WO2023058420A1 - Procédé de fabrication d'une machine dynamo-électrique, et machine dynamo-électrique - Google Patents
Procédé de fabrication d'une machine dynamo-électrique, et machine dynamo-électrique Download PDFInfo
- Publication number
- WO2023058420A1 WO2023058420A1 PCT/JP2022/034300 JP2022034300W WO2023058420A1 WO 2023058420 A1 WO2023058420 A1 WO 2023058420A1 JP 2022034300 W JP2022034300 W JP 2022034300W WO 2023058420 A1 WO2023058420 A1 WO 2023058420A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- winding
- core
- electric machine
- coil
- rotating electric
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 71
- 238000000034 method Methods 0.000 title claims description 33
- 238000004804 winding Methods 0.000 claims abstract description 293
- 239000000696 magnetic material Substances 0.000 claims description 3
- 238000010586 diagram Methods 0.000 description 28
- 239000012212 insulator Substances 0.000 description 28
- 230000000052 comparative effect Effects 0.000 description 19
- 230000002093 peripheral effect Effects 0.000 description 17
- 241001122767 Theaceae Species 0.000 description 14
- 230000002829 reductive effect Effects 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 239000011347 resin Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 238000005452 bending Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 230000017525 heat dissipation Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000004070 electrodeposition Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 230000002452 interceptive effect Effects 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images



























Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/18—Windings for salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
Definitions
- This application relates to a method for manufacturing a rotating electrical machine and a rotating electrical machine.
- the present application discloses a technique for solving the above problems, and aims to provide a method for manufacturing a rotating electric machine and a rotating electric machine that facilitates an improvement in coil density.
- the method for manufacturing a rotating electric machine disclosed in the present application includes: an annular yoke core; a plurality of tee cores protruding radially inward of the yoke core at intervals in the circumferential direction; a stator in which a coil is installed in a slot between the tooth core and the yoke core, the winding being wound around the tooth core and a plurality of layers laminated in the circumferential direction; A method for manufacturing a rotating electric machine having a rotor arranged radially inside the stator, The yoke core and the tee core are formed separately, In the step of forming the coil by concentratedly winding the winding on the tooth core without the yoke core, A second position of a radially outer turn in an M+1 layer is radially outward from a first position of a radially outer turn of M layers (M is an integer equal to or greater than 1) of the winding forming the coil.
- the method for manufacturing a rotating electric machine disclosed in the present application includes: a stator having an annular yoke core; a rotor arranged radially inside the stator; In a method for manufacturing a rotating electric machine, coils each having a winding wound and laminated in a plurality of layers in a circumferential direction are installed in slots for each magnetic pole between the rotor and the yoke core, In the step of forming the coil, A second position of a radially outer turn in an M+1 layer is radially outward from a first position of a radially outer turn of M layers (M is an integer equal to or greater than 1) of the winding forming the coil.
- M is an integer equal to or greater than 1
- the rotating electric machine disclosed in the present application is an annular yoke core; a plurality of tee cores protruding radially inward of the yoke core at intervals in the circumferential direction; a stator in which a coil is installed in a slot between the tooth core and the yoke core, the coil being laminated in a plurality of layers in the circumferential direction by winding a wire around the tooth core; A rotating electric machine having a rotor disposed radially inside the stator, The yoke core and the tee core are formed separately, A second position of a radially outer turn in an M+1 layer is radially outward from a first position of a radially outer turn of M layers (M is an integer equal to or greater than 1) of the winding forming the coil.
- M is an integer equal to or greater than 1
- the rotating electric machine disclosed in the present application is a stator having an annular yoke core; a rotor arranged radially inside the stator; A rotating electrical machine in which coils each having a plurality of layers laminated in a circumferential direction by winding a wire are installed in a slot for each magnetic pole between the rotor and the yoke core, A second position of a radially outer turn in an M+1 layer is radially outward from a first position of a radially outer turn of M layers (M is an integer equal to or greater than 1) of the winding forming the coil. is placed in
- FIG. 1 is a cross-sectional view showing the configuration of a rotating electric machine according to Embodiment 1;
- FIG. FIG. 2 is a cross-sectional view showing a configuration of a stator core of the rotary electric machine shown in FIG. 1;
- FIG. 3 is a cross-sectional view showing the configuration of a yoke core of the stator core shown in FIG. 2;
- FIG. 3 is a cross-sectional view showing the structure of a tooth core of the stator core shown in FIG. 2;
- FIG. 2 is a diagram illustrating a winding region in the stator core of the rotary electric machine shown in FIG. 1; It is a figure explaining the manufacturing method of the rotary electric machine shown in FIG.
- FIG. 11A is a plan view showing another yoke core configuration of the stator core of the rotating electrical machine shown in FIG. 1
- FIG. 11B is a plan view showing another yoke core configuration of the stator core of the rotating electrical machine shown in FIG.
- FIG. 4 is a cross-sectional view showing a configuration of a stator core of another rotating electric machine according to Embodiment 1; FIG. FIG.
- FIG. 13 is a cross-sectional view showing a configuration of part of the stator core of the rotary electric machine shown in FIG. 12; It is a figure explaining the manufacturing method of the rotary electric machine by Embodiment 2.
- FIG. It is a figure explaining the manufacturing method of the rotary electric machine by Embodiment 2.
- FIG. 6 is a cross-sectional view showing the configuration of a rotating electric machine according to Embodiment 2; 17A is a diagram explaining another method for manufacturing the rotating electric machine according to the second embodiment, and FIG. 17B is a diagram explaining another method for manufacturing the rotating electric machine according to the second embodiment.
- FIG. 10 is a diagram illustrating another method of manufacturing a rotating electric machine according to Embodiment 2; 19A is a cross-sectional view showing the configuration of the stator of another rotating electric machine according to Embodiment 2, and FIG. 19B is a side view showing the configuration of the stator shown in FIG. 19A.
- FIG. 7 is a cross-sectional view showing the configuration of a rotating electric machine according to Embodiment 3;
- FIG. 21 is a diagram illustrating a method of manufacturing the rotating electric machine shown in FIG. 20;
- FIG. 12 is a cross-sectional view showing the configuration of another rotating electric machine according to the third embodiment;
- 23A and 23B are diagrams illustrating a method of manufacturing the rotating electrical machine shown in FIG. 22;
- FIG. 12 is a cross-sectional view showing the configuration of another rotating electric machine according to the third embodiment
- 25A and 25B are diagrams for explaining a method for manufacturing the rotating electrical machine shown in FIG. 24
- 4 is a diagram illustrating a stator core of Comparative Example 1
- FIG. 10 is a diagram illustrating a winding region of Comparative Example 2
- FIG. 11 is a diagram illustrating a winding region of Comparative Example 3
- FIG. 11 is a cross-sectional view showing a method for manufacturing a rotating electric machine according to Embodiment 4
- FIG. 11 is a cross-sectional view showing a method for manufacturing a rotating electric machine according to Embodiment 4
- 31 is an enlarged view showing a part of the manufacturing method of the rotating electric machine shown in FIG. 30
- FIG. 1 is a cross-sectional view showing the configuration of a rotating electric machine according to Embodiment 1.
- FIG. FIG. 2 is a cross-sectional view showing the configuration of the stator core of the rotary electric machine shown in FIG. 3 is a cross-sectional view showing the configuration of a yoke core of the stator core shown in FIG. 2.
- FIG. 4 is a cross-sectional view showing the structure of the teeth core of the stator core shown in FIG.
- FIG. 5 is a diagram for explaining winding regions in the stator core of the rotary electric machine shown in FIG. 6 and 7 are diagrams for explaining a method of manufacturing the rotating electric machine shown in FIG. 8 to 10 are diagrams for explaining another method of manufacturing the rotating electric machine shown in FIG.
- FIG. 11A is a plan view showing another yoke core configuration of the stator core of the rotary electric machine shown in FIG. 1, and FIG. 11B is another yoke core configuration of the stator core of the rotary electric machine shown in FIG. It is a plan view showing. 12 is a cross-sectional view showing the configuration of the stator core of another rotating electrical machine according to Embodiment 1.
- FIG. 13 is a cross-sectional view showing a configuration of part of the stator core of the rotating electric machine shown in FIG. 12.
- FIG. 26 is a diagram illustrating a stator core of Comparative Example 1.
- FIG. FIG. 27 is a diagram illustrating a winding region of Comparative Example 2.
- FIG. FIG. 28 is a diagram for explaining the winding region of Comparative Example 3.
- the rotating electric machine 100 has a 4-pole 6-slot structure. However, the number of poles and the number of slots of rotating electric machine 100 can be increased or decreased as appropriate. Further, each direction in the rotating electrical machine 100 is indicated by the center point Q of the rotating electrical machine 100 and the X axis and the Y axis centered on the center point Q (the intersection of the X axis and the Y axis in FIG. 1 is the center point Q). point Q). Moreover, the circumferential direction of the rotary electric machine 100 is shown as the circumferential direction Z. As shown in FIG. Therefore, the stator 102 and the rotor 101 are also described as having the same direction. Also, other parts will be described by showing each direction based on these directions. Further, since the content is the same in the following embodiment (rotary electric machine 200), the description thereof will be omitted as appropriate.
- the rotary electric machine 100 has a rotor 101 radially inward and a stator 102 radially outward from a center point Q.
- the rotor 101 has a rotating shaft 103 that rotates around a center point Q, and a rotor core 104 is fixed to the radially outer side of the rotating shaft 103 by press-fitting, shrink fitting, or the like.
- As the rotor core 104 a plurality of magnetic steel sheets, thin plates, or the like are usually laminated in the axial direction of the rotating shaft 103. As shown in FIG.
- this rotor 101 has an IPM (Interior Permanent Magnet) structure, and is constructed by inserting permanent magnets 105 into a plurality of holes (here, four holes) formed in the rotor core 104 . Since the first embodiment has four poles, the four permanent magnets 105 are arranged in the rotor core 104 so that the outer poles in the radial direction alternate in the circumferential direction Z.
- FIG. The stator 102 is installed on the radially outer side of the rotor core 104 across a gap.
- This stator 102 is composed of a stator core 106 and coils 2 arranged in slots 1 . In each figure, the coil 2 is generally formed by winding a wire through an insulating material such as resin on the stator core 106 which is a magnetic material. However, illustration of the insulator is omitted in this specification.
- the stator core 106 is composed of an annular yoke core 3 and a substantially inverted T-shaped tee core 4 projecting from the yoke core 3 perpendicularly to the center point Q.
- Six teeth cores 4 are formed on the yoke core 3 at intervals in the circumferential direction Z.
- a wire is wound around each tooth core 4 and a coil 2 is installed in a slot 1 surrounded by the tooth core 4 and the yoke core 3 .
- the coil 2 is wound around the tooth core 4 to form a concentrated winding in which a plurality of layers are laminated in the circumferential direction Z.
- the lamination of multiple layers of the coil 2 will be described in detail in the following method of manufacturing a rotating electric machine.
- the stator core 106 is formed by dividing the tee core 4 and the yoke core 3 .
- Each of the tee core 4 and the yoke core 3 is formed by laminating a plurality of magnetic steel sheets or thin plates in the axial direction of the rotating shaft 103 (perpendicular to the paper surface).
- a configuration other than this for example, a configuration in which the dust core is integrated is also conceivable.
- the yoke core 3 is formed of a hollow cylinder.
- An inner peripheral contour 31 and an outer peripheral contour 32 of the yoke core 3 are concentric circles centered on the center point Q, respectively.
- a portion of the outer contour 32 has a notch 33 .
- the formation position of the notch portion 33 is positioned radially outside the location where the tea score 4 is installed.
- the magnetic flux flowing through tooth core 4 is dispersed in yoke core 3 . Therefore, even if the cutout portion 33 of the yoke core 3 is formed radially outside the position corresponding to the center of the tooth core 4 in the circumferential direction Z, magnetic flux saturation does not occur and the characteristics are not affected. Weight can be reduced.
- the tooth core 4 includes a body portion 41 extending linearly toward the rotor 101 , that is, radially inward of the rotating electric machine 100 , a surface side of the body portion 41 facing the rotor 101 , That is, it has magnetic attraction portions 42 that protrude in the circumferential direction Z of the rotary electric machine 100 .
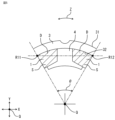
- dead space D in rotary electric machine 100 will be described.
- a straight line that passes through the center point Q of the rotating electric machine 100, is the center of one tooth core 4 in the circumferential direction Z, and is parallel to the Y axis is defined as a center line Qq.
- This "partial area of slot 1" corresponds to "dead space D of slot 1". Since the dead space is the same in the following embodiments, a description thereof will be omitted as appropriate.
- the yoke core 3 and the teeth core 4 are formed separately, so the coil 2 is also arranged in the dead space D.
- the arrangement of the coils 2 will be described in detail with respect to the manufacturing method of the rotating electric machine.
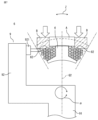
- FIG. 6 is a schematic configuration diagram showing the configuration of the winding machine 6 used for manufacturing the coils of the stator of the rotary electric machine shown in FIG.
- the winding machine 6 comprises a positioning section 8 for positioning the tooth core 4 and a flyer section 9 for supplying and winding the winding.
- the flyer section 9 has a pivot 91 and an arm section 92 .
- the swivel shaft 91 winds the wire around the tooth core 4 while supplying the wire.
- the arm portion 92 is attached to the end of the pivot shaft 91.
- the arm portion 92 is provided so as to be pivotable about the rotation axis Q2 of the pivot shaft 91 in the forward and reverse directions in the direction of the arrow ⁇ .
- the rotating shaft 91 is configured to slide in the direction of the rotation axis Q2 in synchronization with the rotating operation in order to perform the aligned winding.
- the supplied winding is connected from the arm portion 92 of the flyer portion 9 to the tip portion 921 through the inside of the arm portion 92 .
- the positioning unit 8 includes a positioning jig A and a positioning jig B.
- the teeth core 4 is positioned with respect to the flyer portion 9 by sandwiching the base (not shown) and the teeth core 4 with the positioning jig A.
- the positioning jig B is configured to be movable in the direction of the rotation axis Q2. Further, although the positioning jig A is fixed, the positioning jig B is arranged in a symmetrical position with respect to the center of the tea core 4 .
- FIGS. 6 and 7 the arrangement of the windings of the coil 2 is indicated by circles, and the numbers inside the circles of the windings of the coil 2 indicate the order in which the windings are wound. Also in the following embodiments, the numbers shown in the circles of the windings of the coil 2 indicate the winding order of the windings, and the description thereof will be omitted as appropriate.
- the coil 2 is formed from the 1st turn to the 22nd turn. Then, the first turn is wound in the dead space D.
- the coil 2 is configured by laminating a plurality of layers in the circumferential direction Z. As shown in FIG. That is, the 1st to 4th turns of the coil 2 on the side closest to the tea score 4 are the 1st layer, the 5th to 8th turns are the 2nd layer, and the 9th to 12th turns are the 1st layer.
- the 3rd layer, the 13th to 16th turns are the 4th layer, the 17th to 20th turns are the 5th layer, and the 21st to 22nd turns are the 6th layer. Note that the turns of the coil 2 and the concept of each layer are the same in the following embodiments, so the description thereof will be omitted as appropriate.
- FIG. 6 shows a state in which winding is started from the radially outer first turn of the tooth core 4 and wound up to the 16th turn, which is the last coil 2 of the fourth layer.
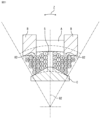
- FIG. 7 shows the operation of winding the windings of the next and subsequent layers in FIG. 6, and is a diagram when winding the 17th and subsequent turns, which is the first turn of the fifth layer.
- the fourth layer is the M layer in FIGS. 6 and 7
- the fifth layer corresponds to the M+1 layer.
- the 16th turn corresponds to the radially outer turn of the M layer (fourth layer).
- the 17th turn corresponds to the radially outer turn of the M+1 layer (fifth layer).
- the second radial position of the 17th turn is radially outside the first radial position of the 16th turn.
- the tee core 4 is formed radially from the inner side in the radial direction. Move the windings towards the outside of the direction. At this time, the positioning jig B is moved from the state shown in FIG. 6 to the position shown in FIG. Let Thereby, when winding the 17th turn, it is possible to prevent the winding from dropping to the outside in the radial direction of the tooth core 4 .
- the movement of the positioning jig B described above is such that, as shown in FIG. It suffices to move it to a position inside the direction. That is, as shown in FIG. 7, if the positioning jig B is installed at a position in contact with the ninth turn, interference between the winding and the positioning jig B can be prevented, and the winding can be arranged at an arbitrary position. is easy. After that, by moving the positioning jig B in the direction in which the windings are wound (inside the tooth core 4 in the radial direction), the windings of the 16th and 17th turns are easily displaced radially outward. can be prevented.
- the positioning jig B is provided with a protrusion 82 that protrudes radially inward of the tea core 4 .
- the number of coils 2 that can be arranged in the dead space D increases, contributing to an increase in the density of the coils 2. Furthermore, by moving the positioning jig B in the middle of the winding of the winding, it is possible to adjust the position of the coil 2 at the 17th turn and the 22nd turn of the coil 2 in FIG. Windings can be easily arranged even for In other words, if the yoke core 3 and the tooth core 4 were simply divided, the winding could be performed only up to the 16th turn. The number of turns can be improved by about 10%.
- the dead space D is provided and the winding is performed by dividing the tooth core 4 and the yoke core 3 as in the first embodiment, by arranging the positioning jig B, for example, for example, the 17th turn in FIG. 9 can be arranged radially outside the 16th turn in FIG.
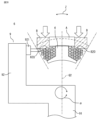
- FIG. 8 is a diagram showing the configuration of a winding machine in another method for manufacturing a rotating electric machine according to the first embodiment.
- the role of the tapered portion 83 is to introduce windings. Due to the presence of this tapered portion 83, even if the position of the winding is introduced slightly outward in the radial direction, this tapered portion 83 allows the winding to be introduced to the target position.
- the role of the flat portion 84 is to prevent the 17th turn coil 2 from falling radially outward. Since the protrusion 82 as shown in FIG. 7 does not exist, the coil 2 of the 16th turn can easily move radially outward. Since it is arranged between the 9th turn and the 10th turn, the coil 2 can be easily arranged. Further, by eliminating the protrusion 82 of the positioning jig B, the shape can be simplified, the positioning jig B can be manufactured at low cost, and an inexpensive rotating electric machine can be provided.
- FIG. 9 is a diagram showing the configuration of the positioning unit 8 of the winding machine in another manufacturing method of the rotating electric machine according to the first embodiment
- FIG. 10 is the configuration of the winding machine using the positioning unit shown in FIG. It is a figure which shows. In the figure, the same reference numerals are given to the same parts as in the first embodiment, and the description thereof will be omitted.
- FIGS. 7 and 8 an example is shown in which two types of positioning jigs A and B are provided. A case where there are four types of positioning jigs A, B1, B2, and B3 as shown in 10 will be described.
- Positioning jig A is fixed as in the case of FIGS. 7 and 8 above.
- Positioning jigs B1, B2, and B3 are arranged symmetrically in the left-right direction on the paper surface as the center of the tooth core 4 in the circumferential direction Z, and can move independently in the direction of the rotation axis Q2.
- the left and right positioning jigs B1, B2, and B3 may move synchronously or asynchronously. These movability may be appropriately set in the winding of the winding. In this way, by arranging a plurality of movable positioning jigs B1, B2, and B3, it is possible to more finely determine the arrangement of the windings, and it is possible to arrange the 17th turn.
- the tooth cores 4 on which the coils 2 manufactured as described above are installed are arranged on the inner peripheral contour 31 of the yoke core 3 for each tooth core 4 to integrate the stator 102 .
- Methods for joining the yoke core 3 and the tea core 4 include press fitting, shrink fitting, adhesion, integral molding with resin, and the like. Then, the terminal wire of each coil 2 is subjected to necessary connection processing.
- Rotating electric machine 100 can be manufactured by installing rotor 101 through a gap inside stator 102 configured in this manner in the radial direction.
- the yoke core 3 is annular and not divided as shown in FIG. 3 is shown, but the invention is not limited to this. It may be formed by split yoke core pieces 30 .
- the tooth cores 4 each having the coil 2 formed thereon are installed on each of the split yoke core pieces 30, and the split yoke core pieces 30 are arranged in a ring to form the stator 102. As shown in FIG.
- a yoke core 300 connected via a thin portion 301 may be used as shown in FIG. 11B.
- six divided yoke core pieces 30 (that is, the same number as the number of teeth cores 4 ) are connected via thin portions 301 to form one yoke core 300 .
- the tooth core 4 having the coil 2 formed thereon is placed at a predetermined location, and the thin portion 301 is bent inward in the radial direction to form the yoke core 300 into an annular shape and integrate it into the stator 102 .
- the material yield can be increased compared to the case shown above.
- the yoke core 3 is formed into a ring shape and not divided as shown above. desirable.
- the dead space D2 due to the presence of the dead space D2, even if the winding is wound in a portion where the coil and the iron core do not interfere with each other (the portion of the slot radially inside the dead space D2), the winding does not reach the dead space D2. Since it gets in, alignment winding was difficult. Therefore, in Comparative Example 2, the dead space D2 was eliminated by using an iron core, an insulator, or the like, and aligned winding was realized.
- FIG. 5 shows the area S of the slot 1 that can be used for winding the winding (the shaded area in FIG. 5) in the first embodiment.
- the area S of the slot 1 includes the dead space D portion.
- FIG. 27 shows the area S1 of the slot that can be used for winding the winding in Comparative Example 2 (the shaded area in FIG. 27).
- the dead space D2 is not included in the area S1 of this slot.
- the dead space D in which the winding cannot be wound is reduced by dividing the tee core 4 and the yoke core 3, and the winding can be wound directly. And it can contribute to the high density of the coil 2 and the high efficiency and miniaturization of the rotary electric machine. Furthermore, in Comparative Example 2, since the number of divisions of the yoke core is large, when integrated, a minute gap is generated, resulting in a decrease in torque. Also, since the number of divided yoke core parts is large, there is a problem that it takes time to assemble. be.
- the stator core is composed of one yoke core 3 and 12 tee cores 4 .
- a portion surrounded by a yoke core 3 and a tooth core 4 has a slot 1 in which windings are arranged.
- the coil 2 is formed by concentrated winding around the tooth core 4 .
- a dead space D is present in the inner peripheral contour 31 of the yoke core 3 .
- the outer peripheral contour of the dead space D that is, the inner peripheral contour 31 of the yoke core 3 and the outer peripheral contour 32 of the yoke core 3 are arcs coaxial with the stator core 106.
- the arc is not entirely circular, but consists of a linear portion 311 and a circular arc portion 312 (see FIG. 13).
- stator core 106 is electrodeposited for insulation between the coil 2 and the stator core 106 . Therefore, since the shape of the stator core 106 is almost the same even after the electrodeposition coating, the shape of the electrodeposition coating is omitted.
- an annular yoke core a plurality of tee cores protruding radially inward of the yoke core at intervals in the circumferential direction; a stator in which a coil is installed in a slot between the tooth core and the yoke core, the winding being wound around the tooth core and a plurality of layers laminated in the circumferential direction;
- an annular yoke core a plurality of tee cores protruding radially inward of the yoke core at intervals in the circumferential direction; a stator in which a coil is installed in a slot between the tooth core and the yoke core, the winding being wound around the tooth core and a plurality of layers laminated in the circumferential direction;
- a rotating electric machine having a rotor disposed radially inside the stator, The yoke core and the tee core are formed separately, A second position of a radially outer turn in an M+1 layer is radially outward from a first position of a radially outer turn of M layers (M is an integer equal to or greater than 1) of the winding forming the coil. is placed in the It is possible to easily improve the
- Embodiment 2 14 and 15 are diagrams illustrating a method for manufacturing a rotating electric machine according to the second embodiment.
- FIG. 16 is a cross-sectional view showing the configuration of the rotating electric machine according to the second embodiment.
- 17 and 18 are diagrams for explaining another method of manufacturing the rotating electric machine according to the second embodiment.
- 19A of FIG. 19 is a cross-sectional view showing the configuration of the stator of another rotating electric machine according to Embodiment 2
- FIG. 19B is a side view showing the configuration of the stator shown in FIG. 19A.
- FIG. 14 and 15 are schematic configuration diagrams showing the configuration of the winding machine 6 used in the method for manufacturing a rotating electric machine according to the second embodiment.
- the same reference numerals are given to the same parts as in the first embodiment, and the description thereof will be omitted.
- FIG. 15 shows a state after the winding machine 6 has continuously wound the tooth cores 4 for one phase, or two tooth cores 4 in the second embodiment.
- the positioning unit 80 has a disk-shaped holder 81 that fixes each tooth core 43. This holder 81 positions each tooth core 4 along the circumferential direction Z and determines the position of the coil 2. A positioning jig A and a positioning jig B are provided respectively. Furthermore, a winding start fixing pin 85 is provided for fixing the winding start point of the winding. The holder 81 is configured to rotate around the center of rotation Q3.
- Embodiment 2 Next, a method for manufacturing a rotating electric machine according to Embodiment 2 will be described.
- a method of winding windings around each of the two teeth cores 4 that constitute one phase (here, the V phase) of the rotary electric machine 100 will be described.
- the tee score 401 and the tee score 402 may be distinguished here.
- the two tee scores 401 and 402 are placed in substantially point-symmetrical positions with the rotation center Q3 of the holder 81 interposed therebetween, and then the positioning jig A for the holder 81 is added to the tee scores 401 and 402. Press to fix. Then, the distance between the two tee scores 401 and 402 is widened. Then, the holder 81 is rotated to first move one tooth score 401 to the front position of the flyer section 9 .
- the flyer portion 9 is turned in the direction of the arrow ⁇ 1, and The wire is wound around the tooth core 401 while synchronously sliding the turning shaft 91 along the direction of the rotation axis Q2.
- the teeth cores 402 are arranged so that the other teeth core 402, which is not subjected to the winding operation, of the two teeth cores 4 is always positioned outside T1 of the rotation plane T at the turning tip of the flyer part 9.
- the winding work is performed by setting the arrangement position of 402 .
- the positioning jig B is moved to a preset position. Move (Fig. 15). Then, the remaining windings are wound.
- the holder 81 is rotated to move the tea score 402 to the front position of the flyer portion 9 (where the tea score 401 is installed in FIG. 14).
- the tee score 402 is , the winding is wound in the same direction as the tee core 401 above.
- the positioning jig B is moved to the previously set position. Move (Fig. 15). Then, the remaining windings are wound. By doing this, after winding the wire around each of the teeth cores 401 and 402 , they are removed from the holder 81 . Then, as shown in FIG. 2, the magnetic attraction portions 42 of the tea cores 4 face each other radially inward so that each pair of the tea cores 4 forms one phase (V1 and V2). so as to form an arc.
- two tea cores 401 and 402 corresponding to the V phase can be formed.
- windings are continuously wound around all the teeth cores 4 in the same phase.
- the two teeth cores 4 corresponding to the U phase and the W phase are similarly wound, and each of the two teeth cores 4 for each phase is placed at a preset position. Arrange them to form a circle.
- each tee core 4 is joined to the yoke core 3 .
- This joining includes welding, adhesion, press-fitting, shrink fitting, or molding in which resin is molded to integrate.
- a connection process is performed so as to obtain a necessary connection state.
- a stator 102 for a 4-pole, 6-teeth-core, 4-phase DC (Direct Current) brushless motor is configured.
- the entire stator 102 including the coil 2, the connecting wire 20, the stator iron core 106 and the frame 110 is molded with resin to form a molded portion 109 (FIG. 16).
- the winding machine 6 includes the positioning section 80 for positioning each tooth core 4 and the flyer for supplying and winding the winding. Since the portion 9 is provided, the multiple teeth cores 4 attached to the positioning portion 80 can be sequentially moved to a position directly facing the flyer portion 9 simply by rotating the plurality of teeth cores 4 . After the teeth core 43 has moved to a predetermined position, the wire can be wound by rotating the flyer part 9 while the teeth core 4 remains fixed.
- the positioning part 80 and the flyer part 9 are separated and independent, compared to the case where the movement of the tooth core 43 to the winding supply side and the winding of the winding are incorporated into one mechanism at the same time, the device is improved.
- the configuration is simplified, failures are rare, and the device can be manufactured at low cost.
- the tooth core 4 since the winding is wound by rotating the flyer section 9, the tooth core 4 itself does not rotate at high speed, so that vibration and deflection occur during winding of the winding, resulting in poor alignment of the wound winding. There is no inconvenience such as deterioration of Therefore, the working time is shortened, and the production amount per unit time can be increased.
- the teeth cores 4 can be arranged at locations where the winding work is performed sequentially simply by rotating the positioning portion 80, so the length of the crossover wire 20 can be freely set. . Furthermore, when the winding is wound, interference between the tooth core 4 and the flyer portion 9 can be avoided, and alignment of the winding can be improved. In addition, windings can be continuously wound on a plurality of teeth cores 4 in the same phase via the connecting wires 20 . Therefore, when there are a plurality of teeth cores 4 in the same phase, it is possible to reduce the connecting parts and the number of man-hours required for the connection compared to cutting the winding for each teeth core 4 . In this embodiment, when the stator is used, the teeth cores 4 of the same phase are located at positions separated by two, but the stator is not limited to this.
- FIG. 17 is a diagram showing the configuration of the holding mechanism 7 for the tea core 4 of the winding machine 6. As shown in FIG. In the figure, the same reference numerals are assigned to the same parts as in the above-described embodiments, and the description thereof will be omitted.
- a first insulator 71 capable of gripping two teeth cores 4 for one phase and a second insulator 72 capable of gripping the two teeth cores 4 by being fitted into the first insulator 71 are provided.
- the first insulator 71 has an inner diameter wall 711 and an outer diameter wall 712, the inner diameter walls 711 are connected by a connecting portion 713, and the second insulator 72 has an inner diameter wall 721 and an outer shape wall 722, and a plurality of It has a structure that can hold the tea score 4 of. That is, by using one first insulator 71 and two second insulators 72, two tee scores 4 (tee score 401 and tee score 402) required for one phase (for example, V phase) can be held. .
- FIG. 18 shows a winding machine 6 that performs winding using the holding mechanisms 7 of the first insulator 71 and the second insulator 72 .
- the connecting portion 713 of the first insulator 71 is fixed to the holder 81 of the winding machine 6 . After that, winding can be performed in the same manner as in the second embodiment.
- the teeth cores 4 required for one phase can be held only by the first insulator 71 and the second insulator 72, so delivery by an automatic machine is simplified. Further, by arranging the first insulator 71 at the position of each tooth core 4 arranged as the stator 102, the positioning of the tooth core 4 is facilitated during the circularization after winding.
- FIG. 19A and 19B are a plan view (FIG. 19A) and a side view (FIG. 19B) for explaining the configuration of the stator 102 of the second embodiment.
- the coil 2 is omitted from the drawing.
- FIG. 17 shown above three sets of tee cores 4 that are continuously wound around two tee cores 4 are prepared and press-fitted into the yoke core 3 .
- the first insulator 71 requires three types of first insulators 701, 702, and 703 each having a different height of the connecting portion 713. As shown in FIG.
- the U-phase coil 2 uses the first insulator 701
- the V-phase coil 2 uses the first insulator 702
- the W-phase coil 2 uses the first insulator 703.
- wires are arranged as connecting wires 20 at these connecting portions 713 .
- the rotor 101 when the rotor 101 is arranged inside in the radial direction, it can be inserted from the end face (lower face side in FIG. 19B) opposite to the side where the connecting portion 713 is provided.
- FIG. 20 is a cross-sectional view showing the configuration of the rotating electric machine of the third embodiment.
- 21A and 21B are diagrams for explaining a method of manufacturing the rotating electric machine shown in FIG.
- FIG. 22 is a cross-sectional view showing the configuration of another rotating electric machine according to the third embodiment.
- 23A and 23B are diagrams illustrating a method of manufacturing the rotating electrical machine shown in FIG. 22.
- FIG. FIG. 24 is a cross-sectional view showing the configuration of another rotating electric machine according to the third embodiment.
- 25A and 25B are diagrams for explaining a method of manufacturing the rotating electrical machine shown in FIG. 24.
- FIG. 20 is a cross-sectional view showing the configuration of a 4-pole, 6-slot rotary electric machine 200 according to the third embodiment.
- the rotating electric machine 200 is generally called a coreless motor.
- the tee score 4 shown in each of the above embodiments does not exist, and only the yoke core 3 exists.
- a rotating electrical machine 200 which is a coreless motor, includes a rotor 101 and a stator 102 arranged on the outer diameter of the rotor 101 with a gap therebetween.
- the rotor 101 consists of a rotating shaft 103 and permanent magnets 115, and has an SPM (Surface Permanent Magnet Motor) structure.
- the permanent magnet 115 is obtained by magnetizing one neodymium sintered magnet into four poles and fixing it to the rotating shaft 103 by adhesion or the like. Since the coreless motor reduces the magnetic resistance by shortening the distance between the yoke core 3 and the permanent magnet 115, the SPM structure may be preferable. Therefore, in the third embodiment, the SPM structure is shown as an example.
- the stator 102 has a yoke core 3 on the outer diameter side, and six slots 1 are present for each magnetic pole on the inner diameter of the yoke core 3.
- a coil 2 is installed in each. That is, the coils 2 are installed in the six slots 1 respectively.
- An inner peripheral contour 31 of the yoke core 3 is formed in a circular shape with the center point Q as the center. By forming the circular shape in this manner, a wider slot 1 can be ensured than when a linear portion is provided.
- the coil 2 is formed by concentrated winding via a winding core 5 made of a non-magnetic insulator.
- Each winding core 5 used in the winding operation may be placed in each slot 1 of the inner peripheral contour 31 of the yoke core 3 . Therefore, there is an advantage that the shape of the coil 2 is lost and the work of removing the coil 2 is eliminated.
- each component is fixed by forming a mold portion 109 by molding with a resin component so as to include at least a part of the coil 2, winding core 5, and yoke core 3.
- the molded portion 109 covers from the radially outer side of the yoke core 3 to the radially inner side of the winding core 5 and the coil 2 .
- FIG. 21 shows how the winding is wound, and there are positioning jigs A, B, and C.
- the winding core 5 is fixed by positioning jigs A and C. As shown in FIG.
- the positioning jigs A and C do not move during winding.
- the positioning jig B is configured to move in the direction of the rotation axis Q2 as in the above embodiments.
- a winding core 5 made of an insulator is placed in the center, and the winding is wound through it for concentrated winding.
- the bending radius of the winding can be set to any dimension, and the bending radius is more stable than when the winding core 5 is not provided, and the shape of the coil 2 can be formed with less variation.
- the positioning jig B is arranged above the rotation axis Q2 on the paper surface of the coil 2 of the first turn. After the 9th turn and before the 17th turn, the positioning jig B is moved to the lower side of the rotation axis Q2 and arranged at the position shown in FIG. Further, by winding the 17th and subsequent turns, one coil 2 in the third embodiment can be manufactured. After winding, the positioning jigs A, B, and C are removed above the rotating shaft Q2 (in the direction away from the coil 2). Then, one coil 2 is taken out.
- stator 102 can be integrated by molding with resin or the like. It is also conceivable to manufacture using the first insulator 71 and the second insulator 72 shown in FIG. 17 of the second embodiment.
- FIG. 22 is a cross-sectional view showing the configuration of another rotating electric machine 200 of a coreless motor according to the third embodiment.
- 20 of the third embodiment is the winding core 55 and the coil 2.
- FIG. 22 the width of the core 55 in the circumferential direction Z is formed shorter than that of the core 5 in FIG.
- the diameter E2 of the winding used for the coil 2 of FIG. 22 is smaller than the diameter E1 of the winding used for the coil 2 of FIG. where E1/ ⁇ (2) ⁇ E2,
- the number of turns of coil 2 increases. That is, the winding diameter of the coil 2 is made thinner than in the case of FIG. 20, the number of turns is doubled, and the density of the coil 2 is increased.
- the 7th layer corresponds to the M+1 layer.
- the 39th turn corresponds to the last radially outer turn of the M layer (sixth layer).
- the 40th turn corresponds to the first radially outer turn of the M+1 layer (seventh layer). That is, the 40th turn is the turn wound after the 39th turn.
- the second radial position of the 40th turn is radially outside the first radial position of the 39th turn.
- a method of manufacturing the rotating electrical machine 200 shown in FIG. 22 will be described with reference to FIG.
- a winding core 55 made of an insulator is placed in the center, and the winding is wound through it for concentrated winding.
- the bending radius of the winding can be set to an arbitrary size, and the bending radius is stable compared to the case without the winding core 55, and the coil 2 shape with less variation can be produced.
- the positioning jig B is arranged above the rotation axis Q2 on the paper surface of the coil 2 of the first turn.
- one coil 2 of the present embodiment can be constructed by winding the 40th and subsequent turns. By moving the positioning jig B in the middle of the winding, the winding of the 40th turn can be arranged at an arbitrary position. Also, the positioning jig B does not interfere with the winding before the 40th turn.
- one coil 2 can be taken out by moving the positioning jigs A, B, and C away from the coil 2 .
- the stator 102 can be integrated by making the required number (six in this embodiment), arranging them on the inner peripheral contour 31 of the yoke core 3, making necessary connections, and molding them with resin or the like. If the predetermined number of turns is the 20th turn, the same coil 2 as in FIG. The coils 2 are arranged so that the same number of turns can be obtained while securing a cross-sectional area of , and that there is a margin in the slot 1. - ⁇
- FIG. 24 and 25 are cross-sectional views showing the configuration of another rotating electric machine 200 of a coreless motor according to the third embodiment.
- a different point from FIG. 22 of the third embodiment is the arrangement of the coils 2 .
- the coil 2 from the 21st turn to the 41st turn Coil 2 has a higher resistance value than coil 2 from the 1st turn to the 20th turn, and there is a possibility that the shunting of the current is unbalanced. In this case, the power consumed by the coil 2 of the rotary electric machine 200 is increased. This is because the circumference of the coil 2 is different between the coil 2 from the 1st to 20th turns and the coil 2 from the 21st to 40th turns.
- one slot 1 is divided into halves in the circumferential direction Z, and the winding core 55 is arranged in each half for concentrated winding, and the coil 2 is arranged in each of the divided slots 1 .
- the dimension of the winding core 55 in the circumferential direction Z is the same as in the case of FIG. 22, and the diameter of the winding is also the same.
- a winding core 55 made of an insulator is placed in the center, and the winding is wound through it for concentrated winding.
- the bending radius of the winding can be set to an arbitrary size, and the bending radius is stable compared to the case without the winding core 55, and the coil 2 shape with less variation can be produced.
- the positioning jig B is arranged above the rotation axis Q2 on the paper surface of the coil 2 of the first turn.
- the fourth layer corresponds to the M+1 layer.
- the 14th turn corresponds to the radially outer turn of the M layer (sixth layer).
- the 23rd turn corresponds to the radially outer turn of the M+1 layer (seventh layer).
- the second radial position of the 23rd turn is radially outside the first radial position of the 14th turn.
- the positioning jig B is moved downward on the paper surface of the rotation axis Q2 and placed at the position shown in FIG. Furthermore, the coil 2 can be configured by winding the 23rd and subsequent turns. By moving the positioning jig B in the middle of the winding, the winding of the 23rd turn can be arranged at an arbitrary position. Also, the positioning jig B does not interfere with the windings before the 23rd turn.
- the coil 2 can be taken out by removing the positioning jigs A, B, and C in the direction away from the coil 2. By making two of these and connecting the two coils 2 in parallel, the coil 2 of U1 can be configured. Further, the required number (six in this embodiment) of the stator 102 is produced, arranged on the inner peripheral contour 31 of the yoke core 3, required wiring is performed, and the stator 102 is molded with resin or the like to integrate the stator 102. As shown in FIG. By reducing the diameter of the winding in this way, even if the dimension of the winding core 55 in the circumferential direction Z is reduced, the winding bulge is reduced and the space filled by the winding core 55 can be reduced.
- the coil 2 is bilaterally asymmetrical. That is, after winding 24 turns, the left side has 25 turns and the right side has 24 turns because the additional half turn is wound. That is, the coil 2 in FIG. 25 as a whole has 24.5 turns.
- a stator having an annular yoke core; a rotor arranged radially inside the stator;
- coils each having a plurality of layers laminated in a circumferential direction with windings wound thereon are installed in slots for each magnetic pole between the rotor and the yoke core,
- a second position of a radially outer turn in an M+1 layer is radially outward from a first position of a radially outer turn of M layers (M is an integer equal to or greater than 1) of the winding forming the coil.
- a stator having an annular yoke core; a rotor arranged radially inside the stator; A rotating electric machine in which a plurality of coils, each of which is formed by winding a wire and is laminated in a circumferential direction, is installed in a slot for each magnetic pole between the rotor and the yoke core, A second position of a radially outer turn in an M+1 layer is radially outward from a first position of a radially outer turn of M layers (M is an integer equal to or greater than 1) of the winding forming the coil. is placed in the An increase in coil density is readily possible.
- the winding of the first turn of the coil is wound in the dead space, Furthermore, according to the rotating electric machine of the third embodiment configured as described above, a plane perpendicular to the circumferential centerline of the magnetic pole and intersecting both circumferential ends of the inner circumferential contour of the yoke core of the slot of the magnetic pole; and the inner circumferential contour of the yoke core of the slot. Assuming that the interval is the dead space of the slot, Since the winding of the first turn of the coil is arranged in the dead space, The windings can be installed in the dead space with aligned winding, which contributes to higher output, higher efficiency, and smaller size of the rotating electric machine.
- the iron loss increases, but since a coreless motor does not have a tooth core that causes iron loss, the iron loss can be suppressed compared to a rotating electrical machine with a tooth core. Moreover, since there is no tee score, the weight of the stator core can be reduced.
- Embodiment 4. 29 and 30 are cross-sectional views showing the method for manufacturing the rotating electrical machine of the fourth embodiment.
- FIG. 31 is an enlarged view showing a part of the method for manufacturing the rotating electric machine shown in FIG.
- the same reference numerals are assigned to the same parts as in the above-described embodiments, and the description thereof will be omitted.
- a protrusion 820 having a curved surface protruding radially inward of the tea core 4 is provided on the positioning jig B. As shown in FIG.
- the fifth layer corresponds to the M+1 layer.
- the 16th turn corresponds to the radially outer turn of the M layer (fourth layer).
- the 17th turn corresponds to the radially outer turn of the M+1 layer (fifth layer).
- the second radial position of the 17th turn is radially outside the first radial position of the 16th turn.
- the 16th turn winding at the first position and the 17th radial winding at the second position are in contact with the curved surface (R surface) of the protrusion 820. It is wound like this.
- This projecting portion 820 can further suppress the movement of the 16th turn coil 2 to the outside in the radial direction, making it possible to dispose the coil 2 at the target position. Stabilize the arrangement of windings, prevent winding disorder, and improve the lamination factor of the coil. Furthermore, the performance of the rotary electric machine can be improved.
- the 16th turn winding at the first position and the 17th radial winding at the second position are in contact with the curved surface (R surface) of the protrusion 820, In the case of the planar protrusion 82, the winding of the 17th turn can be further prevented from running over the corner and coming into contact with the winding of the 16th turn.
- the positioning jig has a protrusion having a curved surface that contacts the winding at the first position and the winding at the second position, Aligned coils can be formed, and the space factor of the coils can be improved.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
Dans une étape consistant à former une bobine (2) qui est séparée d'un noyau de culasse (3) et d'un noyau de dent (4) par bobinage d'enroulements autour du noyau de dent (4) d'une manière concentrée lorsque le noyau de culasse (3) n'est pas présent, lorsque la première spire sur le côté radialement externe d'une couche M+1 qui est enroulée après la spire finale sur le côté radialement externe d'une couche M (où M est un nombre entier supérieur ou égal à 1) de l'enroulement formant la bobine (2) est située à une seconde position qui est plus éloignée du côté radialement externe qu'une première position de la spire finale de la couche M, et lorsque le bobinage est enroulé à la seconde position, le bobinage est enroulé avec un gabarit de positionnement de bobinage B installé.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023552776A JP7527498B2 (ja) | 2021-10-07 | 2022-09-14 | 回転電機の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021165226 | 2021-10-07 | ||
| JP2021-165226 | 2021-10-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023058420A1 true WO2023058420A1 (fr) | 2023-04-13 |
Family
ID=85804177
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/034300 WO2023058420A1 (fr) | 2021-10-07 | 2022-09-14 | Procédé de fabrication d'une machine dynamo-électrique, et machine dynamo-électrique |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7527498B2 (fr) |
| WO (1) | WO2023058420A1 (fr) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10290545A (ja) * | 1997-04-11 | 1998-10-27 | Toshiba Corp | 回転電機のステータおよびステータの製造方法 |
| JPH10309048A (ja) * | 1997-04-30 | 1998-11-17 | Toshiba Corp | 電動機のステータ及びその製造方法 |
| JPH11252844A (ja) * | 1998-03-05 | 1999-09-17 | Shinko Electric Co Ltd | 分割コイル |
| JP2002034190A (ja) * | 2000-07-14 | 2002-01-31 | Hitachi Ltd | 回転機 |
| JP2006141113A (ja) * | 2004-11-11 | 2006-06-01 | Denso Corp | 燃料ポンプおよびその製造方法 |
| JP2007082268A (ja) * | 2005-09-09 | 2007-03-29 | Toyota Motor Corp | 回転電機の製造方法および回転電機の製造装置 |
| JP2016181999A (ja) * | 2015-03-24 | 2016-10-13 | 三菱電機株式会社 | 固定子および固定子の製造方法 |
-
2022
- 2022-09-14 JP JP2023552776A patent/JP7527498B2/ja active Active
- 2022-09-14 WO PCT/JP2022/034300 patent/WO2023058420A1/fr active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10290545A (ja) * | 1997-04-11 | 1998-10-27 | Toshiba Corp | 回転電機のステータおよびステータの製造方法 |
| JPH10309048A (ja) * | 1997-04-30 | 1998-11-17 | Toshiba Corp | 電動機のステータ及びその製造方法 |
| JPH11252844A (ja) * | 1998-03-05 | 1999-09-17 | Shinko Electric Co Ltd | 分割コイル |
| JP2002034190A (ja) * | 2000-07-14 | 2002-01-31 | Hitachi Ltd | 回転機 |
| JP2006141113A (ja) * | 2004-11-11 | 2006-06-01 | Denso Corp | 燃料ポンプおよびその製造方法 |
| JP2007082268A (ja) * | 2005-09-09 | 2007-03-29 | Toyota Motor Corp | 回転電機の製造方法および回転電機の製造装置 |
| JP2016181999A (ja) * | 2015-03-24 | 2016-10-13 | 三菱電機株式会社 | 固定子および固定子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023058420A1 (fr) | 2023-04-13 |
| JP7527498B2 (ja) | 2024-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7348706B2 (en) | Stator assembly for an electric machine and method of manufacturing the same | |
| JP4286829B2 (ja) | 回転機の製造方法 | |
| US20100141059A1 (en) | Capacitor motor and process for producing the same | |
| US20090102310A1 (en) | Stator of motor | |
| JP6461381B2 (ja) | 回転電機の固定子、回転電機、および、回転電機の固定子の製造方法 | |
| JP2007159170A5 (fr) | ||
| WO2015159329A1 (fr) | Machine dynamoélectrique à entrefer axial | |
| JP2012139075A (ja) | 回転電機 | |
| US11594927B2 (en) | Rotating electric machine and manufacturing method therefor | |
| KR20170035794A (ko) | 단상 영구 자석 모터 | |
| US20220255386A1 (en) | Coil, stator, and motor | |
| JPH07245895A (ja) | 回転電動機およびその製造方法 | |
| WO2020174817A1 (fr) | Stator de machine dynamo-électrique, machine dynamo-électrique, procédé de fabrication de stator de machine dynamo-électrique, et procédé de fabrication de machine dynamo-électrique | |
| JP5181627B2 (ja) | 回転電機および回転電機の製造方法 | |
| US20220263356A1 (en) | Motor | |
| GB2553242A (en) | Rotating electrical machine stator, rotating electrical machine, rotating electrical machine stator production method | |
| JP2012170295A (ja) | 回転電機のステータおよびその製造方法 | |
| WO2023058420A1 (fr) | Procédé de fabrication d'une machine dynamo-électrique, et machine dynamo-électrique | |
| JP2008236978A (ja) | クローポールモータ | |
| WO2022249525A1 (fr) | Isolateur, stator, machine dynamoélectrique, procédé de fabrication d'un stator et procédé de fabrication d'une machine dynamoélectrique | |
| WO2022215294A1 (fr) | Stator, machine tournante électrique, procédé de fabrication de stator et procédé de fabrication de machine tournante électrique | |
| KR20050107644A (ko) | 분할스테이터를 갖는 아웃터로터형 모터 | |
| JPWO2023058420A5 (fr) | ||
| JP3632721B2 (ja) | 永久磁石形同期電動機 | |
| WO2023149252A1 (fr) | Stator de machine électrique tournante, machine électrique tournante, procédé de fabrication de stator de machine électrique tournante et procédé de fabrication de machine électrique tournante |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22878291 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023552776 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22878291 Country of ref document: EP Kind code of ref document: A1 |