WO2021161911A1 - Metal composite - Google Patents
Metal composite Download PDFInfo
- Publication number
- WO2021161911A1 WO2021161911A1 PCT/JP2021/004295 JP2021004295W WO2021161911A1 WO 2021161911 A1 WO2021161911 A1 WO 2021161911A1 JP 2021004295 W JP2021004295 W JP 2021004295W WO 2021161911 A1 WO2021161911 A1 WO 2021161911A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- particles
- metal composition
- nanodiamond
- composition according
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C26/00—Alloys containing diamond or cubic or wurtzitic boron nitride, fullerenes or carbon nanotubes
Definitions
- the tool used may be used.
- the tool includes, for example, a first diamond particle group and a second diamond particle group, the average particle size of the first diamond particle group is 50 ⁇ m or more, and the average particle size of the second diamond particle group. It is known to use a diamond sintered body having a bonding phase of at least 5 times or more and having at least an iron group metal (see Patent Document 1).
- an object of the present disclosure is to provide a metal composition capable of obtaining a tool capable of suppressing chipping that occurs when cutting a target member.
- the inventor of the present disclosure has determined that, according to a metal composition containing a metal, nanodiamond particles, and microdiamond particles, the metal composition is processed to scrape a target member. It has been found that it is possible to obtain a tool capable of suppressing chipping that occurs during the processing.
- the present disclosure relates to what has been completed based on these findings.
- the present disclosure provides a metal composition containing a metal, nanodiamond particles, and microdiamond particles.
- the nanodiamond particles and the microdiamond particles are dispersed in a metal matrix composed of the metal.
- the content of the nanodiamond particles is preferably 0.05 to 50 parts by volume with respect to 100 parts by volume of the total amount of the metal.
- the metal may be a binder in the metal composition.
- the metal is preferably a metal bond formed by a sintering method.
- the metal preferably contains an alloy containing copper.
- the metal composition may contain secondary particles of the nanodiamond particles.
- the average particle size (D50) of the primary particles of the nanodiamond particles in the metal composition is preferably 1 to 240 nm.
- the average particle size (D50) of the microdiamond particles in the metal composition is preferably 1 to 600 ⁇ m.
- the nanodiamond particles preferably contain detonation nanodiamonds.
- the metal composition is preferably a shaving member.
- the metal composition according to one embodiment of the present disclosure contains at least a metal, nanodiamond particles, and microdiamond particles.
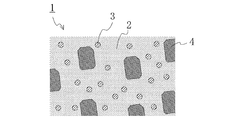
- FIG. 1 shows an enlarged schematic view of an embodiment of the above metal composition.
- the metal composition 1 contains a metal 2, nanodiamond particles 3, and microdiamond particles 4. More specifically, in the metal composition 1, nanodiamond particles 3 and microdiamond particles 4 are dispersed in a metal matrix composed of metal 2.
- the metal acts as a binder for the nanodiamond particles and the nanodiamond particles.
- the metal may be a metal bond formed by a sintering method or an electroformed bond produced by plating growth by an electroforming method. Above all, a metal bond is preferable from the viewpoint of being superior in suppressing chipping.
- the metals include lithium, magnesium, aluminum, calcium, chromium, titanium, vanadium, iron, cobalt, nickel, copper, zinc, silver, tin, antimony, tellurium, tungsten, gold, bismuth, and alloys containing these metals. Can be mentioned.
- the alloy an alloy containing copper such as bronze and a copper-tin-zinc alloy is preferable.
- the metal only one kind may be used, or two or more kinds may be used.
- the nanodiamond particles are nano-sized diamond particles, and are not particularly limited, and known or commonly used nanodiamond particles can be used.
- the nanodiamond particles may be surface-modified nanodiamond particles or non-surface-modified nanodiamond particles.
- the nanodiamond particles that have not been surface-modified have a hydroxyl group (-OH) on the surface.
- -OH hydroxyl group
- As the nanodiamond particles only one kind may be used, or two or more kinds may be used.
- examples of the compound or functional group that surface-modifies the nanodiamond particles include a silane compound, a carboxyl group (-COOH), a phosphonate ion or a phosphonic acid residue, and a surface modification having a vinyl group at the end.
- examples thereof include a group, an amide group, a cation of a cationic surfactant, a group containing a polyglycerin chain, and a group containing a polyethylene glycol chain.
- the nanodiamond particles in the metal composition preferably contain primary particles of nanodiamond. In addition, it may contain secondary particles in which several to several tens of the primary particles are aggregated (adhered). That is, the nanodiamond particles may be secondary particles (cluster nanodiamond particles) in the metal composition.
- the average particle diameter (D50, median diameter) of the primary particles of the nanodiamond particles in the metal composition is, for example, 1 to 240 nm, preferably 2 to 100 nm, more preferably 3 to 50 nm, still more preferably 4 to 20 nm. Particularly preferably, it is 4 to 10 nm.
- the average particle size can be measured by a dynamic light scattering method.
- nanodiamond particles for example, nanodiamonds produced by the detonation method (detonation nanodiamonds) and nanodiamonds produced by the high-temperature and high-pressure method (high-temperature and high-pressure nanodiamonds) can be used.
- detonation nanodiamonds are preferable because nanodiamonds having a particle size of primary particles having a particle size of a single digit nanometer can be easily obtained.
- Examples of the above-mentioned detonation nanodiamonds include nanodiamonds produced by the air-cooled detonation method (air-cooled detonation nanodiamonds) and nanodiamonds produced by the water-cooled detonation method (water-cooled detonation nanodiamonds). Be done. Of these, air-cooled detonation nanodiamonds are preferred because they have smaller primary particles than water-cooled detonation nanodiamonds.
- Detonation may be performed in an atmospheric atmosphere, or in an inert gas atmosphere such as a nitrogen atmosphere, an argon atmosphere, or a carbon dioxide atmosphere.
- the micro diamond particles are micron-sized diamond particles, and are not particularly limited, and known or commonly used micro diamond particles can be used. As the microdiamond particles, only one kind may be used, or two or more kinds may be used.
- the average particle size (D50, median diameter) of the microdiamond particles in the metal composition is, for example, 1 to 600 ⁇ m, preferably 5 to 300 ⁇ m, more preferably 7 to 100 ⁇ m, and further preferably 10 to 50 ⁇ m.
- the average particle size can be measured by a dynamic light scattering method.
- the content of the nanodiamond in the metal composition is appropriately adjusted depending on the use of the metal composition, but is preferably 0.05 to 50 parts by volume with respect to 100 parts by volume of the total amount of the metal. Is 0.1 to 20 parts by volume, more preferably 1 to 10 parts by volume.
- the content of the microdiamond in the metal composition is appropriately adjusted depending on the use of the metal composition, but is, for example, 1 to 30 parts by volume, preferably 5 parts by volume, based on 100 parts by volume of the total amount of the metal. It is ⁇ 20 parts by volume, more preferably 8 ⁇ 15 parts by volume.
- the metal composition may contain components other than metals, nanodiamond particles, and microdiamond particles.
- the other components include inorganic particles other than diamond particles, metal oxides, metal carbides, carbonates, and ceramics.
- examples of the inorganic particles include particles that act as abrasive particles (for example, boron nitride, silicon carbide, alumina, etc.), carbon nanotubes, and the like.
- abrasive particles for example, boron nitride, silicon carbide, alumina, etc.
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is, for example, 90% by mass or more, 95% by mass or more, 98 with respect to 100% by mass of the total amount of the metal composition.
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is, for example, 90% by volume or more, 95% by volume or more, 98% by volume, based on 100% by volume of the total amount of the metal composition. It may be 99% by volume or more and 99% by volume or more.
- the metal composition examples include a cutting member for scraping a target member in a tool for scraping a target member such as a cutting tool, a polishing tool, a grinding tool, and an excavation tool; a heat sink; and a sliding member.
- the metal composition is preferably a shaving member, and more preferably a shaving member (for example, a blade) for a cutting tool.
- a shaving member for example, a blade
- its shape is preferably a sheet shape.
- the microdiamond particles act as abrasive grains and are designed in the same manner as the shape and arrangement of the abrasive grains in a known or conventional shaving member. Then, it is presumed that the nanodiamond particles exert a friction / wear reducing effect in the shaving member. This is because when microdiamonds as abrasive grains scrape the target member, a transfer film (carbon transfer film) derived from nanodiamond particles is formed on the surface of the target member, and the transfer film is excessively worn by the abrasive grains. Alternatively, it is presumed that it is due to suppressing chipping. Thus, according to the metal composition, chipping is suppressed. As a result, the yield is improved in the processing process, so that the process capability is improved.
- the above metal composition can be appropriately produced by referring to a known or conventional method according to a production method according to the intended use.
- the metal composition which is a sheet-shaped blade, is obtained by molding a composition containing metal, nanodiamond particles, and microdiamond particles for sintering, or by plating and growing by an electroforming method. Can be made.
- Example 1 Detonation nanodiamond particles and blades were produced through the following steps.
- the temperature of the container and its inside was lowered by leaving it at room temperature for 24 hours. After this cooling, the crude nanodiamond products adhering to the inner wall of the container (including the adherents of nanodiamond particles and soot generated by the above-mentioned detonation method) are scraped off with a spatula, and the nanodiamonds are removed. The crude product was recovered.
- an oxidation treatment step was performed.
- An oxidation treatment step was carried out on the nanodiamond crude product obtained by carrying out the above-mentioned formation step a plurality of times. Specifically, 6 L of 98% by mass sulfuric acid and 1 L of 69% by mass nitric acid were added to the obtained crude nanodiamond product to prepare a slurry, and then this slurry was subjected to 48 under reflux under normal pressure conditions. The heat treatment was carried out for hours. The heating temperature in this oxidation treatment is 140 to 160 ° C. Next, after cooling, the solid content (including the nanodiamond adherent) was washed with water by decantation.
- the supernatant liquid at the beginning of washing with water was colored, and the solid content was repeatedly washed with water by decantation until the supernatant liquid became visually transparent. Then, it was dried to obtain nanodiamond particles containing primary particles and nanodiamond adherents (secondary particles) as powder. Further, a dry powder of nanodiamond was obtained by heating at 400 ° C. for 6 hours in a rotary kiln in which a gas having about 8% by volume of oxygen and about 92% by volume of nitrogen was blown at a flow rate of 20 L / min.
- the obtained nanodiamond dry powder was subjected to crystal structure analysis using an X-ray diffractometer (trade name "SmartLab”, manufactured by Rigaku Co., Ltd.). As a result, a strong diffraction peak was observed at the diamond diffraction peak position, that is, the diffraction peak position from the (111) plane of the diamond crystal, and the calculated crystallite size was 4.5 nm.
- the obtained dry powder was subjected to small-angle X-ray scattering measurement using an X-ray diffractometer (trade name "SmartLab”, manufactured by Rigaku Co., Ltd.), and particle size distribution analysis software (trade name "NANO-").
- the primary particle diameter of nanodiamonds was estimated in the region with a scattering angle of 1 ° to 3 °.
- the nanodiamond primary particles were spherical and had a particle density of 3.51 g / cm 3 .
- the average particle size of the nanodiamond primary particles obtained in this measurement was 5.5 nm, and the relative standard deviation (RSD) with respect to the primary particle distribution was 30.2.
- the above-mentioned dry nano-diamond powder was blended in 6.4 parts by volume with respect to 100 parts by volume of the binder, and sintered into a sheet at a temperature of 750 ° C. under a nitrogen atmosphere. Then, a metal blade (outer diameter: 56 mm, inner diameter: 40 mm, blade thickness 0.13 mm) was produced by punching in an annular shape.
- the diamond diffracted peak position that is, the diamond crystal A strong diffraction peak was observed at the position of the diffraction peak from the (111) plane, and the calculated crystallite size was 20 ⁇ m.
- Comparative Example 1 A metal blade was produced in the same manner as in Example 1 except that the nanodiamond dry powder was not blended.
- Glass cutting test The metal blades produced in Examples and Comparative Examples were subjected to a glass cutting test.
- the metal blades obtained in Examples and Comparative Examples are set in a dicing device, and a glass plate (length 7.5 cm ⁇ width 7.5 cm ⁇ thickness 0.4 mm) is cut using the metal blade, and after cutting.
- the chipping size of the front and back surfaces of the glass plate was confirmed.
- the glass plate is cut at a spindle speed of 20 rpm, feed rate: 2 times at 1 mm / sec, 2 times at 2 mm / sec, 2 times at 3 mm / sec, 2 times at 4 mm / sec, and 2 times at 5 mm / sec.
- the chipping size on the back surface of the glass plate was 13 to 30 ⁇ m, and the average value was 21 ⁇ m.
- the chipping size on the back surface of the glass plate was 11 to 20 ⁇ m, and the average value was 14 ⁇ m.
- the chipping size is generally smaller than that in Comparative Example 1, the average value is also smaller, the standard deviation is smaller, and the variation is smaller.
- FIGS. 3 and 2 it can be seen that the chipping size of Example 1 is generally smaller than that of Comparative Example 1 on the surface of the glass plate.
- [Appendix 1] A metal composition containing a metal, nanodiamond particles, and microdiamond particles.
- [Appendix 2] The metal composition according to Appendix 1, wherein the nanodiamond particles and the microdiamond particles are dispersed in a metal matrix composed of the metal.
- [Appendix 3] The content of the nanodiamond particles is 0.05 to 50 parts by volume (preferably 0.1 to 20 parts by volume, more preferably 1 to 10 parts by volume) with respect to 100 parts by volume of the total amount of the metal.
- the average particle size of the primary particles of the nanodiamond particles is 1 to 240 nm (preferably 2 to 100 nm, more preferably 3 to 50 nm, still more preferably 4 to 20 nm, particularly preferably 4 to 10 nm).
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by mass or more (95% by mass or more, 98) with respect to 100% by mass of the total amount of the metal composition.
- the total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by volume or more (95% by volume or more, 98) with respect to 100% by volume of the total amount of the metal composition.
- [Supplementary Note 15] The metal composition according to any one of Supplementary notes 1 to 14, which is a shaving member.
- Metal composition Metal (Metal matrix) 3 Nanodiamond particles 4 Microdiamond particles
Abstract
Provided is a metal composite capable of obtaining a tool that can suppress chipping to be generated during cutting of a member to be cut. A metal composite 1 includes a metal 2, nanodiamond particles 3 and micro-diamond particles 4. For example, the metal composite 1 is such that the nanodiamond particles 3 and the micro-diamond particles 4 disperse in a metal matrix that is configured by the metal 2.
Description
本開示は、金属組成物に関する。本願は、2020年2月13日に日本に出願した特願2020-022348号の優先権を主張し、その内容をここに援用する。
This disclosure relates to metal compositions. The present application claims the priority of Japanese Patent Application No. 2020-022348 filed in Japan on February 13, 2020, the contents of which are incorporated herein by reference.
従来、半導体装置や電子部品が形成された半導体ウエハのダイシング、金属やセラミックスの切削加工、掘削、研磨、研削など、対象部材を削る加工を行う際、例えば、砥粒としてミクロンサイズのダイヤモンド粒子を用いた工具が用いられることがある。上記工具としては、例えば、第1ダイヤモンド粒子群と第2ダイヤモンド粒子群とを有し、第1ダイヤモンド粒子群の平均粒径が50μm以上であり、かつ、第2ダイヤモンド粒子群の平均粒径の5倍以上であり、結合相が少なくとも鉄族金属を有するダイヤモンド焼結体を用いたものが知られている(特許文献1参照)。
Conventionally, when performing processing such as dicing of semiconductor wafers on which semiconductor devices and electronic parts are formed, cutting of metals and ceramics, excavation, polishing, and grinding, for example, micron-sized diamond particles are used as abrasive grains. The tool used may be used. The tool includes, for example, a first diamond particle group and a second diamond particle group, the average particle size of the first diamond particle group is 50 μm or more, and the average particle size of the second diamond particle group. It is known to use a diamond sintered body having a bonding phase of at least 5 times or more and having at least an iron group metal (see Patent Document 1).
ダイヤモンド砥粒を用いた従来の工具を用いて、高い速度で切削加工を行おうとした場合、サイズの大きいダイヤモンド砥粒を用いることが考えられる。しかしながら、サイズの大きいダイヤモンド砥粒を用いた場合、切削対象物に生じる欠け(チッピング)が大きくなるという問題があった。
When cutting at a high speed using a conventional tool using diamond abrasive grains, it is conceivable to use large diamond abrasive grains. However, when diamond abrasive grains having a large size are used, there is a problem that chipping that occurs in the object to be cut becomes large.
従って、本開示の目的は、対象部材を削る加工を行う際に生じるチッピングを抑制できる工具を得ることが可能な金属組成物を提供することにある。
Therefore, an object of the present disclosure is to provide a metal composition capable of obtaining a tool capable of suppressing chipping that occurs when cutting a target member.
本開示の発明者は、上記目的を達成するため鋭意検討した結果、金属と、ナノダイヤモンド粒子と、マイクロダイヤモンド粒子とを含む金属組成物によれば、上記金属組成物を、対象部材を削る加工に用いた際、当該加工を行う時に生じるチッピングを抑制できる工具を得ることが可能であることを見出した。本開示はこれらの知見に基づいて完成させたものに関する。
As a result of diligent studies to achieve the above object, the inventor of the present disclosure has determined that, according to a metal composition containing a metal, nanodiamond particles, and microdiamond particles, the metal composition is processed to scrape a target member. It has been found that it is possible to obtain a tool capable of suppressing chipping that occurs during the processing. The present disclosure relates to what has been completed based on these findings.
本開示は、金属と、ナノダイヤモンド粒子と、マイクロダイヤモンド粒子とを含む金属組成物を提供する。
The present disclosure provides a metal composition containing a metal, nanodiamond particles, and microdiamond particles.
上記金属組成物は、上記金属により構成される金属マトリックス中に上記ナノダイヤモンド粒子および上記マイクロダイヤモンド粒子が分散していること好ましい。
In the metal composition, it is preferable that the nanodiamond particles and the microdiamond particles are dispersed in a metal matrix composed of the metal.
上記ナノダイヤモンド粒子の含有量は上記金属の総量100体積部に対して0.05~50体積部であることが好ましい。
The content of the nanodiamond particles is preferably 0.05 to 50 parts by volume with respect to 100 parts by volume of the total amount of the metal.
上記金属は上記金属組成物における結合剤であってもよい。
The metal may be a binder in the metal composition.
上記金属は焼結法により成形されたメタルボンドであることが好ましい。
The metal is preferably a metal bond formed by a sintering method.
上記金属は銅を含む合金を含むことが好ましい。
The metal preferably contains an alloy containing copper.
上記金属組成物は上記ナノダイヤモンド粒子の二次粒子を含んでいてもよい。
The metal composition may contain secondary particles of the nanodiamond particles.
上記金属組成物中における上記ナノダイヤモンド粒子の一次粒子の平均粒子径(D50)は1~240nmであることが好ましい。
The average particle size (D50) of the primary particles of the nanodiamond particles in the metal composition is preferably 1 to 240 nm.
上記金属組成物中における上記マイクロダイヤモンド粒子の平均粒子径(D50)は1~600μmであることが好ましい。
The average particle size (D50) of the microdiamond particles in the metal composition is preferably 1 to 600 μm.
上記ナノダイヤモンド粒子は爆轟法ナノダイヤモンドを含むことが好ましい。
The nanodiamond particles preferably contain detonation nanodiamonds.
上記金属組成物は削り部材であることが好ましい。
The metal composition is preferably a shaving member.
上記金属組成物を、対象部材を削る加工に用いた際、当該加工を行う時に生じるチッピングを抑制することができる。そして、これにより、上記加工工程において歩留まりが向上するため、工程能力が向上するという効果を奏する。
When the above metal composition is used in a process of scraping a target member, chipping that occurs during the process can be suppressed. As a result, the yield is improved in the processing process, so that the process capability is improved.
本開示の一実施形態に係る金属組成物は、金属と、ナノダイヤモンド粒子と、マイクロダイヤモンド粒子とを少なくとも含む。
The metal composition according to one embodiment of the present disclosure contains at least a metal, nanodiamond particles, and microdiamond particles.
図1に、上記金属組成物の一実施形態の拡大模式図を示す。金属組成物1は、金属2と、ナノダイヤモンド粒子3と、マイクロダイヤモンド粒子4とを含む。より詳細には、金属組成物1は、金属2により構成される金属マトリックス中にナノダイヤモンド粒子3およびマイクロダイヤモンド粒子4が分散している。
FIG. 1 shows an enlarged schematic view of an embodiment of the above metal composition. The metal composition 1 contains a metal 2, nanodiamond particles 3, and microdiamond particles 4. More specifically, in the metal composition 1, nanodiamond particles 3 and microdiamond particles 4 are dispersed in a metal matrix composed of metal 2.
上記金属組成物において、上記金属は、上記ナノダイヤモンド粒子および上記ナノダイヤモンド粒子の結合剤(ボンド)として作用する。上記金属組成物において、上記金属は、焼結法により成形されたメタルボンドであってもよいし、電鋳法によるめっき成長により作製された電鋳ボンドであってもよい。中でも、チッピング抑制により優れる観点から、メタルボンドであることが好ましい。
In the metal composition, the metal acts as a binder for the nanodiamond particles and the nanodiamond particles. In the metal composition, the metal may be a metal bond formed by a sintering method or an electroformed bond produced by plating growth by an electroforming method. Above all, a metal bond is preferable from the viewpoint of being superior in suppressing chipping.
上記金属としては、リチウム、マグネシウム、アルミニウム、カルシウム、クロム、チタン、バナジウム、鉄、コバルト、ニッケル、銅、亜鉛、銀、錫、アンチモン、テルル、タングステン、金、ビスマス、およびこれらの金属を含む合金が挙げられる。上記合金としては、青銅、銅-錫-亜鉛合金等の銅を含む合金が好ましい。上記金属は、一種のみを使用してもよいし、二種以上を使用してもよい。
The metals include lithium, magnesium, aluminum, calcium, chromium, titanium, vanadium, iron, cobalt, nickel, copper, zinc, silver, tin, antimony, tellurium, tungsten, gold, bismuth, and alloys containing these metals. Can be mentioned. As the alloy, an alloy containing copper such as bronze and a copper-tin-zinc alloy is preferable. As the metal, only one kind may be used, or two or more kinds may be used.
上記ナノダイヤモンド粒子は、ナノサイズのダイヤモンド粒子であり、特に限定されず、公知乃至慣用のナノダイヤモンド粒子を用いることができる。上記ナノダイヤモンド粒子は、表面修飾されたナノダイヤモンド粒子であっていてもよいし、表面修飾されていないナノダイヤモンド粒子であってもよい。なお、表面修飾されていないナノダイヤモンド粒子は、表面にヒドロキシル基(-OH)を有する。上記ナノダイヤモンド粒子は、一種のみを用いてもよいし、二種以上を用いてもよい。
The nanodiamond particles are nano-sized diamond particles, and are not particularly limited, and known or commonly used nanodiamond particles can be used. The nanodiamond particles may be surface-modified nanodiamond particles or non-surface-modified nanodiamond particles. The nanodiamond particles that have not been surface-modified have a hydroxyl group (-OH) on the surface. As the nanodiamond particles, only one kind may be used, or two or more kinds may be used.
上記表面修飾ナノダイヤモンドにおいて、ナノダイヤモンド粒子を表面修飾する化合物または官能基としては、例えば、シラン化合物、カルボキシル基(-COOH)、ホスホン酸イオン若しくはホスホン酸残基、末端にビニル基を有する表面修飾基、アミド基、カチオン界面活性剤のカチオン、ポリグリセリン鎖を含む基、ポリエチレングリコール鎖を含む基などが挙げられる。
In the surface-modified nanodiamond, examples of the compound or functional group that surface-modifies the nanodiamond particles include a silane compound, a carboxyl group (-COOH), a phosphonate ion or a phosphonic acid residue, and a surface modification having a vinyl group at the end. Examples thereof include a group, an amide group, a cation of a cationic surfactant, a group containing a polyglycerin chain, and a group containing a polyethylene glycol chain.
上記金属組成物における上記ナノダイヤモンド粒子は、ナノダイヤモンドの一次粒子を含むことが好ましい。その他、上記一次粒子が数個~数十個程度凝集(凝着)した二次粒子を含んでいてもよい。すなわち、上記ナノダイヤモンド粒子は、上記金属組成物中において二次粒子(クラスターナノダイヤモンド粒子)であってもよい。
The nanodiamond particles in the metal composition preferably contain primary particles of nanodiamond. In addition, it may contain secondary particles in which several to several tens of the primary particles are aggregated (adhered). That is, the nanodiamond particles may be secondary particles (cluster nanodiamond particles) in the metal composition.
上記金属組成物中における上記ナノダイヤモンド粒子の一次粒子の平均粒子径(D50、メディアン径)は、例えば1~240nm、好ましくは2~100nm、より好ましくは3~50nm、さらに好ましくは4~20nm、特に好ましくは4~10nmである。上記平均粒子径は、動的光散乱法によって測定することができる。
The average particle diameter (D50, median diameter) of the primary particles of the nanodiamond particles in the metal composition is, for example, 1 to 240 nm, preferably 2 to 100 nm, more preferably 3 to 50 nm, still more preferably 4 to 20 nm. Particularly preferably, it is 4 to 10 nm. The average particle size can be measured by a dynamic light scattering method.
上記ナノダイヤモンド粒子としては、例えば、爆轟法によって生成したナノダイヤモンド(爆轟法ナノダイヤモンド)や、高温高圧法によって生成したナノダイヤモンド(高温高圧法ナノダイヤモンド)を使用することができる。中でも、一次粒子の粒子径が一桁ナノメートルであるナノダイヤモンドを容易に得ることができる点で、爆轟法ナノダイヤモンドが好ましい。
As the nanodiamond particles, for example, nanodiamonds produced by the detonation method (detonation nanodiamonds) and nanodiamonds produced by the high-temperature and high-pressure method (high-temperature and high-pressure nanodiamonds) can be used. Among them, detonation nanodiamonds are preferable because nanodiamonds having a particle size of primary particles having a particle size of a single digit nanometer can be easily obtained.
上記爆轟法ナノダイヤモンドとしては、空冷式爆轟法によって生成したナノダイヤモンド(空冷式爆轟法ナノダイヤモンド)と水冷式爆轟法によって生成したナノダイヤモンド(水冷式爆轟法ナノダイヤモンド)が挙げられる。中でも、空冷式爆轟法ナノダイヤモンドが水冷式爆轟法ナノダイヤモンドよりも一次粒子が小さい点で好ましい。
Examples of the above-mentioned detonation nanodiamonds include nanodiamonds produced by the air-cooled detonation method (air-cooled detonation nanodiamonds) and nanodiamonds produced by the water-cooled detonation method (water-cooled detonation nanodiamonds). Be done. Of these, air-cooled detonation nanodiamonds are preferred because they have smaller primary particles than water-cooled detonation nanodiamonds.
爆轟は大気雰囲気下で行ってもよく、窒素雰囲気、アルゴン雰囲気、二酸化炭素雰囲気などの不活性ガス雰囲気下で行ってもよい。
Detonation may be performed in an atmospheric atmosphere, or in an inert gas atmosphere such as a nitrogen atmosphere, an argon atmosphere, or a carbon dioxide atmosphere.
上記マイクロダイヤモンド粒子は、ミクロンサイズのダイヤモンド粒子であり、特に限定されず、公知乃至慣用のマイクロダイヤモンド粒子を用いることができる。上記マイクロダイヤモンド粒子は、一種のみを用いてもよいし、二種以上を用いてもよい。
The micro diamond particles are micron-sized diamond particles, and are not particularly limited, and known or commonly used micro diamond particles can be used. As the microdiamond particles, only one kind may be used, or two or more kinds may be used.
上記金属組成物中における上記マイクロダイヤモンド粒子の平均粒子径(D50、メディアン径)は、例えば1~600μm、好ましくは5~300μm、より好ましくは7~100μm、さらに好ましくは10~50μmである。上記平均粒子径は、動的光散乱法によって測定することができる。
The average particle size (D50, median diameter) of the microdiamond particles in the metal composition is, for example, 1 to 600 μm, preferably 5 to 300 μm, more preferably 7 to 100 μm, and further preferably 10 to 50 μm. The average particle size can be measured by a dynamic light scattering method.
上記金属組成物中の上記ナノダイヤモンドの含有量は、上記金属組成物の用途によって適宜調整されるが、上記金属の総量100体積部に対して、例えば0.05~50体積部であり、好ましくは0.1~20体積部、より好ましくは1~10体積部である。
The content of the nanodiamond in the metal composition is appropriately adjusted depending on the use of the metal composition, but is preferably 0.05 to 50 parts by volume with respect to 100 parts by volume of the total amount of the metal. Is 0.1 to 20 parts by volume, more preferably 1 to 10 parts by volume.
上記金属組成物中の上記マイクロダイヤモンドの含有量は、上記金属組成物の用途によって適宜調整されるが、上記金属の総量100体積部に対して、例えば1~30体積部であり、好ましくは5~20体積部、より好ましくは8~15体積部である。
The content of the microdiamond in the metal composition is appropriately adjusted depending on the use of the metal composition, but is, for example, 1 to 30 parts by volume, preferably 5 parts by volume, based on 100 parts by volume of the total amount of the metal. It is ~ 20 parts by volume, more preferably 8 ~ 15 parts by volume.
上記金属組成物は、金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子以外の他の成分を含んでいてもよい。上記他の成分としては、例えば、ダイヤモンド粒子以外の無機粒子、金属酸化物、金属炭化物、炭酸塩、セラミックスなどが挙げられる。上記無機粒子としては、砥粒として作用する粒子(例えば、窒化ホウ素、炭化ケイ素、アルミナなど)、カーボンナノチューブなどが挙げられる。上記他の成分は、一種のみを使用してもよいし、二種以上を使用してもよい。なお、上記金属組成物中の金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子の合計の含有割合は、上記金属組成物の総量100質量%に対して、例えば90質量%以上、95質量%以上、98質量%以上、99質量%以上であってもよい。また、上記金属組成物中の金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子の合計の含有割合は、上記金属組成物の総量100体積%に対して、例えば90体積%以上、95体積%以上、98体積%以上、99体積%以上であってもよい。
The metal composition may contain components other than metals, nanodiamond particles, and microdiamond particles. Examples of the other components include inorganic particles other than diamond particles, metal oxides, metal carbides, carbonates, and ceramics. Examples of the inorganic particles include particles that act as abrasive particles (for example, boron nitride, silicon carbide, alumina, etc.), carbon nanotubes, and the like. As the above other components, only one kind may be used, or two or more kinds may be used. The total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is, for example, 90% by mass or more, 95% by mass or more, 98 with respect to 100% by mass of the total amount of the metal composition. It may be mass% or more and 99 mass% or more. The total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is, for example, 90% by volume or more, 95% by volume or more, 98% by volume, based on 100% by volume of the total amount of the metal composition. It may be 99% by volume or more and 99% by volume or more.
上記金属組成物は、切削工具、研磨工具、研削工具、掘削工具等の対象部材を削る加工を行うための工具における対象部材を削るための削り部材;ヒートシンク;摺動部材などが挙げられる。中でも、上記金属組成物は、削り部材であることが好ましく、より好ましくは切削工具用の削り部材(例えばブレード)である。上記金属組成物が削り部材である場合、その形状はシート形状であることが好ましい。
Examples of the metal composition include a cutting member for scraping a target member in a tool for scraping a target member such as a cutting tool, a polishing tool, a grinding tool, and an excavation tool; a heat sink; and a sliding member. Above all, the metal composition is preferably a shaving member, and more preferably a shaving member (for example, a blade) for a cutting tool. When the metal composition is a shaving member, its shape is preferably a sheet shape.
上記金属組成物が削り部材である場合、上記マイクロダイヤモンド粒子は砥粒として作用し、公知乃至慣用の削り部材における砥粒の形状および配置と同様に設計される。そして、上記削り部材において、上記ナノダイヤモンド粒子は摩擦・摩耗低減効果を発揮するものと推測される。これは、砥粒としてのマイクロダイヤモンドが対象部材を削る際、対象部材表面にナノダイヤモンド粒子に由来する移着膜(炭素移着膜)が形成され、当該移着膜が砥粒による過度な摩耗あるいはチッピングを抑制することによるものと推定される。このように、上記金属組成物によればチッピングが抑制される。そして、これにより、上記加工工程において歩留まりが向上するため、工程能力が向上するという効果を奏する。
When the metal composition is a shaving member, the microdiamond particles act as abrasive grains and are designed in the same manner as the shape and arrangement of the abrasive grains in a known or conventional shaving member. Then, it is presumed that the nanodiamond particles exert a friction / wear reducing effect in the shaving member. This is because when microdiamonds as abrasive grains scrape the target member, a transfer film (carbon transfer film) derived from nanodiamond particles is formed on the surface of the target member, and the transfer film is excessively worn by the abrasive grains. Alternatively, it is presumed that it is due to suppressing chipping. Thus, according to the metal composition, chipping is suppressed. As a result, the yield is improved in the processing process, so that the process capability is improved.
上記金属組成物は、用途に応じた製法により、公知乃至慣用の方法を参照して適宜製造することができる。例えば、シート形状のブレードである上記金属組成物は、金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子を配合した組成物を、焼結用により成形して、あるいは電鋳法によりめっき成長させることにより、作製することができる。
The above metal composition can be appropriately produced by referring to a known or conventional method according to a production method according to the intended use. For example, the metal composition, which is a sheet-shaped blade, is obtained by molding a composition containing metal, nanodiamond particles, and microdiamond particles for sintering, or by plating and growing by an electroforming method. Can be made.
本明細書に開示された各々の態様は、本明細書に開示された他のいかなる特徴とも組み合わせることができる。各実施形態における各構成及びそれらの組み合わせ等は、一例であって、本開示の趣旨から逸脱しない範囲内で、適宜、構成の付加、省略、置換、及びその他の変更が可能である。また、本開示に係る各発明は、実施形態や以下の実施例によって限定されることはなく、特許請求の範囲によってのみ限定される。
Each aspect disclosed herein can be combined with any other feature disclosed herein. Each configuration and a combination thereof in each embodiment are examples, and the configurations can be added, omitted, replaced, and other changes as appropriate without departing from the spirit of the present disclosure. Further, each invention according to the present disclosure is not limited by the embodiments or the following examples, but is limited only by the scope of claims.
以下に、実施例に基づいて本開示の一実施形態をより詳細に説明する。
Hereinafter, one embodiment of the present disclosure will be described in more detail based on the examples.
実施例1
下記工程を経て、爆轟法ナノダイヤモンド粒子およびブレードを製造した。 Example 1
Detonation nanodiamond particles and blades were produced through the following steps.
下記工程を経て、爆轟法ナノダイヤモンド粒子およびブレードを製造した。 Example 1
Detonation nanodiamond particles and blades were produced through the following steps.
(爆轟法ナノダイヤモンドの作製)
まず、爆轟法によるナノダイヤモンドの生成工程を行った。本工程では、まず、成形された爆薬に電気雷管が装着されたものを爆轟用の耐圧性容器の内部に設置して容器を密閉した。容器は鉄製で、容器の容積は15m3である。爆薬としては、TNTとRDXとの混合物0.50kgを使用した。この爆薬におけるTNTとRDXの質量比(TNT/RDX)は、50/50である。次に、電気雷管を起爆させ、容器内で爆薬を爆轟させた(爆轟法ナノダイヤモンドの生成)。次に、室温での24時間の放置により、容器およびその内部を降温させた。この放冷の後、容器の内壁に付着しているナノダイヤモンド粗生成物(上記爆轟法で生成したナノダイヤモンド粒子の凝着体と煤を含む)をヘラで掻き取る作業を行い、ナノダイヤモンド粗生成物を回収した。 (Producing detonation nanodiamonds)
First, the process of producing nanodiamonds by the detonation method was performed. In this step, first, a molded explosive equipped with an electric detonator was installed inside a pressure-resistant container for detonation, and the container was sealed. The container is made of iron and the volume of the container is 15 m 3 . As the explosive, 0.50 kg of a mixture of TNT and RDX was used. The mass ratio of TNT to RDX (TNT / RDX) in this explosive is 50/50. Next, the electric detonator was detonated and the explosive was detonated in the container (detonation method nanodiamond production). Next, the temperature of the container and its inside was lowered by leaving it at room temperature for 24 hours. After this cooling, the crude nanodiamond products adhering to the inner wall of the container (including the adherents of nanodiamond particles and soot generated by the above-mentioned detonation method) are scraped off with a spatula, and the nanodiamonds are removed. The crude product was recovered.
まず、爆轟法によるナノダイヤモンドの生成工程を行った。本工程では、まず、成形された爆薬に電気雷管が装着されたものを爆轟用の耐圧性容器の内部に設置して容器を密閉した。容器は鉄製で、容器の容積は15m3である。爆薬としては、TNTとRDXとの混合物0.50kgを使用した。この爆薬におけるTNTとRDXの質量比(TNT/RDX)は、50/50である。次に、電気雷管を起爆させ、容器内で爆薬を爆轟させた(爆轟法ナノダイヤモンドの生成)。次に、室温での24時間の放置により、容器およびその内部を降温させた。この放冷の後、容器の内壁に付着しているナノダイヤモンド粗生成物(上記爆轟法で生成したナノダイヤモンド粒子の凝着体と煤を含む)をヘラで掻き取る作業を行い、ナノダイヤモンド粗生成物を回収した。 (Producing detonation nanodiamonds)
First, the process of producing nanodiamonds by the detonation method was performed. In this step, first, a molded explosive equipped with an electric detonator was installed inside a pressure-resistant container for detonation, and the container was sealed. The container is made of iron and the volume of the container is 15 m 3 . As the explosive, 0.50 kg of a mixture of TNT and RDX was used. The mass ratio of TNT to RDX (TNT / RDX) in this explosive is 50/50. Next, the electric detonator was detonated and the explosive was detonated in the container (detonation method nanodiamond production). Next, the temperature of the container and its inside was lowered by leaving it at room temperature for 24 hours. After this cooling, the crude nanodiamond products adhering to the inner wall of the container (including the adherents of nanodiamond particles and soot generated by the above-mentioned detonation method) are scraped off with a spatula, and the nanodiamonds are removed. The crude product was recovered.
次に、酸化処理工程を行った。上述のような生成工程を複数回行うことによって取得されたナノダイヤモンド粗生成物に対し、酸化処理工程を行った。具体的には、得られたナノダイヤモンド粗生成物に6Lの98質量%硫酸と1Lの69質量%硝酸とを加えてスラリーとした後、このスラリーに対し、常圧条件での還流下で48時間の加熱処理を行った。この酸化処理における加熱温度は140~160℃である。次に、冷却後、デカンテーションにより、固形分(ナノダイヤモンド凝着体を含む)の水洗を行った。水洗当初の上澄み液は着色しているところ、上澄み液が目視で透明になるまで、デカンテーションによる当該固形分の水洗を反復して行った。その後、乾燥して、一次粒子およびナノダイヤモンド凝着体(二次粒子)を含むナノダイヤモンド粒子を粉体として得た。さらに、酸素約8体積%、窒素約92体積%の気体を流速20L/minで吹き込んだロータリーキルン中にて400℃、6時間加熱してナノダイヤモンドの乾燥粉体を得た。
Next, an oxidation treatment step was performed. An oxidation treatment step was carried out on the nanodiamond crude product obtained by carrying out the above-mentioned formation step a plurality of times. Specifically, 6 L of 98% by mass sulfuric acid and 1 L of 69% by mass nitric acid were added to the obtained crude nanodiamond product to prepare a slurry, and then this slurry was subjected to 48 under reflux under normal pressure conditions. The heat treatment was carried out for hours. The heating temperature in this oxidation treatment is 140 to 160 ° C. Next, after cooling, the solid content (including the nanodiamond adherent) was washed with water by decantation. The supernatant liquid at the beginning of washing with water was colored, and the solid content was repeatedly washed with water by decantation until the supernatant liquid became visually transparent. Then, it was dried to obtain nanodiamond particles containing primary particles and nanodiamond adherents (secondary particles) as powder. Further, a dry powder of nanodiamond was obtained by heating at 400 ° C. for 6 hours in a rotary kiln in which a gas having about 8% by volume of oxygen and about 92% by volume of nitrogen was blown at a flow rate of 20 L / min.
得られたナノダイヤモンド乾燥粉体について、X線回析装置(商品名「SmartLab」、株式会社リガク製)を使用して結晶構造解析を行った。その結果、ダイヤモンドの回析ピーク位置、即ち、ダイヤモンド結晶の(111)面からの回析ピーク位置に強い回析ピークが認められ、算出された結晶子サイズは4.5nmであった。また、得られた乾燥粉体について、X線回析装置(商品名「SmartLab」、株式会社リガク製)を使用して小角X線散乱測定を行い、粒子径分布解析ソフト(商品名「NANO-Solver」、株式会社リガク製)を使用して、散乱角度1°~3°の領域についてナノダイヤモンドの一次粒子経を見積もった。この見積もりにおいては、ナノダイヤモンド一次粒子が球形であり且つ粒子密度が3.51g/cm3であるとの仮定をおいた。その結果、本測定で得られるナノダイヤモンド一次粒子の平均粒径は5.5nmであり、一次粒子分布に関する相対標準偏差(RSD:relative standard deviation)は30.2であった。
The obtained nanodiamond dry powder was subjected to crystal structure analysis using an X-ray diffractometer (trade name "SmartLab", manufactured by Rigaku Co., Ltd.). As a result, a strong diffraction peak was observed at the diamond diffraction peak position, that is, the diffraction peak position from the (111) plane of the diamond crystal, and the calculated crystallite size was 4.5 nm. In addition, the obtained dry powder was subjected to small-angle X-ray scattering measurement using an X-ray diffractometer (trade name "SmartLab", manufactured by Rigaku Co., Ltd.), and particle size distribution analysis software (trade name "NANO-"). Using "Solver" (manufactured by Rigaku Co., Ltd.), the primary particle diameter of nanodiamonds was estimated in the region with a scattering angle of 1 ° to 3 °. In this estimation, it was assumed that the nanodiamond primary particles were spherical and had a particle density of 3.51 g / cm 3 . As a result, the average particle size of the nanodiamond primary particles obtained in this measurement was 5.5 nm, and the relative standard deviation (RSD) with respect to the primary particle distribution was 30.2.
(ブレードの作製)
青銅をメタルボンドの結合剤として用い、結合剤100体積部に対して、マイクロダイヤモンド粉体(#800、切削加工用砥粒、D50:18~25μm)が10体積部配合された組成物に、上記ナノダイヤモンド乾燥粉体を、結合剤100体積部に対して6.4体積部配合し、窒素雰囲気下で温度750℃にてシート状に焼結した。その後、環状に打ちぬくことにより、メタルブレード(外径:56mm、内径:40mm、刃厚0.13mm)を作製した。 (Making a blade)
A composition in which bronze is used as a metal bond binder and 10 parts by volume of microdiamond powder (# 800, abrasive grains for cutting, D50: 18 to 25 μm) is blended with respect to 100 parts by volume of the binder. The above-mentioned dry nano-diamond powder was blended in 6.4 parts by volume with respect to 100 parts by volume of the binder, and sintered into a sheet at a temperature of 750 ° C. under a nitrogen atmosphere. Then, a metal blade (outer diameter: 56 mm, inner diameter: 40 mm, blade thickness 0.13 mm) was produced by punching in an annular shape.
青銅をメタルボンドの結合剤として用い、結合剤100体積部に対して、マイクロダイヤモンド粉体(#800、切削加工用砥粒、D50:18~25μm)が10体積部配合された組成物に、上記ナノダイヤモンド乾燥粉体を、結合剤100体積部に対して6.4体積部配合し、窒素雰囲気下で温度750℃にてシート状に焼結した。その後、環状に打ちぬくことにより、メタルブレード(外径:56mm、内径:40mm、刃厚0.13mm)を作製した。 (Making a blade)
A composition in which bronze is used as a metal bond binder and 10 parts by volume of microdiamond powder (# 800, abrasive grains for cutting, D50: 18 to 25 μm) is blended with respect to 100 parts by volume of the binder. The above-mentioned dry nano-diamond powder was blended in 6.4 parts by volume with respect to 100 parts by volume of the binder, and sintered into a sheet at a temperature of 750 ° C. under a nitrogen atmosphere. Then, a metal blade (outer diameter: 56 mm, inner diameter: 40 mm, blade thickness 0.13 mm) was produced by punching in an annular shape.
なお、上記マイクロダイヤモンド粉体について、X線回析装置(商品名「SmartLab」、株式会社リガク製)を使用して結晶構造解析を行った結果、ダイヤモンドの回析ピーク位置、すなわち、ダイヤモンド結晶の(111)面からの回析ピーク位置に強い回析ピークが認められ、算出された結晶子サイズは20μmであった。
As a result of crystal structure analysis of the above micro diamond powder using an X-ray diffractometer (trade name "SmartLab", manufactured by Rigaku Co., Ltd.), the diamond diffracted peak position, that is, the diamond crystal A strong diffraction peak was observed at the position of the diffraction peak from the (111) plane, and the calculated crystallite size was 20 μm.
比較例1
ナノダイヤモンド乾燥粉体を配合しなかったこと以外は実施例1と同様にしてメタルブレードを作製した。 Comparative Example 1
A metal blade was produced in the same manner as in Example 1 except that the nanodiamond dry powder was not blended.
ナノダイヤモンド乾燥粉体を配合しなかったこと以外は実施例1と同様にしてメタルブレードを作製した。 Comparative Example 1
A metal blade was produced in the same manner as in Example 1 except that the nanodiamond dry powder was not blended.
(ガラス切断試験)
実施例および比較例で作製したメタルブレードについて、ガラス切断試験を行った。実施例および比較例で得られたメタルブレードをダイシング装置にセットし、上記メタルブレードを用いてガラス板(長さ7.5cm×幅7.5cm×厚さ0.4mm)を切断し、切断後のガラス板の表面と裏面のチッピングサイズを確認した。ガラス板の切断は、主軸回転数:20rpmとし、送り速度:1mm/秒で2回、2mm/秒で2回、3mm/秒で2回、4mm/秒で2回、5mm/秒で2回、6mm/秒で25回(計35回)、それぞれ、長さ方向に切断するように行った。また、主軸回転数:20rpmとし、送り速度:6mm/秒で72回、幅方向に切断するように行った(合計107回)。切断後、ガラス板表裏面切断ライン上のチッピングを光学顕微鏡で観察し、サイズの大きい9点を表裏面それぞれで抽出した。表裏面で抽出された各9点について、裏面のチッピングサイズ評価の結果を図2および表1に、表面のチッピングサイズ評価の結果を図3および表2にそれぞれ示す。なお、切断は、純水を1.0L/分の量で供給しつつ行った。 (Glass cutting test)
The metal blades produced in Examples and Comparative Examples were subjected to a glass cutting test. The metal blades obtained in Examples and Comparative Examples are set in a dicing device, and a glass plate (length 7.5 cm × width 7.5 cm × thickness 0.4 mm) is cut using the metal blade, and after cutting. The chipping size of the front and back surfaces of the glass plate was confirmed. The glass plate is cut at a spindle speed of 20 rpm, feed rate: 2 times at 1 mm / sec, 2 times at 2 mm / sec, 2 times at 3 mm / sec, 2 times at 4 mm / sec, and 2 times at 5 mm / sec. , 25 times at 6 mm / sec (35 times in total), each of which was cut in the length direction. Further, the spindle rotation speed was set to 20 rpm, the feed rate was 6 mm / sec, and the cutting was performed 72 times in the width direction (107 times in total). After cutting, chipping on the front and back cutting lines of the glass plate was observed with an optical microscope, and nine large-sized points were extracted on each of the front and back sides. For each of the nine points extracted on the front and back surfaces, the results of the chipping size evaluation on the back surface are shown in FIGS. 2 and 1, and the results of the chipping size evaluation on the front surface are shown in FIGS. 3 and 2, respectively. The cutting was performed while supplying pure water at an amount of 1.0 L / min.
実施例および比較例で作製したメタルブレードについて、ガラス切断試験を行った。実施例および比較例で得られたメタルブレードをダイシング装置にセットし、上記メタルブレードを用いてガラス板(長さ7.5cm×幅7.5cm×厚さ0.4mm)を切断し、切断後のガラス板の表面と裏面のチッピングサイズを確認した。ガラス板の切断は、主軸回転数:20rpmとし、送り速度:1mm/秒で2回、2mm/秒で2回、3mm/秒で2回、4mm/秒で2回、5mm/秒で2回、6mm/秒で25回(計35回)、それぞれ、長さ方向に切断するように行った。また、主軸回転数:20rpmとし、送り速度:6mm/秒で72回、幅方向に切断するように行った(合計107回)。切断後、ガラス板表裏面切断ライン上のチッピングを光学顕微鏡で観察し、サイズの大きい9点を表裏面それぞれで抽出した。表裏面で抽出された各9点について、裏面のチッピングサイズ評価の結果を図2および表1に、表面のチッピングサイズ評価の結果を図3および表2にそれぞれ示す。なお、切断は、純水を1.0L/分の量で供給しつつ行った。 (Glass cutting test)
The metal blades produced in Examples and Comparative Examples were subjected to a glass cutting test. The metal blades obtained in Examples and Comparative Examples are set in a dicing device, and a glass plate (length 7.5 cm × width 7.5 cm × thickness 0.4 mm) is cut using the metal blade, and after cutting. The chipping size of the front and back surfaces of the glass plate was confirmed. The glass plate is cut at a spindle speed of 20 rpm, feed rate: 2 times at 1 mm / sec, 2 times at 2 mm / sec, 2 times at 3 mm / sec, 2 times at 4 mm / sec, and 2 times at 5 mm / sec. , 25 times at 6 mm / sec (35 times in total), each of which was cut in the length direction. Further, the spindle rotation speed was set to 20 rpm, the feed rate was 6 mm / sec, and the cutting was performed 72 times in the width direction (107 times in total). After cutting, chipping on the front and back cutting lines of the glass plate was observed with an optical microscope, and nine large-sized points were extracted on each of the front and back sides. For each of the nine points extracted on the front and back surfaces, the results of the chipping size evaluation on the back surface are shown in FIGS. 2 and 1, and the results of the chipping size evaluation on the front surface are shown in FIGS. 3 and 2, respectively. The cutting was performed while supplying pure water at an amount of 1.0 L / min.


図2および表1に示すように、比較例1で得られたメタルブレードを使用した場合、ガラス板の裏面におけるチッピングサイズは13~30μmであり、また、平均値は21μmであった。一方、実施例1で得られたメタルブレードを使用した場合、ガラス板の裏面におけるチッピングサイズは11~20μmであり、また、平均値は14μmであった。このように、実施例1は比較例1に対してチッピングサイズが総じて小さくなっており、平均値も小さくなり、また標準偏差が小さくばらつきも小さくなっている。また、図3および表2に示すように、ガラス板の表面についても、実施例1は比較例1に対してチッピングサイズが総じて小さくなっていることが分かる。
As shown in FIG. 2 and Table 1, when the metal blade obtained in Comparative Example 1 was used, the chipping size on the back surface of the glass plate was 13 to 30 μm, and the average value was 21 μm. On the other hand, when the metal blade obtained in Example 1 was used, the chipping size on the back surface of the glass plate was 11 to 20 μm, and the average value was 14 μm. As described above, in Example 1, the chipping size is generally smaller than that in Comparative Example 1, the average value is also smaller, the standard deviation is smaller, and the variation is smaller. Further, as shown in FIGS. 3 and 2, it can be seen that the chipping size of Example 1 is generally smaller than that of Comparative Example 1 on the surface of the glass plate.
以下、本開示に係る発明のバリエーションを記載する。
[付記1]金属と、ナノダイヤモンド粒子と、マイクロダイヤモンド粒子とを含む金属組成物。
[付記2]前記金属により構成される金属マトリックス中に前記ナノダイヤモンド粒子および前記マイクロダイヤモンド粒子が分散している付記1に記載の金属組成物。
[付記3]前記ナノダイヤモンド粒子の含有量が前記金属の総量100体積部に対して0.05~50体積部(好ましくは0.1~20体積部、より好ましくは1~10体積部)である付記1または2に記載の金属組成物。
[付記4]前記金属は前記金属組成物における結合剤である付記1~3のいずれか1つに記載の金属組成物。
[付記5]前記金属は焼結法により成形されたメタルボンドである付記1~4のいずれか1つに記載の金属組成物。
[付記6]前記金属は銅を含む合金(好ましくは青銅)を含む付記1~5のいずれか1つに記載の金属組成物。
[付記7]前記ナノダイヤモンド粒子の二次粒子を含む付記1~6のいずれか1つに記載の金属組成物。
[付記8]前記ナノダイヤモンド粒子は爆轟法ナノダイヤモンドを含む付記1~7のいずれか1つに記載の金属組成物。
[付記9]前記ナノダイヤモンド粒子は空冷式爆轟法ナノダイヤモンドを含む付記1~7のいずれか1つに記載の金属組成物。
[付記10]前記ナノダイヤモンド粒子の一次粒子の平均粒子径は1~240nm(好ましくは2~100nm、より好ましくは3~50nm、さらに好ましくは4~20nm、特に好ましくは4~10nm)である付記1~9のいずれか1つに記載の金属組成物。
[付記11]前記マイクロダイヤモンド粒子の平均粒子径は1~600μm(好ましくは5~300μm、より好ましくは7~100μm、さらに好ましくは10~50μm)である付記1~10のいずれか1つに記載の金属組成物。
[付記12]前記金属組成物中の前記マイクロダイヤモンドの含有量は、前記金属の総量100体積部に対して1~30体積部(好ましくは5~20体積部、より好ましくは8~15体積部)である付記1~11のいずれか1つに記載の金属組成物。
[付記13]前記金属組成物中の金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子の合計の含有割合は、前記金属組成物の総量100質量%に対して90質量%以上(95質量%以上、98質量%以上、または99質量%以上)である、付記1~12のいずれか1つに記載の金属組成物。
[付記14]前記金属組成物中の金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子の合計の含有割合は、前記金属組成物の総量100体積%に対して90体積%以上(95体積%以上、98体積%以上、または99体積%以上)である、付記1~13のいずれか1つに記載の金属組成物。
[付記15]削り部材である付記1~14のいずれか1つに記載の金属組成物。
[付記16]請求項1~14のいずれか1つに記載の金属組成物の削り部材としての使用。 Hereinafter, variations of the invention according to the present disclosure will be described.
[Appendix 1] A metal composition containing a metal, nanodiamond particles, and microdiamond particles.
[Appendix 2] The metal composition according toAppendix 1, wherein the nanodiamond particles and the microdiamond particles are dispersed in a metal matrix composed of the metal.
[Appendix 3] The content of the nanodiamond particles is 0.05 to 50 parts by volume (preferably 0.1 to 20 parts by volume, more preferably 1 to 10 parts by volume) with respect to 100 parts by volume of the total amount of the metal. The metal composition according to an appendix 1 or 2.
[Supplementary Note 4] The metal composition according to any one ofSupplementary notes 1 to 3, wherein the metal is a binder in the metal composition.
[Supplementary Note 5] The metal composition according to any one ofSupplementary notes 1 to 4, wherein the metal is a metal bond formed by a sintering method.
[Appendix 6] The metal composition according to any one ofAnnex 1 to 5, wherein the metal contains an alloy containing copper (preferably bronze).
[Supplementary Note 7] The metal composition according to any one ofSupplementary notes 1 to 6, which comprises secondary particles of the nanodiamond particles.
[Supplementary Note 8] The metal composition according to any one ofSupplementary notes 1 to 7, wherein the nanodiamond particles include detonation nanodiamonds.
[Appendix 9] The metal composition according to any one ofAnnex 1 to 7, wherein the nanodiamond particles include air-cooled detonation nanodiamonds.
[Appendix 10] The average particle size of the primary particles of the nanodiamond particles is 1 to 240 nm (preferably 2 to 100 nm, more preferably 3 to 50 nm, still more preferably 4 to 20 nm, particularly preferably 4 to 10 nm). The metal composition according to any one of 1 to 9.
[Supplementary Note 11] The description in any one ofSupplementary notes 1 to 10, wherein the average particle size of the microdiamond particles is 1 to 600 μm (preferably 5 to 300 μm, more preferably 7 to 100 μm, still more preferably 10 to 50 μm). Metal composition.
[Appendix 12] The content of the microdiamond in the metal composition is 1 to 30 parts by volume (preferably 5 to 20 parts by volume, more preferably 8 to 15 parts by volume) with respect to 100 parts by volume of the total amount of the metal. ). The metal composition according to any one ofSupplementary notes 1 to 11.
[Appendix 13] The total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by mass or more (95% by mass or more, 98) with respect to 100% by mass of the total amount of the metal composition. The metal composition according to any one ofSupplementary note 1 to 12, which is (% by mass or more, or 99% by mass or more).
[Appendix 14] The total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by volume or more (95% by volume or more, 98) with respect to 100% by volume of the total amount of the metal composition. The metal composition according to any one ofSupplementary notes 1 to 13, which is (% by volume or more, or 99% by volume or more).
[Supplementary Note 15] The metal composition according to any one ofSupplementary notes 1 to 14, which is a shaving member.
[Appendix 16] Use of the metal composition according to any one ofclaims 1 to 14 as a shaving member.
[付記1]金属と、ナノダイヤモンド粒子と、マイクロダイヤモンド粒子とを含む金属組成物。
[付記2]前記金属により構成される金属マトリックス中に前記ナノダイヤモンド粒子および前記マイクロダイヤモンド粒子が分散している付記1に記載の金属組成物。
[付記3]前記ナノダイヤモンド粒子の含有量が前記金属の総量100体積部に対して0.05~50体積部(好ましくは0.1~20体積部、より好ましくは1~10体積部)である付記1または2に記載の金属組成物。
[付記4]前記金属は前記金属組成物における結合剤である付記1~3のいずれか1つに記載の金属組成物。
[付記5]前記金属は焼結法により成形されたメタルボンドである付記1~4のいずれか1つに記載の金属組成物。
[付記6]前記金属は銅を含む合金(好ましくは青銅)を含む付記1~5のいずれか1つに記載の金属組成物。
[付記7]前記ナノダイヤモンド粒子の二次粒子を含む付記1~6のいずれか1つに記載の金属組成物。
[付記8]前記ナノダイヤモンド粒子は爆轟法ナノダイヤモンドを含む付記1~7のいずれか1つに記載の金属組成物。
[付記9]前記ナノダイヤモンド粒子は空冷式爆轟法ナノダイヤモンドを含む付記1~7のいずれか1つに記載の金属組成物。
[付記10]前記ナノダイヤモンド粒子の一次粒子の平均粒子径は1~240nm(好ましくは2~100nm、より好ましくは3~50nm、さらに好ましくは4~20nm、特に好ましくは4~10nm)である付記1~9のいずれか1つに記載の金属組成物。
[付記11]前記マイクロダイヤモンド粒子の平均粒子径は1~600μm(好ましくは5~300μm、より好ましくは7~100μm、さらに好ましくは10~50μm)である付記1~10のいずれか1つに記載の金属組成物。
[付記12]前記金属組成物中の前記マイクロダイヤモンドの含有量は、前記金属の総量100体積部に対して1~30体積部(好ましくは5~20体積部、より好ましくは8~15体積部)である付記1~11のいずれか1つに記載の金属組成物。
[付記13]前記金属組成物中の金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子の合計の含有割合は、前記金属組成物の総量100質量%に対して90質量%以上(95質量%以上、98質量%以上、または99質量%以上)である、付記1~12のいずれか1つに記載の金属組成物。
[付記14]前記金属組成物中の金属、ナノダイヤモンド粒子、およびマイクロダイヤモンド粒子の合計の含有割合は、前記金属組成物の総量100体積%に対して90体積%以上(95体積%以上、98体積%以上、または99体積%以上)である、付記1~13のいずれか1つに記載の金属組成物。
[付記15]削り部材である付記1~14のいずれか1つに記載の金属組成物。
[付記16]請求項1~14のいずれか1つに記載の金属組成物の削り部材としての使用。 Hereinafter, variations of the invention according to the present disclosure will be described.
[Appendix 1] A metal composition containing a metal, nanodiamond particles, and microdiamond particles.
[Appendix 2] The metal composition according to
[Appendix 3] The content of the nanodiamond particles is 0.05 to 50 parts by volume (preferably 0.1 to 20 parts by volume, more preferably 1 to 10 parts by volume) with respect to 100 parts by volume of the total amount of the metal. The metal composition according to an
[Supplementary Note 4] The metal composition according to any one of
[Supplementary Note 5] The metal composition according to any one of
[Appendix 6] The metal composition according to any one of
[Supplementary Note 7] The metal composition according to any one of
[Supplementary Note 8] The metal composition according to any one of
[Appendix 9] The metal composition according to any one of
[Appendix 10] The average particle size of the primary particles of the nanodiamond particles is 1 to 240 nm (preferably 2 to 100 nm, more preferably 3 to 50 nm, still more preferably 4 to 20 nm, particularly preferably 4 to 10 nm). The metal composition according to any one of 1 to 9.
[Supplementary Note 11] The description in any one of
[Appendix 12] The content of the microdiamond in the metal composition is 1 to 30 parts by volume (preferably 5 to 20 parts by volume, more preferably 8 to 15 parts by volume) with respect to 100 parts by volume of the total amount of the metal. ). The metal composition according to any one of
[Appendix 13] The total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by mass or more (95% by mass or more, 98) with respect to 100% by mass of the total amount of the metal composition. The metal composition according to any one of
[Appendix 14] The total content of the metal, nanodiamond particles, and microdiamond particles in the metal composition is 90% by volume or more (95% by volume or more, 98) with respect to 100% by volume of the total amount of the metal composition. The metal composition according to any one of
[Supplementary Note 15] The metal composition according to any one of
[Appendix 16] Use of the metal composition according to any one of
1 金属組成物
2 金属(金属マトリックス)
3 ナノダイヤモンド粒子
4 マイクロダイヤモンド粒子 1Metal composition 2 Metal (Metal matrix)
3Nanodiamond particles 4 Microdiamond particles
2 金属(金属マトリックス)
3 ナノダイヤモンド粒子
4 マイクロダイヤモンド粒子 1
3
Claims (11)
- 金属と、ナノダイヤモンド粒子と、マイクロダイヤモンド粒子とを含む金属組成物。 A metal composition containing a metal, nanodiamond particles, and microdiamond particles.
- 前記金属により構成される金属マトリックス中に前記ナノダイヤモンド粒子および前記マイクロダイヤモンド粒子が分散している請求項1に記載の金属組成物。 The metal composition according to claim 1, wherein the nanodiamond particles and the microdiamond particles are dispersed in a metal matrix composed of the metal.
- 前記ナノダイヤモンド粒子の含有量が前記金属の総量100体積部に対して0.05~50体積部である請求項1または2に記載の金属組成物。 The metal composition according to claim 1 or 2, wherein the content of the nanodiamond particles is 0.05 to 50 parts by volume with respect to 100 parts by volume of the total amount of the metal.
- 前記金属は前記金属組成物における結合剤である請求項1~3のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 3, wherein the metal is a binder in the metal composition.
- 前記金属は焼結法により成形されたメタルボンドである請求項1~4のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 4, wherein the metal is a metal bond formed by a sintering method.
- 前記金属は銅を含む合金を含む請求項1~5のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 5, wherein the metal contains an alloy containing copper.
- 前記ナノダイヤモンド粒子の二次粒子を含む請求項1~6のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 6, which contains secondary particles of the nanodiamond particles.
- 前記金属組成物中における前記ナノダイヤモンド粒子の一次粒子の平均粒子径(D50)は1~240nmである請求項1~7のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 7, wherein the average particle size (D50) of the primary particles of the nanodiamond particles in the metal composition is 1 to 240 nm.
- 前記金属組成物中における前記マイクロダイヤモンド粒子の平均粒子径(D50)は1~600μmである請求項1~8のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 8, wherein the average particle size (D50) of the microdiamond particles in the metal composition is 1 to 600 μm.
- 前記ナノダイヤモンド粒子は爆轟法ナノダイヤモンドを含む請求項1~9のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 9, wherein the nanodiamond particles contain detonation nanodiamonds.
- 削り部材である請求項1~10のいずれか1項に記載の金属組成物。 The metal composition according to any one of claims 1 to 10, which is a shaving member.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022500369A JPWO2021161911A1 (en) | 2020-02-13 | 2021-02-05 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020022348 | 2020-02-13 | ||
| JP2020-022348 | 2020-02-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021161911A1 true WO2021161911A1 (en) | 2021-08-19 |
Family
ID=77291454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/004295 WO2021161911A1 (en) | 2020-02-13 | 2021-02-05 | Metal composite |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2021161911A1 (en) |
| TW (1) | TW202202251A (en) |
| WO (1) | WO2021161911A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023176469A1 (en) * | 2022-03-16 | 2023-09-21 | 株式会社ダイセル | Al-nd composite material |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841769A (en) * | 1981-09-04 | 1983-03-11 | 住友電気工業株式会社 | Diamond sintered body for tool and manufacture |
| JPS6286138A (en) * | 1985-10-04 | 1987-04-20 | デ−.スワロブスキ ウント コンパニ | Sintered abrasive medium |
| JPS62287035A (en) * | 1986-06-04 | 1987-12-12 | Fuji Dies Kk | Copper-iron group metal-base diamond tool for cutting fine ceramic |
| JPH0881729A (en) * | 1994-09-14 | 1996-03-26 | Hitachi Tool Eng Ltd | Hard material |
| JP2012121765A (en) * | 2010-12-08 | 2012-06-28 | Vision Development Co Ltd | Diamond-containing composite metal |
| US20140262539A1 (en) * | 2013-03-15 | 2014-09-18 | Baker Hughes Incorporated | Polycrystalline compacts including diamond nanoparticles, cutting elements and earth-boring tools including such compacts, and methods of forming same |
| WO2018074275A1 (en) * | 2016-10-21 | 2018-04-26 | 住友電気工業株式会社 | Composite sintered material |
-
2021
- 2021-02-05 WO PCT/JP2021/004295 patent/WO2021161911A1/en active Application Filing
- 2021-02-05 JP JP2022500369A patent/JPWO2021161911A1/ja active Pending
- 2021-02-08 TW TW110104684A patent/TW202202251A/en unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841769A (en) * | 1981-09-04 | 1983-03-11 | 住友電気工業株式会社 | Diamond sintered body for tool and manufacture |
| JPS6286138A (en) * | 1985-10-04 | 1987-04-20 | デ−.スワロブスキ ウント コンパニ | Sintered abrasive medium |
| JPS62287035A (en) * | 1986-06-04 | 1987-12-12 | Fuji Dies Kk | Copper-iron group metal-base diamond tool for cutting fine ceramic |
| JPH0881729A (en) * | 1994-09-14 | 1996-03-26 | Hitachi Tool Eng Ltd | Hard material |
| JP2012121765A (en) * | 2010-12-08 | 2012-06-28 | Vision Development Co Ltd | Diamond-containing composite metal |
| US20140262539A1 (en) * | 2013-03-15 | 2014-09-18 | Baker Hughes Incorporated | Polycrystalline compacts including diamond nanoparticles, cutting elements and earth-boring tools including such compacts, and methods of forming same |
| WO2018074275A1 (en) * | 2016-10-21 | 2018-04-26 | 住友電気工業株式会社 | Composite sintered material |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023176469A1 (en) * | 2022-03-16 | 2023-09-21 | 株式会社ダイセル | Al-nd composite material |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021161911A1 (en) | 2021-08-19 |
| TW202202251A (en) | 2022-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6447197B2 (en) | Cubic boron nitride polycrystal, cutting tool, wear-resistant tool, grinding tool, and method for producing cubic boron nitride polycrystal | |
| US7267292B2 (en) | Method for producing fine alumina particles using multi-carbide grinding media | |
| JP5420173B2 (en) | Method for producing powder composition, CBN compact, tool insert | |
| JP6447205B2 (en) | Cubic boron nitride polycrystal, cutting tool, wear-resistant tool, grinding tool, and method for producing cubic boron nitride polycrystal | |
| US8449855B2 (en) | Inorganic compounds | |
| CN106660888B (en) | Cubic boron nitride composite material, method of use thereof, method of making the same, and tools comprising the same | |
| CN112340727B (en) | Diamond polycrystal, cutting tool, wear-resistant tool, and grinding tool | |
| TW201713606A (en) | Cubic boron nitride sintered body, method for producing cubic boron nitride sintered body, tool, and cutting tool | |
| WO2021161911A1 (en) | Metal composite | |
| JP6736034B2 (en) | Hard materials and cutting tools | |
| US20050158227A1 (en) | Method for producing fine dehydrided metal particles using multi-carbide grinding media | |
| CA2518851C (en) | Multi-carbide material manufacture and use | |
| JP7419092B2 (en) | cutting blade | |
| JPWO2018110567A1 (en) | Silicon nitride powder, mold release agent for polycrystalline silicon ingot, and method for producing polycrystalline silicon ingot | |
| CN116472132A (en) | Diamond sintered body and tool provided with diamond sintered body | |
| US20120217436A1 (en) | Boron suboxide composite material | |
| JP2691049B2 (en) | Sintered materials for tools |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21754234 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022500369 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21754234 Country of ref document: EP Kind code of ref document: A1 |