WO2022113810A1 - ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 - Google Patents
ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 Download PDFInfo
- Publication number
- WO2022113810A1 WO2022113810A1 PCT/JP2021/041990 JP2021041990W WO2022113810A1 WO 2022113810 A1 WO2022113810 A1 WO 2022113810A1 JP 2021041990 W JP2021041990 W JP 2021041990W WO 2022113810 A1 WO2022113810 A1 WO 2022113810A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide
- multifilament
- dtex
- stretching
- polyamide multifilament
- Prior art date
Links
- 239000004952 Polyamide Substances 0.000 title claims abstract description 68
- 229920002647 polyamide Polymers 0.000 title claims abstract description 68
- 238000000034 method Methods 0.000 title claims description 42
- 238000004519 manufacturing process Methods 0.000 title claims description 26
- 239000004744 fabric Substances 0.000 claims description 42
- 238000004804 winding Methods 0.000 claims description 25
- 238000001816 cooling Methods 0.000 claims description 23
- 238000002844 melting Methods 0.000 claims description 14
- 230000008018 melting Effects 0.000 claims description 14
- 229920006122 polyamide resin Polymers 0.000 claims description 12
- 230000002093 peripheral effect Effects 0.000 claims description 9
- 238000009998 heat setting Methods 0.000 claims description 5
- 238000010036 direct spinning Methods 0.000 claims description 4
- 238000007665 sagging Methods 0.000 abstract 2
- 229920002292 Nylon 6 Polymers 0.000 description 20
- 238000011156 evaluation Methods 0.000 description 19
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 14
- 239000002759 woven fabric Substances 0.000 description 13
- 239000000835 fiber Substances 0.000 description 12
- 238000009940 knitting Methods 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 10
- 229920000642 polymer Polymers 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- 230000008520 organization Effects 0.000 description 8
- 206010052428 Wound Diseases 0.000 description 6
- 208000027418 Wounds and injury Diseases 0.000 description 6
- 239000012530 fluid Substances 0.000 description 6
- 229920002302 Nylon 6,6 Polymers 0.000 description 5
- -1 polyhexamethylene Polymers 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 238000009941 weaving Methods 0.000 description 5
- 208000012266 Needlestick injury Diseases 0.000 description 4
- 238000009987 spinning Methods 0.000 description 4
- 238000011179 visual inspection Methods 0.000 description 4
- 239000013078 crystal Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000010583 slow cooling Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 235000014676 Phragmites communis Nutrition 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 238000004043 dyeing Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000002074 melt spinning Methods 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000002040 relaxant effect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- UFFRSDWQMJYQNE-UHFFFAOYSA-N 6-azaniumylhexylazanium;hexanedioate Chemical group [NH3+]CCCCCC[NH3+].[O-]C(=O)CCCCC([O-])=O UFFRSDWQMJYQNE-UHFFFAOYSA-N 0.000 description 1
- KXDHJXZQYSOELW-UHFFFAOYSA-N Carbamic acid Chemical group NC(O)=O KXDHJXZQYSOELW-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical group OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- SJEYSFABYSGQBG-UHFFFAOYSA-M Patent blue Chemical compound [Na+].C1=CC(N(CC)CC)=CC=C1C(C=1C(=CC(=CC=1)S([O-])(=O)=O)S([O-])(=O)=O)=C1C=CC(=[N+](CC)CC)C=C1 SJEYSFABYSGQBG-UHFFFAOYSA-M 0.000 description 1
- 244000273256 Phragmites communis Species 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000000980 acid dye Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000000386 athletic effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000004985 diamines Chemical group 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical group O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 1
- 125000001183 hydrocarbyl group Chemical group 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000006224 matting agent Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- FJXWKBZRTWEWBJ-UHFFFAOYSA-N nonanediamide Chemical compound NC(=O)CCCCCCCC(N)=O FJXWKBZRTWEWBJ-UHFFFAOYSA-N 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006123 polyhexamethylene isophthalamide Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000985 reactive dye Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/60—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyamides
Definitions
- the present invention relates to a polyamide multifilament. More specifically, the present invention relates to a high-strength polyamide multifilament capable of providing a thin fabric knitted fabric having excellent softness, lightness, and durability when the polyamide multifilament of the present invention is used for a woven or knitted fabric.
- Polyamide fiber which is a synthetic fiber, has excellent properties in its unique softness, high strength, color development during dyeing, heat resistance, hygroscopicity, etc., so it is widely used in clothing applications such as innerwear and outdoor jackets. There is.
- Patent Document 1 by increasing the number of stretching rollers and stretching in multiple stages, high-magnification stretching without fluff is possible, and a high-strength polyamide multifilament is obtained.
- this high-strength polyamide multifilament while maintaining high-order passability, product quality, and durability, the transparency of the lace ground yarn makes the pattern look beautiful, providing lace knitting with excellent texture.
- a heating cylinder is installed in the spinning portion to give an advantage in relaxing the orientation of the polymer, and a crystal structure is efficiently constructed by a stretching step of performing low-spinning high-magnification stretching in one-step stretching.
- the present invention solves the above-mentioned problems, and since the fineness of fibers and the fineness of single yarns are increasing with the thinning of woven and knitted fabrics, it has high strength and appropriate elongation, and has fluff and tarmi. It is an object of the present invention to provide a polyamide multifilament in which the above is suppressed. More specifically, the polyamide multifilament of the present invention provides a woven or knitted fabric having a softness and a lightweight feeling, and having excellent high-order passability, product quality, and durability.
- the present invention adopts the following configuration.
- (3) A woven or knitted fabric partially using the polyamide multifilament according to (1) or (2).
- the polyamide multifilament of the present invention provides a polyamide multifilament having high strength, appropriate elongation, and suppressing fluff and tarmi. Furthermore, the polyamide multifilament of the present invention can provide a woven or knitted fabric having a softness and a lightweight feeling, and having excellent high-order passability, product quality, and durability.
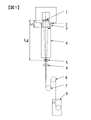
- FIG. 1 Schematic diagram showing an embodiment of a manufacturing apparatus that can be preferably used in the method for manufacturing a polyamide multifilament of the present invention.
- the polyamide constituting the polyamide multifilament of the present invention is a resin composed of a high molecular weight body in which so-called hydrocarbon groups are linked to the main chain via an amide bond, and the polyamide has excellent yarn-making properties and mechanical properties. Therefore, mainly polycaproamide (nylon 6) and polyhexamethylene adipamide (nylon 66) are preferable, and nylon 6 is more preferable because it is difficult to gel and has good yarn-making property.
- “mainly” is 80 mol as the ⁇ -caprolactam unit constituting the polycaprolamide in the case of polycarbonate, and as the hexamethylenediammonium adipate unit constituting the polyhexamethylene adipamide in the polyhexamethylene adipamide. % Or more, more preferably 90 mol% or more.
- the other components are not particularly limited, but are, for example, polydodecanoamide, polyhexamethylene adipamide, polyhexamethylene azelamide, polyhexamethylene sebacamide, polyhexamethylene dodecanoamide, and polymethoxylylen adipa. Examples thereof include units of aminocarboxylic acid, dicarboxylic acid, diamine and the like, which are monomers constituting mid, polyhexamethylene terephthalamide, polyhexamethylene isophthalamide and the like.
- the polyamide does not contain various additives such as a matting agent typified by titanium oxide, but the additive is added as long as the effect is not impaired such as a heat resistant agent. May be contained as needed. Further, the content thereof may be in the range of 0.001 to 0.3% by weight with respect to the polymer, if necessary.
- the polyamide multifilament of the present invention covers all of the total fineness, strength, elongation, and the number of fluff and tarmi per 100,000 m. That is, by reducing the total fineness, softness and lightness can be obtained, but durability is deteriorated. On the other hand, since durability is proportional to total fineness and single yarn fineness, it is necessary to increase the strength in order to satisfy durability at the same time as softness and lightness, in order to maintain high-order passability and product quality. Should be an appropriate elongation. In addition, it is necessary to suppress the generation of fluff and tarmi in order to improve high-order passability and product quality.
- the present inventors have studied diligently, and have excellent fineness, strength, elongation, fluff, etc. to realize a woven or knitted fabric having excellent high-order passability, product quality, product durability, excellent softness, and a lightweight feeling. We found an appropriate area for the number of tarmi.
- the polyamide multifilament of the present invention is characterized in that the total fineness is 56 dtex or less. Within this range, the woven and knitted fabric is excellent in softness and lightness. More preferably, it is 44 dtex or less.
- the polyamide multifilament of the present invention has a strength of 7.0 cN / dtex or more. Within such a range, the durability of the woven and knitted fabric becomes a level that can withstand actual use. Further, the higher the strength, the more preferable, but the upper limit value in the present invention is about 8.0 cN / dtex.
- the polyamide multifilament of the present invention has an elongation of 33 to 50%. Within such a range, yarn breakage in the higher-order processing process is reduced, and higher-order passability and product quality are improved. In particular, it has excellent high-order passability when knitting and weaving at high speed.
- the elongation is less than 33%, yarn breakage in higher-order processing processes such as woven fabric manufacturing process (warping process, weaving process) and knitting manufacturing process (warping process, knitting process) increases and higher passability. Will get worse.
- the dimensional stability of the woven and knitted fabric is reduced, and the product quality is reduced.
- the elongation exceeds 50%, the strength is lowered and the durability (burst strength, tear strength) of the woven or knitted fabric is lowered. More preferably, it is 35 to 45%.
- the polyamide multifilament of the present invention has one or less fluff / tarmi per 100,000 m. If the number is more than one, the fluff and tarmi parts will be caught by the reeds and needles in the weaving and knitting processes, and the thread breakage will increase and the high-order passability will deteriorate. In addition, the tension change caused by the fluff / tarmi part getting caught in the reed or the needle causes the defect of Sujimura and the product quality becomes inferior.
- the polyamide multifilament of the present invention preferably has a dry heat shrinkage rate of 12.0% or less at 180 ° C.
- 180 ° C. is a general temperature applied to a dimensional stabilization set of a woven or knitted fabric using a polyamide multifilament, and the dry heat shrinkage rate at this temperature indicates the degree of filament shrinkage generated in the woven or knitted fabric manufacturing process.
- the temperature By setting the temperature to 0.0% or less, the dimensional stability of the woven and knitted fabric can be obtained, and the defect of sink marks can be suppressed.
- the cross-sectional shape of the polyamide multifilament of the present invention is not particularly limited, and may be, for example, a round cross section, a flat cross section, a lens type cross section, a multi-leaf cross section, a hollow cross section, or any other known irregular cross section.
- the polyamide multifilament of the present invention preferably has 3 or more filaments.
- the upper limit is preferably 144 or less in the case of a total fineness of 56 dtex and 27 or less in the case of a total fineness of 11 dtex.
- the polyamide multifilament of the present invention preferably has a single yarn fineness of 0.4 to 10 dtex.
- the finer the fineness of a single yarn the softer the woven or knitted fabric for clothing, but the more easily pilling occurs due to rubbing or the like, and the durability of the product decreases. Within this range, a woven or knitted fabric having excellent softness and durability can be obtained.
- FIG. 1 shows an embodiment of a manufacturing apparatus by a direct spinning and drawing method preferably used in the method for manufacturing a polyamide multifilament of the present invention.
- the polyamide resin is melted, the polyamide polymer is weighed and transported by a gear pump, and finally extruded from the discharge hole provided in the spinneret 1 to form each filament.
- each filament discharged from the spinneret 1 in this way is surrounded by a gas supply device 2 that blows out steam to suppress aging stains on the spinneret, and around the entire circumference for slow cooling.
- a multi-layered heating cylinder 3 is provided in the cooling device 4, and the yarn is cooled and solidified to room temperature by the cooling device 4. After that, the oil is applied by the lubrication device 5, and each filament is focused to form a multifilament, entangled by the fluid entanglement nozzle device 6, passes through the take-up roller 7 and the draw roller 8, and at that time, the take-up roller 7 and the draw roller 8 are used. Stretching according to the ratio of peripheral speeds. Further, the yarn is heat-treated by heating the drawing roller 8 and wound by the winding device 9.
- the sulfuric acid relative viscosity of the polyamide polymer used for melt spinning is 2.5 to 4.0, and the melting temperature of melt spinning is higher than 20 ° C and 85 ° C with respect to the melting point of polyamide.
- the temperature of the gas supply device and the heating cylinder should be 250 ° C. or higher, and the polyamide polymer discharged from the discharge hole under the mouthpiece should be slowly cooled to start cooling.
- the LS is 100 to 180 mm, convergence is imparted by spraying pressure air, the pre-stretching entanglement degree (CF value) is 20 to 50, the take-up roller speed is 700 to 1500 m / min, and the stretching ratio is 3.0 to 3.
- the temperature of the stretching roller is set to 35 ° C lower or higher and 15 ° C lower than the polymer melting point, and the stretching roller and filament are heated.
- it can be preferably manufactured by setting the tension (winding tension) between the drawing roller and the winding device to 0.15 to 0.20 cN / dtex.
- the relative sulfuric acid viscosity of the polyamide resin is preferably 2.5 to 4.0. Within this range, a high-strength polyamide multifilament can be obtained.
- a heating cylinder 3 is provided on the upper part of the cooling device 4 so as to surround each filament all around.
- the orientation of the polyamide polymer discharged from the spinneret 1 can be relaxed.
- High-strength multifilament can be obtained by relaxing the orientation by slow cooling from the base surface to cooling. If the heating cylinder is not installed, it is difficult to obtain fibers that satisfy the strength because the orientation is not sufficiently relaxed by slow cooling from the base surface to cooling.
- the cooling device 4 is a cooling device that blows cooling rectified air from a certain direction, an annular cooling device that blows cooling rectified air from the outer peripheral side toward the center side, or an annular cooling device that blows cooling rectified air from the center side to the outer periphery. It can be manufactured by any method such as an annular cooling device that blows cooling rectified air toward the air.
- the vertical distance LS (cooling start distance LS) from the lower surface of the spinneret to the upper end of the cooling air blowing portion of the cooling device 4 is preferably in the range of 100 to 180 mm.
- the cooling start distance LS By lengthening the cooling start distance LS by 100 mm or more, fiber that promotes orientation relaxation and satisfies the strength can be obtained, and by shortening it by 180 mm or less, yarn sway can be suppressed and productivity can be ensured. More preferably, 110 to 170 mm is more preferable.
- the convergence of the traveling multifilament before the take-up roller 7 is enhanced.
- the filament separation property from the stretching roller 8 of the traveling multifilament is improved, and not only fluff and tarmi are suppressed, but also the filament is formed. It is possible to prevent the yarn from being broken by being taken by the stretching roller. In particular, as the total fineness becomes finer, it is necessary to lower the appropriate tension, so that the filament is easily taken by the stretching roller 8 and fluff and tarmi are easily generated.
- entanglement is applied by the fluid entanglement nozzle device 6 in front of the take-up roller 7, and the degree of entanglement (CF value) before stretching is controlled to 20 to 50.
- the entanglement degree referred to here is an automatic entanglement degree tester (manufactured by Rothschild) having the same performance as the method described in JIS L1013 for a sample obtained by winding a traveling multifilament around a take-up roller 7 and collecting the multifilament. Measured using ENTANGLEMENT TESTERR-2040).
- the measurement speed was 2.5 m / min
- the trip tension level was 1.2 cN / dtex
- the thread length was 20 mm until the next needle stick after the trip
- the number of repeated measurements was 50
- the samples were continuously measured.
- the opening length (mm) from the needle stick to the thread to the trip tension level (1.2 cN / dtex) and tripping was measured, and 50,000 (mm) was measured in 50 trips.
- the value divided by the total fiber length (mm) was taken as the degree of entanglement (the number of entanglements per 1 m).
- the design of the fluid entanglement nozzle device and the method of controlling the ejection pressure of the fluid in the fluid entanglement nozzle device are useful.
- the degree of entanglement can be controlled to 20 to 50.
- the degree of entanglement is adjusted to 20 or more, the convergence is improved, the filament separation property from the stretching roller is improved, fluff and tarmi are suppressed, and the number of fluff and tarmi per 100,000 m is 1 or less.
- the filament is taken by the drawing roller to suppress yarn breakage.
- the damage caused by the entangled compressed air is reduced, and in particular, the finer the total fineness and the finer the single yarn fineness, the greater the damage to the filament, so that the decrease in strength is suppressed. Achieves an intensity of 7.0 cN / dtex. In addition, it suppresses yarn breakage due to damage to the filament caused by compressed air pressure. More preferably, it is 30 to 45.
- the stretching is preferably one-step stretching.
- the elongation is 33 to 50%, it can be appropriately adjusted by the draw ratio, but the fineness and the fineness of the single yarn are increasing, and by one-step stretching, the traveling multifilament has a drawing roller and low tension. Suppresses rubbing underneath to prevent damage to the filament and prevent a decrease in strength.
- the appropriate stretching ratio in one-step stretching is 3. It is preferably 0 to 3.5 times. When it is 3.0 times or more, high strength can be obtained, and when it is 3.5 times or less, an appropriate elongation can be obtained, and a polyamide multifilament in which fluff and tarmi are suppressed can be obtained. It is preferably 3.1 to 3.4 times.
- the heat setting treatment is performed by bringing the yarn into contact with the heated body after stretching.
- a method in which a heating heater is provided inside the drawing roller and the yarn gripped (contacted) by the drawing roller is heat-set is preferably used.
- the heat setting temperature is preferably 35 ° C. lower than the melting point of the polyamide resin and 15 ° C. lower than the melting point of the polyamide resin.
- the melting point of the polyamide resin used in the polyamide multifilament of the present invention is 225 ° C, 190 ° C ⁇ heat setting temperature ⁇ 210 ° C.
- the fiber crystal structure is sufficiently fixed, and a strength of 7.0 cN / dtex and a dry heat shrinkage rate of 180 ° C of 12.0% or less are achieved. In addition, it suppresses the winding tightness in which the multifilament shrinks after winding, and prevents the product drum from being unable to be removed from the winding roller.
- the winding tension between the drawing roller 8 and the winding device 9 is 0.15 cN / dtex or more.
- a method of controlling the tension between the stretching roller 8 and the winding device 9 within the applied range a method of controlling the peripheral speed ratio of the stretching roller 8 and the winding roller (not shown) in the winding device is useful. .. Although it depends on the total fineness and the stretching ratio, the stretching roller peripheral speed / winding roller peripheral speed can be adjusted to a tension in the range of 1.02 to 1.08.
- the take-up tension of the traveling multifilament from the drawing roller 8 is ensured, fluff and tarmi are less likely to occur, and the number of fluff and tarmi per 100,000 m is 1. It will be less than one.
- the upper limit of the take-up tension of the present invention is 0.20 cN / dtex, and when this value is exceeded, the strain stress of the polymer remains, and the multifilament shrinks on the take-up roller.
- the product drum cannot be removed from the take-up roller, which may make production impossible.
- the finer the total fineness the easier it is for the filament to be taken by the drawing roller 8, the worse the yarn separation property, and the more likely it is that fluff and tarmi are generated. Therefore, it is important to control this range.
- the polyamide multifilament of the present invention can be knitted, woven and woven by a commonly used method.
- Knitted fabrics include tricot fabrics, Russell fabrics, which are warp knitted fabrics, and single circular knitted fabrics, double circular knitted fabrics, molded circular knitted fabrics, which are circular knitted fabrics, or molded flat knitted fabrics, which are flat knitted fabrics. It may be any of.
- the knitting organization includes a half organization of warp knitted fabric, a back half organization, a quinz code organization, a satin organization, a satin net organization, a power net organization, a triconet organization, other change organizations, etc. It can be used without particular limitation, such as a Tenjiku reversible structure, a milling structure, an interlock structure, a reversible structure, and other changing structures.
- a general woven fabric such as a plain weave, a twill weave, a satin weave, a entwined structure such as a gauze or a roast, a dobby structure, and a jacquard structure can be appropriately selected.
- the polyamide multifilament of the present invention is used as raw silk for woven and knitted fabrics. Further, the dyeing after the fabric is formed, the subsequent post-processing, and the final set conditions may be performed according to a known method, and the use of acid dyes and reactive dyes as dyes and, of course, the colors are not limited.
- the polyamide multifilament of the present invention can be used for women's underwear slips, camisole, petticoat, shorts, tights, underpants, T-shirts, U-neck shirts, round neck shirts, body suits, etc. Gardle etc.
- it can be used for gloves, supporters, sweat bands, linings, and the like.
- the obtained fiber sample is rewound at a speed of 500 m / min, and a laser fluff detector is installed at a location 2 mm away from the thread being rewound, and the total number of detected defects is the number per 100,000 m. Converted to and displayed.
- the yarn is continuously dry-heat-treated at the dry-heat-treated portion between the yarn-feeding roller and the yarn-drawing roller, and the shrinkage rate due to heat is continuously measured.
- the measurement was performed at a yarn feeding speed of 10 m / min and a heater temperature of 180 ° C. for 3 minutes, and the average value was taken as the dry heat shrinkage rate (%).
- the target sample is a sample collected by winding a traveling multifilament around a take-up roller 7.
- an automatic entanglement tester (ENTANGLEMENT TESTERR-2040 manufactured by Rothschild) having the same performance as the method described in JIS L1013, trip from the needle stick portion to the measurement thread to the measurement thread under the following setting conditions.
- the opening length (mm) from reaching the tension level to tripping is measured and calculated.
- Measurement speed 2.5 m / min
- Number of repeated measurements: 50 times CF value total spread length / 50,000.
- (B) Durability The burst strength was measured and used as an index of durability.
- the burst strength was measured by measuring the knitted fabric according to the JIS L1096 (2010) A method and the Murren method. The measurement was performed 3 times, and the average value was evaluated on a 4-point scale according to the following criteria. S: 300 kPa or more and A: 280 kPa or more and less than 300 kPa B: 260 kPa or more and less than 280 kPa C: less than 260 kPa S and A were considered to have passed the durability.
- Example 1 Manufacturing of polyamide multifilament
- nylon 6 chips having a relative sulfuric acid viscosity ( ⁇ r) of 3.3 and a melting point of 225 ° C. were dried by a conventional method so that the water content was 0.03% by mass or less.
- the obtained nylon 6 chips were melted at a spinning temperature (melting temperature) of 298 ° C. and discharged from a spinneret (discharge amount: 41.68 g / min).
- a spinneret As the spinneret, a spinneret having 20 holes, a round shape, a hole diameter of ⁇ 0.25, and 4 yarns / mouthpiece was used.
- the yarn After being discharged from the spinneret, the yarn is cooled and solidified to room temperature by passing it through a cooling device for cold air at 18 ° C. , Take-up roller (1st goded roll: 1GD) speed 1000m / min, through a stretching roller heated to 195 ° C. (2nd goded roll: 2GD), stretched at a stretching ratio of 3.3 times to a winding speed of 3200m / min. , The winding tension was 0.18 cN / dtex to obtain 33 dtex, 5-filament nylon 6 multifilament. The results of evaluation of the obtained nylon 6 multifilament are shown in Table 1.
- the obtained multifilament was warped by 576 lines and wound around a beam, and the yarn wound around the beam was aged to prepare warp yarns. Subsequently, the multifilament obtained by a 28G Russell knitting machine was knitted with a power net structure at a mixing ratio of 77% of the obtained multifilament and 23% of polyurethane of 140d. Next, the raw machine was refined, dyed, and finished and set at 180 ° C. to obtain an inner Russell knit. Table 1 shows the results of evaluation of the obtained knitted fabric.
- Examples 2 and 3 [Comparative Examples 1 and 2] A 33dtex, 5-filament nylon 6 multifilament was obtained in the same manner as in Example 1 except that the degree of entanglement before stretching was changed as shown in Tables 1 and 2 by adjusting the compressed air pressure. The evaluation results are shown in Tables 1 and 2.
- Example 4 A 33 dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the discharge rate was changed to 37.26 g / min, the draw ratio was changed to 3.0 times, and the take-up speed was changed to 2950 m / min. .. The evaluation results are shown in Table 1.
- Example 5 A 33dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the discharge rate was changed to 42.32 g / min, the draw ratio was changed to 3.5 times, and the take-up speed was changed to 3350 m / min. .. The evaluation results are shown in Table 1.
- Example 3 A 33dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the discharge rate was changed to 36.25 g / min, the draw ratio was changed to 2.9 times, and the take-up speed was changed to 2870 m / min. .. The evaluation results are shown in Table 2.
- Example 6 A 33 dtex, 5-filament nylon 6 multifilament was obtained in the same manner as in Example 1 except that the take-up speed was set to 3180 m / min and the take-up tension was changed to 0.15 cN / dtex. The evaluation results are shown in Table 1.
- Example 7 A 33 dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the take-up speed was set to 3220 m / min and the take-up tension was changed to 0.20 cN / dtex. The evaluation results are shown in Table 1.
- Example 8 and 9 [Comparative Examples 6 and 7] A 33dtex, 5-filament nylon 6 multifilament was obtained in the same manner as in Example 1 except that the temperature of the stretching roller was changed as shown in Table 1. The evaluation results are shown in Tables 1 and 2.
- Example 10 Discharge rate is 49.84 g / min, number of holes is 72, round shape, hole diameter ⁇ 0.25, 3 threads / mouthpiece is used, draw ratio is 3.3 times, draw roller temperature is 200 ° C, winding speed. Nylon 6 multifilaments of 56 dtex and 24 filaments were obtained by the same method as in Example 1 except that the winding tension was changed to 0.16 g / dtex at 3100 m / min. The evaluation results are shown in Table 1.
- Example 11 A discharge rate of 19.20 g / min, a hole number of 48, a round shape, a hole diameter of ⁇ 0.20, 6 threads / mouthpiece, a draw ratio of 3.2 times, a take-up speed of 3040 m / min, and a take-up tension.
- a nylon 6 multifilament of 11 dtex and 8 filaments was obtained in the same manner as in Example 1 except that the value was changed to 0.2 cN / dtex. The evaluation results are shown in Table 3.
- the obtained multifilament was warped with 1000 threads and wound around a beam, and the yarn wound around the beam was glued and dried to prepare warp yarns. Subsequently, the woven fabric was woven by passing it through a water jet loom and driving the obtained multifilament into a warp and weft. The woven fabric was refined, heat-set (intermediate set) at 180 ° C, dyed, and calendar-processed at 180 ° C to obtain a woven fabric for an outdoor jacket. Table 3 shows the evaluation results of the obtained woven fabric.
- Example 9 Nylon 6 multifilaments of 11 dtex and 8 filaments were obtained by the same method as in Example 11 except that the take-up speed was set to 3160 m / min and the take-up tension was changed to 0.13 g / dtex. The evaluation results are shown in Table 3.
- Example 10 Nylon 6 multifilaments of 11 dtex and 8 filaments were obtained in the same manner as in Example 11 except that the temperature of the stretching roller was changed to 180 ° C. The evaluation results are shown in Table 3.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Artificial Filaments (AREA)
- Knitting Of Fabric (AREA)
Abstract
強度が7.0cN/dtex以上、伸度が33~50%、総繊度が56dtex以下、10万m当たりの毛羽・タルミが1個以下であることを特徴とするポリアミドマルチフィラメント。 高強力、適正伸度を有し、毛羽・タルミを抑制したポリアミドマルチフィラメントを提供する。さらには、本発明のポリアミドマルチフィラメントによって、ソフト性や軽量感を有し、高次通過性と製品品位、耐久性に優れた織編物を提供する。
Description
本発明は、ポリアミドマルチフィラメントに関する。さらに詳しくは、本発明のポリアミドマルチフィラメントを織編物に用いたとき、ソフト性、軽量感、耐久性に優れた薄地織編物を提供することができる高強力ポリアミドマルチフィラメントに関する。
合成繊維であるポリアミド繊維はその独特の柔らかさ、高強度、染色時の発色性、耐熱性、吸湿性等において優れた特性を有することから、インナーウェア、アウトドアジャケットなど衣料用途で幅広く使用されている。
近年の温暖化に伴い、機能性インナーウェアの需要が伸び、インナー用編物の風合い向上、薄地化が望まれている。また、アウトドアスポーツの普及に伴い、スポーツ衣料用織物の軽量、薄地化が望まれている。薄地化に伴い、ポリアミドマルチフィラメントは、細繊度、単糸細繊度化が進んでいるが、一方で耐久性低下を伴い、耐久性は従来並で、風合い向上、軽量感の追求が望まれていた。
例えば特許文献1では、延伸ローラーを増やし多段階での延伸とすることで毛羽なく高倍率延伸を可能とし、高強力ポリアミドマルチフィラメントを得る。この高強力ポリアミドマルチフィラメントで、高次通過性、製品品位、耐久性を維持しつつ、レース地糸の透明感により柄が綺麗に映え、風合いに優れたレース編み物を提供している。
また特許文献2では、紡出部に加熱筒を設置し、ポリマーの配向緩和を優位とすることと、1段延伸で低紡速高倍率延伸を施す延伸工程により効率的に結晶構造を構築し、適正繊維モジュラスを有した高強力ポリアミドマルチフィラメントを得る。この高強力ポリアミドマルチフィラメントで、高次通過性、製品品位、耐久性を維持しつつ、レース地糸の透明感により柄が綺麗に映え、風合いに優れたレース編み物、ストッキングを提供している。
しかしながら、特許文献1に記載の方法では、高倍率延伸を施して高強度を実現しているので、伸度が23~33%と衣料用途においては低く、繊維モジュラスが高く、織編物の製造工程における高次通過性は、加工条件によっては著しく低下する課題が依然として残されていた。
また、特許文献2に記載の方法では、詳しくは後述するが、効率的に延伸するため、延伸前の交絡付与を低交絡強度で付与しているので、1段延伸の高倍率延伸により交絡解撚され、毛羽・タルミが発生しやすい。これより織編物の製造工程における高次通過性、スジなどが発生し製品品位が劣る課題があった。
本発明は上記課題を解決するものであり、織編物の薄地化に伴い、繊維の細繊度・単糸細繊度化が進んでいることから、高強力、適正伸度を有し、毛羽・タルミを抑制したポリアミドマルチフィラメントを提供することを課題とする。さらに詳しくは、本発明のポリアミドマルチフィラメントによって、ソフト性や軽量感を有し、高次通過性と製品品位、耐久性に優れた織編物を提供することである。
上記課題を解決するため、本発明は以下の構成を採用する。
(1)強度が7.0cN/dtex以上、伸度が33~50%、総繊度が56dtex以下、10万m当たりの毛羽・タルミが1個以下であることを特徴とするポリアミドマルチフィラメント。
(2)180℃における乾熱収縮率が12.0%以下であることを特徴とする上記(1)記載のポリアミドマルチフィラメント。
(3)(1)または(2)に記載のポリアミドマルチフィラメントを一部に使用した織編物。
(4)ポリアミド樹脂を溶融し、紡糸口金から吐出された各フィラメントを冷却固化し、給油、交絡処理後、異なる周速度のローラーによって延伸、熱処理して巻き取る直接紡糸延伸法によるポリアミドマルチフィラメントの製造方法であって、以下、(A)~(D)の条件を満足することを特徴とする請求項1に記載のポリアミドマルチフィラメントの製造方法。
(A)延伸前交絡度が20~50、(B)延伸倍率が3.0~3.5、(C)熱セット温度がポリアミド樹脂の融点に対して35℃低い温度以上ポリアミド樹脂の融点に対して15℃低い温度以下、(D)延伸ローラーと巻取装置間の巻取張力が0.15~0.20cN/dtex。
(1)強度が7.0cN/dtex以上、伸度が33~50%、総繊度が56dtex以下、10万m当たりの毛羽・タルミが1個以下であることを特徴とするポリアミドマルチフィラメント。
(2)180℃における乾熱収縮率が12.0%以下であることを特徴とする上記(1)記載のポリアミドマルチフィラメント。
(3)(1)または(2)に記載のポリアミドマルチフィラメントを一部に使用した織編物。
(4)ポリアミド樹脂を溶融し、紡糸口金から吐出された各フィラメントを冷却固化し、給油、交絡処理後、異なる周速度のローラーによって延伸、熱処理して巻き取る直接紡糸延伸法によるポリアミドマルチフィラメントの製造方法であって、以下、(A)~(D)の条件を満足することを特徴とする請求項1に記載のポリアミドマルチフィラメントの製造方法。
(A)延伸前交絡度が20~50、(B)延伸倍率が3.0~3.5、(C)熱セット温度がポリアミド樹脂の融点に対して35℃低い温度以上ポリアミド樹脂の融点に対して15℃低い温度以下、(D)延伸ローラーと巻取装置間の巻取張力が0.15~0.20cN/dtex。
本発明のポリアミドマルチフィラメントは、高強力、適正伸度を有し、毛羽・タルミを抑制したポリアミドマルチフィラメントを提供する。さらには、本発明のポリアミドマルチフィラメントによって、ソフト性や軽量感を有し、高次通過性と製品品位、耐久性に優れた織編物を提供することができる。
以下、本発明をさらに詳細に説明する。
本発明のポリアミドマルチフィラメントを構成するポリアミドは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体からなる樹脂であって、かかるポリアミドは、製糸性、機械特性に優れており、主としてポリカプロアミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)が好ましく、ゲル化し難しく、製糸性が良いことからナイロン6がさらに好ましい。前記における「主として」は、ポリカプロアミドではポリカプロアミドを構成するε-カプロラクタム単位として、ポリヘキサメチレンアジパミドではポリヘキサメチレンアジパミドを構成するヘキサメチレンジアンモニウムアジペート単位として、それぞれ80モル%以上であることをいい、さらに好ましくは90モル%以上である。その他の成分としては、特に限定されないが、例えば、ポリドデカノアミド、ポリヘキサメチレンアジパミド、ポリヘキサメチレンアゼラミド、ポリヘキサメチレンセバカミド、ポリヘキサメチレンドデカノアミド、ポリメタキシリレンアジパミド、ポリヘキサメチレンテレフタラミド、ポリヘキサメチレンイソフタラミド等を構成するモノマーである、アミノカルボン酸、ジカルボン酸、ジアミン等の単位が挙げられる。
また、本発明の効果を有効に発現するためには、ポリアミドには酸化チタンに代表される艶消し剤など各種添加剤を含有しないことが好ましいが、耐熱剤など効果を阻害しない範囲で添加剤を必要に応じて含有していてもよい。また、その含有量はポリマーに対して0.001~0.3重量%の間で必要に応じて混合していてもよい。
本発明のポリアミドマルチフィラメントは、総繊度、強度、伸度、10万m当たりの毛羽・タルミ個数の全てをかかる範囲としている。すなわち、総繊度を細化することで、ソフト性、軽量感は得られるものの耐久性が悪くなる。一方、耐久性は総繊度と単糸繊度に比例するため、ソフト性、軽量感と同時に耐久性を満たすためには、強度を高くする必要が生じ、高次通過性や製品品位を保つためには、適正の伸度とする必要がある。また、高次通過性や製品品位を向上するため、毛羽・タルミの発生を抑制する必要がある。そこで、本発明者らは鋭意検討し、高次通過性、製品品位、製品の耐久性に優れ、優れたソフト性や、軽量感を有する織編物を実現する繊度、強度、伸度、毛羽・タルミの個数の適正領域を見出した。
本発明のポリアミドマルチフィラメントは、総繊度が56dtex以下であることを特徴とする。かかる範囲とすることにより、織編物のソフト性と軽量感に優れる。更に好ましくは44dtex以下である。
本発明のポリアミドマルチフィラメントは、強度が7.0cN/dtex以上である。かかる範囲とすることにより、織編物の耐久性が実使用に耐えるレベルとなる。また、強度は大きいほど好ましいが、本発明におけるその上限値は8.0cN/dtex程度である。
本発明のポリアミドマルチフィラメントは、伸度が33~50%である。かかる範囲とすることにより、高次加工工程での糸切れが減少し高次通過性や製品品位が良好となる。特に、高速で編立、製織する際に高次通過性に優れる。伸度が33%未満の場合、織物製造工程(整経工程、製織工程)、編物製造工程(整経工程、編立工程)などの高次加工工程での糸切れが増加し高次通過性が悪化する。織編物の寸法安定性が低下し、製品品位が低下する。伸度が50%を超えると、強度が低下し、織編物の耐久性(破裂強力、引裂強力)が低下する。更に好ましくは35~45%である。
本発明のポリアミドマルチフィラメントは、10万m当たりの毛羽・タルミ個数が1個以下である。1個より多いと製織、編立工程で、毛羽・タルミ部分が、筬や針などに引っかかり糸切れが増加し高次通過性が悪化する。また、毛羽・タルミ部分が筬や針に引っかかり気味になることにより生じる張力変化により、スジムラ欠点を誘発し製品品位も劣位となる。
本発明のポリアミドマルチフィラメントは、180℃における乾熱収縮率が12.0%以下であることが好ましい。180℃とは、ポリアミドマルチフィラメントを使用した織編物の寸法安定化セットに掛かる一般的な温度であり、該温度における乾熱収縮率は、織編物製造過程で生じるフィラメントの収縮度合いを示し、12.0%以下とすることにより、織編物の寸法安定性が得られ、ヒケムラ欠点の抑制が可能となる。
本発明のポリアミドマルチフィラメントの断面形状は、特に限定されるものではなく、例えば、丸断面、偏平断面、レンズ型断面、多葉断面、中空断面その他公知の異形断面でもよい。
本発明のポリアミドマルチフィラメントは、フィラメント数3以上であることが好ましい。その上限値は、総繊度56dtexの場合はフィラメント数144以下、総繊度11dtexの場合はフィラメント数27以下が好ましい。
本発明のポリアミドマルチフィラメントは、単糸繊度0.4~10dtexであることが好ましい。単糸繊度が細くなるほど衣料用織編物のソフト性が増す一方、擦れ等によりピリングが発生しやすく製品の耐久性は低下する。かかる範囲とすることにより、ソフト性、耐久性に優れた織編物が得られる。
次に本発明のポリアミドマルチフィラメントの製造方法の一例を、具体的に説明する。図1は本発明のポリアミドマルチフィラメントの製造方法に好ましく用いる直接紡糸延伸法による製造装置の一実施形態を示すものである。本発明のポリアミドマルチフィラメントは、ポリアミド樹脂を溶融し、ポリアミドポリマーをギヤポンプにて計量・輸送し、紡糸口金1に設けられた吐出孔から最終的に押し出され、各フィラメントを形成する。このようにして紡糸口金1から吐出された各フィラメントを、図1に示すがごとく紡糸口金の経時汚れを抑制するために蒸気を吹き出す気体供給装置2、徐冷するために全周に囲繞するように多層の加熱筒3が設けられ、冷却装置4にて糸条を室温まで冷却固化する。その後、給油装置5で油剤付与するとともに各フィラメントを集束しマルチフィラメントを形成し、流体交絡ノズル装置6で交絡し、引き取りローラー7、延伸ローラー8を通過し、その際引き取りローラー7と延伸ローラー8の周速度の比に従って延伸する。さらに、糸条を延伸ローラー8の加熱により熱処理し、巻取装置9で巻き取る。
本発明のポリアミドマルチフィラメントは、溶融紡糸に用いるポリアミドポリマーの硫酸相対粘度を2.5~4.0とし、溶融紡糸の溶融温度をポリアミドの融点に対して、20℃より高く、かつ85℃より低くするとともに、口金下の雰囲気温度を高温に保つため、気体供給装置および加熱筒の温度を250℃以上とすること、口金下の吐出孔から出たポリアミドポリマーを徐冷するため、冷却開始距離LSを100~180mmとし、圧空を吹きかけることで収束性を付与し延伸前交絡度(CF値)を20~50とし、引き取りローラー速度を700~1500m/分とし、延伸倍率を3.0~3.5倍とし、延伸により高配向した結晶構造を固定するため、延伸ローラー温度をポリマー融点に対して、35℃低い温度以上、15℃低い温度以下の温度で熱セットし、延伸ローラーとフィラメントの離れ性を良くして毛羽・タルミを抑制するため、延伸ローラーと巻取装置間の張力(巻取張力)を0.15~0.20cN/dtexとすることで好ましく製造することができる。
本発明のポリアミドマルチフィラメントの製造において、ポリアミド樹脂の硫酸相対粘度は2.5~4.0が好ましい。かかる範囲とすることにより、強度の高いポリアミドマルチフィラメントが得られる。
本発明のポリアミドマルチフィラメントの製造において、冷却装置4の上部には、各フィラメントを全周に囲繞するように加熱筒3が設けられている。加熱筒3を冷却装置4の上部に設置し、気体供給装置および加熱筒内の雰囲気温度を250℃以上とすることにより、紡糸口金1から吐出されたポリアミドポリマーは配向緩和させることができる。口金面から冷却までの徐冷による配向緩和によって、強度の高いマルチフィラメントが得られる。加熱筒を設置しない場合、口金面から冷却までの徐冷による配向緩和が足りないため、強度に満足する繊維が得にくい。
本発明のポリアミドマルチフィラメントの製造において、冷却装置4は、一定方向から冷却整流風を吹き出す冷却装置、あるいは外周側から中心側に向けて冷却整流風を吹き出す環状冷却装置、あるいは中心側から外周に向けて冷却整流風を吹き出す環状冷却装置など、いずれの方法においても製造可能である。紡糸口金の下面から冷却装置4の冷却風吹出し部の上端部までの鉛直方向距離LS(冷却開始距離LS)は、100~180mmの範囲にあることが好ましい。冷却開始距離LSを100mm以上長くすることで配向緩和を促進し強度を満足する繊維が得られ、180mm以下短くすることで糸揺れを抑制し生産性を担保出来る。更に好ましくは110~170mmがより好ましい。
本発明のポリアミドマルチフィラメントの製造において、引き取ローラー7前の走行マルチフィラメントの収束性を高める。収束性を充分に付与することで、延伸後も収束の解撚を抑制し、走行マルチフィラメントの延伸ローラー8からのフィラメント離れ性を良くして、毛羽・タルミを抑制するだけでなく、フィラメントが延伸ローラーに取られて糸切れをすることを抑制できる。特に、総繊度が細くなるほど、適正張力を低下する必要があるため、延伸ローラー8にフィラメントが取られやすく毛羽・タルミを発生させやすい。収束性を上げるためには、引き取りローラー7の前の流体交絡ノズル装置6で交絡を付与し、延伸前交絡度(CF値)を20~50に制御する。ここでいう交絡度とは、引き取りローラー7に走行マルチフィラメントを巻き付けて採取したマルチフィラメントを採取したサンプルを、JIS L1013に記載の方法と同等の性能を持つ自動交絡度試験器(Rothschild社製のENTANGLEMENT TESTERR-2040)を用いて測定する。具体的には、測定速度:2.5m/分、トリップテンションレベル1.2cN/dtex、トリップ後の次回針刺しまでの糸長20mmとし、繰り返し測定回数を50回とし、サンプルを連続測定した。測定糸条への針刺部からトリップテンションレベル(1.2cN/dtex)に到達してトリップするまでの開繊長(mm)を測定し、50000(mm)を50回のトリップで測定した開繊長(mm)の合計で除した値を交絡度(1m当たりの交絡個数)とした。
交絡度をかかる範囲に制御する方法には、流体交絡ノズル装置の設計、流体交絡ノズル装置での流体の噴出圧力を制御する方法が有用である。例えば噴出圧力を0.3~0.4MPaとすることで交絡度を20~50に制御可能となる。交絡度20以上とすることで、収束性が高くなり、延伸ローラーからのフィラメント離れ性を向上し、毛羽・タルミを抑制、10万m当たりの毛羽・タルミ個数が1個以下とする。また、フィラメントが延伸ローラーに取られて糸切れを抑制する。交絡度50以下とすることで、交絡圧空によるダメージを低減し、特に、総繊度が細く、単糸繊度が細くなるほど、フィラメントへのダメージが大きくなることから、強度が低下することを抑制することで、強度7.0cN/dtexを達成する。また、フィラメントが圧空圧により受けるダメージで、糸切れすることを抑制する。更に好ましくは30~45である。
本発明のポリアミドマルチフィラメントの製造において、延伸は1段延伸とすることが好ましい。伸度33~50%とする場合、延伸倍率で適宜調整可能であるが、細繊度、単糸細繊度化が進んでおり、1段延伸とすることで、走行マルチフィラメントが延伸ローラーと低張力下で擦過することを抑制して、フィラメントへのダメージが防止、強度低下を防ぐ。
そのため、本発明で規定する強度7.0cN/dtex以上、伸度33~50%、10万m当たりの毛羽・タルミを1個以下とするため、1段延伸において適切な延伸倍率は、3.0~3.5倍が好ましい。3.0倍以上とすることで、高強度が得られ、3.5倍以下とすることで適正伸度とし、毛羽・タルミを抑制したポリアミドマルチフィラメントが得られる。好ましくは3.1~3.4倍である。
本発明のポリアミドマルチフィラメントの製造において、熱セット処理は、延伸後に糸条と加熱体を接触させて施す。直接紡糸延伸法で例示すると、延伸ローラー内部に加熱ヒーターを具備し、延伸ローラーに把持(接触)された糸条を熱セットする方法を好ましく用いる。熱セット温度(延伸ローラーの温度)は、ポリアミド樹脂の融点に対して35℃低い温度以上、ポリアミド樹脂の融点に対して15℃低い温度以下が好ましい。例えば、本発明のポリアミドマルチフィラメントに用いるポリアミド樹脂の融点が225℃の場合、190℃≦熱セット温度≦210℃である。
ポリアミド樹脂の融点に対して35℃低い温度以上とすることで、繊維結晶構造を充分に固定し、強度7.0cN/dtex、180℃の乾熱収縮率12.0%以下を達成する。また、巻取後にマルチフィラメントが収縮する巻締まりを抑制し、巻取ローラーから製品ドラムを抜き取ることが出来なくなることを防止する。
ポリアミド樹脂の融点に対して15℃低い温度以下とすることで、ポリマーの摩擦が高くなることを抑制し、走行マルチフィラメントの延伸ローラーからのフィラメント離れ性を担保、毛羽・タルミを抑制し、10万m当たりの毛羽・タルミ個数が1個以下となる。
本発明のポリアミドマルチフィラメントの製造において、延伸ローラー8と巻取装置9間の巻取張力を0.15cN/dtex以上とする。延伸ローラー8と巻取装置9間の張力をかかる範囲に制御する方法には、延伸ローラー8と巻取装置内の巻取ローラー(図示せず)の周速比を制御する方法が有用である。総繊度、延伸倍率にも依るが、延伸ローラー周速/巻取ローラー周速は1.02~1.08でかかる範囲の張力に調整することが可能となる。巻取張力が0.15cN/dtex以上とすることで、走行マルチフィラメントの延伸ローラー8からのフィラメント離れ性を担保し、毛羽・タルミが発生しにくく、10万m当たりの毛羽・タルミ個数が1個以下となる。また本発明の巻取張力の上限値は0.20cN/dtexであり、この値を超過した場合、ポリマーの歪み応力が残存し、巻取ローラー上でマルチフィラメントが収縮する巻締まりが発生し、巻取ローラーから製品ドラムを抜き取ることが出来ず、生産が不可能となる場合がある。特に、総繊度が細くなるほど、延伸ローラー8にフィラメントが取られやすく、糸離れ性が悪くなり易く、毛羽・タルミが発生しやすくなるため、かかる範囲に制御することが重要である。
本発明のポリアミドマルチフィラメントは、一般的に用いられる方法で、編成および製織し織編物とすることができる。
編地の製編としては、経編地であるトリコット地、ラッセル地、および丸編地であるシングル丸編地、ダブル丸編地、成形丸編地、あるいは、横編地の成形横編地のいずれであってもよい。また、編組織は、経編地のハーフ組織、バックハーフ組織、クインズコード組織、サテン組織、サテンネット組織、パワーネット組織、トリコネット組織、その他変化組織等、さらには丸編地の天竺組織、天竺リバーシブル組織、フライス組織、インターロック組織、リバーシブル組織、その他変化組織等、特に限定されることなく使用できる。
上記の中で編地の薄地化や耐久性の両立を求められ、一般的であるラッセル地の実用耐久性を達成する繊度範囲は33dtex以上である。
織物の製織としては、平織、綾織、朱子織や紗や絽といったからみ組織、ドビー組織、ジャガード組織など一般的な織物組織を適宜選択することができる。
上記の中で織物の薄地化や耐久性の両立を求められ、一般的である平織の実用耐久性を達成する繊度範囲は11dtex以上である。
本発明のポリアミドマルチフィラメントは、生糸のまま織編物に使用される。さらに生地とした後の染色やそれに続く後加工、ファイナルセット条件についても公知の方法にしたがい行えばよく、染料として酸性染料、反応染料を用いることやもちろん色なども限定されるものではない。
本発明ポリアミドマルチフィラメントは、布帛組織を適宜選択することにより、衣料用である婦人用肌着のスリップ、キャミソール、ペチコート、ショーツ、タイツ、アンダーパンツ、Tシャツ、U首シャツ、丸首シャツ、ボディスーツ、ガードル等。紳士用肌着のTシャツ、U首シャツ、丸首シャツ、ランニングシャツ、アンダーパンツ、タイツ、ブリーフ等、スポーツウエア用のランニングシャツ・パンツ、競技用シャツ・パンツ、ゴルフシャツ、テニスシャツ、サイクルシャツ・パンツ、Tシャツ、ポロシャツ、アウトドアシャツ、野球用アンダーシャツ、トレーニングウエア、レオタード、水着、アスレ用アンダーパンツ、スキー用インナー、スピードスケートウエア等、一般アウター用のセーター、ベスト等。また、資材用としては、手袋、サポーター、汗取りバンド、裏地等に使用できる。
以下、実施例により本発明をさらに詳細に説明する。
A.強度、伸度
JIS L1013(2010)引張強さ及び伸び率に準じて繊維試料を測定した。試験条件としては、試験機の種類は定速緊張形、つかみ間隔50cm、引張速度50cm/分にて行った。なお、切断時の強さが最高強さより小さい場合は、最高強さおよびそのときの伸びを測定した。
強度、強伸度積は、下記式にて求めた。
強度=切断時の強さ(cN)/繊度(dtex)
伸度=切断時の伸長(%) 。
JIS L1013(2010)引張強さ及び伸び率に準じて繊維試料を測定した。試験条件としては、試験機の種類は定速緊張形、つかみ間隔50cm、引張速度50cm/分にて行った。なお、切断時の強さが最高強さより小さい場合は、最高強さおよびそのときの伸びを測定した。
強度、強伸度積は、下記式にて求めた。
強度=切断時の強さ(cN)/繊度(dtex)
伸度=切断時の伸長(%) 。
B.繊度
1.125m/周の検尺器に繊維試料をセットし、500回転させて、ループ状かせを作成し、熱風乾燥機にて乾燥後(105±2℃×60分)、天秤にてかせ質量を量り、公定水分率を乗じた値から繊度(dtex)を算出した。なお、公定水分率は4.5%とした。
1.125m/周の検尺器に繊維試料をセットし、500回転させて、ループ状かせを作成し、熱風乾燥機にて乾燥後(105±2℃×60分)、天秤にてかせ質量を量り、公定水分率を乗じた値から繊度(dtex)を算出した。なお、公定水分率は4.5%とした。
C.硫酸相対粘度(ηr)
ポリアミドチップ試料又は繊維試料0.25gを、濃度98質量%の硫酸100mlに対して1gになるように溶解し、オストワルド型粘度計を用いて25℃での流下時間(T1)を測定した。引き続き、濃度98質量%の硫酸のみの流下時間(T2)を測定した。T2に対するT1の比、すなわちT1/T2を硫酸相対粘度とした。
ポリアミドチップ試料又は繊維試料0.25gを、濃度98質量%の硫酸100mlに対して1gになるように溶解し、オストワルド型粘度計を用いて25℃での流下時間(T1)を測定した。引き続き、濃度98質量%の硫酸のみの流下時間(T2)を測定した。T2に対するT1の比、すなわちT1/T2を硫酸相対粘度とした。
D.毛羽・タルミ個数
得られた繊維試料を500m/分の速度で巻き返し、巻き返し中の糸条から2mm離れた箇所にレーザー式毛羽検知機を設置し、検知された欠点総数を10万mあたりの個数に換算して表示した。
得られた繊維試料を500m/分の速度で巻き返し、巻き返し中の糸条から2mm離れた箇所にレーザー式毛羽検知機を設置し、検知された欠点総数を10万mあたりの個数に換算して表示した。
E.乾熱収縮率
東レエンジニアリング社製“熱収縮むら測定装置”を用いて測定した。糸給糸ローラーと糸引き出しローラーの間にある乾熱処理部分で糸を連続的に乾熱処理し、熱による収縮率を連続的に測定する。測定は給糸速度10m/分、ヒーター温度180℃で、3分間測定し、その平均値を乾熱収縮率(%)とした。
東レエンジニアリング社製“熱収縮むら測定装置”を用いて測定した。糸給糸ローラーと糸引き出しローラーの間にある乾熱処理部分で糸を連続的に乾熱処理し、熱による収縮率を連続的に測定する。測定は給糸速度10m/分、ヒーター温度180℃で、3分間測定し、その平均値を乾熱収縮率(%)とした。
F.延伸前交絡度
引き取りローラー7に走行マルチフィラメントを巻き付かせて採取したものを対象サンプルとする。JIS L1013に記載の方法と同等の性能を持つ自動交絡度試験器(Rothschild社製 ENTANGLEMENT TESTERR-2040)を用い、下記の設定条件で、測定糸条への測定糸条への針刺部からトリップテンションレベルに到達してトリップするまでの開繊長(mm)を測定し、算出する。
測定速度:2.5m/分
トリップテンションレベル1.2cN
トリップ後の次回針刺しまでの糸長:20mm
繰り返し測定回数:50回
CF値=総開繊長/50000 。
引き取りローラー7に走行マルチフィラメントを巻き付かせて採取したものを対象サンプルとする。JIS L1013に記載の方法と同等の性能を持つ自動交絡度試験器(Rothschild社製 ENTANGLEMENT TESTERR-2040)を用い、下記の設定条件で、測定糸条への測定糸条への針刺部からトリップテンションレベルに到達してトリップするまでの開繊長(mm)を測定し、算出する。
測定速度:2.5m/分
トリップテンションレベル1.2cN
トリップ後の次回針刺しまでの糸長:20mm
繰り返し測定回数:50回
CF値=総開繊長/50000 。
G.巻取張力
東レエンジニアリング社製のTENSION METERとFT-Rピックアップセンサーを用い、図1に示す延伸ローラー8と巻取装置9間の張力を測定し、単位繊度に換算した値(cN/dtex)とした。
東レエンジニアリング社製のTENSION METERとFT-Rピックアップセンサーを用い、図1に示す延伸ローラー8と巻取装置9間の張力を測定し、単位繊度に換算した値(cN/dtex)とした。
H.編物製品の評価
(a)工程通過性
ラッセル編機(28ゲージ)にて、本発明の原糸77%と、140dのポリウレタン23%の混率で、パワーネット組織にて10疋(1000m/疋)編立した際の、編機の糸切れによる停台回数を、次の基準で評価した。
S:2回未満
A:2回以上4回未満
B:4回以上6回未満
C:6回以上
S、Aを工程通過性合格とした。
(a)工程通過性
ラッセル編機(28ゲージ)にて、本発明の原糸77%と、140dのポリウレタン23%の混率で、パワーネット組織にて10疋(1000m/疋)編立した際の、編機の糸切れによる停台回数を、次の基準で評価した。
S:2回未満
A:2回以上4回未満
B:4回以上6回未満
C:6回以上
S、Aを工程通過性合格とした。
(b)耐久性
破裂強さを測定し、耐久性の指標とした。破裂強さはJIS L1096(2010)A法、ミューレン法に準じて、編物を測定した。3回測定し、その平均値により、次の基準で4段階評価した。
S:300kPa以上
A:280kPa以上300kPa未満
B:260kPa以上280kPa未満
C:260kPa未満
S、Aを耐久性合格とした。
破裂強さを測定し、耐久性の指標とした。破裂強さはJIS L1096(2010)A法、ミューレン法に準じて、編物を測定した。3回測定し、その平均値により、次の基準で4段階評価した。
S:300kPa以上
A:280kPa以上300kPa未満
B:260kPa以上280kPa未満
C:260kPa未満
S、Aを耐久性合格とした。
(c)製品品位
目視検査にて編物50mあたりでのムラやスジの発生状態を、次の基準で評価した。
S:スジやムラがなく、優れた品位を有する。
A:わずかなスジやムラが発生しているが、製品として使用するには問題ない。
C:スジやムラが発生しており、製品として使用できない。
S、Aを布帛目視検査合格とした。
目視検査にて編物50mあたりでのムラやスジの発生状態を、次の基準で評価した。
S:スジやムラがなく、優れた品位を有する。
A:わずかなスジやムラが発生しているが、製品として使用するには問題ない。
C:スジやムラが発生しており、製品として使用できない。
S、Aを布帛目視検査合格とした。
I.織物製品の評価
(a)工程通過性
ウォータージェットルーム織機にて、織機回転数750rpm、緯糸長1620mmで平織物を10疋(1000m/疋)製織した際の織機の糸切れによる停台回数を、次の基準で評価した。
S:2回未満
A:2回以上4回未満
B:4回以上6回未満
C:6回以上
S、Aを工程通過性合格とした。
(a)工程通過性
ウォータージェットルーム織機にて、織機回転数750rpm、緯糸長1620mmで平織物を10疋(1000m/疋)製織した際の織機の糸切れによる停台回数を、次の基準で評価した。
S:2回未満
A:2回以上4回未満
B:4回以上6回未満
C:6回以上
S、Aを工程通過性合格とした。
(b)耐久性
引裂強さを測定し、耐久性の指標とした。引裂強さはJIS L1096(2010)引張強さ、シングルタング法(A法)に準じて、織物を測定した。経方向の引裂強力を3回測定し、その平均値により、次の基準で4段階評価した。
S:6.0N以上
A:5.0N以上6.0N未満
B:4.0N以上5.0N未満
C:4.0N未満
S、Aを耐久性合格とした。
引裂強さを測定し、耐久性の指標とした。引裂強さはJIS L1096(2010)引張強さ、シングルタング法(A法)に準じて、織物を測定した。経方向の引裂強力を3回測定し、その平均値により、次の基準で4段階評価した。
S:6.0N以上
A:5.0N以上6.0N未満
B:4.0N以上5.0N未満
C:4.0N未満
S、Aを耐久性合格とした。
(c)製品品位
目視検査にて織物50mあたりでのムラやスジの発生状態を、次の基準で評価した。
S:スジやムラがなく、優れた品位を有する。
A:わずかなスジやムラが発生しているが、製品として使用するには問題ない。
C:スジやムラが発生しており、製品として使用できない。
S、Aを布帛目視検査合格とした。
目視検査にて織物50mあたりでのムラやスジの発生状態を、次の基準で評価した。
S:スジやムラがなく、優れた品位を有する。
A:わずかなスジやムラが発生しているが、製品として使用するには問題ない。
C:スジやムラが発生しており、製品として使用できない。
S、Aを布帛目視検査合格とした。
〔実施例1〕
(ポリアミドマルチフィラメントの製造)
ポリアミドとして、硫酸相対粘度(ηr)が3.3、融点225℃のナイロン6チップを水分率0.03質量%以下となるよう常法にて乾燥した。得られたナイロン6チップを紡糸温度(溶融温度)298℃にて溶融し、紡糸口金より吐出させた(吐出量:41.68g/分)。紡糸口金は、ホール数が20、丸形、孔径φ0.25、4糸条/口金のものを使用した。
(ポリアミドマルチフィラメントの製造)
ポリアミドとして、硫酸相対粘度(ηr)が3.3、融点225℃のナイロン6チップを水分率0.03質量%以下となるよう常法にて乾燥した。得られたナイロン6チップを紡糸温度(溶融温度)298℃にて溶融し、紡糸口金より吐出させた(吐出量:41.68g/分)。紡糸口金は、ホール数が20、丸形、孔径φ0.25、4糸条/口金のものを使用した。
紡糸口金より吐出後、18℃の冷風の冷却装置を通過させて糸条を室温まで冷却固化し、給油装置で給油するとともに収束し、流体交絡ノズル装置で交絡CF値35の交絡を施した後、引き取りローラー(第1ゴデッドロール:1GD)速度1000m/分、195℃に加熱した延伸ローラー(第2ゴデッドロール:2GD)を介して、延伸倍率3.3倍で延伸し、巻取速度3200m/分とし、巻取張力0.18cN/dtexで巻き取りを行い、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。得られたナイロン6マルチフィラメントについて評価した結果を表1に示す。
(編物の製造)
得られたマルチフィラメントを、576本整経を行いビームに巻き、ビームに巻き付けた糸をエージングして経糸準備を行った。続いて、28Gラッセル編機にて、得られたマルチフィラメント77%と、140dのポリウレタン23%の混率で、パワーネット組織にて製編した。つぎに生機を精練、染色、180℃で仕上げセットすることでインナー用ラッセル編物を得た。得られた編物について評価した結果を表1に示す。
得られたマルチフィラメントを、576本整経を行いビームに巻き、ビームに巻き付けた糸をエージングして経糸準備を行った。続いて、28Gラッセル編機にて、得られたマルチフィラメント77%と、140dのポリウレタン23%の混率で、パワーネット組織にて製編した。つぎに生機を精練、染色、180℃で仕上げセットすることでインナー用ラッセル編物を得た。得られた編物について評価した結果を表1に示す。
〔実施例2、3〕〔比較例1、2〕
延伸前交絡度を圧空圧の調整により表1、2に記載のとおり変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1、2に示す。
延伸前交絡度を圧空圧の調整により表1、2に記載のとおり変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1、2に示す。
〔実施例4〕
吐出量を37.26g/分、延伸倍率を3.0倍、巻取速度を2950m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
吐出量を37.26g/分、延伸倍率を3.0倍、巻取速度を2950m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
〔実施例5〕
吐出量を42.32g/分、延伸倍率を3.5倍、巻取速度を3350m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
吐出量を42.32g/分、延伸倍率を3.5倍、巻取速度を3350m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
〔比較例3〕
吐出量を36.25g/分、延伸倍率を2.9倍、巻取速度を2870m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。
吐出量を36.25g/分、延伸倍率を2.9倍、巻取速度を2870m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。
〔比較例4〕
吐出量を43.33g/分、延伸倍率を3.6倍、巻取速度を3430m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。
吐出量を43.33g/分、延伸倍率を3.6倍、巻取速度を3430m/分に変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。
〔実施例6〕
巻取速度を3180m/分とし、巻取張力を0.15cN/dtexに変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
巻取速度を3180m/分とし、巻取張力を0.15cN/dtexに変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
〔実施例7〕
巻取速度を3220m/分とし、巻取張力を0.20cN/dtexに変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
巻取速度を3220m/分とし、巻取張力を0.20cN/dtexに変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
〔比較例5〕
巻取速度を3160m/分とし、巻取張力を0.13cN/dtexに変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。
巻取速度を3160m/分とし、巻取張力を0.13cN/dtexに変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。
〔実施例8、9〕〔比較例6,7〕
延伸ローラーの温度を表1に記載のとおり変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1、2に示す。
延伸ローラーの温度を表1に記載のとおり変更した以外は実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1、2に示す。
〔実施例10〕
吐出量を49.84g/分、ホール数が72、丸形、孔径φ0.25、3糸条/口金を用い、延伸倍率を3.3倍、延伸ローラーの温度を200℃、巻取速度を3100m/分とし、巻取張力を0.16g/dtexに変更した以外は実施例1と同様の方法で、56dtex、24フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
吐出量を49.84g/分、ホール数が72、丸形、孔径φ0.25、3糸条/口金を用い、延伸倍率を3.3倍、延伸ローラーの温度を200℃、巻取速度を3100m/分とし、巻取張力を0.16g/dtexに変更した以外は実施例1と同様の方法で、56dtex、24フィラメントのナイロン6マルチフィラメントを得た。評価結果を表1に示す。
〔比較例8〕
特許文献1中、図1のプロセス(2段延伸)を用いて、吐出量を41.86g、引取ローラーと第1延伸ローラーの周速比を2.65となるように1段目の延伸、第1延伸ローラーと第2延伸ローラーの周速比を1.25となるように2段目の延伸、総合した延伸倍率は3.3倍とし、巻取速度を3200m/分に変更した以外、実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。
特許文献1中、図1のプロセス(2段延伸)を用いて、吐出量を41.86g、引取ローラーと第1延伸ローラーの周速比を2.65となるように1段目の延伸、第1延伸ローラーと第2延伸ローラーの周速比を1.25となるように2段目の延伸、総合した延伸倍率は3.3倍とし、巻取速度を3200m/分に変更した以外、実施例1と同様の方法で、33dtex、5フィラメントのナイロン6マルチフィラメントを得た。評価結果を表2に示す。


〔実施例11〕
吐出量を19.20g/分、ホール数が48、丸形、孔径φ0.20、6糸条/口金を用い、延伸倍率を3.2倍、巻取速度を3040m/分とし、巻取張力を0.2cN/dtexに変更した以外は実施例1と同様の方法で、11dtex、8フィラメントのナイロン6マルチフィラメントを得た。評価結果を表3に示す。
吐出量を19.20g/分、ホール数が48、丸形、孔径φ0.20、6糸条/口金を用い、延伸倍率を3.2倍、巻取速度を3040m/分とし、巻取張力を0.2cN/dtexに変更した以外は実施例1と同様の方法で、11dtex、8フィラメントのナイロン6マルチフィラメントを得た。評価結果を表3に示す。
(織物の製造)
得られたマルチフィラメントを、1000本整経を行いビームに巻き、ビームに巻き付けた糸を糊付け・乾燥して経糸準備を行った。続いて、ウオータージェット織機のオサに通し、得られたマルチフィラメントを緯糸に打ち込んで織物を製織した。製織した織物を、精練、180℃で熱セット(中間セット)、染色、180℃でカレンダー加工することでアウトドアジャケット用織物を得た。得られた織物について評価した結果を表3に示す。
得られたマルチフィラメントを、1000本整経を行いビームに巻き、ビームに巻き付けた糸を糊付け・乾燥して経糸準備を行った。続いて、ウオータージェット織機のオサに通し、得られたマルチフィラメントを緯糸に打ち込んで織物を製織した。製織した織物を、精練、180℃で熱セット(中間セット)、染色、180℃でカレンダー加工することでアウトドアジャケット用織物を得た。得られた織物について評価した結果を表3に示す。
〔比較例9〕
巻取速度を3160m/分とし、巻取張力を0.13g/dtexに変更した以外は実施例11と同様の方法で、11dtex、8フィラメントのナイロン6マルチフィラメントを得た。評価結果を表3に示す。
巻取速度を3160m/分とし、巻取張力を0.13g/dtexに変更した以外は実施例11と同様の方法で、11dtex、8フィラメントのナイロン6マルチフィラメントを得た。評価結果を表3に示す。
〔比較例10〕
延伸ローラーの温度を180℃に変更した以外は実施例11と同様の方法で、11dtex、8フィラメントのナイロン6マルチフィラメントを得た。評価結果を表3に示す。
延伸ローラーの温度を180℃に変更した以外は実施例11と同様の方法で、11dtex、8フィラメントのナイロン6マルチフィラメントを得た。評価結果を表3に示す。

1:紡糸口金
2:気体供給装置
3:加熱筒
4:冷却装置
5:給油装置
6:流体交絡ノズル装置
7:引き取りローラー
8:延伸ローラー
9:巻取装置
2:気体供給装置
3:加熱筒
4:冷却装置
5:給油装置
6:流体交絡ノズル装置
7:引き取りローラー
8:延伸ローラー
9:巻取装置
Claims (4)
- 強度が7.0cN/dtex以上、伸度が33~50%、総繊度が56dtex以下、10万m当たりの毛羽・タルミが1個以下であるポリアミドマルチフィラメント。
- 180℃における乾熱収縮率が12.0%以下である請求項1に記載のポリアミドマルチフィラメント。
- 請求項1または請求項2に記載のポリアミドマルチフィラメントを含む織編物。
- ポリアミド樹脂を溶融し、紡糸口金から吐出された各フィラメントを冷却固化し、給油、交絡処理後、
異なる周速度のローラーによって延伸、熱処理して巻き取る直接紡糸延伸法による
ポリアミドマルチフィラメントの製造方法であって、
以下、(A)~(D)の条件を満足することを特徴とする請求項1に記載のポリアミドマルチフィラメントの製造方法。
(A)延伸前交絡度が20~50、
(B)延伸倍率が3.0~3.5、
(C)熱セット温度がポリアミド樹脂の融点に対して35℃低い温度以上ポリアミド樹脂の融点に対して15℃低い温度以下、
(D)延伸ローラーと巻取装置間の巻取張力が0.15~0.20cN/dtex。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021572589A JPWO2022113810A1 (ja) | 2020-11-30 | 2021-11-16 | |
| CN202180062182.3A CN116096948A (zh) | 2020-11-30 | 2021-11-16 | 聚酰胺复丝及其制造方法和编织物 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-197984 | 2020-11-30 | ||
| JP2020197984 | 2020-11-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022113810A1 true WO2022113810A1 (ja) | 2022-06-02 |
Family
ID=81755966
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/041990 WO2022113810A1 (ja) | 2020-11-30 | 2021-11-16 | ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2022113810A1 (ja) |
| CN (1) | CN116096948A (ja) |
| TW (1) | TW202237916A (ja) |
| WO (1) | WO2022113810A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60128166A (ja) * | 1983-12-08 | 1985-07-09 | Toray Ind Inc | ポリアミド繊維の製造方法 |
| WO2018021011A1 (ja) * | 2016-07-26 | 2018-02-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物、ストッキング |
| WO2019146600A1 (ja) * | 2018-01-25 | 2019-08-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物 |
-
2021
- 2021-11-16 JP JP2021572589A patent/JPWO2022113810A1/ja active Pending
- 2021-11-16 WO PCT/JP2021/041990 patent/WO2022113810A1/ja active Application Filing
- 2021-11-16 CN CN202180062182.3A patent/CN116096948A/zh active Pending
- 2021-11-24 TW TW110143711A patent/TW202237916A/zh unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60128166A (ja) * | 1983-12-08 | 1985-07-09 | Toray Ind Inc | ポリアミド繊維の製造方法 |
| WO2018021011A1 (ja) * | 2016-07-26 | 2018-02-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物、ストッキング |
| WO2019146600A1 (ja) * | 2018-01-25 | 2019-08-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116096948A (zh) | 2023-05-09 |
| TW202237916A (zh) | 2022-10-01 |
| JPWO2022113810A1 (ja) | 2022-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4523938B2 (ja) | 複合弾性糸のエアジェット製造方法 | |
| JP5983899B1 (ja) | 極細高強力ポリアミドマルチフィラメントおよびそれを用いたカバリング糸、ストッキング、織物 | |
| JP6687035B2 (ja) | ポリアミドマルチフィラメントおよびそれを用いたレース編物、ストッキング | |
| US20150159303A1 (en) | Core-Sheath Conjugated Fiber | |
| JP6879362B2 (ja) | ポリアミドマルチフィラメントおよびそれを用いたレース編物 | |
| WO2022113810A1 (ja) | ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 | |
| JP6806047B2 (ja) | 高温染色可能なポリアミド繊維 | |
| JP7363766B2 (ja) | ポリアミドマルチフィラメントおよびカバリング弾性糸 | |
| WO2023182145A1 (ja) | 複合仮撚加工糸、織編物及び衣服 | |
| JP2000290847A (ja) | 複合混繊糸およびその織物、編物 | |
| TW202332816A (zh) | 紡織品及使用其的衣料 | |
| JP2021085122A (ja) | ポリアミド繊維、およびそれを用いたレース、編織物 | |
| JP2020015992A (ja) | 異繊度異形断面混繊ポリアミド糸および繊維製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021572589 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21897784 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21897784 Country of ref document: EP Kind code of ref document: A1 |