WO2022196354A1 - 熱膨張性接着剤組成物及び熱膨張性接着シート - Google Patents
熱膨張性接着剤組成物及び熱膨張性接着シート Download PDFInfo
- Publication number
- WO2022196354A1 WO2022196354A1 PCT/JP2022/008704 JP2022008704W WO2022196354A1 WO 2022196354 A1 WO2022196354 A1 WO 2022196354A1 JP 2022008704 W JP2022008704 W JP 2022008704W WO 2022196354 A1 WO2022196354 A1 WO 2022196354A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermally expandable
- expandable adhesive
- adhesive composition
- meth
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/04—Ingredients treated with organic substances
- C08K9/06—Ingredients treated with organic substances with silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/10—Encapsulated ingredients
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/08—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers using foamed adhesives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/011—Nanostructured additives
Definitions
- the present invention relates to a thermally expandable adhesive composition and a thermally expandable adhesive sheet.
- Adhesives are used in a wide range of fields such as machine parts, building materials, and structural materials.
- the form of the adhesive includes, for example, a liquid adhesive, a sheet adhesive, and the like, and these are used properly according to the application.
- a liquid adhesive can adhere even adherends having a complicated shape with irregularities, and can also be used to fill a three-dimensional space generated between the adherends for adhesion and fixation.
- it is difficult to strictly control the amount of liquid adhesive to be applied and the location of application, and there have been cases where work problems such as liquid dripping and seepage have occurred.
- sheet-like adhesives are excellent in workability and can demonstrate excellent connection reliability in bonding flat surfaces, but are not suitable for bonding adherends that cannot be pressurized. There is a limitation that it cannot be used in a method of filling a three-dimensional space generated between adherends to bond and fix them.
- thermally expandable adhesive As an adhesive to be filled in a three-dimensional space, a thermally expandable adhesive (hereinafter also referred to as a "thermally expandable adhesive”) has been studied.
- a thermally expandable adhesive is arranged in a three-dimensional space generated between adherends, and then heated and expanded to fill the three-dimensional space with the expanded adhesive and bond the adherends together.
- Thermally expandable adhesives are being studied as materials that can achieve both the advantage of being able to fill the three-dimensional space of liquid adhesives and the excellent workability of sheet-like adhesives.
- Patent Document 1 discloses an expandable adhesive layer containing an epoxy resin containing a polyfunctional epoxy resin, a phenol resin as a curing agent, an imidazole compound as a curing catalyst, and a temperature-sensitive foaming agent.
- Patent Document 1 it is possible to provide an adhesive sheet that has properties such as rapid curing, heat resistance, and adhesiveness in a well-balanced manner, and is also excellent in various properties such as thermal conductivity due to sufficient filling properties. It is said that By the way, since the thermally expandable adhesive expands due to the expansion of the thermally expandable particles, it contains a large number of voids inside after expansion. Therefore, there is a problem that the thermally expandable adhesive after expansion is inferior to the liquid adhesive and the sheet adhesive in terms of mechanical strength such as elastic modulus and shear strength.
- thermally expandable adhesives can also be improved in the same manner. I can think of a way. However, according to the studies of the present inventors, it has been found that the mechanical strength after expansion of the thermally expandable adhesive is not sufficiently improved even if a normal inorganic filler is added.
- the present invention has been made in view of the above problems, and provides a thermally expandable adhesive composition having excellent mechanical strength after expansion, and a thermally expandable adhesive sheet using the thermally expandable adhesive composition. intended to provide
- the present inventors have found that the above problems can be solved by blending a specific inorganic filler into the thermally expandable adhesive composition, and have completed the present invention.
- the present invention relates to the following [1] to [12].
- [1] containing a thermosetting resin (A), thermally expandable particles (B), and an inorganic filler (C), A thermally expandable adhesive composition, wherein the inorganic filler (C) has an average particle size ( D50 ) of 200 nm or less.
- [2] The thermally expandable adhesive composition according to [1] above, wherein the inorganic filler (C) is silica.
- the content of the inorganic filler (C) is 1 to 50% by mass with respect to the total mass (100% by mass) of the active ingredients of the thermally expandable adhesive composition, above [1] to [ 3].
- the thermally expandable particles (B) have an average particle size (D 50 ) of 1 to 50 ⁇ m.
- thermosetting resin (A) is an epoxy resin.
- thermosetting resin (D) is an epoxy resin.
- thermosetting resin (E) is an epoxy resin.
- thermoplastic resin F
- thermally expandable adhesive sheet comprising the thermally expandable adhesive composition according to any one of [1] to [11] above.
- thermoly expandable adhesive composition having excellent mechanical strength after expansion
- thermally expandable adhesive sheet using the thermally expandable adhesive composition
- FIG. 1 is a schematic cross-sectional view showing one embodiment of the thermally expandable adhesive sheet of the present invention
- FIG. 4 is a schematic cross-sectional view showing another embodiment of the thermally expandable adhesive sheet of the present invention
- FIG. 4 is a schematic cross-sectional view for explaining a method for measuring shear strength
- FIG. 4 is another schematic cross-sectional view for explaining a method for measuring shear strength
- the term “active ingredient” refers to the components contained in the target composition, excluding the diluent solvent.
- Mw mass average molecular weight
- GPC gel permeation chromatography
- (meth)acrylic acid refers to both “acrylic acid” and “methacrylic acid”, and the same applies to other similar terms.
- the thermally expandable adhesive composition of the present embodiment contains a thermosetting resin (A), thermally expandable particles (B), and an inorganic filler (C).
- the thermally expandable adhesive composition has a particle size ( D50 ) of 200 nm or less.
- D50 particle size of 200 nm or less.
- the expanded cured product of the thermally expandable adhesive composition of the present embodiment is excellent in mechanical strength such as shear strength and elastic modulus. Although the reason for this is not certain, it is presumed as follows. As described above, the expanded cured product of the thermally expandable adhesive composition tends to have low mechanical strength because it contains a large number of voids inside. Moreover, even if a common inorganic filler was added to the thermally expandable adhesive composition, no improvement in mechanical strength was observed in the cured product after sufficient expansion.
- the particle size of the general inorganic filler is about the same as the thickness of the thin partition wall between the pores in the expanded hardened material, or is larger than the thickness of the partition wall, so that in the partition wall between the pores, It is thought that this is because there are places where the abundance ratio of the inorganic filler is locally high and the abundance ratio of the thermosetting resin is extremely low, and the spots become mechanically fragile.
- the inorganic filler (C) contained in the thermally expandable adhesive composition of the present embodiment has a sufficiently small average particle size (D 50 ).
- the existence ratio of the organic resin (A) and the inorganic filler (C) is appropriately balanced, and the two are densely combined, so that the inorganic filler (C) does not generate mechanically fragile parts. It is possible to obtain the effect of improving the storage elastic modulus. Furthermore, it is considered that the high cohesive force of the inorganic filler (C) having a small particle size effectively improved the mechanical strength of the partition walls forming the voids.
- Each component contained in the thermally expandable adhesive composition will be described in detail below.
- thermosetting resin (A) The thermally expandable adhesive composition of this embodiment contains a thermosetting resin (A). That is, the thermally expandable adhesive composition of the present embodiment is a thermosetting adhesive composition, and by curing the thermosetting resin (A) after or at the same time as the expansion, the adherends are bonded together. It has the function of adhering the thermosetting resin (A).
- thermosetting resin (A) is not particularly limited as long as it is a resin that can be cured by heating.
- the thermosetting resin (A) may be used alone or in combination of two or more.
- the thermally expandable adhesive composition of the present embodiment together with the thermosetting resin (A), contains a curing agent (D) and It is preferable to contain one or more selected from the group consisting of the curing catalyst (E).
- thermosetting resins (A) examples include epoxy resins, phenol resins, melamine resins, urea resins, polyester resins, urethane resins, acrylic resins, polyimide resins, benzoxazine resins, and maleimide resins.
- epoxy resins are preferred.
- epoxy resins examples include glycidyl ether type epoxy resins, glycidyl amine type epoxy resins, glycidyl ester type epoxy resins, and the like. Among these, glycidyl ether type epoxy resins are preferred.
- Examples of glycidyl ether type epoxy resins include bisphenol type epoxy resins such as bisphenol A type epoxy resin, bisphenol F type epoxy resin and bisphenol S type epoxy resin; Resins; epoxy resins having a dicyclopentadiene skeleton, epoxy resins having a biphenol skeleton, epoxy resins having an aralkyl skeleton, epoxy resins having a fluorene skeleton, epoxy resins having a naphthalene skeleton; Among these, bisphenol-type epoxy resins and novolac-type epoxy resins are preferable, and bisphenol-A-type epoxy resins and cresol novolac-type epoxy resins are more preferable.
- bisphenol type epoxy resins such as bisphenol A type epoxy resin, bisphenol F type epoxy resin and bisphenol S type epoxy resin
- Resins epoxy resins having a dicyclopentadiene skeleton, epoxy resins having a biphenol skeleton, epoxy resins having an aralkyl skeleton, epoxy resins having
- the functional group equivalent weight of the thermosetting resin (A) is not particularly limited, but is preferably 120-1,500 g/eq, more preferably 140-1,000 g/eq, and still more preferably 160-500 g/eq.
- the functional group equivalent of the thermosetting resin (A) is at least the above lower limit, a crosslinked structure sufficient to obtain good mechanical strength tends to be easily formed. Further, when the functional group equivalent weight of the thermosetting resin (A) is equal to or less than the above upper limit value, the crosslink density becomes appropriate, and the impact resistance and toughness resistance of the expanded cured product tend to be improved.
- the content of the thermosetting resin (A) in the thermally expandable adhesive composition of the present embodiment is not particularly limited, it is , preferably 10 to 60% by mass, more preferably 20 to 50% by mass, still more preferably 25 to 40% by mass.
- the content of the thermosetting resin (A) is at least the above lower limit, it tends to be easy to sufficiently obtain good mechanical strength derived from the thermosetting resin (A).
- the content of the thermosetting resin (A) is equal to or less than the above upper limit, there is a tendency that the effect of adding components other than the thermosetting resin (A) is sufficiently exhibited.
- the thermally expandable particles (B) are particles that expand upon application of heat, and are not particularly limited.
- the thermally expandable particles (B) may be used alone or in combination of two or more.
- the maximum expansion temperature of the thermally expandable particles (B) is appropriately selected depending on the application of the thermally expandable adhesive composition, and is not particularly limited, but is preferably 50 to 250°C, more preferably 80 to 200°C, and further preferably 50 to 250°C. It is preferably 120 to 180°C. When the maximum expansion temperature of the thermally expandable particles (B) is equal to or higher than the above lower limit, unintentional expansion of the thermally expandable particles (B) is suppressed during production and storage of the thermally expandable adhesive composition. tends to be easier.
- thermally expandable particles (B) when the maximum expansion temperature of the thermally expandable particles (B) is equal to or lower than the above upper limit, expansion by moderate heating becomes possible, so there are fewer restrictions on the material of the adherend, etc., and the heat of the present embodiment is reduced. There is a trend to facilitate the use of expansive adhesive compositions in a wide range of applications.
- the maximum expansion temperature of the thermally expandable particles (B) means a value measured by the following method.
- Method for measuring maximum expansion temperature of thermally expandable particles (B) 0.5 mg of the thermally expandable particles (B) to be measured are added to an aluminum cup with a diameter of 6.0 mm (inner diameter of 5.65 mm) and a depth of 4.8 mm, and an aluminum lid (5.6 mm in diameter, thick A sample with a thickness of 0.1 mm) is prepared. Using a dynamic viscoelasticity measuring device, the height of the sample is measured while a force of 0.01 N is applied to the sample from the top of the aluminum lid with a pressurizer.
- the pressurizer while applying a force of 0.01 N by the pressurizer, heat is applied from 20° C. to 300° C. at a temperature increase rate of 10° C./min, and the amount of displacement in the vertical direction of the pressurizer is measured.
- the maximum expansion temperature is the temperature at which the displacement is maximum.
- the thermally expandable particles (B) are microencapsulated particles comprising an outer shell made of a thermoplastic resin and an encapsulated component that is encapsulated in the outer shell and vaporizes when heated to a predetermined temperature. It is preferably a blowing agent.
- Thermoplastic resins constituting the outer shell of the microencapsulated foaming agent include, for example, polyvinyl alcohol, polyvinyl butyral, polymethyl methacrylate, polyacrylonitrile, polyvinylidene chloride, polysulfone, and structural units contained in these thermoplastic resins. and a copolymer obtained by polymerizing two or more of the monomers.
- These inclusion components may be used individually by 1 type, and may use 2 or more types together.
- the maximum expansion temperature of the thermally expandable particles (B) can be adjusted by appropriately selecting the type of inclusion component.
- the average particle diameter (D 50 ) of the thermally expandable particles (B) is not particularly limited, but preferably 1 to 50 ⁇ m, more preferably 3 to 30 ⁇ m, still more preferably 5 to 15 ⁇ m.
- the average particle diameter (D 50 ) of the thermally expandable particles (B) is at least the above lower limit, the coefficient of expansion of the thermally expandable adhesive composition tends to be sufficiently increased.
- the average particle diameter (D 50 ) of the thermally expandable particles (B) is equal to or less than the above upper limit, the amount of expansion per thermally expandable particle (B) is moderate, and the mechanical strength of the expanded cured product is tends to be better.
- the average particle size (D 50 ) of the thermally expandable particles (B) means the average particle size (D 50 ) before expansion at 23° C., and can be measured by the method described in Examples.
- the content of the thermally expandable particles (B) in the thermally expandable adhesive composition of the present embodiment is not particularly limited, but is , preferably 10 to 60% by mass, more preferably 20 to 50% by mass, still more preferably 25 to 40% by mass.
- the coefficient of expansion of the thermally expandable adhesive composition tends to be sufficiently increased.
- the content of the thermally expandable particles (B) is equal to or less than the above upper limit, the amount of expansion of the thermally expandable adhesive composition becomes moderate, and the mechanical strength of the expanded cured product tends to be better. be.
- the inorganic filler (C) is not particularly limited as long as it has an average particle size ( D50 ) of 200 nm or less.
- An inorganic filler (C) may be used individually by 1 type, and may use 2 or more types together.
- Examples of the inorganic filler (C) include metal oxides such as silica, alumina, and boehmite; minerals such as smectite and bentonite; metals, calcium carbonate, magnesium carbonate, calcium sulfate, barium sulfate, aluminum hydroxide, aluminum silicate, and calcium silicate. , magnesium silicate; and other inorganic particles.
- metal oxides are preferred, and silica is more preferred.
- the inorganic filler (C) has an average particle diameter (D 50 ) of 200 nm or less, preferably 1 to 150 nm, more preferably 10 to 100 nm, still more preferably 30 to 70 nm.
- D 50 average particle diameter of the inorganic filler (C)
- the inorganic filler (C) is well-balanced with the thermosetting resin (A) even in thin partition walls between the voids of the expanded cured product. It tends to be composited and tend to have better mechanical strength after expansion and hardening.
- the average particle diameter (D 50 ) of the inorganic filler (C) is at least the above lower limit, the occurrence of locations where the inorganic fillers (C) are excessively agglomerated is suppressed, and the mechanical strength resulting from such locations is reduced. Decrease tends to be suppressed.
- the average particle size ( D50 ) of the inorganic filler (C) can be measured by the method described in Examples.
- Examples of the shape of the inorganic filler (C) include spherical; non-spherical such as polygonal, plate-like, flake-like, angular, needle-like, rod-like, crushed, and the like; and the like. Among these, a spherical shape is preferable from the viewpoint that good dispersibility is easily obtained and mechanically fragile portions are less likely to occur.
- the term “spherical” means a substantially spherical shape such as a perfect sphere or an elliptical sphere.
- particles in which the ratio [(D L )/(D S )] of the long diameter (D L ) to the short diameter (D S ) of the particles exceeds 2 are classified as non-spherical.
- the shape of the inorganic filler (C) is preferably nearly spherical, and the ratio [(D L )/(D S )] is preferably 1.5 or less, more preferably 1.3 or less, and still more preferably 1 .1 or less.
- the shape of the inorganic filler (C) can be confirmed, for example, with a scanning electron microscope (SEM).
- the ratio [(D L )/(D S )] can be obtained, for example, by observing the shape of arbitrary 50 particles using a scanning electron microscope (SEM), and measuring the major diameter (D L ) and the short diameter (D S ) are measured, and the average value thereof can be obtained.
- SEM scanning electron microscope
- the inorganic filler (C) may be surface-treated with a coupling agent from the viewpoint of enhancing affinity with the thermosetting resin (A).
- a preferred coupling agent is a silane coupling agent.
- silane coupling agents include silane coupling agents having a reactive group such as an epoxy group, an amino group, a (meth)acryloyloxy group, or a vinyl group. Among these, a silane coupling agent having an epoxy group is preferred. Coupling agents may be used alone or in combination of two or more.
- the content of the inorganic filler (C) in the thermally expandable adhesive composition of the present embodiment is not particularly limited, but is preferably is 1 to 50% by mass, more preferably 2 to 40% by mass, and still more preferably 3 to 30% by mass.
- the content of the inorganic filler (C) is at least the above lower limit, the mechanical strength of the expanded cured product tends to be sufficiently increased.
- the content of the inorganic filler (C) is equal to or less than the above upper limit, the occurrence of locations where the abundance ratio of the inorganic filler (C) is excessively high is suppressed, and the decrease in mechanical strength caused by such locations is suppressed. tend to be easy.
- the curing agent (D) is capable of reacting with the thermosetting resin (A) to form a crosslinked structure, and is used as necessary to enhance the curability of the thermosetting resin (A). is.
- the curing agent (D) can be appropriately selected depending on the type of the thermosetting resin (A) and is not particularly limited.
- the curing agent (D) may be used alone or in combination of two or more.
- Examples of the curing agent (D) when an epoxy resin is used as the thermosetting resin (A) include compounds having two or more functional groups capable of reacting with epoxy groups in one molecule.
- the functional group of the curing agent (D) includes, for example, a phenolic hydroxyl group, an alcoholic hydroxyl group, an amino group, a carboxyl group, and an anhydride group of an acid group. Among these, a phenolic hydroxyl group, an amino group, and an anhydride-modified acid group are preferable, and a phenolic hydroxyl group and an amino group are more preferable.
- phenol-based curing agents having phenolic hydroxyl groups include, for example, polyfunctional phenol resins, biphenols, novolak-type phenol resins, dicyclopentadiene-based phenol resins, and aralkylphenol resins.
- amine-based curing agents having an amino group include, for example, dicyandiamide.
- a phenol-based curing agent having a phenolic hydroxyl group is preferred, and a novolac-type phenolic resin is more preferred.
- the novolac-type phenolic resin include phenolic novolak resin, bisphenol A novolac resin, o-cresol novolak resin, and the like. Among these, o-cresol novolak resins are preferred.
- the thermally expandable adhesive composition of the present embodiment contains a curing agent (D)
- its content is not particularly limited, but the total mass (100 parts by mass) of the thermosetting resin (A) , preferably 20 to 100 parts by mass, more preferably 30 to 80 parts by mass, still more preferably 40 to 60 parts by mass.
- the content of the curing agent (D) is at least the above lower limit, a crosslinked structure sufficient to obtain good mechanical strength tends to be easily formed.
- the content of the curing agent (D) is equal to or less than the above upper limit, the crosslink density becomes appropriate, and the expanded cured product tends to have good toughness resistance.
- the curing catalyst (E) is a component that is used as necessary to accelerate curing of the thermosetting resin (A).
- the curing catalyst (E) may be used alone or in combination of two or more.
- Examples of the curing catalyst (E) include tertiary amines such as triethylenediamine, benzyldimethylamine, triethanolamine, dimethylaminoethanol, tris(dimethylaminomethyl)phenol; 2-methylimidazole, 2-phenylimidazole, 2 -Phenyl-4-methylimidazole, 2-phenyl-4,5-dihydroxymethylimidazole, 2-phenyl-4-methyl-5-hydroxymethylimidazole (one or more hydrogen atoms are groups other than hydrogen atoms) imidazole substituted with); organic phosphines such as tributylphosphine, diphenylphosphine, triphenylphosphine (phosphines in which one or more hydrogen atoms are substituted with an organic group); tetraphenylphosphonium tetraphenylborate, triphenylphosphine tetraphenyl tetraphenyl boron salts such as
- the thermally expandable adhesive composition of the present embodiment contains a curing catalyst (E)
- its content is not particularly limited, but the total mass (100 parts by mass) of the thermosetting resin (A) , preferably 0.1 to 1 part by mass, more preferably 0.2 to 0.7 part by mass, still more preferably 0.3 to 0.5 part by mass.
- the content of the curing catalyst (E) is at least the above lower limit, a sufficient curing rate tends to be obtained.
- the content of the curing catalyst (E) is equal to or less than the above upper limit, the curing speed becomes moderate, and the homogeneity of the cured product tends to be easily improved.
- the thermally expandable adhesive composition of the present embodiment preferably further contains a thermoplastic resin (F).
- the thermoplastic resin (F) is a component that is optionally used to impart film-forming properties, flexibility, etc. to the thermally expandable adhesive composition.
- the thermoplastic resin (F) may be used alone or in combination of two or more.
- thermoplastic resins (F) examples include acrylic resins, polyester resins, urethane resins, acrylic urethane resins, silicone resins, rubber resins, and phenoxy resins. Among these, acrylic resins are preferable.
- the mass average molecular weight (Mw) of the acrylic resin is not particularly limited, but is preferably 10,000 to 2,000,000, more preferably 300,000 to 1,500,000, and still more preferably 500,000 to 1. ,000,000.
- Mw mass average molecular weight
- the mass average molecular weight (Mw) of the acrylic resin is at least the above lower limit, the shape stability tends to be improved when the thermally expandable adhesive composition is formed into a sheet. Further, when the mass average molecular weight (Mw) of the acrylic resin is equal to or less than the above upper limit, the shape of the thermally expandable adhesive composition tends to easily follow the irregular surface of the adherend.
- the mass average molecular weight (Mw) of the acrylic resin can be measured by the method described in Examples.
- a monomer constituting the acrylic resin preferably contains a (meth)acrylic acid ester.
- (meth)acrylic acid esters constituting acrylic resins include methyl (meth)acrylate, ethyl (meth)acrylate, n-propyl (meth)acrylate, isopropyl (meth)acrylate, and n-butyl (meth)acrylate.
- the monomer constituting the acrylic resin preferably contains an alkyl (meth)acrylate in which the alkyl group constituting the alkyl ester has a chain structure of 1 to 18 carbon atoms, and the alkyl More preferably, the group contains an alkyl (meth)acrylate having a chain structure with 1 to 4 carbon atoms. Further, it is more preferable that the monomers constituting the acrylic resin contain a glycidyl group-containing (meth)acrylic acid ester together with the alkyl (meth)acrylate. It is even more preferable to contain an acrylic acid ester and a hydroxyl group-containing (meth)acrylic acid ester. Monomers constituting the acrylic resin may be of one type alone, or may be of two or more types.
- Examples of monomers other than (meth)acrylic acid esters that constitute acrylic resins include (meth)acrylic acid, itaconic acid, vinyl acetate, acrylonitrile, styrene, and N-methylolacrylamide.
- the thermally expandable adhesive composition of the present embodiment contains a thermoplastic resin (F)
- the content is not particularly limited, but the total mass of active ingredients of the thermally expandable adhesive composition (100% by mass) , preferably 1 to 20% by mass, more preferably 2 to 15% by mass, and even more preferably 4 to 10% by mass.
- the content of the thermoplastic resin (F) is at least the above lower limit, the shape of the thermally expandable adhesive composition tends to easily conform to the uneven surface of the adherend.
- the content of the thermoplastic resin (F) is equal to or less than the above upper limit, the flexibility becomes moderate, the storage in roll and sheet form is possible, and the mechanical strength of the expanded cured product is improved. tends to be easier.
- the thermally expandable adhesive composition of the present embodiment may or may not contain other components as long as the effects of the present invention are not impaired.
- Other components include, for example, resin components other than the above components; additives such as antistatic agents, antioxidants, softeners, rust preventives, pigments and dyes; and the like.
- additives such as antistatic agents, antioxidants, softeners, rust preventives, pigments and dyes; and the like.
- one type may be used alone, or two or more types may be used in combination.
- the content of the other components is not particularly limited, but the total mass of active ingredients of the thermally expandable adhesive composition (100% by mass ), preferably 0.001 to 5% by mass, more preferably 0.01 to 3% by mass, and still more preferably 0.1 to 1% by mass.
- the temperature (t90) at which the curing degree reaches 90% in 1 hour is not particularly limited, but is preferably 100 to 250 ° C., more preferably 120 to 200 ° C., and further It is preferably 140 to 180°C.
- the temperature (t90) is at least the above lower limit, the storage stability tends to be better.
- the temperature (t90) is equal to or lower than the above upper limit, curing by moderate heating becomes possible, so there are fewer restrictions on the material of the adherend, etc., and the thermally expandable adhesive composition of the present embodiment can be used. It tends to be easy to use for a wide range of applications.
- the degree of cure of the thermally expandable adhesive composition can be measured according to JIS K 7148-1:2015.
- the method for producing the thermally expandable adhesive composition of the present embodiment is not particularly limited, and it can be produced by mixing each component by a known method.
- a method for mixing each component for example, a method of melting and kneading the above components under heating may be used, or a method of mixing the above components in a solvent and then drying to remove the solvent. good too.
- a method of mixing each component in a solvent and then drying is preferred.
- solvents for dispersing each component include aliphatic hydrocarbon solvents such as hexane and heptane; aromatic hydrocarbon solvents such as toluene and xylene; and halogenated hydrocarbon solvents such as methylene chloride and ethylene chloride.
- alcohol solvents such as methanol, ethanol, propanol and butanol
- ketone solvents such as acetone, methyl ethyl ketone, 2-pentanone, isophorone and cyclohexanone
- ester solvents such as ethyl acetate and butyl acetate
- cellosolve solvents such as ethyl cellosolve
- ether solvents such as propylene glycol monomethyl ether;
- aromatic hydrocarbons are preferred, and toluene is more preferred.
- the boiling point of the solvent is preferably lower than the expansion start temperature (t) of the thermally expandable particles (B).
- thermally expandable adhesive composition of the present embodiment is not particularly limited, but the three-dimensional space generated between adherends is filled, and then expanded and cured to fill the three-dimensional space with the expanded and cured material. It is suitable for the usage method of bonding between members.
- Adhesion of an adherend having a three-dimensional space includes, for example, adhesion between an electromagnetic steel sheet forming a rotor core and a permanent magnet in a permanent magnet motor, adhesion between a conductor coil and a stator core of a motor, and the like.
- the thermally expandable adhesive composition of the present embodiment which can adhere between members while filling the three-dimensional space, is suitable.
- the thermally expandable adhesive composition of the present embodiment contains a large number of voids after expansion, and therefore has excellent heat resistance. Therefore, it is also suitable for filling and bonding between materials in various articles such as building materials and vehicle members that require heat insulation.
- the thermally expandable adhesive composition of the present embodiment can be used in methods other than bonding adherends. Examples of such a method of use include a mode in which the thermally expandable adhesive composition of the present embodiment is used as a foaming ink, and a mode in which it is used as a building material such as wallpaper.
- the thermally expandable adhesive sheet of this embodiment is a thermally expandable adhesive sheet made of the thermally expandable adhesive composition of this embodiment.
- the thermally expandable adhesive sheet of this embodiment may have other layers such as a release material and a base material on one or both surfaces thereof.
- the thermally expandable adhesive sheet has another layer on one or both surfaces, the multilayer sheet including the thermally expandable adhesive sheet and the other layer is referred to as a "thermally expandable adhesive multilayer sheet.”
- a thermally expandable adhesive multilayer sheet sometimes referred to as
- FIG. 1 is a schematic cross-sectional view showing one embodiment of the thermally expandable adhesive sheet of this embodiment.
- a thermally expandable adhesive sheet 1 is provided with release materials 2 on both sides thereof to constitute a thermally expandable adhesive multilayer sheet 10 .
- FIG. 2 is a schematic cross-sectional view showing another embodiment of the thermally expandable adhesive sheet of this embodiment.
- the thermally expandable adhesive sheets 1 are provided on both sides of the substrate 3, and the surfaces of the two thermally expandable adhesive sheets 1 opposite to the substrate 3 are each provided with A release material 2 is provided to constitute a thermally expandable adhesive multilayer sheet 20 .
- an intermediate layer is included between the thermally expandable adhesive sheet 1 and the release material 2 in the embodiment shown in FIG.
- an intermediate layer is included at one or more locations selected from between the thermally expandable adhesive sheet 1 and the base material 3 and between the thermally expandable adhesive sheet 1 and the release material 2.
- Intermediate layers include, for example, an adhesion auxiliary layer for reinforcing the adhesion strength between each layer, an embedding auxiliary layer for the purpose of improving the embedding property in the unevenness of the adherend, and a layer that contacts the adherend after thermal expansion. Examples include a primer layer and the like for the purpose of enhancing adhesion at the interface.
- the thickness of the thermally expandable adhesive sheet of this embodiment is not particularly limited, but is preferably 5 to 1,000 ⁇ m, more preferably 10 to 100 ⁇ m, still more preferably 20 to 50 ⁇ m.
- the thickness of the thermally expandable adhesive sheet is at least the above lower limit, it tends to be easier to form a film with a uniform thickness.
- the thickness of the thermally expandable adhesive sheet is equal to or less than the above upper limit, it tends to be easily applied in a narrow three-dimensional space.
- the base material that may be used together with the thermally expandable adhesive sheet of this embodiment can be appropriately selected according to the application of the thermally expandable adhesive sheet.
- Examples of base materials include resin films, metal foils, paper materials, non-woven fabrics, and foam materials.
- Examples of the resin constituting the resin film include polyolefin resins such as polyethylene and polypropylene; Resin; polyester resins such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polysulfone; polyetheretherketone; polyethersulfone; polyphenylene sulfide; polyimide resins such as polyetherimide and polyimide; polyamide resins; acrylic resins; Metals constituting the metal foil include, for example, aluminum, tin, chromium, and titanium.
- Nonwoven fabrics include, for example, nonwoven fabrics obtained by manufacturing fibers made of the resin constituting the resin film into a film by an appropriate method such as an adhesion method, a needle punch method, a spunbond method, or a melt blow method; A manufactured Japanese paper-like nonwoven fabric and the like can be mentioned.
- foam material include those obtained by foaming the resin constituting the resin film with a foaming agent or the like.
- a resin film is preferable, and a resin film having a polyester-based resin such as polyethylene terephthalate, polybutylene terephthalate, or polyethylene naphthalate as a constituent material is more preferable.
- These substrates may be composed of only one layer, or may be a multilayer composed of two or more layers laminated.
- the surface of the base material is subjected to surface treatment such as an oxidation method or roughening method, easy adhesion treatment, primer treatment, or the like. good too.
- the thickness of the substrate is not particularly limited, it is preferably 5 to 500 ⁇ m, more preferably 15 to 300 ⁇ m, still more preferably 20 to 200 ⁇ m.
- the thickness of the substrate is at least the above lower limit, it tends to be easy to obtain excellent deformation resistance.
- the thickness of the base material is equal to or less than the above upper limit value, appropriate flexibility is obtained, and it tends to be easy to handle.
- Examples of the release material that may be used together with the thermally expandable adhesive sheet of the present embodiment include a double-sided release sheet and a single-sided release sheet.
- Examples of the release sheet include those obtained by coating a release agent on a base material for a release material.
- Base materials for the release material include, for example, plastic films and papers.
- plastic films include polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin and polyethylene naphthalate resin; olefin resin films such as polypropylene resin and polyethylene resin; and the like.
- Papers include, for example, high-quality paper, glassine paper, kraft paper, and the like.
- release agents include rubber-based elastomers such as silicone-based resins, olefin-based resins, isoprene-based resins, and butadiene-based resins; long-chain alkyl-based resins, alkyd-based resins, fluorine-based resins;
- the release agent may be used alone or in combination of two or more.
- the thickness of the release material is not particularly limited, it is preferably 10 to 200 ⁇ m, more preferably 20 to 150 ⁇ m, still more preferably 35 to 80 ⁇ m.
- the thickness of the release material is at least the above lower limit, it tends to be easy to obtain excellent deformation resistance.
- the thickness of the release material is equal to or less than the above upper limit, appropriate flexibility is obtained, and it tends to be easy to handle.
- the method for producing the thermally expandable adhesive sheet of the present embodiment is not particularly limited, and the sheet can be produced by forming the thermally expandable adhesive composition of the present embodiment into a sheet by a known method.
- Sheeting of the thermally expandable adhesive composition may be a method of applying and drying the thermally expandable adhesive composition of the present embodiment diluted with a solvent, and melt extruding the thermally expandable adhesive composition. It can be a method.
- the solvent for diluting with a solvent those mentioned above can be used.
- the method for producing the thermally expandable adhesive sheet of the present embodiment will be described more specifically, taking as an example the method of applying and drying the thermally expandable adhesive composition diluted with a solvent.
- the thermally expandable adhesive composition of the present embodiment diluted with a solvent is applied onto the release-treated surface of the release material 2, and then dried.
- a thermally expandable adhesive sheet with a release liner is obtained in which the thermally expandable adhesive sheet 1 of the present embodiment is formed on one surface of the release liner 2 .
- another release material 2 is attached to the exposed surface of the thermally expandable adhesive sheet 1 of the thermally expandable adhesive sheet with the release material, whereby the thermally expandable adhesive multilayer sheet 10 can be obtained.
- the thermally expandable adhesive composition of the present embodiment diluted with a solvent is applied onto the release-treated surface of the release material 2, and then dried.
- a thermally expandable adhesive sheet with a release liner is obtained in which the thermally expandable adhesive sheet 1 of the present embodiment is formed on one surface of the release liner 2 .
- another heat-expandable adhesive sheet with a release material is prepared by performing the same steps. After that, two thermally expandable adhesive sheets with a release material are attached to both sides of the substrate 3 so that the thermally expandable adhesive sheet 1 is the attachment surface, thereby obtaining the thermally expandable adhesive multilayer sheet 20. be able to.
- examples of the method for applying the thermally expandable adhesive composition diluted with a solvent include spin coating, spray coating, bar coating, knife coating, and roll coating. method, blade coating method, die coating method, gravure coating method, and the like. Further, in the step of drying the thermally expandable adhesive composition after application, the drying temperature is set to the expansion start temperature of the thermally expandable particles (B) (t ) is preferable.
- thermally expandable adhesive sheet of the present embodiment includes the same applications as the thermally expandable adhesive composition of the present embodiment described above.
- Average particle diameter (D 50 ) of thermally expandable particles (B) and inorganic filler (C) The particle distribution was measured using a laser diffraction particle size distribution analyzer (eg, manufactured by Malvern, product name "Mastersizer 3000"). Then, the particle diameter corresponding to 50% of the cumulative volume frequency calculated from the smaller particle diameter in the particle distribution was defined as the average particle diameter ( D50 ).
- thermally expandable Adhesive Composition and Thermally Expandable Adhesive Sheet
- Examples 1-3, Comparative Examples 1-3 Each component shown in Table 1 was blended in the composition shown in Table 1, diluted with methyl ethyl ketone, and stirred to prepare a thermally expandable adhesive composition having an active ingredient concentration of 50% by mass.
- the thermally expandable adhesive composition was applied to a release sheet (manufactured by Lintec Corporation, product name "SP-PET382150", polyethylene terephthalate film provided with a release agent layer formed from a silicone release agent on one side, thickness: 38 ⁇ m) to form a coating film, and the coating film was dried at 100° C. for 60 seconds to form a thermally expandable adhesive sheet with a thickness of 25 ⁇ m on the release sheet.
- a release sheet manufactured by Lintec Corporation, product name "SP-PET382150", polyethylene terephthalate film provided with a release agent layer formed from a silicone release agent on one side, thickness: 38 ⁇ m
- the heat-expandable adhesive sheet with a release material prepared in each example was cut into a size of 10 mm ⁇ 10 mm, and the heat-expandable adhesive sheet side was used as a sticking surface, and the surface of an aluminum plate (thickness 1 mm) with a smooth surface was applied. Laminated. After that, the release sheet was peeled off to obtain a test sample before heat treatment. The thickness of the thermally expandable adhesive sheet on the aluminum plate in the test sample before the heat treatment was measured, and the obtained value was defined as the thickness T0 before the heat treatment. Next, the above test sample was heated in an oven at 160° C.
- the shear strength is the shear strength when the thermally expandable adhesive sheet is expanded and cured while being pressurized by the adherend (hereinafter also referred to as "shear strength 1"), and the shear strength when expanded and cured in the three-dimensional space of the adherend.
- the shear strength in the case (hereinafter also referred to as "shear strength 2”) was measured by the following procedure.
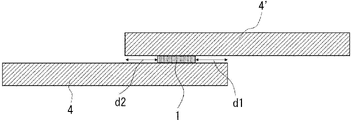
- test piece 1 with shear strength of 1 A schematic cross-sectional view for explaining the preparation procedure of the test piece 1 with shear strength of 1 is shown in FIG.
- two aluminum plates (aluminum plate 4 and aluminum plate 4′) with a smooth surface having a size of 15 mm in width ⁇ 70 mm in length ⁇ 1 mm in thickness were prepared as adherends.
- a 10 mm ⁇ 10 mm square was cut from the heat-expandable adhesive sheet with a release material prepared in each example, and this was laminated on the surface of an aluminum plate 4 with the heat-expandable adhesive sheet 1 side as a sticking surface.
- the release material is peeled off from the thermally expandable adhesive sheet 1, and another aluminum plate 4' is placed on the exposed surface so that the aluminum plate 4 and the aluminum plate 4' are parallel to each other.
- the plates were fixed with clips, and the thermally expandable adhesive sheet 1 was pressed by the aluminum plates 4 and 4' on both sides.
- the position where the thermally expandable adhesive sheet 1 is attached is the center of the width direction of the aluminum plates 4, 4' in the direction in which each of the four sides is parallel to each side of the aluminum plate, and the thermally expandable adhesive sheet 1 and the distance d1 between one end of the aluminum plate 4 and the distance d2 between the other end of the thermally expandable adhesive sheet 1 and the end of the aluminum plate 4' are each 5 mm; did.
- the specimen fixed with the clip was heated in an oven at 160° C. for 1 hour and then cooled to room temperature (23° C.).
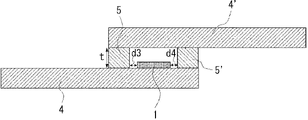
- FIG. 1 A schematic cross-sectional view for explaining the preparation procedure of the test piece 2 with shear strength 2 is shown in FIG. A 10 mm ⁇ 10 mm square was cut from the heat-expandable adhesive sheet with a release material prepared in each example, and this was laminated on the surface of an aluminum plate 4 with the heat-expandable adhesive sheet 1 side serving as the sticking surface. In addition, the bonding position of the thermally expandable adhesive sheet 1 was the same position as that of the test piece 1 described above. Next, as shown in FIG. 4, rectangular parallelepiped spacers 5 and 5' having a thickness t of 50 ⁇ m are placed at the ends of the aluminum plate 4 and at a position beyond the thermally expandable adhesive sheet 1 from the aluminum plate 4.
- each was fixed with an adhesive.
- the spacers 5 and 5' were fixed at positions where the distances d3 and d4 between the spacers 5 and 5' and the thermally expandable adhesive sheet 1 were 2 mm, respectively.
- the release material is peeled off from the thermally expandable adhesive sheet 1, and another aluminum plate 4' is placed on the spacers 5 and 5' so that the aluminum plate 4 and the aluminum plate 4' are parallel to each other.
- the aluminum plates were fixed with clips, and the thermally expandable adhesive sheet 1 was placed in the space formed by the aluminum plates 4 and 4' and the spacers 5 and 5'.
- the specimen fixed with the clip was heated in an oven at 160° C. for 1 hour and then cooled to room temperature (23° C.).
- test piece was measured at a test start temperature of 0 ° C., a test end temperature of 200 ° C., a temperature increase rate of 3 ° C./min, and vibration.
- the storage elastic modulus G' was measured under conditions of several 11 Hz and an amplitude of 5 ⁇ m to obtain the storage elastic modulus G' at 23°C.
- the thermally expandable adhesive compositions of Examples 1 to 3 which are the thermally expandable adhesive compositions of the present embodiment, are the thermally expandable adhesive compositions of Comparative Example 2 that do not contain the inorganic filler (C).
- C inorganic filler
- a higher storage elastic modulus G' than that of the material is obtained, and the shear strength 1 when expanded and hardened while being pressurized by the adherend, and the shear strength 2 when expanded and hardened in the three-dimensional space between the adherends. are found to be improving together.
- the thermally expandable adhesive compositions of Examples 1 to 3 are more effective than the thermally expandable adhesive composition of Comparative Example 3 containing silica having an average particle size (D 50 ) of 0.5 ⁇ m after expansion and curing.
- the storage elastic modulus G' and shear strength 2 of the sample were high, and the shear strength retention rate was also high. From this, it can be seen that by containing the inorganic filler (C) having an average particle diameter (D 50 ) of 200 nm or less, the function of improving the mechanical strength, in particular, is remarkably exhibited in the case of expansion hardening.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023506951A JPWO2022196354A1 (https=) | 2021-03-17 | 2022-03-02 | |
| KR1020237018091A KR20230156301A (ko) | 2021-03-17 | 2022-03-02 | 열팽창성 접착제 조성물 및 열팽창성 접착 시트 |
| CN202280008411.8A CN116724098A (zh) | 2021-03-17 | 2022-03-02 | 热膨胀性粘接剂组合物及热膨胀性粘接片 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021043508 | 2021-03-17 | ||
| JP2021-043508 | 2021-03-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022196354A1 true WO2022196354A1 (ja) | 2022-09-22 |
Family
ID=83321475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/008704 Ceased WO2022196354A1 (ja) | 2021-03-17 | 2022-03-02 | 熱膨張性接着剤組成物及び熱膨張性接着シート |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2022196354A1 (https=) |
| KR (1) | KR20230156301A (https=) |
| CN (1) | CN116724098A (https=) |
| WO (1) | WO2022196354A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024063029A1 (ja) * | 2022-09-20 | 2024-03-28 | 大日本印刷株式会社 | 発泡性接着シートおよび構造体の製造方法 |
| WO2025018056A1 (ja) * | 2023-07-14 | 2025-01-23 | 東レ株式会社 | 積層体、およびモータ用電気絶縁シート |
| WO2026014350A1 (ja) * | 2024-07-08 | 2026-01-15 | 日東電工株式会社 | 熱伝導易解体接着組成物、熱伝導易解体接着シート、接合体、及び接合体の解体方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030192643A1 (en) * | 2002-03-15 | 2003-10-16 | Rainer Schoenfeld | Epoxy adhesive having improved impact resistance |
| JP2016118784A (ja) * | 2014-12-17 | 2016-06-30 | 富士フイルム株式会社 | 偏光板保護フィルム、偏光板および表示装置 |
| JP2017142319A (ja) * | 2016-02-09 | 2017-08-17 | サムスン エレクトロニクス カンパニー リミテッド | トナー用外添剤及びトナー |
| JP2017203114A (ja) * | 2016-05-12 | 2017-11-16 | スリーエム イノベイティブ プロパティズ カンパニー | 接着剤、金属部材組立体及び金属部材組立体の製造方法 |
| JP2019203062A (ja) * | 2018-05-23 | 2019-11-28 | スリーエム イノベイティブ プロパティズ カンパニー | 接着シート |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6586483B2 (en) * | 2001-01-08 | 2003-07-01 | 3M Innovative Properties Company | Foam including surface-modified nanoparticles |
| CN108410376B (zh) | 2015-04-10 | 2022-03-18 | 株式会社寺冈制作所 | 粘接片 |
-
2022
- 2022-03-02 KR KR1020237018091A patent/KR20230156301A/ko active Pending
- 2022-03-02 WO PCT/JP2022/008704 patent/WO2022196354A1/ja not_active Ceased
- 2022-03-02 JP JP2023506951A patent/JPWO2022196354A1/ja active Pending
- 2022-03-02 CN CN202280008411.8A patent/CN116724098A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030192643A1 (en) * | 2002-03-15 | 2003-10-16 | Rainer Schoenfeld | Epoxy adhesive having improved impact resistance |
| JP2016118784A (ja) * | 2014-12-17 | 2016-06-30 | 富士フイルム株式会社 | 偏光板保護フィルム、偏光板および表示装置 |
| JP2017142319A (ja) * | 2016-02-09 | 2017-08-17 | サムスン エレクトロニクス カンパニー リミテッド | トナー用外添剤及びトナー |
| JP2017203114A (ja) * | 2016-05-12 | 2017-11-16 | スリーエム イノベイティブ プロパティズ カンパニー | 接着剤、金属部材組立体及び金属部材組立体の製造方法 |
| JP2019203062A (ja) * | 2018-05-23 | 2019-11-28 | スリーエム イノベイティブ プロパティズ カンパニー | 接着シート |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024063029A1 (ja) * | 2022-09-20 | 2024-03-28 | 大日本印刷株式会社 | 発泡性接着シートおよび構造体の製造方法 |
| JP2024043866A (ja) * | 2022-09-20 | 2024-04-02 | 大日本印刷株式会社 | 発泡性接着シートおよび構造体の製造方法 |
| JP7578128B2 (ja) | 2022-09-20 | 2024-11-06 | 大日本印刷株式会社 | 発泡性接着シートおよび構造体の製造方法 |
| WO2025018056A1 (ja) * | 2023-07-14 | 2025-01-23 | 東レ株式会社 | 積層体、およびモータ用電気絶縁シート |
| WO2026014350A1 (ja) * | 2024-07-08 | 2026-01-15 | 日東電工株式会社 | 熱伝導易解体接着組成物、熱伝導易解体接着シート、接合体、及び接合体の解体方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116724098A (zh) | 2023-09-08 |
| JPWO2022196354A1 (https=) | 2022-09-22 |
| TW202244231A (zh) | 2022-11-16 |
| KR20230156301A (ko) | 2023-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7414164B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7766062B2 (ja) | 接着剤組成物および発泡性接着シート | |
| WO2022196354A1 (ja) | 熱膨張性接着剤組成物及び熱膨張性接着シート | |
| JP5660443B2 (ja) | 粘接着シートおよびそれを用いた接着方法 | |
| JP7722357B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2023137382A (ja) | 物品、物品の製造方法、発泡性接着シートおよび接着剤組成物 | |
| JP5560747B2 (ja) | 粘接着シート | |
| JP7838314B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7578160B1 (ja) | 物品、物品の製造方法、発泡性接着シートおよび接着剤組成物 | |
| JP2023036159A (ja) | 発泡性接着シートおよび物品の製造方法 | |
| US20240318043A1 (en) | Low tack structural adhesive for shear bonding of magnets in electrical motors | |
| JP7615595B2 (ja) | 接着剤組成物、発泡性接着シートおよび物品の製造方法 | |
| JP7578128B2 (ja) | 発泡性接着シートおよび構造体の製造方法 | |
| JP7556489B1 (ja) | 接着シート、接着シートの製造方法、および物品の製造方法 | |
| WO2024236618A1 (ja) | 物品の製造方法、接着剤組成物および発泡性接着シート | |
| WO2024237232A1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2024080433A (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2024110102A (ja) | 発泡性接着シート、発泡性接着シートの製造方法、物品の製造方法、および発泡性接着シートの品質検査方法 | |
| WO2025022774A1 (ja) | 回転電機用ステータ、回転電機用ロータ、発泡性接着シート、回転電機用ステータの製造方法、および回転電機用ロータの製造方法 | |
| WO2023145504A1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2025184543A (ja) | 発泡性接着シート、発泡性接着シートの製造方法、および物品の製造方法 | |
| JP2025171371A (ja) | 物品の製造方法および、発泡性接着シートおよび接着剤組成物 | |
| WO2024053614A1 (ja) | 接着シート、接着剤組成物および構造物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22771108 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023506951 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280008411.8 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22771108 Country of ref document: EP Kind code of ref document: A1 |