WO2022196191A1 - Non-coated textile for airbag - Google Patents
Non-coated textile for airbag Download PDFInfo
- Publication number
- WO2022196191A1 WO2022196191A1 PCT/JP2022/004926 JP2022004926W WO2022196191A1 WO 2022196191 A1 WO2022196191 A1 WO 2022196191A1 JP 2022004926 W JP2022004926 W JP 2022004926W WO 2022196191 A1 WO2022196191 A1 WO 2022196191A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fabric
- selvage
- warp
- airbag
- weaving
- Prior art date
Links
- 239000004753 textile Substances 0.000 title abstract description 6
- 239000004744 fabric Substances 0.000 claims abstract description 150
- 239000000835 fiber Substances 0.000 claims abstract description 45
- 229920002994 synthetic fiber Polymers 0.000 claims abstract description 34
- 239000012209 synthetic fiber Substances 0.000 claims abstract description 34
- 238000012360 testing method Methods 0.000 claims abstract description 28
- 230000035699 permeability Effects 0.000 claims abstract description 22
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229910052742 iron Inorganic materials 0.000 claims abstract description 6
- 239000002759 woven fabric Substances 0.000 claims description 85
- 238000009941 weaving Methods 0.000 claims description 82
- 239000000470 constituent Substances 0.000 claims description 4
- 238000002844 melting Methods 0.000 claims description 4
- 230000008018 melting Effects 0.000 claims description 4
- 239000000155 melt Substances 0.000 abstract description 6
- 238000000034 method Methods 0.000 description 31
- 238000004519 manufacturing process Methods 0.000 description 17
- 230000000694 effects Effects 0.000 description 12
- 238000009991 scouring Methods 0.000 description 11
- 238000009998 heat setting Methods 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- 229920002302 Nylon 6,6 Polymers 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 8
- 230000014759 maintenance of location Effects 0.000 description 8
- -1 polyethylene terephthalate Polymers 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 230000037303 wrinkles Effects 0.000 description 7
- 229920002647 polyamide Polymers 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 235000014676 Phragmites communis Nutrition 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 229920002292 Nylon 6 Polymers 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 210000005069 ears Anatomy 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000010009 beating Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000007334 copolymerization reaction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 210000000624 ear auricle Anatomy 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 210000003128 head Anatomy 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 210000001061 forehead Anatomy 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920001515 polyalkylene glycol Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
Definitions
- the present invention relates to non-coated fabrics for airbags. More particularly, the present invention relates to a high-density non-coated airbag fabric having excellent heat resistance and low breathability.
- Cars are equipped with airbags to ensure the safety of passengers.
- the sensor activates upon receiving the impact of the collision and generates high-temperature, high-pressure gas inside the airbag. Protect the forehead.
- airbags are becoming larger with the aim of expanding the protection area, and the output of inflators is increasing accordingly.
- airbags (a) In general, when the output of the inflator is increased, the temperature of the generated gas rises, and the base fabric used for the airbag main body melts due to heat when the airbag is deployed.
- the high-temperature residue (mainly copper) discharged from the inflator together with the blast adheres to the base fabric, causing melting and perforation starting from the adhered portion (speculation).
- c Even if there is no residue, in the case of a highly air permeable base fabric, heat exchange is actively performed at the part where hot air leaks, so melt holes are likely to occur.
- Patent Document 3 discloses a method of providing a fabric for airbags with improved heat resistance and instantaneous thermal deformation rate by adjusting the strength and elongation of polyethylene terephthalate fibers to produce polyethylene terephthalate fibers for airbags. Proposed.
- the airbag fabric of Patent Document 3 is of a level that can withstand high temperatures and high loads during deployment.
- An object of the present invention is to solve the above-mentioned problems of the prior art and to provide a non-coated fabric for airbags with low air permeability and high heat resistance.
- a non-coated fabric for an airbag according to one aspect of the present invention that solves the above problems is a fabric made of synthetic fibers in which the single fibers have a substantially circular cross section, and has a heat resistance that causes an iron bar heated to 350 ° C. to drop onto the base fabric.
- the non-coated fabric for air bags has a test melt drop time of 1.1 seconds or more and a cover index X represented by the following formula (1) of 23000 or more.
- Cover index X d(Wp+Wf) ⁇ F 1/2 (1)
- d single fiber diameter ( ⁇ m)
- Wp warp density (lines/2.54 cm)
- Wf weft density (lines/2.54 cm)
- F number of filaments
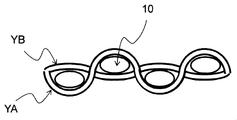
- FIG. 1 is a schematic diagram for explaining the structure of weaving yarns forming the base portion of the fabric according to one embodiment of the present invention.
- FIG. 2 is a schematic diagram for explaining the structure of weaving yarns forming selvages of the fabric according to one embodiment of the present invention.
- FIG. 3 is a schematic diagram for explaining a method of measuring the aspect ratio of yarn.
- a non-coated woven fabric for an airbag (hereinafter also simply referred to as a woven fabric) of one embodiment of the present invention is a woven fabric made of synthetic fibers in which single fibers have a substantially circular cross section.
- the woven fabric has a melt drop time of 1.1 seconds or more in a thermal resistance test in which an iron bar heated to 350° C. is dropped onto the base fabric.
- d single fiber diameter ( ⁇ m)
- Wp warp density (lines/2.54 cm)
- Wf weft density (lines/2.54 cm)
- F number of filaments
- the base portion of the woven fabric of the present embodiment is preferably made of synthetic fiber multifilament (hereinafter also referred to as synthetic fiber yarn).
- the base portion means the portion of the woven fabric body other than the selvage portion.
- Synthetic fiber materials include, for example, polyamide-based fibers, polyester-based fibers, aramid-based fibers, rayon-based fibers, polysulfone-based fibers, ultra-high molecular weight polyethylene-based fibers, and the like.
- polyamide-based fibers and polyester-based fibers which are excellent in mass productivity and economic efficiency, are preferable.
- Polyamide-based fibers include, for example, nylon 6, nylon 66, nylon 12, nylon 46, copolymer polyamide of nylon 6 and nylon 66, copolymer obtained by copolymerizing nylon 6 with polyalkylene glycol, dicarboxylic acid, amine, etc. It is a fiber made of polymerized polyamide or the like.
- polyamide-based fibers are preferably nylon 6 fibers and nylon 66 fibers because they are particularly excellent in strength.
- Polyester fibers are, for example, fibers made of polyethylene terephthalate, polybutylene terephthalate, and the like.
- the polyester fiber may be a fiber made of a copolymer polyester obtained by copolymerizing polyethylene terephthalate or polybutylene terephthalate with isophthalic acid, 5-sodium sulfoisophthalic acid, or an aliphatic dicarboxylic acid such as adipic acid as an acid component. .
- Synthetic fibers are treated with heat stabilizers, antioxidants, light stabilizers, smoothing agents, antistatic agents, plasticizers, thickeners, pigments, Additives such as flame retardants may also be included.
- the cross-sectional shape of the synthetic fiber monofilament has a substantially circular cross section.
- the same synthetic fiber yarn is used as warp and weft.
- the same synthetic fiber yarn is used for warp and weft means that both warp and weft are made of the same type of polymer, both warp and weft have the same single fiber fineness, and both warp and weft have the same total fineness.
- Polymers of the same type refer to polymers having a common main repeating unit, such as nylon 66 and polyethylene terephthalate.
- a combination of a homopolymer and a copolymer is also preferably used as the same kind of polymer as used in the present embodiment.
- a synthetic fiber filament with a single fiber fineness of 1 to 7 dtex as the synthetic fiber thread used as the base thread of the fabric.
- the woven fabric is preferable because it can reduce the air permeability.
- the single fiber fineness is small, the rigidity of the synthetic fiber filament is lowered, and the effect of improving the flexibility of the woven fabric is also obtained. Therefore, the obtained airbag has an improved storability, which is preferable.
- the total fineness of the synthetic fiber thread used as the base thread of the fabric is preferably 450 dtex or more, more preferably 470 dtex or more. Further, the total fineness of the synthetic fiber yarn used as the base yarn of the woven fabric is preferably 950 dtex or less, more preferably 550 dtex or less, and even more preferably 500 dtex or less.
- the woven fabric tends to maintain excellent heat resistance and strength.
- the total fineness to 950 dtex or less the obtained woven fabric tends to maintain excellent compactness and low air permeability when stored.
- the woven fabric can have well-balanced improvements in heat resistance, low air permeability, strength, slip resistance, flexibility, and compact storability.
- the number of filaments is preferably 90-150.
- the number of filaments is preferably 90 or more.
- the single fibers of the woven fabric tend to have the closest-packed structure, and a low air-permeability base fabric with few voids between single fibers can be easily obtained.
- the single fibers are thin and flexible, it is easy to obtain a woven fabric with excellent flexibility.
- the number of filaments is preferably 150 or less. As a result, the single fiber strength of the woven fabric is increased, so that single fiber breakage in the spinning process and the weaving process is reduced, and stable spinning and weaving properties are easily obtained.
- the tensile strength of the synthetic fibers (especially the synthetic fiber yarns used as base yarns) constituting the woven fabric of the present embodiment is preferably 8.0 cN/dtex or more, and is preferably 8.3 cN/dtex or more. more preferred.
- the tensile strength of the synthetic fibers constituting the woven fabric (especially the synthetic fiber yarn used as the base yarn) is preferably 9.0 cN/dtex or less, more preferably 8.7 cN/dtex or less. .
- the texture of the woven fabric is not particularly limited.
- the woven fabric include plain weave, twill weave, satin weave, variations of these weaves, multiaxial weave, and the like.
- the woven fabric is preferably plain weave because it has excellent mechanical properties, which are particularly necessary for airbag applications, and is thin.
- the weave density can vary depending on whether the fabric is resin-treated or not, and also depending on the fineness of the weaving yarn.
- the cover index X defined by the following formula (1) is 23,000 or more, and preferably 24,000 or more. If the cover index X is less than 23,000, the weaving yarns are insufficiently entwined in the woven fabric, and voids increase, making it difficult to ensure low air permeability. In addition, since the number of yarns per unit area of the woven fabric is reduced, the heat capacity of the woven fabric is reduced, making it difficult to ensure heat resistance.
- d is the single fiber diameter ( ⁇ m)
- Wp is the warp density (line/2.54 cm)
- Wf is the weft density (line/2.54 cm)
- F is the filament. is a number.
- Cover index X d(Wp+Wf) ⁇ F 1/2 (1)
- the aspect ratio A of the threads (warp and weft) in the base portion of the fabric is 3. It is preferably 0.0 or more. Also, the aspect ratio A is preferably 4.0 or less, more preferably 3.5 or less. When the aspect ratio A is 3.0 or more, the distance between adjacent warps or wefts in the woven fabric is reduced, the porosity is reduced, and the fabric becomes a low air permeability base fabric. When the aspect ratio A is 4.0 or less, the woven fabric has a three-dimensional surface, which reduces the contact surface with hot gas and residue, making it difficult for heat to melt and penetrate the woven fabric.
- the melt drop time in a thermal resistance test is 1.1 seconds or longer, and 1.5 seconds or longer. is preferred.
- the melting time is 1.1 seconds or longer, the fabric is less likely to melt due to the high temperature gas generated from the inflator and the residue during the deployment test, and to burst the airbag accordingly.
- the dynamic air permeability measured based on ASTM D 6467 is preferably 300 mm/s or less, more preferably 290 mm/s or less. If the dynamic air permeability is within the above range, it is easy to obtain an airbag that is excellent in internal pressure retention with little energy loss during deployment of the airbag.
- entwining yarns and additional yarns are used for the selvage ends.
- ear tightening threads are used between the additional threads and the warp threads in order to reduce the ear lobes.
- the "entanglement thread” is also called a leno, and in order to prevent the selvage from fraying, multiple threads are intertwined on the outermost side of the selvage of the fabric and tighten the weft threads to form selvages.
- a planetary gear mechanism more preferably a planetary gear twist system.
- Other methods of forming the ears may be used.
- the material, type, and fineness of the entwining thread are appropriately selected according to the type of ground thread and weaving density. It is preferable that the number of wires to be used is two or more, more preferably two, at each end. Monofilament is generally used as the entwining thread because it has excellent selvage binding performance.
- a multifilament may be used as the leno yarn.
- the material of the entanglement thread is preferably the same as that of the ground thread.
- the fineness of the entwining yarn is preferably 33 dtex or less. If the fineness exceeds 33 dtex, the woven fabric may fray at the selvage.
- the fineness of the leno yarn is preferably 5 to 22 dtex.
- Additional threads are used for the purpose of preventing fraying of the selvage of the fabric, similar to the entwining threads, and are placed between the entwining threads and the warp in the selvage of the fabric to assist the entwining threads.
- the planetary system is not used for additional yarns.
- the additional yarn is preferably used in a plain weave that is excellent in selvage tightening properties. Further, the material, type, and fineness of the additional yarn are appropriately selected according to the type of base yarn and the weaving density. As with the entwining yarn described above, the additional yarn is preferably a monofilament that has excellent selvage tightening performance.
- the number of additional yarns, if used, is, for example, 2 to 12 on each end.
- the fineness of the additional yarn is preferably 33 dtex or less. If the fineness exceeds 33 dtex, the woven fabric may fray at the selvage.
- the fineness of the leno yarn is preferably 5 to 22 dtex.
- Ear tightening thread is sometimes used for the purpose of preventing the selvedge of the fabric, apart from the entanglement thread and the additional thread, and is placed between the additional thread and the warp in the selvage of the fabric. As with the increase yarn, no planetary system is used.
- the selvage tightening thread is preferably used in a plain weave that is excellent in selvage tightening properties.
- the material, type, and fineness of the ear tightening thread are appropriately selected according to the type of ground thread and weaving density. Multifilament having a total fineness of 80% or more with respect to the total fineness of the base threads is preferably used as the selvage thread for weaving under high tension.
- the number of ear tightening threads is for example 4 to 8 on each end.
- the woven fabric of the present embodiment has weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the woven fabric, and YA and YB are repeatedly arranged, and the crimp of YA is It is preferable that the ratio CA and the crimp ratio CB of YB satisfy the relationship CA ⁇ CB ⁇ 1.2.
- the weaving yarns YA and YB having different crimp ratios and arranged in the warp direction are not limited to warp yarns (base yarns), entwining yarns, additional yarns, and ear tightening yarns. .
- the weaving yarns YA and YB are preferably warp yarns, additional yarns, or selvage yarns.
- the yarns YA and YB preferably have the same type of polymer or the same total fineness, but may have different polymers or total fineness.
- the weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are preferably arranged repeatedly in at least one selvage of the fabric.
- the "selves" of a fabric refer to portions within 100 mm from the ends of the fabric.
- the portion where the weaving yarns YA and YB are repeatedly arranged is preferably arranged within 25 mm from the selvage of the fabric. If the length exceeds 25 mm from the edge of the selvage, the selvage where the weaving yarns YA and YB are repeatedly arranged has different characteristics as a fabric from the base portion of the fabric, so that the portion that can be used for cutting as an airbag becomes smaller. loss may increase.
- the positions and widths of the weaving yarns YA and YB within 25 mm from the selvage are not particularly limited.
- the weaving yarns YA and YB are repeatedly arranged with a width of 5 mm or more at a site of 1 to 15 mm from the edge of the selvage. is preferred.
- the crimp ratios CA and CB of the weaving yarns YA and YB preferably satisfy the relationship CA ⁇ CB ⁇ 1.2.
- the crimp ratios CA and CB of the weaving yarns YA and YB more preferably satisfy the relationship CA ⁇ CB ⁇ 2.0, and more preferably satisfy the relationship CA ⁇ CB ⁇ 3.0.
- the base portion of the woven fabric in this embodiment includes weaving yarns YC arranged in the warp direction intersecting the weft yarns 10 and adjacent weaving yarns YC, as in a general plain weave fabric. , with the same crimp rate. If the weaving density can be increased at this time, the weft yarn driving limit will occur, and the receding of the weave will increase during weaving.
- the crimp structure of the selvedge portion of the woven fabric in the present embodiment is changed, and the selvedge portion of the woven fabric is different from that of the general plain weave fabric. can also make it easier to drive the weft. As a result, the fabric can be densified in weave density. By creating such a crimp structure in the selvage, it becomes easier for the weft to be driven into the selvage than in the base. As a result, it is possible to effectively suppress the receding of the cut edge and the occurrence of flare during weaving. In addition, if the woven fabric satisfies the relationship CA ⁇ CB ⁇ 1.2, a sufficient suppression effect due to the crimp structure change can be obtained.
- YA and YB are preferably arranged adjacently to form a flat weave.
- the method of arranging YA and YB is preferably, for example, a method of alternately arranging YA and YB (1:1).
- the method of arranging YA and YB is such that the ratio is changed such that the arrangement is 2:1 or 10:1, or the arrangement is appropriately selected such as 2:2 or 8:8. In this way, it is possible to obtain the effect of suppressing the receding of the weave and the occurrence of flare.
- the method of arranging YA and YB it is particularly preferable to arrange YA and YB adjacent to each other at a ratio of 1:1 so that the arrangement is repeated, and a sufficient inhibitory effect can be easily obtained.
- the woven structure composed of YA and YB can obtain the effect of the present embodiment even when ridged structure is formed by aligning YA and YB, for example. It is particularly preferable that the weave structure composed of YA and YB is a plain weave that is excellent in selvage tightening properties.
- At least one of YA and YB is preferably made of the same synthetic fiber as the weaving yarn YC arranged in the warp direction constituting the base portion of the fabric.
- YA and YB are made of yarns having characteristics such as total fineness or shrinkage that are significantly different from those of YC, differences in the thickness and shrinkage characteristics of the woven fabric between the base portion and the selvage portion are likely to appear. Therefore, the woven fabric tends to wrinkle at the selvage when it is wound into a roll and in the subsequent scouring, setting and coating processes.
- the woven fabric is preferable because the selvage is less likely to wrinkle.
- YA, YB, and YC are all made of the same synthetic fiber.
- the YC crimp rate CC preferably satisfies the relationship CA>CC>CB.
- CA>CC>CB it is easy to obtain a base portion having a woven structure as shown in FIG. 1 and a selvage portion having a woven structure as shown in FIG.
- the weft yarns in the selvage portion are denser than in the base portion, and the occurrence of flare can be effectively suppressed.
- CA and CB are smaller than CC (CC>CA>CB)
- the crimp of the weaving yarn in the selvage portion is smaller than that in the base portion. Therefore, the woven fabric tends to have coarse and hard selvages, which may cause wrinkles.
- CA and CB are larger than CC (CA>CB>CC)
- the woven fabric cannot obtain sufficient selvage tightening properties, and it is difficult to obtain the effect of suppressing the receding of the weave and the occurrence of flare.
- a method for manufacturing an uncoated fabric for an airbag (hereinafter also simply referred to as a method for manufacturing a fabric) according to one embodiment of the present invention is the method for manufacturing an uncoated fabric for an airbag (airbag fabric) according to the present embodiment.
- the fabric manufacturing method comprises weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the fabric with different tensions, and tensions TA and TB applied to YA and YB, respectively. is characterized by satisfying the relationship TB ⁇ TA ⁇ 1.2. Therefore, other steps shown below are all examples, and may be replaced with other known steps.
- the warp yarns having the total fineness described above in relation to the woven fabric are warped and installed on the loom.
- the weft threads are placed on the loom.
- a loom is not particularly limited. It is preferable to use a loom equipped with a full-width temple device when weaving high-density fabrics. Examples of looms include water jet looms, air jet looms, rapier looms, and the like. Among these, a water jet loom is preferable as the loom because high-speed weaving is relatively easy and productivity can be easily improved.
- the tension applied to each warp constituting the base portion of the fabric is adjusted in the range of 0.2 to 0.5 cN/dtex.
- the warp tension is within the above range, the dimensional stability of the resulting woven fabric can be improved by reducing the inter-filament voids in the bundle of multifilament yarns constituting the woven fabric. If the warp tension is less than 0.2 cN/dtex, the binding force of the weft yarn during weaving is low, and it is difficult to obtain a fabric having the same density between the warp yarn and the weft yarn.
- a method for adjusting the average warp tension is not particularly limited.
- the average warp tension can be adjusted by a method of adjusting the warp let-off speed of the loom, a method of adjusting the weft driving density, or the like. Whether or not the average warp tension is within the above range can be confirmed, for example, by measuring the tension applied to each warp between the warp beam and the central portion of the back roller during operation of the loom with a tension measuring instrument.
- the shedding angle specifically to set the shedding angle to 24° or less, in order to suppress the tension increase at the time of warp shedding.
- the easing timing is delayed from the beating timing, specifically by 310°, while considering the tension peak at the time of shedding. It is preferable to adjust the angle to 340° or less.
- weaving yarns YA and YB arranged in the warp direction with different crimp ratios are woven with different tensions in at least one selvage of a fabric woven by a loom.
- Each tension TA, TB applied to YB is characterized by satisfying the relationship TB ⁇ TA ⁇ 1.2.
- the weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are not limited to warp yarns, entanglement yarns, additional yarns, and selvage tightening yarns.
- the weaving yarns YA and YB are preferably warp yarns, additional yarns, or selvage yarns.
- the yarns YA and YB are preferably of the same kind of polymer or have the same total fineness. Yarns YA, YB may be of different polymers or total fineness.
- the weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are preferably arranged repeatedly in at least one selvage of the fabric.
- the portion where the weaving yarns YA and YB are repeatedly arranged is preferably arranged within 25 mm from the selvage of the fabric. If the length exceeds 25 mm from the edge of the selvage, the number of weaving yarns YA and YB in the woven fabric increases, making it difficult to thread the yarn and manage the tension.
- the position and width of the weaving yarns YA and YB within 25 mm from the edge of the selvage are not particularly limited. It is preferable that the weaving yarns YA and YB are repeatedly arranged with a width of 5 mm or more at a portion of 1 to 15 mm from the selvage.
- the respective tensions TA and TB applied to the weaving yarns YA and YB satisfy the relationship TB ⁇ TA ⁇ 1.2.
- the tensions TA and TB preferably satisfy the relationship TB ⁇ TA ⁇ 1.5, and more preferably satisfy the relationship TB ⁇ TA ⁇ 2.0.
- the tension applied to the weaving yarn is increased during weaving, the crimp rate of the weaving yarn decreases.
- the tension applied to the yarn during weaving is reduced, the crimp rate of the yarn increases.
- a method for adjusting the respective tensions TA and TB applied to the weaving yarns YA and YB is not particularly limited.
- the tensions TA and TB can be adjusted by supplying weaving yarns one by one from a paper tube or bobbin and managing the tension with a tensor such as a spring washer. It can be adjusted by a method of preparing a beam for the warp yarn, a method of changing the tension for winding only the selvage yarn when the warp beam is warped, and the like.
- the ranges of the respective tensions TA and TB applied to the weaving yarns YA and YB are not particularly limited.
- the tensions TA and TB are preferably adjusted in the range of 0.1 to 0.6 cN/dtex.
- the fabric manufacturing method of the present embodiment it is preferable to form a plain weave by arranging YA and YB adjacent to each other.
- the method of arranging YA and YB is preferably, for example, a method of alternately arranging YA and YB (1:1).
- the method of arranging YA and YB is such that the ratio is changed such that the arrangement is 2:1 or 10:1, or the arrangement is appropriately selected such as 2:2 or 8:8. In this way, it is possible to obtain the effect of suppressing the receding of the weave and the occurrence of flare.
- the method of arranging YA and YB it is particularly preferable to arrange YA and YB adjacent to each other at a ratio of 1:1 so that the arrangement is repeated, and a sufficient inhibitory effect can be easily obtained.
- the woven structure composed of YA and YB can obtain the effects of the present embodiment even when the ridge structure is formed by aligning YA and YB, for example.
- the woven weave is particularly preferably a plain weave that is excellent in selvage tightening properties.
- At least one of YA and YB is preferably made of the same synthetic fiber as the weaving yarn YC arranged in the warp direction constituting the base of the fabric.
- the obtained fabric tends to show differences in thickness and shrinkage characteristics as a fabric between the base portion and the selvage portion. Therefore, the woven fabric obtained is likely to have wrinkles at the selvages when the woven fabric is wound into a roll and in the subsequent scouring, setting and coating processes.
- the woven fabric is preferable because the selvage is less likely to wrinkle. Moreover, it is particularly preferable that YA, YB, and YC are all made of the same synthetic fiber.
- the tension TC applied to YC preferably satisfies the relationship TB>TC>TA.
- the relationship TB>TC>TA it is easy to obtain the base portion having the woven structure as shown in FIG. 1 and the selvage portion having the woven structure as shown in FIG.
- the resulting woven fabric is more likely to be driven by the weft in the selvage than in the base.
- the woven fabric can effectively suppress the receding of the weave before weaving and the occurrence of flare during weaving.
- TA and TB are larger than TC (TB>TA>TC)
- the crimp of the weaving yarn in the selvage portion is smaller than that in the base portion.
- the woven fabric tends to have coarse and hard selvages, which may cause wrinkles.
- the selvage of the woven fabric may collapse. If TA and TB are larger than TC (TA > TB > TC), the woven fabric cannot obtain sufficient selvage tightening properties, and it becomes difficult to obtain the effect of suppressing the receding of the texture and the occurrence of flare. .
- the resulting fabric is dried if necessary.
- the drying temperature is usually 80° C. or higher.
- the drying temperature is 80° C. or higher, the woven fabric has a small dry heat shrinkage and improved dimensional stability. As a result, the woven fabric can be suitably used as an airbag.
- the scouring temperature in the scouring process is preferably 20° C. or higher, more preferably 25° C. or higher. Also, the scouring temperature is preferably 90° C. or lower, more preferably 80° C. or lower. If the scouring temperature is 20° C. or higher, the fabric may be freed of residual strain and the dimensional stability of the fabric may be improved. As such, the fabric may have improved dimensional stability. Further, when the scouring temperature is 80° C. or less, excessive shrinkage of the fabric is suppressed. As a result, in the woven fabric, the threads spread flatly with respect to the woven fabric, and the low breathability can be improved.
- the heat setting temperature in heat setting is preferably a temperature that can remove residual strain in the woven fabric after weaving and can suppress large shrinkage of the multifilament yarn.
- the heat setting temperature is preferably 110° C. or higher, more preferably 120° C. or higher.
- the heat setting temperature is preferably 180° C. or lower. It is more preferably 170° C. or less.
- the woven fabric that has undergone the above processes may be subjected to selvage cutting as appropriate.
- the woven fabric of the present embodiment is subjected to selvage cuts, thereby facilitating position adjustment at the time of cutting.
- the portions of the fabric to be discarded in the selvage cutting are cut from the selvage of the fabric to the entwining thread, additional yarn, selvage tightening thread, and the warp up to about 25 mm from the selvage where the pin hole is made by heat setting.
- the woven fabric manufacturing method can increase the number of sheets that can be laminated in the cutting process, and the cutting efficiency can be improved.
- Cover index X d(Wp+Wf) ⁇ F 1/2 (1) d: single fiber diameter ( ⁇ m), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
- total fineness D was calculated according to JIS L 1013:2010 8.3.1 A method by measuring the regular fineness with a predetermined load of 0.045 cN/dtex.
- the number of filaments was calculated based on the method of JIS L 1013:2010 8.4.
- the single fiber diameter d ( ⁇ m) was calculated from the following formula (3).
- D total fineness (dtex)
- f number of filaments
- ⁇ polymer specific gravity (g/m 3 ).
- weave density The weave density of each warp and weft was calculated based on JIS L 1096:2010 8.6.1. Specifically, the sample was placed on a flat table, unnatural wrinkles and tension were removed, and the number of warp and weft yarns in a 2.54 cm section was counted at five different locations, and the average value of each was calculated.
- cover index The cover index X was calculated by the following formula (1).
- X d(Wp+Wf) ⁇ F 1/2 (1)
- d single fiber diameter ( ⁇ m)
- Wp warp density (lines/2.54 cm)
- Wf weft density (lines/2.54 cm)
- F number of filaments
- the warp 12 or the center 13 of the weft 12 of the woven fabric is cut in the thickness direction, the cut surface is observed with an SEM photograph, and the warp arranged above and below the weft of the cut cross section, or above and below the warp of the cut cross section Five (10 in total) weft cross sections and warp cross sections 11 were selected at random for the arranged wefts, and in each cross section, single fibers in the fabric thickness direction and width direction (direction perpendicular to the thickness direction) were measured.
- the spread (a and b) is measured, the values obtained by averaging five points are set as a p , a f , b p , and b f , and the aspect ratio A of the yarn in the woven fabric is obtained using the formula (2). (See Figure 3).
- test pieces After cutting test pieces of 150 mm ⁇ 150 mm along the warp and weft at five different locations on the woven fabric, the test pieces were attached to a hot rod tester (manufactured by MEGA SCIENCE).
- a hot rod (steel material, diameter 10 mm, length 82 mm, weight 50 g, thermal conductivity 55 W / m K) was heated at 350 ° C. for 1 hour with the above device, and the test piece was separated from the test piece by a distance of 100 mm. The hot rod was placed in the upward direction of the piece and allowed to freely fall to the side of the specimen at said position.
- the average flow velocity (mm/sec) within the range from the upper limit pressure (UPPER LIMIT: 70 kPa) to the lower limit pressure (LOWER LIMIT: 30 kPa) after reaching the maximum pressure in the pressure-dynamic air permeability curve obtained as a result of the measurement is obtained,
- the average value was determined as the dynamic air permeability (mm/sec).
- the weave contact timing is measured by applying a timing light for the loom while the loom is operating and weaving the fabric, and the ground part in the center of the fabric and the weft supply side / anti-yarn supply side are measured. Each selvage was measured, and the selvage was calculated as the average value of the yarn feeding side and the non-yarn feeding side. For the evaluation of weave receding, the difference between the ground part and the selvage is judged as the size of the weave receding. was "B", and 8° or more was "C”.
- a module was assembled using an airbag for the driver's seat, a pyrotype inflator (output 190 kpa), a pressure gauge, an amplifier, and a fixing bracket.
- a deployment test was conducted under an environment of 25° C., and the opening of the sewn part during deployment, the presence or absence of burst, and the peak internal pressure were observed. The evaluation is based on the presence or absence of eye opening/burst and the peak internal pressure. An internal pressure of less than 50 kPa was rated as "B", and a burst was rated as "C”.
- the airbag for the driver's seat was made as follows.
- Two circular body panels with an outer diameter of ⁇ 640 mm and three circular reinforcing fabric panels with an outer diameter of ⁇ 240 mm were collected from the prepared uncoated airbag fabric.
- a ⁇ 76 mm inflator mounting port is provided at the center of the main body panel and the reinforcing fabric panel.
- the bag After making the necessary bolt holes in the resulting bag to fix it to the fixing bracket, the bag was turned over so that the reinforcing fabric was on the inside, making it an airbag for the driver's seat.
- Example 1 (warp, weft)
- the warp and weft are made of nylon 66, have a circular cross-sectional shape, are composed of 136 single filaments with a single fiber fineness of 3.5 dtex, a total fineness of 470 dtex, and a tensile strength of 8.5 cN/dtex.
- a non-twisted synthetic fiber filament having an elongation of 23.5% was prepared.
- the leno yarn used was a 22 detex nylon 66 monofilament, two on each ear, fed from a planetary system.
- the additional yarn a 22 dtex nylon 66 monofilament similar to the leno yarn was used, and 8 yarns were supplied to each selvage from a bobbin.
- the selvage tightening threads the same 470 dtex untwisted synthetic fiber filaments as the warp constituting the base were used, and 24 filaments were used for each of the selvages.
- the beam for supplying the selvage tightening thread is prepared with a low tension beam with a supply tension of 0.20 cN/dtex and a high tension beam with a supply tension of 0.50 cN/dtex.
- Low tension (YA) and high tension (YB) yarns were alternately arranged in a 1:1 ratio for weaving.
- the tension of the warp yarns (YC) forming the base portion was 0.40 cN/dtex.
- the resulting fabric was scoured at 80°C with an open soap scouring machine, washed with hot water at 40°C, and dried at 120°C. Further, using a pin tenter dryer, the width ratio was set so that the width was 50 mm narrower than the width of the fabric after drying, and the fabric was heat set at 160° C. for 60 seconds. Table 1 shows the properties of the resulting fabric.
- Example 2 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 55 threads/2.54 cm.
- Example 3 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 53 threads/2.54 cm.
- Example 4 A non-coated fabric for an air bag was woven in the same manner as in Example 1, except that polyethylene terephthalate yarn with a total fineness of 470 dtex and a filament number of 96 was used as the warp and weft for the base portion and selvage portion, respectively.
- the crimp rate of YC forming the ground portion was 11%. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 11% and YB with a crimp rate CB of 5% were repeatedly arranged at a ratio of 1:1. The crimp rate CC was 9%. Table 1 shows the properties of the resulting fabric. In the airbag deployment test, both internal pressure retention and burst resistance were good. Table 1 shows the properties of the resulting fabric.
- Example 5 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the easing timing was changed to 350°, the warp shedding angle was changed to 26°, the refining temperature was changed to 65°C, and the heat setting temperature was changed to 180°C.
- Example 1 A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weaving density of both warp and weft was changed to 46 yarns/2.54 cm, and the ear tightening yarn was not used. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.
- Nylon 66 yarn with a total fineness of 210 dtex and 72 filaments was used as warp and weft for the base and selvage, respectively, and the weaving density of both warp and weft was changed to 77 / 2.54 cm.
- a non-coated fabric for an airbag was produced in the same manner as in Example 1. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 10% and YB with a crimp rate CB of 6% were repeatedly arranged at a ratio of 1:1.
- the crimp rate of the fabric was 8%, and the resulting woven fabric had small selvages and uniform and good selvage tightness. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.
- the non-coated fabrics for airbags obtained in Examples 1 to 5 were able to suppress the receding of the weave opening of the selvage to a small extent, so that the selvage of the obtained fabrics was small.
- the tightness of the ears was uniform and good.
Abstract
Provided is a non-coated textile for an airbag, the non-coated textile having low air permeability and high heat resistance, and being used for preventing damage to an airbag caused by high-temperature gas and residue during deployment of the airbag and reducing energy loss caused by permeation of air from an airbag body fabric portion. This non-coated textile for an airbag comprises synthetic fibers and is such that single fibers thereof are substantially round in cross-section, the non-coated textile being such that the melt drop time in a thermal resistance test in which an iron rod heated to 350°C is dropped into a base fabric is 1.1 seconds or greater, and the cover index A is 23,000 or greater.
Description
本発明は、エアバッグ用ノンコート織物に関する。より詳細には、本発明は、耐熱性、低通気性に優れた高密度なエアバッグ用ノンコート織物に関する。
The present invention relates to non-coated fabrics for airbags. More particularly, the present invention relates to a high-density non-coated airbag fabric having excellent heat resistance and low breathability.
自動車には、乗員の安全確保のためのエアバッグが装備されている。エアバッグは、自動車の衝突事故の際、衝突の衝撃を受けてセンサーが作動し、高温、高圧のガスをエアバッグ内で発生させ、このガスによって瞬間的に膨張し、衝突時に乗員の顔面、前頭部を保護する。
Cars are equipped with airbags to ensure the safety of passengers. In the event of an automobile collision, the sensor activates upon receiving the impact of the collision and generates high-temperature, high-pressure gas inside the airbag. Protect the forehead.
また、エアバッグは、より高い安全性を乗員に確保するため、保護エリア拡大を狙ったエアバッグの大型化や、それに伴うインフレーターの高出力化が進んでいる。しかしながら、エアバッグは、
(a)一般にインフレーターが高出力化すると、発生されるガス温度が上昇し、エアバッグ展開時にエアバッグ本体に使用される基布が熱により溶融してしまう、
(b)特に、インフレーターから爆風と共に排出される高温の残渣(主成分は銅)が基布に付着することで、付着した部分を起点に溶融、穴あきが発生する(推察)、
(c)残渣が付着していなくても、通気度の高い基布の場合、熱風が漏れ出した部分で熱交換が活発に行われるために溶融穴あきが発生しやすい、
(d)また、通気度が高い基布の場合、エネルギーロスが多く充分な内圧が確保できない、
といった問題点も発生する。 In addition, in order to ensure higher safety for passengers, airbags are becoming larger with the aim of expanding the protection area, and the output of inflators is increasing accordingly. However, airbags
(a) In general, when the output of the inflator is increased, the temperature of the generated gas rises, and the base fabric used for the airbag main body melts due to heat when the airbag is deployed.
(b) In particular, the high-temperature residue (mainly copper) discharged from the inflator together with the blast adheres to the base fabric, causing melting and perforation starting from the adhered portion (speculation).
(c) Even if there is no residue, in the case of a highly air permeable base fabric, heat exchange is actively performed at the part where hot air leaks, so melt holes are likely to occur.
(d) In addition, in the case of a base fabric with high air permeability, energy loss is large and sufficient internal pressure cannot be secured.
Problems such as this also occur.
(a)一般にインフレーターが高出力化すると、発生されるガス温度が上昇し、エアバッグ展開時にエアバッグ本体に使用される基布が熱により溶融してしまう、
(b)特に、インフレーターから爆風と共に排出される高温の残渣(主成分は銅)が基布に付着することで、付着した部分を起点に溶融、穴あきが発生する(推察)、
(c)残渣が付着していなくても、通気度の高い基布の場合、熱風が漏れ出した部分で熱交換が活発に行われるために溶融穴あきが発生しやすい、
(d)また、通気度が高い基布の場合、エネルギーロスが多く充分な内圧が確保できない、
といった問題点も発生する。 In addition, in order to ensure higher safety for passengers, airbags are becoming larger with the aim of expanding the protection area, and the output of inflators is increasing accordingly. However, airbags
(a) In general, when the output of the inflator is increased, the temperature of the generated gas rises, and the base fabric used for the airbag main body melts due to heat when the airbag is deployed.
(b) In particular, the high-temperature residue (mainly copper) discharged from the inflator together with the blast adheres to the base fabric, causing melting and perforation starting from the adhered portion (speculation).
(c) Even if there is no residue, in the case of a highly air permeable base fabric, heat exchange is actively performed at the part where hot air leaks, so melt holes are likely to occur.
(d) In addition, in the case of a base fabric with high air permeability, energy loss is large and sufficient internal pressure cannot be secured.
Problems such as this also occur.
上記課題を解決すべく、従来、特許文献1および2に開示されているような、樹脂やフィルム等を断熱層として織物表面に塗布する方法が提案されている。しかし、このような手法を用いると、織物の厚みが増し、収納時のコンパクト性が悪化し、エアバッグ用織物としては不利な点があった。また、このような樹脂塗布工程や、フィルムの貼り付け工程が増えることによって、エアバッグは、製造コストが上がるという問題があった。
In order to solve the above problems, there have been conventionally proposed methods of applying a resin, film, or the like as a heat insulating layer to the fabric surface, as disclosed in Patent Documents 1 and 2. However, when such a method is used, the thickness of the woven fabric increases, and the compactness during storage deteriorates, which is disadvantageous as a woven fabric for airbags. In addition, there is a problem that the production cost of the airbag increases due to the increase in the resin application process and the film attachment process.
また、特許文献3では、ポリエチレンテレフタレート繊維の強度及び伸びを調節し、エアバッグ用ポリエチレンテレフタレート繊維を製造することで、熱抵抗性及び瞬間熱変形率が改善したエアバッグ用織物を提供する方法が提案されている。しかし、特許文献3のエアバッグ用織物は、展開時の高温・高負荷に耐え得るレベルであるとは言い難い。
In addition, Patent Document 3 discloses a method of providing a fabric for airbags with improved heat resistance and instantaneous thermal deformation rate by adjusting the strength and elongation of polyethylene terephthalate fibers to produce polyethylene terephthalate fibers for airbags. Proposed. However, it is difficult to say that the airbag fabric of Patent Document 3 is of a level that can withstand high temperatures and high loads during deployment.
本発明は、上記従来技術の問題点を解決し、低通気かつ耐熱性の高いエアバッグ用ノンコート織物を提供することを目的とする。
An object of the present invention is to solve the above-mentioned problems of the prior art and to provide a non-coated fabric for airbags with low air permeability and high heat resistance.
上記課題を解決する本発明の一態様のエアバッグ用ノンコート織物は、単繊維が略丸型断面を有する、合成繊維からなる織物であり、350℃に熱した鉄棒を基布に落下させる熱抵抗試験の溶融落下時間が1.1秒以上であり、下記式(1)で表されるカバー指数Xが23000以上である、エアバッグ用ノンコート織物である。
カバー指数X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 A non-coated fabric for an airbag according to one aspect of the present invention that solves the above problems is a fabric made of synthetic fibers in which the single fibers have a substantially circular cross section, and has a heat resistance that causes an iron bar heated to 350 ° C. to drop onto the base fabric. The non-coated fabric for air bags has a test melt drop time of 1.1 seconds or more and a cover index X represented by the following formula (1) of 23000 or more.
Cover index X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
カバー指数X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 A non-coated fabric for an airbag according to one aspect of the present invention that solves the above problems is a fabric made of synthetic fibers in which the single fibers have a substantially circular cross section, and has a heat resistance that causes an iron bar heated to 350 ° C. to drop onto the base fabric. The non-coated fabric for air bags has a test melt drop time of 1.1 seconds or more and a cover index X represented by the following formula (1) of 23000 or more.
Cover index X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
[エアバッグ用ノンコート織物]
本発明の一実施形態のエアバッグ用ノンコート織物(以下、単に織物ともいう)は、単繊維が略丸型断面を有する、合成繊維からなる織物である。織物は、350℃に熱した鉄棒を基布に落下させる熱抵抗試験において、溶融落下時間が1.1秒以上である。織物は、下記式(1)で表されるカバー指数Xが23000以上である。
カバー指数X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 [Non-coated fabric for airbags]
A non-coated woven fabric for an airbag (hereinafter also simply referred to as a woven fabric) of one embodiment of the present invention is a woven fabric made of synthetic fibers in which single fibers have a substantially circular cross section. The woven fabric has a melt drop time of 1.1 seconds or more in a thermal resistance test in which an iron bar heated to 350° C. is dropped onto the base fabric. The woven fabric has a cover index X of 23000 or more, which is represented by the following formula (1).
Cover index X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
本発明の一実施形態のエアバッグ用ノンコート織物(以下、単に織物ともいう)は、単繊維が略丸型断面を有する、合成繊維からなる織物である。織物は、350℃に熱した鉄棒を基布に落下させる熱抵抗試験において、溶融落下時間が1.1秒以上である。織物は、下記式(1)で表されるカバー指数Xが23000以上である。
カバー指数X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 [Non-coated fabric for airbags]
A non-coated woven fabric for an airbag (hereinafter also simply referred to as a woven fabric) of one embodiment of the present invention is a woven fabric made of synthetic fibers in which single fibers have a substantially circular cross section. The woven fabric has a melt drop time of 1.1 seconds or more in a thermal resistance test in which an iron bar heated to 350° C. is dropped onto the base fabric. The woven fabric has a cover index X of 23000 or more, which is represented by the following formula (1).
Cover index X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
本実施形態の織物は、その地部が、合成繊維のマルチフィラメント(以下、合成繊維糸ともいう)からなることが好ましい。ここで、地部とは、耳部以外の織物本体の部分をいう。合成繊維の素材は、例えば、ポリアミド系繊維、ポリエステル系繊維、アラミド系繊維、レーヨン系繊維、ポリサルホン系繊維、あるいは超高分子量ポリエチレン系繊維等である。
The base portion of the woven fabric of the present embodiment is preferably made of synthetic fiber multifilament (hereinafter also referred to as synthetic fiber yarn). Here, the base portion means the portion of the woven fabric body other than the selvage portion. Synthetic fiber materials include, for example, polyamide-based fibers, polyester-based fibers, aramid-based fibers, rayon-based fibers, polysulfone-based fibers, ultra-high molecular weight polyethylene-based fibers, and the like.
合成繊維の素材は、中でも、大量生産性や経済性に優れたポリアミド系繊維やポリエステル系繊維が好ましい。
Among synthetic fiber materials, polyamide-based fibers and polyester-based fibers, which are excellent in mass productivity and economic efficiency, are preferable.
ポリアミド系繊維は、例えば、ナイロン6、ナイロン66、ナイロン12、ナイロン46や、ナイロン6とナイロン66との共重合ポリアミド、ナイロン6にポリアルキレングリコール、ジカルボン酸、アミンなど等を共重合させた共重合ポリアミド等からなる繊維である。これらの中でも、ポリアミド系繊維は、強度に特に優れる点から、ナイロン6繊維、ナイロン66繊維であることが好ましい。
Polyamide-based fibers include, for example, nylon 6, nylon 66, nylon 12, nylon 46, copolymer polyamide of nylon 6 and nylon 66, copolymer obtained by copolymerizing nylon 6 with polyalkylene glycol, dicarboxylic acid, amine, etc. It is a fiber made of polymerized polyamide or the like. Among these, polyamide-based fibers are preferably nylon 6 fibers and nylon 66 fibers because they are particularly excellent in strength.
ポリエステル系繊維は、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート等からなる繊維である。ポリエステル系繊維は、ポリエチレンテレフタレートやポリブチレンテレフタレートに酸成分としてイソフタル酸、5-ナトリウムスルホイソフタル酸や、アジピン酸等の脂肪族ジカルボン酸を共重合させた共重合ポリエステルからなる繊維であってもよい。
Polyester fibers are, for example, fibers made of polyethylene terephthalate, polybutylene terephthalate, and the like. The polyester fiber may be a fiber made of a copolymer polyester obtained by copolymerizing polyethylene terephthalate or polybutylene terephthalate with isophthalic acid, 5-sodium sulfoisophthalic acid, or an aliphatic dicarboxylic acid such as adipic acid as an acid component. .
合成繊維は、紡糸・延伸工程や加工工程での生産性、特性改善のために、熱安定剤、酸化防止剤、光安定剤、平滑剤、帯電防止剤、可塑剤、増粘剤、顔料、難燃剤等の添加剤が含まれてもよい。
Synthetic fibers are treated with heat stabilizers, antioxidants, light stabilizers, smoothing agents, antistatic agents, plasticizers, thickeners, pigments, Additives such as flame retardants may also be included.
合成繊維の単繊維の断面形状は、略丸断面を有する。これにより、本実施形態の織物は、安定した製糸性および高次加工性が得られ、高密度化されやすい。
The cross-sectional shape of the synthetic fiber monofilament has a substantially circular cross section. As a result, the woven fabric of the present embodiment can obtain stable spinnability and high-order workability, and can be easily densified.
本実施形態の織物は、通常は、同じ合成繊維糸が経糸および緯糸として使用されていることが好ましい。同じ合成繊維糸が経糸および緯糸として使用されているとは、経糸・緯糸とも同種のポリマーからなり、経糸・緯糸とも同じ単繊維繊度を有し、かつ経糸・緯糸とも同じ総繊度を有するということである。同種のポリマーとは、ナイロン66同士、ポリエチレンテレフタレート同士等、ポリマーの主たる繰り返し単位が共通するポリマー同士であることをいう。例えば、ホモポリマーと共重合ポリマーとの組み合わせも、本実施形態でいう同種のポリマーとして好ましく使用される。さらには、共重合成分の有無、また共重合する場合は共重合成分の種類、量も同じ組み合わせとしておけば、経糸と緯糸とを区別する必要がないため、生産管理上も好ましい。
In the woven fabric of this embodiment, it is usually preferred that the same synthetic fiber yarn is used as warp and weft. The same synthetic fiber yarn is used for warp and weft means that both warp and weft are made of the same type of polymer, both warp and weft have the same single fiber fineness, and both warp and weft have the same total fineness. is. Polymers of the same type refer to polymers having a common main repeating unit, such as nylon 66 and polyethylene terephthalate. For example, a combination of a homopolymer and a copolymer is also preferably used as the same kind of polymer as used in the present embodiment. Furthermore, if the presence or absence of a copolymerization component and, if copolymerization is used, the type and amount of the copolymerization component are the same combination, then there is no need to distinguish between the warp and the weft, which is preferable from the standpoint of production management.
本実施形態において、織物の地部糸として使用される合成繊維糸は、単繊維繊度1~7dtexの合成繊維フィラメントを用いることが好ましい。単繊維繊度を7dtex以下とすることで、織物中の単繊維間に占める空隙が小さくなり、繊維の充填化効果がより一層向上する。そのため、織物は、通気量を低下させることができ、好ましい。また、単繊維繊度が小さいと、合成繊維フィラメントの剛性が低下し、織物の柔軟性を向上させる効果も得られる。そのため、得られるエアバッグは、収納性が向上し、好ましい。
In this embodiment, it is preferable to use a synthetic fiber filament with a single fiber fineness of 1 to 7 dtex as the synthetic fiber thread used as the base thread of the fabric. By setting the single fiber fineness to 7 dtex or less, the voids occupied between the single fibers in the woven fabric are reduced, and the fiber filling effect is further improved. Therefore, the woven fabric is preferable because it can reduce the air permeability. In addition, when the single fiber fineness is small, the rigidity of the synthetic fiber filament is lowered, and the effect of improving the flexibility of the woven fabric is also obtained. Therefore, the obtained airbag has an improved storability, which is preferable.
織物の地部糸として使用される合成繊維糸の総繊度は、450dtex以上であることが好ましく、470dtex以上であることがより好ましい。また、織物の地部糸として使用される合成繊維糸の総繊度は、950dtex以下であることが好ましく、550dtex以下であることがより好ましく、500dtex以下であることがさらに好ましい。地部糸として使用される合成繊維糸の総繊度を450dtex以上とすることにより、織物は、優れた耐熱性および強度が維持されやすい。また、総繊度を950dtex以下とすることにより、得られる織物は、収納時の優れたコンパクト性や低通気性が維持されやすい。総繊度が上記範囲内であることにより、織物は、耐熱性、低通気性、強力、滑脱抵抗力、柔軟性、コンパクト収納性がバランスよく向上し得る。
The total fineness of the synthetic fiber thread used as the base thread of the fabric is preferably 450 dtex or more, more preferably 470 dtex or more. Further, the total fineness of the synthetic fiber yarn used as the base yarn of the woven fabric is preferably 950 dtex or less, more preferably 550 dtex or less, and even more preferably 500 dtex or less. By setting the total fineness of the synthetic fiber yarn used as the base yarn to 450 dtex or more, the woven fabric tends to maintain excellent heat resistance and strength. In addition, by setting the total fineness to 950 dtex or less, the obtained woven fabric tends to maintain excellent compactness and low air permeability when stored. When the total fineness is within the above range, the woven fabric can have well-balanced improvements in heat resistance, low air permeability, strength, slip resistance, flexibility, and compact storability.
フィラメント数は、90~150本であることが好ましい。フィラメント数は、90本以上であることが好ましい。これにより、織物は、単繊維が最密充填構造を取りやすく、単繊維間の空隙が少ない低位通気な基布が得られやすい。また、単繊維が細く柔軟になることで、柔軟性が優れた織物が得られやすい。また、フィラメント数は、150本以下であることが好ましい。これにより、織物は、単繊維強度が増加するため、製糸工程や製織工程での単繊維切れが減少し、安定した製糸性や、製織性が得られやすい。
The number of filaments is preferably 90-150. The number of filaments is preferably 90 or more. As a result, the single fibers of the woven fabric tend to have the closest-packed structure, and a low air-permeability base fabric with few voids between single fibers can be easily obtained. In addition, since the single fibers are thin and flexible, it is easy to obtain a woven fabric with excellent flexibility. Also, the number of filaments is preferably 150 or less. As a result, the single fiber strength of the woven fabric is increased, so that single fiber breakage in the spinning process and the weaving process is reduced, and stable spinning and weaving properties are easily obtained.
本実施形態の織物を構成する合成繊維(特に地部糸として使用される合成繊維糸)の引張強度は、8.0cN/dtex以上であることが好ましく、8.3cN/dtex以上であることがより好ましい。また、織物を構成する合成繊維(特に地部糸として使用される合成繊維糸)の引張強度は、9.0cN/dtex以下であることが好ましく、8.7cN/dtex以下であることがより好ましい。織物を構成する合成繊維(特に地部糸として使用される合成繊維糸)の引張強度が上記範囲内であることにより、織物は、エアバッグとして要求される機械的特性を満足しやすく、製糸操業面からも優れる。
The tensile strength of the synthetic fibers (especially the synthetic fiber yarns used as base yarns) constituting the woven fabric of the present embodiment is preferably 8.0 cN/dtex or more, and is preferably 8.3 cN/dtex or more. more preferred. In addition, the tensile strength of the synthetic fibers constituting the woven fabric (especially the synthetic fiber yarn used as the base yarn) is preferably 9.0 cN/dtex or less, more preferably 8.7 cN/dtex or less. . When the tensile strength of the synthetic fibers that make up the fabric (especially the synthetic fiber yarn used as the base yarn) is within the above range, the fabric easily satisfies the mechanical properties required for an airbag, and the yarn manufacturing operation Excellent from all sides.
本実施形態で製造される織物は、上記のような同じ合成繊維糸からなる経糸と緯糸からなる場合、織物の組織は特に限定されない。一例を挙げると、織物組織は、平織、綾織、朱子織およびこれらの変化織、多軸織等が例示される。これらの中でも、織物組織は、エアバッグ用途において特に必要な機械的特性が優れ、かつ、地薄な点から、平織であることが好ましい。
If the woven fabric produced in this embodiment is composed of warp and weft yarns made of the same synthetic fiber yarn as described above, the texture of the woven fabric is not particularly limited. Examples of the woven fabric include plain weave, twill weave, satin weave, variations of these weaves, multiaxial weave, and the like. Among these, the woven fabric is preferably plain weave because it has excellent mechanical properties, which are particularly necessary for airbag applications, and is thin.
織密度は、樹脂加工される織物かあるいは樹脂加工されない織物かにより、また織糸の繊度などにより変わりうる。本実施形態では、以下の式(1)によって定義されるカバー指数Xが23000以上であることが重要であり、24000以上であることが好ましい。カバー指数Xが23000未満である場合、織物は、織糸の混み具合が不足し、空隙が増加するために低通気性が確保されにくい。また、織物は、単位面積当たりの糸本数が減るため、織物が持つ熱容量が低下し、耐熱性が確保されにくい。なお、式(1)において、dは単繊維径(μm)であり、Wpは経密度(本/2.54cm)であり、Wfは緯密度(本/2.54cm)であり、Fはフィラメント数である。
カバー指数X=d(Wp+Wf)×F1/2 (1) The weave density can vary depending on whether the fabric is resin-treated or not, and also depending on the fineness of the weaving yarn. In this embodiment, it is important that the cover index X defined by the following formula (1) is 23,000 or more, and preferably 24,000 or more. If the cover index X is less than 23,000, the weaving yarns are insufficiently entwined in the woven fabric, and voids increase, making it difficult to ensure low air permeability. In addition, since the number of yarns per unit area of the woven fabric is reduced, the heat capacity of the woven fabric is reduced, making it difficult to ensure heat resistance. In formula (1), d is the single fiber diameter (μm), Wp is the warp density (line/2.54 cm), Wf is the weft density (line/2.54 cm), and F is the filament. is a number.
Cover index X=d(Wp+Wf)×F 1/2 (1)
カバー指数X=d(Wp+Wf)×F1/2 (1) The weave density can vary depending on whether the fabric is resin-treated or not, and also depending on the fineness of the weaving yarn. In this embodiment, it is important that the cover index X defined by the following formula (1) is 23,000 or more, and preferably 24,000 or more. If the cover index X is less than 23,000, the weaving yarns are insufficiently entwined in the woven fabric, and voids increase, making it difficult to ensure low air permeability. In addition, since the number of yarns per unit area of the woven fabric is reduced, the heat capacity of the woven fabric is reduced, making it difficult to ensure heat resistance. In formula (1), d is the single fiber diameter (μm), Wp is the warp density (line/2.54 cm), Wf is the weft density (line/2.54 cm), and F is the filament. is a number.
Cover index X=d(Wp+Wf)×F 1/2 (1)
加えて、通気性および耐熱性の観点から、織物の地部における糸条(経糸・緯糸)のアスペクト比A(糸条の厚み、幅の5点平均から式(2)より算出)は、3.0以上であることが好ましい。また、アスペクト比Aは、4.0以下であることが好ましく、3.5以下であることがより好ましい。アスペクト比Aが3.0以上であることで、織物は、隣接する経糸もしくは緯糸同士の距離が縮まり、空隙率が低減され、低通気な基布となる。アスペクト比Aが4.0以下の場合、織物は、織物表面が立体的になり、熱ガスや残渣との接触面が減少するために、熱による溶融、貫通が発生しづらくなる。
In addition, from the viewpoint of air permeability and heat resistance, the aspect ratio A of the threads (warp and weft) in the base portion of the fabric (calculated from the five-point average of the thickness and width of the threads using the formula (2)) is 3. It is preferably 0.0 or more. Also, the aspect ratio A is preferably 4.0 or less, more preferably 3.5 or less. When the aspect ratio A is 3.0 or more, the distance between adjacent warps or wefts in the woven fabric is reduced, the porosity is reduced, and the fabric becomes a low air permeability base fabric. When the aspect ratio A is 4.0 or less, the woven fabric has a three-dimensional surface, which reduces the contact surface with hot gas and residue, making it difficult for heat to melt and penetrate the woven fabric.
熱抵抗は、350℃に熱した鉄棒を基布に落下させるホットロッド試験と呼ばれる熱抵抗試験の溶融落下時間が1.1秒以上であることが重要であり、1.5秒以上であることが好ましい。溶融時間が1.1秒以上の場合、織物は、展開試験時にインフレーターから発生する高温ガス、および残渣による基布の溶融、およびそれに伴うエアバッグのバーストが発生しづらくなる。
For thermal resistance, it is important that the melt drop time in a thermal resistance test called a hot rod test, in which an iron rod heated to 350°C is dropped onto the base fabric, is 1.1 seconds or longer, and 1.5 seconds or longer. is preferred. When the melting time is 1.1 seconds or longer, the fabric is less likely to melt due to the high temperature gas generated from the inflator and the residue during the deployment test, and to burst the airbag accordingly.

また、織物の通気性について、ASTM D 6467に基づいて測定される動的通気度が300mm/s以下であることが好ましく、290mm/s以下であることがより好ましい。動的通気度が上記範囲内であれば、エアバッグ展開時のエネルギーロスが少ない内圧保持性に優れたエアバッグが得られやすい。
In addition, regarding the air permeability of the fabric, the dynamic air permeability measured based on ASTM D 6467 is preferably 300 mm/s or less, more preferably 290 mm/s or less. If the dynamic air permeability is within the above range, it is easy to obtain an airbag that is excellent in internal pressure retention with little energy loss during deployment of the airbag.
一般的に、エアバッグ用織物を製織する際、耳部には、耳端に絡み糸や増糸が用いられる。さらに、耳たぶりを小さくするため、増糸と経糸との間に、耳締め糸が用いられる場合もある。
In general, when weaving fabrics for airbags, entwining yarns and additional yarns are used for the selvage ends. Furthermore, in some cases, ear tightening threads are used between the additional threads and the warp threads in order to reduce the ear lobes.
「絡み糸」は、レノとも呼ばれ、耳ほつれを防止するため、織物の耳部の最も外側で、複数本の糸が絡み合いながら緯糸を締め付け、耳を形成する。耳を形成する場合、一般的に遊星歯車機構が用いられることが好ましく、遊星歯車ねじり方式が用いられることがより好ましい。耳を形成する方法は、その他の方法であってもよい。絡み糸の素材、種類、繊度は、地糸の種類、織密度により適宜選択される。使用本数は、両端部にそれぞれ2本ずつ以上であることが好ましく、2本ずつであることがより好ましい。絡み糸は、一般的には、耳締めの性能の優れるモノフィラメントが用いられる。絡み糸は、マルチフィラメントが使用されてもよい。絡み糸の材質は、地糸と同じであることが好ましい。絡み糸の繊度は、33dtex以下であることが好ましい。繊度が33dtexを超える場合、織物は、耳部においてほつれが発生する場合がある。絡み糸の繊度は、5~22dtexであることが好ましい。
The "entanglement thread" is also called a leno, and in order to prevent the selvage from fraying, multiple threads are intertwined on the outermost side of the selvage of the fabric and tighten the weft threads to form selvages. When forming the ears, it is generally preferred to use a planetary gear mechanism, more preferably a planetary gear twist system. Other methods of forming the ears may be used. The material, type, and fineness of the entwining thread are appropriately selected according to the type of ground thread and weaving density. It is preferable that the number of wires to be used is two or more, more preferably two, at each end. Monofilament is generally used as the entwining thread because it has excellent selvage binding performance. A multifilament may be used as the leno yarn. The material of the entanglement thread is preferably the same as that of the ground thread. The fineness of the entwining yarn is preferably 33 dtex or less. If the fineness exceeds 33 dtex, the woven fabric may fray at the selvage. The fineness of the leno yarn is preferably 5 to 22 dtex.
「増糸」は、絡み糸と同様に、織物の耳のほつれ防止を目的として使用され、織物の耳部において絡み糸と経糸との間に配置され、絡み糸を補助する。ただし、増糸に対しては、遊星装置は使用されない。増糸は、耳締め性の優れる平組織で用いられることが好ましい。また、増糸の素材、種類、繊度はそれぞれ、地糸の種類、織密度により適宜選択される。上記した絡み糸と同様に、増糸は、耳締めの性能が優れるモノフィラメントが好適に用いられる。使用される場合の増糸の本数は、たとえば両端部に各2本から12本である。増糸の繊度は、33dtex以下であることが好ましい。繊度が33dtexを超える場合、織物は、耳部においてほつれが発生する場合がある。絡み糸の繊度は、5~22dtexであることが好ましい。
"Additional threads" are used for the purpose of preventing fraying of the selvage of the fabric, similar to the entwining threads, and are placed between the entwining threads and the warp in the selvage of the fabric to assist the entwining threads. However, the planetary system is not used for additional yarns. The additional yarn is preferably used in a plain weave that is excellent in selvage tightening properties. Further, the material, type, and fineness of the additional yarn are appropriately selected according to the type of base yarn and the weaving density. As with the entwining yarn described above, the additional yarn is preferably a monofilament that has excellent selvage tightening performance. The number of additional yarns, if used, is, for example, 2 to 12 on each end. The fineness of the additional yarn is preferably 33 dtex or less. If the fineness exceeds 33 dtex, the woven fabric may fray at the selvage. The fineness of the leno yarn is preferably 5 to 22 dtex.
「耳締め糸」は、絡み糸、増糸とは別に、織物の耳たぶりの防止を目的として使用される場合があり、織物の耳部において増糸と経糸との間に配置される。増糸と同様、遊星装置は使用されない。耳締め糸は、耳締め性の優れる平組織で用いられることが好ましい。耳締め糸の素材、種類、繊度はそれぞれ、地糸の種類、織密度により適宜選択される。耳締め糸は、高い張力をかけて製織するために、地糸の総繊度に対し80%以上の総繊度を有するマルチフィラメントが好適に用いられる。総繊度が地糸の80%未満である場合、織物は、高い張力をかけて製織することが難しくなり、耳たぶりの防止効果が得られにくい。使用される場合の耳締め糸の本数は、たとえば両端部に各4本から8本である。
"Ear tightening thread" is sometimes used for the purpose of preventing the selvedge of the fabric, apart from the entanglement thread and the additional thread, and is placed between the additional thread and the warp in the selvage of the fabric. As with the increase yarn, no planetary system is used. The selvage tightening thread is preferably used in a plain weave that is excellent in selvage tightening properties. The material, type, and fineness of the ear tightening thread are appropriately selected according to the type of ground thread and weaving density. Multifilament having a total fineness of 80% or more with respect to the total fineness of the base threads is preferably used as the selvage thread for weaving under high tension. If the total fineness is less than 80% of the ground yarn, it will be difficult to weave the woven fabric with high tension, and it will be difficult to obtain the effect of preventing ear flaps. The number of ear tightening threads, if used, is for example 4 to 8 on each end.
本実施形態の織物は、織物の少なくとも一方の耳部において、それぞれ異なるクリンプ率をもつ経糸方向に配された織糸YA、YBを有し、YA、YBが繰り返し配列されており、YAのクリンプ率CAおよび、YBのクリンプ率CBが、CA≧CB×1.2の関係を満たすことが好ましい。本実施形態における、それぞれ異なるクリンプ率をもつ経糸方向に配された織糸YA、YBは、経糸(地部糸)、絡み糸、増糸、耳締め糸のいずれかに限定されるものではない。織糸YA、YBは、経糸、増糸、耳締め糸のいずれかであることが好ましい。織糸YA、YBはそれぞれ同種のポリマー、または同じ総繊度であることが好ましいが、異なるポリマー、または総繊度であってもよい。
The woven fabric of the present embodiment has weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the woven fabric, and YA and YB are repeatedly arranged, and the crimp of YA is It is preferable that the ratio CA and the crimp ratio CB of YB satisfy the relationship CA≧CB×1.2. In the present embodiment, the weaving yarns YA and YB having different crimp ratios and arranged in the warp direction are not limited to warp yarns (base yarns), entwining yarns, additional yarns, and ear tightening yarns. . The weaving yarns YA and YB are preferably warp yarns, additional yarns, or selvage yarns. The yarns YA and YB preferably have the same type of polymer or the same total fineness, but may have different polymers or total fineness.
それぞれ異なるクリンプ率をもつ経糸方向に配された織糸YA、YBは、織物の少なくとも一方の耳部に繰り返し配することが好ましい。一般的に、織物の「耳部」とは、織物の耳端から100mm以内の部分をいう。本実施形態における、織糸YA、YBを繰り返し配する部分は、織物の耳端から25mm以内に配されることが好ましい。耳端から25mmを超えると、織糸YA、YBが繰り返し配された耳部は、織物の地部と織物としての特性が異なるため、エアバッグとして裁断するのに使用可能な部位が小さくなり、ロスが大きくなる場合がある。耳端から25mm以内の部位において、織糸YA、YBを配する位置・幅は特に限定されない。製織時に発生する織り前の織り口後退とフレアの発生を効果的に抑止するためには、織糸YA、YBは、耳端から1~15mmの部位において、5mm以上の幅で繰り返し配されることが好ましい。
The weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are preferably arranged repeatedly in at least one selvage of the fabric. In general, the "selves" of a fabric refer to portions within 100 mm from the ends of the fabric. In this embodiment, the portion where the weaving yarns YA and YB are repeatedly arranged is preferably arranged within 25 mm from the selvage of the fabric. If the length exceeds 25 mm from the edge of the selvage, the selvage where the weaving yarns YA and YB are repeatedly arranged has different characteristics as a fabric from the base portion of the fabric, so that the portion that can be used for cutting as an airbag becomes smaller. loss may increase. The positions and widths of the weaving yarns YA and YB within 25 mm from the selvage are not particularly limited. In order to effectively suppress the receding of the texture and the occurrence of flaring before weaving during weaving, the weaving yarns YA and YB are repeatedly arranged with a width of 5 mm or more at a site of 1 to 15 mm from the edge of the selvage. is preferred.
本実施形態においては、織糸YA、YBそれぞれのクリンプ率CA、CBは、CA≧CB×1.2の関係を満たすことが好ましい。また、織糸YA、YBそれぞれのクリンプ率CA、CBは、CA≧CB×2.0の関係を満たすことがより好ましく、CA≧CB×3.0の関係を満たすことがさらに好ましい。本実施形態における織物の地部は、図1に示されるように、一般的な平織物と同様に、緯糸10と交錯する経糸方向に配された織糸YCと、隣り合う織糸YCとが、同じクリンプ率をもつ。このとき織密度を高められると、緯糸を打ち込む限界が生じて、製織時に織り口後退が大きくなる。一方、本実施形態における織物の耳部は、図2に示されるように、YA、YBのそれぞれのクリンプ率に、差が設けられる場合、クリンプ構造に変化が生じて、一般的な平織物よりも緯糸を打ち込みやすくすることができる。その結果、織物は、織密度が高密度化され得る。耳部にこうしたクリンプ構造が作られることで、地部よりも、耳部における緯糸の打ち込みが入りやすくなる。その結果、製織時に発生する織り前の織り口後退とフレアの発生を効果的に抑制され得る。また、織物は、CA≧CB×1.2の関係を満たすことで、クリンプ構造変化による充分な抑制効果が得られ得る。
In this embodiment, the crimp ratios CA and CB of the weaving yarns YA and YB preferably satisfy the relationship CA≧CB×1.2. The crimp ratios CA and CB of the weaving yarns YA and YB more preferably satisfy the relationship CA≧CB×2.0, and more preferably satisfy the relationship CA≧CB×3.0. As shown in FIG. 1, the base portion of the woven fabric in this embodiment includes weaving yarns YC arranged in the warp direction intersecting the weft yarns 10 and adjacent weaving yarns YC, as in a general plain weave fabric. , with the same crimp rate. If the weaving density can be increased at this time, the weft yarn driving limit will occur, and the receding of the weave will increase during weaving. On the other hand, as shown in FIG. 2, when the crimp ratios of YA and YB are different, the crimp structure of the selvedge portion of the woven fabric in the present embodiment is changed, and the selvedge portion of the woven fabric is different from that of the general plain weave fabric. can also make it easier to drive the weft. As a result, the fabric can be densified in weave density. By creating such a crimp structure in the selvage, it becomes easier for the weft to be driven into the selvage than in the base. As a result, it is possible to effectively suppress the receding of the cut edge and the occurrence of flare during weaving. In addition, if the woven fabric satisfies the relationship CA≧CB×1.2, a sufficient suppression effect due to the crimp structure change can be obtained.
本実施形態において、YA、YBは、隣接させて配列することで平組織を構成することが好ましい。YA、YBを隣接させて配列することで、織物は、クリンプ構造変化による高密度化の充分な効果が得られる。YA、YBの配列の方法は、例えば、YAとYBを1本ずつ交互に配列する方法(1:1)が好ましい。YA、YBの配列の方法は、配列を2:1としたり、10:1とするなど比率を変化させた場合や、配列を2:2としたり、8:8とするなど配列を適宜選択することでも、織り口の後退とフレアの発生を抑制する効果を得ることができる。YA、YBの配列の方法は、YA、YBを1:1で隣接させて配列を繰り返して配することが特に好ましく、充分な抑制効果が得られやすくなる。YA、YBによって構成する織組織は、例えばYA、YBそれぞれを引きそろえるなどして畝組織を構成する場合でも、本実施形態における効果を得ることができる。YA、YBによって構成する織組織は、耳締め性に優れる平組織であることが特に好ましい。
In the present embodiment, YA and YB are preferably arranged adjacently to form a flat weave. By arranging YA and YB adjacently, the woven fabric can obtain a sufficient effect of densification due to the change in crimp structure. The method of arranging YA and YB is preferably, for example, a method of alternately arranging YA and YB (1:1). The method of arranging YA and YB is such that the ratio is changed such that the arrangement is 2:1 or 10:1, or the arrangement is appropriately selected such as 2:2 or 8:8. In this way, it is possible to obtain the effect of suppressing the receding of the weave and the occurrence of flare. As for the method of arranging YA and YB, it is particularly preferable to arrange YA and YB adjacent to each other at a ratio of 1:1 so that the arrangement is repeated, and a sufficient inhibitory effect can be easily obtained. The woven structure composed of YA and YB can obtain the effect of the present embodiment even when ridged structure is formed by aligning YA and YB, for example. It is particularly preferable that the weave structure composed of YA and YB is a plain weave that is excellent in selvage tightening properties.
本実施形態において、YA、YBの少なくとも一方は、織物の地部を構成する経糸方向に配された織糸YCと同じ合成繊維からなることが好ましい。YA、YBが、例えば、YCとは総繊度または収縮が大きく異なる特性をもつ糸からなる場合、地部と耳部とで織物としての厚みや収縮特性に差が現れやすい。そのため、製織された織物は、ロールとして巻かれる際や、その後の精練、セット、コーティング工程において、耳部に皺が発生しやすい。YA、YBの少なくとも一方が、YCと同じ合成繊維であれば、地部と耳部との差が小さくなる。そのため、織物は、耳部の皺が発生しにくくなり、好ましい。また、YA、YB、YCが全て同じ合成繊維からなることが特に好ましい。
In this embodiment, at least one of YA and YB is preferably made of the same synthetic fiber as the weaving yarn YC arranged in the warp direction constituting the base portion of the fabric. For example, if YA and YB are made of yarns having characteristics such as total fineness or shrinkage that are significantly different from those of YC, differences in the thickness and shrinkage characteristics of the woven fabric between the base portion and the selvage portion are likely to appear. Therefore, the woven fabric tends to wrinkle at the selvage when it is wound into a roll and in the subsequent scouring, setting and coating processes. If at least one of YA and YB is the same synthetic fiber as YC, the difference between the base portion and the selvage portion is reduced. Therefore, the woven fabric is preferable because the selvage is less likely to wrinkle. Moreover, it is particularly preferable that YA, YB, and YC are all made of the same synthetic fiber.
本実施形態において、YCのクリンプ率CCは、CA>CC>CBの関係を満たすことが好ましい。CA>CC>CBの関係を満たすことで、図1に示されるような織物構造をもつ地部と、図2に示されるような織物構造をもつ耳部とが得られやすい。その結果、織物は、地部よりも耳部における緯糸が緻密化され、フレアの発生が効果的に抑制され得る。CA、CBがCCよりも小さいと(CC>CA>CB)、地部よりも耳部の織糸のクリンプが小さくなる。そのため、織物は、耳部が粗硬になりやすく、皺発生の原因となる場合がある。また、CA、CBがCCよりも大きい場合(CA>CB>CC)、織物は、充分な耳締め性が得られず、織り口の後退とフレアの発生を抑制する効果が得られにくい。
In this embodiment, the YC crimp rate CC preferably satisfies the relationship CA>CC>CB. By satisfying the relationship CA>CC>CB, it is easy to obtain a base portion having a woven structure as shown in FIG. 1 and a selvage portion having a woven structure as shown in FIG. As a result, in the woven fabric, the weft yarns in the selvage portion are denser than in the base portion, and the occurrence of flare can be effectively suppressed. When CA and CB are smaller than CC (CC>CA>CB), the crimp of the weaving yarn in the selvage portion is smaller than that in the base portion. Therefore, the woven fabric tends to have coarse and hard selvages, which may cause wrinkles. If CA and CB are larger than CC (CA>CB>CC), the woven fabric cannot obtain sufficient selvage tightening properties, and it is difficult to obtain the effect of suppressing the receding of the weave and the occurrence of flare.
[エアバッグ用ノンコート織物の製造方法]
本発明の一実施形態のエアバッグ用ノンコート織物の製造方法(以下、単に織物の製造方法ともいう)は、上記の本実施形態のノンコートエアバッグ用織物(エアバッグ用織物)の製造方法である。織物の製造方法は、織物の少なくとも一方の耳部において、それぞれ異なるクリンプ率をもって経糸方向に配された織糸YA、YBをそれぞれ異なる張力で製織し、YA、YBにかかるそれぞれの張力TA、TBが、TB≧TA×1.2の関係を満たすことを特徴とする。そのため、以下に示される他の工程は、いずれも例示であり、公知の他の工程に置き換えられてもよい。 [Manufacturing method of non-coated fabric for airbag]
A method for manufacturing an uncoated fabric for an airbag (hereinafter also simply referred to as a method for manufacturing a fabric) according to one embodiment of the present invention is the method for manufacturing an uncoated fabric for an airbag (airbag fabric) according to the present embodiment. . The fabric manufacturing method comprises weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the fabric with different tensions, and tensions TA and TB applied to YA and YB, respectively. is characterized by satisfying the relationship TB≧TA×1.2. Therefore, other steps shown below are all examples, and may be replaced with other known steps.
本発明の一実施形態のエアバッグ用ノンコート織物の製造方法(以下、単に織物の製造方法ともいう)は、上記の本実施形態のノンコートエアバッグ用織物(エアバッグ用織物)の製造方法である。織物の製造方法は、織物の少なくとも一方の耳部において、それぞれ異なるクリンプ率をもって経糸方向に配された織糸YA、YBをそれぞれ異なる張力で製織し、YA、YBにかかるそれぞれの張力TA、TBが、TB≧TA×1.2の関係を満たすことを特徴とする。そのため、以下に示される他の工程は、いずれも例示であり、公知の他の工程に置き換えられてもよい。 [Manufacturing method of non-coated fabric for airbag]
A method for manufacturing an uncoated fabric for an airbag (hereinafter also simply referred to as a method for manufacturing a fabric) according to one embodiment of the present invention is the method for manufacturing an uncoated fabric for an airbag (airbag fabric) according to the present embodiment. . The fabric manufacturing method comprises weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the fabric with different tensions, and tensions TA and TB applied to YA and YB, respectively. is characterized by satisfying the relationship TB≧TA×1.2. Therefore, other steps shown below are all examples, and may be replaced with other known steps.
本実施形態の製造方法によれば、まず、織物に関連して上記した総繊度の経糸が整経され、織機に設置される。同様に緯糸が織機に設置される。織機は、特に限定されない。織機は、高密度織物を製織する場合は全幅テンプル装置を備える織機を使用することが好ましい。織機は、ウォータージェットルーム、エアジェットルーム、レピアルーム等が例示される。これらの中でも、高速製織が比較的容易であり、生産性を高めやすい点から、織機は、ウォータージェットルームが好ましい。
According to the manufacturing method of the present embodiment, first, the warp yarns having the total fineness described above in relation to the woven fabric are warped and installed on the loom. Similarly, the weft threads are placed on the loom. A loom is not particularly limited. It is preferable to use a loom equipped with a full-width temple device when weaving high-density fabrics. Examples of looms include water jet looms, air jet looms, rapier looms, and the like. Among these, a water jet loom is preferable as the loom because high-speed weaving is relatively easy and productivity can be easily improved.
製織の際、織物の地部を構成する経糸1本あたりにかける張力は、0.2~0.5cN/dtexの範囲に調整されることが好ましい。経糸の張力が上記範囲内である場合、得られる織物は、織物を構成するマルチフィラメント糸の糸束中の単繊維間空隙が減少することにより、寸法安定性が向上し得る。経糸張力が0.2cN/dtex未満の場合、製織中における緯糸の拘束力が低く、経糸と緯糸とが同密度の織物が得られにくい。一方、経糸張力が0.5cN/dtexを超える場合、織物において、経糸と緯糸の接触面積(密着度)が大きくなりやすい。そのため、経糸が毛羽立ちやすく、製織性が劣りやすい。平均経糸張力を調整する方法は特に限定されない。一例を挙げると、平均経糸張力は、織機の経糸送り出し速度を調整する方法、緯糸の打ち込み密度を調整する方法等により調整し得る。なお、平均経糸張力が上記範囲であるかどうかは、たとえば織機稼働中に経糸ビームとバックローラーの中央部分とにおいて、経糸1本当たりに加わる張力を張力測定器で測ることにより、確認し得る。
During weaving, it is preferable that the tension applied to each warp constituting the base portion of the fabric is adjusted in the range of 0.2 to 0.5 cN/dtex. When the warp tension is within the above range, the dimensional stability of the resulting woven fabric can be improved by reducing the inter-filament voids in the bundle of multifilament yarns constituting the woven fabric. If the warp tension is less than 0.2 cN/dtex, the binding force of the weft yarn during weaving is low, and it is difficult to obtain a fabric having the same density between the warp yarn and the weft yarn. On the other hand, when the warp tension exceeds 0.5 cN/dtex, the contact area (adhesion) between the warp and the weft tends to increase in the woven fabric. Therefore, the warp tends to become fuzzy, and the weaving properties tend to deteriorate. A method for adjusting the average warp tension is not particularly limited. For example, the average warp tension can be adjusted by a method of adjusting the warp let-off speed of the loom, a method of adjusting the weft driving density, or the like. Whether or not the average warp tension is within the above range can be confirmed, for example, by measuring the tension applied to each warp between the warp beam and the central portion of the back roller during operation of the loom with a tension measuring instrument.
また、織物の幅方向中央部における糸条断面の幅を厚みで除したアスペクト比を最適化するため、イージングタイミング、経糸ヘルド枠の開口量を調整することが好ましい。高密度な織物を製織する際、織り前の織り口後退により筬打ちタイミングでの急激な張力上昇が発生する。これにより経糸の糸条のアスペクト比が増加し、平滑な基布になってしまい、耐熱性が低下する。また、経糸張力の急激な上昇により糸切れや毛羽の発生原因となる。上記問題点を踏まえ、経糸開口時の張力上昇を抑えるため、開口角の最小化、具体的には開口角を24°以下に設定することが好ましい。また、製織密度にも左右されるが、筬打ち時の張力上昇を抑えるため、開口時の張力ピークとの兼ね合いを見つつ、イージングタイミングは、筬打ちタイミングより遅らせるよう、具体的には310°以上340°以下に調整することが好ましい。
Also, in order to optimize the aspect ratio obtained by dividing the width of the cross section of the yarn in the width direction central portion of the fabric by the thickness, it is preferable to adjust the easing timing and the opening amount of the warp heald frame. When weaving a high-density fabric, a sharp increase in tension occurs at the timing of beating due to the retraction of the weave opening before weaving. As a result, the aspect ratio of the warp yarns increases, resulting in a smooth base fabric and reduced heat resistance. In addition, a rapid increase in warp tension causes yarn breakage and fluff. In view of the above problems, it is preferable to minimize the shedding angle, specifically to set the shedding angle to 24° or less, in order to suppress the tension increase at the time of warp shedding. In addition, although it depends on the weaving density, in order to suppress the increase in tension during beating, the easing timing is delayed from the beating timing, specifically by 310°, while considering the tension peak at the time of shedding. It is preferable to adjust the angle to 340° or less.
本実施形態の織物の製造方法は、織機で製織される織物の少なくとも一方の耳部において、それぞれ異なるクリンプ率をもって経糸方向に配された織糸YA、YBをそれぞれ異なる張力で製織し、YA、YBにかかるそれぞれの張力TA、TBが、TB≧TA×1.2の関係を満たすことを特徴とする。それぞれ異なるクリンプ率をもつ経糸方向に配された織糸YA、YBは、経糸、絡み糸、増糸、耳締め糸のいずれかに限定されるものではない。織糸YA、YBは、経糸、増糸、耳締め糸のいずれかであることが好ましい。織糸YA、YBは、それぞれ同種のポリマー、または同じ総繊度であることが好ましい。織糸YA、YBは、異なるポリマー、または総繊度であってもよい。
In the fabric manufacturing method of the present embodiment, weaving yarns YA and YB arranged in the warp direction with different crimp ratios are woven with different tensions in at least one selvage of a fabric woven by a loom. Each tension TA, TB applied to YB is characterized by satisfying the relationship TB≧TA×1.2. The weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are not limited to warp yarns, entanglement yarns, additional yarns, and selvage tightening yarns. The weaving yarns YA and YB are preferably warp yarns, additional yarns, or selvage yarns. The yarns YA and YB are preferably of the same kind of polymer or have the same total fineness. Yarns YA, YB may be of different polymers or total fineness.
それぞれ異なるクリンプ率をもつ経糸方向に配された織糸YA、YBは、織物の少なくとも一方の耳部に繰り返し配することが好ましい。本実施形態における、織糸YA、YBを繰り返し配する部分は、織物の耳端から25mm以内に配することが好ましい。耳端から25mmを超える場合、織物は、織糸YA、YBの本数が増えるため、糸の通し作業ならびに張力管理が難しくなる。耳端から25mm以内の部位において、織糸YA、YBを配する位置・幅は特に限定されないが、製織時に発生する織り前の織り口後退とフレアの発生を効果的に抑止するためには、耳端から1~15mmの部位において、5mm以上の幅で織糸YA、YBを繰り返し配することが好ましい。
The weaving yarns YA and YB arranged in the warp direction and having different crimp ratios are preferably arranged repeatedly in at least one selvage of the fabric. In this embodiment, the portion where the weaving yarns YA and YB are repeatedly arranged is preferably arranged within 25 mm from the selvage of the fabric. If the length exceeds 25 mm from the edge of the selvage, the number of weaving yarns YA and YB in the woven fabric increases, making it difficult to thread the yarn and manage the tension. The position and width of the weaving yarns YA and YB within 25 mm from the edge of the selvage are not particularly limited. It is preferable that the weaving yarns YA and YB are repeatedly arranged with a width of 5 mm or more at a portion of 1 to 15 mm from the selvage.
本実施形態の織物の製造方法は、織糸YA、YBにかかるそれぞれの張力TA、TBは、TB≧TA×1.2の関係を満たすことが重要である。また、張力TA、TBは、TB≧TA×1.5の関係を満たすことが好ましく、TB≧TA×2.0の関係を満たすことがより好ましい。一般的に、製織時に織糸にかかる張力を大きくすると、その織糸のクリンプ率は小さくなる。一方、製織時に織糸にかかる張力を小さくすると、その織糸のクリンプ率は、大きくなる。YA、YBにかかるそれぞれの張力TA、TBの差を大きくすることで、クリンプ率の差を大きくし、クリンプ構造変化により織密度を高密度化できる効果を得られやすくなる。その結果、織物の製造方法は、製織時に発生する織り前の織り口後退とフレアの発生を効果的に抑制することができる。織糸YA、YBにかかるそれぞれの張力TA、TBを調整する方法は特に限定されない。一例を挙げると、張力TA、TBを調整する方法は、紙管やボビンなどから織糸を1本ずつ供給してスプリングワッシャーなどのテンサーで張力を管理する方法や、経糸ビームとは別に耳部の織糸用にビームを用意する方法、経糸ビームを整経する際に耳部の糸のみ巻取りの張力を変更する方法等により調整し得る。織糸YA、YBにかかるそれぞれの張力TA、TBの範囲は特に限定されない。張力TA、TBの範囲は、0.1~0.6cN/dtexの範囲で調整されることが好ましい。
In the fabric manufacturing method of the present embodiment, it is important that the respective tensions TA and TB applied to the weaving yarns YA and YB satisfy the relationship TB≧TA×1.2. Moreover, the tensions TA and TB preferably satisfy the relationship TB≧TA×1.5, and more preferably satisfy the relationship TB≧TA×2.0. In general, when the tension applied to the weaving yarn is increased during weaving, the crimp rate of the weaving yarn decreases. On the other hand, when the tension applied to the yarn during weaving is reduced, the crimp rate of the yarn increases. By increasing the difference between the respective tensions TA and TB applied to YA and YB, the difference in crimp rate is increased, and the change in crimp structure makes it easier to obtain the effect of increasing the weaving density. As a result, the fabric manufacturing method can effectively suppress the receding of the weave before weaving and the occurrence of flare during weaving. A method for adjusting the respective tensions TA and TB applied to the weaving yarns YA and YB is not particularly limited. For example, the tensions TA and TB can be adjusted by supplying weaving yarns one by one from a paper tube or bobbin and managing the tension with a tensor such as a spring washer. It can be adjusted by a method of preparing a beam for the warp yarn, a method of changing the tension for winding only the selvage yarn when the warp beam is warped, and the like. The ranges of the respective tensions TA and TB applied to the weaving yarns YA and YB are not particularly limited. The tensions TA and TB are preferably adjusted in the range of 0.1 to 0.6 cN/dtex.
本実施形態の織物の製造方法は、YA、YBを隣接させて配列することで平組織を構成することが好ましい。YA、YBを隣接させて配列することで、得られる織物は、クリンプ構造変化による高密度化の充分な効果を奏することができる。YA、YBの配列の方法は、例えば、YAとYBを1本ずつ交互に配列する方法(1:1)が好ましい。YA、YBの配列の方法は、配列を2:1としたり、10:1とするなど比率を変化させた場合や、配列を2:2としたり、8:8とするなど配列を適宜選択することでも織り口の後退とフレアの発生を抑制する効果を得ることができる。YA、YBの配列の方法は、YA、YBを1:1で隣接させて配列を繰り返して配することが特に好ましく、充分な抑制効果が得られやすくなる。YA、YBによって構成する織組織は、例えばYA、YBそれぞれを引きそろえるなどして畝組織を構成する場合でも本実施形態における効果を得ることができる。織組織は、が、耳締め性の優れる平組織であることが特に好ましい。
In the fabric manufacturing method of the present embodiment, it is preferable to form a plain weave by arranging YA and YB adjacent to each other. By arranging YA and YB adjacent to each other, the resulting woven fabric can exhibit a sufficient effect of increasing the density due to the change in crimp structure. The method of arranging YA and YB is preferably, for example, a method of alternately arranging YA and YB (1:1). The method of arranging YA and YB is such that the ratio is changed such that the arrangement is 2:1 or 10:1, or the arrangement is appropriately selected such as 2:2 or 8:8. In this way, it is possible to obtain the effect of suppressing the receding of the weave and the occurrence of flare. As for the method of arranging YA and YB, it is particularly preferable to arrange YA and YB adjacent to each other at a ratio of 1:1 so that the arrangement is repeated, and a sufficient inhibitory effect can be easily obtained. The woven structure composed of YA and YB can obtain the effects of the present embodiment even when the ridge structure is formed by aligning YA and YB, for example. The woven weave is particularly preferably a plain weave that is excellent in selvage tightening properties.
本実施形態の織物の製造方法は、YA、YBの少なくとも一方が、織物の地部を構成する経糸方向に配された織糸YCと同じ合成繊維からなることが好ましい。YA、YBが、例えば、YCとは総繊度または収縮が大きく異なる特性をもつ糸からなる場合、得られる織物は、地部と耳部とで織物としての厚みや収縮特性に差が現れやすい。そのため、得られる織物は、製織された織物がロールとして巻かれる際や、その後の精練、セット、コーティング工程において、耳部に皺が発生しやすい。YA、YBの少なくとも一方が、YCと同じ合成繊維であれば、地部と耳部との差が小さくなる。そのため、織物は、耳部の皺が発生しにくくなり、好ましい。また、YA、YB、YCが全て同じ合成繊維からなることが特に好ましい。
In the fabric manufacturing method of the present embodiment, at least one of YA and YB is preferably made of the same synthetic fiber as the weaving yarn YC arranged in the warp direction constituting the base of the fabric. For example, if YA and YB are made of yarns with characteristics such as total fineness or shrinkage that are significantly different from those of YC, the obtained fabric tends to show differences in thickness and shrinkage characteristics as a fabric between the base portion and the selvage portion. Therefore, the woven fabric obtained is likely to have wrinkles at the selvages when the woven fabric is wound into a roll and in the subsequent scouring, setting and coating processes. If at least one of YA and YB is the same synthetic fiber as YC, the difference between the base portion and the selvage portion is reduced. Therefore, the woven fabric is preferable because the selvage is less likely to wrinkle. Moreover, it is particularly preferable that YA, YB, and YC are all made of the same synthetic fiber.
本実施形態の織物の製造方法は、YCにかかる張力TCがTB>TC>TAの関係を満たすことが好ましい。TB>TC>TAの関係を満たすことで、図1に示されるような織物構造をもつ地部と、図2に示されるような織物構造をもつ耳部とが得られやすい。その結果、得られる織物は、地部よりも耳部における緯糸の打ち込みが入りやすくなる。その結果、織物は、製織時に発生する織り前の織り口後退とフレアの発生とが効果的に抑制され得る。TA、TBがTCよりも大きいと(TB>TA>TC)、地部よりも耳部の織糸のクリンプが小さくなる。そのため、織物は、耳部が粗硬になりやすく、皺発生の原因となる場合がある。また、織物は、製織中に耳端部のみに過度な張力がかかることで、耳崩れが生じてしまうことがある。また、TA、TBがTCよりも大きい場合(TA>TB>TC)、織物は、充分な耳締め性が得られず、織り口の後退とフレアの発生とを抑制する効果が得られにくくなる。
In the fabric manufacturing method of the present embodiment, the tension TC applied to YC preferably satisfies the relationship TB>TC>TA. By satisfying the relationship TB>TC>TA, it is easy to obtain the base portion having the woven structure as shown in FIG. 1 and the selvage portion having the woven structure as shown in FIG. As a result, the resulting woven fabric is more likely to be driven by the weft in the selvage than in the base. As a result, the woven fabric can effectively suppress the receding of the weave before weaving and the occurrence of flare during weaving. When TA and TB are larger than TC (TB>TA>TC), the crimp of the weaving yarn in the selvage portion is smaller than that in the base portion. Therefore, the woven fabric tends to have coarse and hard selvages, which may cause wrinkles. In addition, when excessive tension is applied only to the edge of the selvage during weaving, the selvage of the woven fabric may collapse. If TA and TB are larger than TC (TA > TB > TC), the woven fabric cannot obtain sufficient selvage tightening properties, and it becomes difficult to obtain the effect of suppressing the receding of the texture and the occurrence of flare. .
製織が終わると、得られた織物は、必要に応じて、乾燥処理が行われる。乾燥温度は、通常80℃以上である。乾燥温度が80℃以上である場合、織物は、乾熱収縮率が小さく、寸法安定性が向上する。その結果、織物は、エアバッグとして好適に使用し得る。
After the weaving is finished, the resulting fabric is dried if necessary. The drying temperature is usually 80° C. or higher. When the drying temperature is 80° C. or higher, the woven fabric has a small dry heat shrinkage and improved dimensional stability. As a result, the woven fabric can be suitably used as an airbag.
次に、織物は、精練、熱セット等の加工が適宜施される。精練加工における精練温度は、20℃以上であることが好ましく、25℃以上であることがより好ましい。また、精練温度は、90℃以下であることが好ましく、80℃以下であることがより好ましい。精練温度が20℃以上である場合、織物は、残留した歪みが除去され、織物の寸法安定性が向上し得る。そのため、織物は、寸法安定性が向上し得る。また、精練温度が80℃以下である場合、織物の過度な収縮が抑制される。その結果、織物は、糸条が織物に対して扁平に広がり、低通気性が向上し得る。
Next, the fabric is appropriately subjected to processing such as scouring and heat setting. The scouring temperature in the scouring process is preferably 20° C. or higher, more preferably 25° C. or higher. Also, the scouring temperature is preferably 90° C. or lower, more preferably 80° C. or lower. If the scouring temperature is 20° C. or higher, the fabric may be freed of residual strain and the dimensional stability of the fabric may be improved. As such, the fabric may have improved dimensional stability. Further, when the scouring temperature is 80° C. or less, excessive shrinkage of the fabric is suppressed. As a result, in the woven fabric, the threads spread flatly with respect to the woven fabric, and the low breathability can be improved.
熱セットにおける熱セット温度は、精練と同じく、製織後の織物に残留した歪みを除去することができ、マルチフィラメント糸の大きな収縮を抑制し得る温度であることが好ましい。具体的には、熱セット温度は、110℃以上であることが好ましく、120℃以上であることがより好ましい。また、熱セット温度は、180℃以下であることが好ましく。170℃以下であることがより好ましい。熱セット温度が上記範囲内である場合、得られる織物は、織物への熱害、および過度な収縮が抑制され、低通気性が向上し得る。
As with scouring, the heat setting temperature in heat setting is preferably a temperature that can remove residual strain in the woven fabric after weaving and can suppress large shrinkage of the multifilament yarn. Specifically, the heat setting temperature is preferably 110° C. or higher, more preferably 120° C. or higher. Also, the heat setting temperature is preferably 180° C. or lower. It is more preferably 170° C. or less. When the heat-setting temperature is within the above range, the obtained woven fabric can be prevented from heat damage and excessive shrinkage, and can be improved in low air permeability.
以上の工程を経た織物は、耳カットが適宜施されてもよい。本実施形態の織物は、耳カットが施されることにより、裁断時の位置調整が容易となる。耳カットで廃棄される織物の部位としては、織物の耳端から絡み糸、増糸、耳締め糸、熱セットでピン穴がつく耳端から25mm程度までの経糸までをカットする。耳部の織物として使用しない部位をカットすることで、織物の製造方法は、裁断工程で積層可能な枚数が増え、裁断効率が向上し得る。
The woven fabric that has undergone the above processes may be subjected to selvage cutting as appropriate. The woven fabric of the present embodiment is subjected to selvage cuts, thereby facilitating position adjustment at the time of cutting. The portions of the fabric to be discarded in the selvage cutting are cut from the selvage of the fabric to the entwining thread, additional yarn, selvage tightening thread, and the warp up to about 25 mm from the selvage where the pin hole is made by heat setting. By cutting the portion of the selvage that is not used as the woven fabric, the woven fabric manufacturing method can increase the number of sheets that can be laminated in the cutting process, and the cutting efficiency can be improved.
以上、本実施形態の製造方法によれば、エアバッグ用ノンコート織物の製織時の耳端部の織り口後退を抑制することでき、高密度かつ低通気性および収納性に優れたエアバッグ用ノンコート織物を提供することができる。
As described above, according to the manufacturing method of the present embodiment, it is possible to suppress the receding of the weave opening at the edge of the selvage during weaving of the non-coated fabric for airbags, and the non-coated fabric for airbags with high density, low breathability, and excellent storability. Textiles can be provided.
以上、本発明の一実施形態について説明した。本発明は、上記実施形態に格別限定されない。なお、上記した実施形態は、以下の構成を有する発明を主に説明するものである。
An embodiment of the present invention has been described above. The present invention is not particularly limited to the above embodiments. It should be noted that the above-described embodiment mainly describes an invention having the following configuration.
(1)単繊維が略丸型断面を有する、合成繊維からなる織物であり、350℃に熱した鉄棒を基布に落下させる熱抵抗試験において、溶融落下時間が1.1秒以上であり、下記式(1)で表されるカバー指数Xが23000以上である、エアバッグ用ノンコート織物。
カバー指数X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 (1) A woven fabric made of synthetic fibers whose monofilaments have a substantially round cross section, and in a thermal resistance test in which an iron bar heated to 350 ° C. is dropped onto the base fabric, the melt drop time is 1.1 seconds or more, A non-coated fabric for airbags, wherein the cover index X represented by the following formula (1) is 23000 or more.
Cover index X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
カバー指数X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 (1) A woven fabric made of synthetic fibers whose monofilaments have a substantially round cross section, and in a thermal resistance test in which an iron bar heated to 350 ° C. is dropped onto the base fabric, the melt drop time is 1.1 seconds or more, A non-coated fabric for airbags, wherein the cover index X represented by the following formula (1) is 23000 or more.
Cover index X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
(2)下記式(2)で表される織物の地部における経糸と緯糸との糸条のアスペクト比Aは、3.0~4.0である、(1)記載のエアバッグ用ノンコート織物。
(2) The non-coated fabric for airbags according to (1), wherein the aspect ratio A of the warp and weft yarns in the base portion of the fabric represented by the following formula (2) is 3.0 to 4.0. .

(3)前記織物の少なくとも一方の耳部において、それぞれ異なるクリンプ率をもつ経糸方向に配された織糸YAおよびYBを有し、
YAおよびYBは、繰り返し配列されており、
YAのクリンプ率CAおよびYBのクリンプ率CBは、CA≧CB×1.2の関係を満たす、(1)または(2)記載のエアバッグ用ノンコート織物。 (3) having weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the fabric;
YA and YB are arranged repeatedly,
The non-coated fabric for airbags according to (1) or (2), wherein the crimp rate CA of YA and the crimp rate CB of YB satisfy the relationship CA≧CB×1.2.
YAおよびYBは、繰り返し配列されており、
YAのクリンプ率CAおよびYBのクリンプ率CBは、CA≧CB×1.2の関係を満たす、(1)または(2)記載のエアバッグ用ノンコート織物。 (3) having weaving yarns YA and YB arranged in the warp direction with different crimp ratios in at least one selvage of the fabric;
YA and YB are arranged repeatedly,
The non-coated fabric for airbags according to (1) or (2), wherein the crimp rate CA of YA and the crimp rate CB of YB satisfy the relationship CA≧CB×1.2.
(4)ASTM D 6467に基づいて測定される動的通気度が300mm/s以下である、(1)~(3)のいずれかに記載のエアバッグ用ノンコート織物。
(4) The non-coated fabric for airbags according to any one of (1) to (3), which has a dynamic air permeability of 300 mm/s or less as measured according to ASTM D 6467.
(5)構成糸のフィラメント数が90~150本である、(1)~(4)のいずれかに記載のエアバッグ用ノンコート織物。
(5) The non-coated fabric for airbags according to any one of (1) to (4), wherein the number of filaments of the constituent yarn is 90 to 150.
(6)構成糸の総繊度が450~950dtexである、(1)~(5)のいずれかに記載のエアバッグ用ノンコート織物。
(6) The non-coated fabric for airbags according to any one of (1) to (5), wherein the total fineness of the constituent threads is 450 to 950 dtex.
以下、実施例により本発明を具体的に説明する。本発明は、これら実施例に何ら限定されない。なお、以下の実施例において、それぞれの特性値は、以下の方法により算出した。
The present invention will be specifically described below with reference to examples. The present invention is by no means limited to these examples. In addition, in the following examples, each characteristic value was calculated by the following method.
<特性値の算出方法>
(総繊度)
総繊度Dは、JIS L 1013:2010 8.3.1 A法により、所定荷重0.045cN/dtexで正量繊度を測定することにより算出した。 <Method for calculating characteristic values>
(total fineness)
The total fineness D was calculated according to JIS L 1013:2010 8.3.1 A method by measuring the regular fineness with a predetermined load of 0.045 cN/dtex.
(総繊度)
総繊度Dは、JIS L 1013:2010 8.3.1 A法により、所定荷重0.045cN/dtexで正量繊度を測定することにより算出した。 <Method for calculating characteristic values>
(total fineness)
The total fineness D was calculated according to JIS L 1013:2010 8.3.1 A method by measuring the regular fineness with a predetermined load of 0.045 cN/dtex.
(フィラメント数)
フィラメント数は、JIS L 1013:2010 8.4の方法に基づいて算出した。 (number of filaments)
The number of filaments was calculated based on the method of JIS L 1013:2010 8.4.
フィラメント数は、JIS L 1013:2010 8.4の方法に基づいて算出した。 (number of filaments)
The number of filaments was calculated based on the method of JIS L 1013:2010 8.4.
(単繊維径)
単繊維径d(μm)は、下記式(3)より算出した。 (single fiber diameter)
The single fiber diameter d (μm) was calculated from the following formula (3).
単繊維径d(μm)は、下記式(3)より算出した。 (single fiber diameter)
The single fiber diameter d (μm) was calculated from the following formula (3).

(織密度)
経糸および緯糸のそれぞれの織密度は、JIS L 1096:2010 8.6.1に基づいて算出した。具体的には、試料を平らな台上に置き、不自然なしわや張力を除いて、異なる5箇所について2.54cmの区間の経糸および緯糸の本数を数え、それぞれの平均値を算出した。 (weave density)
The weave density of each warp and weft was calculated based on JIS L 1096:2010 8.6.1. Specifically, the sample was placed on a flat table, unnatural wrinkles and tension were removed, and the number of warp and weft yarns in a 2.54 cm section was counted at five different locations, and the average value of each was calculated.
経糸および緯糸のそれぞれの織密度は、JIS L 1096:2010 8.6.1に基づいて算出した。具体的には、試料を平らな台上に置き、不自然なしわや張力を除いて、異なる5箇所について2.54cmの区間の経糸および緯糸の本数を数え、それぞれの平均値を算出した。 (weave density)
The weave density of each warp and weft was calculated based on JIS L 1096:2010 8.6.1. Specifically, the sample was placed on a flat table, unnatural wrinkles and tension were removed, and the number of warp and weft yarns in a 2.54 cm section was counted at five different locations, and the average value of each was calculated.
(カバー指数)
カバー指数Xは以下の式(1)によって算出した。
X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 (cover index)
The cover index X was calculated by the following formula (1).
X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
カバー指数Xは以下の式(1)によって算出した。
X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 (cover index)
The cover index X was calculated by the following formula (1).
X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments
(糸条のアスペクト比)
織物地部の経糸12又は緯糸12の中心部13で厚み方向に切断し、切断面をSEM写真により観察し、切断した断面の緯糸の上下に配置した経糸、もしくは切断した断面の経糸の上下に配置した緯糸について無作為にそれぞれ5箇所(合計10箇所)の緯糸断面および経糸断面11を選定し、それぞれの断面において、織物厚み方向、および幅方向(厚み方向と垂直の方向)の単繊維の広がり(aおよびb)を計測し、5点平均した値をそれぞれap、af、bp、bfと置き、式(2)を用いて織物地部における糸条のアスペクト比Aを求めた(図3参照)。 (Yarn aspect ratio)
Thewarp 12 or the center 13 of the weft 12 of the woven fabric is cut in the thickness direction, the cut surface is observed with an SEM photograph, and the warp arranged above and below the weft of the cut cross section, or above and below the warp of the cut cross section Five (10 in total) weft cross sections and warp cross sections 11 were selected at random for the arranged wefts, and in each cross section, single fibers in the fabric thickness direction and width direction (direction perpendicular to the thickness direction) were measured. The spread (a and b) is measured, the values obtained by averaging five points are set as a p , a f , b p , and b f , and the aspect ratio A of the yarn in the woven fabric is obtained using the formula (2). (See Figure 3).
織物地部の経糸12又は緯糸12の中心部13で厚み方向に切断し、切断面をSEM写真により観察し、切断した断面の緯糸の上下に配置した経糸、もしくは切断した断面の経糸の上下に配置した緯糸について無作為にそれぞれ5箇所(合計10箇所)の緯糸断面および経糸断面11を選定し、それぞれの断面において、織物厚み方向、および幅方向(厚み方向と垂直の方向)の単繊維の広がり(aおよびb)を計測し、5点平均した値をそれぞれap、af、bp、bfと置き、式(2)を用いて織物地部における糸条のアスペクト比Aを求めた(図3参照)。 (Yarn aspect ratio)
The

(熱抵抗試験における溶融落下時間)
織物地部の異なる5か所について、経糸と緯糸に沿った150mm×150mmで試験片を切り出した後、ホットロッドテスター(MEGA SCIENCE社製)に試験片を装着した。また前記装置でホットロッド(スチール材質、直径10mm、長さ82mm、重量50g、熱伝導率55W/m・K)を350℃で1時間加熱して、前記試片から距離100mm離隔するように試片の上側方向に配置し、前記位置でホットロッドを試片側へ自由落下させた。このように自由落下させたホットロッドが、自由落下を開始した瞬間から試片が完全に通過し、受け皿底部へ接触するまでの時間taを測定し、そこから試験片を設置していない状態での棒の落下時間tbを引いたΔtの平均値を熱抵抗試験における溶融落下時間として算出した。 (Melting drop time in thermal resistance test)
After cutting test pieces of 150 mm×150 mm along the warp and weft at five different locations on the woven fabric, the test pieces were attached to a hot rod tester (manufactured by MEGA SCIENCE). In addition, a hot rod (steel material,diameter 10 mm, length 82 mm, weight 50 g, thermal conductivity 55 W / m K) was heated at 350 ° C. for 1 hour with the above device, and the test piece was separated from the test piece by a distance of 100 mm. The hot rod was placed in the upward direction of the piece and allowed to freely fall to the side of the specimen at said position. From the moment the free-falling hot rod starts free-falling, measure the time t a from when the test piece completely passes through to when it touches the bottom of the pan, and then measure the time t a when the test piece is not installed. The average value of Δt minus the drop time t b of the bar at 100° C. was calculated as the melt drop time in the thermal resistance test.
織物地部の異なる5か所について、経糸と緯糸に沿った150mm×150mmで試験片を切り出した後、ホットロッドテスター(MEGA SCIENCE社製)に試験片を装着した。また前記装置でホットロッド(スチール材質、直径10mm、長さ82mm、重量50g、熱伝導率55W/m・K)を350℃で1時間加熱して、前記試片から距離100mm離隔するように試片の上側方向に配置し、前記位置でホットロッドを試片側へ自由落下させた。このように自由落下させたホットロッドが、自由落下を開始した瞬間から試片が完全に通過し、受け皿底部へ接触するまでの時間taを測定し、そこから試験片を設置していない状態での棒の落下時間tbを引いたΔtの平均値を熱抵抗試験における溶融落下時間として算出した。 (Melting drop time in thermal resistance test)
After cutting test pieces of 150 mm×150 mm along the warp and weft at five different locations on the woven fabric, the test pieces were attached to a hot rod tester (manufactured by MEGA SCIENCE). In addition, a hot rod (steel material,
(動的通気度)
ASTM D 6476-02に則り、TEXTEST社製エアバッグ専用通気性試験機FX3350を用い、テストヘッドは400cm3のものを用い、テストヘッドに充填する圧縮空気の圧力(START PRESSURE)は、織物にかかる最大圧力が100±5kPaになるように調整し、テストヘッドに充填した圧縮空気を解放して布帛の試料に当て、経時的に圧力および通気度を測定した。測定は試料の異なる場所の6か所にて行った。測定の結果得られた圧力-動的通気度曲線において最大圧力到達後の上限圧力(UPPER LIMIT:70kPa)~下限圧力(LOWER LIMIT:30kPa)の範囲内の平均流速(mm/sec)を求め、平均値を動的通気度(mm/sec)として求めた。 (dynamic air permeability)
In accordance with ASTM D 6476-02, using the airbag air permeability tester FX3350 manufactured by TEXTEST, using a test head of 400 cm3, the pressure of compressed air (START PRESSURE) filled in the test head is the maximum applied to the fabric. The pressure was adjusted to 100±5 kPa, the compressed air filled in the test head was released and applied to the fabric sample, and the pressure and air permeability were measured over time. Measurements were taken at 6 different locations on the sample. The average flow velocity (mm/sec) within the range from the upper limit pressure (UPPER LIMIT: 70 kPa) to the lower limit pressure (LOWER LIMIT: 30 kPa) after reaching the maximum pressure in the pressure-dynamic air permeability curve obtained as a result of the measurement is obtained, The average value was determined as the dynamic air permeability (mm/sec).
ASTM D 6476-02に則り、TEXTEST社製エアバッグ専用通気性試験機FX3350を用い、テストヘッドは400cm3のものを用い、テストヘッドに充填する圧縮空気の圧力(START PRESSURE)は、織物にかかる最大圧力が100±5kPaになるように調整し、テストヘッドに充填した圧縮空気を解放して布帛の試料に当て、経時的に圧力および通気度を測定した。測定は試料の異なる場所の6か所にて行った。測定の結果得られた圧力-動的通気度曲線において最大圧力到達後の上限圧力(UPPER LIMIT:70kPa)~下限圧力(LOWER LIMIT:30kPa)の範囲内の平均流速(mm/sec)を求め、平均値を動的通気度(mm/sec)として求めた。 (dynamic air permeability)
In accordance with ASTM D 6476-02, using the airbag air permeability tester FX3350 manufactured by TEXTEST, using a test head of 400 cm3, the pressure of compressed air (START PRESSURE) filled in the test head is the maximum applied to the fabric. The pressure was adjusted to 100±5 kPa, the compressed air filled in the test head was released and applied to the fabric sample, and the pressure and air permeability were measured over time. Measurements were taken at 6 different locations on the sample. The average flow velocity (mm/sec) within the range from the upper limit pressure (UPPER LIMIT: 70 kPa) to the lower limit pressure (LOWER LIMIT: 30 kPa) after reaching the maximum pressure in the pressure-dynamic air permeability curve obtained as a result of the measurement is obtained, The average value was determined as the dynamic air permeability (mm/sec).
(織口接触タイミング)
織機にて、筬が最前位置から後退し、開口した経糸中に緯糸が挿入され、筬が前進して緯糸を打ち込むという一連の織機の周期的運動を織機の回転角0°~360°で表し、筬が最前位置となる状態を回転角0°として、筬が緯糸を打ち込む際に織口が接触する瞬間の回転角を測定し、織口接触タイミングとした。織口接触タイミングは、織機が運転して織物を製織している際に、織機用のタイミングライトを当てて測定し、織物の中央の地部と、緯糸の給糸側・反給糸側のそれぞれの耳部で測定し、耳部については給糸側・反給糸側の平均値を算出した。織口後退の評価は、地部と耳部の差を織口後退の大きさとして判断し、3°未満を「S」、3°以上6°未満を「A」、6°以上8°未満を「B」、8°以上を「C」とした。 (Texture contact timing)
A series of periodic movements of the loom, in which the reed moves backward from the forefront position, the weft thread is inserted into the open warp threads, and the reed moves forward to drive the weft thread, is represented by the rotation angle of the loom from 0° to 360°. With the reed being at the foremost position as the rotation angle of 0°, the rotation angle at the moment when the reed touches the weft when the reed drives the weft yarn was measured and used as the weave contact timing. The weave contact timing is measured by applying a timing light for the loom while the loom is operating and weaving the fabric, and the ground part in the center of the fabric and the weft supply side / anti-yarn supply side are measured. Each selvage was measured, and the selvage was calculated as the average value of the yarn feeding side and the non-yarn feeding side. For the evaluation of weave receding, the difference between the ground part and the selvage is judged as the size of the weave receding. was "B", and 8° or more was "C".
織機にて、筬が最前位置から後退し、開口した経糸中に緯糸が挿入され、筬が前進して緯糸を打ち込むという一連の織機の周期的運動を織機の回転角0°~360°で表し、筬が最前位置となる状態を回転角0°として、筬が緯糸を打ち込む際に織口が接触する瞬間の回転角を測定し、織口接触タイミングとした。織口接触タイミングは、織機が運転して織物を製織している際に、織機用のタイミングライトを当てて測定し、織物の中央の地部と、緯糸の給糸側・反給糸側のそれぞれの耳部で測定し、耳部については給糸側・反給糸側の平均値を算出した。織口後退の評価は、地部と耳部の差を織口後退の大きさとして判断し、3°未満を「S」、3°以上6°未満を「A」、6°以上8°未満を「B」、8°以上を「C」とした。 (Texture contact timing)
A series of periodic movements of the loom, in which the reed moves backward from the forefront position, the weft thread is inserted into the open warp threads, and the reed moves forward to drive the weft thread, is represented by the rotation angle of the loom from 0° to 360°. With the reed being at the foremost position as the rotation angle of 0°, the rotation angle at the moment when the reed touches the weft when the reed drives the weft yarn was measured and used as the weave contact timing. The weave contact timing is measured by applying a timing light for the loom while the loom is operating and weaving the fabric, and the ground part in the center of the fabric and the weft supply side / anti-yarn supply side are measured. Each selvage was measured, and the selvage was calculated as the average value of the yarn feeding side and the non-yarn feeding side. For the evaluation of weave receding, the difference between the ground part and the selvage is judged as the size of the weave receding. was "B", and 8° or more was "C".
(織物の耳たぶりの発生有無)
織りあがった織物を長さ1mにカットして平らな机上に広げて、耳部の最も浮き上がった部分の高さを1mm刻み(1mm未満の量は四捨五入)で測定し、両方の耳部の平均値を算出した。評価は、耳たぶり高さを大きさとして判断し、8mm未満を「S」、8mm以上10mm未満を「A」、10mm以上12mm未満を「B」、12mm以上を「C」とした。また、耳崩れの発生した織物は「-」とした。 (Presence or absence of ear lobes in fabric)
Cut the woven fabric to a length of 1 m and spread it on a flat desk, measure the height of the most raised part of the selvage in 1 mm increments (round off amounts less than 1 mm), and average both selvages value was calculated. In the evaluation, the height of the earlobe was judged as the size, and less than 8 mm was evaluated as "S", 8 mm or more and less than 10 mm as "A", 10 mm or more and less than 12 mm as "B", and 12 mm or more as "C". Also, the woven fabric in which selvedge occurred was rated as "-".
織りあがった織物を長さ1mにカットして平らな机上に広げて、耳部の最も浮き上がった部分の高さを1mm刻み(1mm未満の量は四捨五入)で測定し、両方の耳部の平均値を算出した。評価は、耳たぶり高さを大きさとして判断し、8mm未満を「S」、8mm以上10mm未満を「A」、10mm以上12mm未満を「B」、12mm以上を「C」とした。また、耳崩れの発生した織物は「-」とした。 (Presence or absence of ear lobes in fabric)
Cut the woven fabric to a length of 1 m and spread it on a flat desk, measure the height of the most raised part of the selvage in 1 mm increments (round off amounts less than 1 mm), and average both selvages value was calculated. In the evaluation, the height of the earlobe was judged as the size, and less than 8 mm was evaluated as "S", 8 mm or more and less than 10 mm as "A", 10 mm or more and less than 12 mm as "B", and 12 mm or more as "C". Also, the woven fabric in which selvedge occurred was rated as "-".
(展開試験)
運転席用エアバッグ、パイロ型インフレーター(出力190kpa)、圧力計、アンプ、固定金具を用いてモジュールを組み立て実施した。25℃環境下で展開試験を行い、展開時の縫製部の目開き、およびバーストの有無と、ピーク内圧を観察した。評価は、目開き・バーストの有無とピーク内圧を判断し、目開き無し、かつピーク内圧50kPa以上を「S」、目開き有り、またはピーク内圧50kPa未満を「A」、目開き有り、かつピーク内圧50kPa未満を「B」、バーストが発生したものを「C」とした。なお、運転席用エアバッグは下記のとおり作成した。 (deployment test)
A module was assembled using an airbag for the driver's seat, a pyrotype inflator (output 190 kpa), a pressure gauge, an amplifier, and a fixing bracket. A deployment test was conducted under an environment of 25° C., and the opening of the sewn part during deployment, the presence or absence of burst, and the peak internal pressure were observed. The evaluation is based on the presence or absence of eye opening/burst and the peak internal pressure. An internal pressure of less than 50 kPa was rated as "B", and a burst was rated as "C". The airbag for the driver's seat was made as follows.
運転席用エアバッグ、パイロ型インフレーター(出力190kpa)、圧力計、アンプ、固定金具を用いてモジュールを組み立て実施した。25℃環境下で展開試験を行い、展開時の縫製部の目開き、およびバーストの有無と、ピーク内圧を観察した。評価は、目開き・バーストの有無とピーク内圧を判断し、目開き無し、かつピーク内圧50kPa以上を「S」、目開き有り、またはピーク内圧50kPa未満を「A」、目開き有り、かつピーク内圧50kPa未満を「B」、バーストが発生したものを「C」とした。なお、運転席用エアバッグは下記のとおり作成した。 (deployment test)
A module was assembled using an airbag for the driver's seat, a pyrotype inflator (output 190 kpa), a pressure gauge, an amplifier, and a fixing bracket. A deployment test was conducted under an environment of 25° C., and the opening of the sewn part during deployment, the presence or absence of burst, and the peak internal pressure were observed. The evaluation is based on the presence or absence of eye opening/burst and the peak internal pressure. An internal pressure of less than 50 kPa was rated as "B", and a burst was rated as "C". The airbag for the driver's seat was made as follows.
準備したエアバッグ用ノンコート織物から、外径φ640mmの円形の本体パネル2枚と、外径φ240mmの円形の補強布パネル3枚を採取した。本体パネル、補強布パネルの中心に、φ76mmのインフレーター取付け口を設けた。
Two circular body panels with an outer diameter of φ640 mm and three circular reinforcing fabric panels with an outer diameter of φ240 mm were collected from the prepared uncoated airbag fabric. A φ76 mm inflator mounting port is provided at the center of the main body panel and the reinforcing fabric panel.
その後、補強布パネル3枚と本体パネル1枚の取付け口とを重ね合わせ、取付け口の中心からφ85mm、φ180mm、φ196mmの位置を、ピッチ2.5mmの本縫にて、円形に縫製した。その後、もう1枚の本体パネルを、上記4枚を重ねたパネルに、経糸方向が45度ずれるように重ね合わせ、取付け口の中心からφ615mmの位置を、ピッチ2.5mmの二重環縫にて、円形に縫製した。
After that, three reinforcing fabric panels and one main body panel were overlapped and sewn in a circular shape at φ85 mm, φ180 mm, and φ196 mm from the center of the mounting opening with lockstitching at a pitch of 2.5 mm. After that, another main body panel is superimposed on the above four panels so that the warp direction is shifted by 45 degrees, and the position of φ615mm from the center of the installation opening is double chain stitched with a pitch of 2.5mm. and sewed in a circular shape.
得られたバッグに固定金具との固定に必要なボルト穴を設けた後、補強布が内側になるようバッグを反転し、運転席用エアバッグとした。
After making the necessary bolt holes in the resulting bag to fix it to the fixing bracket, the bag was turned over so that the reinforcing fabric was on the inside, making it an airbag for the driver's seat.
<実施例1>
(経糸、緯糸)
経糸および緯糸として、ナイロン66からなり、円形の断面形状を有し、単繊維繊度が3.5dtexの単繊維136フィラメントで構成され、総繊度が470dtexであり、引張強度が8.5cN/dtex、伸度が23.5%であり、無撚りの合成繊維フィラメントを準備した。 <Example 1>
(warp, weft)
The warp and weft are made of nylon 66, have a circular cross-sectional shape, are composed of 136 single filaments with a single fiber fineness of 3.5 dtex, a total fineness of 470 dtex, and a tensile strength of 8.5 cN/dtex. A non-twisted synthetic fiber filament having an elongation of 23.5% was prepared.
(経糸、緯糸)
経糸および緯糸として、ナイロン66からなり、円形の断面形状を有し、単繊維繊度が3.5dtexの単繊維136フィラメントで構成され、総繊度が470dtexであり、引張強度が8.5cN/dtex、伸度が23.5%であり、無撚りの合成繊維フィラメントを準備した。 <Example 1>
(warp, weft)
The warp and weft are made of nylon 66, have a circular cross-sectional shape, are composed of 136 single filaments with a single fiber fineness of 3.5 dtex, a total fineness of 470 dtex, and a tensile strength of 8.5 cN/dtex. A non-twisted synthetic fiber filament having an elongation of 23.5% was prepared.
(製織)
上記の糸を地部糸として経糸、緯糸に用い、全幅テンプルを備えるウォータージェット織機を使用して、経糸の織密度57本/2.54cm、緯糸の織密度57本/2.54cmの平織物を製織した。その際、経糸張力を0.4cN/dtexに調整した。また、イージングタイミングは330°に設定し、経糸開口量は開口角を24°に設定し製織を実施した。 (weaving)
Using the above yarn as the base yarn for the warp and weft, using a water jet loom equipped with a full-width temple, a plain weave with a warp weaving density of 57 / 2.54 cm and a weft weaving density of 57 / 2.54 cm. woven. At that time, the warp tension was adjusted to 0.4 cN/dtex. The weaving was carried out with the easing timing set at 330° and the warp shedding angle set at 24°.
上記の糸を地部糸として経糸、緯糸に用い、全幅テンプルを備えるウォータージェット織機を使用して、経糸の織密度57本/2.54cm、緯糸の織密度57本/2.54cmの平織物を製織した。その際、経糸張力を0.4cN/dtexに調整した。また、イージングタイミングは330°に設定し、経糸開口量は開口角を24°に設定し製織を実施した。 (weaving)
Using the above yarn as the base yarn for the warp and weft, using a water jet loom equipped with a full-width temple, a plain weave with a warp weaving density of 57 / 2.54 cm and a weft weaving density of 57 / 2.54 cm. woven. At that time, the warp tension was adjusted to 0.4 cN/dtex. The weaving was carried out with the easing timing set at 330° and the warp shedding angle set at 24°.
その際、織物の両方の耳部には絡み糸、増糸、耳締め糸を使用した。絡み糸としては、22detexのナイロン66モノフィラメントを使用し、両方の耳部に2本ずつ、遊星装置から供給した。増糸は、絡み糸と同様の22dtexのナイロン66モノフィラメントを使用し、両方の耳部に8本ずつ、ボビンから供給した。耳締め糸としては、地部を構成する経糸と同じ470dtexの無撚りの合成繊維フィラメントを使用し、両方の耳部に24本ずつ使用した。耳締め糸は、供給時の張力を管理するため、耳締め糸を12本巻いたビームを両方の耳部に2つずつ用意し、経糸の供給速度をそれぞれ調整することで張力を調整した。耳締め糸を供給するビームは、供給張力を0.20cN/dtexに調整した低張力用のものと、0.50cN/dtexに調整した高張力用のものを用意し、耳端部側から順に低張力(YA)の糸と、高張力の糸(YB)を1:1で交互に配列させて、製織した。また、地部を構成する経糸(YC)の張力は0.40cN/dtexで製織した。
At that time, entwining threads, additional threads, and ear tightening threads were used for both ears of the fabric. The leno yarn used was a 22 detex nylon 66 monofilament, two on each ear, fed from a planetary system. As the additional yarn, a 22 dtex nylon 66 monofilament similar to the leno yarn was used, and 8 yarns were supplied to each selvage from a bobbin. As the selvage tightening threads, the same 470 dtex untwisted synthetic fiber filaments as the warp constituting the base were used, and 24 filaments were used for each of the selvages. For the selvage tightening yarn, in order to control the tension at the time of supply, two beams on which 12 selvage tightening yarns were wound were prepared for each selvage, and the tension was adjusted by adjusting the supply speed of the warp yarn. The beam for supplying the selvage tightening thread is prepared with a low tension beam with a supply tension of 0.20 cN/dtex and a high tension beam with a supply tension of 0.50 cN/dtex. Low tension (YA) and high tension (YB) yarns were alternately arranged in a 1:1 ratio for weaving. The tension of the warp yarns (YC) forming the base portion was 0.40 cN/dtex.
製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが12%であるYAと、クリンプ率CBが4%であるYBが繰り返し配されており、また地部を構成するYCのクリンプ率は10%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好となった。
In weaving, we were able to keep the receding back of the weave at the selvage to a minimum. YA with a crimp rate CA of 12% and YB with a crimp rate CB of 4% are repeatedly arranged in the selvage portion of the obtained fabric, and the crimp rate of YC constituting the ground portion is 10%. The woven fabric thus obtained had a small selvage, and the selvage tightness was uniform and good.
(精練および熱セット)
次いで、得られた織物を、オープンソーパー型精練機にて80℃で精練し、40℃で湯洗いし、120℃で織物を乾燥させた。さらに、ピンテンター乾燥機を用いて、乾燥後の織物幅より50mm狭い幅になるよう幅出し率を設定し、160℃にて60秒間、織物を熱セットした。得られた織物の特性を表1に示す。 (scouring and heat setting)
Then, the resulting fabric was scoured at 80°C with an open soap scouring machine, washed with hot water at 40°C, and dried at 120°C. Further, using a pin tenter dryer, the width ratio was set so that the width was 50 mm narrower than the width of the fabric after drying, and the fabric was heat set at 160° C. for 60 seconds. Table 1 shows the properties of the resulting fabric.
次いで、得られた織物を、オープンソーパー型精練機にて80℃で精練し、40℃で湯洗いし、120℃で織物を乾燥させた。さらに、ピンテンター乾燥機を用いて、乾燥後の織物幅より50mm狭い幅になるよう幅出し率を設定し、160℃にて60秒間、織物を熱セットした。得られた織物の特性を表1に示す。 (scouring and heat setting)
Then, the resulting fabric was scoured at 80°C with an open soap scouring machine, washed with hot water at 40°C, and dried at 120°C. Further, using a pin tenter dryer, the width ratio was set so that the width was 50 mm narrower than the width of the fabric after drying, and the fabric was heat set at 160° C. for 60 seconds. Table 1 shows the properties of the resulting fabric.
(展開試験)
次いで、得られた織物を、縫製し、エアバッグの作製および該エアバッグでの展開試験を実施した。 (deployment test)
Next, the obtained woven fabric was sewn, an airbag was produced, and a deployment test was conducted on the airbag.
次いで、得られた織物を、縫製し、エアバッグの作製および該エアバッグでの展開試験を実施した。 (deployment test)
Next, the obtained woven fabric was sewn, an airbag was produced, and a deployment test was conducted on the airbag.
展開試験では内圧保持性も高く、対バースト性も非常に良好となった。
In the deployment test, the internal pressure retention was high, and the burst resistance was also very good.
<実施例2>
経糸および緯糸の織密度をいずれも55本/2.54cmに変更した以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。 <Example 2>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 55 threads/2.54 cm.
経糸および緯糸の織密度をいずれも55本/2.54cmに変更した以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。 <Example 2>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 55 threads/2.54 cm.
製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが11%であるYAと、クリンプ率CBが5%であるYBが1:1の割合で繰り返し配されており、また地部を構成するYCのクリンプ率は9%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好であり、エアバッグ展開試験でも内圧保持性、対バースト性共に、非常に良好となった。得られた織物の特性を表1に示す。
In weaving, we were able to keep the receding back of the weave at the selvage to a minimum. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 11% and YB with a crimp rate CB of 5% were repeatedly arranged at a ratio of 1:1. The crimp rate of the fabric was 9%, and the obtained woven fabric had small selvage, uniform and good selvage tightness, and was very good in both internal pressure retention and burst resistance in the airbag deployment test. . Table 1 shows the properties of the resulting fabric.
<実施例3>
経糸および緯糸の織密度をいずれも53本/2.54cmに変更した以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。 <Example 3>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 53 threads/2.54 cm.
経糸および緯糸の織密度をいずれも53本/2.54cmに変更した以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。 <Example 3>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weave density of both warp and weft was changed to 53 threads/2.54 cm.
製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが10%であるYAと、クリンプ率CBが4%であるYBが1:1の割合で繰り返し配されており、また地部を構成するYCのクリンプ率CCは8%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好であり、エアバッグ展開試験でも内圧保持性、対バースト性共に良好となった。得られた織物の特性を表1に示す。
In weaving, we were able to keep the receding back of the weave at the selvage to a minimum. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 10% and YB with a crimp rate CB of 4% were repeatedly arranged at a ratio of 1:1. The crimp rate CC was 8%, and the resulting fabric had a small selvage, uniform and good selvage tightness, and also had good internal pressure retention and burst resistance in an airbag deployment test. Table 1 shows the properties of the resulting fabric.
<実施例4>
総繊度470dtex、フィラメント数96本のポリエチレンテレフタレート糸を地部、耳部にそれぞれに経糸および緯糸として使用した以外は、実施例1と同様にエアバッグ用ノンコート織物を製織した。地部を構成するYCのクリンプ率は11%であった。製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが11%であるYAと、クリンプ率CBが5%であるYBが1:1の割合で繰り返し配されており、また地部を構成するYCのクリンプ率CCは9%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好となった。得られた織物の特性を表1に示す。エアバッグ展開試験でも内圧保持性、対バースト性共に良好となった。得られた織物の特性を表1に示す。 <Example 4>
A non-coated fabric for an air bag was woven in the same manner as in Example 1, except that polyethylene terephthalate yarn with a total fineness of 470 dtex and a filament number of 96 was used as the warp and weft for the base portion and selvage portion, respectively. The crimp rate of YC forming the ground portion was 11%. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 11% and YB with a crimp rate CB of 5% were repeatedly arranged at a ratio of 1:1. The crimp rate CC was 9%. Table 1 shows the properties of the resulting fabric. In the airbag deployment test, both internal pressure retention and burst resistance were good. Table 1 shows the properties of the resulting fabric.
総繊度470dtex、フィラメント数96本のポリエチレンテレフタレート糸を地部、耳部にそれぞれに経糸および緯糸として使用した以外は、実施例1と同様にエアバッグ用ノンコート織物を製織した。地部を構成するYCのクリンプ率は11%であった。製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが11%であるYAと、クリンプ率CBが5%であるYBが1:1の割合で繰り返し配されており、また地部を構成するYCのクリンプ率CCは9%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好となった。得られた織物の特性を表1に示す。エアバッグ展開試験でも内圧保持性、対バースト性共に良好となった。得られた織物の特性を表1に示す。 <Example 4>
A non-coated fabric for an air bag was woven in the same manner as in Example 1, except that polyethylene terephthalate yarn with a total fineness of 470 dtex and a filament number of 96 was used as the warp and weft for the base portion and selvage portion, respectively. The crimp rate of YC forming the ground portion was 11%. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 11% and YB with a crimp rate CB of 5% were repeatedly arranged at a ratio of 1:1. The crimp rate CC was 9%. Table 1 shows the properties of the resulting fabric. In the airbag deployment test, both internal pressure retention and burst resistance were good. Table 1 shows the properties of the resulting fabric.
<実施例5>
イージングタイミングを350°、経糸開口角を26°にそれぞれ変更し、精錬温度を65℃、熱セット温度を180℃に変更した以外は実施例1と同様にエアバッグ用ノンコート織物を作製した。 <Example 5>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the easing timing was changed to 350°, the warp shedding angle was changed to 26°, the refining temperature was changed to 65°C, and the heat setting temperature was changed to 180°C.
イージングタイミングを350°、経糸開口角を26°にそれぞれ変更し、精錬温度を65℃、熱セット温度を180℃に変更した以外は実施例1と同様にエアバッグ用ノンコート織物を作製した。 <Example 5>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the easing timing was changed to 350°, the warp shedding angle was changed to 26°, the refining temperature was changed to 65°C, and the heat setting temperature was changed to 180°C.
製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが10%であるYAと、クリンプ率CBが5%であるYBが1:1の割合で繰り返し配されており、また地部を構成するYCのクリンプ率は8%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好となった。エアバッグ展開試験でも内圧保持性がやや劣るものの、対バースト性は良好となった。得られた織物の特性を表1に示す。
In weaving, we were able to keep the receding back of the weave at the selvage to a minimum. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 10% and YB with a crimp rate CB of 5% were repeatedly arranged at a ratio of 1:1. The crimp rate of the fabric was 8%, and the resulting woven fabric had small selvages and uniform and good selvage tightness. In the airbag deployment test, the internal pressure retention was slightly inferior, but the burst resistance was good. Table 1 shows the properties of the resulting fabric.
<比較例1>
経糸および緯糸の織密度をいずれも46本/2.54cmに変更し、耳締め糸を使用しなかった以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。しかし、熱抵抗が低く、動的通気度が高く内圧保持性に乏しいため、エアバッグ用ノンコート織物としては使用できないものとなった。得られた織物の特性を表1に示す。 <Comparative Example 1>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weaving density of both warp and weft was changed to 46 yarns/2.54 cm, and the ear tightening yarn was not used. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.
経糸および緯糸の織密度をいずれも46本/2.54cmに変更し、耳締め糸を使用しなかった以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。しかし、熱抵抗が低く、動的通気度が高く内圧保持性に乏しいため、エアバッグ用ノンコート織物としては使用できないものとなった。得られた織物の特性を表1に示す。 <Comparative Example 1>
A non-coated fabric for an airbag was produced in the same manner as in Example 1, except that the weaving density of both warp and weft was changed to 46 yarns/2.54 cm, and the ear tightening yarn was not used. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.
<比較例2>
総繊度210dtex、フィラメント数72本のナイロン66糸を地部、耳部にそれぞれに経糸および緯糸として使用し、経糸および緯糸の織密度をいずれも77本/2.54cmに変更した以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが10%であるYAと、クリンプ率CBが6%であるYBが1:1の割合で繰り返し配されており、また地部を構成するYCのクリンプ率は8%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好となった。しかし、熱抵抗が低く、動的通気度が高く内圧保持性に乏しいため、エアバッグ用ノンコート織物としては使用できないものとなった。得られた織物の特性を表1に示す。 <Comparative Example 2>
Nylon 66 yarn with a total fineness of 210 dtex and 72 filaments was used as warp and weft for the base and selvage, respectively, and the weaving density of both warp and weft was changed to 77 / 2.54 cm. A non-coated fabric for an airbag was produced in the same manner as in Example 1. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 10% and YB with a crimp rate CB of 6% were repeatedly arranged at a ratio of 1:1. The crimp rate of the fabric was 8%, and the resulting woven fabric had small selvages and uniform and good selvage tightness. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.
総繊度210dtex、フィラメント数72本のナイロン66糸を地部、耳部にそれぞれに経糸および緯糸として使用し、経糸および緯糸の織密度をいずれも77本/2.54cmに変更した以外は、実施例1と同様にエアバッグ用ノンコート織物を作製した。製織では、耳部の織口後退を小さく抑えることができた。得られた織物の耳部には、クリンプ率CAが10%であるYAと、クリンプ率CBが6%であるYBが1:1の割合で繰り返し配されており、また地部を構成するYCのクリンプ率は8%であり、得られた織物は、耳たぶりが小さく、耳締まり状態も均一で良好となった。しかし、熱抵抗が低く、動的通気度が高く内圧保持性に乏しいため、エアバッグ用ノンコート織物としては使用できないものとなった。得られた織物の特性を表1に示す。 <Comparative Example 2>
Nylon 66 yarn with a total fineness of 210 dtex and 72 filaments was used as warp and weft for the base and selvage, respectively, and the weaving density of both warp and weft was changed to 77 / 2.54 cm. A non-coated fabric for an airbag was produced in the same manner as in Example 1. In weaving, we were able to suppress the receding of the weave opening of the selvage. In the selvage portion of the obtained fabric, YA with a crimp rate CA of 10% and YB with a crimp rate CB of 6% were repeatedly arranged at a ratio of 1:1. The crimp rate of the fabric was 8%, and the resulting woven fabric had small selvages and uniform and good selvage tightness. However, it cannot be used as a non-coated fabric for airbags because of its low heat resistance, high dynamic air permeability and poor internal pressure retention. Table 1 shows the properties of the resulting fabric.

表1に示されるように、実施例1~5で得られたエアバッグ用ノンコート織物は、耳部の織口後退を小さく抑えることができたことで、得られた織物の耳たぶりが小さく、耳締まり状態も均一で良好であった。
As shown in Table 1, the non-coated fabrics for airbags obtained in Examples 1 to 5 were able to suppress the receding of the weave opening of the selvage to a small extent, so that the selvage of the obtained fabrics was small. The tightness of the ears was uniform and good.
一方、比較例1,2で得られたエアバッグ用ノンコート織物は、エアバッグ展開時に目開きやバーストが発生し、エアバッグとしては使用できないものとなった。
On the other hand, the non-coated fabrics for airbags obtained in Comparative Examples 1 and 2 caused opening and bursting when the airbag was deployed, and could not be used as an airbag.
10 緯糸
YC 織物の地部を構成する経糸方向に配された織糸YC
YA 織物の耳部を構成する経糸方向に配された織糸YA
YB 織物の耳部を構成する経糸方向に配された織糸YB
a 経糸または緯糸の織物厚み方向の単繊維の広がり
b 経糸または緯糸の織物幅方向の単繊維の広がり
11 経糸または緯糸
12 経糸または緯糸
13 経糸または緯糸の中心部 10 Weft yarn YC Weaving yarn YC arranged in the warp direction constituting the base of the fabric
YA Weaving yarn YA arranged in the warp direction constituting the selvage of the fabric
YB Weaving yarn YB arranged in the warp direction constituting the selvage of the fabric
a Warp or weft single fiber spread in the fabric thickness direction b Single warp or weft spread in thefabric width direction 11 Warp or weft 12 Warp or weft 13 Center of warp or weft
YC 織物の地部を構成する経糸方向に配された織糸YC
YA 織物の耳部を構成する経糸方向に配された織糸YA
YB 織物の耳部を構成する経糸方向に配された織糸YB
a 経糸または緯糸の織物厚み方向の単繊維の広がり
b 経糸または緯糸の織物幅方向の単繊維の広がり
11 経糸または緯糸
12 経糸または緯糸
13 経糸または緯糸の中心部 10 Weft yarn YC Weaving yarn YC arranged in the warp direction constituting the base of the fabric
YA Weaving yarn YA arranged in the warp direction constituting the selvage of the fabric
YB Weaving yarn YB arranged in the warp direction constituting the selvage of the fabric
a Warp or weft single fiber spread in the fabric thickness direction b Single warp or weft spread in the
Claims (6)
- 単繊維が略丸型断面を有する、合成繊維からなる織物であり、
350℃に熱した鉄棒を基布に落下させる熱抵抗試験において、溶融落下時間が1.1秒以上であり、
下記式(1)で表されるカバー指数Xが23000以上である、エアバッグ用ノンコート織物。
カバー指数X=d(Wp+Wf)×F1/2 (1)
d:単繊維径(μm)、Wp:経密度(本/2.54cm)、Wf:緯密度(本/2.54cm)、F:フィラメント数 A woven fabric made of synthetic fibers in which the single fibers have a substantially circular cross section,
In a thermal resistance test in which an iron bar heated to 350 ° C. is dropped onto the base fabric, the melting drop time is 1.1 seconds or more,
A non-coated fabric for airbags, wherein the cover index X represented by the following formula (1) is 23000 or more.
Cover index X=d(Wp+Wf)×F 1/2 (1)
d: single fiber diameter (μm), Wp: warp density (lines/2.54 cm), Wf: weft density (lines/2.54 cm), F: number of filaments - 下記式(2)で表される織物の地部における経糸と緯糸との糸条のアスペクト比Aは、3.0~4.0である、請求項1記載のエアバッグ用ノンコート織物。

- 前記織物の少なくとも一方の耳部において、それぞれ異なるクリンプ率をもつ経糸方向に配された織糸YAおよびYBを有し、
YAおよびYBは、繰り返し配列されており、
YAのクリンプ率CAおよびYBのクリンプ率CBは、CA≧CB×1.2の関係を満たす、請求項1または2記載のエアバッグ用ノンコート織物。 At least one selvage of the fabric has weaving yarns YA and YB arranged in the warp direction with different crimp ratios,
YA and YB are arranged repeatedly,
3. The non-coated fabric for an airbag according to claim 1, wherein the crimp rate CA of YA and the crimp rate CB of YB satisfy the relationship CA≧CB×1.2. - ASTM D 6467に基づいて測定される動的通気度が300mm/s以下である、請求項1~3のいずれか1項に記載のエアバッグ用ノンコート織物。 The non-coated fabric for airbags according to any one of claims 1 to 3, which has a dynamic air permeability of 300 mm/s or less as measured according to ASTM D 6467.
- 構成糸のフィラメント数が90~150本である、請求項1~4のいずれか1項に記載のエアバッグ用ノンコート織物。 The non-coated fabric for airbags according to any one of claims 1 to 4, wherein the number of filaments of the constituent threads is 90 to 150.
- 構成糸の総繊度が450~950dtexである、請求項1~5のいずれか1項に記載のエアバッグ用ノンコート織物。 The non-coated fabric for airbags according to any one of claims 1 to 5, wherein the total fineness of the constituent threads is 450 to 950 dtex.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022513676A JPWO2022196191A1 (en) | 2021-03-16 | 2022-02-08 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021042020 | 2021-03-16 | ||
| JP2021-042020 | 2021-03-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022196191A1 true WO2022196191A1 (en) | 2022-09-22 |
Family
ID=83322198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/004926 WO2022196191A1 (en) | 2021-03-16 | 2022-02-08 | Non-coated textile for airbag |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022196191A1 (en) |
| WO (1) | WO2022196191A1 (en) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003171843A (en) * | 2001-12-11 | 2003-06-20 | Toray Ind Inc | Air bag base fabric and air bag |
| JP2009256860A (en) * | 2008-03-21 | 2009-11-05 | Toray Ind Inc | Woven fabric for air bag and method for producing woven fabric for air bag |
| WO2020121670A1 (en) * | 2018-12-14 | 2020-06-18 | 東レ株式会社 | Airbag fabric and method for manufacturing airbag fabric |
-
2022
- 2022-02-08 JP JP2022513676A patent/JPWO2022196191A1/ja active Pending
- 2022-02-08 WO PCT/JP2022/004926 patent/WO2022196191A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003171843A (en) * | 2001-12-11 | 2003-06-20 | Toray Ind Inc | Air bag base fabric and air bag |
| JP2009256860A (en) * | 2008-03-21 | 2009-11-05 | Toray Ind Inc | Woven fabric for air bag and method for producing woven fabric for air bag |
| WO2020121670A1 (en) * | 2018-12-14 | 2020-06-18 | 東レ株式会社 | Airbag fabric and method for manufacturing airbag fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022196191A1 (en) | 2022-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9211865B2 (en) | Woven fabric and process of producing same | |
| US9834167B2 (en) | Airbag fabric and airbag | |
| JP6601395B2 (en) | Polyester base fabric for airbag, polyester airbag and method for producing polyester base fabric for airbag | |
| JP5593010B1 (en) | Airbag fabric | |
| CN112513353B (en) | Uncoated base fabric for airbag, and method for producing uncoated base fabric for airbag | |
| JP7447787B2 (en) | Airbag fabric and method for producing airbag fabric | |
| CN113015826B (en) | Fabric for airbag and method for producing fabric for airbag | |
| JP2009035834A (en) | Method for producing base fabric for airbag | |
| WO2023171130A1 (en) | Coated fabric for airbag | |
| WO2024048153A1 (en) | Airbag fabric | |
| JP7188393B2 (en) | Airbag base fabric and airbag including the same | |
| WO2022196191A1 (en) | Non-coated textile for airbag | |
| JP7380549B2 (en) | Airbag base fabric and method for manufacturing airbag base fabric | |
| JP4848658B2 (en) | Manufacturing method for air bag base fabric | |
| WO2022181136A1 (en) | Woven fabric for non-coated airbag | |
| WO2018088473A1 (en) | Textile, holding rod for textile weaving, full-width temple device for loom, loom, and method for producing textile | |
| JPH09105047A (en) | Woven fabric for noncoated air bag | |
| JP4496451B2 (en) | Weaving method of high density fabric | |
| JP4370492B2 (en) | Weaving method of air jet loom | |
| WO2022196251A1 (en) | Airbag fabric | |
| JP4096299B2 (en) | Bag-woven airbag base fabric and bag-woven airbag using the same | |
| JP2022147171A (en) | Manufacturing method of coated airbag fabric | |
| JP2023137278A (en) | Woven fabric for air-bag | |
| JP2021123825A (en) | Woven fabric |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022513676 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22770950 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22770950 Country of ref document: EP Kind code of ref document: A1 |