1 (en) | Cutting insert, cutting tool, and method for manufacturing machined product | |
| JP7344385B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7117389B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| WO2025216120A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22880880 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023554439 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20247007538 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280063067.2 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18697478 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022880880 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022880880 Country of ref document: EP Effective date: 20240513 |