WO2022172983A1 - 固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 - Google Patents
固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 Download PDFInfo
- Publication number
- WO2022172983A1 WO2022172983A1 PCT/JP2022/005319 JP2022005319W WO2022172983A1 WO 2022172983 A1 WO2022172983 A1 WO 2022172983A1 JP 2022005319 W JP2022005319 W JP 2022005319W WO 2022172983 A1 WO2022172983 A1 WO 2022172983A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- gasket member
- layer
- base material
- material layer
- fuel cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/10—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing
- F16J15/102—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing characterised by material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/285—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/288—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyketones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0273—Sealing or supporting means around electrodes, matrices or membranes with sealing or supporting means in the form of a frame
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0276—Sealing means characterised by their form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
- H01M8/0284—Organic resins; Organic polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0286—Processes for forming seals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1004—Fuel cells with solid electrolytes characterised by membrane-electrode assemblies [MEA]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2581/00—Seals; Sealing equipment; Gaskets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2300/00—Electrolytes
- H01M2300/0017—Non-aqueous electrolytes
- H01M2300/0065—Solid electrolytes
- H01M2300/0082—Organic polymers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present disclosure relates to a gasket member for a polymer electrolyte fuel cell, an electrode-electrolyte membrane laminate with a gasket member, and a polymer electrolyte fuel cell.
- a fuel cell is a battery in which electrodes are arranged on both sides of an electrolyte and generates electricity through an electrochemical reaction between hydrogen and oxygen, and only water is generated during power generation. As described above, unlike the conventional internal combustion engine, it does not generate environmental load gas such as carbon dioxide, so it is expected to spread as a next-generation clean energy system.
- Polymer electrolyte fuel cells in particular, operate at relatively low temperatures, have low electrolyte resistance, and use highly active catalysts. It is expected to be put into practical use at an early stage.
- This polymer electrolyte fuel cell first prepares a solid polymer electrolyte membrane having proton conductivity, forms an anode catalyst layer on one side of the electrolyte membrane, and forms a cathode catalyst layer on the other side of the electrolyte membrane.
- An electrolyte membrane laminate is produced, and a gas diffusion layer is further formed on each catalyst layer to produce an electrode-electrolyte membrane laminate.
- a gasket and a separator are installed on this electrode-electrolyte membrane laminate to complete a polymer electrolyte fuel cell (see, for example, Patent Document 1).
- Fuel cells operate in a humidified atmosphere to improve the proton conductivity of the electrolyte membrane, and since water is generated by the power generation reaction, the components that make up the fuel cell are also required to have high hydrolysis resistance.
- the output density can be improved by increasing the operating temperature of the fuel cell, use in a high temperature environment (for example, 100° C. or higher) is required from the viewpoint of downsizing the fuel cell.
- the gasket member does not necessarily have sufficient hydrolysis resistance in a high-temperature environment.
- the gasket member may be hydrolyzed to cause problems such as leakage of fuel.
- the main object of the present disclosure is to provide a gasket member for polymer electrolyte fuel cells that has excellent hydrolysis resistance in a high-temperature environment.
- the inventors of the present disclosure have diligently studied to solve the above problems. As a result, it is composed of a laminate comprising a base material layer and adhesive layers arranged on both sides of the base material layer, and the laminate has a breaking elongation after standing in water at 120° C. for 300 hours. It was found that a laminate having a degree retention of 60% or more has excellent hydrolysis resistance in a high-temperature environment and can be suitably used as a gasket member for polymer electrolyte fuel cells.
- Consists of a laminate comprising a substrate layer and adhesive layers arranged on both sides of the substrate layer, A gasket member for a polymer electrolyte fuel cell, wherein the laminate has a breaking elongation retention rate of 60% or more after standing in water at 120° C. for 300 hours.
- a polymer electrolyte fuel cell gasket member having excellent hydrolysis resistance in a high-temperature environment. Further, according to the present disclosure, it is possible to provide an electrode-electrolyte membrane laminate with a gasket member and a polymer electrolyte fuel cell using the gasket member.
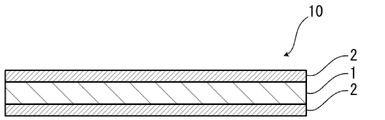
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a gasket member for a polymer electrolyte fuel cell of the present disclosure
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a gasket member for a polymer electrolyte fuel cell of the present disclosure
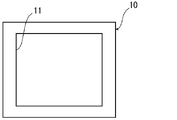
- 1 is an example of a schematic plan view of a gasket member for a polymer electrolyte fuel cell of the present disclosure
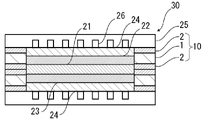
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of an electrode-electrolyte membrane laminate with a gasket member of the present disclosure
- FIG. 1 is an example of a schematic plan view of an electrode-electrolyte membrane laminate with a gasket member of the present disclosure.
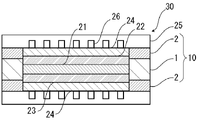
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a polymer electrolyte fuel cell of the present disclosure;
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a polymer electrolyte fuel cell of the present disclosure;
- a polymer electrolyte fuel cell gasket member of the present disclosure comprises a laminate including at least a substrate layer and adhesive layers disposed on both sides of the substrate layer, and the laminate comprises: It is characterized by having a breaking elongation retention rate of 60% or more after standing in water at 120° C. for 300 hours.
- the polymer electrolyte fuel cell gasket member of the present disclosure is excellent in hydrolysis resistance in a high-temperature environment.
- the gasket member for a polymer electrolyte fuel cell of the present disclosure is a gasket member arranged between an electrolyte membrane and a separator of a polymer electrolyte fuel cell, as described later, and is applicable to a wide range of polymer electrolyte fuel cells. can do.
- the gasket member for polymer electrolyte fuel cells of the present disclosure will be described in detail below.
- the numerical range indicated by “-” means “more than” and “less than”.
- the notation of 2 to 15 mm means 2 mm or more and 15 mm or less.
- a gasket member 10 for a polymer electrolyte fuel cell of the present disclosure (hereinafter sometimes referred to as gasket member 10) has, for example, as shown in FIG. It is composed of a laminate including at least a substrate layer 1 and adhesive layers 2 disposed on both sides of the substrate layer 1 . That is, the gasket member 10 is composed of a laminate in which at least the adhesive layer 2, the base material layer 1, and the adhesive layer 2 are laminated in this order.
- the adhesive layers 2 on both sides of the gasket member 10 respectively constitute the outermost layers of the gasket member 10.
- the adhesive layer 2 on one side is arranged on the electrolyte membrane 21 side, and the adhesive layer 2 on the other side is a separator. 25 side (see FIG. 6).
- the gasket member 10 is installed, for example, so as to surround the periphery of the electrode-electrolyte membrane laminate (see the schematic diagrams of the electrode-electrolyte membrane laminate with a gasket member in FIGS. 4 and 5).
- a gasket member 10 thus comprises an opening 11 for inserting the catalyst layers 22, 23 and the gas diffusion layer 24 (see FIG. 3).
- the gasket member 10 may have an anchor coat layer 3 on at least one side of the surface of the base material layer 1, for example, as shown in FIG.
- the adhesiveness between the substrate layer 1 and the adhesive layer 2 can be enhanced by providing the anchor coat layer 3 between the substrate layer 1 and the adhesive layer 2. can be done.
- Anchor coat layers 3 are preferably provided on both sides of the surface of the base material layer 1 . That is, more preferably, the gasket member 10 is composed of a laminate in which at least the adhesive layer 2, the anchor coat layer 3, the base material layer 1, the anchor coat layer 3, and the adhesive layer 2 are laminated in this order.
- the thickness (total thickness) of the laminate constituting the gasket member 10 is adjusted according to the size of the polymer electrolyte fuel cell, and is not particularly limited. , about 50 ⁇ m or less, or, for example, about 30 ⁇ m or more, about 100 ⁇ m or more, about 200 ⁇ m or more, about 250 ⁇ m or more. Preferred ranges for the thickness (total thickness) of the laminate constituting the gasket member 10 are about 30 to 300 ⁇ m, about 30 to 200 ⁇ m, about 30 to 100 ⁇ m, about 30 to 50 ⁇ m, about 100 to 300 ⁇ m, about 100 to 200 ⁇ m, About 200 to 300 ⁇ m and about 250 to 300 ⁇ m can be mentioned.
- the thickness (total thickness) of the laminate constituting the gasket member 10 is , preferably about 400 ⁇ m or less, more preferably about 300 ⁇ m or less, preferably about 30 ⁇ m or more, more preferably about 50 ⁇ m or more, still more preferably about 50 ⁇ m or more, further preferably about 100 ⁇ m or more, and the preferred range is , about 30 to 400 ⁇ m, about 30 to 30 ⁇ m, about 50 to 400 ⁇ m, about 50 to 300 ⁇ m, about 50 ⁇ m to 400 ⁇ m, about 50 ⁇ m to 300 ⁇ m, about 100 to 400 ⁇ m, and about 100 to 300 ⁇ m.
- the thickness of the substrate layer 1 is preferably about 300 ⁇ m or less, more preferably about 200 ⁇ m or less, and is preferably about 20 ⁇ m or more, more preferably about 30 ⁇ m or more, and still more preferably about 50 ⁇ m or more. Preferred ranges include about 20 to 300 ⁇ m, about 20 to 200 ⁇ m, about 30 to 300 ⁇ m, about 30 to 200 ⁇ m, about 50 to 300 ⁇ m, and about 50 to 200 ⁇ m.
- the thickness of the adhesive layer 2 is preferably about 200 ⁇ m or less, more preferably about 100 ⁇ m or less, and is preferably about 10 ⁇ m or more, more preferably about 30 ⁇ m or more, and the preferred range is 10 to 200 ⁇ m. about 10 to 100 ⁇ m, about 30 to 200 ⁇ m, and about 30 to 100 ⁇ m.
- the thickness of the laminate constituting each gasket member 10 is preferably about 200 ⁇ m or less, more preferably about 150 ⁇ m or less, more preferably about 25 ⁇ m or more, more preferably about 50 ⁇ m or more, and a preferable range is about 25 to 200 ⁇ m, 25 to 150 ⁇ m. about 50 to 200 ⁇ m, and about 50 to 150 ⁇ m.
- the thickness of the substrate layer 1 is preferably about 200 ⁇ m or less, more preferably about 150 ⁇ m or less, and is preferably about 10 ⁇ m or more, more preferably about 15 ⁇ m or more. , about 10 to 200 ⁇ m, about 10 to 150 ⁇ m, about 15 to 200 ⁇ m, and about 15 to 150 ⁇ m.
- the thickness of the adhesive layer 2 is preferably about 100 ⁇ m or less, more preferably about 50 ⁇ m or less, and is preferably about 3 ⁇ m or more, more preferably about 15 ⁇ m or more, and a preferable range is 3 to 100 ⁇ m. about 3 to 50 ⁇ m, about 15 to 100 ⁇ m, and about 15 to 50 ⁇ m.
- whether one gasket member 10 or two gasket members 10 are used may be appropriately selected depending on the specifications of the polymer electrolyte fuel cell 30 and the like. Also, the total thickness of the gasket member 10 and the thickness of each layer may be appropriately selected according to the thickness of the polymer electrolyte fuel cell 30 and the like.
- the ratio of the total thickness of the base material layer 1, the adhesive layer 2, and the anchor coat layer 3 provided as necessary to the thickness (total thickness) of the laminate constituting the gasket member 10 is preferably 90. % or more, more preferably 95% or more, still more preferably 98% or more, and even more preferably 100%.
- the ratio of the total thickness of these layers to the thickness (total thickness) of the laminate constituting the gasket member 10 is It is preferably 90% or more, more preferably 95% or more, and still more preferably 98% or more.
- the thickness (total thickness) of the laminate constituting the gasket member 10 is a laminate including the base material layer 1, the adhesive layer 2, and the anchor coat layer 3, the thickness (total thickness) of the laminate constituting the gasket member 10 is The ratio of the total thickness of each layer is, for example, 80% or more, preferably 90% or more, more preferably 95% or more, still more preferably 98% or more, and even more preferably 100%.
- the laminate constituting the gasket member 10 of the present disclosure has a breaking elongation retention rate of 60% or more after standing in water at 120°C for 300 hours. As a result, excellent hydrolysis resistance in a high-temperature environment is exhibited.
- a method for measuring the retention rate of elongation at break of the gasket member 10 is as follows.
- the method of confirming the MD of the gasket member there is a method of observing the cross section of the gasket member (for example, the cross section of the first adhesive layer, the base material, or the second adhesive layer) with an electron microscope to confirm the sea-island structure.
- the direction parallel to the cross section in which the average diameter of the island shape in the direction perpendicular to the thickness direction of the gasket member is maximum can be determined as the MD.
- each cross section A total of 10 cross sections
- the shape of each individual island is observed.
- each island let the straight line distance connecting the leftmost end in the direction perpendicular to the thickness direction of the gasket member and the rightmost end in the perpendicular direction be the diameter y.
- the average of the top 20 diameters y of the island shape is calculated in descending order of diameter y.
- the direction parallel to the cross section in which the average diameter y of the island shape is the largest is determined as the MD.
- the retention rate of elongation at break of the laminate constituting the gasket member 10 is 60% or more, preferably 65% or more, and more preferably 70%. % or more, more preferably 75% or more, more preferably 80% or more, particularly preferably 85% or more.
- a method using a resin having a high glass transition temperature (Tg) can be used.
- Tg glass transition temperature
- the hot shrinkage of the laminate constituting the gasket member 10 when left standing in an environment at a temperature of 150° C. for 30 minutes is preferably 30% or less. , more preferably 20% or less, still more preferably 10% or less.
- the hot shrinkage rate when the laminate constituting the gasket member 10 is left in an environment of 180° C. for 30 minutes is preferably 30% or less, more preferably 20% or less, and still more preferably 20% or less. is 10% or less, more preferably 3% or less, still more preferably 1% or less, still more preferably 0.5% or less.
- a method for measuring the hot shrinkage rate of the gasket member 10 is as follows.
- Hot shrinkage rate ⁇ (XY)/X ⁇ x 100 (I) [X: Dimension before heat treatment in oven, Y: Dimension after heat treatment in oven]
- the base material layer 1 is a layer provided for the purpose of exhibiting a function as a base material of the gasket member 10 .
- a substrate layer 1 is located between two adhesive layers 2 .
- the base material layer 1 is preferably made of a material having excellent hydrolysis resistance, such as polysulfone, polyethersulfone, polyphenylsulfone, polyarylate, polyolefin, polyamide, polyimide, polyetheretherketone, polymethyltene, It preferably contains polyphenylene oxide, polyphenylene sulfide, fluororesin, metal, and the like.
- a material having excellent hydrolysis resistance such as polysulfone, polyethersulfone, polyphenylsulfone, polyarylate, polyolefin, polyamide, polyimide, polyetheretherketone, polymethyltene, It preferably contains polyphenylene oxide, polyphenylene sulfide, fluororesin, metal, and the like.
- polyolefins include polyethylenes such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, and linear low-density polyethylene; ethylene- ⁇ -olefin copolymers; block copolymers of ethylene), random copolymers of polypropylene (for example, random copolymers of propylene and ethylene); propylene- ⁇ -olefin copolymers; ethylene-butene-propylene terpolymers; Among these, polypropylene is preferred.
- the polyolefin resin is a copolymer, it may be a block copolymer or a random copolymer.
- the polyolefin-based resin may be an acid-modified polyolefin.
- the number of polyolefins contained in the base material layer 1 may be one, or two or more.
- Acid-modified polyolefin is a polymer modified by block polymerization or graft polymerization of polyolefin with an acid component.
- the acid-modified polyolefin the above polyolefin, a copolymer obtained by copolymerizing the above polyolefin with a polar molecule such as acrylic acid or methacrylic acid, or a polymer such as crosslinked polyolefin can be used.
- acid components used for acid modification include carboxylic acids such as maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride and itaconic anhydride, and anhydrides thereof.
- Preferred acid-modified polyolefins include carboxylic acid- or anhydride-modified polyolefins, carboxylic acid- or anhydride-modified polypropylenes, maleic anhydride-modified polyolefins, and maleic anhydride-modified polypropylenes.
- the number of acid-modified polyolefins contained in the base material layer 1 may be one, or two or more.
- polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; derived from terephthalic acid and/or isophthalic acid Hexamethylenediamine-isophthalic acid-terephthalic acid copolymer polyamide such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid) containing structural units, polyamide MXD6 (polymeta-xylylene Polyamides containing aromatics such as Pamide); Alicyclic polyamides such as Polyamide PACM6 (polybis(4-aminocyclohexyl)methane adipamide); Furthermore, lactam components and isocyanate components such as 4,4'-diphenylmethane-diisocyanate are copolymerized.
- aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon
- polyester amide copolymers and polyether ester amide copolymers which are copolymers of copolymerized polyamides with polyesters or polyalkylene ether glycols; and polyamides such as these copolymers.
- the base layer 1 may contain only one type of polyamide, or two or more types of polyamide.
- polyamide it is particularly preferable to have ⁇ crystals, and specific examples include aliphatic polyamides such as nylon 6, nylon 66, nylon 46, and copolymers of nylon 6 and nylon 66. .
- metals examples include aluminum alloys, copper, zinc, titanium, and stainless steel.
- the base layer 1 preferably contains polysulfone, polyethersulfone, polyphenylsulfone, polyarylate, or polyolefin from the viewpoint of suitably increasing the hydrolysis resistance of the gasket member 10 in a high-temperature environment. More preferably, it comprises ethersulfone, polyphenylsulfone, or polyarylate, even more preferably polyphenylsulfone.
- the substrate layer 1 is preferably made of at least one of these resins, and particularly preferably made of polyphenylsulfone.
- the base material layer 1 is preferably made of a resin having excellent heat resistance.
- the glass transition temperature (Tg) of the resin to be formed is preferably about 160° C. or higher, more preferably about 180° C. or higher, and even more preferably about 200° C. or higher.
- the upper limit of the glass transition temperature (Tg) is, for example, about 450° C. or less.
- the glass transition temperature (Tg) refers to the baseline displacement point of the DSC curve measured by differential scanning calorimeter (DSC).
- the form of the base material layer 1 may be a film or a nonwoven fabric.
- the base material layer 1 when the base material layer 1 is in the form of a film, the base material layer 1 can be suitably formed from the aforementioned resin or metal film.
- the base layer 1 when the base layer 1 is in the form of a non-woven fabric, the base layer 1 can be suitably formed from the non-woven fabric of resin or metal described above.
- the adhesive layer 2 can be impregnated into the gaps of the base material layer 1, which is a nonwoven fabric, so that the physical adhesion between the base material layer 1 and the adhesive layer 2 is enhanced. be able to.
- an anchor coat layer 3 which will be described later, may be provided on the surface of the substrate layer 1. 2 is sufficiently enhanced.
- the anchor coat layer 3 it is preferable to provide the anchor coat layer 3 on the surface of the substrate layer 1 from the viewpoint of enhancing the adhesiveness between the substrate layer 1 and the adhesive layer 2. .
- the base material layer 1 may be a single layer, or may be composed of two or more layers. When the substrate layer 1 is composed of two or more layers, the material and thickness of each layer may be the same or different.
- At least one of the surface and the inside of the base material layer 1 may contain additives such as fillers, flame retardants, antiblocking agents, antioxidants, light stabilizers, tackifiers, and antistatic agents. good.
- additives include metal oxide particles such as alumina, silica, and titania. Only one type of additive may be used, or two or more types may be mixed and used.
- the thickness of the substrate layer 1 is appropriately adjusted depending on the size of the polymer electrolyte fuel cell and the like, but from the viewpoint of suitably increasing the hydrolysis resistance of the gasket member 10 in a high-temperature environment, it is preferably about 20 ⁇ m. More preferably about 40 ⁇ m or more, more preferably about 50 ⁇ m or more, still more preferably 100 ⁇ m or more, and about 200 ⁇ m or less, more preferably about 150 ⁇ m or less, still more preferably about 100 ⁇ m or less.
- Preferred ranges for the thickness of the substrate layer 1 are about 20 to 200 ⁇ m, about 20 to 150 ⁇ m, about 20 to 100 ⁇ m, about 40 to 200 ⁇ m, about 40 to 150 ⁇ m, about 40 to 100 ⁇ m, about 100 to 200 ⁇ m, and 100 to 150 ⁇ m. degree.
- the basis weight of the base material layer 1 is appropriately adjusted depending on the size of the polymer electrolyte fuel cell and the like. From the viewpoint of increasing the 40 g/m 2 or less, more preferably about 30 g/m 2 or less.
- the preferable range of basis weight of the substrate layer 1 is about 5 to 50 g/m 2 , about 5 to 40 g/m 2 , about 5 to 30 g/m 2 , about 10 to 50 g/m 2 .
- the adhesive layers 2 are arranged on both sides of the base material layer 1 .
- the adhesive layers 2 on both sides of the gasket member 10 constitute the outermost layer of the gasket member 10.
- the adhesive layer 2 on one side is arranged on the electrolyte membrane 21 side, and the adhesive layer 2 on the other side is arranged on the separator 25 side. (see FIG. 6).
- the adhesive layer 2 arranged on the side of the electrolyte membrane 21 and the adhesive layer 2 arranged on the side of the separator 25 may be the same in material, thickness, etc., or may be different.
- Additives such as fillers, flame retardants, antiblocking agents, antioxidants, light stabilizers, tackifiers, and antistatic agents may be present on at least one of the surface and interior of the adhesive layer 2.
- Specific examples of additives include metal oxide particles such as alumina, silica, and titania. Only one type of additive may be used, or two or more types may be mixed and used.
- the adhesive layer 2 is preferably made of a resin having excellent adhesiveness with the separator 25 and the electrolyte membrane 21 .
- resins used for forming the adhesive layer 2 include polyolefin resins, adhesives (acrylic resins, aliphatic polyamides, etc.), thermosetting resins (epoxy resins, phenol resins, etc.).
- the resin contained in the adhesive layer 2 may be of only one type, or may be of two or more types.
- the adhesive layer 2 preferably contains at least one of acid-modified polyolefin, imine-modified polyolefin, and carbodiimide-modified polyolefin because it has excellent adhesion to the separator 25 made of metal. It is more preferable to be formed by Furthermore, among acid-modified polyolefins, acid-modified polypropylene is preferable. In the present disclosure, by using the acid-modified polyolefin, together with the base material layer 1, the hydrolysis resistance of the gasket member 10 in a high-temperature environment can be suitably enhanced.
- the adhesive layer 2 may be a single layer, or may be composed of two or more layers. When the adhesive layer 2 is composed of two or more layers, the material and thickness of each layer may be the same or different. Even when the adhesive layer 2 is composed of two or more layers, the outermost layer of the gasket member 10 has excellent adhesiveness to the separator 25 made of metal. It is preferably contained, and more preferably formed of acid-modified polyolefin.
- the thickness of the adhesive layer 2 is appropriately adjusted depending on the size of the polymer electrolyte fuel cell, etc., but from the viewpoint of suitably increasing the hydrolysis resistance of the gasket member 10 in a high-temperature environment, it is preferably about 10 ⁇ m or more, or more. It is preferably about 15 ⁇ m or more, more preferably about 20 ⁇ m or more, and is preferably about 100 ⁇ m or less, more preferably about 80 ⁇ m or less, still more preferably about 60 ⁇ m or less.
- Preferred ranges for the thickness of the adhesive layer 2 are about 10 to 100 ⁇ m, about 10 to 80 ⁇ m, about 10 to 60 ⁇ m, about 15 to 100 ⁇ m, about 15 to 80 ⁇ m, about 15 to 60 ⁇ m, about 20 to 100 ⁇ m, and about 20 to 80 ⁇ m. , and about 20 to 60 ⁇ m.
- the laminate of the base material layer 1 and the adhesive layers 2 on both sides thereof can be manufactured, for example, by extruding a resin that forms the adhesive layers 2 on both sides of the base material layer 1 prepared in advance. and the resin forming the adhesive layer 2 can be extruded at the same time. Alternatively, the substrate layer 1 can be extruded between adhesive layers 2 prepared in advance.
- the method for extruding and laminating the resin is not particularly limited, but known methods such as extrusion lamination, T-die method, inflation method, and thermal lamination method can be applied.
- a resin or the like for forming the anchor coat layer 3 may be applied to at least one side of the surface of the base material layer 1, and an adhesive layer may be laminated thereon.
- the anchor coat layer 3 is a layer provided on at least one side of the surface of the substrate layer 1 as necessary for the purpose of enhancing the adhesiveness between the substrate layer 1 and the adhesive layer 2 .
- the anchor coat layers 3 are preferably provided on both surface sides of the substrate layer 1 .
- the base material layer 1 is preferably made of a resin with excellent heat resistance, but resins with excellent heat resistance generally have low adhesiveness to resins. Therefore, for example, when a highly heat-resistant resin film having a glass transition temperature (Tg) of about 160° C. or higher is used for the substrate layer 1, from the viewpoint of enhancing the adhesiveness between the substrate layer 1 and the adhesive layer 2, Providing the anchor coat layer 3 is effective.
- Tg glass transition temperature
- the material for forming the anchor coat layer 3 is not particularly limited as long as it enhances the adhesion between the base material layer 1 and the adhesive layer 2.
- isocyanate-based, polyethyleneimine-based, polyester-based, polyurethane-based, polyvinyl Resins such as butyral series, acrylic series, aminoethylated acrylic polymer series, styrene/maleic acid copolymer series, rubber series, and epoxy series can be mentioned. These resins can be used singly or in combination of two or more.
- the compound having an isocyanate group is not particularly limited, but from the viewpoint of effectively increasing the adhesiveness between the base material layer 1 and the adhesive layer 2, polyfunctional isocyanate compounds are preferred.
- the polyfunctional isocyanate compound is not particularly limited as long as it is a compound having two or more isocyanate groups.
- polyfunctional isocyanate curing agents include pentane diisocyanate (PDI), isophorone diisocyanate (IPDI), hexamethylene diisocyanate (HDI), tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), m-xylylene diisocyanate ( XDI), polymers or nurates thereof, mixtures thereof, copolymers with other polymers, and the like.
- PDI pentane diisocyanate
- IPDI isophorone diisocyanate
- HDI hexamethylene diisocyanate
- TDI tolylene diisocyanate
- MDI diphenylmethane diisocyanate
- XDI m-xylylene diisocyanate
- polymers or nurates thereof mixtures thereof, copolymers with other polymers, and the like.
- adducts, burettes, isocyanurates and the like
- Triisocyanates such as triphenylmethane-4,4′,4′′-triisocyanate and tris(p-isocyanatophenyl)thiophosphate are also included.
- the compound having an isocyanate group used for forming the anchor coat layer 3 is , may be one type, or two or more types may be used.
- polyurethane systems include a two-component mixture of polyester resin and polyfunctional isocyanate compound, and a two-component mixture of polycarbonate diol and polyfunctional isocyanate compound.
- Specific examples of polyurethane systems include a two-part mixture of polyester resin and hexamethylene diisocyanate, a two-part mixture of polycarbonate diol and polymethylene polyphenyl polyisocyanate, and the like.
- the thickness of the anchor coat layer 3 is appropriately adjusted depending on the size of the polymer electrolyte fuel cell, etc., but from the viewpoint of suitably increasing the hydrolysis resistance of the gasket member 10 in a high-temperature environment, it is preferably about 0.02 g. /m 2 or more, more preferably 0.05 g/m 2 or more, more preferably about 0.1 g/m 2 or more, still more preferably about 0.3 g/m 2 or more, still more preferably about 0.5 g/m 2 and preferably about 5 g/m 2 or less, more preferably about 4 g/m 2 or less, even more preferably about 3 g/m 2 or less.
- Preferred ranges for the thickness of the anchor coat layer 3 are approximately 0.02 to 5 g/m 2 , approximately 0.02 to 4 g/m 2 , approximately 0.02 to 3 g/m 2 , and approximately 0.05 to 5 g/m 2 .
- the gasket member-equipped electrode-electrolyte membrane laminate 20 of the present disclosure is obtained by attaching the gasket member 10 of the present disclosure to the electrode-electrolyte membrane laminate (see FIG. 4).
- the electrode-electrolyte membrane laminate 20 with a gasket member of the present disclosure includes an electrode-electrolyte membrane laminate in which the catalyst layers 22 and 23 and the gas diffusion layer 24 are arranged on both sides of the electrolyte membrane 21; A frame-shaped gasket member 10 is arranged so as to cover the outer peripheral edge of the electrolyte membrane laminate, and the gasket member 10 is arranged at least on both sides of the base layer 1 and the base layer 1.
- the laminate is characterized by having a breaking elongation retention rate of 60% or more after standing in water at 120° C. for 300 hours.
- the gasket member 10 of the present disclosure can also be used as a pair of members that are arranged so as to cover the outer peripheral edge of the electrode-electrolyte membrane laminate from one side and the other side and are attached to each other.
- one gasket member 10 may cover the outer periphery of the electrode-electrolyte membrane laminate.
- the electrolyte membrane 21 is not particularly limited, and may be, for example, those used in known polymer electrolyte fuel cells.
- the electrolyte membrane 21 is formed, for example, by coating a substrate with a solution containing a hydrogen ion conductive polymer electrolyte and drying it.
- a hydrogen ion conductive polymer electrolyte for example, a perfluorosulfonic acid-based fluorine ion exchange resin, more specifically, a perfluorocarbon sulfonic acid system in which the CH bonds of a hydrocarbon-based ion exchange membrane are substituted with fluorine Examples include polymers (PFS-based polymers).
- the concentration of the hydrogen ion conductive polymer electrolyte contained in the solution containing the hydrogen ion conductive polymer electrolyte is usually about 5-60% by weight, preferably about 20-40% by weight.
- the thickness of the electrolyte membrane 21 is usually about 3-50 ⁇ m, preferably about 5-20 ⁇ m.
- the end faces of the electrolyte membrane 21 do not need to be aligned with the end faces of the catalyst layers 22 and 23.
- the adhesive layer 2 of the gasket member 10 may cover the projecting portion of the electrolyte membrane 21 .
- one of the catalyst layers 22 and 23 is an anode catalyst layer, and the other is a cathode catalyst layer.
- the catalyst layers 22 and 23 are not particularly limited, and may be those used in known polymer electrolyte fuel cells, for example.
- the catalyst layers 22 and 23 are, for example, platinum-containing catalyst layers.
- the catalyst layers 22 and 23 contain, for example, carbon particles supporting catalyst particles and a hydrogen ion conductive polymer electrolyte. Examples of catalyst particles include platinum and platinum compounds. Examples of platinum compounds include alloys of platinum with at least one metal selected from the group consisting of ruthenium, palladium, nickel, molybdenum, iridium, iron, and the like.
- the catalyst particles contained in the cathode catalyst layer are platinum, and the catalyst particles contained in the anode catalyst layer are an alloy of the metal and platinum.
- the hydrogen ion conductive polymer electrolyte the same material as that used for the electrolyte membrane 21 can be used.
- the size and shape of the electrolyte membrane 21 and the catalyst layers 22 and 23 are adjusted according to the size of the polymer electrolyte fuel cell, and the size and shape of the gasket member 10 of the present disclosure are also adjusted so as to function as a gasket member. (that is, having mechanical strength to withstand hot pressing and exhibiting gas barrier properties to the extent that fuel and oxidant do not leak to the outside) are adjusted as appropriate according to these sizes.
- the polymer electrolyte fuel cell 30 of the present disclosure is a polymer electrolyte fuel cell utilizing the gasket member 10 of the present disclosure. That is, the polymer electrolyte fuel cell 30 of the present disclosure includes the electrode-electrolyte membrane laminate 20 with a gasket member of the present disclosure.
- the polymer electrolyte fuel cell 30 includes a catalyst layer-electrolyte membrane laminate, and a gas diffusion layer 24 is formed on each of the catalyst layers 22 and 23 of the catalyst layer-electrolyte membrane laminate.
- An electrode-electrolyte membrane laminate is constructed.
- the catalyst layers 22 and 23 and the gas diffusion layer 24 constitute electrodes (anode and cathode), respectively.
- a gasket member 10 of the present disclosure is placed on the outer peripheral edge of the electrolyte membrane 21 so as to surround these electrodes.
- a separator 25 having a gas flow path 26 formed thereon is provided so as to sandwich the electrode-electrolyte membrane laminate on which the gasket member 10 is provided from above and below.
- the gas diffusion layer 24 is not particularly limited, and may be, for example, those used in known polymer electrolyte fuel cells. That is, the gas diffusion layer 24 can use various gas diffusion layers that constitute the anode and the cathode. It consists of a conductive substrate. Examples of porous conductive substrates include carbon paper and carbon cloth.
- the separator 25 is not particularly limited, and may be, for example, one used in known polymer electrolyte fuel cells.
- the separator 25 may be any conductive plate that is stable even in the environment inside the fuel cell, and generally, a metal plate of titanium, aluminum, copper, stainless steel, or the like in which the gas flow paths 26 are formed is used.
- the operating temperature of the polymer electrolyte fuel cell 30 of the present disclosure is not particularly limited. may be used in By increasing the operating temperature of the fuel cell, the power density can be increased.
- the upper limit of the operating temperature of the polymer electrolyte fuel cell 30 of the present disclosure is, for example, 150° C. or less.
- Example 1 ⁇ Manufacture of Gasket Member for Polymer Electrolyte Fuel Cell> (Example 1) A polysulfone (PSU) film (thickness: 100 ⁇ m, Tg: 180° C.) was prepared as a base layer. Next, a resin composition containing a compound having an isocyanate group (polyester resin and hexamethylene diisocyanate two-liquid mixture) is applied to both surfaces of the substrate layer to form an anchor coat layer (thickness: 0.5 g/m 2 ). formed.
- PSU polysulfone
- maleic anhydride-modified polypropylene (PPa) was melt-extruded to a thickness of 50 ⁇ m to form an adhesive layer, and an adhesive layer (thickness: 50 ⁇ m) was formed.
- /anchor coat layer (thickness 0.5 g/m 2 )/base layer (thickness 100 ⁇ m)/anchor coat layer (thickness 0.5 g/m 2 )/adhesive layer (thickness 50 ⁇ m) were laminated in this order.
- a gasket member for a polymer electrolyte fuel cell was obtained.
- Example 2 An adhesive layer (50 ⁇ m thick )/anchor coat layer (thickness 0.5 g/m 2 )/base layer (thickness 100 ⁇ m)/anchor coat layer (thickness 0.5 g/m 2 )/adhesive layer (thickness 50 ⁇ m) are laminated in this order. Thus, a polymer electrolyte fuel cell gasket member (thickness: 200 ⁇ m) was obtained.
- Example 3 An adhesive layer (50 ⁇ m thick )/anchor coat layer (thickness 0.5 g/m 2 )/base layer (thickness 100 ⁇ m)/anchor coat layer (thickness 0.5 g/m 2 )/adhesive layer (thickness 50 ⁇ m) are laminated in this order. Thus, a polymer electrolyte fuel cell gasket member (thickness: 200 ⁇ m) was obtained.
- Example 4 As the resin composition (anchor coat material) that forms the anchor coat layer, instead of the "resin composition containing a compound having an isocyanate group (polyester resin and hexamethylene diisocyanate two-component mixture)", "two-component urethane (polycarbonate diol and polymethylene polyphenyl polyisocyanate)” was used in the same manner as in Example 3 to form an adhesive layer (thickness: 50 ⁇ m)/anchor coat layer (thickness: 0.5 g/m 2 )/base A polymer electrolyte fuel cell gasket member (thickness: 200 ⁇ m) in which material layer (thickness: 100 ⁇ m)/anchor coat layer (thickness: 0.5 g/m 2 )/adhesive layer (thickness: 50 ⁇ m) were laminated in this order was obtained. .
- Example 5 As the resin composition (anchor coat material) forming the anchor coat layer, "triphenylmethane-4,4 Adhesive layer (thickness: 50 ⁇ m)/anchor coat layer (thickness: 0.5 g/m 2 ) in the same manner as in Example 3, except that ',4''-triisocyanate (one-liquid curing type) was used.
- a polymer electrolyte fuel cell gasket member (thickness 200 ⁇ m) in which /base layer (thickness 100 ⁇ m) /anchor coat layer (thickness 0.5 g/m 2 ) /adhesive layer (thickness 50 ⁇ m) are laminated in order. Obtained.
- Example 7 As the resin composition (anchor coat material) that forms the anchor coat layer, instead of the "resin composition containing a compound having an isocyanate group (polyester resin and hexamethylene diisocyanate two-liquid mixture)", "polyisocyanate of hexamethylene diisocyanate ( Adhesive layer (thickness: 50 ⁇ m)/anchor coat layer (thickness: 0.5 g/m 2 )/base material layer (thickness: 100 ⁇ m) )/anchor coat layer (thickness 0.5 g/m 2 )/adhesive layer (thickness 50 ⁇ m) laminated in this order to obtain a polymer electrolyte fuel cell gasket member (thickness 200 ⁇ m).
- PEN polyethylene naphthalate
- the measurement sample attachel strength to a tensile tester, measure the adhesive strength (peel strength) between the metal layer and the adhesive layer under the conditions of a tensile speed of 300 mm / min and a distance between the gauge lines of 50 mm, and seal the maximum strength at the time of peeling.
- the strength was set to (N/15 mm).
- the average value of 3 measurements was taken.
- the hot press conditions were a fixed temperature of 170° C., a surface pressure of 1 MPa, and a pressing time of 20 seconds (s), while changing the temperature.
- the peeling direction was 180°, and the size of the adhesive portion of the stainless steel plate (SUS304) in the measurement sample was 15 mm wide and 30 mm long.
- Hot shrinkage rate was measured by heating a test piece of a gasket member cut into a size of 10 cm in length (MD) x 10 cm in width (TD) in an oven at 180°C for 30 minutes.
- the dimensional change rates before and after heating in the two directions) were obtained based on the following formula (I), and the absolute values of the dimensional change rates in the two directions were calculated as the average value.
- Hot shrinkage rate (%) ⁇ (XY)/X ⁇ x 100 (I) [X: Dimension before heat treatment in oven, Y: Dimension after heat treatment in oven]
- the gasket members of Examples 1 to 7 are composed of a laminate having a base material layer and adhesive layers arranged on both sides of the base material layer, and after standing in water at 120° C. for 300 hours, The retention rate of elongation at break was 60% or more, and the hydrolysis resistance in a high temperature environment was excellent. Moreover, the gasket members of Examples 1 to 7 had good adhesiveness to the separator.
- Section 1 At least, it is composed of a laminate including a base material layer and adhesive layers arranged on both sides of the base material layer, A gasket member for a polymer electrolyte fuel cell, wherein the laminate has a breaking elongation retention rate of 60% or more after standing in water at 120° C. for 300 hours.
- Section 2. The base material layer is selected from the group consisting of polysulfone, polyethersulfone, polyphenylsulfone, polyarylate, polyolefin, polyamide, polyimide, polyetheretherketone, polymethyltempene, polyphenylene oxide, polyphenylene sulfide, fluororesin, and metal.
- the base material layer is selected from the group consisting of polysulfone, polyethersulfone, polyphenylsulfone, polyarylate, polyolefin, polyamide, polyimide, polyetheretherketone, polymethyltempene, polyphenylene oxide, polyphenylene sulfide, fluorores
- the gasket member for a polymer electrolyte fuel cell according to Item 1 comprising at least one of Item 3.
- Item 3. The gasket member for a polymer electrolyte fuel cell according to Item 1 or 2, wherein the base material layer is a nonwoven fabric.
- Section 4. Item 4.
- Item 6. Item 6.
- the gasket member for a polymer electrolyte fuel cell according to any one of Items 1 to 5, wherein the adhesive layer has a thickness of 10 ⁇ m or more and 100 ⁇ m or less.
- Item 7. an electrode-electrolyte membrane laminate in which a catalyst layer and a gas diffusion layer are arranged on both sides of the electrolyte membrane; a frame-shaped gasket member disposed so as to cover the outer peripheral edge of the electrode-electrolyte membrane laminate; with The gasket member is composed of a laminate including at least a base material layer and adhesive layers disposed on both sides of the base material layer, An electrode-electrolyte membrane laminate with a gasket member, wherein the laminate has a breaking elongation retention rate of 60% or more after standing in water at 120° C.
- the base material layer is selected from the group consisting of polysulfone, polyethersulfone, polyphenylsulfone, polyarylate, polyolefin, polyamide, polyimide, polyetheretherketone, polymethyltempene, polyphenylene oxide, polyphenylene sulfide, fluororesin, and metal.
- Item 11. Item 11. The electrode-electrolyte membrane laminate with a gasket member according to any one of Items 7 to 10, wherein the base material layer has a thickness of 20 ⁇ m or more and 200 ⁇ m or less.
- Item 12. Item 12. The electrode-electrolyte membrane laminate with a gasket member according to any one of Items 7 to 11, wherein the adhesive layer has a thickness of 10 ⁇ m or more and 100 ⁇ m or less.
- a polymer electrolyte fuel cell comprising the electrode-electrolyte membrane laminate with a gasket member according to any one of Items 7 to 12.
- Item 14 A method for producing a polymer electrolyte fuel cell gasket member composed of a laminate comprising at least a base material layer and adhesive layers disposed on both sides of the base material layer, the method comprising: A step of laminating the adhesive layer on both sides of the base material layer, The method for producing a polymer electrolyte fuel cell gasket member, wherein the laminate has a breaking elongation retention rate of 60% or more after standing in water at 120° C. for 300 hours.
- Base material layer 2 Adhesive layer 3
- Anchor coat layer 10 Gasket member 11 Opening 20
- Electrolyte membrane laminate with gasket member 21 Electrolyte membranes 22, 23 Catalyst layer 24 Gas diffusion layer 25 Separator 26 Gas channel 30 Solid polymer type Fuel cell
Landscapes
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Fuel Cell (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/276,804 US20240128481A1 (en) | 2021-02-10 | 2022-02-10 | Gasket member for solid polymer fuel cell, electrode-electrolyte membrane laminate with gasket member, and solid polymer fuel cell |
| EP22752805.6A EP4293764A4 (en) | 2021-02-10 | 2022-02-10 | Sealing element for a solid polymer fuel cell, electrode-electrolyte membrane laminate with the sealing element and solid polymer fuel cell |
| JP2022548019A JP7173419B1 (ja) | 2021-02-10 | 2022-02-10 | 固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 |
| CN202280014386.4A CN116868384A (zh) | 2021-02-10 | 2022-02-10 | 固体高分子型燃料电池用衬垫部件、带衬垫部件的电极-电解质膜叠层体和固体高分子型燃料电池 |
| JP2022176376A JP7771925B2 (ja) | 2021-02-10 | 2022-11-02 | 固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021020236 | 2021-02-10 | ||
| JP2021-020236 | 2021-02-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022172983A1 true WO2022172983A1 (ja) | 2022-08-18 |
Family
ID=82838353
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/005319 Ceased WO2022172983A1 (ja) | 2021-02-10 | 2022-02-10 | 固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240128481A1 (https=) |
| EP (1) | EP4293764A4 (https=) |
| JP (2) | JP7173419B1 (https=) |
| CN (1) | CN116868384A (https=) |
| WO (1) | WO2022172983A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203988A1 (ja) * | 2023-03-27 | 2024-10-03 | 東亞合成株式会社 | 加熱接着性積層体 |
| WO2025009511A1 (ja) * | 2023-07-06 | 2025-01-09 | 東亞合成株式会社 | 多層シート |
| WO2025009485A1 (ja) | 2023-07-06 | 2025-01-09 | 東亞合成株式会社 | 燃料電池用ガスケット部材 |
| WO2026070222A1 (ja) * | 2024-09-30 | 2026-04-02 | 東洋紡株式会社 | フィルム、及びその用途 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007167852A (ja) * | 2006-12-25 | 2007-07-05 | Ube Ind Ltd | ガス分離膜およびその使用方法 |
| JP2009081118A (ja) * | 2007-09-27 | 2009-04-16 | Dainippon Printing Co Ltd | 固体高分子形燃料電池構造体及びこれを用いた固体高分子形燃料電池 |
| JP2010040515A (ja) * | 2008-07-10 | 2010-02-18 | Dainippon Printing Co Ltd | 固体アルカリ形燃料電池用電解質膜、固体アルカリ形燃料電池用電解質膜−触媒層接合体、固体アルカリ形燃料電池用電解質膜−電極接合体及び固体アルカリ形燃料電池 |
| JP2010080437A (ja) * | 2008-08-27 | 2010-04-08 | Dainippon Printing Co Ltd | 補強シート付き電解質膜−触媒層積層体及びそれを具備する固体高分子形燃料電池 |
| JP2013110048A (ja) * | 2011-11-24 | 2013-06-06 | Toray Ind Inc | 固体高分子電解質膜補強用積層フィルム |
| JP2013218876A (ja) | 2012-04-09 | 2013-10-24 | Nissan Motor Co Ltd | 燃料電池用セルフレーム |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1982372B1 (en) * | 2006-01-17 | 2020-10-21 | Henkel IP & Holding GmbH | Sealant integrated fuel cell components and methods and systems for producing the same |
| JP2013168329A (ja) * | 2012-02-16 | 2013-08-29 | Sumitomo Bakelite Co Ltd | フィルム、電解質膜補強部材、補強部材付き電解質膜および燃料電池 |
| JP2014186947A (ja) * | 2013-03-25 | 2014-10-02 | Dainippon Printing Co Ltd | 支持基材付き電解質膜とその製造方法および該支持基材付き電解質膜を使用した触媒層−電解質膜積層体の製造方法 |
| DK2987194T3 (da) * | 2013-04-16 | 2019-09-09 | Basf Se | Fremgangsmåde til fremstilling af membranelektrodeenheder |
| WO2015147098A1 (ja) * | 2014-03-25 | 2015-10-01 | 凸版印刷株式会社 | 膜電極接合体の製造方法、膜電極接合体、および、固体高分子形燃料電池 |
| JP6260609B2 (ja) * | 2015-12-02 | 2018-01-17 | トヨタ自動車株式会社 | 燃料電池セル及び燃料電池セルの製造方法 |
-
2022
- 2022-02-10 WO PCT/JP2022/005319 patent/WO2022172983A1/ja not_active Ceased
- 2022-02-10 CN CN202280014386.4A patent/CN116868384A/zh active Pending
- 2022-02-10 US US18/276,804 patent/US20240128481A1/en active Pending
- 2022-02-10 EP EP22752805.6A patent/EP4293764A4/en active Pending
- 2022-02-10 JP JP2022548019A patent/JP7173419B1/ja active Active
- 2022-11-02 JP JP2022176376A patent/JP7771925B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007167852A (ja) * | 2006-12-25 | 2007-07-05 | Ube Ind Ltd | ガス分離膜およびその使用方法 |
| JP2009081118A (ja) * | 2007-09-27 | 2009-04-16 | Dainippon Printing Co Ltd | 固体高分子形燃料電池構造体及びこれを用いた固体高分子形燃料電池 |
| JP2010040515A (ja) * | 2008-07-10 | 2010-02-18 | Dainippon Printing Co Ltd | 固体アルカリ形燃料電池用電解質膜、固体アルカリ形燃料電池用電解質膜−触媒層接合体、固体アルカリ形燃料電池用電解質膜−電極接合体及び固体アルカリ形燃料電池 |
| JP2010080437A (ja) * | 2008-08-27 | 2010-04-08 | Dainippon Printing Co Ltd | 補強シート付き電解質膜−触媒層積層体及びそれを具備する固体高分子形燃料電池 |
| JP2013110048A (ja) * | 2011-11-24 | 2013-06-06 | Toray Ind Inc | 固体高分子電解質膜補強用積層フィルム |
| JP2013218876A (ja) | 2012-04-09 | 2013-10-24 | Nissan Motor Co Ltd | 燃料電池用セルフレーム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4293764A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203988A1 (ja) * | 2023-03-27 | 2024-10-03 | 東亞合成株式会社 | 加熱接着性積層体 |
| WO2025009511A1 (ja) * | 2023-07-06 | 2025-01-09 | 東亞合成株式会社 | 多層シート |
| WO2025009485A1 (ja) | 2023-07-06 | 2025-01-09 | 東亞合成株式会社 | 燃料電池用ガスケット部材 |
| WO2026070222A1 (ja) * | 2024-09-30 | 2026-04-02 | 東洋紡株式会社 | フィルム、及びその用途 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116868384A (zh) | 2023-10-10 |
| EP4293764A4 (en) | 2025-06-11 |
| JP2023011835A (ja) | 2023-01-24 |
| EP4293764A1 (en) | 2023-12-20 |
| US20240128481A1 (en) | 2024-04-18 |
| JPWO2022172983A1 (https=) | 2022-08-18 |
| JP7771925B2 (ja) | 2025-11-18 |
| JP7173419B1 (ja) | 2022-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7173419B1 (ja) | 固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 | |
| JP7771926B2 (ja) | 固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 | |
| JP7151951B1 (ja) | 固体高分子形燃料電池用ガスケット部材、ガスケット部材付き電極-電解質膜積層体、及び固体高分子形燃料電池 | |
| CN1949574B (zh) | 燃料电池的多层聚合电解质膜 | |
| US9450254B2 (en) | Gas diffusion layer for fuel cell vehicle with improved operational stability | |
| US20110070521A1 (en) | Reinforced Solid Polymer Electrolyte Composite Membrane, Membrane Eelctrode Assembly For Solid Polymer Fuel Cell, and Solid Polymer Fuel Cell | |
| CN101027807B (zh) | 膜电极组件 | |
| JP4348155B2 (ja) | 固体高分子型燃料電池用触媒膜、その製造方法及びそれを用いた燃料電池 | |
| WO2009151013A1 (ja) | 固体高分子形燃料電池用膜電極接合体 | |
| US20220271316A1 (en) | Release film for use in manufacturing of an electrolyte membrane or a membrane electrode assembly | |
| JP6522924B2 (ja) | ヒートシール層を有する積層体 | |
| US20200212471A1 (en) | Membrane | |
| EP2017913A1 (en) | Diaphragm for direct-liquid fuel cell and process for producing the same | |
| JP5880669B2 (ja) | 補強シート付き電解質膜−触媒層接合体 | |
| JP5233256B2 (ja) | 補強シート付き電解質膜−触媒層接合体 | |
| US8481225B2 (en) | Membrane electrode assembly, manufacturing method thereof and fuel cell | |
| WO2007113589A1 (en) | Membrane electrode assembly | |
| JP5699343B2 (ja) | 補強シート付き電解質膜−触媒層接合体 | |
| US20230207849A1 (en) | Membrane-electrode assembly for fuel cells | |
| Γιαννακός et al. | Parameters influencing long-term performance and durability of PEM fuel cells | |
| JP2026062453A (ja) | フィルム、及びその用途 | |
| WO2026070222A1 (ja) | フィルム、及びその用途 | |
| WO2016047642A1 (ja) | 電池用ガス拡散層、該電池用ガス拡散層を用いた電池用膜-電極接合体、電池用部材、電池及びこれらの製造方法 | |
| KR20160007841A (ko) | 가장자리 보호된 탄화수소계 전해질 막-전극 접합체 및 이를 구비한 연료전지 | |
| HK1144333B (en) | Reinforced solid polymer electrolyte composite membrane, membrane electrode assembly for solid polymer fuel cell, and solid polymer fuel cell |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022548019 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22752805 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18276804 Country of ref document: US Ref document number: 202280014386.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202317058475 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022752805 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022752805 Country of ref document: EP Effective date: 20230911 |