WO2022196191A1 - Textile non enduit pour coussin de sécurité gonflable - Google Patents
Textile non enduit pour coussin de sécurité gonflable Download PDFInfo
- Publication number
- WO2022196191A1 WO2022196191A1 PCT/JP2022/004926 JP2022004926W WO2022196191A1 WO 2022196191 A1 WO2022196191 A1 WO 2022196191A1 JP 2022004926 W JP2022004926 W JP 2022004926W WO 2022196191 A1 WO2022196191 A1 WO 2022196191A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fabric
- selvage
- warp
- airbag
- weaving
- Prior art date
Links
- 239000004753 textile Substances 0.000 title abstract description 6
- 239000004744 fabric Substances 0.000 claims abstract description 150
- 239000000835 fiber Substances 0.000 claims abstract description 45
- 229920002994 synthetic fiber Polymers 0.000 claims abstract description 34
- 239000012209 synthetic fiber Substances 0.000 claims abstract description 34
- 238000012360 testing method Methods 0.000 claims abstract description 28
- 230000035699 permeability Effects 0.000 claims abstract description 22
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229910052742 iron Inorganic materials 0.000 claims abstract description 6
- 239000002759 woven fabric Substances 0.000 claims description 85
- 238000009941 weaving Methods 0.000 claims description 82
- 239000000470 constituent Substances 0.000 claims description 4
- 238000002844 melting Methods 0.000 claims description 4
- 230000008018 melting Effects 0.000 claims description 4
- 239000000155 melt Substances 0.000 abstract description 6
- 238000000034 method Methods 0.000 description 31
- 238000004519 manufacturing process Methods 0.000 description 17
- 230000000694 effects Effects 0.000 description 12
- 238000009991 scouring Methods 0.000 description 11
- 238000009998 heat setting Methods 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- 229920002302 Nylon 6,6 Polymers 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 8
- 230000014759 maintenance of location Effects 0.000 description 8
- -1 polyethylene terephthalate Polymers 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 230000037303 wrinkles Effects 0.000 description 7
- 229920002647 polyamide Polymers 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 235000014676 Phragmites communis Nutrition 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 229920002292 Nylon 6 Polymers 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 210000005069 ears Anatomy 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000010009 beating Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000007334 copolymerization reaction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 210000000624 ear auricle Anatomy 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 210000003128 head Anatomy 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 210000001061 forehead Anatomy 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920001515 polyalkylene glycol Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
Definitions
- the present invention relates to non-coated fabrics for airbags. More particularly, the present invention relates to a high-density non-coated airbag fabric having excellent heat resistance and low breathability.
- Cars are equipped with airbags to ensure the safety of passengers.
- the sensor activates upon receiving the impact of the collision and generates high-temperature, high-pressure gas inside the airbag. Protect the forehead.
- airbags are becoming larger with the aim of expanding the protection area, and the output of inflators is increasing accordingly.
- airbags (a) In general, when the output of the inflator is increased, the temperature of the generated gas rises, and the base fabric used for the airbag main body melts due to heat when the airbag is deployed.
- the high-temperature residue (mainly copper) discharged from the inflator together with the blast adheres to the base fabric, causing melting and perforation starting from the adhered portion (speculation).
- c Even if there is no residue, in the case of a highly air permeable base fabric, heat exchange is actively performed at the part where hot air leaks, so melt holes are likely to occur.
- Patent Document 3 discloses a method of providing a fabric for airbags with improved heat resistance and instantaneous thermal deformation rate by adjusting the strength and elongation of polyethylene terephthalate fibers to produce polyethylene terephthalate fibers for airbags. Proposed.
- the airbag fabric of Patent Document 3 is of a level that can withstand high temperatures and high loads during deployment.
- An object of the present invention is to solve the above-mentioned problems of the prior art and to provide a non-coated fabric for airbags with low air permeability and high heat resistance.
- a non-coated fabric for an airbag according to one aspect of the present invention that solves the above problems is a fabric made of synthetic fibers in which the single fibers have a substantially circular cross section, and has a heat resistance that causes an iron bar heated to 350 ° C. to drop onto the base fabric.
- the non-coated fabric for air bags has a test melt drop time of 1.1 seconds or more and a cover index X represented by the following formula (1) of 23000 or more.
- Cover index X d(Wp+Wf) ⁇ F 1/2 (1)
- d single fiber diameter ( ⁇ m)
- Wp warp density (lines/2.54 cm)
- Wf weft density (lines/2.54 cm)
- F number of filaments
- FIG. 1 is a schematic diagram for explaining the structure of weaving yarns forming the base portion of the fabric according to one embodiment of the present invention.
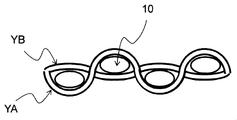
- FIG. 2 is a schematic diagram for explaining the structure of weaving yarns forming selvages of the fabric according to one embodiment of the present invention.
- FIG. 3 is a schematic diagram for explaining a method of measuring the aspect ratio of yarn.
- a non-coated woven fabric for an airbag (hereinafter also simply referred to as a woven fabric) of one embodiment of the present invention is a woven fabric made of synthetic fibers in which single fibers have a substantially circular cross section.
- the woven fabric has a melt drop time of 1.1 seconds or more in a thermal resistance test in which an iron bar heated to 350° C. is dropped onto the base fabric.
- d single fiber diameter ( ⁇ m)
- Wp warp density (lines/2.54 cm)
- Wf weft density (lines/2.54 cm)
- F number of filaments
- the base portion of the woven fabric of the present embodiment is preferably made of synthetic fiber multifilament (hereinafter also referred to as synthetic fiber yarn).
- the base portion means the portion of the woven fabric body other than the selvage portion.
- Synthetic fiber materials include, for example, polyamide-based fibers, polyester-based fibers, aramid-based fibers, rayon-based fibers, polysulfone-based fibers, ultra-high molecular weight polyethylene-based fibers, and the like.
- polyamide-based fibers and polyester-based fibers which are excellent in mass productivity and economic efficiency, are preferable.
- Polyamide-based fibers include, for example, nylon 6, nylon 66, nylon 12, nylon 46, copolymer polyamide of nylon 6 and nylon 66, copolymer obtained by copolymerizing nylon 6 with polyalkylene glycol, dicarboxylic acid, amine, etc. It is a fiber made of polymerized polyamide or the like.
- polyamide-based fibers are preferably nylon 6 fibers and nylon 66 fibers because they are particularly excellent in strength.
- Polyester fibers are, for example, fibers made of polyethylene terephthalate, polybutylene terephthalate, and the like.
- the polyester fiber may be a fiber made of a copolymer polyester obtained by copolymerizing polyethylene terephthalate or polybutylene terephthalate with isophthalic acid, 5-sodium sulfoisophthalic acid, or an aliphatic dicarboxylic acid such as adipic acid as an acid component. .
- Synthetic fibers are treated with heat stabilizers, antioxidants, light stabilizers, smoothing agents, antistatic agents, plasticizers, thickeners, pigments, Additives such as flame retardants may also be included.
- the cross-sectional shape of the synthetic fiber monofilament has a substantially circular cross section.
- the same synthetic fiber yarn is used as warp and weft.
- the same synthetic fiber yarn is used for warp and weft means that both warp and weft are made of the same type of polymer, both warp and weft have the same single fiber fineness, and both warp and weft have the same total fineness.
- Polymers of the same type refer to polymers having a common main repeating unit, such as nylon 66 and polyethylene terephthalate.
- a combination of a homopolymer and a copolymer is also preferably used as the same kind of polymer as used in the present embodiment.
- a synthetic fiber filament with a single fiber fineness of 1 to 7 dtex as the synthetic fiber thread used as the base thread of the fabric.
- the woven fabric is preferable because it can reduce the air permeability.
- the single fiber fineness is small, the rigidity of the synthetic fiber filament is lowered, and the effect of improving the flexibility of the woven fabric is also obtained. Therefore, the obtained airbag has an improved storability, which is preferable.
- the total fineness of the synthetic fiber thread used as the base thread of the fabric is preferably 450 dtex or more, more preferably 470 dtex or more. Further, the total fineness of the synthetic fiber yarn used as the base yarn of the woven fabric is preferably 950 dtex or less, more preferably 550 dtex or less, and even more preferably 500 dtex or less.
- the woven fabric tends to maintain excellent heat resistance and strength.
- the total fineness to 950 dtex or less the obtained woven fabric tends to maintain excellent compactness and low air permeability when stored.
- the woven fabric can have well-balanced improvements in heat resistance, low air permeability, strength, slip resistance, flexibility, and compact storability.
- the number of filaments is preferably 90-150.
- the number of filaments is preferably 90 or more.
- the single fibers of the woven fabric tend to have the closest-packed structure, and a low air-permeability base fabric with few voids between single fibers can be easily obtained.
- the single fibers are thin and flexible, it is easy to obtain a woven fabric with excellent flexibility.
- the number of filaments is preferably 150 or less. As a result, the single fiber strength of the woven fabric is increased, so that single fiber breakage in the spinning process and the weaving process is reduced, and stable spinning and weaving properties are easily obtained.
- the tensile strength of the synthetic fibers (especially the synthetic fiber yarns used as base yarns) constituting the woven fabric of the present embodiment is preferably 8.0 cN/dtex or more, and is preferably 8.3 cN/dtex or more. more preferred.
- the tensile strength of the synthetic fibers constituting the woven fabric (especially the synthetic fiber yarn used as the base yarn) is preferably 9.0 cN/dtex or less, more preferably 8.7 cN/dtex or less. .
- the texture of the woven fabric is not particularly limited.
- the woven fabric include plain weave, twill weave, satin weave, variations of these weaves, multiaxial weave, and the like.
- the woven fabric is preferably plain weave because it has excellent mechanical properties, which are particularly necessary for airbag applications, and is thin.
- the weave density can vary depending on whether the fabric is resin-treated or not, and also depending on the fineness of the weaving yarn.
- the cover index X defined by the following formula (1) is 23,000 or more, and preferably 24,000 or more. If the cover index X is less than 23,000, the weaving yarns are insufficiently entwined in the woven fabric, and voids increase, making it difficult to ensure low air permeability. In addition, since the number of yarns per unit area of the woven fabric is reduced, the heat capacity of the woven fabric is reduced, making it difficult to ensure heat resistance.
- d is the single fiber diameter ( ⁇ m)
- Wp is the warp density (line/2.54 cm)
- Wf is the weft density (line/2.54 cm)
- F is the filament. is a number.
- Cover index X d(Wp+Wf) ⁇ F 1/2 (1)
- the aspect ratio A of the threads (warp and weft) in the base portion of the fabric is 3. It is preferably 0.0 or more. Also, the aspect ratio A is preferably 4.0 or less, more preferably 3.5 or less. When the aspect ratio A is 3.0 or more, the distance between adjacent warps or wefts in the woven fabric is reduced, the porosity is reduced, and the fabric becomes a low air permeability base fabric. When the aspect ratio A is 4.0 or less, the woven fabric has a three-dimensional surface, which reduces the contact surface with hot gas and residue, making it difficult for heat to melt and penetrate the woven fabric.
- the melt drop time in a thermal resistance test is 1.1 seconds or longer, and 1.5 seconds or longer. is preferred.
- the melting time is 1.1 seconds or longer, the fabric is less likely to melt due to the high temperature gas generated from the inflator and the residue during the deployment test, and to burst the airbag accordingly.
- the dynamic air permeability measured based on ASTM D 6467 is preferably 300 mm/s or less, more preferably 290 mm/s or less. If the dynamic air permeability is within the above range, it is easy to obtain an airbag that is excellent in internal pressure retention with little energy loss during deployment of the airbag.
- entwining yarns and additional yarns are used for the selvage ends.
- ear tightening threads are used between the additional threads and the warp threads in order to reduce the ear lobes.
- the "entanglement thread” is also called a leno, and in order to prevent the selvage from fraying, multiple threads are intertwined on the outermost side of the selvage of the fabric and tighten the weft threads to form selvages.
- a planetary gear mechanism more preferably a planetary gear twist system.
- Other methods of forming the ears may be used.
- the material, type, and fineness of the entwining thread are appropriately selected according to the type of ground thread and weaving density. It is preferable that the number of wires to be used is two or more, more preferably two, at each end. Monofilament is generally used as the entwining thread because it has excellent selvage binding performance.
- a multifilament may be used as the leno yarn.
- the material of the entanglement thread is preferably the same as that of the ground thread.
- the fineness of the entwining yarn is preferably 33 dtex or less. If the fineness exceeds 33 dtex, the woven fabric may fray at the selvage.
- the fineness of the leno yarn is preferably 5 to 22 dtex.
- Additional threads are used for the purpose of preventing fraying of the selvage of the fabric, similar to the entwining threads, and are placed between the entwining threads and the warp in the selvage of the fabric to assist the entwining threads.
- the planetary system is not used for additional yarns.
- the additional yarn is preferably used in a plain weave that is excellent in selvage tightening properties. Further, the material, type, and fineness of the additional yarn are appropriately selected according to the type of base yarn and the weaving density. As with the entwining yarn described above, the additional yarn is preferably a monofilament that has excellent selvage tightening performance.
- the number of additional yarns, if used, is, for example, 2 to 12 on each end.
- the fineness of the additional yarn is preferably 33 dtex or less. If the fineness exceeds 33 dtex, the woven fabric may fray at the selvage.
- the fineness of the leno yarn is preferably 5 to 22 dtex.
- Ear tightening thread is sometimes used for the purpose of preventing the selvedge of the fabric, apart from the entanglement thread and the additional thread, and is placed between the additional thread and the warp in the selvage of the fabric. As with the increase yarn, no planetary system is used.
- the selvage tightening thread is preferably used in a plain weave that is excellent in selvage tightening properties.
- the material, type, and fineness of the ear tightening thread are appropriately selected according to the type of ground thread and weaving density. Multifilament having a total fineness of 80% or more with respect to the total fineness of the base threads is preferably used as the selvage thread for weaving under high tension.
- the number of ear tightening threads is for example 4 to 8 on each end.
- the woven fabric of the present embodiment has weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the woven fabric, and YA and YB are repeatedly arranged, and the crimp of YA is It is preferable that the ratio CA and the crimp ratio CB of YB satisfy the relationship CA ⁇ CB ⁇ 1.2.
- the weaving yarns YA and YB having different crimp ratios and arranged in the warp direction are not limited to warp yarns (base yarns), entwining yarns, additional yarns, and ear tightening yarns. .
- the weaving yarns YA and YB are preferably warp yarns, additional yarns, or selvage yarns.
- the yarns YA and YB preferably have the same type of polymer or the same total fineness, but may have different polymers or total fineness.
- the weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are preferably arranged repeatedly in at least one selvage of the fabric.
- the "selves" of a fabric refer to portions within 100 mm from the ends of the fabric.
- the portion where the weaving yarns YA and YB are repeatedly arranged is preferably arranged within 25 mm from the selvage of the fabric. If the length exceeds 25 mm from the edge of the selvage, the selvage where the weaving yarns YA and YB are repeatedly arranged has different characteristics as a fabric from the base portion of the fabric, so that the portion that can be used for cutting as an airbag becomes smaller. loss may increase.
- the positions and widths of the weaving yarns YA and YB within 25 mm from the selvage are not particularly limited.
- the weaving yarns YA and YB are repeatedly arranged with a width of 5 mm or more at a site of 1 to 15 mm from the edge of the selvage. is preferred.
- the crimp ratios CA and CB of the weaving yarns YA and YB preferably satisfy the relationship CA ⁇ CB ⁇ 1.2.
- the crimp ratios CA and CB of the weaving yarns YA and YB more preferably satisfy the relationship CA ⁇ CB ⁇ 2.0, and more preferably satisfy the relationship CA ⁇ CB ⁇ 3.0.
- the base portion of the woven fabric in this embodiment includes weaving yarns YC arranged in the warp direction intersecting the weft yarns 10 and adjacent weaving yarns YC, as in a general plain weave fabric. , with the same crimp rate. If the weaving density can be increased at this time, the weft yarn driving limit will occur, and the receding of the weave will increase during weaving.
- the crimp structure of the selvedge portion of the woven fabric in the present embodiment is changed, and the selvedge portion of the woven fabric is different from that of the general plain weave fabric. can also make it easier to drive the weft. As a result, the fabric can be densified in weave density. By creating such a crimp structure in the selvage, it becomes easier for the weft to be driven into the selvage than in the base. As a result, it is possible to effectively suppress the receding of the cut edge and the occurrence of flare during weaving. In addition, if the woven fabric satisfies the relationship CA ⁇ CB ⁇ 1.2, a sufficient suppression effect due to the crimp structure change can be obtained.
- YA and YB are preferably arranged adjacently to form a flat weave.
- the method of arranging YA and YB is preferably, for example, a method of alternately arranging YA and YB (1:1).
- the method of arranging YA and YB is such that the ratio is changed such that the arrangement is 2:1 or 10:1, or the arrangement is appropriately selected such as 2:2 or 8:8. In this way, it is possible to obtain the effect of suppressing the receding of the weave and the occurrence of flare.
- the method of arranging YA and YB it is particularly preferable to arrange YA and YB adjacent to each other at a ratio of 1:1 so that the arrangement is repeated, and a sufficient inhibitory effect can be easily obtained.
- the woven structure composed of YA and YB can obtain the effect of the present embodiment even when ridged structure is formed by aligning YA and YB, for example. It is particularly preferable that the weave structure composed of YA and YB is a plain weave that is excellent in selvage tightening properties.
- At least one of YA and YB is preferably made of the same synthetic fiber as the weaving yarn YC arranged in the warp direction constituting the base portion of the fabric.
- YA and YB are made of yarns having characteristics such as total fineness or shrinkage that are significantly different from those of YC, differences in the thickness and shrinkage characteristics of the woven fabric between the base portion and the selvage portion are likely to appear. Therefore, the woven fabric tends to wrinkle at the selvage when it is wound into a roll and in the subsequent scouring, setting and coating processes.
- the woven fabric is preferable because the selvage is less likely to wrinkle.
- YA, YB, and YC are all made of the same synthetic fiber.
- the YC crimp rate CC preferably satisfies the relationship CA>CC>CB.
- CA>CC>CB it is easy to obtain a base portion having a woven structure as shown in FIG. 1 and a selvage portion having a woven structure as shown in FIG.
- the weft yarns in the selvage portion are denser than in the base portion, and the occurrence of flare can be effectively suppressed.
- CA and CB are smaller than CC (CC>CA>CB)
- the crimp of the weaving yarn in the selvage portion is smaller than that in the base portion. Therefore, the woven fabric tends to have coarse and hard selvages, which may cause wrinkles.
- CA and CB are larger than CC (CA>CB>CC)
- the woven fabric cannot obtain sufficient selvage tightening properties, and it is difficult to obtain the effect of suppressing the receding of the weave and the occurrence of flare.
- a method for manufacturing an uncoated fabric for an airbag (hereinafter also simply referred to as a method for manufacturing a fabric) according to one embodiment of the present invention is the method for manufacturing an uncoated fabric for an airbag (airbag fabric) according to the present embodiment.
- the fabric manufacturing method comprises weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the fabric with different tensions, and tensions TA and TB applied to YA and YB, respectively. is characterized by satisfying the relationship TB ⁇ TA ⁇ 1.2. Therefore, other steps shown below are all examples, and may be replaced with other known steps.
- the warp yarns having the total fineness described above in relation to the woven fabric are warped and installed on the loom.
- the weft threads are placed on the loom.
- a loom is not particularly limited. It is preferable to use a loom equipped with a full-width temple device when weaving high-density fabrics. Examples of looms include water jet looms, air jet looms, rapier looms, and the like. Among these, a water jet loom is preferable as the loom because high-speed weaving is relatively easy and productivity can be easily improved.
- the tension applied to each warp constituting the base portion of the fabric is adjusted in the range of 0.2 to 0.5 cN/dtex.
- the warp tension is within the above range, the dimensional stability of the resulting woven fabric can be improved by reducing the inter-filament voids in the bundle of multifilament yarns constituting the woven fabric. If the warp tension is less than 0.2 cN/dtex, the binding force of the weft yarn during weaving is low, and it is difficult to obtain a fabric having the same density between the warp yarn and the weft yarn.
- a method for adjusting the average warp tension is not particularly limited.
- the average warp tension can be adjusted by a method of adjusting the warp let-off speed of the loom, a method of adjusting the weft driving density, or the like. Whether or not the average warp tension is within the above range can be confirmed, for example, by measuring the tension applied to each warp between the warp beam and the central portion of the back roller during operation of the loom with a tension measuring instrument.
- the shedding angle specifically to set the shedding angle to 24° or less, in order to suppress the tension increase at the time of warp shedding.
- the easing timing is delayed from the beating timing, specifically by 310°, while considering the tension peak at the time of shedding. It is preferable to adjust the angle to 340° or less.
- weaving yarns YA and YB arranged in the warp direction with different crimp ratios are woven with different tensions in at least one selvage of a fabric woven by a loom.
- Each tension TA, TB applied to YB is characterized by satisfying the relationship TB ⁇ TA ⁇ 1.2.
- the weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are not limited to warp yarns, entanglement yarns, additional yarns, and selvage tightening yarns.
- the weaving yarns YA and YB are preferably warp yarns, additional yarns, or selvage yarns.
- the yarns YA and YB are preferably of the same kind of polymer or have the same total fineness. Yarns YA, YB may be of different polymers or total fineness.
- the weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are preferably arranged repeatedly in at least one selvage of the fabric.
- the portion where the weaving yarns YA and YB are repeatedly arranged is preferably arranged within 25 mm from the selvage of the fabric. If the length exceeds 25 mm from the edge of the selvage, the number of weaving yarns YA and YB in the woven fabric increases, making it difficult to thread the yarn and manage the tension.
- the position and width of the weaving yarns YA and YB within 25 mm from the edge of the selvage are not particularly limited. It is preferable that the weaving yarns YA and YB are repeatedly arranged with a width of 5 mm or more at a portion of 1 to 15 mm from the selvage.
- the respective tensions TA and TB applied to the weaving yarns YA and YB satisfy the relationship TB ⁇ TA ⁇ 1.2.
- the tensions TA and TB preferably satisfy the relationship TB ⁇ TA ⁇ 1.5, and more preferably satisfy the relationship TB ⁇ TA ⁇ 2.0.
- the tension applied to the weaving yarn is increased during weaving, the crimp rate of the weaving yarn decreases.
- the tension applied to the yarn during weaving is reduced, the crimp rate of the yarn increases.
- a method for adjusting the respective tensions TA and TB applied to the weaving yarns YA and YB is not particularly limited.
- the tensions TA and TB can be adjusted by supplying weaving yarns one by one from a paper tube or bobbin and managing the tension with a tensor such as a spring washer. It can be adjusted by a method of preparing a beam for the warp yarn, a method of changing the tension for winding only the selvage yarn when the warp beam is warped, and the like.
- the ranges of the respective tensions TA and TB applied to the weaving yarns YA and YB are not particularly limited.
- the tensions TA and TB are preferably adjusted in the range of 0.1 to 0.6 cN/dtex.
- the fabric manufacturing method of the present embodiment it is preferable to form a plain weave by arranging YA and YB adjacent to each other.
- the method of arranging YA and YB is preferably, for example, a method of alternately arranging YA and YB (1:1).
- the method of arranging YA and YB is such that the ratio is changed such that the arrangement is 2:1 or 10:1, or the arrangement is appropriately selected such as 2:2 or 8:8. In this way, it is possible to obtain the effect of suppressing the receding of the weave and the occurrence of flare.
- the method of arranging YA and YB it is particularly preferable to arrange YA and YB adjacent to each other at a ratio of 1:1 so that the arrangement is repeated, and a sufficient inhibitory effect can be easily obtained.
- the woven structure composed of YA and YB can obtain the effects of the present embodiment even when the ridge structure is formed by aligning YA and YB, for example.
- the woven weave is particularly preferably a plain weave that is excellent in selvage tightening properties.
- At least one of YA and YB is preferably made of the same synthetic fiber as the weaving yarn YC arranged in the warp direction constituting the base of the fabric.
- the obtained fabric tends to show differences in thickness and shrinkage characteristics as a fabric between the base portion and the selvage portion. Therefore, the woven fabric obtained is likely to have wrinkles at the selvages when the woven fabric is wound into a roll and in the subsequent scouring, setting and coating processes.
- the woven fabric is preferable because the selvage is less likely to wrinkle. Moreover, it is particularly preferable that YA, YB, and YC are all made of the same synthetic fiber.
- the tension TC applied to YC preferably satisfies the relationship TB>TC>TA.
- the relationship TB>TC>TA it is easy to obtain the base portion having the woven structure as shown in FIG. 1 and the selvage portion having the woven structure as shown in FIG.
- the resulting woven fabric is more likely to be driven by the weft in the selvage than in the base.
- the woven fabric can effectively suppress the receding of the weave before weaving and the occurrence of flare during weaving.
- TA and TB are larger than TC (TB>TA>TC)
- the crimp of the weaving yarn in the selvage portion is smaller than that in the base portion.
- the woven fabric tends to have coarse and hard selvages, which may cause wrinkles.
- the selvage of the woven fabric may collapse. If TA and TB are larger than TC (TA > TB > TC), the woven fabric cannot obtain sufficient selvage tightening properties, and it becomes difficult to obtain the effect of suppressing the receding of the texture and the occurrence of flare. .
- the resulting fabric is dried if necessary.
- the drying temperature is usually 80° C. or higher.
- the drying temperature is 80° C. or higher, the woven fabric has a small dry heat shrinkage and improved dimensional stability. As a result, the woven fabric can be suitably used as an airbag.
- the scouring temperature in the scouring process is preferably 20° C. or higher, more preferably 25° C. or higher. Also, the scouring temperature is preferably 90° C. or lower, more preferably 80° C. or lower. If the scouring temperature is 20° C. or higher, the fabric may be freed of residual strain and the dimensional stability of the fabric may be improved. As such, the fabric may have improved dimensional stability. Further, when the scouring temperature is 80° C. or less, excessive shrinkage of the fabric is suppressed. As a result, in the woven fabric, the threads spread flatly with respect to the woven fabric, and the low breathability can be improved.
- the heat setting temperature in heat setting is preferably a temperature that can remove residual strain in the woven fabric after weaving and can suppress large shrinkage of the multifilament yarn.
- the heat setting temperature is preferably 110° C. or higher, more preferably 120° C. or higher.
- the heat setting temperature is preferably 180° C. or lower. It is more preferably 170° C. or less.
- the woven fabric that has undergone the above processes may be subjected to selvage cutting as appropriate.
- the woven fabric of the present embodiment is subjected to selvage cuts, thereby facilitating position adjustment at the time of cutting.
- the portions of the fabric to be discarded in the selvage cutting are cut from the selvage of the fabric to the entwining thread, additional yarn, selvage tightening thread, and the warp up to about 25 mm from the selvage where the pin hole is made by heat setting.
- the woven fabric manufacturing method can increase the number of sheets that can be laminated in the cutting process, and the cutting efficiency can be improved.
- Cover index X d(Wp+Wf) ⁇ F 1/2 (1) d: single fiber diameter ( ⁇ m), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
- total fineness D was calculated according to JIS L 1013:2010 8.3.1 A method by measuring the regular fineness with a predetermined load of 0.045 cN/dtex.
- the number of filaments was calculated based on the method of JIS L 1013:2010 8.4.
- the single fiber diameter d ( ⁇ m) was calculated from the following formula (3).
- D total fineness (dtex)
- f number of filaments
- ⁇ polymer specific gravity (g/m 3 ).
- weave density The weave density of each warp and weft was calculated based on JIS L 1096:2010 8.6.1. Specifically, the sample was placed on a flat table, unnatural wrinkles and tension were removed, and the number of warp and weft yarns in a 2.54 cm section was counted at five different locations, and the average value of each was calculated.
- cover index The cover index X was calculated by the following formula (1).
- X d(Wp+Wf) ⁇ F 1/2 (1)
- d single fiber diameter ( ⁇ m)
- Wp warp density (lines/2.54 cm)
- Wf weft density (lines/2.54 cm)
- F number of filaments
- the warp 12 or the center 13 of the weft 12 of the woven fabric is cut in the thickness direction, the cut surface is observed with an SEM photograph, and the warp arranged above and below the weft of the cut cross section, or above and below the warp of the cut cross section Five (10 in total) weft cross sections and warp cross sections 11 were selected at random for the arranged wefts, and in each cross section, single fibers in the fabric thickness direction and width direction (direction perpendicular to the thickness direction) were measured.
- the spread (a and b) is measured, the values obtained by averaging five points are set as a p , a f , b p , and b f , and the aspect ratio A of the yarn in the woven fabric is obtained using the formula (2). (See Figure 3).
- test pieces After cutting test pieces of 150 mm ⁇ 150 mm along the warp and weft at five different locations on the woven fabric, the test pieces were attached to a hot rod tester (manufactured by MEGA SCIENCE).
- a hot rod (steel material, diameter 10 mm, length 82 mm, weight 50 g, thermal conductivity 55 W / m K) was heated at 350 ° C. for 1 hour with the above device, and the test piece was separated from the test piece by a distance of 100 mm. The hot rod was placed in the upward direction of the piece and allowed to freely fall to the side of the specimen at said position.
- the average flow velocity (mm/sec) within the range from the upper limit pressure (UPPER LIMIT: 70 kPa) to the lower limit pressure (LOWER LIMIT: 30 kPa) after reaching the maximum pressure in the pressure-dynamic air permeability curve obtained as a result of the measurement is obtained,
- the average value was determined as the dynamic air permeability (mm/sec).
- the weave contact timing is measured by applying a timing light for the loom while the loom is operating and weaving the fabric, and the ground part in the center of the fabric and the weft supply side / anti-yarn supply side are measured. Each selvage was measured, and the selvage was calculated as the average value of the yarn feeding side and the non-yarn feeding side. For the evaluation of weave receding, the difference between the ground part and the selvage is judged as the size of the weave receding. was "B", and 8° or more was "C”.
- a module was assembled using an airbag for the driver's seat, a pyrotype inflator (output 190 kpa), a pressure gauge, an amplifier, and a fixing bracket.
- a deployment test was conducted under an environment of 25° C., and the opening of the sewn part during deployment, the presence or absence of burst, and the peak internal pressure were observed. The evaluation is based on the presence or absence of eye opening/burst and the peak internal pressure. An internal pressure of less than 50 kPa was rated as "B", and a burst was rated as "C”.
- the airbag for the driver's seat was made as follows.
- Two circular body panels with an outer diameter of ⁇ 640 mm and three circular reinforcing fabric panels with an outer diameter of ⁇ 240 mm were collected from the prepared uncoated airbag fabric.
- a ⁇ 76 mm inflator mounting port is provided at the center of the main body panel and the reinforcing fabric panel.
- the bag After making the necessary bolt holes in the resulting bag to fix it to the fixing bracket, the bag was turned over so that the reinforcing fabric was on the inside, making it an airbag for the driver's seat.
- Example 1 (warp, weft)
- the warp and weft are made of nylon 66, have a circular cross-sectional shape, are composed of 136 single filaments with a single fiber fineness of 3.5 dtex, a total fineness of 470 dtex, and a tensile strength of 8.5 cN/dtex.
- a non-twisted synthetic fiber filament having an elongation of 23.5% was prepared.
- the leno yarn used was a 22 detex nylon 66 monofilament, two on each ear, fed from a planetary system.
- the additional yarn a 22 dtex nylon 66 monofilament similar to the leno yarn was used, and 8 yarns were supplied to each selvage from a bobbin.
- the selvage tightening threads the same 470 dtex untwisted synthetic fiber filaments as the warp constituting the base were used, and 24 filaments were used for each of the selvages.
- the beam for supplying the selvage tightening thread is prepared with a low tension beam with a supply tension of 0.20 cN/dtex and a high tension beam with a supply tension of 0.50 cN/dtex.
- Low tension (YA) and high tension (YB) yarns were alternately arranged in a 1:1 ratio for weaving.
- the tension of the warp yarns (YC) forming the base portion was 0.40 cN/dtex.
- the resulting fabric was scoured at 80°C with an open soap scouring machine, washed with hot water at 40°C, and dried at 120°C. Further, using a pin tenter dryer, the width ratio was set so that the width was 50 mm narrower than the width of the fabric after drying, and the fabric was heat set at 160° C. for 60 seconds. Table 1 shows the properties of the resulting fabric.
- Example 2 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 55 threads/2.54 cm.
- Example 3 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 53 threads/2.54 cm.
- Example 4 A non-coated fabric for an air bag was woven in the same manner as in Example 1, except that polyethylene terephthalate yarn with a total fineness of 470 dtex and a filament number of 96 was used as the warp and weft for the base portion and selvage portion, respectively.
- the crimp rate of YC forming the ground portion was 11%. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 11% and YB with a crimp rate CB of 5% were repeatedly arranged at a ratio of 1:1. The crimp rate CC was 9%. Table 1 shows the properties of the resulting fabric. In the airbag deployment test, both internal pressure retention and burst resistance were good. Table 1 shows the properties of the resulting fabric.
- Example 5 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the easing timing was changed to 350°, the warp shedding angle was changed to 26°, the refining temperature was changed to 65°C, and the heat setting temperature was changed to 180°C.
- Example 1 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weaving density of both warp and weft was changed to 46 yarns/2.54 cm, and the ear tightening yarn was not used. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.
- Nylon 66 yarn with a total fineness of 210 dtex and 72 filaments was used as warp and weft for the base and selvage, respectively, and the weaving density of both warp and weft was changed to 77 / 2.54 cm.
- a non-coated fabric for an airbag was produced in the same manner as in Example 1. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 10% and YB with a crimp rate CB of 6% were repeatedly arranged at a ratio of 1:1.
- the crimp rate of the fabric was 8%, and the resulting woven fabric had small selvages and uniform and good selvage tightness. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.
- the non-coated fabrics for airbags obtained in Examples 1 to 5 were able to suppress the receding of the weave opening of the selvage to a small extent, so that the selvage of the obtained fabrics was small.
- the tightness of the ears was uniform and good.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
Abstract
L'invention concerne un textile non enduit pour un coussin de sécurité gonflable, le textile non enduit ayant une faible perméabilité à l'air et une résistance à la chaleur élevée, et étant utilisé pour empêcher une détérioration d'un coussin de sécurité gonflable provoquée par un gaz à haute température et un résidu lors du déploiement du coussin de sécurité gonflable et pour réduire la perte d'énergie provoquée par la perméation de l'air d'une partie de tissu de corps de coussin de sécurité gonflable. Ce textile non enduit pour coussin de sécurité gonflable comprend des fibres synthétiques et est tel que ses fibres uniques sont sensiblement rondes en coupe transversale, le textile non enduit étant tel que le temps de chute de matière fondue dans un test de résistance thermique dans lequel une tige de fer chauffée à 350 °C tombe sur un tissu de base est égal ou supérieur à 1,1 seconde, et l'indice de couverture A est égal ou supérieur à 23000.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022513676A JPWO2022196191A1 (fr) | 2021-03-16 | 2022-02-08 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021042020 | 2021-03-16 | ||
| JP2021-042020 | 2021-03-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022196191A1 true WO2022196191A1 (fr) | 2022-09-22 |
Family
ID=83322198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/004926 WO2022196191A1 (fr) | 2021-03-16 | 2022-02-08 | Textile non enduit pour coussin de sécurité gonflable |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022196191A1 (fr) |
| WO (1) | WO2022196191A1 (fr) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003171843A (ja) * | 2001-12-11 | 2003-06-20 | Toray Ind Inc | エアバッグ基布およびエアバッグ |
| JP2009256860A (ja) * | 2008-03-21 | 2009-11-05 | Toray Ind Inc | エアバッグ用織物およびエアバッグ用織物の製造方法 |
| WO2020121670A1 (fr) * | 2018-12-14 | 2020-06-18 | 東レ株式会社 | Tissu de coussin de sécurité gonflable et procédé de fabrication de tissu de coussin de sécurité gonflable |
-
2022
- 2022-02-08 WO PCT/JP2022/004926 patent/WO2022196191A1/fr active Application Filing
- 2022-02-08 JP JP2022513676A patent/JPWO2022196191A1/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003171843A (ja) * | 2001-12-11 | 2003-06-20 | Toray Ind Inc | エアバッグ基布およびエアバッグ |
| JP2009256860A (ja) * | 2008-03-21 | 2009-11-05 | Toray Ind Inc | エアバッグ用織物およびエアバッグ用織物の製造方法 |
| WO2020121670A1 (fr) * | 2018-12-14 | 2020-06-18 | 東レ株式会社 | Tissu de coussin de sécurité gonflable et procédé de fabrication de tissu de coussin de sécurité gonflable |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022196191A1 (fr) | 2022-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6601395B2 (ja) | エアバッグ用ポリエステル製基布、ポリエステル製エアバッグおよびエアバッグ用ポリエステル製基布の製造方法 | |
| US9211865B2 (en) | Woven fabric and process of producing same | |
| US9834167B2 (en) | Airbag fabric and airbag | |
| JP5593010B1 (ja) | エアバッグ用織物 | |
| JP7447787B2 (ja) | エアバッグ用織物およびエアバッグ用織物の製造方法 | |
| CN112513353B (zh) | 安全气囊用非涂层基布、安全气囊和安全气囊用非涂层基布的制造方法 | |
| CN113015826B (zh) | 气囊用织物以及气囊用织物的制造方法 | |
| WO2023171130A1 (fr) | Tissu enduit pour coussin de sécurité gonflable | |
| WO2024048153A1 (fr) | Tissu de coussin de sécurité gonflable | |
| JP7188393B2 (ja) | エアバッグ基布およびそれを含むエアバッグ | |
| WO2022196191A1 (fr) | Textile non enduit pour coussin de sécurité gonflable | |
| WO2018088473A1 (fr) | Textile, tringle de fixation pour tissage textile, dispositif templet pleine largeur pour un métier à tisser, métier à tisser et procédé de fabrication de textile | |
| JP7380549B2 (ja) | エアバッグ用基布およびエアバッグ用基布の製造方法 | |
| JP4848658B2 (ja) | エアバッグ用基布の製造方法 | |
| WO2022181136A1 (fr) | Tissu tissé pour coussin de sécurité gonflable non revêtu | |
| JPH09105047A (ja) | ノンコートエアーバッグ用織物 | |
| JP4496451B2 (ja) | 高密度織物の製織方法 | |
| JP4370492B2 (ja) | エアージェットルームの製織方法 | |
| WO2022196251A1 (fr) | Tissu de coussin de sécurité gonflable | |
| JP4096299B2 (ja) | 袋織エアバッグ基布及びそれを用いた袋織エアバッグ | |
| JP2022147171A (ja) | コーティングエアバッグ用織物の製造方法 | |
| JP2024108406A (ja) | エアバッグ用織物およびエアバッグ用織物の製造方法 | |
| JP2023137278A (ja) | エアバッグ用織物 | |
| JP2021123825A (ja) | 織物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022513676 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22770950 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22770950 Country of ref document: EP Kind code of ref document: A1 |