WO2021210511A1 - ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 - Google Patents
ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 Download PDFInfo
- Publication number
- WO2021210511A1 WO2021210511A1 PCT/JP2021/015059 JP2021015059W WO2021210511A1 WO 2021210511 A1 WO2021210511 A1 WO 2021210511A1 JP 2021015059 W JP2021015059 W JP 2021015059W WO 2021210511 A1 WO2021210511 A1 WO 2021210511A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- hydroxybutyrate
- poly
- acid
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/04—Polyesters derived from hydroxycarboxylic acids, e.g. lactones
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9115—Cooling of hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/919—Thermal treatment of the stream of extruded material, e.g. cooling using a bath, e.g. extruding into an open bath to coagulate or cool the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/04—Polyesters derived from hydroxycarboxylic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0088—Blends of polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/006—Bio-degradable, e.g. bioabsorbable, bioresorbable or bioerodible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0077—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/008—Drinking straws
Definitions
- the present invention relates to a poly (3-hydroxybutyrate) resin tube and a method for producing the same.
- tubular molded product such as a straw containing polylactic acid as a main component is disclosed.
- polylactic acid can be biodegraded by compost, it cannot be expected to decompose in a short period of time in the ocean where the temperature is low, so there is a problem that it cannot be a countermeasure against marine pollution.
- poly (3-hydroxybutyrate) -based resin (hereinafter, may be abbreviated as "P3HB-based resin”) is produced as an energy storage substance in the cells of many microbial species. Since it is a thermoplastic polyester that accumulates and can undergo biodegradation not only in soil but also in seawater, it is attracting attention as a material that solves the above problems.
- Patent Document 1 discloses a tubular molded product made of a P3HB-based resin, an aliphatic polyester-based resin, and an inorganic filler.
- one aspect of the present invention is to provide a P3HB-based resin tube containing a P3HB-based resin which is a material that biodegrades in seawater and having improved properties, and a method for producing the same. be.
- the present inventors have made a bellows at room temperature by including a specific resin in a specific compounding ratio in a P3HB-based resin tube which is a material that biodegrades in seawater.
- a P3HB-based resin tube that can be processed and has excellent repeated bending resistance can be obtained, and have completed the present invention.
- one aspect of the present invention contains 95 to 60% by weight of a poly (3-hydroxybutyrate) resin and 5 to 40% by weight of an aliphatic-aromatic polyester resin to increase the yield point elongation in a tensile test. It is a poly (3-hydroxybutyrate) resin tube having a tensile elongation of 50% or more in the tensile test and a wall thickness of 0.01 to 0.6 mm.
- a P3HB-based resin tube capable of bellows processing at room temperature and excellent in repeated bending resistance, and a method for producing the same.
- DSC differential scanning calorimetry
- the poly (3-hydroxybutyrate) -based resin tube (hereinafter, referred to as “the present tube”) according to the embodiment of the present invention contains 95 to 60% by weight of the poly (3-hydroxybutyrate) -based resin and fat. It contains 5 to 40% by weight of a group-aromatic polyester resin, has a yield point elongation in a tensile test, has a tensile elongation of 50% or more in the tensile test, and has a wall thickness of 0.01 to 0. It is characterized by being 6 mm.
- P3HB-based resins have a characteristic that it is difficult to maintain their shape when they are heated and plasticized, and it is difficult to achieve both shape maintenance by heating and moldability, resulting in inferior secondary workability. There is. Therefore, as a result of previous studies by the present inventors, by using a P3HB-based resin showing a specific melting point behavior, the P3HB-based resin is easy to bend, can be suitably used as a straw, and can be rapidly decomposed even in seawater. Succeeded in developing a resin tube.
- the present inventors have made (1) normal temperature by including the P3HB-based resin and the aliphatic-aromatic polyester-based resin in a specific blending ratio.
- a P3HB-based resin tube that can be bellows-processed and has excellent resistance to repeated bending can be obtained, and (2) a resin pellet containing a mixture of a P3HB-based resin and an aliphatic-aromatic polyester-based resin.
- the film formed from is having a yield point elongation and a higher tensile elongation.
- Poly (3-hydroxybutyrate) resin tube (Poly (3-hydroxybutyrate) resin) This tube contains a poly (3-hydroxybutyrate) resin.
- the P3HB-based resin is an aliphatic polyester resin that can be produced from a microorganism and has 3-hydroxybutyrate as a repeating unit.
- the P3HB-based resin may be a poly (3-hydroxybutyrate) having only 3-hydroxybutyrate as a repeating unit, or 3-hydroxybutyrate and other hydroxyalkanoates. It may be a copolymer with.
- the P3HB-based resin may be a mixture of a homopolymer and one or more copolymers, or a mixture of two or more copolymers. good.
- the type of copolymerization is not particularly limited, and may be random copolymerization, alternate copolymerization, block copolymerization, graft copolymerization, or the like.
- examples of the P3HB-based resin include poly (3-hydroxybutyrate) (P3HB), poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) (P3HB3HH), and poly.
- P3HB3HV poly (3-hydroxybutyrate-co-4-hydroxybutyrate)
- P3HB4HB poly (3-hydroxybutyrate-co-3) -Hydroxyoctanoate)
- P3HB3HO poly (3-hydroxybutyrate-co-3-hydroxyoctanoate)
- P3HB3HOD poly (3-hydroxybutyrate-co-3-hydroxyoctanoate)
- P3HB3HD poly (3-hydroxybutyrate-co-3-hydroxyvariate-co-3-hydroxyhexanoate
- P3HB3HV3HH poly 3-hydroxybutyrate-co-3-hydroxyhexanoate
- the melting point and the crystallinity can be changed, and as a result, the physical properties such as the Young rate and the heat resistance can be changed, and the physical properties between polypropylene and polyethylene can be changed.
- a copolymer of 3-hydroxybutyric acid and 3-hydroxyhexanoic acid from the viewpoint that it can be applied and that it is a resin that is industrially easy to produce and is physically useful as described above.
- Certain P3HB3HH is more preferred.
- P3HB3HH is preferable from the viewpoint that the melting point can be lowered and the molding process at a low temperature becomes possible.
- P3HB3HV The melting point, Young's modulus, etc. of the above P3HB3HV change depending on the ratio of the 3-hydroxybutyrate component and the 3-hydroxyvariate component, but the crystallinity is 50% or more because both components co-crystallize. high. Therefore, P3HB3HV is more flexible than P3HB, but the improvement of brittleness is insufficient.
- the P3HB-based resin can be produced by, for example, a microorganism.
- the microorganism that produces the P3HB-based resin is not particularly limited as long as it is a microorganism that has the ability to produce the P3HB-based resin.
- Bacillus megaterium which was discovered in 1925, is the first P3HB-producing bacterium, and other cupriavidus necator (former classification: Alcaligenes europhos), Larstonia eutropha (R) , Natural microorganisms such as Alcaligenes lattice. It is known that P3HB is accumulated in the cells of these microorganisms.
- Examples of the bacterium that produces a copolymer of hydroxybutyrate and other hydroxyalkanoates include Aeromonas caviae, which is a P3HB3HV and P3HB3HH-producing bacterium, and Alcaligenes, which is a P3HB4HB-producing bacterium. It has been known.
- P3HB3HH in order to increase the productivity of P3HB3HH, Alcaligenes utrophas AC32 strain (Alcaligenes europhos AC32, FERM BP-6038) (T. Fukui, Y. Doi, J. Baeri) into which a gene of the P3HA synthase group was introduced was introduced.
- microbial cells in which P3HB3HH is accumulated in the cells by culturing these microorganisms under appropriate conditions are used.
- a recombinant microorganism into which various P3HB resin synthesis-related genes have been introduced may be used according to the P3HB resin to be produced, or the culture conditions including the type of substrate may be optimized. ..
- P3HB3HH can also be produced, for example, by the method described in International Publication No. 2010/0134883.
- Examples of commercially available products of P3HB3HH include Kaneka Corporation “Kaneka Biodegradable Polymer PHBH®” (for example, X131A and 151C used in Examples).
- the composition ratio of the repeating unit of P3HB3HH is such that the composition ratio of 3-hydroxybutyrate unit / 3-hydroxyhexanoate unit is 80/20 or more from the viewpoint of the balance between flexibility and strength. It is preferably 99/1 (mol / mol), more preferably 85/15 to 97/3 (mol / mol).
- the composition ratio of 3-hydroxybutyrate unit / 3-hydroxyhexanoate unit is 99/1 (mol / mol) or less, sufficient flexibility is obtained, and when it is 80/20 (mol / mol) or more. If there is, sufficient hardness can be obtained.
- the weight average molecular weight of the P3HB resin (hereinafter, may be referred to as “Mw”) is not particularly limited, but is preferably 150,000 to 800,000, more preferably 200,000 to 700,000. It is preferable, and more preferably 250,000 to 600,000.
- Mw weight average molecular weight
- the weight average molecular weight is 150,000 or more, sufficient mechanical properties and the like can be obtained, and when it is 800,000 or less, a sufficient crystallization rate can be obtained and good molding processability can be achieved.
- the weight average molecular weight of the P3HB resin is determined by gel permeation chromatography (GPC) (Showa Denko's "Shodex GPC-101"), and polystyrene gel (Showa Denko's "Shodex K-804") is used for the column to transfer chloroform. It can be obtained as a phase and as a molecular weight when converted to polystyrene.
- GPC gel permeation chromatography
- the P3HB resin is preferably a mixture of two or more polymers having different physical characteristics from the viewpoint of the balance between flexibility and strength and molding processability.
- the P3HB-based resin is a mixture of two or more polymers having different crystallinities.
- the mixing ratio in the mixture of two or more kinds of polymers having different crystallinities is not particularly limited, and can be appropriately set according to the type of the polymer to be mixed and the like.
- a mixture of two kinds of polymers from the viewpoint of molding processability, when the mixture is 100% by weight, it is preferable to contain 50% by weight or more of the polymer having a higher crystallinity.
- a polymer having a high crystallinity of 3HB / 3HH molar ratio: 99/1 to 93/7 is contained in an amount of 50% by weight or more.
- the P3HB-based resin is Kaneka biodegradable polymer PHBH® X131A, which is a P3HB-based resin having a high degree of crystallization, and a low degree of crystallization. It is a mixture with Kaneka biodegradable polymer PHBH® 151C, which is a P3HB-based resin.
- These mixing ratios are not particularly limited, and can be appropriately set according to the type of resin to be mixed and the like. However, from the viewpoint of molding processability, it is preferable that the weight ratio of X131A is larger than the weight ratio of 151C.
- X131A has a 3HB / 3HH molar ratio of 94/6, an MFR of 3 g / 10 minutes (160 ° C.-5 kgf), and a melting point of 144 ° C.
- 151C has a 3HB / 3HH molar ratio: 89/11, MFR: 3 g / 10 minutes (160 ° C-5 kgf), and a melting point: 125 ° C.
- This tube contains an aliphatic-aromatic polyester resin.
- the "aliphatic-aromatic polyester resin” is a polyester polymer having a repeating unit derived from an aliphatic dicarboxylic acid, a repeating unit derived from an aromatic dicarboxylic acid, and a repeating unit derived from a diol. ..
- Examples of the aliphatic dicarboxylic acid that is a constituent of the aliphatic-aromatic polyester resin include succinic acid, adipic acid, azelaic acid, sebacic acid, brassic acid, pimelic acid, suberic acid, fumaric acid, and itaconic acid. Can be mentioned. These may be used alone or in combination of two or more. Of these, adipic acid, azelaic acid, sebacic acid, and succinic acid are preferable.
- aromatic dicarboxylic acid that is a constituent of the aliphatic-aromatic polyester resin
- examples of the aromatic dicarboxylic acid that is a constituent of the aliphatic-aromatic polyester resin include terephthalic acid, isophthalic acid, and frangylcarboxylic acid. These may be used alone or in combination of two or more. Of these, terephthalic acid and flange carboxylic acid are preferable.
- diol that is a constituent component of the aliphatic-aromatic polyester resin examples include 1,2-ethanediol, 1,3-propanediol, and 1,4-butanediol. These may be used alone or in combination of two or more. Of these, 1,4-butanediol is preferable.
- specific examples of the aliphatic-aromatic polyester resin include polybutylene succinate terephthalate (PBST), polybutylene adipate terephthalate (PBAT), polybutylene succinate terephthalate (PBSeT), and the like.
- examples thereof include polybutylene azelate terephthalate (PBAzT).
- polybutylene adipate terephthalate (PBAT), polybutylene sebacate terephthalate (PBSeT), and polybutylene azelate terephthalate (PBAzT) are particularly preferable from the viewpoints of industrial availability, heat resistance, and / or marine degradability. ..
- a commercially available product may be used as the aliphatic-aromatic polyester resin, and for example, BASF's Ecoflex (registered trademark) F blend C1200 or the like can be used.
- the composition ratio of the repeating unit of the aliphatic-aromatic polyester resin has a composition ratio of the aliphatic dicarboxylic acid unit / aromatic dicarboxylic acid unit of 95/5 or more from the viewpoint of mechanical properties. It is preferably 30/70 (mol / mol), more preferably 90/10 to 40/60 (mol / mol).
- the total of the aliphatic dicarboxylic acid unit and the aromatic dicarboxylic acid unit is 100 mol%, if the aromatic dicarboxylic acid unit is 5 mol% or more, the mechanical properties are good. Further, when the aromatic dicarboxylic acid unit is 70 mol% or less, the biodegradability is excellent.
- the weight average molecular weight of the aliphatic-aromatic polyester resin is not particularly limited, but is preferably 10,000 to 500,000, more preferably 20,000 to 400,000. If the weight average molecular weight is 500,000 or less, the processing is easy, and if it is 10,000 or more, the physical properties are excellent.
- the weight average molecular weight of the aliphatic-aromatic polyester resin can be determined by the same method as the weight average molecular weight of the P3HB resin.
- This tube contains the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin in a specific blending ratio, and has a wall thickness of 0.01 mm or more and 0.6 mm or less. It is a tube.
- the "tube” means an elongated cylindrical molded product having a substantially constant wall thickness, having a wall surface having a substantially circular cross-sectional shape, and having a hollow inside.
- the wall thickness of this tube is not particularly limited, but it is in the range of 0.01 mm or more because it is not crushed by suction when drinking a beverage as a straw. Further, as will be described later, when the tube is formed by melt extrusion, the wall thickness of the tube is preferably 0.05 mm or more in order to maintain the strength that can withstand the water pressure in the resin solidification step in water. It is more preferably 0.1 mm or more, and further preferably 0.12 mm or more.
- the wall thickness of this tube is 0.6 mm because it has moderate flexibility, so it is hard to break, it is hard to get injured when you poke your fingertips, and it is easy to biodegrade even in seawater.
- the range is as follows, more preferably 0.4 mm or less.
- the blending ratio of the P3HB resin and the aliphatic-aromatic polyester resin in the tube is, for example, 95 to 60% by weight of the P3HB resin and the aliphatic-aromatic polyester resin.
- the ratio contains 5 to 40% by weight, preferably 94 to 62% by weight of the P3HB resin and 6 to 38% by weight of the aliphatic-aromatic polyester resin, more preferably P3HB.
- the ratio contains 93 to 65% by weight of the based resin and 7 to 35% by weight of the aliphatic-aromatic polyester resin, and more preferably 92 to 67% by weight of the P3HB based resin and the aliphatic-aromatic polyester type.
- the ratio includes 8 to 33% by weight of the resin.
- the tube can be bellows-processed at room temperature, and further, it has an excellent effect of repeated bending resistance.
- the repeated bending resistance of this tube is measured and evaluated by the method described in Examples.
- the tube in differential scanning calorimetry, the top temperature of the crystal melting curve in the range of 130 ⁇ 155 °C (Tm a) , the end temperature of the crystal melting curve (Tm b) It contains a mixture of a poly (3-hydroxybutyrate) -based resin and an aliphatic-aromatic polyester-based resin having a difference (hereinafter, sometimes referred to as “difference in melting point temperature”) of 10 ° C. or higher.
- difference in melting point temperature a poly (3-hydroxybutyrate) -based resin and an aliphatic-aromatic polyester-based resin having a difference (hereinafter, sometimes referred to as “difference in melting point temperature”) of 10 ° C. or higher.
- the difference in melting point temperature is 10 ° C. or higher, preferably 12 ° C. or higher, more preferably 15 ° C. or higher, and even more preferably 17 ° C. or higher.
- the tube is secondarily processed, the overall shape of the tube can be maintained while heating and plasticizing a predetermined portion of the tube, and the molding to the tube by the secondary processing can be easily realized. be able to. That is, both shape maintenance by heating and moldability can be achieved, and excellent secondary workability can be achieved.
- the straw can be easily provided with a bent portion and an elastic structure, and a highly convenient straw can be provided.
- the tube can be provided with a characteristic of being excellent in repeated bending resistance.
- the upper limit is not particularly limited, but is, for example, 50 ° C. or lower, more preferably 40 ° C. or lower, from the viewpoint of ease of production of a mixture of the P3HB-based resin and the aliphatic-aromatic polyester-based resin. It is more preferably 35 ° C. or lower, and particularly preferably 30 ° C. or lower.
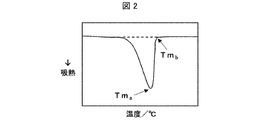
- top temperature of crystal melting curve in differential scanning calorimetry (Tm a)" and “End temperature of the crystal melting curve (Tm b)” is defined as follows.
- An aluminum pan is filled with 4 to 10 mg of a resin sample, and the temperature is raised from 30 ° C. to 180 ° C. at a rate of 10 ° C./min under a nitrogen stream using a differential scanning calorimeter to melt the resin sample and absorb heat. Get a curve.
- the melting point peak present in the range of 130 ⁇ 155 ° C., the top temperature of the melting peak endotherm is maximized and Tm a, the temperature of heat absorption was not recognized was Tm b.
- Tm a is the temperature at which the endothermic was not recognized and Tm b.
- Tm b is the temperature at which the endothermic was not recognized.
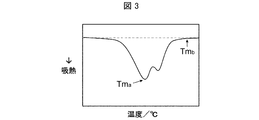
- FIGS. 1-3 “Differential scanning calorimetry top temperature of crystal melting curve in the analysis (Tm a)” and “End temperature of the crystal melting curve (Tm b)” indicates the respective positions represented by FIGS. 1-3.
- FIG. 1 is a Tm a is present in the range of 130 ⁇ 155 ° C., and the DSC chart difference is 10 ° C. or more and Tm b and Tm a schematically showing.
- FIG. 1 is a Tm a is present in the range of 130 ⁇ 155 ° C.
- the DSC chart difference is 10 ° C. or more
- Tm a is present in the range of 130 ⁇ 155 ° C., in which the DSC chart difference between Tm b and Tm a is less than 10 ° C. schematically showing.
- Tm a is present in the range of 130 ⁇ 155 ° C., in the case than Tm a there is another melting peak to the high temperature side, and the difference between Tm b and Tm a is 10 ° C. or higher DSC The chart is schematically shown.
- the thermal decomposition temperature of the mixture of the P3HB resin and the aliphatic-aromatic polyester resin does not exceed 180 ° C. In the temperature range, it becomes easy to process the resin while sufficiently melting it to leave some crystals, and it is possible to achieve excellent secondary processability and to have the property of being excellent in repeated bending resistance.
- examples of the mixture of the P3HB-based resin and the aliphatic-aromatic polyester-based resin satisfying the difference in melting point temperature include the commercially available P3HB-based resin and the aliphatic-aromatic resin described above.
- a mixture with a polyester resin can be used.
- the P3HB-based resin for example, Kaneka Corporation “Kaneka Biodegradable Polymer PHBH®” (for example, X131A, 151C used in Examples) and the like are used.
- the aliphatic-aromatic polyester resin for example, BASF's Ecoflex (registered trademark) F blend C1200 or the like is used.
- the tube may use one type of P3HB-based resin alone, or may use two or more types of P3HB-based resins in combination.
- the resin described in the above section poly (3-hydroxybutyrate) -based resin
- the tube contains one biodegradable resin other than the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin within the range in which the effect of the present invention is exhibited. It may contain seeds or two or more species. Examples of such other resins include aliphatic polyester resins such as polybutylene succinate adipate, polybutylene succinate, polycaprolactone, and polylactic acid. The amount of these resins added is not particularly limited, but is preferably 30 parts by weight or less, more preferably 20 parts by weight or less, based on 100 parts by weight of the P3HB-based resin. The lower limit is not particularly limited and may be 0 parts by weight.
- the present tube may contain additives usually used in the art as long as the effects of the present invention are exhibited.
- additives include colorants such as pigments and dyes, odor absorbers such as activated charcoal and zeolite, fragrances such as vanillin and dextrin, plasticizers, antioxidants, antioxidants, and weather resistance improvers.
- examples thereof include ultraviolet absorbers, crystal nucleating agents, lubricants, mold release agents, water repellent agents, antibacterial agents, and slidability improving agents.
- the processability can be significantly improved by adding the crystal nucleating agent.
- a crystal nucleating agent for example, pentaerythritol or the like can be used.
- As an additive only one kind may be contained. Two or more types may be included. The content of these additives can be appropriately set by those skilled in the art according to the purpose of use.
- the obtained tube has high rigidity, does not exhibit yield point elongation, and the tensile elongation is reduced.
- Such tubes are inferior in bellows formability and repeated bending resistance. Therefore, it is preferable that the tube is substantially free of inorganic fillers. More specifically, the content of the inorganic filler in this tube is preferably less than 5% by weight, more preferably less than 3% by weight, and even more preferably less than 1% by weight.
- the inorganic filler include talc, calcium carbonate, mica, silica, titanium oxide, alumina, zeolite, clay and the like.
- This tube has a yield point elongation. Since this tube has a yield point elongation, the tube has excellent resistance to repeated bending.
- yield point elongation means a state in which the yield point is further extended even after the yield point is exceeded in the tensile test.
- the yield point elongation of this tube is evaluated by the tensile test described in Examples.
- the tensile elongation of this tube is 50% or more, preferably 55% or more, more preferably 75% or more, still more preferably 100% or more.
- the upper limit of the tensile elongation of the tube is not particularly limited as long as the effect of the present invention is obtained, but is, for example, 500%.
- the tensile elongation of this tube is measured by the tensile test described in Examples.
- the outer diameter of this tube is not particularly limited, but is preferably 2 to 10 mm, more preferably 4 to 8 mm, and even more preferably 5 to 7 mm from the viewpoint of ease of use when drinking a beverage as a straw.
- the cross-sectional shape of this tube is substantially circular, but from the viewpoint of usability as a straw, it is preferable that the tube is closer to a perfect circle. Therefore, the flatness of the cross-sectional shape of this tube [100 ⁇ (maximum outer diameter value-minimum outer diameter value) / maximum outer diameter value] is preferably 10% or less, more preferably 8% or less. It is more preferably 5% or less, and particularly preferably 3% or less. In addition, "flatness is 0%" means that the cross-sectional shape is a perfect circle.
- the length of this tube is not particularly limited, but is preferably 50 to 350 mm, more preferably 70 to 300 mm, and even more preferably 90 to 270 mm from the viewpoint of ease of use when drinking a beverage as a straw.
- the main tube used as a straw may be a tube that has not been secondary processed, or may be a tube that has undergone secondary processing such as forming a stopper portion or forming a bellows portion.
- the method for producing a poly (3-hydroxybutyrate) resin tube according to an embodiment of the present invention is the above-mentioned (poly (3-hydroxybutyrate) resin).
- Tube) is a method for producing a poly (3-hydroxybutyrate) resin tube, and an extruder is used to extrude a mixture of the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin. after melting in a medium, comprising the step of introducing into water from an annular die extruded, the temperature of the annular die, and setting the temperature between the Tm a and Tm b.
- P3HB-based resins have an extremely slow crystallization rate as compared with other crystalline resins such as polypropylene. Therefore, due to cooling and solidification, the P3HB resin tube tends to be flattened (in other words, the flatness tends to be large) under the influence of water pressure in water. In particular, the larger the outer diameter of the P3HB resin tube and the thinner the wall thickness, the more the flattening due to water pressure tends to be remarkable. Therefore, it has been difficult to manufacture a thin-walled tube containing a P3HB-based resin having a cross-sectional shape close to a perfect circle.
- the temperature of the annular die is set to the temperature of the mixture of the P3HB-based resin and the aliphatic-aromatic polyester-based resin.
- a top temperature of crystal melting curve in the range of 130 ⁇ 155 ° C. in differential scanning calorimetry (Tm a) is preferably set to a temperature between the end temperature of the crystal melting curve (Tm b).
- the P3HB resin formed from the mixture of the P3HB resin and the aliphatic-aromatic polyester resin is melted to a level that can be molded, and at the same time, one of the crystals is contained in the molten resin. The part will remain. As a result, the crystal solidification in water after extrusion can be rapidly promoted, so that the flattening of the tube due to the influence of water pressure can be suppressed.
- the method for producing this tube it is preferable to use a P3HB-based resin having a melt viscosity at 160 ° C. of 10,000 poise or more as the P3HB-based resin.
- the melt viscosity is more preferably 11000 poise or more, further preferably 12000 poise or more, and particularly preferably 13000 poise or more.
- the upper limit of the melt viscosity is not particularly limited, but is preferably 30,000 poise or less from the viewpoint of surface smoothness of the tube and prevention of pressure increase of the annular die.
- the melt viscosity is a value measured for the entire P3HB-based resin contained in the P3HB-based resin tube (in the case of a tube containing an additive, the entire resin containing the additive).
- the production method is a method for producing the poly (3-hydroxybutyrate) -based resin tube according to the above (poly (3-hydroxybutyrate) -based resin tube), and the poly (3-hydroxybutyrate) -based resin tube is produced. It is characterized by including a step of shaping a (3-hydroxybutyrate) resin tube at room temperature. Since this tube can be bellows processed at room temperature and has excellent resistance to repeated bending, a molded product processed into a desired shape can be easily obtained according to the present embodiment.
- ⁇ 1> Contains 95 to 60% by weight of a poly (3-hydroxybutyrate) resin and 5 to 40% by weight of an aliphatic-aromatic polyester resin. It has a yield point elongation in the tensile test, and the tensile elongation in the tensile test is 50% or more.
- the aliphatic-aromatic polyester resin has a structural unit derived from an aliphatic dicarboxylic acid, a structural unit derived from an aromatic dicarboxylic acid, and a structural unit derived from a diol.
- the aliphatic dicarboxylic acid is at least one selected from the group consisting of succinic acid, adipic acid, azelaic acid, sebacic acid, brassic acid, pimelic acid, suberic acid, fumaric acid, and itaconic acid.
- the aromatic dicarboxylic acid is at least one selected from the group consisting of terephthalic acid, isophthalic acid, and flange carboxylic acid.
- the difference between the end temperature of the crystal melting curve (Tm b) is the 10 ° C. or more, ⁇ 1> or poly (3-hydroxybutyrate according to ⁇ 2>) resin tube.
- ⁇ 4> The poly according to any one of ⁇ 1> to ⁇ 3>, wherein the poly (3-hydroxybutyrate) resin is poly (3-hydroxybutyrate-co-3-hydroxyhexanoate). (3-Hydroxybutyrate) resin tube.
- ⁇ 5> The method for producing a poly (3-hydroxybutyrate) resin tube according to any one of ⁇ 1> to ⁇ 4>.
- a step of melting a mixture of the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin in an extruder, extruding the mixture from a cyclic die, and putting the mixture into water is included.
- the temperature of the annular die is set to a temperature between the Tm a and Tm b, production method.
- ⁇ 6> The method for producing a poly (3-hydroxybutyrate) resin tube according to any one of ⁇ 1> to ⁇ 4>.
- a manufacturing method including a step of shaping a poly (3-hydroxybutyrate) resin
- Resin raw material 1 Made by Kaneka, Kaneka biodegradable polymer PHBH (registered trademark) X131A [Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate)]
- Resin raw material 2 Made by Kaneka, Kaneka biodegradable polymer PHBH (registered trademark) 151C [Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate)]
- Resin raw material 3 Made by BASF, Ecoflex (registered trademark) F blend C1200 [aliphatic-aromatic polyester resin (polybutylene adipate terephthalate)]
- Resin Raw Material 4 Made by BASF, Ecoflex® FS Blend C2200 [Aliphatic-Aromatic Polyester Resin (Polybutylene Sevacate Telephthalate)] [Measurement and evaluation method] Evaluation in Examples and Comparative Examples was carried out by the following method.
- a film of about 100 ⁇ m was prepared by sandwiching 2 g of a resin sample (resin pellet) and a 120 ⁇ m SUS spacer between PETs that had undergone mold release treatment and pressing the resin sample (resin pellet) with a press machine heated to 170 ° C. at a pressure of 4 MPa.
- the produced film was subjected to a tensile test using a tensile tester (manufactured by Shimadzu Corporation: EZ-LX 1 kN) under the condition of a tensile speed of 100 mm / min in accordance with JIS K 7127.
- the yield point elongation was evaluated and the tensile elongation was calculated.
- the case where the yield point was further extended beyond the yield point was evaluated as " ⁇ ".
- the resin raw materials 1 to 3 were mixed at the blending ratios shown in Table 1, and 1 part by weight of pentaerythritol was blended as a crystal nucleating agent with respect to a total of 100 parts by weight of the resin raw materials and dry blended.
- the obtained resin material (resin mixture) was put into a ⁇ 26 mm isodirectional twin-screw extruder in which the cylinder temperature was set to 150 ° C. and the die temperature was set to 150 ° C. and extruded.
- the extruded resin material was passed through a water tank filled with hot water at 40 ° C. to solidify the strands, and the strands were cut with a pelletizer to obtain resin pellets.
- Example 1 The cylinder temperature and die temperature of a ⁇ 50 mm single-screw extruder to which an annular die (outer diameter 15 mm, inner diameter 13.5 mm) was connected were set to 150 ° C., and resin pellets were charged and extruded into a tube shape. The extruded resin pellets were passed through a water tank at 30 ° C. located 50 mm away from the annular die to obtain a resin tube having an outer diameter of 6 mm and a wall thickness of 0.13 mm. The evaluation results are shown in Table 1.
- Examples 2 to 9 A resin tube having an outer diameter of 6 mm and a wall thickness of 0.2 mm was obtained in the same manner as in Example 1 except that the compounding ratio of the resin pellets was changed as shown in Table 1. The evaluation results are shown in Table 1.
- the films formed from the resin pellets containing no aliphatic-aromatic polyester resin of Comparative Examples 1 and 2 did not exhibit yield point elongation and did not exhibit tensile elongation. Therefore, although the tube can be manufactured, the bellows formability and the resistance to repeated bending are inferior. Further, the film formed from the resin pellets containing no aliphatic-aromatic polyester resin of Comparative Example 3 has good yield point elongation but small tensile elongation, and therefore has good repeated bending resistance at room temperature. Bellows processing was difficult.
- this tube can be bellows processed at room temperature and has excellent resistance to repeated bending, it can be suitably used in various fields where a tube is required (for example, a straw).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022515355A JP7712914B2 (ja) | 2020-04-17 | 2021-04-09 | ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 |
| US17/907,518 US12570850B2 (en) | 2020-04-17 | 2021-04-09 | Poly(3-hydroxybutyrate)-based resin tube and method for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-074313 | 2020-04-17 | ||
| JP2020074313 | 2020-04-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021210511A1 true WO2021210511A1 (ja) | 2021-10-21 |
Family
ID=78083796
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/015059 Ceased WO2021210511A1 (ja) | 2020-04-17 | 2021-04-09 | ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US12570850B2 (https=) |
| JP (1) | JP7712914B2 (https=) |
| WO (1) | WO2021210511A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023100673A1 (ja) * | 2021-12-03 | 2023-06-08 | 株式会社カネカ | 樹脂チューブ |
| WO2024202717A1 (ja) * | 2023-03-30 | 2024-10-03 | 株式会社カネカ | 射出成形用樹脂組成物および射出成形体 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005350530A (ja) * | 2004-06-09 | 2005-12-22 | Toray Ind Inc | 生分解性管状成形品 |
| JP2006136657A (ja) * | 2004-11-15 | 2006-06-01 | Showa Denko Plastic Products Co Ltd | 多段式ストロー |
| WO2010013483A1 (ja) * | 2008-08-01 | 2010-02-04 | 株式会社カネカ | 樹脂組成物及びシート |
| US20110189414A1 (en) * | 2008-05-06 | 2011-08-04 | Whitehouse Robert S | Biodegradable polyester blends |
| JP2011208040A (ja) * | 2010-03-30 | 2011-10-20 | Fuji Chemical Kk | 管状成形品 |
| WO2020040093A1 (ja) * | 2018-08-20 | 2020-02-27 | 株式会社カネカ | ポリ(3-ヒドロキシブチレート)系樹脂チューブ及びその製造方法 |
| JP2020122131A (ja) * | 2018-08-30 | 2020-08-13 | 三菱ケミカル株式会社 | 管状体、ストロー、綿棒及び風船用スティック |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3339004A (en) * | 1966-03-16 | 1967-08-29 | Sweetheart Plastics | Forming of flexible drinking straws |
| WO2014188646A1 (ja) * | 2013-05-20 | 2014-11-27 | 株式会社カネカ | ポリエステル樹脂組成物および該樹脂組成物を含む成形体 |
| ES2953041T3 (es) | 2018-03-30 | 2023-11-07 | Mitsubishi Chem Corp | Artículo moldeado, lámina y recipiente, y cuerpo tubular, pajita, hisopo y palo para globos |
-
2021
- 2021-04-09 JP JP2022515355A patent/JP7712914B2/ja active Active
- 2021-04-09 US US17/907,518 patent/US12570850B2/en active Active
- 2021-04-09 WO PCT/JP2021/015059 patent/WO2021210511A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005350530A (ja) * | 2004-06-09 | 2005-12-22 | Toray Ind Inc | 生分解性管状成形品 |
| JP2006136657A (ja) * | 2004-11-15 | 2006-06-01 | Showa Denko Plastic Products Co Ltd | 多段式ストロー |
| US20110189414A1 (en) * | 2008-05-06 | 2011-08-04 | Whitehouse Robert S | Biodegradable polyester blends |
| WO2010013483A1 (ja) * | 2008-08-01 | 2010-02-04 | 株式会社カネカ | 樹脂組成物及びシート |
| JP2011208040A (ja) * | 2010-03-30 | 2011-10-20 | Fuji Chemical Kk | 管状成形品 |
| WO2020040093A1 (ja) * | 2018-08-20 | 2020-02-27 | 株式会社カネカ | ポリ(3-ヒドロキシブチレート)系樹脂チューブ及びその製造方法 |
| JP2020122131A (ja) * | 2018-08-30 | 2020-08-13 | 三菱ケミカル株式会社 | 管状体、ストロー、綿棒及び風船用スティック |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023100673A1 (ja) * | 2021-12-03 | 2023-06-08 | 株式会社カネカ | 樹脂チューブ |
| WO2024202717A1 (ja) * | 2023-03-30 | 2024-10-03 | 株式会社カネカ | 射出成形用樹脂組成物および射出成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12570850B2 (en) | 2026-03-10 |
| JPWO2021210511A1 (https=) | 2021-10-21 |
| JP7712914B2 (ja) | 2025-07-24 |
| US20230145613A1 (en) | 2023-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113166489B (zh) | 可生物降解的增强复合材料 | |
| CN103589124B (zh) | 一种全生物降解pla/pbat复合薄膜及其制备方法 | |
| JPWO2017138392A1 (ja) | 生分解性ポリエステル樹脂組成物および該樹脂組成物から成る成形体 | |
| JPWO2020040093A1 (ja) | ポリ(3−ヒドロキシブチレート)系樹脂チューブ及びその製造方法 | |
| CN102295825A (zh) | 一种生物降解组合物及其制备方法 | |
| WO2015000081A1 (en) | Heat resistant polylactic acid | |
| JP2021091866A (ja) | ポリ(3−ヒドロキシブチレート)系樹脂チューブおよびその製造方法 | |
| JP5212183B2 (ja) | 樹脂組成物及びこれを用いた成形品 | |
| JP7712914B2 (ja) | ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 | |
| JP5556009B2 (ja) | 樹脂組成物の成形方法及び成形品 | |
| JP4503215B2 (ja) | 乳酸系樹脂組成物、過酸化物変性乳酸系樹脂組成物、並びに、それらの成形体 | |
| JP7653995B2 (ja) | 樹脂チューブ | |
| JP4326832B2 (ja) | 生分解性ポリエステル系樹脂組成物の製造方法 | |
| JP2005154524A (ja) | 脂肪族ポリエステル樹脂組成物及びフィルム | |
| CN118048026A (zh) | 一种可生物降解的pga基吸管及其制备方法 | |
| KR102835169B1 (ko) | 사출성형용 생분해성 수지 조성물 및 이를 포함하는 성형품 | |
| JP2012117034A (ja) | ポリ乳酸の溶融結晶化組成物、その成形品並びに成形法 | |
| JP4841869B2 (ja) | 樹脂組成物及び成形体 | |
| JP4534806B2 (ja) | 脂肪族ポリエステル組成物及びその製造方法 | |
| HK40046612A (en) | Reinforced biodegradable composite material | |
| HK40046612B (en) | Reinforced biodegradable composite material | |
| WO2025187827A1 (ja) | 樹脂チューブ | |
| JP2025136802A (ja) | 樹脂チューブ | |
| WO2024262378A1 (ja) | 延伸フィルム | |
| CN121889452A (zh) | 成型体的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21787548 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022515355 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21787548 Country of ref document: EP Kind code of ref document: A1 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17907518 Country of ref document: US |