WO2021085427A1 - Cuir artificiel et son procédé de production - Google Patents
Cuir artificiel et son procédé de production Download PDFInfo
- Publication number
- WO2021085427A1 WO2021085427A1 PCT/JP2020/040288 JP2020040288W WO2021085427A1 WO 2021085427 A1 WO2021085427 A1 WO 2021085427A1 JP 2020040288 W JP2020040288 W JP 2020040288W WO 2021085427 A1 WO2021085427 A1 WO 2021085427A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- resin
- artificial leather
- less
- cross
- Prior art date
Links
Images







Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0004—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using ultra-fine two-component fibres, e.g. island/sea, or ultra-fine one component fibres (< 1 denier)
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0011—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using non-woven fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0013—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using multilayer webs
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0015—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using fibres of specified chemical or physical nature, e.g. natural silk
- D06N3/0036—Polyester fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0043—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by their foraminous structure; Characteristics of the foamed layer or of cellular layers
- D06N3/0052—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by their foraminous structure; Characteristics of the foamed layer or of cellular layers obtained by leaching out of a compound, e.g. water soluble salts, fibres or fillers; obtained by freezing or sublimation; obtained by eliminating drops of sublimable fluid
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0056—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the compounding ingredients of the macro-molecular coating
- D06N3/0068—Polymeric granules, particles or powder, e.g. core-shell particles, microcapsules
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/007—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by mechanical or physical treatments
- D06N3/0075—Napping, teasing, raising or abrading of the resin coating
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2203/00—Macromolecular materials of the coating layers
- D06N2203/06—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06N2203/068—Polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2205/00—Condition, form or state of the materials
- D06N2205/02—Dispersion
- D06N2205/023—Emulsion, aqueous dispersion, latex
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2205/00—Condition, form or state of the materials
- D06N2205/24—Coagulated materials
- D06N2205/243—Coagulated materials by heating, steam
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2207/00—Treatments by energy or chemical effects
- D06N2207/06—Treatments by energy or chemical effects using liquids, e.g. water
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/16—Properties of the materials having other properties
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/16—Properties of the materials having other properties
- D06N2209/1642—Hardnes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/26—Vehicles, transportation
- D06N2211/263—Cars
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/26—Vehicles, transportation
- D06N2211/265—Trains
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/26—Vehicles, transportation
- D06N2211/267—Aircraft
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/28—Artificial leather
Definitions
- a fiber sheet is impregnated with an organic solvent solution of PU resin and then immersed in a non-solvent (for example, water or an organic solvent) of PU resin to immerse the PU resin.
- a non-solvent for example, water or an organic solvent
- a method of wet coagulation is generally adopted.
- an organic solvent-based PU resin using N, N-dimethylformamide is used as the organic solvent that is the solvent for the PU resin.
- organic solvents are generally highly harmful to the human body and the environment, there is a strong demand for a method that does not use organic solvents in the production of artificial leather.
- Patent Document 2 a method of using an aqueous dispersion type PU resin dispersion liquid in which the PU resin is dispersed in water is studied instead of the conventional organic solvent-based PU resin, but the aqueous dispersion type PU resin dispersion
- the sheet-like material obtained by impregnating the liquid with a fiber sheet and solidifying the PU resin has a problem that the texture tends to be hard.
- the coagulation method of the organic solvent-based PU resin dispersion liquid is a "wet coagulation method" in which PU molecules are precipitated and solidified by substituting the organic solvent in which PU molecules are dissolved with water, and the PU membrane is used.
- the water-dispersed PU resin is a "dry heat coagulation method" in which the hydration state of PU molecules dispersed in water is disintegrated mainly by heating and the PU molecules are solidified by aggregating each other.
- the obtained PU film structure is a dense non-porous film.
- the porous structure of the PU resin inside the sheet can be expressed regardless of the type of foaming agent and PU, and the raised length is as uniform as that of artificial leather to which the organic solvent-based PU resin is applied. It is disclosed that it is possible to produce a sheet-like material having a graceful surface quality excellent in a feeling of fineness and a good texture that is flexible and has an excellent feeling of repulsion.
- the gap between the ultrafine fiber bundle and the PU resin is large (the PU resin has a porous structure), and the PU resin is strong in the ultrafine fiber bundle.
- a sheet form in which a polymer elastic body having a hydrophilic group (for example, an aqueous dispersion type PU resin) is added as a binder to a fiber sheet composed of ultrafine fibers and / or ultrafine fiber bundles.
- a polymer elastic body having a hydrophilic group for example, an aqueous dispersion type PU resin
- the occupancy ratio of the portion of the polymer elastic body observed in the cut surface that has a cross-sectional area of 50 ⁇ m 2 or more independently is Those having an artificial leather cross section area of 0.1% or more and 5.0% or less in the observation field are disclosed, and as a manufacturing method thereof, a fiber sheet made of ultrafine fibers has a polymer elasticity having a hydrophilic group.
- FIG. 1 is a conceptual diagram showing a configuration example of artificial leather of reference numeral 1. Since the scrim of reference numeral 11 and the fiber layer (B) of reference numeral 13 are arbitrary, the artificial leather of the present embodiment is referred to as the fiber layer (A) in the case of a single layer of the fiber layer (A) of reference numeral 12. In the case of two layers of scrim or fiber layer (B), there are cases of three layers of fiber layer (A), scrim and fiber layer (B).
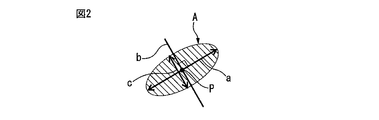
- FIG. 2 is a conceptual diagram illustrating how to obtain the average diameter of the fibers constituting the fiber layer (A).
- the water-dispersible PU resin used for artificial leather generally has a crosslinked structure in order to have resistance to dyeing processing, and therefore tends to be difficult to dissolve in an organic solvent such as N, N-dimethylformamide. .. Therefore, for example, when artificial leather is immersed in N, N-dimethylformamide at room temperature for 12 hours to dissolve the PU resin, and then the cross section is observed with an electron microscope or the like, it is in the form of a resin having no fiber shape. If the substance remains, it can be determined that the resinous substance is an aqueous dispersion type PU resin.
- the impregnating liquid containing the PU resin may contain stabilizers (ultraviolet absorbers, antioxidants, etc.), flame retardants, antistatic agents, pigments (carbon black, etc.), etc., if necessary.
- Additives may be added.
- the total amount of these additives present in the artificial leather is, for example, 0.1 to 10.0 parts by mass, 0.2 to 8.0 parts by mass, or 0.3 to 0.3 to 100 parts by mass of the PU resin. It may be 6.0 parts by mass.
- Such additives will be distributed in the PU resin of artificial leather.
- the values when referring to the size of the PU resin and the mass ratio to the fiber sheet are intended to include the additives (when used).
- the average particle size (size) of the hydrothermally soluble resin fine particles is preferably 1 ⁇ m or more and 8 ⁇ m or less, more preferably 2 ⁇ m or more and 6 ⁇ m or less, in order to achieve both the force of adhering and gripping the fibers and the miniaturization of the adhered state of the PU resin. More preferably, it is 2 ⁇ m or more and 4 ⁇ m or less.
- the hot-water-soluble resin fine particles and the hot-water-soluble resin are removed from the obtained fiber sheet using hot water to prevent the adhesion between the fiber and the PU resin. Since a part of the continuous layer of the PU resin is divided and made porous to obtain the effect of making the adhered state of the PU resin finer, the texture of the artificial leather is likely to be improved.
- the hot water-soluble resin include partially saponified PVA resin and fully saponified PVA resin. Since the fully saponified PVA resin tends to be less likely to be eluted in water at room temperature (20 ° C.) than the partially saponified PVA resin, it is preferable to use the fully saponified PVA resin as the hydrothermally soluble resin.
- the scrim which is a woven or knitted fabric, is preferably made of the same polymer system as the fibers constituting the fiber layer (A) from the viewpoint of the same color due to dyeing.
- the fibers constituting the fiber layer (A) are polyester-based
- the fibers constituting the scrim are also preferably polyester-based
- the fibers constituting the fiber layer (A) are polyamide-based
- the scrim is used.
- the constituent fibers are also preferably polyamide-based.
- the scrim is preferably a single knit knitted at 22 gauge or more and 28 gauge or less. When the scrim is a woven fabric, higher dimensional stability and strength than knitted fabric can be achieved.
- the artificial leather of the present embodiment has a fiber layer (A) composed of fibers having an average diameter of 1 ⁇ m or more and 8 ⁇ m or less. It is preferably 2 ⁇ m or more and 6 ⁇ m or less, and more preferably 2 ⁇ m or more and 5 ⁇ m or less.
- the average diameter of the fibers is 1 ⁇ m or more, the abrasion resistance, the color-developing property by dyeing, and the light fastness are good.
- the average diameter of the fibers is 8 ⁇ m or less, since the number of fibers is high, the feeling of fineness is high, the surface feel is smooth, and artificial leather with better surface quality can be easily obtained.
- the fiber constituting the fiber layer constituting the artificial leather polyethylene terephthalate obtained by chemical recycling or material recycling, polyethylene terephthalate using a plant-derived raw material, or the like is more preferable.
- single fiber dispersed means that the fiber does not form a fiber bundle like the island component in the sea-island type composite fiber described below.
- ultrafine fiber-generating fibers such as sea-island type composite fibers (for example, copolymerized polyester as a sea component and regular polyester as an island component) are used to form a three-dimensional entanglement with a scrim, and then fine fibers.
- the fibers obtained by the chemical treatment are present as fiber bundles in the fiber layer (A) and are not dispersed as single fibers.
- a sea-island type composite short fiber having an island component equivalent to a single fiber fineness of 0.2 dtex and 24 islands / 1 f is produced, a fiber layer (A) is formed from the sea-island type composite short fiber, and then needle punching or the like is performed.
- a three-dimensional confounding body with the scrim filling the three-dimensional confounding body with PU resin, and then dissolving or decomposing the sea component, ultrafine fibers having a single fiber fineness equivalent to 0.2 dtex can be obtained.
- 24 single fibers are present in the fiber layer (A) in a state of a converged fiber bundle (corresponding to 4.8 dtex in the converged state).
- the surface smoothness is excellent. For example, when the outer surface of the fiber layer (A) is raised by buffing or the like, uniform raising is performed. Even when it is easy to obtain and the adhesion rate of the PU resin is relatively low, it is difficult for a fluffy appearance called pilling to occur due to friction, so that an artificial leather having better surface quality and abrasion resistance can be obtained. Further, when the fibers are dispersed as single fibers, the fiber spacing is narrow and tends to be uniform, so that good wear resistance can be obtained even if the PU resin is adhered in a fine form.
- a method of dispersing the fibers as a single fiber a method of forming a fiber sheet by a papermaking method from a fiber produced by a direct spinning method, or a method of dissolving or decomposing a sea component of a fiber sheet produced of a sea-island type composite fiber to form an ultrafine fiber bundle.
- the above-mentioned water flow dispersion treatment is applied to the surface of the ultrafine fiber bundle after the above-mentioned water flow dispersion treatment is performed to promote the monofilament of the ultrafine fiber bundle.
- artificial leather is composed only of fibrous layers (A), basis weight of the fiber constituting the fiber layer (A), from the viewpoint of mechanical strength such as abrasion resistance, preferably 40 g / m 2 or more 500 g / m 2 below, it is more preferably 50 g / m 2 or more and 370 g / m 2 or less, and further preferably 60 g / m 2 or more and 320 g / m 2 or less.
- the texture of the fibers constituting the fiber layer (A) is determined from the viewpoint of mechanical strength such as abrasion resistance.
- the basis weight of the fibers constituting the fiber layer (B) is preferably 10 g / m 2 or more and 200 g / m 2 or less, more preferably 30 g / m 2 or more and 170 g / m 2 or less, and further preferably 60 g / m 2 or more and 170 g / m 2 or less.
- the basis weight of the fibers constituting the fiber layer (B) is preferably 10 g / m 2 or more and 200 g / m 2 or less, more preferably 20 g / m 2 or more and 170 g / m from the viewpoint of cost and ease of manufacture. It can be 2 or less.
- the basis weight of the scrim is preferably 20 g / m 2 or more and 150 g / m 2 or less, more preferably 20 g / m 2 or more and 130 g / m 2 or less, still more preferably, from the viewpoint of mechanical strength and the entanglement between the fiber layer and the scrim. Is 30 g / m 2 or more and 110 g / m 2 or less.
- the texture of the artificial leather filled with PU resin is preferably 50 g / m 2 or more and 550 g / m 2 or less, more preferably 60 g / m 2 or more and 400 g / m 2 or less, and further preferably 70 g / m 2 or more and 350 g / m. 2 or less.
- the denseness of the artificial leather is preferably 4.0 grade or higher, more preferably 5.0 grade or higher.
- the feeling of fineness is a value obtained by determining the fineness of raising in 7 stages by sensory evaluation by visual inspection and tactile sensation. By setting the feeling of precision to 4.0 grade or higher, the quality of the seats of interiors, automobiles, aircrafts, railroad vehicles, etc. as skin materials or interior materials is improved.
- An example of a method for producing artificial leather according to the present embodiment is as follows: A step of forming a fiber web from Kaijima short fibers and then desealing the fiber sheet obtained by needle punching to obtain a fiber sheet in which the island component single fibers are exposed; and water flow dispersion on the obtained fiber sheet.
- the process of applying treatment to obtain a fiber sheet in which single fibers are dispersed; can include the following steps: The fiber sheet in which the single fibers are dispersed is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to form a sheet filled with the PU resin. And a step of removing the hot water-soluble resin fine particles from the obtained sheet-like material using hot water; Can be further included. Hereinafter, each step will be described in order.
- a peelable composite fiber in which fibers or two-component thermoplastic resins are alternately arranged radially or in a multilayer shape on a fiber cross section, and each component is separated and divided into ultrafine fibers.
- the sea-island type fiber is preferably used from the viewpoint of the flexibility and texture of the sheet-like material because it is possible to impart appropriate voids between the island components, that is, between the ultrafine fibers by removing the sea component. ..
- a sea island type composite base is used, and the sea island type composite fiber is spun by mutually arranging the two components of the sea component and the island component, and the sea island is spun by mixing the two components of the sea component and the island component.
- the sea-island type composite fiber is preferably used from the viewpoint that ultrafine fibers having a uniform fineness can be obtained and that ultrafine fibers having a sufficient length can be obtained and contribute to the strength of the sheet-like material.
- the sea component of the sea-island type fiber copolymerized polyester obtained by copolymerizing polyethylene, polypropylene, polystyrene, sodium sulfoisophthalic acid, polyethylene glycol, or the like, polylactic acid, or the like can be used.
- the Nicolling treatment is preferably performed before the PU resin is applied to the fiber sheet. If the desealing treatment is performed before the PU resin is applied, the PU resin is in direct contact with the ultrafine fibers and the ultrafine fibers can be strongly gripped, so that the abrasion resistance of the sheet-like material is improved.
- sea-island type fibers are cut to a predetermined fiber length to form staples, fiber webs are formed through curds and cross wrappers, and water flow entanglement treatment called needle punching or spunlacing method is performed.
- a method of entanglement can be adopted.
- the number of barbs of the needles used is preferably 1 to 9. By setting the number of barbs to one or more, an entanglement effect can be obtained and damage to the fibers can be suppressed. By reducing the number of barbs to 9 or less, damage to the fibers can be reduced, and needle marks remaining on the artificial leather can be reduced, so that the appearance of the product can be improved.
- the total depth of the barb (the length from the tip of the barb to the bottom of the barb) is preferably 0.05 mm or more and 0.10 mm or less.
- the total depth of the barb is 0.05 mm or more, good hooking on the fibers can be obtained, so that efficient fiber entanglement is possible.
- the total depth of the barb is 0.10 mm or less, the needle marks remaining on the artificial leather are reduced, and the quality is improved.
- the total depth of the barb is more preferably 0.06 mm or more and 0.08 mm or less.
- the short fiber length is a dry method (carding method, airlaid method, etc.), preferably 13 mm or more and 102 mm or less, more preferably 25 mm or more and 76 mm or less, and further preferably. It is 38 mm or more and 76 mm or less, and is preferably 1 mm or more and 30 mm or less, more preferably 2 mm or more and 25 mm or less, and further preferably 3 mm or more and 20 mm or less in a wet method (papermaking method or the like).
- the aspect ratio (L / D), which is the ratio of the length (L) to the diameter (D), of the short fibers used in the wet method (papermaking method, etc.) is preferably 500 or more and 2000 or less, more preferably. It is 700 to 1500.
- Such an aspect ratio means that when the short fibers are dispersed in water to prepare a slurry, the dispersibility and openness of the short fibers in the slurry are good, and the fiber layer strength is good.
- the fiber length is short and the single fibers are easily dispersed, so that it is difficult to obtain a fluffy appearance called pilling due to friction, which is preferable.
- the fiber length of a short fiber having a diameter of 4 ⁇ m is preferably 2 mm or more and 8 mm or less, and more preferably 3 mm or more and 6 mm or less.
- Step of subjecting the obtained fiber sheet to water flow dispersion treatment to obtain a fiber sheet in which single fibers are dispersed By subjecting the obtained fiber sheet to the above-mentioned water flow dispersion treatment, a fiber sheet in which single fibers are dispersed can be obtained.
- the fiber sheet in which the single fibers are dispersed is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to form a sheet filled with the PU resin.
- the fiber sheet is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to fill the PU resin.
- the PU resin is impregnated in the form of an impregnating solution such as a dispersion (for example, in the case of an aqueous dispersion).
- the concentration of the PU resin in the impregnating liquid can be, for example, 10 to 35% by mass.
- the impregnating liquid is prepared and the fiber sheet is impregnated so that the ratio of the PU resin to 100% by mass of the fiber sheet is 15 to 50% by mass.
- the fiber sheet is impregnated with the water-dispersed PU resin dispersion liquid containing the hot water-soluble resin fine particles, but it is not preferable that the hot water-soluble resin fine particles are dissolved in the water-dispersed PU resin dispersion liquid.
- the hot water-soluble resin fine particles show a property that the aqueous solution in which the surfactant is dissolved is more difficult to dissolve than water, the forced emulsified PU resin dispersion liquid containing the surfactant is the interface. This is a preferred embodiment over the self-emulsifying PU resin dispersion liquid that does not contain an activator.
- the concentration of the water-dispersed PU resin controls the amount of adhesion of the water-dispersed PU resin, and the high concentration promotes the aggregation of the PU resin. From the viewpoint that the stability of the impregnating liquid is lowered, it is preferably 10 to 35% by mass, more preferably 15 to 30% by mass, and further preferably 15 to 25% by mass. Further, as the water-dispersed PU resin dispersion liquid, one having heat-sensitive coagulation property is preferable. By using a water-dispersed PU resin dispersion having heat-sensitive coagulation properties, the PU resin can be uniformly applied in the thickness direction of the fiber sheet.
- Dry coagulation is a realistic method for coagulating an aqueous dispersion type PU resin dispersion that does not exhibit heat-sensitive coagulation in industrial production, but in that case, a migration phenomenon in which the PU resin is concentrated on the surface layer of a sheet-like material occurs.
- the texture of the sheet-like material that is generated and filled with PU resin tends to be cured.
- the heat-sensitive solidification temperature of the water-dispersed PU resin dispersion is preferably 40 to 90 ° C. By setting the heat-sensitive solidification temperature to 40 ° C. or higher, the stability of the PU resin dispersion liquid during storage becomes good, and the adhesion of PU resin to the machine during operation can be suppressed.
- a heat-sensitive coagulant may be added as appropriate.
- the heat-sensitive coagulant include inorganic salts such as sodium sulfate, magnesium sulfate, calcium sulfate and calcium chloride, and radical reaction initiation of sodium persulfate, potassium persulfate, ammonium persulfate, azobisisobutyronitrile, benzoyl peroxide and the like. Agents can be mentioned.
- a water-dispersed PU resin dispersion can be impregnated and applied to a fiber sheet to coagulate the PU resin by dry heat coagulation, moist heat coagulation, hot water coagulation, or a combination thereof.
- the temperature of the moist heat coagulation is preferably 40 to 200 ° C., which is equal to or higher than the heat-sensitive coagulation temperature of the PU resin.
- the temperature of hot water coagulation is preferably 40 to 100 ° C., which is equal to or higher than the heat-sensitive coagulation temperature of the PU resin.
- the dry solidification temperature and the drying temperature are preferably 80 to 180 ° C. Productivity is excellent by setting the dry solidification temperature and the drying temperature to 80 ° C. or higher, more preferably 90 ° C. or higher.
- the artificial leather of the present embodiment is an interior material, a shirt, a jacket, and a casual material having a very elegant appearance as a skin material for seats, ceilings, interiors, etc. in the vehicle interior of furniture, chairs, wall materials, automobiles, trains, aircraft, etc.
- the central portion in the thickness direction of the artificial leather on the cut surface of the conductively treated sample is set as the center point of the observation region, and the sample is observed by the SEM.
- the observation conditions are as follows. Acceleration voltage: 10kV Detector: YAG-BSE (annular scintillator type reflected electron) Imaging magnification: 500 times Observation field of view: Approximately 230 ⁇ m x Approximately 173 ⁇ m -Image analysis For the obtained SEM reflected electron image, use the image analysis software "ImageJ (version: 1.51j8) National Institutes of Health) to binarize the image by the following method, and determine the average size of the PU resin. Ask. (I) Filter the SEM image.
- the processing conditions are as follows: Hand path filtering Filter large structures down to 40 pixels, Filter small structures up to 3 pixels, Suppress stipes None, Tolerance of direction 5%, Autoscale after filtering, Saturate image when autoscaling, and as median filtering, radius: 4 or 1 filter process.
- Binarization is performed by the Max Entry method, and the black portion in the binarized SEM image is used as PU resin.
- the area ratio of the PU resin to each section is obtained. As shown in FIG.
- the average value for 10 samples is taken as the texture (rigid and soft value).
- the artificial leather has a two-layer structure or a three-layer structure, five samples measured with the fiber layer (A) constituting the artificial leather on the upper surface and five samples measured with the fiber layer (A) on the lower surface.
- the average value for the sample is the texture (rigid and soft value).
- Disturbance (%) ⁇ (mm) / W (mm) x 100
- the disturbance is the average value of the values obtained from the five image data.
- Example 1 As the sea component, polyethylene terephthalate obtained by copolymerizing 8 mol% of sodium 5-sulfoisophthalate was used, and as the island component, polyethylene terephthalate was used. The sea component was 20% by mass and the island component was 80% by mass. Sea-island type composite fibers having 16 islands / 1f and an average fiber diameter of 18 ⁇ m were obtained. The obtained sea-island type composite fiber was cut into a fiber length of 51 mm to form a staple, a fiber web was formed through a curd and a cross wrapper, and a fiber sheet was obtained by needle punching. The obtained fiber sheet was immersed in hot water at 95 ° C. to shrink, and dried at 100 ° C.
- the obtained fiber sheet was immersed in a sodium hydroxide aqueous solution having a concentration of 10 g / L heated to a temperature of 95 ° C. and treated for 25 minutes to perform a desealing treatment for removing the sea component of the sea-island type composite fiber.
- the average diameter of the single fibers of the fibers constituting the fiber sheet after desealing was 4 ⁇ m.
- Example 4 Artificial leather was obtained in the same manner as in Example 1 except that the disturbance in the water flow dispersion treatment was changed to 7%.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
Abstract
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021553630A JP7282908B2 (ja) | 2019-10-30 | 2020-10-27 | 人工皮革及びその製法 |
| KR1020227012436A KR20220062099A (ko) | 2019-10-30 | 2020-10-27 | 인공 피혁 및 그 제법 |
| US17/765,144 US20220372698A1 (en) | 2019-10-30 | 2020-10-27 | Artificial Leather and Production Method Therefor |
| CN202080075011.XA CN114630935A (zh) | 2019-10-30 | 2020-10-27 | 人工皮革及其制法 |
| EP20880857.6A EP4053330A4 (fr) | 2019-10-30 | 2020-10-27 | Cuir artificiel et son procédé de production |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-197790 | 2019-10-30 | ||
| JP2019197790 | 2019-10-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021085427A1 true WO2021085427A1 (fr) | 2021-05-06 |
Family
ID=75716022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/040288 WO2021085427A1 (fr) | 2019-10-30 | 2020-10-27 | Cuir artificiel et son procédé de production |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220372698A1 (fr) |
| EP (1) | EP4053330A4 (fr) |
| JP (1) | JP7282908B2 (fr) |
| KR (1) | KR20220062099A (fr) |
| CN (1) | CN114630935A (fr) |
| WO (1) | WO2021085427A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024004475A1 (fr) * | 2022-07-01 | 2024-01-04 | 旭化成株式会社 | Cuir synthétique et procédé pour sa production |
| WO2024070649A1 (fr) * | 2022-09-28 | 2024-04-04 | 東レ株式会社 | Cuir artificiel |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262991A (ja) * | 1985-09-10 | 1987-03-19 | 旭化成株式会社 | スエ−ド調人工皮革の製造方法 |
| JPH0782384A (ja) | 1993-09-20 | 1995-03-28 | Kuraray Co Ltd | ポリビニルアルコール微粒子の製造方法 |
| JP2004332173A (ja) * | 2003-05-09 | 2004-11-25 | Sakai Ovex Co Ltd | 人工皮革の製造方法 |
| JP4089324B2 (ja) | 2002-07-16 | 2008-05-28 | 東レ株式会社 | スエード調人工皮革およびその製造方法 |
| JP2014025165A (ja) | 2012-07-26 | 2014-02-06 | Toray Ind Inc | シート状物の製造方法 |
| WO2015129602A1 (fr) | 2014-02-27 | 2015-09-03 | 東レ株式会社 | Matériau en forme de feuille et procédé de production associé |
| JP2015161040A (ja) | 2014-02-27 | 2015-09-07 | 東レ株式会社 | シート状物およびその製造方法 |
| JP2016069790A (ja) * | 2014-09-30 | 2016-05-09 | 東レ株式会社 | 人工皮革およびその製造方法 |
| JP2017008478A (ja) | 2011-03-23 | 2017-01-12 | 株式会社クラレ | 人工皮革用基材 |
| JP2017137588A (ja) * | 2016-02-02 | 2017-08-10 | 旭化成株式会社 | 伸びを有する人工皮革 |
| JP2019183375A (ja) * | 2018-04-09 | 2019-10-24 | 東レ株式会社 | シート状物およびその製造方法 |
| WO2020054256A1 (fr) * | 2018-09-14 | 2020-03-19 | 旭化成株式会社 | Cuir artificiel et son procédé de fabrication |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4506471B2 (ja) * | 2004-01-14 | 2010-07-21 | 東レ株式会社 | 皮革様シート状物の製造方法 |
| JP4563041B2 (ja) * | 2004-01-27 | 2010-10-13 | 日華化学株式会社 | 多孔性構造体の製造方法、多孔性構造体及び皮革状構造物 |
| JP4788551B2 (ja) * | 2005-11-30 | 2011-10-05 | 東レ株式会社 | 皮革様シート状物、その製造方法、並びにそれを用いてなる内装材、衣料用資材及び工業用資材 |
| JP2010248683A (ja) * | 2009-03-26 | 2010-11-04 | Toray Ind Inc | 皮革様シート状物およびその製造方法 |
| KR20140025165A (ko) | 2012-08-21 | 2014-03-04 | 삼성전자주식회사 | 자기 메모리 소자의 제조 방법 |
| KR101636486B1 (ko) | 2014-05-12 | 2016-07-06 | 고려대학교 산학협력단 | 사용자 위치에 따른 드론 네트워크의 토폴로지 구성 방법 |
| KR101993736B1 (ko) | 2015-07-14 | 2019-06-28 | 주식회사 엘지화학 | 위상차 필름, 이의 제조방법 및 이를 포함하는 액정 표시 장치 |
-
2020
- 2020-10-27 US US17/765,144 patent/US20220372698A1/en active Pending
- 2020-10-27 KR KR1020227012436A patent/KR20220062099A/ko not_active Application Discontinuation
- 2020-10-27 JP JP2021553630A patent/JP7282908B2/ja active Active
- 2020-10-27 EP EP20880857.6A patent/EP4053330A4/fr active Pending
- 2020-10-27 WO PCT/JP2020/040288 patent/WO2021085427A1/fr unknown
- 2020-10-27 CN CN202080075011.XA patent/CN114630935A/zh active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262991A (ja) * | 1985-09-10 | 1987-03-19 | 旭化成株式会社 | スエ−ド調人工皮革の製造方法 |
| JPH0782384A (ja) | 1993-09-20 | 1995-03-28 | Kuraray Co Ltd | ポリビニルアルコール微粒子の製造方法 |
| JP4089324B2 (ja) | 2002-07-16 | 2008-05-28 | 東レ株式会社 | スエード調人工皮革およびその製造方法 |
| JP2004332173A (ja) * | 2003-05-09 | 2004-11-25 | Sakai Ovex Co Ltd | 人工皮革の製造方法 |
| JP2017008478A (ja) | 2011-03-23 | 2017-01-12 | 株式会社クラレ | 人工皮革用基材 |
| JP2014025165A (ja) | 2012-07-26 | 2014-02-06 | Toray Ind Inc | シート状物の製造方法 |
| WO2015129602A1 (fr) | 2014-02-27 | 2015-09-03 | 東レ株式会社 | Matériau en forme de feuille et procédé de production associé |
| JP2015161040A (ja) | 2014-02-27 | 2015-09-07 | 東レ株式会社 | シート状物およびその製造方法 |
| JP2016069790A (ja) * | 2014-09-30 | 2016-05-09 | 東レ株式会社 | 人工皮革およびその製造方法 |
| JP2017137588A (ja) * | 2016-02-02 | 2017-08-10 | 旭化成株式会社 | 伸びを有する人工皮革 |
| JP2019183375A (ja) * | 2018-04-09 | 2019-10-24 | 東レ株式会社 | シート状物およびその製造方法 |
| WO2020054256A1 (fr) * | 2018-09-14 | 2020-03-19 | 旭化成株式会社 | Cuir artificiel et son procédé de fabrication |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4053330A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024004475A1 (fr) * | 2022-07-01 | 2024-01-04 | 旭化成株式会社 | Cuir synthétique et procédé pour sa production |
| WO2024070649A1 (fr) * | 2022-09-28 | 2024-04-04 | 東レ株式会社 | Cuir artificiel |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021085427A1 (fr) | 2021-05-06 |
| US20220372698A1 (en) | 2022-11-24 |
| EP4053330A4 (fr) | 2022-12-21 |
| KR20220062099A (ko) | 2022-05-13 |
| CN114630935A (zh) | 2022-06-14 |
| JP7282908B2 (ja) | 2023-05-29 |
| EP4053330A1 (fr) | 2022-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6733673B2 (ja) | 皮革様布帛 | |
| JP7165199B2 (ja) | 人工皮革、及び、その製造方法 | |
| TWI649477B (zh) | Artificial leather and its manufacturing method | |
| WO2021085427A1 (fr) | Cuir artificiel et son procédé de production | |
| JP6838602B2 (ja) | シート状物およびその製造方法 | |
| EP3816342B1 (fr) | Cuir artificiel et son procédé de production | |
| JP6613764B2 (ja) | 人工皮革およびその製造方法 | |
| KR20150058268A (ko) | 시트상물의 제조 방법 및 이 제조 방법으로부터 얻어지는 시트상물 | |
| JP6972564B2 (ja) | シート状物 | |
| JP2021070904A (ja) | 人工皮革及びその製法 | |
| JPWO2020003866A1 (ja) | シート状物およびその製造方法 | |
| JP2022038822A (ja) | 繊維シート及び該繊維シートを用いた人工皮革の製造方法 | |
| WO2023120584A1 (fr) | Cuir artificiel et son procédé de fabrication | |
| WO2024004475A1 (fr) | Cuir synthétique et procédé pour sa production | |
| JP6354337B2 (ja) | シート状物 | |
| JP2014019983A (ja) | シート状物およびその製造方法 | |
| JP2019065450A (ja) | シート状物 | |
| WO2022044945A1 (fr) | Cuir artificiel | |
| JP2023065062A (ja) | 人工皮革及びその製法 | |
| JP2022048994A (ja) | 人工皮革 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20880857 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021553630 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227012436 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020880857 Country of ref document: EP Effective date: 20220530 |