WO2022168232A1 - 熱交換器およびそれを備えた冷凍サイクル装置 - Google Patents
熱交換器およびそれを備えた冷凍サイクル装置 Download PDFInfo
- Publication number
- WO2022168232A1 WO2022168232A1 PCT/JP2021/004112 JP2021004112W WO2022168232A1 WO 2022168232 A1 WO2022168232 A1 WO 2022168232A1 JP 2021004112 W JP2021004112 W JP 2021004112W WO 2022168232 A1 WO2022168232 A1 WO 2022168232A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat exchanger
- side portion
- opening
- cross
- heat transfer
- Prior art date
Links
- 238000005057 refrigeration Methods 0.000 title claims description 11
- 238000013459 approach Methods 0.000 claims abstract description 17
- 238000012546 transfer Methods 0.000 claims description 80
- 238000000034 method Methods 0.000 claims description 11
- 230000005855 radiation Effects 0.000 claims description 5
- 239000003507 refrigerant Substances 0.000 description 61
- 238000004519 manufacturing process Methods 0.000 description 12
- 239000007788 liquid Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 238000003825 pressing Methods 0.000 description 4
- 239000002826 coolant Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000006641 stabilisation Effects 0.000 description 3
- 238000011105 stabilization Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000002309 gasification Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
- F28F1/04—Tubular elements of cross-section which is non-circular polygonal, e.g. rectangular
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
- F28D1/05383—Assemblies of conduits connected to common headers, e.g. core type radiators with multiple rows of conduits or with multi-channel conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
- F28F1/022—Tubular elements of cross-section which is non-circular with multiple channels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
- F28F1/025—Tubular elements of cross-section which is non-circular with variable shape, e.g. with modified tube ends, with different geometrical features
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/18—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding
- F28F9/182—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding the heat-exchange conduits having ends with a particular shape, e.g. deformed; the heat-exchange conduits or end plates having supplementary joining means, e.g. abutments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2255/00—Heat exchanger elements made of materials having special features or resulting from particular manufacturing processes
- F28F2255/16—Heat exchanger elements made of materials having special features or resulting from particular manufacturing processes extruded
Definitions
- the present disclosure relates to a heat exchanger and a refrigeration cycle device including the same.
- Patent Literature 1 proposes a heat exchanger provided with flat heat transfer tubes in which the flow path located on the windward side is wider than the flow path located on the leeward side.
- Flat heat transfer tubes are manufactured, for example, by extruding a material such as aluminum.
- a flat heat transfer tube in which the flow path located on the windward side is wider than the flow path located on the leeward side for example, it is difficult to manufacture a desired flat heat transfer tube due to the asymmetrical cross-sectional shape.
- can be Heat exchangers are required to improve manufacturability while ensuring heat transfer performance.
- the present disclosure has been made as part of such development, and one object is to provide a heat exchanger that can improve manufacturability while ensuring heat transfer performance, and another object. is to provide a refrigeration cycle apparatus to which such a heat exchanger is applied.
- a heat exchanger includes flat heat transfer tubes, headers, and heat radiation fins.
- a flat heat transfer tube has a first side and a second side with a width in the first direction, and extends in a second direction intersecting the first direction.
- a plurality of flow paths extending in the second direction are arranged in the flat heat transfer tube at intervals in the first direction.
- the header is formed with an opening, and the flat heat transfer tube is connected to the opening.
- a flat heat transfer tube includes a body portion and a connection portion. The main body is attached to the heat radiating fins.
- the connection part has an open end face where each of the plurality of flow paths is open, is inserted into the opening in the header and is connected to the header.
- each of the plurality of channels has a first channel cross-sectional area.
- the first side portion is tapered so that the width thereof is reduced as it approaches the opening end face.
- the first open end of the first channel closest to the tapered first side portion of the plurality of channels has a second channel cross-sectional area smaller than the first channel cross-sectional area.
- a refrigeration cycle apparatus includes the above heat exchanger.
- the flat heat transfer tube includes the main body portion and the connection portion.
- a plurality of flow paths are arranged at intervals in the flat heat transfer tube.
- a flat heat transfer tube has a first side and a second side across a width.
- a connecting portion connected to the opening of the header has an opening end surface in which the plurality of flow paths are respectively opened.
- the first side portion is tapered so that the width thereof is reduced as it approaches the opening end face.
- the first open end of the first channel closest to the first side has a second cross-sectional channel area that is smaller than the first cross-sectional channel area.
- the refrigeration cycle apparatus by including the heat exchanger, it is possible to improve productivity while ensuring heat transfer performance.
- FIG. 2 is a top view including a partial cross section, showing the structure of a portion where flat heat transfer tubes are connected to a header in the outdoor heat exchanger according to Embodiment 1;
- FIG. 4 is a cross-sectional view along the cross-sectional line IV-IV shown in FIG. 3 in the same embodiment;
- FIG. 4 is a front view showing an open end face at a connecting portion of flat heat transfer tubes in the same embodiment.
- FIG. 4 is a partial top view showing one step of the method for manufacturing the outdoor heat exchanger in the same embodiment.
- FIG. 8 is a top view including a partial cross section, showing a step performed after the step shown in FIG. 7 in the same embodiment;
- FIG. 4 is a diagram for explaining actions and effects of an outdoor heat exchanger in the same embodiment;
- FIG. 8 is a top view including a partial cross section, showing the structure of a portion where flat heat transfer tubes are connected to a header in an outdoor heat exchanger according to Embodiment 2;
- FIG. 4 is a front view showing an open end face at a connecting portion of flat heat transfer tubes in the same embodiment.
- FIG. 4 is a partial top view showing one step of the method for manufacturing the outdoor heat exchanger in the same embodiment.
- FIG. 11 is a top view including a partial cross section, showing the structure of a portion where flat heat transfer tubes are connected to a header in an outdoor heat exchanger according to Embodiment 3;
- FIG. 4 is a front view showing an open end face at a connecting portion of flat heat transfer tubes in the same embodiment.
- FIG. 4 is a partial top view showing one step of the method for manufacturing the outdoor heat exchanger in the same embodiment.
- FIG. 16 is a partial top view including a partial cross section, showing a step performed after the step shown in FIG. 15 in the embodiment;
- FIG. 16 is a partial top view including a partial cross section, showing a step performed after the step shown in FIG. 15 in the embodiment;
- FIG. 11 is a top view including a partial cross section, showing the structure of a portion where flat heat transfer tubes are connected to a header in an outdoor heat exchanger according to Embodiment 4;
- FIG. 4 is a front view showing an open end face at a connecting portion of flat heat transfer tubes in the same embodiment.
- FIG. 4 is a partial top view showing one step of the method for manufacturing the outdoor heat exchanger in the same embodiment. It is a perspective view which shows the other example of the outdoor heat exchanger which concerns on each embodiment.
- the refrigeration cycle device 1 includes a compressor 3, an indoor heat exchanger 5, a fan 7, an expansion valve 9, an outdoor heat exchanger 11, a propeller fan 13, a four-way valve 15, and refrigerant pipes connecting these. 17.
- the structure of the outdoor heat exchanger 11 will be described in detail in each embodiment.
- a solid line indicates the flow of the refrigerant in the heating operation.
- the indoor heat exchanger 5 heat is exchanged between the flowing gas refrigerant and the air sent by the fan 7.
- the high-temperature and high-pressure gas refrigerant is condensed into a high-pressure liquid refrigerant (single-phase).
- the heat-exchanged air is sent indoors from the indoor heat exchanger 5 to heat the room.
- the high-pressure liquid refrigerant sent out from the indoor heat exchanger 5 is turned into a two-phase refrigerant of low-pressure gas refrigerant and liquid refrigerant by the expansion valve 9 .
- the two-phase refrigerant flows into the outdoor heat exchanger 11 .
- the outdoor heat exchanger 11 functions as an evaporator.
- heat is exchanged between the flowing two-phase refrigerant and the air supplied by the propeller fan 13 .
- the liquid refrigerant evaporates to become a low-pressure gas refrigerant (single-phase).
- more refrigerant flows through the refrigerant passages located on the windward side than the refrigerant passages located on the leeward side.
- a low-pressure gas refrigerant is sent out from the outdoor heat exchanger 11 .
- the low-pressure gas refrigerant sent out from the outdoor heat exchanger 11 flows into the compressor 3 via the four-way valve 15 .
- the low-pressure gas refrigerant that has flowed into the compressor 3 is compressed into high-temperature and high-pressure gas refrigerant, which is discharged from the compressor 3 again. This cycle is then repeated.
- high-temperature and high-pressure gas refrigerant is discharged from the compressor 3 .
- the discharged high-temperature and high-pressure gas refrigerant flows into the outdoor heat exchanger 11 via the four-way valve 15 .
- the outdoor heat exchanger 11 functions as a condenser. In the outdoor heat exchanger 11 , heat exchange takes place between the flowing refrigerant and the air supplied by the propeller fan 13 .
- the high-temperature and high-pressure gas refrigerant is condensed into a high-pressure liquid refrigerant (single-phase).
- the high-pressure liquid refrigerant sent out from the outdoor heat exchanger 11 is turned into a two-phase refrigerant of low-pressure gas refrigerant and liquid refrigerant by the expansion valve 9 .
- the two-phase refrigerant flows into the indoor heat exchanger 5 .
- heat is exchanged between the flowing two-phase refrigerant and the air sent into the indoor heat exchanger 5 by the fan 7 .
- the liquid refrigerant evaporates to become a low-pressure gas refrigerant (single-phase).
- the heat-exchanged air is sent into the room from the indoor heat exchanger 5 to cool the room.
- the low-pressure gas refrigerant sent out from the indoor heat exchanger 5 flows into the compressor 3 via the four-way valve 15 .
- the low-pressure gas refrigerant that has flowed into the compressor 3 is compressed into high-temperature and high-pressure gas refrigerant, which is discharged from the compressor 3 again. This cycle is then repeated.
- the structure of the outdoor heat exchanger 11 according to each embodiment will be described. Each embodiment will be described using the X-axis and the Y-axis for convenience of explanation.
- Embodiment 1 An example of an outdoor heat exchanger as a heat exchanger according to Embodiment 1 will be described.
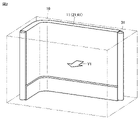
- an outdoor heat exchanger 11 including flat heat transfer tubes 21 and heat radiation fins 41 and a header 31 are accommodated in a housing 10 of the outdoor unit.
- a single row type outdoor heat exchanger 11 is arranged.
- the housing 10 also accommodates a propeller fan 13 and a compressor 3 (not shown). By driving the propeller fan 13 (not shown), air flows in the housing 10 in the direction indicated by the arrow Y1.
- the flat heat transfer tubes 21 in the outdoor heat exchanger 11 are provided with a main body portion 23 and a connection portion 25 .
- the flat heat transfer tube 21 has a width in the Y-axis direction as the first direction and extends in the X-axis direction as the second direction.
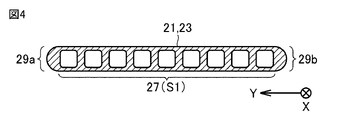
- a plurality of flow paths 27 extending in the X-axis direction are arranged at intervals in the Y-axis direction (see FIG. 4).
- the flat heat transfer tube 21 has a first side portion 29a and a second side portion 29b across the width.
- the first side portion 29a is positioned on the leeward side
- the second side portion 29b is positioned on the windward side.
- Radiation fins 41 are attached to the body portion 23 .
- the connecting portion 25 has an open end surface 26 on which the open ends 28 (see FIG. 5) of the plurality of flow paths 27 are located.
- the opening end face 26 is positioned along the Y-axis direction.
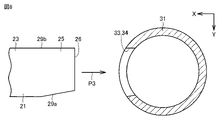
- the connecting portion 25 is connected to the header 31 in such a manner that it is inserted into an opening 33 formed in the header 31 .
- the first side portion 29 a and the second side portion 29 b of the connection portion 25 are in contact with the opening inner wall surface 34 of the opening portion 33 .
- each of the plurality of channels 27 has a first channel cross-sectional area S1.
- a molded body to be the main body portion 23 is manufactured.
- connection portion 25 is subjected to processing (crinkling) to shrink the flat heat transfer tube 21 in the width direction (Y-axis direction).
- the first side portion 29 a is tapered so that the width of the first side portion 29 a decreases as it approaches the opening end face 26 .
- the first opening end 28a of the first flow path 27a closest to the first side portion 29a has a tapered shape. It is narrowed in the Y-axis direction so as to correspond to one side portion 29a.
- the first opening end 28a of the first flow path 27a has a second flow path cross-sectional area S2 that is smaller than the first flow path cross-sectional area S1 of the opening end 28 of the other flow path 27a. That is, the first open end 28a of the first channel 27a closest to the first side portion 29a has a second channel cross-sectional area S2 smaller than the first channel cross-sectional area S1 of the open end 28 of the other channel 27.
- the outdoor heat exchanger 11 according to Embodiment 1 is configured as described above.
- step T1 a material for the flat heat transfer tubes is prepared.
- step T2 the material is put into an extruder.
- step T3 the molded body 20 (see FIG. 7) that will be a flat heat transfer tube is manufactured by extruding the material put into the extruder.
- each of the plurality of flow paths 27 is extruded so as to have the first flow path cross-sectional area S1, so that the cross-sectional shape of the molded body 20 (see FIG. 7) is the body
- the cross-sectional shape is symmetrical with respect to the center line in the width direction. This allows the material to be uniformly extruded and, for example, to produce void-free moldings.
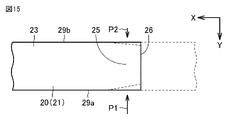
- step T4 the molded body 20 (see FIG. 7) is cut and compressed. As shown in FIG. 7, here, the molded body 20 is cut along the Y-axis direction. A cut surface of the cut molded body 20 serves as an open end surface 26 in which each of the plurality of flow paths 27 (see FIG. 4 and the like) opens.
- the molded body 20 is contracted. That is, by applying pressure (see arrow P1) to the first side portion 29a of the molded body 20, for example, by a plate (not shown) or the like, in such a manner that the width of the molded body 20 is reduced as it approaches the opening end face 26. , forming a tapered first side 29a.
- the first opening end 28a of the first flow path 27a closest to the first side portion 29a among the plurality of flow paths 27 on the opening end face 26 is located on the Y-axis. direction is narrowed (see FIG. 5).
- the first open end 28a of the first channel 27a closest to the first side portion 29a has a second channel cross-sectional area smaller than the first channel cross-sectional area S1 of the open end 28 of the other channel 27. will have S2.
- the flat heat transfer tube 21 including the main body portion 23 and the connection portion 25 is completed (step T5).
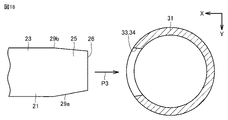
- step T6 the flat heat transfer tubes 21 are connected to the headers 31 (see FIG. 8).
- the connection portion 25 of the flat heat transfer tube 21 is inserted into the opening 33 provided in the header 31 as indicated by an arrow P3, and the first side portion 29a and the second side portion 29b are connected. It is brought into contact with the opening inner wall surface 34 of the opening 33 .
- the tapered shape of the first side portion 29 a facilitates insertion into the opening 33 of the header 31 .
- the length by which the connecting portion 25 is inserted into the header 31 is uniquely defined, so that the connecting portion 25 can be prevented from being inserted into the opening 33 of the header 31 more than necessary. . In this way, the attachment of the flat heat transfer tubes 21 to the header 31 is completed, and the main part of the outdoor heat exchanger 11 is completed.
- the outdoor heat exchanger 11 According to the outdoor heat exchanger 11 described above, first, when manufacturing a molded body to be the flat heat transfer tube 21, as shown in the cross-sectional shape of the main body portion 23 (see FIG. 4), the center line in the width direction A molded body having a cross-sectional shape that is line-symmetrical with respect to is molded. As a result, the material is uniformly extruded, for example, a molded body without voids can be manufactured, which can contribute to improvement in manufacturability of the outdoor heat exchanger 11 .
- the heat load decreases as the ventilation distance of air flowing from upwind to downwind increases.
- the heat load is high, heat exchange between the air and the refrigerant is actively performed. Therefore, when functioning as an evaporator, heat transfer performance cannot be improved if the refrigerant is completely gasified by heat exchange with air.
- the flow rate of the refrigerant flowing on the windward side is larger than the flow rate of the refrigerant flowing on the leeward side.
- a cut portion of the molded body 20 that serves as the connecting portion 25 of the flat heat transfer tube 21 is processed (tube shrinking). That is, the first side portion 29a is tapered (constriction) so that the width of the first side portion 29a is reduced (from the width W1 to the width W2) as it approaches the opening end face 26 .
- the first opening end 28a of the first flow path 27a closest to the first side portion 29a located on the leeward side is formed in a tapered shape. is narrowed in the Y-axis direction so as to correspond to .
- the first open end 28 a has a second cross-sectional area S ⁇ b>2 smaller than the first cross-sectional area S ⁇ b>1 of the open end 28 of the other flow path 27 .
- the refrigerant is less likely to flow through the first flow path 27a, and accordingly, more refrigerant flows through the flow path 27 located on the windward side where the heat load is higher. , and the complete gasification of the refrigerant can be suppressed. As a result, the heat transfer performance of the outdoor heat exchanger 11 can be ensured.
- the first side portion 29a of the connection portion 25 of the flat heat transfer tube 21 connected to the header 31 is tapered, so that the opening portion 33 formed in the header 31 easier to insert into This can contribute to improving the manufacturability of the outdoor heat exchanger 11 .
- connection portion 25 since the tapered first side portion 29 a of the connection portion 25 contacts the opening inner wall surface 34 of the opening portion 33 , the insertion length of the connection portion 25 (flat heat transfer tube 21 ) into the header 31 is reduced to Defined uniquely. Thereby, it is possible to prevent the connection portion 25 from being inserted into the opening 33 of the header 31 more than necessary. As a result, it is possible to contribute to stabilization of the flow of the refrigerant in the header 31 .
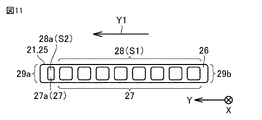
- Embodiment 2 An example of an outdoor heat exchanger as a heat exchanger according to Embodiment 2 will be described. As shown in FIGS. 10 and 11, the open end surface 26 of the flat heat transfer tube 21 is inclined with respect to the Y-axis direction from the first side portion 29a toward the second side portion 29b in a manner approaching the main body portion 23. along the direction as the third direction.
- the first side portion 29a is formed in a tapered shape so that the width of the first side portion 29a is reduced as it approaches the open end surface 26 thereof.
- the first open end 28a of the first channel 27a closest to the first side 29a has a second cross-sectional channel area S2 that is less than the first cross-sectional channel area S1 of the open end 28 of the other channel 27. .
- step T4 an example of a method for manufacturing the outdoor heat exchanger 11 described above will be described. After the steps similar to steps T1, T2 and T3 shown in FIG. 6 are performed, the molded body is cut and the tube is compressed (step T4).
- the molded body 20 is cut along a direction inclined with respect to the Y-axis direction.
- a cut surface of the cut molded body 20 serves as an open end surface 26 in which each of the plurality of flow paths 27 (see FIG. 11) opens.
- the molded body 20 is cut and the molded body 20 is compressed. That is, by applying pressure (see arrow P1) to the first side portion 29a of the molded body 20, for example, by a plate (not shown) or the like, in such a manner that the width of the molded body 20 is reduced as it approaches the opening end face 26. , forming a tapered first side 29a.
- the first opening end 28a of the first channel 27a closest to the first side portion 29a among the plurality of channels 27 on the opening end face 26 is located at the other end.
- the open end 28 of the channel 27 has a second cross-sectional channel area S2 that is smaller than the first cross-sectional channel area S1.
- the opening end face 26 extends from the first side portion 29a located on the leeward side toward the second side portion 29b located on the windward side. 23 along a direction inclined with respect to the Y-axis direction.
- the length of the second flow path 27b located on the leeward side is longer than the length of the first flow path 27a located on the windward side.
- the flow path resistance (frictional resistance) of the second flow path 27b positioned on the leeward side becomes higher than the flow path resistance (frictional resistance) of the first flow path 27a positioned on the windward side.
- the coolant can easily flow through the second flow path 27b.
- the refrigerant is less likely to flow into the first flow path 27a located on the leeward side. more refrigerant will flow to. As a result, the heat transfer performance of the outdoor heat exchanger 11 can be improved.
- Embodiment 3 An example of an outdoor heat exchanger as a heat exchanger according to Embodiment 3 will be described. As shown in FIGS. 13 and 14, the open end face 26 of the flat heat transfer tube 21 is positioned along the Y-axis direction.
- the first side portion 29a is formed in a tapered shape in such a manner that the width of the first side portion 29a is reduced as it approaches the open end face 26.
- the first open end 28a of the first channel 27a closest to the first side 29a has a second cross-sectional channel area S2 that is less than the first cross-sectional channel area S1 of the open end 28 of the other channel 27. .
- the second side portion 29b is tapered so that the width thereof is reduced as it approaches the opening end face 26.
- the second open end 28b of the second channel 27b closest to the second side 29b is smaller than the first channel cross-sectional area S1 of the open end 28 of the other channel 27 and is smaller than the second channel cross-sectional area S2.
- step T4 an example of a method for manufacturing the outdoor heat exchanger 11 described above will be described. After the steps similar to steps T1, T2 and T3 shown in FIG. 6 are performed, the molded body is cut and the tube is compressed (step T4).
- the molded body 20 is cut along the Y-axis direction.
- a cut surface of the cut molded body 20 serves as an open end surface 26 in which each of the plurality of flow paths 27 (see FIG. 14) opens.
- both the first side portion 29a and the second side portion 29b of the molded body 20 are tapered in such a manner that the width of the molded body 20 is reduced as the width of the molded body 20 approaches the opening end face 26.
- a first side portion 29a and a tapered second side portion 29b are formed.
- a tapered first side portion 29a is formed by applying pressure (pressure A: see arrow P1). Also, the tapered second side portion 29b is formed by applying a pressure lower than the pressure A (pressure B: see arrow P2).
- the narrowed length in the Y-axis direction is shorter.
- the second opening end 28b of the second flow path 27b has a third flow path cross-sectional area larger than the second flow path cross-sectional area S2 of the first opening end 28a of the first flow path 27a. It is formed to have an area S3. In this way, the flat heat transfer tube 21 including the main body portion 23 and the connection portion 25 is completed (step T5).
- step T6 the flat heat transfer tubes 21 are connected to the headers 31 (see FIG. 16).
- the connection portion 25 of the flat heat transfer tube 21 is inserted into the opening portion 33 provided in the header 31 as indicated by an arrow P3, and the first side portion 29a and the second side portion 29b are connected. It is brought into contact with the opening inner wall surface 34 of the opening 33 .
- both the first side portion 29 a and the second side portion 29 b are tapered, the header 31 can be easily inserted into the opening 33 .
- the length by which the connecting portion 25 is inserted into the header 31 is uniquely defined, so that the connecting portion 25 can be prevented from being inserted into the opening 33 of the header 31 more than necessary. . In this way, the attachment of the flat heat transfer tubes 21 to the header 31 is completed, and the main part of the outdoor heat exchanger 11 is completed.
- both the first side portion 29a and the second side portion 29b are tapered.
- the openings 33 formed in the header 31 are Easier to insert.
- connection portion 25 flat heat transfer tube 21
- the length inserted into the header 31 is defined more reliably. This prevents the connection portion 25 from being inserted into the opening 33 of the header 31 more than necessary. As a result, it is possible to contribute to stabilization of the flow of the refrigerant in the header 31 .
- the second opening end 28b of the second flow path 27b closest to the second side portion 29b is larger than the first flow path cross-sectional area S1 of the opening end 28 of the other flow path 27.
- the second side portion 29b on the windward side of the second flow path 27b which is located on the windward side and is required to flow more coolant, is formed in a tapered shape. It is possible to minimize the difficulty of flowing. As a result, the heat transfer performance of the outdoor heat exchanger 11 can be maintained.
- Embodiment 4 An example of an outdoor heat exchanger as a heat exchanger according to Embodiment 4 will be described. As shown in FIGS. 17 and 18, the open end surface 26 of the flat heat transfer tube 21 is inclined with respect to the Y-axis direction from the first side portion 29a toward the second side portion 29b so as to approach the main body portion 23. along the direction as the third direction.
- the first side portion 29a is formed in a tapered shape in such a manner that the width of the first side portion 29a is reduced as it approaches the open end face 26.
- the first open end 28a of the first channel 27a closest to the first side 29a has a second cross-sectional channel area S2 that is less than the first cross-sectional channel area S1 of the open end 28 of the other channel 27. .
- the second side portion 29b is tapered in such a manner that the width of the second side portion 29b is reduced as it approaches the opening end face 26 .
- the second open end 28b of the second channel 27b closest to the second side 29b is smaller than the first channel cross-sectional area S1 of the open end 28 of the other channel 27 and is smaller than the second channel cross-sectional area S2. has a large third flow passage cross-sectional area S3.
- step T4 an example of a method for manufacturing the outdoor heat exchanger 11 described above will be described. After the steps similar to steps T1, T2 and T3 shown in FIG. 6 are performed, the molded body is cut and the tube is compressed (step T4).
- the molded body 20 is cut along a direction inclined with respect to the Y-axis direction.
- a cut surface of the cut molded body 20 serves as an open end surface 26 in which each of the plurality of flow paths 27 (see FIG. 18) opens.
- both the first side portion 29a and the second side portion 29b of the molded body 20 are tapered in such a manner that the width of the molded body 20 is reduced as the width of the molded body 20 approaches the opening end face 26.
- a first side portion 29a and a tapered second side portion 29b are formed.
- a tapered first side portion 29a is formed by applying pressure (pressure A: see arrow P1). Also, the tapered second side portion 29b is formed by applying a pressure lower than the pressure A (pressure B: see arrow P2).
- the narrowed length in the Y-axis direction is shorter.
- the second opening end 28b of the second flow path 27b has a third flow path cross-sectional area larger than the second flow path cross-sectional area S2 of the first opening end 28a of the first flow path 27a. It is formed to have an area S3. In this way, the flat heat transfer tube 21 including the main body portion 23 and the connection portion 25 is completed (step T5).
- step T6 the flat heat transfer tubes 21 are connected to the headers 31.
- both the first side portion 29 a and the second side portion 29 b are tapered, the header 31 can be easily inserted into the opening 33 .
- the length by which the connecting portion 25 is inserted into the header 31 is uniquely defined, so that the connecting portion 25 can be prevented from being inserted into the opening 33 of the header 31 more than necessary. . In this way, the attachment of the flat heat transfer tubes 21 to the header 31 is completed, and the main part of the outdoor heat exchanger 11 is completed.
- the opening end face 26 is moved from the first side portion 29a toward the second side portion 29b in the Y-axis direction in a manner approaching the main body portion 23. located along a direction tilted with respect to
- the length of the first flow path 27a becomes longer than the length of the second flow path 27b, and the flow path resistance (frictional resistance) of the first flow path 27a becomes equal to the flow path resistance of the second flow path 27b. (frictional resistance), and the refrigerant easily flows into the second flow path 27b located on the windward side.
- both the first side portion 29a and the second side portion 29b are tapered.
- the second open end 28b of the second flow path 27b closest to the second side portion 29b is smaller than the first cross-sectional area S1 of the open end 28 of the other flow path 27.
- a third flow cross-sectional area S3 that is greater than the second flow cross-sectional area S2.
- the second side portion 29b on the windward side of the second flow path 27b which is located on the windward side and is required to flow more coolant, is formed in a tapered shape. It is possible to minimize the difficulty of flowing. As a result, the heat transfer performance of the outdoor heat exchanger 11 can be maintained.
- both the first side portion 29 a and the second side portion 29 b of the connection portion 25 are tapered, so that the opening 33 formed in the header 31 can be more easily inserted. As a result, it is possible to contribute to improvement in manufacturability of the outdoor heat exchanger 11 .
- connection portion 25 can be attached to the header 31 , for example. Unnecessary insertion into the opening 33 can be prevented. As a result, it is possible to contribute to stabilization of the flow of the refrigerant in the header 31 .
- the outdoor heat exchanger 11 may be of a multi-row type, and as shown in FIG. 20, two rows of outdoor heat exchangers 11a and 11b are arranged along the direction of air flow. It may be an outdoor heat exchanger 11 of the type.
- it may be an outdoor heat exchanger in which three or more rows of outdoor heat exchangers are arranged. Moreover, it is possible to apply not only to the outdoor heat exchanger 11 but also to the indoor heat exchanger 5 as needed.
- the present disclosure is effectively used for heat exchangers with flat heat transfer tubes.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
実施の形態1に係る、熱交換器としての室外熱交換器の一例について説明する。図2に示すように、室外機の筺体10内には、扁平伝熱管21および放熱フィン41を含む室外熱交換器11およびヘッダ31が収容されている。ここでは、単列型の室外熱交換器11が配置されている。また、筐体10内には、プロペラファン13および圧縮機3(図示せず)等も収容されている。プロペラファン13(図示せず)の駆動によって、筐体10内には、矢印Y1に示す方向に空気が流れる。
実施の形態2に係る、熱交換器としての室外熱交換器の一例について説明する。図10および図11に示すように、扁平伝熱管21における開口端面26は、第1側部29aから第2側部29bへ向かって、本体部23に近づく態様でY軸方向に対して傾いた第3方向としての方向に沿って位置する。
実施の形態3に係る、熱交換器としての室外熱交換器の一例について説明する。図13および図14に示すように、扁平伝熱管21における開口端面26は、Y軸方向に沿って位置する。
実施の形態4に係る、熱交換器としての室外熱交換器の一例について説明する。図17および図18に示すように、扁平伝熱管21における開口端面26は、第1側部29aから第2側部29bへ向かって、本体部23に近づく態様でY軸方向に対して傾いた第3方向としての方向に沿って位置する。
Claims (8)
- 第1方向に幅を隔てて第1側部および第2側部を有するとともに、前記第1方向と交差する第2方向に延在し、前記第2方向にそれぞれ延在する複数の流路が、前記第1方向に互いに間隔を開けて配置された扁平状の扁平伝熱管と、
開口部が形成され、前記開口部に前記扁平伝熱管が接続されたヘッダと、
放熱フィンと
を有し、
前記扁平伝熱管は、
前記放熱フィンに装着される本体部と、
複数の前記流路のそれぞれが開口している開口端面を有し、前記ヘッダにおける前記開口部に挿入されて前記ヘッダに接続される接続部と
を備え、
前記本体部では、複数の前記流路のそれぞれは、第1流路断面積を有し、
前記接続部では、前記第1側部は、前記開口端面に近づくにしたがい、前記幅が縮められる態様でテーパー状に形成され、
前記開口端面では、複数の前記流路のうち、テーパー状に形成された前記第1側部に最も近い第1流路の第1開口端は、前記第1流路断面積よりも小さい第2流路断面積を有する、熱交換器。 - 前記接続部では、前記第2側部は、前記開口端面に近づくにしたがい、前記幅が縮められる態様でテーパー状に形成され、
前記開口端面では、前記第1方向に沿って配置された複数の前記流路のうち、テーパー状に形成された前記第2側部に最も近い第2流路の第2開口端は、前記第1流路断面積よりも小さく、前記第2流路断面積よりも大きい第3流路断面積を有する、請求項1記載の熱交換器。 - テーパー状の前記第1側部は、前記ヘッダの前記開口部における開口内壁面に接触している、請求項1または2に記載の熱交換器。
- テーパー状の前記第2側部は、前記ヘッダの前記開口部における開口内壁面に接触している、請求項2記載の熱交換器。
- 前記開口端面は、前記第1方向に沿って位置する、請求項1~4のいずれか1項に記載の熱交換器。
- 前記開口端面は、前記第1側部から前記第2側部へ向かって、前記本体部に近づく態様で、前記第1方向と交差する第3方向に沿って位置する、請求項1~4のいずれか1項に記載の熱交換器。
- 前記扁平伝熱管は、前記第1側部が風下側に位置し、前記第2側部が風上側に位置するように配置された、請求項1~6のいずれか1項に記載の熱交換器。
- 請求項1~7のいずれか1項に記載された熱交換器を備えた、冷凍サイクル装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21924628.7A EP4290170A4 (en) | 2021-02-04 | 2021-02-04 | HEAT EXCHANGER AND COOLING CIRCUIT DEVICE THEREFROM |
| CN202180091905.2A CN116802453A (zh) | 2021-02-04 | 2021-02-04 | 热交换器以及具备热交换器的制冷循环装置 |
| JP2022579238A JP7483062B2 (ja) | 2021-02-04 | 2021-02-04 | 熱交換器およびそれを備えた冷凍サイクル装置 |
| US18/254,794 US20240003636A1 (en) | 2021-02-04 | 2021-02-04 | Heat exchanger and refrigeration cycle apparatus including the same |
| PCT/JP2021/004112 WO2022168232A1 (ja) | 2021-02-04 | 2021-02-04 | 熱交換器およびそれを備えた冷凍サイクル装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/004112 WO2022168232A1 (ja) | 2021-02-04 | 2021-02-04 | 熱交換器およびそれを備えた冷凍サイクル装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022168232A1 true WO2022168232A1 (ja) | 2022-08-11 |
Family
ID=82740992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/004112 WO2022168232A1 (ja) | 2021-02-04 | 2021-02-04 | 熱交換器およびそれを備えた冷凍サイクル装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240003636A1 (ja) |
| EP (1) | EP4290170A4 (ja) |
| JP (1) | JP7483062B2 (ja) |
| CN (1) | CN116802453A (ja) |
| WO (1) | WO2022168232A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5069277A (en) * | 1990-03-13 | 1991-12-03 | Diesel Kiki Co., Ltd. | Vehicle-loaded heat exchanger of parallel flow type |
| JPH06341789A (ja) * | 1993-06-01 | 1994-12-13 | Mitsubishi Heavy Ind Ltd | 熱交換器 |
| JPH07251317A (ja) * | 1994-03-15 | 1995-10-03 | Showa Alum Corp | 熱交換器用定尺偏平チューブの製造方法 |
| JP2001174188A (ja) * | 1999-12-16 | 2001-06-29 | Zexel Valeo Climate Control Corp | サーペンタイン型熱交換器及びこれに用いられるチューブの製造方法 |
| JP2002130983A (ja) * | 2000-10-26 | 2002-05-09 | Toyo Radiator Co Ltd | 微細多穴を有する熱交換器用の押出チューブおよび熱交換器 |
| JP2010060274A (ja) * | 2008-08-28 | 2010-03-18 | Johnson Controls Technol Co | 相違する流れを有するマルチチャネル熱交換器 |
| JP2011021757A (ja) * | 2007-11-15 | 2011-02-03 | Mitsubishi Electric Corp | 熱交換器およびヒートポンプシステム |
| JP2015090219A (ja) | 2013-11-05 | 2015-05-11 | 日立アプライアンス株式会社 | 熱交換器の拡管方法及び空気調和機 |
| JP2017026281A (ja) * | 2015-07-28 | 2017-02-02 | サンデンホールディングス株式会社 | 熱交換器 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017190896A (ja) | 2016-04-12 | 2017-10-19 | 株式会社デンソー | 熱交換器 |
-
2021
- 2021-02-04 EP EP21924628.7A patent/EP4290170A4/en not_active Withdrawn
- 2021-02-04 JP JP2022579238A patent/JP7483062B2/ja active Active
- 2021-02-04 CN CN202180091905.2A patent/CN116802453A/zh active Pending
- 2021-02-04 US US18/254,794 patent/US20240003636A1/en active Pending
- 2021-02-04 WO PCT/JP2021/004112 patent/WO2022168232A1/ja active Application Filing
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5069277A (en) * | 1990-03-13 | 1991-12-03 | Diesel Kiki Co., Ltd. | Vehicle-loaded heat exchanger of parallel flow type |
| JPH06341789A (ja) * | 1993-06-01 | 1994-12-13 | Mitsubishi Heavy Ind Ltd | 熱交換器 |
| JPH07251317A (ja) * | 1994-03-15 | 1995-10-03 | Showa Alum Corp | 熱交換器用定尺偏平チューブの製造方法 |
| JP2001174188A (ja) * | 1999-12-16 | 2001-06-29 | Zexel Valeo Climate Control Corp | サーペンタイン型熱交換器及びこれに用いられるチューブの製造方法 |
| JP2002130983A (ja) * | 2000-10-26 | 2002-05-09 | Toyo Radiator Co Ltd | 微細多穴を有する熱交換器用の押出チューブおよび熱交換器 |
| JP2011021757A (ja) * | 2007-11-15 | 2011-02-03 | Mitsubishi Electric Corp | 熱交換器およびヒートポンプシステム |
| JP2010060274A (ja) * | 2008-08-28 | 2010-03-18 | Johnson Controls Technol Co | 相違する流れを有するマルチチャネル熱交換器 |
| JP2015090219A (ja) | 2013-11-05 | 2015-05-11 | 日立アプライアンス株式会社 | 熱交換器の拡管方法及び空気調和機 |
| JP2017026281A (ja) * | 2015-07-28 | 2017-02-02 | サンデンホールディングス株式会社 | 熱交換器 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4290170A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022168232A1 (ja) | 2022-08-11 |
| US20240003636A1 (en) | 2024-01-04 |
| EP4290170A1 (en) | 2023-12-13 |
| CN116802453A (zh) | 2023-09-22 |
| EP4290170A4 (en) | 2024-03-06 |
| JP7483062B2 (ja) | 2024-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5195733B2 (ja) | 熱交換器及びこれを備えた冷凍サイクル装置 | |
| JPWO2015004719A1 (ja) | 積層型ヘッダー、熱交換器、空気調和装置、及び、積層型ヘッダーの板状体と管とを接合する方法 | |
| JPH0198896A (ja) | 熱交換器 | |
| JP2008111622A (ja) | 熱交換器、これを用いた空気調和機の室外機 | |
| WO2017183180A1 (ja) | 熱交換器 | |
| JP6734002B1 (ja) | 熱交換器および冷凍サイクル装置 | |
| JP7292510B2 (ja) | 熱交換器及び空気調和機 | |
| KR20140106493A (ko) | 공기 조화기 | |
| JP2013221713A (ja) | 熱交換器およびヒートポンプ装置 | |
| JP6806187B2 (ja) | 熱交換器 | |
| JP2012052676A (ja) | 熱交換器及びそれを用いた空気調和機 | |
| WO2022168232A1 (ja) | 熱交換器およびそれを備えた冷凍サイクル装置 | |
| JP7118279B2 (ja) | 熱交換器、その製造方法および空気調和装置 | |
| JP2009168317A (ja) | 熱交換器及び空気調和機 | |
| JP6987227B2 (ja) | 熱交換器及び冷凍サイクル装置 | |
| CN111512099B (zh) | 热交换器及制冷循环装置 | |
| KR100497429B1 (ko) | 휜앤 플랫 튜브형 열교환기 및 이를 이용한 증발기 | |
| KR20000031340A (ko) | 실내측 열교환기 | |
| WO2011111602A1 (ja) | 空気調和機 | |
| WO2022259288A1 (ja) | 熱交換器及び室外機 | |
| WO2023281656A1 (ja) | 熱交換器および冷凍サイクル装置 | |
| WO2022137562A1 (ja) | 熱交換器およびその製造方法ならびに冷凍サイクル装置 | |
| WO2021234955A1 (ja) | 熱交換器及び空気調和機 | |
| WO2022215193A1 (ja) | 冷凍サイクル装置 | |
| JP6582373B2 (ja) | 熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21924628 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18254794 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2022579238 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202180091905.2 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021924628 Country of ref document: EP Effective date: 20230904 |