WO2021161911A1 - Composite métallique - Google Patents
Composite métallique Download PDFInfo
- Publication number
- WO2021161911A1 WO2021161911A1 PCT/JP2021/004295 JP2021004295W WO2021161911A1 WO 2021161911 A1 WO2021161911 A1 WO 2021161911A1 JP 2021004295 W JP2021004295 W JP 2021004295W WO 2021161911 A1 WO2021161911 A1 WO 2021161911A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- particles
- metal composition
- nanodiamond
- composition according
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C26/00—Alloys containing diamond or cubic or wurtzitic boron nitride, fullerenes or carbon nanotubes
Definitions
- the tool used may be used.
- the tool includes, for example, a first diamond particle group and a second diamond particle group, the average particle size of the first diamond particle group is 50 ⁇ m or more, and the average particle size of the second diamond particle group. It is known to use a diamond sintered body having a bonding phase of at least 5 times or more and having at least an iron group metal (see Patent Document 1).
- an object of the present disclosure is to provide a metal composition capable of obtaining a tool capable of suppressing chipping that occurs when cutting a target member.
- the inventor of the present disclosure has determined that, according to a metal composition containing a metal, nanodiamond particles, and microdiamond particles, the metal composition is processed to scrape a target member. It has been found that it is possible to obtain a tool capable of suppressing chipping that occurs during the processing.
- the present disclosure relates to what has been completed based on these findings.
- the present disclosure provides a metal composition containing a metal, nanodiamond particles, and microdiamond particles.
- the nanodiamond particles and the microdiamond particles are dispersed in a metal matrix composed of the metal.
- the content of the nanodiamond particles is preferably 0.05 to 50 parts by volume with respect to 100 parts by volume of the total amount of the metal.
- the metal may be a binder in the metal composition.
- the metal is preferably a metal bond formed by a sintering method.
- the metal preferably contains an alloy containing copper.
- the metal composition may contain secondary particles of the nanodiamond particles.
- the average particle size (D50) of the primary particles of the nanodiamond particles in the metal composition is preferably 1 to 240 nm.
- the average particle size (D50) of the microdiamond particles in the metal composition is preferably 1 to 600 ⁇ m.
- the nanodiamond particles preferably contain detonation nanodiamonds.
- the metal composition is preferably a shaving member.
- the metal composition according to one embodiment of the present disclosure contains at least a metal, nanodiamond particles, and microdiamond particles.
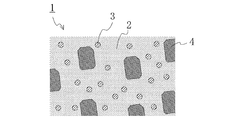
- FIG. 1 shows an enlarged schematic view of an embodiment of the above metal composition.
- the metal composition 1 contains a metal 2, nanodiamond particles 3, and microdiamond particles 4. More specifically, in the metal composition 1, nanodiamond particles 3 and microdiamond particles 4 are dispersed in a metal matrix composed of metal 2.
- the metal acts as a binder for the nanodiamond particles and the nanodiamond particles.
- the metal may be a metal bond formed by a sintering method or an electroformed bond produced by plating growth by an electroforming method. Above all, a metal bond is preferable from the viewpoint of being superior in suppressing chipping.
- the metals include lithium, magnesium, aluminum, calcium, chromium, titanium, vanadium, iron, cobalt, nickel, copper, zinc, silver, tin, antimony, tellurium, tungsten, gold, bismuth, and alloys containing these metals. Can be mentioned.
- the alloy an alloy containing copper such as bronze and a copper-tin-zinc alloy is preferable.
- the metal only one kind may be used, or two or more kinds may be used.
- the nanodiamond particles are nano-sized diamond particles, and are not particularly limited, and known or commonly used nanodiamond particles can be used.
- the nanodiamond particles may be surface-modified nanodiamond particles or non-surface-modified nanodiamond particles.
- the nanodiamond particles that have not been surface-modified have a hydroxyl group (-OH) on the surface.
- -OH hydroxyl group
- As the nanodiamond particles only one kind may be used, or two or more kinds may be used.
- examples of the compound or functional group that surface-modifies the nanodiamond particles include a silane compound, a carboxyl group (-COOH), a phosphonate ion or a phosphonic acid residue, and a surface modification having a vinyl group at the end.
- examples thereof include a group, an amide group, a cation of a cationic surfactant, a group containing a polyglycerin chain, and a group containing a polyethylene glycol chain.
- the nanodiamond particles in the metal composition preferably contain primary particles of nanodiamond. In addition, it may contain secondary particles in which several to several tens of the primary particles are aggregated (adhered). That is, the nanodiamond particles may be secondary particles (cluster nanodiamond particles) in the metal composition.
- the average particle diameter (D50, median diameter) of the primary particles of the nanodiamond particles in the metal composition is, for example, 1 to 240 nm, preferably 2 to 100 nm, more preferably 3 to 50 nm, still more preferably 4 to 20 nm. Particularly preferably, it is 4 to 10 nm.
- the average particle size can be measured by a dynamic light scattering method.
- nanodiamond particles for example, nanodiamonds produced by the detonation method (detonation nanodiamonds) and nanodiamonds produced by the high-temperature and high-pressure method (high-temperature and high-pressure nanodiamonds) can be used.
- detonation nanodiamonds are preferable because nanodiamonds having a particle size of primary particles having a particle size of a single digit nanometer can be easily obtained.
- Examples of the above-mentioned detonation nanodiamonds include nanodiamonds produced by the air-cooled detonation method (air-cooled detonation nanodiamonds) and nanodiamonds produced by the water-cooled detonation method (water-cooled detonation nanodiamonds). Be done. Of these, air-cooled detonation nanodiamonds are preferred because they have smaller primary particles than water-cooled detonation nanodiamonds.
- Detonation may be performed in an atmospheric atmosphere, or in an inert gas atmosphere such as a nitrogen atmosphere, an argon atmosphere, or a carbon dioxide atmosphere.
- the micro diamond particles are micron-sized diamond particles, and are not particularly limited, and known or commonly used micro diamond particles can be used. As the microdiamond particles, only one kind may be used, or two or more kinds may be used.
- the average particle size (D50, median diameter) of the microdiamond particles in the metal composition is, for example, 1 to 600 ⁇ m, preferably 5 to 300 ⁇ m, more preferably 7 to 100 ⁇ m, and further preferably 10 to 50 ⁇ m.
- the average particle size can be measured by a dynamic light scattering method.
- the content of the nanodiamond in the metal composition is appropriately adjusted depending on the use of the metal composition, but is preferably 0.05 to 50 parts by volume with respect to 100 parts by volume of the total amount of the metal. Is 0.1 to 20 parts by volume, more preferably 1 to 10 parts by volume.
- the content of the microdiamond in the metal composition is appropriately adjusted depending on the use of the metal composition, but is, for example, 1 to 30 parts by volume, preferably 5 parts by volume, based on 100 parts by volume of the total amount of the metal. It is ⁇ 20 parts by volume, more preferably 8 ⁇ 15 parts by volume.
- the metal composition may contain components other than metals, nanodiamond particles, and microdiamond particles.
- the other components include inorganic particles other than diamond particles, metal oxides, metal carbides, carbonates, and ceramics.
- examples of the inorganic particles include particles that act as abrasive particles (for example, boron nitride, silicon carbide, alumina, etc.), carbon nanotubes, and the like.
- abrasive particles for example, boron nitride, silicon carbide, alumina, etc.
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is, for example, 90% by mass or more, 95% by mass or more, 98 with respect to 100% by mass of the total amount of the metal composition.
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is, for example, 90% by volume or more, 95% by volume or more, 98% by volume, based on 100% by volume of the total amount of the metal composition. It may be 99% by volume or more and 99% by volume or more.
- the metal composition examples include a cutting member for scraping a target member in a tool for scraping a target member such as a cutting tool, a polishing tool, a grinding tool, and an excavation tool; a heat sink; and a sliding member.
- the metal composition is preferably a shaving member, and more preferably a shaving member (for example, a blade) for a cutting tool.
- a shaving member for example, a blade
- its shape is preferably a sheet shape.
- the microdiamond particles act as abrasive grains and are designed in the same manner as the shape and arrangement of the abrasive grains in a known or conventional shaving member. Then, it is presumed that the nanodiamond particles exert a friction / wear reducing effect in the shaving member. This is because when microdiamonds as abrasive grains scrape the target member, a transfer film (carbon transfer film) derived from nanodiamond particles is formed on the surface of the target member, and the transfer film is excessively worn by the abrasive grains. Alternatively, it is presumed that it is due to suppressing chipping. Thus, according to the metal composition, chipping is suppressed. As a result, the yield is improved in the processing process, so that the process capability is improved.
- the above metal composition can be appropriately produced by referring to a known or conventional method according to a production method according to the intended use.
- the metal composition which is a sheet-shaped blade, is obtained by molding a composition containing metal, nanodiamond particles, and microdiamond particles for sintering, or by plating and growing by an electroforming method. Can be made.
- Example 1 Detonation nanodiamond particles and blades were produced through the following steps.
- the temperature of the container and its inside was lowered by leaving it at room temperature for 24 hours. After this cooling, the crude nanodiamond products adhering to the inner wall of the container (including the adherents of nanodiamond particles and soot generated by the above-mentioned detonation method) are scraped off with a spatula, and the nanodiamonds are removed. The crude product was recovered.
- an oxidation treatment step was performed.
- An oxidation treatment step was carried out on the nanodiamond crude product obtained by carrying out the above-mentioned formation step a plurality of times. Specifically, 6 L of 98% by mass sulfuric acid and 1 L of 69% by mass nitric acid were added to the obtained crude nanodiamond product to prepare a slurry, and then this slurry was subjected to 48 under reflux under normal pressure conditions. The heat treatment was carried out for hours. The heating temperature in this oxidation treatment is 140 to 160 ° C. Next, after cooling, the solid content (including the nanodiamond adherent) was washed with water by decantation.
- the supernatant liquid at the beginning of washing with water was colored, and the solid content was repeatedly washed with water by decantation until the supernatant liquid became visually transparent. Then, it was dried to obtain nanodiamond particles containing primary particles and nanodiamond adherents (secondary particles) as powder. Further, a dry powder of nanodiamond was obtained by heating at 400 ° C. for 6 hours in a rotary kiln in which a gas having about 8% by volume of oxygen and about 92% by volume of nitrogen was blown at a flow rate of 20 L / min.
- the obtained nanodiamond dry powder was subjected to crystal structure analysis using an X-ray diffractometer (trade name "SmartLab”, manufactured by Rigaku Co., Ltd.). As a result, a strong diffraction peak was observed at the diamond diffraction peak position, that is, the diffraction peak position from the (111) plane of the diamond crystal, and the calculated crystallite size was 4.5 nm.
- the obtained dry powder was subjected to small-angle X-ray scattering measurement using an X-ray diffractometer (trade name "SmartLab”, manufactured by Rigaku Co., Ltd.), and particle size distribution analysis software (trade name "NANO-").
- the primary particle diameter of nanodiamonds was estimated in the region with a scattering angle of 1 ° to 3 °.
- the nanodiamond primary particles were spherical and had a particle density of 3.51 g / cm 3 .
- the average particle size of the nanodiamond primary particles obtained in this measurement was 5.5 nm, and the relative standard deviation (RSD) with respect to the primary particle distribution was 30.2.
- the above-mentioned dry nano-diamond powder was blended in 6.4 parts by volume with respect to 100 parts by volume of the binder, and sintered into a sheet at a temperature of 750 ° C. under a nitrogen atmosphere. Then, a metal blade (outer diameter: 56 mm, inner diameter: 40 mm, blade thickness 0.13 mm) was produced by punching in an annular shape.
- the diamond diffracted peak position that is, the diamond crystal A strong diffraction peak was observed at the position of the diffraction peak from the (111) plane, and the calculated crystallite size was 20 ⁇ m.
- Comparative Example 1 A metal blade was produced in the same manner as in Example 1 except that the nanodiamond dry powder was not blended.
- Glass cutting test The metal blades produced in Examples and Comparative Examples were subjected to a glass cutting test.
- the metal blades obtained in Examples and Comparative Examples are set in a dicing device, and a glass plate (length 7.5 cm ⁇ width 7.5 cm ⁇ thickness 0.4 mm) is cut using the metal blade, and after cutting.
- the chipping size of the front and back surfaces of the glass plate was confirmed.
- the glass plate is cut at a spindle speed of 20 rpm, feed rate: 2 times at 1 mm / sec, 2 times at 2 mm / sec, 2 times at 3 mm / sec, 2 times at 4 mm / sec, and 2 times at 5 mm / sec.
- the chipping size on the back surface of the glass plate was 13 to 30 ⁇ m, and the average value was 21 ⁇ m.
- the chipping size on the back surface of the glass plate was 11 to 20 ⁇ m, and the average value was 14 ⁇ m.
- the chipping size is generally smaller than that in Comparative Example 1, the average value is also smaller, the standard deviation is smaller, and the variation is smaller.
- FIGS. 3 and 2 it can be seen that the chipping size of Example 1 is generally smaller than that of Comparative Example 1 on the surface of the glass plate.
- [Appendix 1] A metal composition containing a metal, nanodiamond particles, and microdiamond particles.
- [Appendix 2] The metal composition according to Appendix 1, wherein the nanodiamond particles and the microdiamond particles are dispersed in a metal matrix composed of the metal.
- [Appendix 3] The content of the nanodiamond particles is 0.05 to 50 parts by volume (preferably 0.1 to 20 parts by volume, more preferably 1 to 10 parts by volume) with respect to 100 parts by volume of the total amount of the metal.
- the average particle size of the primary particles of the nanodiamond particles is 1 to 240 nm (preferably 2 to 100 nm, more preferably 3 to 50 nm, still more preferably 4 to 20 nm, particularly preferably 4 to 10 nm).
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by mass or more (95% by mass or more, 98) with respect to 100% by mass of the total amount of the metal composition.
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by volume or more (95% by volume or more, 98) with respect to 100% by volume of the total amount of the metal composition.
- [Supplementary Note 15] The metal composition according to any one of Supplementary notes 1 to 14, which is a shaving member.
- Metal composition Metal (Metal matrix) 3 Nanodiamond particles 4 Microdiamond particles
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Carbon And Carbon Compounds (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
L'invention concerne un composite métallique permettant d'obtenir un outil qui peut prévenir l'écaillage pendant la coupe d'un élément à couper. Un composite métallique 1 comprend un métal 2, des particules de nanodiamant 3 et des particules de microdiamant 4. Par exemple, le composite métallique 1 est tel que les particules de nanodiamant 3 et les particules de micro-diamant 4 se dispersent dans une matrice métallique qui est configurée par le métal 2.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022500369A JPWO2021161911A1 (fr) | 2020-02-13 | 2021-02-05 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020022348 | 2020-02-13 | ||
| JP2020-022348 | 2020-02-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021161911A1 true WO2021161911A1 (fr) | 2021-08-19 |
Family
ID=77291454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/004295 WO2021161911A1 (fr) | 2020-02-13 | 2021-02-05 | Composite métallique |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2021161911A1 (fr) |
| TW (1) | TW202202251A (fr) |
| WO (1) | WO2021161911A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023176469A1 (fr) * | 2022-03-16 | 2023-09-21 | 株式会社ダイセル | Matériau composite al-nd |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841769A (ja) * | 1981-09-04 | 1983-03-11 | 住友電気工業株式会社 | 工具用ダイヤモンド焼結体及びその製造方法 |
| JPS6286138A (ja) * | 1985-10-04 | 1987-04-20 | デ−.スワロブスキ ウント コンパニ | 焼結研摩媒体 |
| JPS62287035A (ja) * | 1986-06-04 | 1987-12-12 | Fuji Dies Kk | フアインセラミツクス切断用銅−鉄族金属基ダイヤモンド工具 |
| JPH0881729A (ja) * | 1994-09-14 | 1996-03-26 | Hitachi Tool Eng Ltd | 硬質材料 |
| JP2012121765A (ja) * | 2010-12-08 | 2012-06-28 | Vision Development Co Ltd | ダイヤモンド含有複合金属 |
| US20140262539A1 (en) * | 2013-03-15 | 2014-09-18 | Baker Hughes Incorporated | Polycrystalline compacts including diamond nanoparticles, cutting elements and earth-boring tools including such compacts, and methods of forming same |
| WO2018074275A1 (fr) * | 2016-10-21 | 2018-04-26 | 住友電気工業株式会社 | Matériau fritté composite |
-
2021
- 2021-02-05 WO PCT/JP2021/004295 patent/WO2021161911A1/fr active Application Filing
- 2021-02-05 JP JP2022500369A patent/JPWO2021161911A1/ja active Pending
- 2021-02-08 TW TW110104684A patent/TW202202251A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841769A (ja) * | 1981-09-04 | 1983-03-11 | 住友電気工業株式会社 | 工具用ダイヤモンド焼結体及びその製造方法 |
| JPS6286138A (ja) * | 1985-10-04 | 1987-04-20 | デ−.スワロブスキ ウント コンパニ | 焼結研摩媒体 |
| JPS62287035A (ja) * | 1986-06-04 | 1987-12-12 | Fuji Dies Kk | フアインセラミツクス切断用銅−鉄族金属基ダイヤモンド工具 |
| JPH0881729A (ja) * | 1994-09-14 | 1996-03-26 | Hitachi Tool Eng Ltd | 硬質材料 |
| JP2012121765A (ja) * | 2010-12-08 | 2012-06-28 | Vision Development Co Ltd | ダイヤモンド含有複合金属 |
| US20140262539A1 (en) * | 2013-03-15 | 2014-09-18 | Baker Hughes Incorporated | Polycrystalline compacts including diamond nanoparticles, cutting elements and earth-boring tools including such compacts, and methods of forming same |
| WO2018074275A1 (fr) * | 2016-10-21 | 2018-04-26 | 住友電気工業株式会社 | Matériau fritté composite |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023176469A1 (fr) * | 2022-03-16 | 2023-09-21 | 株式会社ダイセル | Matériau composite al-nd |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021161911A1 (fr) | 2021-08-19 |
| TW202202251A (zh) | 2022-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6447197B2 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| US7267292B2 (en) | Method for producing fine alumina particles using multi-carbide grinding media | |
| JP5420173B2 (ja) | 粉末組成物を製造する方法、cbn成形体、工具インサート | |
| JP6447205B2 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| US8449855B2 (en) | Inorganic compounds | |
| CN112340727B (zh) | 金刚石多晶体、切削工具、耐磨工具、以及磨削工具 | |
| CN106660888B (zh) | 立方氮化硼复合材料,其使用方法,其制备方法及包含其的工具 | |
| JP2017014084A (ja) | 立方晶窒化硼素焼結体、立方晶窒化硼素焼結体の製造方法、工具、および切削工具 | |
| WO2021161911A1 (fr) | Composite métallique | |
| JP6736034B2 (ja) | 硬質材料、及び切削工具 | |
| CA2518851C (fr) | Fabrication et utilisation d'un materiau multi-carbure | |
| JP7419092B2 (ja) | 切削ブレード | |
| JPWO2018110567A1 (ja) | 窒化ケイ素粉末、多結晶シリコンインゴット用離型剤及び多結晶シリコンインゴットの製造方法 | |
| CN116472132A (zh) | 金刚石烧结体以及具备金刚石烧结体的工具 | |
| US20120217436A1 (en) | Boron suboxide composite material | |
| Chen et al. | Study on the preparation of NiAl intermetallic-bonded diamond grinding block and grinding performance for sapphire | |
| JP2691049B2 (ja) | 工具用焼結材料 | |
| WO2022085438A1 (fr) | Corps fritté de diamant, et outil équipé de celui-ci | |
| WO2005086853A2 (fr) | Procede de fabrication de materiaux polycarbure et utilisation | |
| JPS63121631A (ja) | 精密小物部品微小加工工具用焼結体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21754234 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022500369 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21754234 Country of ref document: EP Kind code of ref document: A1 |