WO2022123731A1 - 処理システム、表示システム、処理装置、処理方法および処理プログラム - Google Patents
処理システム、表示システム、処理装置、処理方法および処理プログラム Download PDFInfo
- Publication number
- WO2022123731A1 WO2022123731A1 PCT/JP2020/046069 JP2020046069W WO2022123731A1 WO 2022123731 A1 WO2022123731 A1 WO 2022123731A1 JP 2020046069 W JP2020046069 W JP 2020046069W WO 2022123731 A1 WO2022123731 A1 WO 2022123731A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- processing
- upper limit
- cycle
- sampling
- converter
- Prior art date
Links
- 238000012545 processing Methods 0.000 title claims abstract description 605
- 238000003672 processing method Methods 0.000 title claims description 15
- 238000005070 sampling Methods 0.000 claims abstract description 415
- 238000005520 cutting process Methods 0.000 claims abstract description 217
- 238000000034 method Methods 0.000 claims abstract description 100
- 238000004458 analytical method Methods 0.000 claims description 66
- 238000009826 distribution Methods 0.000 claims description 30
- 230000005856 abnormality Effects 0.000 claims description 15
- 238000005096 rolling process Methods 0.000 claims description 3
- 238000005259 measurement Methods 0.000 description 147
- 238000004891 communication Methods 0.000 description 36
- 238000010586 diagram Methods 0.000 description 32
- 238000003860 storage Methods 0.000 description 23
- 238000006243 chemical reaction Methods 0.000 description 7
- 238000003754 machining Methods 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 238000004088 simulation Methods 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- 238000003801 milling Methods 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000012937 correction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0952—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0952—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining
- B23Q17/0966—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining by measuring a force on parts of the machine other than a motor
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
- G01L5/0061—Force sensors associated with industrial machines or actuators
- G01L5/0076—Force sensors associated with manufacturing machines
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
- G01L5/16—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes for measuring several components of force
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
- G01L5/16—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes for measuring several components of force
- G01L5/161—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes for measuring several components of force using variations in ohmic resistance
- G01L5/1627—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes for measuring several components of force using variations in ohmic resistance of strain gauges
Definitions
- the present disclosure relates to processing systems, display systems, processing devices, processing methods and processing programs.
- Patent Document 1 Japanese Unexamined Patent Publication No. 2018-43317 discloses the following machine tools. That is, the machine tool acquires information on a rotary shaft device provided with a rotary shaft and a phenomenon that is attached to the rotary shaft device and periodically occurs in the rotary shaft device in synchronization with the rotation of the rotary shaft.
- a machine tool provided with a sensor and a control device that controls the operation of the rotary shaft device and acquires the information via the sensor. The control device rotates the rotary shaft for processing.
- the machining is in a steady state in which there is no change with respect to a command related to operation control to the rotary shaft device, and if it is in the steady state, the machining is performed via the sensor at a predetermined sampling cycle.
- the information is acquired, the acquired information is associated with the rotation phase of the rotation axis, and the change for one cycle of the phenomenon is obtained based on the information acquired over a plurality of rotations of the rotation axis.
- Japanese Unexamined Patent Publication No. 2018-43317 Japanese Unexamined Patent Publication No. 2018-65199 Japanese Unexamined Patent Publication No. 2020-144148 Japanese Unexamined Patent Publication No. 2018-24806 Japanese Unexamined Patent Publication No. 2006-71485 Japanese Unexamined Patent Publication No. 11-118625
- the processing system of the present disclosure includes a cutting tool, a sensor attached to the cutting tool, an AD (Analog Digital) converter that generates a digital signal by sampling an analog signal output from the sensor, and a processing unit.
- the processing unit has a processing cycle of a rotation speed [rpm] of a rotating body that rotates about a rotation axis and a cycle of performing predetermined processing using the digital signal generated by the AD converter. Two adjacent two in the upper limit period which is the upper limit value and the coordinate system which shows the phase at the time of sampling by the AD converter in the rotation circle which is the locus of the point which rotates around the rotation axis with the rotation of the rotating body.
- the angle is required for N rotation of the rotating body in the processing cycle equal to or less than the upper limit cycle.
- the sampling frequency and the processing cycle for the AD converter to perform sampling so that the pitch set value is equal to or less than the upper limit pitch are determined and the set value is ps, N and (360 / ps). Are integers greater than or equal to 2 and are prime to each other.
- the processing apparatus of the present disclosure includes a first acquisition unit that acquires the rotation speed [rpm] of a rotating body that rotates about a rotation axis, and an AD converter that samples an analog signal output from a sensor attached to a cutting tool.
- the second acquisition unit that acquires the upper limit period, which is the upper limit value of the processing cycle, which is the cycle for performing the predetermined processing using the digital signal generated by the above, and the rotating body rotates around the rotation axis as the rotating body rotates.
- Acquires the upper limit pitch which is the upper limit value of the angle pitch [degree] which is the rotation angle between two adjacent sampling time points in the coordinate system which shows the phase at the time of sampling by the AD converter in the rotation circle which is the locus of points.
- the sampling frequency for the AD converter to perform sampling so that the set value of the angle pitch becomes the upper limit pitch or less during the period required for the rotating body to rotate N times.
- the display system of the present disclosure includes a cutting tool, a sensor attached to the cutting tool, an AD converter that generates a digital signal by sampling an analog signal output from the sensor, and a processing device.
- the processing device is an upper limit of a processing cycle, which is a cycle of performing predetermined processing using the rotation speed [rpm] of a rotating body rotating about a rotation axis and the digital signal generated by the AD converter. Between the upper limit period and two adjacent sampling time points in the coordinate system indicating the phase at the time of sampling by the AD converter in the rotation circle which is the locus of points rotating around the rotation axis with the rotation of the rotating body.
- the set value of the angle pitch during the period required for the rotating body to rotate N in the processing cycle equal to or less than the upper limit cycle.
- the AD converter performs a process of displaying the sampling frequency and the processing cycle so that the pitch is equal to or less than the upper limit pitch
- the set value is ps
- N and (360 / ps) are It is an integer of 2 or more and is elementary to each other.
- the display system of the present disclosure includes a cutting tool, a sensor attached to a rotating body attached to the cutting tool, an AD converter that generates a digital signal by sampling an analog signal output from the sensor, and an AD converter.
- the processing device includes a processing device, and the processing device is a cycle of performing predetermined processing using the rotation speed [rpm] of the rotating body rotating about the rotation axis and the digital signal generated by the AD converter. Based on the upper limit cycle which is the upper limit value of the cycle and the set frequency which is the sampling frequency set by the user, the phase at the time of sampling when the AD converter performs sampling according to the set frequency in the upper limit cycle. Performs processing to display information that can recognize the distribution status.
- the processing apparatus of the present disclosure includes a first acquisition unit that acquires the rotation speed [rpm] of a rotating body that rotates about a rotation axis, and an AD converter that samples an analog signal output from a sensor attached to a cutting tool.
- the second acquisition unit that acquires the upper limit period, which is the upper limit value of the processing cycle, which is the cycle for performing the predetermined processing using the digital signal generated by the above, and the rotating body rotates around the rotation axis as the rotating body rotates.
- the upper limit pitch which is the upper limit of the angle pitch [degree] which is the rotation angle between two adjacent sampling time points.
- the rotation speed acquired by the first acquisition unit, the upper limit cycle acquired by the second acquisition unit, and the upper limit pitch acquired by the third acquisition unit Based on the third acquisition unit to be acquired, the rotation speed acquired by the first acquisition unit, the upper limit cycle acquired by the second acquisition unit, and the upper limit pitch acquired by the third acquisition unit. , Sampling for the AD converter to perform sampling so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N in the processing cycle equal to or less than the upper limit cycle.
- a display processing unit that performs processing for displaying the frequency and the processing cycle is provided, and when the set value is ps, N and (360 / ps) are integers of 2 or more and are prime to each other.
- the processing apparatus of the present disclosure includes a first acquisition unit that acquires the rotation frequency [rpm] of a rotating body that rotates about a rotation axis, and an AD converter that samples an analog signal output from a sensor attached to a cutting tool.
- the second acquisition unit that acquires the upper limit cycle, which is the upper limit value, and the second acquisition frequency, which is the sampling frequency set by the user, of the processing cycle that is the cycle in which the predetermined processing is performed using the digital signal generated by 4
- the upper limit is based on the acquisition unit, the rotation speed acquired by the first acquisition unit, the upper limit cycle acquired by the second acquisition unit, and the set frequency acquired by the fourth acquisition unit.
- a display processing unit that performs a process of displaying information that can recognize the distribution state of the phase at the time of sampling when the AD converter performs sampling according to the set frequency.
- One aspect of the present disclosure can be realized not only as a processing system provided with such a characteristic processing unit, but also as a semiconductor integrated circuit that realizes a part or all of the processing system.
- One aspect of the present disclosure can be realized not only as a display system provided with such a characteristic processing unit, but also as a semiconductor integrated circuit that realizes a part or all of the display system.
- one aspect of the present disclosure can be realized not only as a processing device provided with such a characteristic processing unit, but also as a semiconductor integrated circuit that realizes a part or all of the processing device, or a processing device. It can be realized as a method in which the processing in the processing apparatus is a step, or it can be realized as a program for causing a computer to execute the processing step in the processing apparatus.
- FIG. 1 is a diagram showing a configuration of a processing system according to the first embodiment of the present disclosure.
- FIG. 2 is a cross-sectional view showing the configuration of a cutting tool according to the first embodiment of the present disclosure.
- FIG. 3 is an arrow view showing the configuration of the cutting tool according to the first embodiment of the present disclosure.
- FIG. 4 is a diagram showing a configuration of a processing apparatus in the processing system according to the first embodiment of the present disclosure.
- FIG. 5 is a perspective view schematically showing a cutting tool according to the first embodiment of the present disclosure.
- FIG. 6 is a diagram showing an example of two-dimensional data generated by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 1 is a diagram showing a configuration of a processing system according to the first embodiment of the present disclosure.
- FIG. 2 is a cross-sectional view showing the configuration of a cutting tool according to the first embodiment of the present disclosure.
- FIG. 3 is an arrow view showing the configuration of the cutting
- FIG. 7 shows an example of the position of the strain sensor 20 at the time of sampling by the AD converter in the processing system according to the comparative example of the first embodiment of the present disclosure.
- FIG. 8 shows an example of a display image displayed on a display device in the processing system according to the first embodiment of the present disclosure.
- FIG. 9 is a diagram showing an example of the relationship between the integer N and the sampling frequency that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
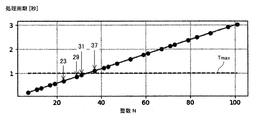
- FIG. 10 is a diagram showing an example of the relationship between the integer N and the processing cycle that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 11 is a diagram showing another example of the relationship between the integer N and the sampling frequency that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 12 is a diagram showing another example of the relationship between the integer N and the processing cycle that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 13 shows an example of the position of the strain sensor at the time of sampling by the AD converter in the processing system according to the first embodiment of the present disclosure.
- FIG. 14 is a diagram showing another example of the relationship between the integer N and the sampling frequency that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 12 is a diagram showing another example of the relationship between the integer N and the sampling frequency that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 15 is a diagram showing another example of the relationship between the integer N and the processing cycle that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 16 shows an example of the position of the strain sensor at the time of sampling by the AD converter in the processing system according to the first embodiment of the present disclosure.
- FIG. 17 shows an example of a display image displayed on a display device in the processing system according to the first embodiment of the present disclosure.
- FIG. 18 is a diagram showing an example of two-dimensional data generated by the analysis unit in the processing apparatus according to the comparative example of the first embodiment of the present disclosure.
- FIG. 19 is a diagram showing an example of two-dimensional data generated by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 16 shows an example of the position of the strain sensor at the time of sampling by the AD converter in the processing system according to the first embodiment of the present disclosure.
- FIG. 17 shows an example of a display image displayed on a display device in the processing system according to
- FIG. 20 is a diagram showing two-dimensional data generated by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 21 is a diagram showing an example of sensor measurement values generated by an AD converter in the processing system according to the first embodiment of the present disclosure.
- FIG. 22 is a diagram showing an example of sensor measurement values after array processing by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 23 is a flowchart defining an example of an operation procedure when the processing apparatus in the processing system according to the first embodiment of the present disclosure performs determination processing and display processing.
- FIG. 24 is a diagram showing a configuration of a processing system according to a second embodiment of the present disclosure.
- FIG. 25 is a diagram showing a configuration of a processing apparatus in the processing system according to the second embodiment of the present disclosure.
- the present disclosure has been made to solve the above-mentioned problems, the purpose of which is to be more efficient in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool.
- the processing system is an AD converter that generates a digital signal by sampling a cutting tool, a sensor attached to the cutting tool, and an analog signal output from the sensor. And a processing unit, the processing unit has a cycle of performing predetermined processing using the rotation speed [rpm] of the rotating body rotating about the rotation axis and the digital signal generated by the AD converter.
- the upper limit cycle which is the upper limit value of a certain processing cycle
- the coordinate system showing the phase at the time of sampling by the AD converter in the rotating circle which is the locus of points rotating around the rotation axis with the rotation of the rotating body.
- N rotations in the processing cycle equal to or less than the upper limit cycle based on the upper limit pitch which is the upper limit value of the angle pitch [degree] which is the rotation angle between two adjacent sampling time points.
- the sampling frequency and the processing cycle for the AD converter to perform sampling so that the set value of the angle pitch becomes equal to or less than the upper limit pitch during the period are determined, and the set value is ps, N and ( 360 / ps) is an integer of 2 or more and is elementary to each other.
- the sampling frequency and processing cycle for sampling so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N are determined as the sampling frequency of the AD converter. Even when a low value is set, digital signals can be generated at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing unit determines the sampling frequency and the processing cycle so as to satisfy N ⁇ ps ⁇ 180.
- the processing cycle can be determined.
- the processing unit acquires the upper limit frequency which is the upper limit value in the AD converter, and determines the sampling frequency which is equal to or lower than the acquired upper limit frequency.
- the processing unit has the following when the rotation speed is S, the sampling frequency is F, the upper limit frequency is Fmax, the processing cycle is T, and the upper limit cycle is Tmax.
- the value of N satisfying the formulas (1) to the following formula (4) is determined, and the sampling frequency and the processing cycle are determined based on the determined value of N.
- F (6 ⁇ S) / (N ⁇ ps) ⁇ ⁇ ⁇ (1)
- T (60 ⁇ N) / S ... (2) T ⁇ Tmax ... (3)
- the sampling frequency in the range that can be set in the AD converter can be determined, and the processing cycle that is equal to or less than the upper limit cycle set by the user can be determined, for example.
- the processing unit determines the smallest value among the values that can be selected as the processing cycle as the processing cycle.
- the cycle for performing the predetermined process can be set shorter. Therefore, for example, when the determination process for the abnormality of the cutting process is performed as the predetermined process, the generated abnormality can be detected at an early stage.
- the processing system further includes an analysis unit, and the analysis unit is generated by the AD converter at a timing according to the processing cycle determined by the processing unit as the predetermined processing. Using the digital signal, a determination process regarding an abnormality in the cutting process using the cutting tool is performed.
- the determination process can be performed using a plurality of digital signals that can be regarded as being generated in the period required for the cutting tool to make one rotation. Therefore, for example, cutting is performed based on the average value of the digital signals. It is possible to make an accurate determination of machining abnormalities and to detect the occurrence of abnormalities at an early stage.
- the processing system further comprises an analysis unit, which sampling the two-way load received by the cutting tool based on the digital signal generated by the AD converter.
- a process of generating two-dimensional data for each time is performed, and as the predetermined process, an update process of updating the two-dimensional data at a timing according to the process cycle determined by the processing unit is performed.
- the analysis unit interpolates the digital signal based on the generated two-dimensional data.
- sampling is performed at equal time intervals during the period required for one rotation of the cutting tool.
- a digital signal that can be regarded as being generated can be obtained, so that the obtained digital signal can be subjected to arithmetic processing such as Fourier conversion.
- the rotating body is the cutting tool, and the cutting tool is a rolling tool.
- the rotating body is an object to be cut
- the cutting tool is a turning tool
- the processing apparatus is output from a first acquisition unit that acquires the rotation speed [rpm] of a rotating body that rotates about a rotation axis, and a sensor attached to a cutting tool.
- the second acquisition unit that acquires the upper limit period, which is the upper limit value, of the processing cycle, which is the cycle for performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal.
- the angular pitch [degree] which is the rotation angle between two adjacent sampling time points in the coordinate system indicating the phase at the time of sampling by the AD converter in the rotation circle which is the locus of the points rotating around the rotation axis.
- the third acquisition unit that acquires the upper limit pitch, which is the upper limit value, the rotation speed acquired by the first acquisition unit, the upper limit cycle acquired by the second acquisition unit, and the third acquisition unit. Based on the upper limit pitch, the AD converter makes the set value of the angle pitch equal to or less than the upper limit pitch during the period required for the rotating body to rotate N in the processing cycle equal to or less than the upper limit cycle.
- a processing unit for determining the sampling frequency and the processing cycle for sampling is provided, and when the set value is ps, N and (360 / ps) are integers of 2 or more, and are elemental to each other. be.
- the sampling frequency and processing cycle for sampling so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N are determined as the sampling frequency of the AD converter. Even when a low value is set, digital signals can be generated at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing method according to the embodiment of the present disclosure is a processing method in a processing apparatus, which is a step of acquiring the rotation speed [rpm] of a rotating body rotating about a rotation axis, and is attached to a cutting tool.
- the step of acquiring the upper limit cycle of the processing cycle which is the cycle of performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal output from the sensor, and the rotating body.
- An angular pitch [ Based on the step of acquiring the upper limit pitch which is the upper limit value of [degree], the acquired rotation speed, the upper limit cycle, and the upper limit pitch, the rotating body rotates N times in the processing cycle equal to or less than the upper limit cycle.
- N and (360 / ps) are integers greater than or equal to 2 and are prime to each other.
- the sampling frequency of the AD converter is determined by the method of determining the sampling frequency and the processing cycle for sampling so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N times. Even when a low value is set, digital signals can be generated at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing program according to the embodiment of the present disclosure is a processing program used in the processing apparatus, and is the first acquisition in which the computer acquires the rotation speed [rpm] of the rotating body rotating about the rotation axis. Acquires the upper limit of the processing cycle, which is the cycle for performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal output from the unit and the sensor attached to the cutting tool. Two sampling units adjacent to each other in the second acquisition unit and the coordinate system indicating the phase at the time of sampling by the AD converter in the rotation circle which is the locus of points rotating around the rotation axis with the rotation of the rotating body.
- the third acquisition unit that acquires the upper limit pitch, which is the upper limit value of the angle pitch [degree], which is the rotation angle between time points, the rotation number acquired by the first acquisition unit, and the second acquisition unit. Based on the upper limit cycle and the upper limit pitch acquired by the third acquisition unit, the set value of the angle pitch during the period required for the rotating body to rotate N in the processing cycle equal to or less than the upper limit cycle.
- the set value is ps
- N And (360 / ps) are integers greater than or equal to 2 and are prime to each other.
- the sampling frequency and the processing cycle for sampling so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N are determined, so that the sampling frequency of the AD converter is low.
- digital signals can be generated at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the display system is an AD converter that generates a digital signal by sampling a cutting tool, a sensor attached to the cutting tool, and an analog signal output from the sensor.
- the processing device has a cycle of performing predetermined processing using the rotation speed [rpm] of the rotating body rotating about the rotation axis and the digital signal generated by the AD converter.
- the upper limit cycle which is the upper limit value of a certain processing cycle
- the coordinate system showing the phase at the time of sampling by the AD converter in the rotating circle which is the locus of points rotating around the rotation axis with the rotation of the rotating body.
- N rotations in the processing cycle equal to or less than the upper limit cycle based on the upper limit pitch which is the upper limit value of the angle pitch [degree] which is the rotation angle between two adjacent sampling time points.
- the AD converter performs a process of displaying the sampling frequency and the processing cycle for sampling so that the set value of the angle pitch becomes equal to or less than the upper limit pitch during the period, and the set value is ps.
- N and (360 / ps) are integers greater than or equal to 2 and are prime to each other.
- the AD converter is configured to display the sampling frequency and processing cycle for sampling so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N times. Even when a low value is set as the sampling frequency, the user can be made aware of the sampling frequency and the processing cycle for generating the digital signal at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing apparatus can recognize the phase distribution state at the time of sampling when the AD converter performs sampling according to the sampling frequency during the period required for the rotating body to rotate N times. Performs the process of displaying information.
- the user can visually recognize the distribution status of the measurement points when sampling according to the determined sampling frequency.
- the display system is a digital signal by sampling a cutting tool, a sensor attached to a rotating body attached to the cutting tool, and an analog signal output from the sensor.
- the processing device includes an AD converter and a processing device for generating the above, and the processing device uses the rotation speed [rpm] of the rotating body rotating about the rotation axis and the digital signal generated by the AD converter.
- the AD converter Based on the upper limit cycle which is the upper limit value of the processing cycle which is the cycle for performing the predetermined process and the set frequency which is the sampling frequency set by the user, the AD converter performs sampling in the upper limit cycle according to the set frequency. In this case, processing is performed to display information that can recognize the distribution status of the phase at the time of sampling.
- the sampling frequency set by the user is configured to display information that can recognize the distribution status of the phase at the time of sampling when the AD converter performs sampling according to the sampling frequency set by the user. Since the user can visually recognize the distribution state of the measurement points in the case of sampling according to the above, it is possible to prompt the user to change the sampling frequency, for example, when the sampling frequency set by the user is inappropriate. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing apparatus samples the rotation speed, the upper limit period, and the rotation circle, which is the locus of points rotating around the rotation axis with the rotation of the rotating body, by the AD converter.
- the processing cycle equal to or less than the upper limit cycle, based on the upper limit pitch which is the upper limit value of the angle pitch [degree] which is the rotation angle between two adjacent sampling time points in the coordinate system indicating the phase at the time point.
- the AD converter performs sampling according to the sampling frequency for the AD converter to perform sampling so that the set value of the angle pitch becomes equal to or less than the upper limit pitch during the period required for the rotating body to rotate N times.
- N and (360 / ps) are integers of 2 or more and are prime to each other when the processing for displaying the information that can recognize the distribution state of the phase at the time of sampling is performed and the set value is ps. ..
- the user when proposing an appropriate sampling frequency determined by the processing device to the user, the user can visually recognize the distribution state of the measurement points when sampling according to the sampling frequency.
- the processing apparatus rotates with the rotation of the rotating body when the AD converter performs sampling according to a set frequency which is a sampling frequency set by the user in the upper limit cycle.
- a set frequency which is a sampling frequency set by the user in the upper limit cycle.
- the user can be made to recognize the average value and the maximum value of the angle pitch when sampling according to the sampling frequency set by the user.
- the processing apparatus is output from a first acquisition unit that acquires the rotation speed [rpm] of a rotating body that rotates about a rotation axis, and a sensor attached to a cutting tool.
- the second acquisition unit that acquires the upper limit period, which is the upper limit value, of the processing cycle, which is the cycle for performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal.
- the angular pitch [degree] which is the rotation angle between two adjacent sampling time points in the coordinate system indicating the phase at the time of sampling by the AD converter in the rotation circle which is the locus of the points rotating around the rotation axis.
- the third acquisition unit Acquired by the third acquisition unit that acquires the upper limit pitch, which is the upper limit value, the rotation speed acquired by the first acquisition unit, the upper limit cycle acquired by the second acquisition unit, and the third acquisition unit.
- the AD converter is set so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N in the processing cycle equal to or less than the upper limit cycle.
- N and (360 / ps) are integers of 2 or more when the set value is ps. And they are both basic.
- the AD converter can be used. Even when a low value is set as the sampling frequency, the user can be made aware of the sampling frequency and the processing cycle for generating the digital signal at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing apparatus is output from a first acquisition unit that acquires the rotation speed [rpm] of a rotating body that rotates about a rotation axis, and a sensor attached to a cutting tool.
- a second acquisition unit that acquires the upper limit of the processing cycle, which is the cycle of performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal, and the sampling frequency set by the user.
- the fourth acquisition unit that acquires the set frequency, the rotation speed acquired by the first acquisition unit, the upper limit cycle acquired by the second acquisition unit, and the acquisition by the fourth acquisition unit.
- a display processing unit that displays information that can recognize the distribution status of the phase at the time of sampling when the AD converter performs sampling according to the set frequency in the upper limit period based on the set frequency is provided. ..
- the sampling frequency set by the user by the method of displaying information that can recognize the distribution status of the phase at the time of sampling when the AD converter performs sampling according to the sampling frequency set by the user. Since the user can visually recognize the distribution state of the measurement points in the case of sampling according to the above, it is possible to prompt the user to change the sampling frequency, for example, when the sampling frequency set by the user is inappropriate. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing method according to the embodiment of the present disclosure is a processing method in a processing apparatus, which is a step of acquiring the rotation speed [rpm] of a rotating body rotating about a rotation axis, and is attached to a cutting tool.
- the step of acquiring the upper limit cycle of the processing cycle which is the cycle of performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal output from the sensor, and the rotating body.
- An angular pitch [ Based on the step of acquiring the upper limit pitch which is the upper limit value of [degree], the acquired rotation speed, the upper limit cycle, and the upper limit pitch, the rotating body rotates N times in the processing cycle equal to or less than the upper limit cycle.
- the setting includes a step of displaying the sampling frequency and the processing cycle for the AD converter to perform sampling so that the set value of the angle pitch becomes equal to or less than the upper limit pitch during the period required for the above.
- N and (360 / ps) are integers of 2 or more and are prime to each other.
- the AD converter can be used. Even when a low value is set as the sampling frequency, the user can be made aware of the sampling frequency and the processing cycle for generating the digital signal at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing method according to the embodiment of the present disclosure is a processing method in a processing apparatus, which is a step of acquiring the rotation speed [rpm] of a rotating body rotating about a rotation axis, and is attached to a cutting tool.
- the step of acquiring the upper limit of the processing cycle which is the cycle of performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal output from the sensor, and the step set by the user.
- the AD converter performs sampling according to the set frequency in the upper limit cycle based on the step of acquiring the set frequency which is the sampling frequency and the acquired rotation speed, the upper limit cycle and the set frequency. It includes a step of displaying information that can recognize the distribution status of the phase at the time of sampling.
- the sampling frequency set by the user by the method of displaying information that can recognize the distribution status of the phase at the time of sampling when the AD converter performs sampling according to the sampling frequency set by the user. Since the user can visually recognize the distribution state of the measurement points in the case of sampling according to the above, it is possible to prompt the user to change the sampling frequency, for example, when the sampling frequency set by the user is inappropriate. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing program according to the embodiment of the present disclosure is a processing program used in the processing apparatus, and is the first acquisition in which the computer acquires the rotation speed [rpm] of the rotating body rotating about the rotation axis. Acquires the upper limit of the processing cycle, which is the cycle for performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal output from the unit and the sensor attached to the cutting tool. Two sampling units adjacent to each other in the second acquisition unit and the coordinate system indicating the phase at the time of sampling by the AD converter in the rotation circle which is the locus of points rotating around the rotation axis with the rotation of the rotating body.
- the third acquisition unit that acquires the upper limit pitch, which is the upper limit value of the angle pitch [degree], which is the rotation angle between time points, and the rotation number acquired by the first acquisition unit, acquired by the second acquisition unit.
- the angle pitch is set in the period required for the rotating body to rotate N in the processing cycle equal to or less than the upper limit cycle.
- It is a program for functioning as a display processing unit for displaying the sampling frequency and the processing cycle for the AD converter to perform sampling so that the value is equal to or less than the upper limit pitch, and the set value is set.
- N and (360 / ps) are integers of 2 or more and are prime to each other.
- the AD converter is configured to display the sampling frequency and processing cycle for sampling so that the set value of the angle pitch is equal to or less than the upper limit pitch during the period required for the rotating body to rotate N times. Even when a low value is set as the sampling frequency, the user can be made aware of the sampling frequency and the processing cycle for generating the digital signal at a larger number of measurement points on the rotating circle. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- the processing program according to the embodiment of the present disclosure is a processing program used in a physical device, and is the first acquisition of acquiring the rotation speed [rpm] of a rotating body rotating about a rotation axis of a computer. Acquires the upper limit of the processing cycle, which is the cycle for performing predetermined processing using the digital signal generated by the AD converter that samples the analog signal output from the frequency and the sensor attached to the cutting tool.
- the second acquisition unit, the fourth acquisition unit that acquires the set frequency that is the sampling frequency set by the user, the rotation speed acquired by the first acquisition unit, and the said acquisition by the second acquisition unit.
- the sampling frequency set by the user is configured to display information that can recognize the distribution status of the phase at the time of sampling when the AD converter performs sampling according to the sampling frequency set by the user. Since the user can visually recognize the distribution state of the measurement points in the case of sampling according to the above, it is possible to prompt the user to change the sampling frequency, for example, when the sampling frequency set by the user is inappropriate. Therefore, in a system that generates a digital signal by sampling an analog signal output from a sensor attached to a cutting tool, the digital signal can be generated more efficiently.
- FIG. 1 is a diagram showing a configuration of a processing system according to the first embodiment of the present disclosure.
- the processing system 301 includes a cutting tool 101, a strain sensor 20, an AD converter 21, a battery 22, a wireless communication device 23, a processing device 201, and a display device 211.
- the display device 211 is connected to the processing device 201, for example, by wire.
- the processing system 301 is an example of a display system.
- the processing device 201 is an example of a processing unit in the processing system 301.
- the cutting tool 101 is a rolling tool and is an example of a rotating body.
- the strain sensor 20 is attached to the cutting tool 101.
- the cutting tool 101 is an end mill used in a machine tool such as a milling machine, and is used for milling an object to be cut made of metal or the like.
- the cutting tool 101 is, for example, an end mill with a replaceable cutting edge.
- the cutting tool 101 is used in a state of being held by a tool holder 210 such as an arbor.
- the cutting tool 101 includes a shaft portion 10, a housing 24, and a blade mounting portion 12.
- the shaft portion 10 includes a shank portion 11.
- the housing 24 is shown by a two-dot chain line, which is an imaginary line.
- the blade mounting portion 12 is provided on the tip side of the shaft portion 10 of the cutting tool 101.
- the blade mounting portion 12 includes, for example, four blade fixing portions 13.
- a tip 14 is attached to each blade fixing portion 13.
- the blade mounting portion 12 may be configured to include one, two, or four or more blade fixing portions 13.
- the tool holder 210 is attached to the spindle 220 of the machine tool.
- the spindle 220 has a columnar shape and applies a rotational force to the tool holder 210.
- the tool holder 210 is a columnar member arranged on an extension of the spindle 220. Specifically, the upper end of the tool holder 210 is held by the spindle 220. Further, the lower end portion of the tool holder 210 holds the shank portion 11 of the cutting tool 101.
- the strain sensor 20 is attached to the peripheral surface of the shaft portion 10 via an adhesive or an adhesive.
- the strain sensor 20 may be attached to the peripheral surface of the tool holder 210.
- the housing 24 houses the strain sensor 20. Specifically, the housing 24 includes a bottom plate portion and a side wall portion (not shown). The housing 24 covers the strain sensor 20 from below and from the side.
- the AD converter 21, the battery 22, and the wireless communication device 23 are housed in the housing 24.
- the AD converter 21, the battery 22, and the wireless communication device 23 are fixed to the bottom plate portion or the side wall portion of the housing 24.
- the wireless communication device 23 includes, for example, a communication circuit such as a communication IC (Integrated Circuit).
- the battery 22 is connected to the strain sensor 20, the AD converter 21, and the wireless communication device 23 via a power line (not shown).
- the battery 22 supplies electric power to the strain sensor 20, the AD converter 21, and the wireless communication device 23 via the power line.
- the power line is provided with a switch for switching the power supply on and off.
- the processing system 301 includes three strain sensors 20.
- the processing system 301 may be configured to include a smaller number of strain sensors 20 than the number of chips 14 in the cutting tool 101, or may include a larger number of strain sensors 20 than the number of chips 14 in the cutting tool 101. May be. Further, the processing system 301 may be configured to include a strain sensor 20 having a number that does not correlate with the number of chips 14 in the cutting tool 101.
- FIG. 2 is a cross-sectional view showing the configuration of a cutting tool according to the first embodiment of the present disclosure.
- FIG. 2 is a cross-sectional view taken along the line II-II in FIG.
- strain sensors 20A, 20B, and 20C are provided on the shaft portion 10 as strain sensors 20.
- the strain sensor 20B is provided at a position deviated by 90 ° from the position where the strain sensor 20C is provided in the circumferential direction of the shaft portion 10.
- the strain sensor 20A is provided at a position deviated by 90 ° from the position where the strain sensor 20B is provided in the circumferential direction of the shaft portion 10.
- the strain sensors 20A and 20C are provided at positions that are point-symmetrical with respect to the rotating shaft 17 of the shaft portion 10.
- the strain sensors 20A, 20B, and 20C may be provided at the same position in the direction along the rotation axis 17 of the shaft portion 10, or may be provided at different positions from each other, for example.
- the strain sensors 20A, 20B, and 20C may be provided on the peripheral surface of the shaft portion 10 or the tool holder 210, for example, as described above, regardless of the position of the blade mounting portion 12. That is, the strain sensors 20A, 20B, and 20C do not need to be provided at positions along the rotation shaft 17 from the blade fixing portion 13 on the peripheral surface of the shaft portion 10 or the tool holder 210.
- the direction from the rotating shaft 17 to the position where the strain sensor 20A is provided is referred to as the X direction in the plane orthogonal to the rotating shaft 17, and from the rotating shaft 17 to the position where the strain sensor 20B is provided.
- the direction of is referred to as the Y direction.
- the strain sensor 20 rotates around the rotation axis 17 as the cutting tool 101 rotates.
- the locus of the strain sensor 20A during rotation of the cutting tool 101 is also referred to as a rotation circle SR.
- the rotating circle SR is, for example, the locus of the center of the contact surface of the strain sensor 20A with the cutting tool 101 when the cutting tool 101 is rotating.
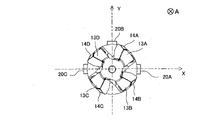
- FIG. 3 is an arrow view showing the configuration of the cutting tool according to the first embodiment of the present disclosure.
- FIG. 3 is an arrow view seen from the direction III in FIG.
- the blade mounting portion 12 includes the blade fixing portions 13A, 13B, 13C, 13D as the blade fixing portion 13.
- the blade fixing portions 13A, 13B, 13C, and 13D are provided at positions displaced by 90 ° clockwise in the circumferential direction of the blade mounting portion 12 in this order.
- Chips 14A, 14B, 14C, 14D are attached to the blade fixing portions 13A, 13B, 13C, 13D as chips 14, respectively.
- Each of the inserts 14A, 14B, 14C, 14D has a cutting edge.
- the chip 14 is, for example, a throw-away chip.
- the tip 14 is attached to the blade fixing portion 13 by, for example, screwing.
- the tip 14 may be fixed to the blade fixing portion 13 by means other than screwing.
- the cutting tool 101 may be a so-called solid end mill provided with a cutting blade integrated with the shaft portion 10 instead of the blade mounting portion 12.
- the strain sensor 20 measures a physical quantity indicating a state related to the load of the cutting tool 101 during cutting. More specifically, the strain sensor 20 measures the shear strain ⁇ of the shaft portion 10 as a physical quantity indicating a state relating to the load of the cutting tool 101 during cutting.
- the strain sensor 20 measures the shear strain ⁇ in the period from the time ts, which is the start time of cutting, to the time te, which is the end time, and displays an analog signal at a level corresponding to the shear strain ⁇ via a signal line (not shown). Is transmitted to the AD converter 21.
- the AD converter 21 generates a sensor measurement value which is a digital signal by sampling an analog signal output from the strain sensor 20. More specifically, the AD converter 21 generates a sensor measurement value sx by AD-converting the analog signal of the shear strain ⁇ received from the strain sensor 20A, and outputs the analog signal of the shear strain ⁇ received from the strain sensor 20B.
- the sensor measurement value sy is generated by AD conversion
- the sensor measurement value sr is generated by AD conversion of the analog signal of the shear strain ⁇ received from the strain sensor 20C.
- the AD converter 21 assigns a time stamp indicating the sampling time to the generated sensor measurement values sx, sy, sr, and stores the sensor measurement values sx, sy, sr to which the time stamp is attached in a storage unit (not shown).
- the wireless communication device 23 acquires one or a plurality of sets of sensor measurement values sx, sy, sr from the storage unit at a predetermined cycle, and identifies the acquired sensor measurement values sx, sy, sr and the corresponding strain sensor 20.
- a radio signal including information is generated, and the generated radio signal is transmitted to the processing device 201.
- the sampling frequency when the AD converter 21 samples an analog signal is variable.
- the user performs an operation of setting the sampling frequency of the AD converter 21 by operating an adjustment unit (not shown) in the AD converter 21 before starting the cutting process.
- the AD converter 21 samples an analog signal received from the strain sensor 20 according to a sampling frequency set by the user.
- FIG. 4 is a diagram showing a configuration of a processing apparatus in the processing system according to the first embodiment of the present disclosure.
- the processing device 201 includes a wireless communication unit 110, a reception unit 120, an acquisition unit 130, a processing unit 140, an analysis unit 150, and a storage unit 170.
- the acquisition unit 130 includes a rotation speed acquisition unit 131, a cycle acquisition unit 132, a pitch acquisition unit 133, and a frequency acquisition unit 134.
- the processing unit 140 is an example of a display processing unit.
- the rotation speed acquisition unit 131 is an example of the first acquisition unit.
- the cycle acquisition unit 132 is an example of the second acquisition unit.
- the pitch acquisition unit 133 is an example of the third acquisition unit.
- the frequency acquisition unit 134 is an example of the fourth acquisition unit.
- the wireless communication unit 110 is realized by a communication circuit such as a communication IC.
- the acquisition unit 130, the processing unit 140, and the analysis unit 150 are realized by, for example, a processor such as a CPU (Central Processing Unit) and a DSP (Digital Signal Processor).
- the storage unit 170 is, for example, a non-volatile memory.
- the reception unit 120 is an input device such as a mouse and a keyboard, receives an operation performed by the user on the display image DS1 displayed on the display device 211, which will be described later, and generates and acquires information indicating the received operation content. Output to unit 130.
- the wireless communication unit 110 acquires the measurement result of the physical quantity indicating the state related to the load of the cutting tool 101 at the time of cutting, which is the measurement result of the strain sensor 20. More specifically, the wireless communication unit 110 wirelessly communicates with the wireless communication device 23 stored in the housing 24 of the cutting tool 101.
- the wireless communication device 23 and the wireless communication unit 110 are, for example, compliant with ZigBee (registered trademark) compliant with IEEE 802.15.4, Bluetooth® compliant with IEEE 802.15.1, and IEEE 802.15.3a. Wireless communication is performed using a communication protocol such as UWB (Ultra Wide Band). A communication protocol other than the above may be used between the wireless communication device 23 and the wireless communication unit 110.
- the wireless communication unit 110 acquires sensor measurement values sx, sy, sr and identification information from the wireless signal received from the wireless communication device 23. Then, the wireless communication unit 110 stores the sensor measurement values sx, sy, sr in the storage unit 170 in association with the identification information.
- the analysis unit 150 performs a process of generating two-dimensional data D for each sampling time regarding the load in the two directions received by the cutting tool 101 based on the sensor measurement values sx, sy, and sr generated by the AD converter 21. ..
- the analysis unit 150 determines the sampling time for the load in two directions in the plane perpendicular to the rotation axis 17 based on the sensor measurement values sx, sy, sr stored in the storage unit 170 by the wireless communication unit 110. Generates two-dimensional data D for each.
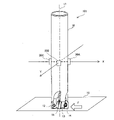
- FIG. 5 is a perspective view schematically showing a cutting tool according to the first embodiment of the present disclosure.
- the object to be cut is in the cutting resistance acting surface 18 which is a plane perpendicular to the rotation axis 17 and passes through the cutting edge of the chip 14.
- a load that is, a cutting resistance F [N] is applied to the cutting edge.
- the analysis unit 150 generates two-dimensional data D indicating the load Fx in the X direction and the load Fy in the Y direction received by the cutting tool 101 on the cutting resistance acting surface 18 based on the sensor measurement values sx, sy, and sr. .. Further, for example, the analysis unit 150 calculates the load Fz in the Z direction and the moment Mz around the Z direction based on the sensor measurement values sx, sy, and sr.
- the storage unit 170 uses a conversion formula for converting the sensor measured values sx, sy, sr into loads Fx, Fy, Fz and a conversion formula for converting the sensor measured values sx, sy, sr into moment Mz.
- these conversion formulas are prepared in advance using the techniques described in Patent Documents 5 and 6, and the like. More specifically, these conversion equations are transformation matrices created in advance based on the sensor measurement values sx, sy, and sr obtained when a known load is applied to the cutting tool 101.
- the analysis unit 150 calculates the loads Fx and Fy based on the sensor measurement values sx, sy, sr and the transformation matrix in the storage unit 170, and generates two-dimensional data D indicating the calculated loads Fx and Fy.
- FIG. 6 is a diagram showing an example of two-dimensional data generated by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure.
- the two-dimensional data D generated by the analysis unit 150 when cutting is performed using the cutting tool 101 the vertical axis is the load Fy [N]
- the horizontal axis is the load Fx [N]. Yes, and it is shown on the two-dimensional coordinates C1 with the rotation axis 17 as the origin.
- the analysis unit 150 sequentially calculates the loads Fx, Fy, Fz and the moment Mz, and generates the two-dimensional data D. More specifically, the analysis unit 150 calculates the load Fx, Fy, Fz and the moment Mz each time the sensor measurement values sx, sy, sr are stored in the storage unit 170 by the wireless communication unit 110, and the two-dimensional data D. Is generated, and the calculated loads Fx, Fy, Fz, moment Mz, and the generated two-dimensional data D are stored in the storage unit 170.
- the analysis unit 150 performs a process of displaying the two-dimensional data D based on the sensor measurement values sx, sy, and sr generated by the AD converter 21. More specifically, when the two-dimensional data D is generated, the analysis unit 150 performs a process of displaying the two-dimensional coordinates C1 including the generated two-dimensional data D on the display device 211. Every time the analysis unit 150 generates the two-dimensional data D, the analysis unit 150 performs an update process of updating the two-dimensional data D in the two-dimensional coordinates C1 displayed on the display device 211 to the generated two-dimensional data D.
- the update process is an example of a predetermined process.
- the analysis unit 150 uses the sensor measurement values sx, sy, and sr generated by the AD converter 21 to perform a determination process regarding an abnormality in the cutting process using the cutting tool 101. More specifically, when an abnormality such as a chip 14 is missing in the cutting tool 101, the sensor measurement values sx, sy, and sr change due to the occurrence of the abnormality.
- the analysis unit 150 analyzes the sensor measurement values sx, sy, and sr stored in the storage unit 170 by the wireless communication unit 110, and performs a determination process based on the analysis result. Then, the analysis unit 150 performs a process of displaying the determination result on the display device 211.
- the determination process is an example of a predetermined process.
- FIG. 7 shows an example of the position of the strain sensor 20 at the time of sampling by the AD converter in the processing system according to the comparative example of the first embodiment of the present disclosure.
- FIG. 7 shows two-dimensional coordinates with the rotation axis 17 as the origin of the measurement point MP indicating the position of the strain sensor 20A at the time of sampling in the plane perpendicular to the rotation axis 17 in the period required for the cutting tool 101 to rotate a plurality of times. It is shown on C2.
- the cutting tool 101 rotates at the rotation speed S1
- the AD converter 21 performs sampling at the sampling frequency F1
- the angle of rotation p between two adjacent measurement points MP in the two-dimensional coordinate C2 that is, the angle of rotation between two adjacent sampling time points, is 45 degrees. This is because the AD converter 21 performs sampling eight times in the period required for the cutting tool 101 to make one rotation, and the measurement point MPn at the nth rotation of the cutting tool 101 and the (n + 1) rotation of the cutting tool 101. This is because the measurement point MP (n + 1) overlaps with the two-dimensional coordinate C2.
- n is an integer of 1 or more.
- the sensor measurement value sx generated by the AD converter 21 is the sensor measurement value sx at the eight limited measurement points MP even when the measurement result by the strain sensor 20A is continuously acquired for a long period of time. Only. The same applies to the measurement results of the strain sensors 20B and 20C. Therefore, for example, when the determination process is performed using the sensor measurement values sx, sy, sr, it may not be possible to accurately determine the abnormality in the cutting process.
- the rotation angle between two adjacent measurement points MP at the two-dimensional coordinate C2 is 1 degree. This is because the AD converter 21 samples 360 times during the period in which the cutting tool 101 makes one rotation, and the measurement point MP at the nth rotation of the cutting tool 101 and the measurement point MP at the (n + 1) rotation of the cutting tool 101. This is because and overlap at the two-dimensional coordinate C2.
- the processing system 301 it is possible to generate sensor measurement values sx at a larger number of measurement point MPs at a lower sampling frequency by the following configuration.
- a specific description will be given.
- the rotation speed acquisition unit 131 acquires the rotation speed S [rpm] of the cutting tool 101, which is a rotating body that rotates around the rotation shaft 17. More specifically, the rotation speed acquisition unit 131 acquires the rotation speed S of the cutting tool 101 set in the machine tool before the start of cutting.
- the cycle acquisition unit 132 is an upper limit value of the processing cycle T, which is a cycle for performing predetermined processing such as the above-mentioned determination processing and update processing using the sensor measurement values sx, sy, and sr generated by the AD converter 21.
- the upper limit cycle Tmax is acquired. More specifically, the cycle acquisition unit 132 acquires the upper limit cycle Tmax set by the user before the start of cutting.
- the pitch acquisition unit 133 is an upper limit of the angle pitch p [degree], which is the rotation angle between two adjacent sampling time points in the coordinate system indicating the phase at the time of sampling by the AD converter 21 in the rotating circle SR. Acquire the pitch pmax. More specifically, the pitch acquisition unit 133 acquires the upper limit pitch pmax set by the user before the start of cutting.
- the frequency acquisition unit 134 acquires a set frequency Forg, which is a sampling frequency set by the user. More specifically, the frequency acquisition unit 134 acquires a set frequency Forg set by the user before the start of cutting. For example, the frequency acquisition unit 134 further acquires the upper limit frequency Fmax, which is the upper limit value in the AD converter 21.
- the upper limit frequency Fmax is, for example, an upper limit value in the specifications of the AD converter 21.
- the processing unit 140 displays the display image DS1 for receiving the settings of the rotation speed S, the upper limit period Tmax, the upper limit pitch pmax, the set frequency Forg, and the upper limit frequency Fmax on the display device 211 before the start of the cutting process. I do.
- FIG. 8 shows an example of a display image displayed on a display device in the processing system according to the first embodiment of the present disclosure.
- the display image DS1 includes text boxes Tb1 to Tb5, areas Rg1 to Rg13, buttons Bt1 and graph display areas G1 and G2.
- the user Before starting the cutting process, the user performs an operation of inputting, for example, the upper limit frequency Fmax described in the specifications of the AD converter 21 into the text box Tb1. Further, the user sets the rotation speed S of the cutting tool 101 in the machine tool before starting the cutting process, and inputs the set rotation speed S to the text box Tb2. Further, the user determines the set frequency Forg before the start of the cutting process, and inputs the determined set frequency Forg to the text box Tb3. Further, before the start of the cutting process, the user determines the upper limit cycle Tmax based on the cycle in which the above-mentioned determination process and update process should be performed, and inputs the determined upper limit cycle Tmax into the text box Tb4.
- the user determines the upper limit pitch pmax based on the accuracy required for the determination process, and inputs the determined upper limit pitch pmax to the text box Tb5.
- the reception unit 120 receives the operation of clicking the button Bt1 by the user and performs the following processing. That is, the reception unit 120 generates the upper limit frequency information indicating the upper limit frequency Fmax input to the text box Tb1 and outputs it to the frequency acquisition unit 134. Further, the reception unit 120 generates rotation speed information indicating the rotation speed S input to the text box Tb2 and outputs the rotation speed information to the rotation speed acquisition unit 131. Further, the reception unit 120 generates the set frequency information indicating the set frequency Forg input to the text box Tb3 and outputs it to the frequency acquisition unit 134. Further, the reception unit 120 generates the upper limit cycle information indicating the upper limit cycle Tmax input to the text box Tb4 and outputs it to the cycle acquisition unit 132. Further, the reception unit 120 generates the upper limit pitch information indicating the upper limit pitch pmax input to the text box Tb5 and outputs it to the pitch acquisition unit 133.
- the rotation speed acquisition unit 131 stores the rotation speed information received from the reception unit 120 in the storage unit 170.
- the cycle acquisition unit 132 stores the upper limit cycle information received from the reception unit 120 in the storage unit 170.
- the pitch acquisition unit 133 stores the upper limit pitch information received from the reception unit 120 in the storage unit 170.
- the frequency acquisition unit 134 stores the upper limit frequency information and the set frequency information received from the reception unit 120 in the storage unit 170.
- the processing unit 140 performs a determination process for determining the sampling frequency F and the processing cycle T in the AD converter 21 before the start of the cutting process. Then, the processing unit 140 performs display processing for displaying the determined sampling frequency F, the processing cycle T, and the like on the display device 211.
- the processing unit 140 is equal to or less than the upper limit cycle Tmax based on the rotation speed S acquired by the rotation speed acquisition unit 131, the upper limit cycle Tmax acquired by the cycle acquisition unit 132, and the upper limit pitch pmax acquired by the pitch acquisition unit 133.
- the sampling frequency F and the processing for the AD converter 21 to perform sampling so that the set value ps of the angle pitch p becomes equal to or less than the upper limit pitch pmax during the period required for the cutting tool 101 to rotate N times.
- N and (360 / ps) are integers of 2 or more and are relatively prime.
- the processing unit 140 determines the sampling frequency F equal to or lower than the upper limit frequency Fmax acquired by the frequency acquisition unit 134.
- the processing unit 140 acquires rotation speed information, upper limit period information, upper limit pitch information, and upper limit frequency information from the storage unit 170.
- the processing unit 140 determines the set value ps of the angle pitch p based on the acquired upper limit pitch information. For example, the processing unit 140 determines a set value ps that is equal to or less than the upper limit pitch pmax indicated by the upper limit pitch information and that (360 / ps) is an integer of 2 or more. As an example, the processing unit 140 determines the set value ps as "1" when the upper limit pitch pmax indicated by the upper limit pitch information is 1 degree.
- the processing unit 140 determines the value of the integer N such that the integer N and (360 / ps) are relatively prime. Specifically, when the processing unit 140 determines that the set value ps is "1", it includes 7 or more prime numbers such as 7, 11, 13, 17, 19, 23, 29, 31, 37, and 77, and the relevant prime numbers. Select the value of the integer N from the product of the prime numbers. When the processing unit 140 determines the set value ps and the integer N, the processing unit 140 determines the sampling frequency F and the processing cycle T based on the determined set values ps and the integer N.
- the processing unit 140 determines a value of an integer N satisfying the following equations (1) to (4), and determines a sampling frequency F and a processing cycle T based on the determined value of N.
- F (6 ⁇ S) / (N ⁇ ps) ⁇ ⁇ ⁇ (1)
- T (60 ⁇ N) / S ⁇ ⁇ ⁇ (2) T ⁇ Tmax ⁇ ⁇ ⁇ (3)
- the processing unit 140 is an integer such that the processing cycle T is equal to or less than the upper limit cycle Tmax indicated by the acquired upper limit cycle information, and the sampling frequency F is equal to or less than the upper limit frequency Fmax indicated by the acquired upper limit frequency information. Determine the value of N. Then, the processing unit 140 determines the sampling frequency F represented by the equation (1) and the processing cycle T represented by the equation (2) based on the determined integer N.
- the processing unit 140 determines the sampling frequency F and the processing cycle T so as to satisfy N ⁇ ps ⁇ 180. In this way, it is more efficient to determine the sampling frequency F and the processing cycle T so that the rotation angle between the two measurement points MP corresponding to the two temporally continuous sampling points is less than 180 degrees.
- Sensor measurement values sx, sy, sr can be generated.
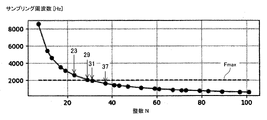
- FIG. 9 is a diagram showing an example of the relationship between the integer N and the sampling frequency that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
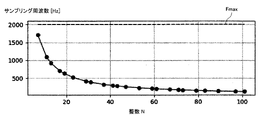
- FIG. 10 is a diagram showing an example of the relationship between the integer N and the processing cycle that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- the vertical axis is the sampling frequency F
- the horizontal axis is the value of the integer N.
- the vertical axis is the processing cycle T
- the horizontal axis is the value of the integer N.
- the sampling frequency F is inversely proportional to the integer N as represented by equation (1)
- the processing cycle T is expressed by equation (2). Directly proportional.
- the rotation speed S is 10000 rpm
- the upper limit frequency Fmax is 2000 Hz
- the upper limit cycle Tmax is 1 second
- the set value ps is 1 degree.
- the dashed lines in FIGS. 9 and 10 indicate the upper limit frequency Fmax and the upper limit period Tmax, respectively.
- the processing unit 140 has a sampling frequency F in FIG. 9 as a value of an integer N satisfying the equations (1) to (4) in a range of the broken line or less, and the processing cycle T in FIG. 10 is in the broken line or less. Select a value within the range of.
- the maximum value of the integer N in the range where the processing cycle T in FIG. 10 is equal to or less than the broken line is 163.
- the processing unit 140 selects a value of the integer N, such as 31, 37, 41, 43, 47, 77, etc., consisting of 7 or more prime numbers and 31 or more and 163 or less of the products of the prime numbers. Select from the candidates.
- the processing unit 140 determines the smallest value among the values that can be selected as the processing cycle T as the processing cycle T. More specifically, the processing unit 140 selects "31" from the above selection candidates as the value of the integer N in order to set the processing cycle T to the smallest value. Then, the processing unit 140 determines the processing cycle T to be "0.186 seconds" based on the equation (2). Further, the processing unit 140 determines the sampling frequency F to be "1935.48 Hz" based on the equation (1).
- FIG. 11 is a diagram showing another example of the relationship between the integer N and the sampling frequency that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 12 is a diagram showing another example of the relationship between the integer N and the processing cycle that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- the vertical axis is the sampling frequency F
- the horizontal axis is the value of the integer N.
- the vertical axis is the processing cycle T
- the horizontal axis is the value of the integer N.
- the rotation speed S is 2000 rpm
- the upper limit frequency Fmax is 2000 Hz
- the upper limit period Tmax is 1 second
- the set value ps is 1 degree.
- the dashed lines in FIGS. 11 and 12 indicate the upper limit frequency Fmax and the upper limit period Tmax, respectively.
- the processing unit 140 has a sampling frequency F in FIG. 11 as a value of an integer N satisfying the equations (1) to (4) in a range of the broken line or less, and the processing cycle T in FIG. 12 is in the broken line or less. Select a value within the range of. That is, the processing unit 140 is composed of 7 or more prime numbers such as 7, 11, 13, 17, 19, 23, 29 and 31, and 31 or less of the products of the prime numbers as the value of the integer N. Select from the selection candidates.
- the processing unit 140 selects "7" from the above selection candidates as the value of the integer N in order to set the processing cycle T to the smallest value. Then, the processing unit 140 determines the processing cycle T to be "0.21 seconds” based on the equation (2). Further, the processing unit 140 determines the sampling frequency F to be "1714.2857 Hz" based on the equation (1).
- FIG. 13 shows an example of the position of the strain sensor at the time of sampling by the AD converter in the processing system according to the first embodiment of the present disclosure.
- the region PA in FIG. 13 is an enlarged view of the region pa.
- FIG. 13 shows the measurement point MP in the period required for the cutting tool 101 to rotate 7 times when the AD converter 21 performs sampling according to the sampling frequency F “1714.2857 Hz” determined by the processing unit 140. It is shown on the two-dimensional coordinates C2.
- the measurement point MP7 at the second rotation of the cutting tool 101, the measurement point MP4 at the fourth rotation of the cutting tool 101, and the measurement point MP6 at the sixth rotation of the cutting tool 101 are on the two-dimensional coordinate C2 in this order. They are lined up. In this way, the measurement point MPn at the nth rotation of the cutting tool 101 and the measurement point MP (n + 1) at the (n + 1) rotation of the cutting tool 101 do not overlap at the two-dimensional coordinate C2, so that the cutting tool 101 rotates seven times. It is possible to pseudo-generate the sensor measurement values sx, sy, sr for one round of the strain sensor 20 corresponding to a large number of measurement point MPs in the period required for the measurement.
- the angle of rotation between the two measurement points MP corresponding to two temporally continuous sampling points that is, the angle of rotation between the two adjacent measurement points MPn is expressed by N ⁇ ps and is concrete. Is 7 degrees.
- FIG. 14 is a diagram showing another example of the relationship between the integer N and the sampling frequency that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 15 is a diagram showing another example of the relationship between the integer N and the processing cycle that can be selected in the processing unit of the processing apparatus according to the first embodiment of the present disclosure.
- the vertical axis is the sampling frequency F
- the horizontal axis is the value of the integer N.
- the vertical axis is the processing cycle T
- the horizontal axis is the value of the integer N.
- the rotation speed S is 10000 rpm
- the upper limit frequency Fmax is 2000 Hz
- the upper limit period Tmax is 1 second
- the set value ps is 0.5 degrees.
- the dashed lines in FIGS. 14 and 15 indicate the upper limit frequency Fmax and the upper limit period Tmax, respectively.
- the processing unit 140 has a sampling frequency F in FIG. 14 as a value of an integer N satisfying the equations (1) to (4) in a range of the broken line or less, and the processing cycle T in FIG. 15 is in the broken line or less. Select a value within the range of.
- the maximum value of the integer N in the range where the processing cycle T in FIG. 15 is equal to or less than the broken line is 163.
- the processing unit 140 has a numerical value of 61 or more and 163 or less among the prime numbers of 7 or more and the product of the prime numbers such as 61, 67, 71, 73, 77, 79 and 83 as the value of the integer N. Select from among the selection candidates.
- the processing unit 140 selects "61" from the above selection candidates as the value of the integer N in order to set the processing cycle T to the smallest value. Then, the processing unit 140 determines the processing cycle T to be "0.366 seconds” based on the equation (2). Further, the processing unit 140 determines the sampling frequency F to be "1967.21 Hz” based on the equation (1).
- each of the determined values is stored in the storage unit 170.
- the processing unit 140 has determined that the sampling frequency F is "1714.2857 Hz" in the example described with reference to, for example, FIGS. 11 and 12, but due to the specifications of the AD converter 21, the AD converter 21 is used. It may not be possible to finely set the sampling frequency to the right of the decimal point.
- the processing unit 140 may determine the value after rounding of the sampling frequency calculated based on the equation (1) as the sampling frequency F. Specifically, the processing unit 140 may determine "1714 Hz", which is a value obtained by rounding off the first decimal place of the sampling frequency calculated based on the equation (1), as the sampling frequency F.
- FIG. 16 shows an example of the position of the strain sensor at the time of sampling by the AD converter in the processing system according to the first embodiment of the present disclosure.
- the region PA in FIG. 16 is an enlarged view of the region pa.
- FIG. 16 shows two-dimensional measurement point MP in the period required for the cutting tool 101 to rotate seven times when the AD converter 21 samples according to the sampling frequency F “1714 Hz” determined by the processing unit 140. It is shown on the coordinate C2.
- the AD converter 21 samples according to “1714 Hz”, which is the value after rounding of the sampling frequency calculated based on the integer N, according to “1714.2857 Hz”.
- the angle pitch p varies as compared with the case of sampling.
- the measurement point MPn at the nth rotation of the cutting tool 101 and the measurement point MP (n + 1) at the (n + 1) rotation of the cutting tool 101 are two-dimensional as shown in FIG. Compared with the case where the coordinates C2 overlap, the sensor measured values sx, sy, and sr can be efficiently generated.
- the processing unit 140 obtains the maximum value pb1, the average value pb2, and the minimum value pb3 of the angle pitch p when sampling is performed according to the sampling frequency F “1714 Hz” after the fraction processing by performing a simulation. , Each obtained value is stored in the storage unit 170.
- the processing unit 140 may be configured to determine a new sampling frequency F and a new processing cycle T by performing determination processing again when the maximum value pb1 is larger than the upper limit pitch pmax. More specifically, the processing unit 140 selects another integer N so that the maximum value pb1 is equal to or less than the upper limit pitch pmax, and sets another sampling frequency F and another processing cycle T based on the selected integer N. Perform the redetermination process to determine. For example, the user performs an operation of setting that the maximum value pb1 should be equal to or less than the upper limit pitch pmax by operating an adjustment unit (not shown) in the processing apparatus 201 in advance. The processing unit 140 performs redetermination processing when the maximum value pb1 is larger than the upper limit pitch pmax according to the user's setting.
- FIG. 17 shows an example of a display image displayed on a display device in the processing system according to the first embodiment of the present disclosure.
- the processing unit 140 performs a process of displaying the sampling frequency F and the processing cycle T determined in the determination process on the display device 211. Specifically, the processing unit 140 performs a process of displaying the determined sampling frequency F as a theoretical value in the region Rg1 in the display image DS1. Further, the processing unit 140 performs a process of displaying the sampling frequency F after the rounding as a recommended value in the region Rg2 in the display image DS1. Further, the processing unit 140 performs a process of displaying the determined processing cycle T in the area Rg3 in the display image DS1.
- the processing unit 140 displays the rotation speed of the cutting tool 101 required to generate the sensor measurement values sx, sy, sr for one round of the strain sensor 20 in a pseudo manner, that is, the value of the integer N. Perform the process to be displayed in. Further, for example, the processing unit 140 sets the maximum value pa1, the average value pa2, and the minimum value pa3 of the angle pitch p when the AD converter 21 performs sampling according to the sampling frequency F in the regions Rg5, Rg6, and Rg7, respectively. Perform the display process.
- the processing unit 140 sets the maximum value pb1, the average value pb2, and the minimum value pb3 of the angle pitch p when the AD converter 21 performs sampling according to the sampling frequency F after the rounding, in the region Rg8.
- the process of displaying on Rg9 and Rg10 is performed.
- the processing unit 140 determines the phase distribution status at the time of sampling when the AD converter 21 performs sampling according to the set frequency Forg in the upper limit period Tmax. Performs processing to display recognizable information.
- the processing unit 140 acquires rotation speed information, upper limit period information, and set frequency information from the storage unit 170. Then, in the processing unit 140, the AD converter 21 performs sampling based on the rotation speed information, the upper limit cycle information, and the set frequency information according to the set frequency Forg indicated by the set frequency information in the period of the upper limit cycle Tmax indicated by the upper limit cycle information. In this case, the measurement point MP at the time of sampling is obtained by performing a simulation, and the two-dimensional coordinate C2A indicating the obtained measurement point MP is displayed in the graph display area G1.
- the processing unit 140 has two adjacent coordinate systems indicating the phase at the time of sampling by the AD converter 21 in the rotation circle SR when the AD converter 21 performs sampling according to the set frequency Forg in the upper limit period Tmax. Performs a process of displaying at least one of the average value and the maximum value of the rotation angle during the sampling time. More specifically, the processing unit 140 obtains the maximum value pc1, the average value pc2, and the minimum value pc3 of the angle pitch p when the AD converter 21 performs sampling according to the set frequency Forg by performing a simulation. A process of displaying the obtained value in the regions Rg11, Rg12, and Rg13 is performed.
- the processing unit 140 determines the phase distribution at the time of sampling when the AD converter 21 performs sampling according to the sampling frequency F during the period required for the cutting tool 101 to rotate N in the determined processing cycle T. Performs processing to display recognizable information. That is, in the processing unit 140, the AD converter 21 performs sampling according to the sampling frequency F during the period required for the cutting tool 101 to rotate N based on the rotation speed S, the upper limit period Tmax, and the upper limit pitch pmax. In this case, processing is performed to display information that can recognize the distribution status of the phase at the time of sampling.
- the processing unit 140 simulates, for example, the measurement point MP at the time of sampling when the AD converter 21 performs sampling according to the sampling frequency F after the fraction processing in the period of the processing cycle T.
- a process is performed in which the two-dimensional coordinates C2B indicating the obtained and obtained measurement point MP are displayed in the graph display area G2.
- the user can use the sampling frequency F after the fraction processing displayed in the region Rg2 during the period of "0.186 seconds" which is the processing cycle T displayed in the region Rg3.
- the AD converter 21 performs sampling according to a certain "1935 Hz”
- 360 sensor measurement values sx, sy, sr corresponding to 360 measurement point MPs at positions separated from each other on the rotating circle SR can be obtained. Recognize.
- the user refers to the display image DS1 and recognizes the sampling frequency to be set in the AD converter 21. More specifically, the user performs a process of setting the sampling frequency F after the rounding process in the AD converter 21, which is displayed as a recommended value in the region Rg2, for example. The user starts the cutting process after performing the process of setting the sampling frequency F in the AD converter 21.
- the analysis unit 150 performs the determination process as a predetermined process at the timing according to the process cycle T determined by the process unit 140. More specifically, the analysis unit 150 performs determination processing for each processing cycle T based on the analysis results of the sensor measurement values sx, sy, sr stored in the storage unit 170 by the wireless communication unit 110 as described above. Then, a process of displaying the determination result on the display device 211 is performed.
- the analysis unit 150 performs an update process for updating the two-dimensional data D at a timing according to the process cycle T determined by the process unit 140 as a predetermined process. More specifically, the analysis unit 150 generates two-dimensional data D based on the sensor measurement values sx, sy, and sr for each processing cycle T, as described above. Then, the analysis unit 150 updates the two-dimensional data D in the two-dimensional coordinates C1 displayed on the display device 211 to the generated two-dimensional data D for each processing cycle T.
- the processing device 201 the sensor measurement values sx, sy, sr are acquired by the wireless communication unit 110, the determination processing is performed by the analysis unit 150, the two-dimensional data D is generated, and the two-dimensional data D is updated for each processing cycle T. Processing is done.
- the analysis unit 150 performs the determination process and the update process at a timing that does not follow the processing cycle T, a plurality of sensor measurement values sx, sy, sr at some of the same measurement point MPs on the rotating circle SR are determined.
- the sensor measurement values sx, sy, sr Since it becomes a target of processing and updating, for example, when the average value of the sensor measurement values sx, sy, sr is calculated in the judgment processing, the sensor measurement values sx, sy at the part of the measurement point MP are calculated in the average value. , Sr may be affected by unintended weighting, and it may not be possible to make an accurate determination of abnormalities in cutting. On the other hand, the sensor measurement values sx, sy, sr for one round of the strain sensor 20 simulatedly generated by the configuration in which the analysis unit 150 performs the determination process and the update process at the timing according to the processing cycle T are used.
- the determination process and the update process can be performed, it is possible to accurately determine the abnormality of the cutting process based on, for example, the average value of the sensor measurement values sx, sy, and sr.
- the analysis unit 150 determines some sensor measurement values sx, sy, sr in order to prevent the influence of the above weighting. It may be configured to be excluded from the targets of processing and update processing.
- FIG. 18 is a diagram showing an example of two-dimensional data generated by the analysis unit in the processing apparatus according to the comparative example of the first embodiment of the present disclosure.
- FIG. 18 shows sampling according to “1.25 kHz”, which is a sampling frequency that does not satisfy the above equation (1) when the rotation speed S of the cutting tool 101 is set to “10000 rpm”, “12,500 rpm”, and “15000 rpm”, respectively.
- the two-dimensional data D based on all the sensor measurement values sx, sy, sr in the entire machining period and 360 sensor measurement values sx, sy which are the sensor measurement values in a part of the machining period.
- 2D data D based on sr is shown.
- FIG. 19 is a diagram showing an example of two-dimensional data generated by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure.
- FIG. 19 shows sampling according to “1.25 kHz”, which is a sampling frequency satisfying the above equation (1), when the rotation speed S of the cutting tool 101 is set to “1458 rpm”, “3542 rpm” and “12292 rpm”, respectively.
- Two-dimensional data D based on sr is shown.
- the two-dimensional data D generated by the analysis unit 150 in the processing device 201 according to the comparative example shown in FIG. 18 is less measured due to the bias of the measurement point MP in the rotating circle SR. Since it is generated based on the sensor measurement values sx, sy, and sr at the point MP, it is difficult to grasp the continuity of the two-dimensional shape.
- the two-dimensional data D generated by the analysis unit 150 in the processing device 201 shown in FIG. 18 is generated based on the sensor measurement values sx, sy, sr at more measurement points MP, and thus has a two-dimensional shape. It is possible to grasp the continuity of.
- FIG. 20 is a diagram showing two-dimensional data generated by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure. 20 shows a two-dimensional data D in which the rotation number S in FIG. 18 corresponds to “10000 rpm”, a two-dimensional data D in which the rotation number S in FIG. 19 corresponds to “12292 rpm”, and the rotation number S in FIG. It is a figure which arranged the 2D data D corresponding to "12,500 rpm" for comparison.
- the two-dimensional data D generated when the rotation speed S is 12292 rpm and the sampling frequency is 1.25 kHz is when the rotation speed S is 12500 rpm and the sampling frequency is 1.25 kHz.
- the continuity of the two-dimensional shape can be grasped more accurately.
- the sensor measurement values sx, sy, and sr can be efficiently generated by setting an appropriate sampling frequency in consideration of the relationship with the rotation speed S.
- the angle pitch p varies.
- the analysis unit 150 interpolates the sensor measurement values sx, sy, and sr based on the generated two-dimensional data D.
- the analysis unit 150 inserts the sensor measurement values sx, sy, sr generated by sampling by the AD converter 21 according to the sampling frequency F after the fraction processing, thereby causing the sensor measurement values sx, sy, sr. Is converted into sensor measurement values sx, sy, sr that should be generated when the AD converter 21 samples according to the sampling frequency F before the fraction processing. More specifically, the analysis unit 150 first rearranges the time-series sensor measurement values sx, sy, and sr based on the generated two-dimensional data D.
- FIG. 21 is a diagram showing an example of sensor measurement values generated by an AD converter in the processing system according to the first embodiment of the present disclosure.
- FIG. 21 shows sensor measurement values sx, sy, and sr for one round of the strain sensor 20 simulatedly generated during the period required for the cutting tool 101 to rotate seven times.
- the analysis unit 150 converts the sensor measurement values sx, sy, and sr into the first rotation, the second rotation, and the third rotation of the cutting tool 101 based on the vector information contained in the generated two-dimensional data D. It is classified into the sensor measurement values generated by the AD converter 21 at the 4th, 5th, 6th, and 7th rotations.
- the sensor measurement values generated by the AD converter 21 at the first rotation, the second rotation, the third rotation, the fourth rotation, the fifth rotation, the sixth rotation, and the seventh rotation of the cutting tool 101 are shown in FIG. 11, respectively. It corresponds to the sensor measurement value at the measurement points MP1, MP2, MP3, MP4, MP5, MP6, MP7.
- the analysis unit 150 performs an array process of rearranging the sensor measurement values sx, sy, and sr in the order corresponding to the rotation phase of the cutting tool 101 based on the classification result. For example, the analysis unit 150 also sorts time-series data of scalar values such as load Fz and moment Mz.
- FIG. 22 is a diagram showing an example of sensor measurement values after array processing by the analysis unit in the processing apparatus according to the first embodiment of the present disclosure.
- the analysis unit 150 sets each sensor measurement value sx, sy, sr in the sensor measurement value sx, sy, sr after the arrangement processing, for example, the sensor measurement value sx, sy, sr in the arrangement order. Correction is performed using the sensor measurement values sx, sy, and sr adjacent to.
- the analysis unit 150 stores the corrected sensor measurement values sx, sy, and sr in the storage unit 170.
- Each device in the processing system includes a computer including a memory, and an arithmetic processing unit such as a CPU in the computer includes a program including a part or all of each step of the following flowchart and sequence.
- the programs of these plurality of devices are stored in recording media such as an HDD (Hard Disk Drive), a CD-ROM (Compact Disc Read Only Memory), a DVD-ROM (Digital Versaille Disk Only Memory), and a semiconductor memory, respectively. It is distributed in a state.
- the programs of these plurality of devices can be installed from the outside. For example, the programs of these plurality of devices can be installed from the recording medium.
- the programs of these plurality of devices can be downloaded and installed from a predetermined server or the like via a telecommunication line, a wireless communication line, a wired communication line, and a network represented by the Internet. Further, for example, the programs of these plurality of devices can be downloaded from a predetermined server or the like by data broadcasting or the like and installed.
- FIG. 23 is a flowchart defining an example of an operation procedure when the processing apparatus in the processing system according to the first embodiment of the present disclosure performs determination processing and display processing.
- the processing apparatus 201 acquires the rotation speed S of the cutting tool 101, the upper limit period Tmax, the upper limit pitch pmax, the set frequency Forg, and the upper limit frequency Fmax (step S102).
- the processing device 201 determines the set value ps of the angle pitch p based on the upper limit pitch pmax (step S104).
- the processing apparatus 201 determines the integer N, the sampling frequency F, and the processing cycle T based on the above equations (1) to (4) (step S106).
- the processing device 201 performs display processing.
- the processing apparatus 201 has an integer N, a sampling frequency F, a processing cycle T, a sampling frequency F after fraction processing, and an angular pitch p, maximum values pa1, pb1, pc1, and average values pa2.
- a process of displaying the display image DS1 including the two-dimensional coordinates C2A showing the simulation result of the measurement point MP at the time of sampling when the converter 21 performs sampling is performed on the display device 211 (step S108).
- the processing device 201 starts the determination process and the update process using the sensor measurement values sx, sy, sr generated by the AD converter 21.
- the processing device 201 performs determination processing and updating processing for each processing cycle T as predetermined processing (step S110).
- the processing system 301 is configured to include the processing device 201 separately from the cutting tool 101, but the present invention is not limited to this.
- the processing device 201 may be provided in the cutting tool 101 or may be provided in the machine tool. Further, the processing device 201 is configured to perform determination processing and display processing, but the present invention is not limited to this, and the processing device 201 is configured not to perform either determination processing or display processing. May be good.
- the processing system 301 is configured to include the strain sensor 20, but the present invention is not limited to this.
- the processing system 301 may be configured to include other sensors such as an acceleration sensor in place of the strain sensor 20 or in addition to the strain sensor 20.
- the rotation speed acquisition unit 131 is configured to receive rotation speed information indicating the rotation speed S from the reception unit 120, but the present invention is limited to this. It's not a thing.
- the rotation speed acquisition unit 131 may be configured to acquire the measurement result by an acceleration sensor (not shown) attached to the cutting tool 101 and calculate the rotation speed S of the cutting tool 101 based on the acquired measurement result. ..
- the rotation speed acquisition unit 131 may be configured to receive rotation speed information from the control unit in the machine tool.
- the reception unit 120 displays the upper limit frequency information indicating the upper limit frequency Fmax input to the text box Tb1 in the display image DS1 before the start of the cutting process.
- the configuration is such that it is generated and the generated upper limit frequency information is output to the frequency acquisition unit 134, but the present invention is not limited to this.
- the upper limit frequency information may be stored in the storage unit 170 in advance.
- the reception unit 120 may be configured not to perform the process of generating the upper limit frequency information and outputting it to the frequency acquisition unit 134 before the start of the cutting process.
- the processing unit 140 measures the sampling frequency as a value obtained by rounding off the first decimal place of the sampling frequency calculated based on the equation (1).
- the configuration is determined as F, but the configuration is not limited to this.
- the processing unit 140 determines as the sampling frequency F a value obtained by performing rounding other than rounding at either of the integer part and the decimal part of the sampling frequency calculated based on the equation (1). It may be a configuration. Regardless of the position of the sampling frequency calculated based on the equation (1), the average value pb2 of the angle pitch p when the sampling is performed according to the sampling frequency after the fraction processing is the equation.
- the value is the same as the average value pa2 of the angle pitch p when sampling is performed according to the sampling frequency calculated based on (1).
- the higher the fraction processing at the sampling frequency calculated based on the equation (1) the higher the maximum value pb1 and the minimum value pb3 of the angle pitch p when sampling is performed according to the sampling frequency after the fraction processing.
- the difference will be large. However, the difference does not vary depending on the place where the rounding is performed, but converges to a predetermined value as the place where the rounding is performed becomes higher.
- the number of significant digits of the value that can be set as the sampling frequency differs depending on the specifications of the AD converter 21.
- the processing unit 140 is a value that can be set as a sampling frequency according to the specifications of the AD converter 21, and is the value closest to the sampling frequency calculated based on the equation (1). Perform rounding.
- the processing unit 140 determines a value of an integer N satisfying the above equations (1) to (4), and based on the determined value of N.
- the configuration is such that the sampling frequency F and the processing cycle T are determined, but the present invention is not limited to this.
- M is an integer of 2 or more.
- the processing unit 140 is configured to determine the sampling frequency F and the processing cycle T so as to satisfy N ⁇ ps ⁇ 180. It is not limited to.
- the processing unit 140 may be configured to determine an integer N, a sampling frequency F, and a processing cycle T so as to satisfy N ⁇ ps ⁇ 180.
- the acquisition unit 130 is configured to include the frequency acquisition unit 134, but the present invention is not limited to this.
- the acquisition unit 130 may be configured not to include the frequency acquisition unit 134.
- the processing unit 140 is configured to determine the integer N, the sampling frequency F, and the processing cycle T using the equations (1) to (4).
- the processing unit 140 has a configuration in which the integer N, the sampling frequency F, and the processing cycle T are determined by using the equations (1) and (2) while not using the equations (3) and (4). May be good.
- the processing unit 140 displays the determined sampling frequency F and the processing cycle T on the display device 211. The user determines whether or not to adopt the sampling frequency F and the processing cycle T displayed on the display device 211, for example, based on the specifications of the AD converter 21.
- the processing unit 140 is configured to determine the smallest value among the values selectable as the processing cycle T as the processing cycle T. , Not limited to this.
- the processing unit 140 may be configured to determine a value other than the smallest value that can be selected as the processing cycle T as the processing cycle T.
- the processing unit 140 may be configured to determine the largest value among the values that can be selected as the processing cycle T as the processing cycle T. As a result, the processing unit 140 can determine a lower value as the sampling frequency F.
- the analysis unit 150 is configured to perform determination processing and update processing at a timing according to the processing cycle T, but the present invention is not limited to this. do not have.
- the analysis unit 150 may be configured to perform at least one of the determination process and the update process at a timing that does not follow the process cycle T. Further, the analysis unit 150 may be configured not to perform at least one of the determination process and the update process.
- the analysis unit 150 is configured to interpolate the sensor measurement values sx, sy, sr based on the generated two-dimensional data D. However, it is not limited to this. The analysis unit 150 may be configured not to interpolate the sensor measurement values sx, sy, sr.
- processing apparatus 201 is configured to include the analysis unit 150
- the present invention is not limited to this.
- the analysis unit 150 may be provided in an apparatus other than the processing apparatus 201.
- the processing unit 140 has a sampling frequency F and a processing cycle T determined in the determination process, two-dimensional coordinates C2A, two-dimensional coordinates C2B, and a maximum value pc1.
- the configuration is such that the average value pc2 and the minimum value pc3 are displayed on the display device 211, but the present invention is not limited to this.
- the processing unit 140 may be configured so that a part of the above display contents is not displayed on the display device 211.
- the processing unit 140 may be configured to display the two-dimensional coordinates C2A on the display device 211 while not displaying the determined sampling frequency F, the processing cycle T, and the two-dimensional coordinates C2B on the display device 211.
- the user inputs the set frequency Forg to the text box Tb3 while checking the distribution of the measurement point MP in the two-dimensional coordinates C2A displayed in the graph display area G1 and the values displayed in the areas Rg11 to Rg13.
- the value By adjusting the value, it is possible to find a suitable set frequency Forg in which a large number of measurement point MPs are distributed at an angle pitch p equal to or less than the upper limit pitch pmax in the rotating circle SR in the two-dimensional coordinates C2A.
- the user finds a suitable set frequency Forg, the user sets the set frequency Forg in the AD converter 21 and starts cutting.
- the present embodiment relates to a processing system 302 including a cutting tool 102, which is a turning tool, as compared with the processing system 301 according to the first embodiment. Except for the contents described below, the processing system 301 is the same as that of the first embodiment.
- FIG. 24 is a diagram showing a configuration of a processing system according to a second embodiment of the present disclosure.
- the processing system 302 includes a cutting tool 102 and a processing device 202 instead of the cutting tool 101 and the processing device 201 as compared with the processing system 301 according to the first embodiment.
- the cutting tool 102 is a turning tool.
- the cutting tool 102 is used, for example, for turning a cutting object 221 made of metal or the like.
- the cutting tool 102 is, for example, a cutting tool with a replaceable cutting edge, that is, a throw-away tool.
- the cutting tool 102 is sandwiched and fixed from above and below by a tool post (not shown) in a machine tool such as a lathe.
- the cutting tool 102 includes a shank portion 11A and a blade fixing portion 13E.
- the blade fixing portion 13E fixes the tip 14E to the tip portion of the shank portion 11A.
- strain sensor 20, the AD converter 21, the battery 22, and the wireless communication device 23 are attached to the peripheral surface of the shank portion 11A via an adhesive or an adhesive.
- the processing system 302 may be configured to include two or more strain sensors 20.
- the object to be cut 221 is attached to a spindle (not shown) of the machine tool.
- the spindle is columnar and applies a rotational force to the object to be cut 221.
- the object to be cut 221 rotates about the rotation shaft 17A by the rotational force.
- the object to be cut 221 is an example of a rotating body.
- FIG. 25 is a diagram showing a configuration of a processing apparatus in the processing system according to the second embodiment of the present disclosure.
- the processing apparatus 202 includes an acquisition unit 130A instead of the acquisition unit 130 as compared with the processing apparatus 201 according to the first embodiment.
- the acquisition unit 130A includes a rotation speed acquisition unit 131A and a pitch acquisition unit 133A instead of the rotation speed acquisition unit 131 and the pitch acquisition unit 133 as compared with the acquisition unit 130.
- the rotation speed acquisition unit 131A acquires the rotation speed S [rpm] of the cutting object 221 which is a rotating body that rotates around the rotation shaft 17A. More specifically, the rotation speed acquisition unit 131A acquires the rotation speed S of the cutting object 221 set in the machine tool before the start of the cutting process.
- the pitch acquisition unit 133A is based on the AD converter 21 in the rotating circle SRA, which is a point that rotates around the rotation axis 17A with the rotation of the object to be cut 221, for example, a locus of an arbitrary point X on the outer peripheral surface of the object to be cut 221.
- the upper limit pitch pmax which is the upper limit value of the angle pitch p [degree] which is the rotation angle between two adjacent sampling time points is acquired. More specifically, the pitch acquisition unit 133 acquires the upper limit pitch pmax set by the user before the start of cutting.
- the processing unit 140 performs a determination process for determining the sampling frequency F and the processing cycle T in the AD converter 21 before the start of the cutting process. Then, the processing unit 140 performs display processing for displaying the determined sampling frequency F, the processing cycle T, and the like on the display device 211. The details of the determination process and the display process are as described in the first embodiment.
- the processing system 302 can generate sensor measurement values more efficiently, as in the processing system 301 according to the first embodiment.
- the period during which the tip 14E comes into contact with the object to be cut 221 and the tip 14E to be the object to be cut during the cutting process arrives alternately.
- the measurement point MPA indicating the position of the point X at the time of sampling in the rotation circle SRA
- most of the sensor measurement values generated by the AD converter 21 overlap on the two-dimensional coordinates C2 with the rotation axis 17A as the origin, and most of the sensor measurement values during the period when the chip 14E does not come into contact with the object to be cut 221. It may become.
- the processing system 302 pseudo-generates the sensor measurement value for one round of the strain sensor 20 corresponding to a large number of measurement points MPA during the period required for the cutting object 221 to rotate N times. Therefore, it is possible to more reliably generate the sensor measurement value during the period in which the chip 14E is in contact with the object to be cut 221.
- the set value of the angle pitch during the period required for the rotating body to rotate N in the processing cycle equal to or less than the upper limit cycle.
- N and (360 / ps) are integers of 2 or more and are relatively prime.
- the processing unit follows the phase distribution at the time of sampling when the AD converter performs sampling according to the sampling frequency during the period required for the rotating body to rotate N, and the set frequency in the upper limit period.
- a processing system that displays information that can recognize the distribution status of the phase at the time of sampling when the AD converter performs sampling.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Numerical Control (AREA)
Abstract
Description
に関する。
特許文献1~4の技術を超えて、切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングすることによりデジタル信号を生成するシステムにおいて、より効率的にデジタル信号を生成する技術が望まれる。
本開示によれば、切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングすることによりデジタル信号を生成するシステムにおいて、より効率的にデジタル信号を生成することができる。
最初に、本開示の実施形態の内容を列記して説明する。
F=(6×S)/(N×ps)・・・(1)
T=(60×N)/S・・・(2)
T≦Tmax・・・(3)
F≦Fmax・・・(4)
[処理システム]
図1は、本開示の第1の実施の形態に係る処理システムの構成を示す図である。図1を参照して、処理システム301は、切削工具101と、ひずみセンサ20と、AD変換器21と、電池22と、無線通信装置23と、処理装置201と、表示装置211とを備える。表示装置211は、たとえば有線で処理装置201に接続されている。処理システム301は、表示システムの一例である。処理装置201は、処理システム301における処理部の一例である。切削工具101は、転削工具であり、回転体の一例である。ひずみセンサ20は、切削工具101に取り付けられる。
切削工具101は、たとえば、フライス盤等の工作機械において使用されるエンドミルであり、金属等からなる切削対象物の転削加工に用いられる。切削工具101は、たとえば刃先交換式のエンドミルである。切削工具101は、アーバ等の工具ホルダ210に保持された状態で使用される。
図4は、本開示の第1の実施の形態に係る処理システムにおける処理装置の構成を示す図である。図4を参照して、処理装置201は、無線通信部110と、受付部120と、取得部130と、処理部140と、解析部150と、記憶部170とを備える。取得部130は、回転数取得部131と、周期取得部132と、ピッチ取得部133と、周波数取得部134とを含む。処理部140は、表示処理部の一例である。回転数取得部131は、第1取得部の一例である。周期取得部132は、第2取得部の一例である。ピッチ取得部133は、第3取得部の一例である。周波数取得部134は、第4取得部の一例である。
処理システム301のように、切削工具101に取り付けられたひずみセンサ20から出力されるアナログ信号をサンプリングすることによりデジタル信号を生成するシステムにおいて、より効率的にデジタル信号を生成する技術が望まれる。
回転数取得部131は、回転軸17を中心に回転する回転体である切削工具101の回転数S[rpm]を取得する。より詳細には、回転数取得部131は、切削加工の開始前に、工作機械において設定された切削工具101の回転数Sを取得する。
処理部140は、切削加工の開始前に、AD変換器21におけるサンプリング周波数Fおよび処理周期Tを決定する決定処理を行う。そして、処理部140は、決定したサンプリング周波数Fおよび処理周期T等を表示装置211に表示する表示処理を行う。
処理部140は、回転数取得部131により取得された回転数S、周期取得部132により取得された上限周期Tmax、およびピッチ取得部133により取得された上限ピッチpmaxに基づいて、上限周期Tmax以下の処理周期Tにおいて、切削工具101がN回転するのに要する期間に角度ピッチpの設定値psが上限ピッチpmax以下となるようにAD変換器21がサンプリングを行うための、サンプリング周波数Fおよび処理周期Tを決定する。ここで、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である。たとえば、処理部140は、周波数取得部134により取得された上限周波数Fmax以下のサンプリング周波数Fを決定する。
F=(6×S)/(N×ps) ・・・ (1)
T=(60×N)/S ・・・ (2)
T≦Tmax ・・・ (3)
F≦Fmax ・・・ (4)
より詳細には、処理部140は、処理周期Tが、取得した上限周期情報が示す上限周期Tmax以下となり、かつサンプリング周波数Fが、取得した上限周波数情報が示す上限周波数Fmax以下となるような整数Nの値を決定する。そして、処理部140は、決定した整数Nに基づいて、式(1)により表されるサンプリング周波数Fおよび式(2)により表される処理周期Tを決定する。
図17は、本開示の第1の実施の形態に係る処理システムにおける表示装置に表示される表示画像の一例を示している。図17を参照して、処理部140は、決定処理において決定したサンプリング周波数Fおよび処理周期Tを表示装置211に表示する処理を行う。具体的には、処理部140は、決定したサンプリング周波数Fを、理論値として、表示画像DS1における領域Rg1に表示する処理を行う。また、処理部140は、端数処理後のサンプリング周波数Fを、推奨値として、表示画像DS1における領域Rg2に表示する処理を行う。また、処理部140は、決定した処理周期Tを表示画像DS1における領域Rg3に表示する処理を行う。
たとえば、解析部150は、所定処理として、処理部140により決定された処理周期Tに従うタイミングにおいて、判定処理を行う。より詳細には、解析部150は、処理周期Tごとに、上述したように、無線通信部110により記憶部170に保存されたセンサ計測値sx,sy,srの解析結果に基づいて判定処理を行い、判定結果を表示装置211に表示する処理を行う。
本開示の実施の形態に係る処理システムにおける各装置は、メモリを含むコンピュータを備え、当該コンピュータにおけるCPU等の演算処理部は、以下のフローチャートおよびシーケンスの各ステップの一部または全部を含むプログラムを当該メモリから読み出して実行する。これら複数の装置のプログラムは、それぞれ、HDD(Hard Disk Drive)、CD-ROM(Compact Disc Read Only Memory)、DVD-ROM(Digital Versatile Disk Read Only Memory)および半導体メモリ等の記録媒体に格納された状態で流通する。これら複数の装置のプログラムは、それぞれ、外部からインストールすることができる。たとえば、これら複数の装置のプログラムは、上記記録媒体からインストールすることができる。また、たとえば、これら複数の装置のプログラムは、所定のサーバ等から、電気通信回線、無線通信回線、有線通信回線、およびインターネットを代表とするネットワークを経由してダウンロードし、インストールすることができる。また、たとえば、これら複数の装置のプログラムは、所定のサーバ等からデータ放送等によりダウンロードし、インストールすることができる。
なお、本開示の実施の形態に係る処理システム301は、切削工具101とは別個に処理装置201を備える構成であるとしたが、これに限定するものではない。処理装置201は、切削工具101に設けられる構成であってもよいし、工作機械に設けられる構成であってもよい。また、処理装置201は、決定処理および表示処理を行う構成であるとしたが、これに限定するものではない、処理装置201は、決定処理および表示処理のいずれか一方を行わない構成であってもよい。
T=(60×N×M)/S ・・・ (5)
ここで、Mは2以上の整数である。このような構成により、処理部140は、ひずみセンサ20のM周分のセンサ計測値sx,sy,srを擬似的に生成するためのサンプリング周波数Fおよび処理周期Tを決定することができる。
本実施の形態は、第1の実施の形態に係る処理システム301と比べて、旋削工具である切削工具102を備える処理システム302に関する。以下で説明する内容以外は第1の実施の形態に係る処理システム301と同様である。
図24は、本開示の第2の実施の形態に係る処理システムの構成を示す図である。図24を参照して、処理システム302は、第1の実施の形態に係る処理システム301と比べて、切削工具101および処理装置201の代わりに切削工具102および処理装置202を備える。切削工具102は、旋削工具である。
切削工具102は、たとえば、金属等からなる切削対象物221の旋削加工に用いられる。切削工具102は、たとえば刃先交換式のバイトすなわちスローアウェイバイトである。切削工具102は、旋盤等の工作機械における図示しない刃物台により上下から挟まれて固定される。切削工具102は、シャンク部11Aと、刃固定部13Eとを備える。刃固定部13Eは、シャンク部11Aの先端部分にチップ14Eを固定する。
図25は、本開示の第2の実施の形態に係る処理システムにおける処理装置の構成を示す図である。図25を参照して、処理装置202は、第1の実施の形態に係る処理装置201と比べて、取得部130の代わりに取得部130Aを備える。取得部130Aは、取得部130と比べて、回転数取得部131およびピッチ取得部133の代わりに回転数取得部131Aおよびピッチ取得部133Aを含む。
[付記1]
切削工具と、
前記切削工具に取り付けられたセンサと、
前記センサから出力されるアナログ信号をサンプリングすることによりデジタル信号を生成するAD変換器と、
処理部とを備え、
前記処理部は、回転軸を中心に回転する回転体の回転数[rpm]と、前記AD変換器により生成された前記デジタル信号を用いた所定処理を行う周期である処理周期の上限値である上限周期と、前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチとに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を決定し、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素であり、
前記処理部は、前記回転体がN回転するのに要する期間に前記サンプリング周波数に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況と、前記上限周期において、前記設定周波数に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況とを認識可能な情報を表示する処理を行う、処理システム。
11、11A シャンク部
12 刃取付部
13、13E 刃固定部
14、14E チップ
17、17A 回転軸
18 切削抵抗作用面
20 ひずみセンサ
21 AD変換器
22 電池
23 無線通信装置
24 ハウジング
101、102 切削工具
110 無線通信部
120 受付部
130、130A 取得部
131、131A 回転数取得部
132 周期取得部
133、133A ピッチ取得部
134 周波数取得部
140 処理部
150 解析部
170 記憶部
201、202 処理装置
210 工具ホルダ
211 表示装置
220 主軸
221 切削対象物
301、302 処理システム
Claims (24)
- 切削工具と、
前記切削工具に取り付けられたセンサと、
前記センサから出力されるアナログ信号をサンプリングすることによりデジタル信号を生成するAD(Analog Digital)変換器と、
処理部とを備え、
前記処理部は、回転軸を中心に回転する回転体の回転数[rpm]と、前記AD変換器により生成された前記デジタル信号を用いた所定処理を行う周期である処理周期の上限値である上限周期と、前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチとに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を決定し、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、処理システム。 - 前記処理部は、N×ps<180を満たすように前記サンプリング周波数および前記処理周期を決定する、請求項1に記載の処理システム。
- 前記処理部は、前記AD変換器における上限値である上限周波数を取得し、取得した前記上限周波数以下の前記サンプリング周波数を決定する、請求項1または請求項2に記載の処理システム。
- 前記処理部は、前記回転数をSとし、前記サンプリング周波数をFとし、前記上限周波数をFmaxとし、前記処理周期をTとし、前記上限周期をTmaxとしたとき、下記式(1)~下記式(4)を満たすNの値を決定し、決定したNの値に基づいて、前記サンプリング周波数および前記処理周期を決定する、
F=(6×S)/(N×ps)・・・(1)
T=(60×N)/S・・・(2)
T≦Tmax・・・(3)
F≦Fmax・・・(4)
請求項3に記載の処理システム。 - 前記処理部は、前記処理周期として選択可能な値のうちの最も小さい値を前記処理周期として決定する、請求項1から請求項4のいずれか1項に記載の処理システム。
- 前記処理システムは、さらに、解析部を備え、
前記解析部は、前記所定処理として、前記処理部により決定された前記処理周期に従うタイミングにおいて、前記AD変換器により生成される前記デジタル信号を用いて、前記切削工具を用いた切削加工の異常に関する判定処理を行う、請求項1から請求項5のいずれか1項に記載の処理システム。 - 前記処理システムは、さらに、解析部を備え、
前記解析部は、前記AD変換器により生成される前記デジタル信号に基づいて、前記切削工具が受ける2方向の負荷に関する、サンプリング時刻ごとの2次元データを生成する処理を行い、前記所定処理として、前記処理部により決定された前記処理周期に従うタイミングにおいて前記2次元データを更新する更新処理を行う、請求項1から請求項6のいずれか1項に記載の処理システム。 - 前記解析部は、生成した前記2次元データに基づいて、前記デジタル信号の内挿を行う、請求項7に記載の処理システム。
- 前記回転体は、前記切削工具であり、
前記切削工具は、転削工具である、請求項1から請求項8のいずれか1項に記載の処理システム。 - 前記回転体は、切削対象物であり、
前記切削工具は、旋削工具である、請求項1から請求項8のいずれか1項に記載の処理システム。 - 回転軸を中心に回転する回転体の回転数[rpm]を取得する第1取得部と、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得する第2取得部と、
前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチを取得する第3取得部と、
前記第1取得部により取得された前記回転数、前記第2取得部により取得された前記上限周期、および前記第3取得部により取得された前記上限ピッチに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を決定する処理部とを備え、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、処理装置。 - 処理装置における処理方法であって、
回転軸を中心に回転する回転体の回転数[rpm]を取得するステップと、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得するステップと、
前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチを取得するステップと、
取得した前記回転数、前記上限周期および前記上限ピッチに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を決定するステップとを含み、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、処理方法。 - 処理装置において用いられる処理プログラムであって、
コンピュータを、
回転軸を中心に回転する回転体の回転数[rpm]を取得する第1取得部と、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得する第2取得部と、
前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチを取得する第3取得部と、
前記第1取得部により取得された前記回転数、前記第2取得部により取得された前記上限周期、および前記第3取得部により取得された前記上限ピッチに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を決定する処理部、
として機能させるための処理プログラムであり、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、処理プログラム。 - 切削工具と、
前記切削工具に取り付けられたセンサと、
前記センサから出力されるアナログ信号をサンプリングすることによりデジタル信号を生成するAD変換器と、
処理装置とを備え、
前記処理装置は、回転軸を中心に回転する回転体の回転数[rpm]と、前記AD変換器により生成された前記デジタル信号を用いた所定処理を行う周期である処理周期の上限値である上限周期と、前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチとに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を表示する処理を行い、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、表示システム。 - 前記処理装置は、前記回転体がN回転するのに要する期間に、前記サンプリング周波数に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況を認識可能な情報を表示する処理を行う、請求項14に記載の表示システム。
- 切削工具と、
前記切削工具に取り付けられた回転体に取り付けられたセンサと、
前記センサから出力されるアナログ信号をサンプリングすることによりデジタル信号を生成するAD変換器と、
処理装置とを備え、
前記処理装置は、回転軸を中心に回転する回転体の回転数[rpm]と、前記AD変換器により生成された前記デジタル信号を用いた所定処理を行う周期である処理周期の上限値である上限周期と、ユーザにより設定されたサンプリング周波数である設定周波数に基づいて、前記上限周期において、前記設定周波数に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況を認識可能な情報を表示する処理を行う、表示システム。 - 前記処理装置は、前記回転数と、前記上限周期と、前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチとに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うためのサンプリング周波数、に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況を認識可能な情報を表示する処理を行い、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、請求項16に記載の表示システム。 - 前記処理装置は、前記上限周期において、ユーザにより設定されたサンプリング周波数である設定周波数に従って前記AD変換器がサンプリングを行った場合における、前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角の平均値および最大値の少なくともいずれか一方を表示する処理を行う、請求項14から請求項17のいずれか1項に記載の表示システム。
- 回転軸を中心に回転する回転体の回転数[rpm]を取得する第1取得部と、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得する第2取得部と、
前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチとを取得する第3取得部と、
前記第1取得部により取得された前記回転数、前記第2取得部により取得された前記上限周期、および前記第3取得部により取得された前記上限ピッチに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を表示する処理を行う表示処理部とを備え、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、処理装置。 - 回転軸を中心に回転する回転体の回転数[rpm]を取得する第1取得部と、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得する第2取得部と、
ユーザにより設定されたサンプリング周波数である設定周波数を取得する第4取得部と、
前記第1取得部により取得された前記回転数、前記第2取得部により取得された前記上限周期、および前記第4取得部により取得された前記設定周波数に基づいて、前記上限周期において、前記設定周波数に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況を認識可能な情報を表示する処理を行う表示処理部とを備える、処理装置。 - 処理装置における処理方法であって、
回転軸を中心に回転する回転体の回転数[rpm]を取得するステップと、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得するステップと、
前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチとを取得するステップと、
取得した前記回転数、前記上限周期および前記上限ピッチに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を表示する処理を行うステップとを含み、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、処理方法。 - 処理装置における処理方法であって、
回転軸を中心に回転する回転体の回転数[rpm]を取得するステップと、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得するステップと、
ユーザにより設定されたサンプリング周波数である設定周波数を取得するステップと、
取得した前記回転数、前記上限周期および前記設定周波数に基づいて、前記上限周期において、前記設定周波数に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況を認識可能な情報を表示する処理を行うステップとを含む、処理方法。 - 処理装置において用いられる処理プログラムであって、
コンピュータを、
回転軸を中心に回転する回転体の回転数[rpm]を取得する第1取得部と、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得する第2取得部と、
前記回転体の回転に伴って前記回転軸周りに回転する点の軌跡である回転円における前記AD変換器によるサンプリング時点の位相を示す座標系、において隣接する2つのサンプリング時点の間の回転角である角度ピッチ[degree]の上限値である上限ピッチとを取得する第3取得部と、
前記第1取得部により取得された前記回転数、前記第2取得部により取得された前記上限周期、および前記第3取得部により取得された前記上限ピッチに基づいて、前記上限周期以下の前記処理周期において、前記回転体がN回転するのに要する期間に前記角度ピッチの設定値が前記上限ピッチ以下となるように前記AD変換器がサンプリングを行うための、サンプリング周波数および前記処理周期を表示する処理を行う表示処理部、
として機能させるための処理プログラムであり、
前記設定値をpsとしたとき、Nおよび(360/ps)は、2以上の整数であり、かつ互いに素である、処理プログラム。 - 処理装置において用いられる処理プログラムであって、
コンピュータを、
回転軸を中心に回転する回転体の回転数[rpm]を取得する第1取得部と、
切削工具に取り付けられたセンサから出力されるアナログ信号をサンプリングするAD変換器により生成されたデジタル信号を用いた所定処理を行う周期である処理周期の、上限値である上限周期を取得する第2取得部と、
ユーザにより設定されたサンプリング周波数である設定周波数を取得する第4取得部と、
前記第1取得部により取得された前記回転数、前記第2取得部により取得された前記上限周期、および前記第4取得部により取得された前記設定周波数に基づいて、前記上限周期において、前記設定周波数に従って前記AD変換器がサンプリングを行った場合におけるサンプリング時点の位相の分布状況を認識可能な情報を表示する処理を行う表示処理部、
として機能させるための、処理プログラム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20965113.2A EP4261512A4 (en) | 2020-12-10 | 2020-12-10 | PROCESSING SYSTEM, DISPLAY SYSTEM, PROCESSING DEVICE, TREATMENT METHOD AND TREATMENT PROGRAM |
| JP2022503523A JP7120486B1 (ja) | 2020-12-10 | 2020-12-10 | 処理システム、表示システム、処理装置、処理方法および処理プログラム |
| PCT/JP2020/046069 WO2022123731A1 (ja) | 2020-12-10 | 2020-12-10 | 処理システム、表示システム、処理装置、処理方法および処理プログラム |
| CN202080107027.4A CN116529576A (zh) | 2020-12-10 | 2020-12-10 | 处理系统、显示系统、处理装置、处理方法以及处理程序 |
| US18/265,262 US20240042565A1 (en) | 2020-12-10 | 2020-12-10 | Processing system, display system, processing apparatus, processing method, and record medium |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/046069 WO2022123731A1 (ja) | 2020-12-10 | 2020-12-10 | 処理システム、表示システム、処理装置、処理方法および処理プログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022123731A1 true WO2022123731A1 (ja) | 2022-06-16 |
Family
ID=81973415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/046069 WO2022123731A1 (ja) | 2020-12-10 | 2020-12-10 | 処理システム、表示システム、処理装置、処理方法および処理プログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240042565A1 (ja) |
| EP (1) | EP4261512A4 (ja) |
| JP (1) | JP7120486B1 (ja) |
| CN (1) | CN116529576A (ja) |
| WO (1) | WO2022123731A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024024549A1 (ja) * | 2022-07-25 | 2024-02-01 | 京セラ株式会社 | 切削工具、及び切削加工物の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024095382A1 (ja) * | 2022-11-02 | 2024-05-10 | 住友電気工業株式会社 | センサ異常判定装置、センサ異常判定システム、センサ異常判定方法、コンピュータプログラム、非一時的記憶媒体、および工作機械 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6171499A (ja) * | 1984-09-14 | 1986-04-12 | Hitachi Ltd | デ−タサンプリング方法 |
| JPH0354435A (ja) * | 1989-07-21 | 1991-03-08 | Tochigi Pref Gov | 機械工具の摩耗・損傷予知の方法及び装置 |
| JPH11118625A (ja) | 1997-10-13 | 1999-04-30 | Toyota Central Res & Dev Lab Inc | 荷重測定装置 |
| JP2006071485A (ja) | 2004-09-02 | 2006-03-16 | Univ Kansai | 6軸センサ |
| US20100194377A1 (en) * | 2009-02-05 | 2010-08-05 | Sonora Medical Systems, Inc. | Prime-based frequency sampling |
| US20140216170A1 (en) * | 2013-02-05 | 2014-08-07 | Georgia Tech Research Corporation | Systems And Methods For Monitoring Cutting Forces In Peripheral End Milling |
| WO2015056495A1 (ja) * | 2013-10-17 | 2015-04-23 | 株式会社神戸製鋼所 | 状態計測装置及び状態計測システム |
| US20150261207A1 (en) * | 2014-03-11 | 2015-09-17 | Pro-Micron Gmbh & Co. Kg | Method for setting and/or monitoring operating parameters of a workpiece processing machine |
| JP2018024086A (ja) | 2016-07-29 | 2018-02-15 | オークマ株式会社 | 情報測定装置 |
| JP2018043317A (ja) | 2016-09-14 | 2018-03-22 | オークマ株式会社 | 工作機械 |
| JP2018065199A (ja) | 2016-10-17 | 2018-04-26 | オークマ株式会社 | 工作機械 |
| JP2020089924A (ja) * | 2018-12-03 | 2020-06-11 | 株式会社日立製作所 | 切削加工システム、加工誤差測定方法、および加工誤差測定装置 |
| JP2020144148A (ja) | 2015-08-26 | 2020-09-10 | 財團法人工業技術研究院Industrial Technology Research Institute | 表面測定装置及びその方法 |
| JP2020163564A (ja) * | 2019-03-28 | 2020-10-08 | 日立金属株式会社 | 加工装置及びそれを用いた被削性評価方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69406973T2 (de) * | 1993-04-15 | 1998-07-02 | Denso Corp | Ausgangssignalverarbeitungseinheit für einen Sensor |
-
2020
- 2020-12-10 CN CN202080107027.4A patent/CN116529576A/zh active Pending
- 2020-12-10 US US18/265,262 patent/US20240042565A1/en active Pending
- 2020-12-10 WO PCT/JP2020/046069 patent/WO2022123731A1/ja active Application Filing
- 2020-12-10 JP JP2022503523A patent/JP7120486B1/ja active Active
- 2020-12-10 EP EP20965113.2A patent/EP4261512A4/en active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6171499A (ja) * | 1984-09-14 | 1986-04-12 | Hitachi Ltd | デ−タサンプリング方法 |
| JPH0354435A (ja) * | 1989-07-21 | 1991-03-08 | Tochigi Pref Gov | 機械工具の摩耗・損傷予知の方法及び装置 |
| JPH11118625A (ja) | 1997-10-13 | 1999-04-30 | Toyota Central Res & Dev Lab Inc | 荷重測定装置 |
| JP2006071485A (ja) | 2004-09-02 | 2006-03-16 | Univ Kansai | 6軸センサ |
| US20100194377A1 (en) * | 2009-02-05 | 2010-08-05 | Sonora Medical Systems, Inc. | Prime-based frequency sampling |
| US20140216170A1 (en) * | 2013-02-05 | 2014-08-07 | Georgia Tech Research Corporation | Systems And Methods For Monitoring Cutting Forces In Peripheral End Milling |
| WO2015056495A1 (ja) * | 2013-10-17 | 2015-04-23 | 株式会社神戸製鋼所 | 状態計測装置及び状態計測システム |
| US20150261207A1 (en) * | 2014-03-11 | 2015-09-17 | Pro-Micron Gmbh & Co. Kg | Method for setting and/or monitoring operating parameters of a workpiece processing machine |
| JP2020144148A (ja) | 2015-08-26 | 2020-09-10 | 財團法人工業技術研究院Industrial Technology Research Institute | 表面測定装置及びその方法 |
| JP2018024086A (ja) | 2016-07-29 | 2018-02-15 | オークマ株式会社 | 情報測定装置 |
| JP2018043317A (ja) | 2016-09-14 | 2018-03-22 | オークマ株式会社 | 工作機械 |
| JP2018065199A (ja) | 2016-10-17 | 2018-04-26 | オークマ株式会社 | 工作機械 |
| JP2020089924A (ja) * | 2018-12-03 | 2020-06-11 | 株式会社日立製作所 | 切削加工システム、加工誤差測定方法、および加工誤差測定装置 |
| JP2020163564A (ja) * | 2019-03-28 | 2020-10-08 | 日立金属株式会社 | 加工装置及びそれを用いた被削性評価方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4261512A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024024549A1 (ja) * | 2022-07-25 | 2024-02-01 | 京セラ株式会社 | 切削工具、及び切削加工物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240042565A1 (en) | 2024-02-08 |
| EP4261512A4 (en) | 2024-05-01 |
| EP4261512A1 (en) | 2023-10-18 |
| JP7120486B1 (ja) | 2022-08-17 |
| CN116529576A (zh) | 2023-08-01 |
| JPWO2022123731A1 (ja) | 2022-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022123731A1 (ja) | 処理システム、表示システム、処理装置、処理方法および処理プログラム | |
| EP4137257A1 (en) | Processing system, display system, processing device, processing method and processing program | |
| EP3292930B1 (en) | Cutting tool and method for estimation of deflection of the cutting edge | |
| EP2446998B1 (en) | Spindle condition detection device for machine tool | |
| US20200026262A1 (en) | Machine-tool-state determination system and machine-tool-state determination method | |
| CA2514859C (en) | Method for defining the degree of fullness in a mill | |
| Costes et al. | Surface roughness prediction in milling based on tool displacements | |
| WO2014115395A1 (ja) | 切削振動抑止方法、演算制御装置、および工作機械 | |
| JPWO2013073436A1 (ja) | 工作機械の切削力検出装置、切削力検出方法、加工異常検出方法、および加工条件制御システム | |
| JP2010105073A (ja) | 工作機械の振動抑制方法及び装置 | |
| CN101310921A (zh) | 机床的振动抑制装置和振动抑制方法 | |
| CN102672539A (zh) | 颤振检测方法 | |
| CN104990670A (zh) | 一种主轴内置机械式在线动平衡系统的调整方法 | |
| Xu et al. | Energy based cutting force model calibration for milling | |
| CN116306169B (zh) | 高效铣刀刀齿后刀面非稳态摩擦特性识别方法 | |
| CN107679335B (zh) | 考虑刀具振动下动态切屑厚度的实时切削力系数计算方法 | |
| JP2024515473A (ja) | ボールミルにおける粉砕プロセスを操作するための方法及びシステム | |
| WO2022029988A1 (ja) | 切削システム、表示システム、処理装置、処理方法および処理プログラム | |
| CN101685102B (zh) | 三轴加速度计的精度调整装置与调整方法 | |
| JP7456074B1 (ja) | 処理システム、処理装置、処理方法および処理プログラム | |
| WO2021038859A1 (ja) | 回転加工工具および回転加工システム | |
| KR100466554B1 (ko) | 씨앤씨 선반의 절삭력 간접측정 시스템 및 그 방법 | |
| CN112417616A (zh) | 一种铣削加工稳定性预测方法、系统及存储介质 | |
| JP2003344110A (ja) | アブソリュート変位検出装置 | |
| WO2020157820A1 (ja) | 異常判定装置および異常判定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022503523 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20965113 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202080107027.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18265262 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020965113 Country of ref document: EP Effective date: 20230710 |