WO2021085427A1 - Artificial leather and production method therefor - Google Patents
Artificial leather and production method therefor Download PDFInfo
- Publication number
- WO2021085427A1 WO2021085427A1 PCT/JP2020/040288 JP2020040288W WO2021085427A1 WO 2021085427 A1 WO2021085427 A1 WO 2021085427A1 JP 2020040288 W JP2020040288 W JP 2020040288W WO 2021085427 A1 WO2021085427 A1 WO 2021085427A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- resin
- artificial leather
- less
- cross
- Prior art date
Links
Images







Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0004—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using ultra-fine two-component fibres, e.g. island/sea, or ultra-fine one component fibres (< 1 denier)
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0011—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using non-woven fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0013—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using multilayer webs
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0015—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using fibres of specified chemical or physical nature, e.g. natural silk
- D06N3/0036—Polyester fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0043—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by their foraminous structure; Characteristics of the foamed layer or of cellular layers
- D06N3/0052—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by their foraminous structure; Characteristics of the foamed layer or of cellular layers obtained by leaching out of a compound, e.g. water soluble salts, fibres or fillers; obtained by freezing or sublimation; obtained by eliminating drops of sublimable fluid
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0056—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the compounding ingredients of the macro-molecular coating
- D06N3/0068—Polymeric granules, particles or powder, e.g. core-shell particles, microcapsules
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/007—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by mechanical or physical treatments
- D06N3/0075—Napping, teasing, raising or abrading of the resin coating
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2203/00—Macromolecular materials of the coating layers
- D06N2203/06—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06N2203/068—Polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2205/00—Condition, form or state of the materials
- D06N2205/02—Dispersion
- D06N2205/023—Emulsion, aqueous dispersion, latex
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2205/00—Condition, form or state of the materials
- D06N2205/24—Coagulated materials
- D06N2205/243—Coagulated materials by heating, steam
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2207/00—Treatments by energy or chemical effects
- D06N2207/06—Treatments by energy or chemical effects using liquids, e.g. water
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/16—Properties of the materials having other properties
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/16—Properties of the materials having other properties
- D06N2209/1642—Hardnes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/26—Vehicles, transportation
- D06N2211/263—Cars
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/26—Vehicles, transportation
- D06N2211/265—Trains
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/26—Vehicles, transportation
- D06N2211/267—Aircraft
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/28—Artificial leather
Definitions
- a fiber sheet is impregnated with an organic solvent solution of PU resin and then immersed in a non-solvent (for example, water or an organic solvent) of PU resin to immerse the PU resin.
- a non-solvent for example, water or an organic solvent
- a method of wet coagulation is generally adopted.
- an organic solvent-based PU resin using N, N-dimethylformamide is used as the organic solvent that is the solvent for the PU resin.
- organic solvents are generally highly harmful to the human body and the environment, there is a strong demand for a method that does not use organic solvents in the production of artificial leather.
- Patent Document 2 a method of using an aqueous dispersion type PU resin dispersion liquid in which the PU resin is dispersed in water is studied instead of the conventional organic solvent-based PU resin, but the aqueous dispersion type PU resin dispersion
- the sheet-like material obtained by impregnating the liquid with a fiber sheet and solidifying the PU resin has a problem that the texture tends to be hard.
- the coagulation method of the organic solvent-based PU resin dispersion liquid is a "wet coagulation method" in which PU molecules are precipitated and solidified by substituting the organic solvent in which PU molecules are dissolved with water, and the PU membrane is used.
- the water-dispersed PU resin is a "dry heat coagulation method" in which the hydration state of PU molecules dispersed in water is disintegrated mainly by heating and the PU molecules are solidified by aggregating each other.
- the obtained PU film structure is a dense non-porous film.
- the porous structure of the PU resin inside the sheet can be expressed regardless of the type of foaming agent and PU, and the raised length is as uniform as that of artificial leather to which the organic solvent-based PU resin is applied. It is disclosed that it is possible to produce a sheet-like material having a graceful surface quality excellent in a feeling of fineness and a good texture that is flexible and has an excellent feeling of repulsion.
- the gap between the ultrafine fiber bundle and the PU resin is large (the PU resin has a porous structure), and the PU resin is strong in the ultrafine fiber bundle.
- a sheet form in which a polymer elastic body having a hydrophilic group (for example, an aqueous dispersion type PU resin) is added as a binder to a fiber sheet composed of ultrafine fibers and / or ultrafine fiber bundles.
- a polymer elastic body having a hydrophilic group for example, an aqueous dispersion type PU resin
- the occupancy ratio of the portion of the polymer elastic body observed in the cut surface that has a cross-sectional area of 50 ⁇ m 2 or more independently is Those having an artificial leather cross section area of 0.1% or more and 5.0% or less in the observation field are disclosed, and as a manufacturing method thereof, a fiber sheet made of ultrafine fibers has a polymer elasticity having a hydrophilic group.
- FIG. 1 is a conceptual diagram showing a configuration example of artificial leather of reference numeral 1. Since the scrim of reference numeral 11 and the fiber layer (B) of reference numeral 13 are arbitrary, the artificial leather of the present embodiment is referred to as the fiber layer (A) in the case of a single layer of the fiber layer (A) of reference numeral 12. In the case of two layers of scrim or fiber layer (B), there are cases of three layers of fiber layer (A), scrim and fiber layer (B).
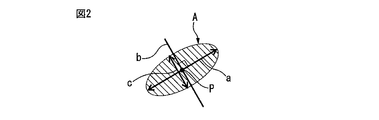
- FIG. 2 is a conceptual diagram illustrating how to obtain the average diameter of the fibers constituting the fiber layer (A).
- the water-dispersible PU resin used for artificial leather generally has a crosslinked structure in order to have resistance to dyeing processing, and therefore tends to be difficult to dissolve in an organic solvent such as N, N-dimethylformamide. .. Therefore, for example, when artificial leather is immersed in N, N-dimethylformamide at room temperature for 12 hours to dissolve the PU resin, and then the cross section is observed with an electron microscope or the like, it is in the form of a resin having no fiber shape. If the substance remains, it can be determined that the resinous substance is an aqueous dispersion type PU resin.
- the impregnating liquid containing the PU resin may contain stabilizers (ultraviolet absorbers, antioxidants, etc.), flame retardants, antistatic agents, pigments (carbon black, etc.), etc., if necessary.
- Additives may be added.
- the total amount of these additives present in the artificial leather is, for example, 0.1 to 10.0 parts by mass, 0.2 to 8.0 parts by mass, or 0.3 to 0.3 to 100 parts by mass of the PU resin. It may be 6.0 parts by mass.
- Such additives will be distributed in the PU resin of artificial leather.
- the values when referring to the size of the PU resin and the mass ratio to the fiber sheet are intended to include the additives (when used).
- the average particle size (size) of the hydrothermally soluble resin fine particles is preferably 1 ⁇ m or more and 8 ⁇ m or less, more preferably 2 ⁇ m or more and 6 ⁇ m or less, in order to achieve both the force of adhering and gripping the fibers and the miniaturization of the adhered state of the PU resin. More preferably, it is 2 ⁇ m or more and 4 ⁇ m or less.
- the hot-water-soluble resin fine particles and the hot-water-soluble resin are removed from the obtained fiber sheet using hot water to prevent the adhesion between the fiber and the PU resin. Since a part of the continuous layer of the PU resin is divided and made porous to obtain the effect of making the adhered state of the PU resin finer, the texture of the artificial leather is likely to be improved.
- the hot water-soluble resin include partially saponified PVA resin and fully saponified PVA resin. Since the fully saponified PVA resin tends to be less likely to be eluted in water at room temperature (20 ° C.) than the partially saponified PVA resin, it is preferable to use the fully saponified PVA resin as the hydrothermally soluble resin.
- the scrim which is a woven or knitted fabric, is preferably made of the same polymer system as the fibers constituting the fiber layer (A) from the viewpoint of the same color due to dyeing.
- the fibers constituting the fiber layer (A) are polyester-based
- the fibers constituting the scrim are also preferably polyester-based
- the fibers constituting the fiber layer (A) are polyamide-based
- the scrim is used.
- the constituent fibers are also preferably polyamide-based.
- the scrim is preferably a single knit knitted at 22 gauge or more and 28 gauge or less. When the scrim is a woven fabric, higher dimensional stability and strength than knitted fabric can be achieved.
- the artificial leather of the present embodiment has a fiber layer (A) composed of fibers having an average diameter of 1 ⁇ m or more and 8 ⁇ m or less. It is preferably 2 ⁇ m or more and 6 ⁇ m or less, and more preferably 2 ⁇ m or more and 5 ⁇ m or less.
- the average diameter of the fibers is 1 ⁇ m or more, the abrasion resistance, the color-developing property by dyeing, and the light fastness are good.
- the average diameter of the fibers is 8 ⁇ m or less, since the number of fibers is high, the feeling of fineness is high, the surface feel is smooth, and artificial leather with better surface quality can be easily obtained.
- the fiber constituting the fiber layer constituting the artificial leather polyethylene terephthalate obtained by chemical recycling or material recycling, polyethylene terephthalate using a plant-derived raw material, or the like is more preferable.
- single fiber dispersed means that the fiber does not form a fiber bundle like the island component in the sea-island type composite fiber described below.
- ultrafine fiber-generating fibers such as sea-island type composite fibers (for example, copolymerized polyester as a sea component and regular polyester as an island component) are used to form a three-dimensional entanglement with a scrim, and then fine fibers.
- the fibers obtained by the chemical treatment are present as fiber bundles in the fiber layer (A) and are not dispersed as single fibers.
- a sea-island type composite short fiber having an island component equivalent to a single fiber fineness of 0.2 dtex and 24 islands / 1 f is produced, a fiber layer (A) is formed from the sea-island type composite short fiber, and then needle punching or the like is performed.
- a three-dimensional confounding body with the scrim filling the three-dimensional confounding body with PU resin, and then dissolving or decomposing the sea component, ultrafine fibers having a single fiber fineness equivalent to 0.2 dtex can be obtained.
- 24 single fibers are present in the fiber layer (A) in a state of a converged fiber bundle (corresponding to 4.8 dtex in the converged state).
- the surface smoothness is excellent. For example, when the outer surface of the fiber layer (A) is raised by buffing or the like, uniform raising is performed. Even when it is easy to obtain and the adhesion rate of the PU resin is relatively low, it is difficult for a fluffy appearance called pilling to occur due to friction, so that an artificial leather having better surface quality and abrasion resistance can be obtained. Further, when the fibers are dispersed as single fibers, the fiber spacing is narrow and tends to be uniform, so that good wear resistance can be obtained even if the PU resin is adhered in a fine form.
- a method of dispersing the fibers as a single fiber a method of forming a fiber sheet by a papermaking method from a fiber produced by a direct spinning method, or a method of dissolving or decomposing a sea component of a fiber sheet produced of a sea-island type composite fiber to form an ultrafine fiber bundle.
- the above-mentioned water flow dispersion treatment is applied to the surface of the ultrafine fiber bundle after the above-mentioned water flow dispersion treatment is performed to promote the monofilament of the ultrafine fiber bundle.
- artificial leather is composed only of fibrous layers (A), basis weight of the fiber constituting the fiber layer (A), from the viewpoint of mechanical strength such as abrasion resistance, preferably 40 g / m 2 or more 500 g / m 2 below, it is more preferably 50 g / m 2 or more and 370 g / m 2 or less, and further preferably 60 g / m 2 or more and 320 g / m 2 or less.
- the texture of the fibers constituting the fiber layer (A) is determined from the viewpoint of mechanical strength such as abrasion resistance.
- the basis weight of the fibers constituting the fiber layer (B) is preferably 10 g / m 2 or more and 200 g / m 2 or less, more preferably 30 g / m 2 or more and 170 g / m 2 or less, and further preferably 60 g / m 2 or more and 170 g / m 2 or less.
- the basis weight of the fibers constituting the fiber layer (B) is preferably 10 g / m 2 or more and 200 g / m 2 or less, more preferably 20 g / m 2 or more and 170 g / m from the viewpoint of cost and ease of manufacture. It can be 2 or less.
- the basis weight of the scrim is preferably 20 g / m 2 or more and 150 g / m 2 or less, more preferably 20 g / m 2 or more and 130 g / m 2 or less, still more preferably, from the viewpoint of mechanical strength and the entanglement between the fiber layer and the scrim. Is 30 g / m 2 or more and 110 g / m 2 or less.
- the texture of the artificial leather filled with PU resin is preferably 50 g / m 2 or more and 550 g / m 2 or less, more preferably 60 g / m 2 or more and 400 g / m 2 or less, and further preferably 70 g / m 2 or more and 350 g / m. 2 or less.
- the denseness of the artificial leather is preferably 4.0 grade or higher, more preferably 5.0 grade or higher.
- the feeling of fineness is a value obtained by determining the fineness of raising in 7 stages by sensory evaluation by visual inspection and tactile sensation. By setting the feeling of precision to 4.0 grade or higher, the quality of the seats of interiors, automobiles, aircrafts, railroad vehicles, etc. as skin materials or interior materials is improved.
- An example of a method for producing artificial leather according to the present embodiment is as follows: A step of forming a fiber web from Kaijima short fibers and then desealing the fiber sheet obtained by needle punching to obtain a fiber sheet in which the island component single fibers are exposed; and water flow dispersion on the obtained fiber sheet.
- the process of applying treatment to obtain a fiber sheet in which single fibers are dispersed; can include the following steps: The fiber sheet in which the single fibers are dispersed is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to form a sheet filled with the PU resin. And a step of removing the hot water-soluble resin fine particles from the obtained sheet-like material using hot water; Can be further included. Hereinafter, each step will be described in order.
- a peelable composite fiber in which fibers or two-component thermoplastic resins are alternately arranged radially or in a multilayer shape on a fiber cross section, and each component is separated and divided into ultrafine fibers.
- the sea-island type fiber is preferably used from the viewpoint of the flexibility and texture of the sheet-like material because it is possible to impart appropriate voids between the island components, that is, between the ultrafine fibers by removing the sea component. ..
- a sea island type composite base is used, and the sea island type composite fiber is spun by mutually arranging the two components of the sea component and the island component, and the sea island is spun by mixing the two components of the sea component and the island component.
- the sea-island type composite fiber is preferably used from the viewpoint that ultrafine fibers having a uniform fineness can be obtained and that ultrafine fibers having a sufficient length can be obtained and contribute to the strength of the sheet-like material.
- the sea component of the sea-island type fiber copolymerized polyester obtained by copolymerizing polyethylene, polypropylene, polystyrene, sodium sulfoisophthalic acid, polyethylene glycol, or the like, polylactic acid, or the like can be used.
- the Nicolling treatment is preferably performed before the PU resin is applied to the fiber sheet. If the desealing treatment is performed before the PU resin is applied, the PU resin is in direct contact with the ultrafine fibers and the ultrafine fibers can be strongly gripped, so that the abrasion resistance of the sheet-like material is improved.
- sea-island type fibers are cut to a predetermined fiber length to form staples, fiber webs are formed through curds and cross wrappers, and water flow entanglement treatment called needle punching or spunlacing method is performed.
- a method of entanglement can be adopted.
- the number of barbs of the needles used is preferably 1 to 9. By setting the number of barbs to one or more, an entanglement effect can be obtained and damage to the fibers can be suppressed. By reducing the number of barbs to 9 or less, damage to the fibers can be reduced, and needle marks remaining on the artificial leather can be reduced, so that the appearance of the product can be improved.
- the total depth of the barb (the length from the tip of the barb to the bottom of the barb) is preferably 0.05 mm or more and 0.10 mm or less.
- the total depth of the barb is 0.05 mm or more, good hooking on the fibers can be obtained, so that efficient fiber entanglement is possible.
- the total depth of the barb is 0.10 mm or less, the needle marks remaining on the artificial leather are reduced, and the quality is improved.
- the total depth of the barb is more preferably 0.06 mm or more and 0.08 mm or less.
- the short fiber length is a dry method (carding method, airlaid method, etc.), preferably 13 mm or more and 102 mm or less, more preferably 25 mm or more and 76 mm or less, and further preferably. It is 38 mm or more and 76 mm or less, and is preferably 1 mm or more and 30 mm or less, more preferably 2 mm or more and 25 mm or less, and further preferably 3 mm or more and 20 mm or less in a wet method (papermaking method or the like).
- the aspect ratio (L / D), which is the ratio of the length (L) to the diameter (D), of the short fibers used in the wet method (papermaking method, etc.) is preferably 500 or more and 2000 or less, more preferably. It is 700 to 1500.
- Such an aspect ratio means that when the short fibers are dispersed in water to prepare a slurry, the dispersibility and openness of the short fibers in the slurry are good, and the fiber layer strength is good.
- the fiber length is short and the single fibers are easily dispersed, so that it is difficult to obtain a fluffy appearance called pilling due to friction, which is preferable.
- the fiber length of a short fiber having a diameter of 4 ⁇ m is preferably 2 mm or more and 8 mm or less, and more preferably 3 mm or more and 6 mm or less.
- Step of subjecting the obtained fiber sheet to water flow dispersion treatment to obtain a fiber sheet in which single fibers are dispersed By subjecting the obtained fiber sheet to the above-mentioned water flow dispersion treatment, a fiber sheet in which single fibers are dispersed can be obtained.
- the fiber sheet in which the single fibers are dispersed is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to form a sheet filled with the PU resin.
- the fiber sheet is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to fill the PU resin.
- the PU resin is impregnated in the form of an impregnating solution such as a dispersion (for example, in the case of an aqueous dispersion).
- the concentration of the PU resin in the impregnating liquid can be, for example, 10 to 35% by mass.
- the impregnating liquid is prepared and the fiber sheet is impregnated so that the ratio of the PU resin to 100% by mass of the fiber sheet is 15 to 50% by mass.
- the fiber sheet is impregnated with the water-dispersed PU resin dispersion liquid containing the hot water-soluble resin fine particles, but it is not preferable that the hot water-soluble resin fine particles are dissolved in the water-dispersed PU resin dispersion liquid.
- the hot water-soluble resin fine particles show a property that the aqueous solution in which the surfactant is dissolved is more difficult to dissolve than water, the forced emulsified PU resin dispersion liquid containing the surfactant is the interface. This is a preferred embodiment over the self-emulsifying PU resin dispersion liquid that does not contain an activator.
- the concentration of the water-dispersed PU resin controls the amount of adhesion of the water-dispersed PU resin, and the high concentration promotes the aggregation of the PU resin. From the viewpoint that the stability of the impregnating liquid is lowered, it is preferably 10 to 35% by mass, more preferably 15 to 30% by mass, and further preferably 15 to 25% by mass. Further, as the water-dispersed PU resin dispersion liquid, one having heat-sensitive coagulation property is preferable. By using a water-dispersed PU resin dispersion having heat-sensitive coagulation properties, the PU resin can be uniformly applied in the thickness direction of the fiber sheet.
- Dry coagulation is a realistic method for coagulating an aqueous dispersion type PU resin dispersion that does not exhibit heat-sensitive coagulation in industrial production, but in that case, a migration phenomenon in which the PU resin is concentrated on the surface layer of a sheet-like material occurs.
- the texture of the sheet-like material that is generated and filled with PU resin tends to be cured.
- the heat-sensitive solidification temperature of the water-dispersed PU resin dispersion is preferably 40 to 90 ° C. By setting the heat-sensitive solidification temperature to 40 ° C. or higher, the stability of the PU resin dispersion liquid during storage becomes good, and the adhesion of PU resin to the machine during operation can be suppressed.
- a heat-sensitive coagulant may be added as appropriate.
- the heat-sensitive coagulant include inorganic salts such as sodium sulfate, magnesium sulfate, calcium sulfate and calcium chloride, and radical reaction initiation of sodium persulfate, potassium persulfate, ammonium persulfate, azobisisobutyronitrile, benzoyl peroxide and the like. Agents can be mentioned.
- a water-dispersed PU resin dispersion can be impregnated and applied to a fiber sheet to coagulate the PU resin by dry heat coagulation, moist heat coagulation, hot water coagulation, or a combination thereof.
- the temperature of the moist heat coagulation is preferably 40 to 200 ° C., which is equal to or higher than the heat-sensitive coagulation temperature of the PU resin.
- the temperature of hot water coagulation is preferably 40 to 100 ° C., which is equal to or higher than the heat-sensitive coagulation temperature of the PU resin.
- the dry solidification temperature and the drying temperature are preferably 80 to 180 ° C. Productivity is excellent by setting the dry solidification temperature and the drying temperature to 80 ° C. or higher, more preferably 90 ° C. or higher.
- the artificial leather of the present embodiment is an interior material, a shirt, a jacket, and a casual material having a very elegant appearance as a skin material for seats, ceilings, interiors, etc. in the vehicle interior of furniture, chairs, wall materials, automobiles, trains, aircraft, etc.
- the central portion in the thickness direction of the artificial leather on the cut surface of the conductively treated sample is set as the center point of the observation region, and the sample is observed by the SEM.
- the observation conditions are as follows. Acceleration voltage: 10kV Detector: YAG-BSE (annular scintillator type reflected electron) Imaging magnification: 500 times Observation field of view: Approximately 230 ⁇ m x Approximately 173 ⁇ m -Image analysis For the obtained SEM reflected electron image, use the image analysis software "ImageJ (version: 1.51j8) National Institutes of Health) to binarize the image by the following method, and determine the average size of the PU resin. Ask. (I) Filter the SEM image.
- the processing conditions are as follows: Hand path filtering Filter large structures down to 40 pixels, Filter small structures up to 3 pixels, Suppress stipes None, Tolerance of direction 5%, Autoscale after filtering, Saturate image when autoscaling, and as median filtering, radius: 4 or 1 filter process.
- Binarization is performed by the Max Entry method, and the black portion in the binarized SEM image is used as PU resin.
- the area ratio of the PU resin to each section is obtained. As shown in FIG.
- the average value for 10 samples is taken as the texture (rigid and soft value).
- the artificial leather has a two-layer structure or a three-layer structure, five samples measured with the fiber layer (A) constituting the artificial leather on the upper surface and five samples measured with the fiber layer (A) on the lower surface.
- the average value for the sample is the texture (rigid and soft value).
- Disturbance (%) ⁇ (mm) / W (mm) x 100
- the disturbance is the average value of the values obtained from the five image data.
- Example 1 As the sea component, polyethylene terephthalate obtained by copolymerizing 8 mol% of sodium 5-sulfoisophthalate was used, and as the island component, polyethylene terephthalate was used. The sea component was 20% by mass and the island component was 80% by mass. Sea-island type composite fibers having 16 islands / 1f and an average fiber diameter of 18 ⁇ m were obtained. The obtained sea-island type composite fiber was cut into a fiber length of 51 mm to form a staple, a fiber web was formed through a curd and a cross wrapper, and a fiber sheet was obtained by needle punching. The obtained fiber sheet was immersed in hot water at 95 ° C. to shrink, and dried at 100 ° C.
- the obtained fiber sheet was immersed in a sodium hydroxide aqueous solution having a concentration of 10 g / L heated to a temperature of 95 ° C. and treated for 25 minutes to perform a desealing treatment for removing the sea component of the sea-island type composite fiber.
- the average diameter of the single fibers of the fibers constituting the fiber sheet after desealing was 4 ⁇ m.
- Example 4 Artificial leather was obtained in the same manner as in Example 1 except that the disturbance in the water flow dispersion treatment was changed to 7%.
Abstract
Description
しかしながら、特許文献2に記載された方法で得られたシート状物では、極細繊維束とPU樹脂間の空隙が大きくなっており(PU樹脂の多孔構造化)、極細繊維束にPU樹脂が強固に接着することが抑制される結果として、風合いの柔軟化が一部認められるものの、断面PU樹脂面積率が未だ比較的高く、PU樹脂の分散性が充分でないばかりか、単繊維の分散性については検討されていない。 In the following Patent Document 2, a method of using an aqueous dispersion type PU resin dispersion liquid in which the PU resin is dispersed in water is studied instead of the conventional organic solvent-based PU resin, but the aqueous dispersion type PU resin dispersion The sheet-like material obtained by impregnating the liquid with a fiber sheet and solidifying the PU resin has a problem that the texture tends to be hard. One of the main reasons is the difference between the two coagulation methods. That is, the coagulation method of the organic solvent-based PU resin dispersion liquid is a "wet coagulation method" in which PU molecules are precipitated and solidified by substituting the organic solvent in which PU molecules are dissolved with water, and the PU membrane is used. When viewed, it forms a low-density porous film. Therefore, even when the PU resin is impregnated into the fiber sheet and solidified, the bonding points between the fiber and the PU resin are present in dots, and the PU resin tends to have a porous structure, so that the PU resin becomes a soft sheet-like material. On the other hand, the water-dispersed PU resin is a "dry heat coagulation method" in which the hydration state of PU molecules dispersed in water is disintegrated mainly by heating and the PU molecules are solidified by aggregating each other. The obtained PU film structure is a dense non-porous film. Therefore, the adhesion between the fiber and the PU resin becomes dense, and the entangled portion of the fiber is strongly gripped, so that the texture becomes hard. In order to improve the texture by applying this water-dispersible PU resin, that is, to suppress the gripping of the fiber entanglement points by the PU resin, a technique for making the structure of the PU resin in the sheet-like material a porous structure has been proposed. A sheet-like material containing a water-dispersible PU resin, a foaming agent, an anionic surfactant, and / or a PU resin dispersion liquid containing an amphoteric surfactant is applied to the fiber sheet. The porous structure of the PU resin inside the sheet can be expressed regardless of the type of foaming agent and PU, and the raised length is as uniform as that of artificial leather to which the organic solvent-based PU resin is applied. It is disclosed that it is possible to produce a sheet-like material having a graceful surface quality excellent in a feeling of fineness and a good texture that is flexible and has an excellent feeling of repulsion.
However, in the sheet-like material obtained by the method described in Patent Document 2, the gap between the ultrafine fiber bundle and the PU resin is large (the PU resin has a porous structure), and the PU resin is strong in the ultrafine fiber bundle. As a result of the suppression of adhesion to the PU resin, some softening of the texture is observed, but the cross-sectional PU resin area ratio is still relatively high, the dispersibility of the PU resin is not sufficient, and the dispersibility of the single fiber is Has not been considered.
しかしながら、特許文献3に記載された方法で得られたシート状物では、水分散型PU樹脂の大きさが制御される(PU樹脂塊が小型化される)結果、樹脂の脱落、風合い、外観品位の若干の向上が認められるものの、断面PU樹脂面積率が高く、PU樹脂の分散性が充分でなく、また、単繊維の分散性については検討されていない。 Further, Patent Document 3 below describes a sheet-like material having a uniform feeling comparable to that of artificial leather to which an organic solvent-based PU resin is applied, and having an elegant surface quality and a good texture, a manufacturing method thereof, and further. By applying a water-dispersible PU resin, a porous structure of the PU resin is achieved, and a sheet-like material with crease recovery and flexibility that closely resembles artificial leather to which an organic solvent-based PU resin is applied and its manufacturing method. In order to provide, as a solution thereof, a sheet form in which a polymer elastic body having a hydrophilic group (for example, an aqueous dispersion type PU resin) is added as a binder to a fiber sheet composed of ultrafine fibers and / or ultrafine fiber bundles. In the cross section of the material cut in the thickness direction of the sheet-like material, the occupancy ratio of the portion of the polymer elastic body observed in the cut surface that has a cross-sectional area of 50 μm 2 or more independently is Those having an artificial leather cross section area of 0.1% or more and 5.0% or less in the observation field are disclosed, and as a manufacturing method thereof, a fiber sheet made of ultrafine fibers has a polymer elasticity having a hydrophilic group. In a method for producing a sheet-like material in which a body is applied as a binder, a dispersion liquid containing the polymer elastic body and a thickener is applied to a fiber sheet, and the polymer is added to hot water at a temperature of 50 to 100 ° C. It has been proposed to solidify the elastic body. In the same document, as the thickener, guar gum or the like having high thixotropy at a low concentration is used, and if the dispersion is thixotropy, the viscosity is lowered by applying force by stirring or the like, and the dispersion is said. Can be uniformly impregnated in the fiber sheet, and the viscosity is restored by allowing the fiber sheet to stand after further applying force, so that the dispersion liquid impregnated in the fiber sheet falls off from the fiber sheet. It is stated that it will be difficult.
However, in the sheet-like material obtained by the method described in Patent Document 3, the size of the water-dispersed PU resin is controlled (the PU resin mass is miniaturized), and as a result, the resin falls off, the texture, and the appearance. Although a slight improvement in quality is observed, the cross-sectional PU resin area ratio is high, the dispersibility of the PU resin is not sufficient, and the dispersibility of the single fiber has not been studied.
しかしながら特許文献4に記載された方法で得られた人工皮革用基材では、水分散型PU樹脂の分散性の向上が認められ、柔軟、軽量ではあるものの、単繊維の分散性は良好でなく、緻密感に乏しいものである。また、特許文献4に記載された人工皮革用基材は、主に銀面様外観を持つ「スムーズ」人工皮革に使用するものである。 The following Patent Document 4 describes a three-dimensional entangled non-woven fabric and a polymer for the purpose of providing a base material for artificial leather having excellent mechanical properties, flexibility, texture, and light weight. A base material for artificial leather made of an elastic body, and the following requirement (1): The polymer elastic body is discontinuously present on the surface of the fiber forming the three-dimensional entangled non-woven fabric; Requirement (2): Artificial leather The average area of the inscribed circle of the gap excluding the area of the inscribed circle of the gap of less than 350 μm 2 in the cross section parallel to the thickness direction of the base material is 1250 μm 2 or less; and Requirement (3): Base for artificial leather Check clearance inscribed circle the number of empty gaps inscribed circle area 350 ~ 3000 .mu.m 2 in a cross section parallel to the thickness direction of the wood is, the total air gap inscribed circle number to is 85%; meet for artificial leather base The material has been proposed. Such a base material for artificial leather is subjected to a step of impregnating a three-dimensional entangled non-woven fabric with an aqueous dispersion type PU resin dispersion liquid in which polyvinyl alcohol (hereinafter, also referred to as PVA) resin is added and coagulating it to form a polymer elastic body. It is obtained by passing through. In Patent Document 4, the polymer elastic body has a certain release structure from the fiber and is discontinuously present on the fiber surface, and the PU resin is uniformly dispersed inside, so that the interfiber voids are uniformly distributed. It is said that an artificial leather base material used for sports shoes and the like, which has excellent mechanical properties, is flexible, lightweight, and has an excellent texture can be obtained.
However, in the base material for artificial leather obtained by the method described in Patent Document 4, the dispersibility of the water-dispersible PU resin is improved, and although it is flexible and lightweight, the dispersibility of the single fiber is not good. , It lacks a sense of precision. Further, the base material for artificial leather described in Patent Document 4 is mainly used for "smooth" artificial leather having a grain-like appearance.
しかしながら、特許文献5に記載されるような、極細繊維を均一に分散させる処理であるところの、バイブロウォッシャー等の水流を当てて分散させる処理では、繊維の分散性が充分でなく、また、PU樹脂の分散性にも劣るため、緻密感としっとり感のいずれも充分でなく、また、風合い(剛軟値)については不明である。 The following
However, in the process of uniformly dispersing the ultrafine fibers as described in
すなわち、本発明は以下のとおりのものである。
[1]繊維シートとポリウレタン樹脂とを含む人工皮革であって、該繊維シートが、該人工皮革の第1の外表面を構成する繊維層(A)を少なくとも含み、かつ、該人工皮革の厚み方向断面における該繊維層(A)を構成する単繊維断面の間のk近傍距離割合値(k=9、半径r=20μm)が10%以上80%以下であり、かつ、前記繊維層(A)の厚み方向断面における断面ポリウレタン樹脂面積率が10%以上30%以下であり、かつ、前記繊維層(A)の厚み方向断面における断面ポリウレタン樹脂面積率の標準偏差が25%以下であることを特徴とする前記人工皮革。
[2]前記繊維層(A)のX線CTによる三次元画像において、該繊維層(A)を構成する繊維と前記ポリウレタン樹脂を除外した空間に入る最大の球の直径である空間サイズの、該繊維層(A)の厚み方向における平均値(平均空間サイズ)が5μm以上35μm以下である、前記[1]に記載の人工皮革。
[3]前記繊維シートが、前記第1の外表面を構成する繊維層(A)と、該繊維層(A)に接するスクリム及び/又は繊維層(B)とで構成された2層以上の構造を有する、前記[1]又は[2]に記載の人工皮革。
[4]前記繊維層(A)を構成する単繊維の平均直径が、1.0μm以上8.0μm以下である、前記[1]~[3]のいずれかに記載の人工皮革。
[5]前記ポリウレタン樹脂が、水分散型ポリウレタン樹脂である、前記[1]~[4]のいずれかに記載の人工皮革。
[6]前記繊維シートに対する前記ポリウレタン樹脂の付着率は、15質量%以上50質量%以下である、前記[1]~[5]のいずれかに記載の人工皮革。
[7]剛軟値が28cm以下である、前記[1]~[6]のいずれかに記載の人工皮革。
[8]前記繊維シートは、ポリエステル繊維から構成される、前記[1]~[7]のいずれかに記載の人工皮革。
[9]緻密感が4.0級以上である、前記[1]~[8]のいずれかに記載の人工皮革。
[10]以下の工程:
海島短繊維で繊維ウェブを形成し、その後ニードルパンチ処理して得た繊維シートを脱海処理して、島成分の単繊維が露出した繊維シートを得る工程;及び
得られた繊維シートに水流分散処理を施し、単繊維が分散した繊維シートを得る工程;
を含む、前記[1]~[9]のいずれかに記載の人工皮革の製造方法。
[11]以下の工程:
前記単繊維が分散した繊維シートに、熱水溶解性樹脂微粒子を含む水分散型ポリウレタン樹脂分散液を含浸させ、さらにその後、該ポリウレタン樹脂を加熱により固着させて、ポリウレタン樹脂が充填されたシート状物を得る工程;及び
得られたシート状物から熱水を用いて該熱水溶解性樹脂微粒子を除去する工程;
をさらに含む、前記[10]に記載の製造方法。
[12]前記熱水溶解性樹脂微粒子は、ポリビニルアルコール樹脂である、前記[10]又は[11]に記載の製造方法。
[13]前記水流分散処理が、ノズル孔間隔が1.0mm以下であり、かつ、ノズル孔径が0.05mm以上0.30mm以下である複数のノズルを用いて実施される、前記[10]~[12]のいずれかに記載の製造方法。
[14]前記水流分散処理が、擾乱が10%以上の水流を吐出する複数のノズルを用いて実施される、前記[10]~[13]のいずれかに記載の製造方法。
[15]前記水分散型ポリウレタン樹脂分散液の固形分濃度が、10重量%以上35重量%以下である、前記[11]~[14]のいずれかに記載の製造方法。
[16]前記水分散型ポリウレタン樹脂分散液中の熱水溶解性樹脂微粒子の含有量が、1重量%以上20重量%以下である、前記[11]~[15]のいずれかに記載の製造方法。 As a result of diligent research and experiments to solve the above problems, the present inventors unexpectedly found that artificial leather having the following characteristics could solve the problems, and completed the present invention. It is an invention.
That is, the present invention is as follows.
[1] An artificial leather containing a fiber sheet and a polyurethane resin, wherein the fiber sheet contains at least a fiber layer (A) constituting the first outer surface of the artificial leather, and the thickness of the artificial leather. The k proximity distance ratio value (k = 9, radius r = 20 μm) between the single fiber cross sections constituting the fiber layer (A) in the directional cross section is 10% or more and 80% or less, and the fiber layer (A). ), The cross-sectional polyurethane resin area ratio in the thickness direction cross section is 10% or more and 30% or less, and the standard deviation of the cross-sectional polyurethane resin area ratio in the thickness direction cross section of the fiber layer (A) is 25% or less. The artificial leather to be characterized.
[2] In a three-dimensional image of the fiber layer (A) by X-ray CT, the space size is the diameter of the largest sphere that enters the space excluding the fibers constituting the fiber layer (A) and the polyurethane resin. The artificial leather according to the above [1], wherein the average value (average space size) in the thickness direction of the fiber layer (A) is 5 μm or more and 35 μm or less.
[3] The fiber sheet has two or more layers composed of a fiber layer (A) constituting the first outer surface and a scrim and / or a fiber layer (B) in contact with the fiber layer (A). The artificial leather according to the above [1] or [2], which has a structure.
[4] The artificial leather according to any one of [1] to [3], wherein the average diameter of the single fibers constituting the fiber layer (A) is 1.0 μm or more and 8.0 μm or less.
[5] The artificial leather according to any one of [1] to [4] above, wherein the polyurethane resin is a water-dispersible polyurethane resin.
[6] The artificial leather according to any one of [1] to [5], wherein the adhesion ratio of the polyurethane resin to the fiber sheet is 15% by mass or more and 50% by mass or less.
[7] The artificial leather according to any one of [1] to [6] above, wherein the hardness and softness value is 28 cm or less.
[8] The artificial leather according to any one of [1] to [7], wherein the fiber sheet is made of polyester fiber.
[9] The artificial leather according to any one of [1] to [8] above, which has a feeling of fineness of 4.0 grade or higher.
[10] The following steps:
A step of forming a fiber web from Kaijima short fibers and then desealing the fiber sheet obtained by needle punching to obtain a fiber sheet in which the island component single fibers are exposed; and water flow dispersion on the obtained fiber sheet. The process of applying treatment to obtain a fiber sheet in which single fibers are dispersed;
The method for producing artificial leather according to any one of the above [1] to [9], which comprises.
[11] The following steps:
The fiber sheet in which the single fibers are dispersed is impregnated with a water-dispersed polyurethane resin dispersion liquid containing hot water-soluble resin fine particles, and then the polyurethane resin is fixed by heating to form a sheet filled with the polyurethane resin. A step of obtaining a product; and a step of removing the hot water-soluble resin fine particles from the obtained sheet-like material using hot water;
The production method according to the above [10], further comprising.
[12] The production method according to the above [10] or [11], wherein the hot water-soluble resin fine particles are polyvinyl alcohol resins.
[13] The water flow dispersion treatment is carried out using a plurality of nozzles having a nozzle hole spacing of 1.0 mm or less and a nozzle hole diameter of 0.05 mm or more and 0.30 mm or less. The production method according to any one of [12].
[14] The production method according to any one of [10] to [13], wherein the water flow dispersion treatment is carried out using a plurality of nozzles that discharge a water flow having a disturbance of 10% or more.
[15] The production method according to any one of [11] to [14], wherein the solid content concentration of the aqueous dispersion type polyurethane resin dispersion liquid is 10% by weight or more and 35% by weight or less.
[16] The production according to any one of [11] to [15] above, wherein the content of the hot water-soluble resin fine particles in the water-dispersible polyurethane resin dispersion is 1% by weight or more and 20% by weight or less. Method.
本発明の一の実施形態は、繊維シートとPU樹脂とを含む人工皮革であって、該繊維シートが、該人工皮革の第1の外表面を構成する繊維層(A)を少なくとも含み、かつ、該人工皮革の厚み方向断面における該繊維層(A)を構成する単繊維断面の間のk近傍距離割合値(k=9、半径r=20μm)が10%以上80%以下であり、かつ、前記繊維層(A)の厚み方向断面における断面ポリウレタン樹脂面積率が10%以上30%以下であり、かつ、前記繊維層(A)の厚み方向断面における断面ポリウレタン樹脂面積率の標準偏差が25%以下であることを特徴とする前記人工皮革である。 <Artificial leather>
One embodiment of the present invention is an artificial leather containing a fiber sheet and a PU resin, wherein the fiber sheet contains at least a fiber layer (A) constituting the first outer surface of the artificial leather, and The k-near distance ratio value (k = 9, radius r = 20 μm) between the single fiber cross sections constituting the fiber layer (A) in the thickness direction cross section of the artificial leather is 10% or more and 80% or less, and The cross-sectional polyurethane resin area ratio in the thickness direction of the fiber layer (A) is 10% or more and 30% or less, and the standard deviation of the cross-sectional polyurethane resin area ratio in the thickness direction of the fiber layer (A) is 25. % Or less of the artificial leather.
本明細書中、特段の定めなき限り、用語「繊維ウェブ」とは、短繊維の交絡前の状態を、用語「繊維シート」とは、交絡後からPU樹脂充填前の状態を、用語「シート状物」とは、PU樹脂充填後から染色仕上げ前の状態を、そして用語「人工皮革」とは、染色仕上げ後の製品の状態を意味する。また、用語「不織布」とは、「繊維ウェブ」、「繊維シート」、「シート状物」、「人工皮革」を包含し、また、用語「繊維質基材」とは、用語「不織布」に加えて、織編物等も包含する。 In the present specification, "artificial leather" is defined as "a special non-woven fabric (mainly a fiber layer having a random three-dimensional three-dimensional structure as a base material, PU resin or a similar flexible material" according to the Household Goods Quality Labeling Law. Those using (impregnated with molecular elastic material) ". In addition, according to the definition of JIS-6601, artificial leather is classified into "smooth" which has a grain-like appearance of leather and "nap" which has the appearance of leather suede, velor, etc., depending on its appearance. The artificial leather of the embodiment relates to what is classified as "nap" (ie, suede-like artificial leather having a brushed appearance). The suede-like appearance can be formed by buffing (raising) the outer surface of the fiber layer (A) (that is, the surface to be the first outer surface of the artificial leather) with sandpaper or the like. In the present specification, the first outer surface of the artificial leather is a surface exposed to the outside when the artificial leather is used (for example, in the case of a chair application, the surface on the side that comes into contact with the human body) ( (See FIGS. 1 and 3). In one aspect, in the case of suede-like artificial leather, the first outer surface is brushed or raised by buffing or the like.
In the present specification, unless otherwise specified, the term "fiber web" refers to the state before entanglement of short fibers, and the term "fiber sheet" refers to the state after entanglement and before filling with PU resin. The "state" means the state after the PU resin is filled and before the dyeing finish, and the term "artificial leather" means the state of the product after the dyeing finish. Further, the term "nonwoven fabric" includes "fiber web", "fiber sheet", "sheet-like material", and "artificial leather", and the term "fiber base material" is used in the term "nonwoven fabric". In addition, woven and knitted fabrics are also included.
本実施形態の1の特徴は、人工皮革の厚み方向断面における該繊維層(A)を構成する単繊維断面の間のk近傍距離割合値(k=9、半径r=20μm)が10%以上80%以下であることである。k近傍距離割合値(k=9、半径r=20μm)は、単繊維の密集度合いを指標する。
測定方法は後述するが、k近傍法とは、任意の1つの単繊維断面に近いk個の単繊維断面を取り上げ、ユークリッド距離(すなわち、X方向とY方向の距離の二乗和の平方根(=最短距離))においてk番目に近い半径を決定境界とする手法であり、本実施形態においては、SEM画像を撮影し、任意の1つの単繊維断面の略中心から半径20μmの距離内にk=9番目に近い単繊維断面が存在しているか否かを決定する。1つのSEM画像内の全ての単繊維断面について、該存在の有無を求め、単繊維断面k=9近傍距離割合値(%)を以下の式で求める:
単繊維断面(k=9)近傍距離割合値(%)={(単繊維断面の略中心から半径20μmの距離内にk=9番目に近い単繊維断面が存在している単繊維断面の個数)/(1つのSEM画像内の単繊維断面の全数)}×100。
人工皮革の厚み方向断面における繊維層(A)を構成する単繊維断面の間のk近傍距離割合値(k=9、半径r=20μm)が10%以上であれば、単繊維が適度に分散している状態で存在し、その結果、繊維層(A)のPU樹脂塊も適度に分散して存在し、人工皮革を指先で触れるとかかる適度に分散したPU樹脂塊に触れることになるため、しっとり感(PU樹脂塊の程度なサイズ)が満足できるものとなる。他方、k近傍距離割合値(k=9、半径r=20μm)が80%以下であれば、単繊維が適度に凝集しているため、緻密感(繊維束の分散性)が高い滑らかな触感となる。k近傍距離割合値(k=9、半径r=20μm)は、20%以上70%以下が好ましく、30%以上60%以下がより好ましい。 [K-nearest neighbor distance ratio value (k = 9, radius r = 20 μm) between the cross sections of the single fibers constituting the fiber layer (A)]
One feature of this embodiment is that the k-nearest neighbor distance ratio value (k = 9, radius r = 20 μm) between the single fiber cross sections constituting the fiber layer (A) in the thickness direction cross section of the artificial leather is 10% or more. It is 80% or less. The k-nearest neighbor distance ratio value (k = 9, radius r = 20 μm) indicates the degree of density of single fibers.
The measurement method will be described later, but the k-nearest neighbor method takes up k single fiber cross sections that are close to any one single fiber cross section, and takes up the Euclidean distance (that is, the square root of the sum of squares of the distances in the X and Y directions (=). In the shortest distance)), the radius closest to the k-th is the determination boundary. In this embodiment, an SEM image is taken and k = within a radius of 20 μm from the substantially center of any one single fiber cross section. Determine if there is a single fiber cross section close to the ninth. For all the single fiber cross sections in one SEM image, the presence or absence of the single fiber cross section is determined, and the single fiber cross section k = 9 neighborhood distance ratio value (%) is calculated by the following formula:
Single fiber cross section (k = 9) Near distance ratio value (%) = {(Number of single fiber cross sections in which k = 9th closest single fiber cross section exists within a radius of 20 μm from the approximate center of the single fiber cross section. ) / (Total number of single fiber cross sections in one SEM image)} x 100.
If the k-neighborhood distance ratio value (k = 9, radius r = 20 μm) between the single fiber cross sections constituting the fiber layer (A) in the thickness direction cross section of the artificial leather is 10% or more, the single fibers are appropriately dispersed. As a result, the PU resin mass of the fiber layer (A) also exists in an appropriately dispersed state, and when the artificial leather is touched with a fingertip, the PU resin mass of the appropriately dispersed fiber layer (A) is touched. , The moist feeling (the size of the PU resin lump) is satisfactory. On the other hand, when the k-nearest neighbor distance ratio value (k = 9, radius r = 20 μm) is 80% or less, the single fibers are appropriately agglomerated, so that the feeling of denseness (dispersity of the fiber bundle) is high and the texture is smooth. It becomes. The k-nearest neighbor distance ratio value (k = 9, radius r = 20 μm) is preferably 20% or more and 70% or less, and more preferably 30% or more and 60% or less.
ノズル孔列数が多列の場合のノズル孔列間距離は、脱水性の点から例えばノズル1列内のノズル孔間隔相当の距離にすることが好ましい。 Further, the number of rows of nozzle holes opened in the width direction of the water flow dispersion treatment equipment may be one row or multiple rows of two or more rows. When performing the water flow dispersion treatment, it is common to remove the water charged into the fiber sheet by the water flow dispersion treatment from the viewpoint of maintaining the uniformity and morphological stability of the fiber sheet, and the suction method is performed from the opposite surface of the water flow dispersion treatment surface. Dehydrate by such as. In that case, for example, when the nozzle hole spacing is narrowed with one nozzle hole row, the dehydration capacity may be insufficient with respect to the amount of water input, and as a result, the uniformity and morphological stability of the fiber sheet may deteriorate. On the other hand, it is preferable to reduce the amount of water input per row of nozzle holes by increasing the number of rows and widening the interval between nozzle holes per row of nozzle holes because it is easy to balance the amount of water input and the dehydration capacity. It is an aspect. For example, when dehydration failure occurs in a single-row nozzle having a nozzle hole spacing of 0.30 mm, a two-row nozzle having a nozzle hole spacing of 0.60 mm is used, and the second row has a phase difference of 0. If a nozzle hole row of 30 mm and a nozzle spacing of 0.60 mm is arranged, the water flow locus (nozzle hole spacing) becomes 0.30 mm, and the effect of improving dehydration failure can be obtained. Further, it is preferable to widen the nozzle hole spacing and make the number of rows large because the nozzle work becomes easy. Equal intervals are preferable because the nozzle hole spacing (water flow locus) makes it easy to uniformly disperse the single fibers, the water flow locus is inconspicuous, and the feeling of fineness and moistness is easily improved.
When the number of nozzle hole rows is large, the distance between the nozzle hole rows is preferably a distance corresponding to, for example, the nozzle hole spacing in one nozzle row from the viewpoint of dehydration.
また、水流分散処理の水圧は1.0~10.0MPaで噴射させることが好ましい。水流分散処理の水圧を1.0Mpa以上にすることにより、単繊維束の状態である単繊維を分散させ易く、水流分散処理の水圧を10.0Mpa以下にすることにより、短繊維束を過度に分散させることがないので、k近傍距離割合値を10%以上80%以下にコントロールさせ易い。また、単繊維束の状態である単繊維を分散させ、且つ水流軌跡が目立ち難くなり易い。水流分散処理の水圧が高い場合は水流が繊維シートを貫通することがあり、単繊維束を分散させるエネルギーとして使われず、返って低水圧で処理する場合よりも単繊維束の分散化効果が低下する場合がある。また、水流分散処理の水圧が高い場合は、繊維シートが高密度化し、風合い(剛軟値)が悪化する傾向がある。分散処理の水圧は、より好ましくは1.5~7.0MPa、さらに好ましくは2.0~4.5MPaである。 The hole diameter of the high-pressure water injection nozzle hole in the water flow dispersion treatment is 0 because high single fiber dispersion can be easily obtained, the water flow trajectory is inconspicuous, and the amount of water input is not excessive and the balance with the dehydration capacity is easy to be achieved. It is preferably 0.05 mm or more and 0.30 mm or less, more preferably 0.05 mm or more and 0.20 mm or less, and further preferably 0.08 mm or more and 0.13 mm or less.
Further, it is preferable that the water pressure of the water flow dispersion treatment is 1.0 to 10.0 MPa. By setting the water pressure of the water flow dispersion treatment to 1.0 Mpa or more, it is easy to disperse the single fibers in the state of the single fiber bundle, and by setting the water pressure of the water flow dispersion treatment to 10.0 Mpa or less, the short fiber bundle is excessively made. Since it is not dispersed, it is easy to control the k-nearest neighbor distance ratio value to 10% or more and 80% or less. In addition, the single fibers in the state of single fiber bundles are dispersed, and the water flow locus tends to be inconspicuous. When the water pressure of the water flow dispersion treatment is high, the water flow may penetrate the fiber sheet and is not used as energy to disperse the single fiber bundles. May be done. Further, when the water pressure of the water flow dispersion treatment is high, the fiber sheet tends to have a high density and the texture (rigid / soft value) tends to deteriorate. The water pressure of the dispersion treatment is more preferably 1.5 to 7.0 MPa, still more preferably 2.0 to 4.5 MPa.
擾乱(%)=σ(mm)/W(mm)×100
により算出する。
擾乱による単繊維束の分散化メカニズムは明確になっていないが、本願発明者らは、擾乱が小さい場合に対して大きい場合には、水流エネルギーが繊維シートの垂直方向に加え水平方向へ向かった多方向へも分散され易くなることで、水流エネルギーを効率よく単繊維束の分散化エネルギーに変換できるため分散化効果が高くなると考えている。一例として、高水圧では繊維シートを貫通して無駄になる水流エネルギーを分散化エネルギーとして取り込み易いと考えている。 As the shape of the water flow discharged from the nozzle hole, it is also preferable to use a plurality of nozzles for discharging the water flow having a disturbance of the water flow of 10% or more. Disturbance is an indicator of fluctuations in the diameter of a stream of water. The disturbance is preferably 12% or more, more preferably 15% or more, because the energy of the water stream can be efficiently converted into the dispersion of fibers. For disturbance, the average diameter of the water flow in the range from 25 mm to 35 mm from the discharge port of the nozzle hole is W, and the standard deviation of the average diameter is σ.
Disturbance (%) = σ (mm) / W (mm) x 100
Calculated by
Although the mechanism of dispersion of the single fiber bundle due to the disturbance has not been clarified, the inventors of the present application have directed the water flow energy in the horizontal direction in addition to the vertical direction of the fiber sheet when the disturbance is large compared to the case where the disturbance is small. It is thought that the dispersion effect will be enhanced because the water flow energy can be efficiently converted into the dispersion energy of the single fiber bundle by making it easy to disperse in multiple directions. As an example, it is considered that at high water pressure, it is easy to take in wasteful water flow energy that penetrates the fiber sheet as dispersed energy.
高圧水噴射面から被処理物までの距離は、単繊維束の分散化効果に加え、水流分散処理前の導布、及び水流分散処理時の工程通過性の点から、好ましくは5mm以上100mm以下であり、より好ましくは10mm以上60mm以下、さらに好ましくは20mm以上40mm以下である。 Further, it is also preferable to make the high-pressure water injection nozzle make a circular motion or to make a reciprocating motion at right angles to the process progress direction (mechanical direction) in order to promote the dispersion of single fibers and improve the feeling of fineness and moistness. ..
The distance from the high-pressure water injection surface to the object to be treated is preferably 5 mm or more and 100 mm or less from the viewpoint of the dispersion effect of the single fiber bundle, the guide cloth before the water flow dispersion treatment, and the process passability during the water flow dispersion treatment. It is more preferably 10 mm or more and 60 mm or less, and further preferably 20 mm or more and 40 mm or less.
本実施形態の人工皮革では、繊維層(A)の厚み方向断面における断面PU樹脂面積率が10%以上30%以下であり、かつ、該断面PU樹脂面積率の標準偏差が25%以下である。
断面PU樹脂面積率が30%を超えると、PU樹脂付着率が高すぎるものとなり、人工皮革のゴムライク感が強くなる。この場合、柔軟性は低下し、風合いが硬いものとなる。人工皮革にスクリムがない場合には、平面方向における充分な機械物性が得られ易い点で、断面PU樹脂面積率は10%以上である。断面PU樹脂面積率は好ましくは15%以上30%以下、より好ましくは15%以上28%以下、さらに好ましくは15%以上26%以下である。
断面PU樹脂面積率は、前記k近傍距離割合値(k=9、半径r=20μm)と相俟って、以下に説明する風合い(剛軟値)を指標する。例えば、k近傍距離割合値(k=9、半径r=20μm)が80%を超える場合は、過剰な単繊維束が存在する。他方、水分散型PU樹脂は、単繊維や単繊維束に付着した状態で固着する傾向が大きい。つまり、k近傍距離割合値が80%以上である過剰な単繊維束の存在下で、断面PU樹脂面積率が10%以上であると、PU樹脂塊が単繊維束に凝集して付着するため、風合い(剛軟値)が悪化する。k近傍距離割合値(k=9、半径r=20μm)が10%以上80%以下であり、さらに、断面PU樹脂面積率が10%以上30%以下であれば、風合い(剛軟値)が28cm以下になる。
後述するように(図6参照)、断面PU樹脂面積率は、SEM画像内のPU樹脂を黒色部分として二値化し、得られた二値化像から、区画法により各区画に対するPU樹脂の面積割合を求め、全区画について断面PU樹脂面積率(%)を平均したものであり、その標準偏差は、全区画についての平均からのバラツキを指標する。断面PU樹脂面積率の標準偏差が25%以下であれば、PU樹脂塊の大きさの分布が制御されるため、風合い(剛軟値)のバラツキが小さくなる。断面PU樹脂面積率の標準偏差は好ましくは25%以下、より好ましくは22%以下、さらに好ましくは20%以下である。断面PU樹脂面積率の標準偏差の下限は特に限定されず、0%以上であればよい。
後述するように、例えば、熱水溶解性樹脂微粒子(例えば、PVA樹脂微粒子)を含む水分散型PU樹脂分散液を含侵させ、その後、該PU樹脂を加熱により固着させて、PU樹脂が充填されたシート状物を得る工程を施すことで、断面PU樹脂面積率を10%以上30%以下に制御することができる。また、海島短繊維で繊維ウェブを形成し、その後ニードルパンチ処理して得た繊維シートを脱海処理して、島成分の単繊維が露出した繊維シートを得る工程の後、得られた繊維シートに前記した水流分散処理を施し、単繊維が分散した繊維シートを得る工程を施すことで、単繊維の分散に伴い、繊維に付着するPU樹脂も分散する結果、断面PU樹脂面積率の標準偏差を25%以下に制御することができる。 [Cross-sectional PU resin area ratio and standard deviation thereof in the cross section of the fiber layer (A) in the thickness direction]
In the artificial leather of the present embodiment, the cross-sectional PU resin area ratio in the cross section of the fiber layer (A) in the thickness direction is 10% or more and 30% or less, and the standard deviation of the cross-sectional PU resin area ratio is 25% or less. ..
When the cross-sectional PU resin area ratio exceeds 30%, the PU resin adhesion ratio becomes too high, and the rubber-like feeling of the artificial leather becomes strong. In this case, the flexibility is reduced and the texture becomes hard. When the artificial leather does not have a scrim, the PU resin area ratio in cross section is 10% or more in that sufficient mechanical properties in the plane direction can be easily obtained. The cross-sectional PU resin area ratio is preferably 15% or more and 30% or less, more preferably 15% or more and 28% or less, and further preferably 15% or more and 26% or less.
The cross-sectional PU resin area ratio is an index of the texture (rigid / soft value) described below in combination with the k-nearest neighbor distance ratio value (k = 9, radius r = 20 μm). For example, when the k-nearest neighbor distance ratio value (k = 9, radius r = 20 μm) exceeds 80%, an excess single fiber bundle is present. On the other hand, the water-dispersed PU resin has a high tendency to adhere to a single fiber or a single fiber bundle. That is, if the cross-sectional PU resin area ratio is 10% or more in the presence of an excessive single fiber bundle having a k-nearest neighbor distance ratio value of 80% or more, the PU resin lumps aggregate and adhere to the single fiber bundle. , The texture (rigid and soft value) deteriorates. If the k-nearest neighbor distance ratio value (k = 9, radius r = 20 μm) is 10% or more and 80% or less, and the cross-sectional PU resin area ratio is 10% or more and 30% or less, the texture (rigid / soft value) is It will be 28 cm or less.
As will be described later (see FIG. 6), the cross-sectional PU resin area ratio is obtained by binarizing the PU resin in the SEM image as a black portion, and from the obtained binarized image, the area of the PU resin for each compartment by the partition method. The ratio is calculated and the cross-sectional PU resin area ratio (%) is averaged for all the sections, and the standard deviation is an index of the variation from the average for all the sections. When the standard deviation of the cross-sectional PU resin area ratio is 25% or less, the distribution of the size of the PU resin lump is controlled, so that the variation in texture (rigid / soft value) becomes small. The standard deviation of the cross-sectional PU resin area ratio is preferably 25% or less, more preferably 22% or less, still more preferably 20% or less. The lower limit of the standard deviation of the cross-sectional PU resin area ratio is not particularly limited, and may be 0% or more.
As will be described later, for example, an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles (for example, PVA resin fine particles) is impregnated, and then the PU resin is fixed by heating and filled with the PU resin. By performing the step of obtaining the finished sheet-like material, the cross-sectional PU resin area ratio can be controlled to 10% or more and 30% or less. Further, after a step of forming a fiber web with Kaijima short fibers and then desealing the fiber sheet obtained by needle punching to obtain a fiber sheet in which the single fibers of the island component are exposed, the obtained fiber sheet is obtained. By performing the above-mentioned water flow dispersion treatment to obtain a fiber sheet in which single fibers are dispersed, the PU resin adhering to the fibers is also dispersed as the single fibers are dispersed, and as a result, the standard deviation of the cross-sectional PU resin area ratio Can be controlled to 25% or less.
本実施形態の人工皮革では、前記繊維層(A)のX線CTによる三次元画像において、該繊維層(A)を構成する繊維と前記PU樹脂を除外した空間に入る最大の球の直径である空間サイズの、該人工皮革の厚み方向における平均値(平均空間サイズ)が5μm以上35μm以下であることが好ましい。
後述するように、平均空間サイズとは、X線CTにより繊維層(A)の3次元画像を撮影し、繊維層(A)を構成する単繊維とPU樹脂を除外した空間に入る最大の球の直径(μm)の厚み方向における平均値である。平均空間サイズは、人工皮革の繊維層(A)における繊維とPU樹脂塊からなる構造体の分散状態を指標する。平均空間サイズが大きい場合、繊維とPU樹脂塊が密着して存在していることを意味する。平均空間サイズが5μm以上35μm以下の範囲内であれば、繊維とPU樹脂が適度に分散しているので、風合い(剛軟値)が28cm以下となりやすい。後述するように、例えば、単繊維が分散した繊維シートに、熱水溶解性樹脂微粒子(例えば、PVA樹脂微粒子)を含む、水分散型PU樹脂分散液を含侵させ、さらにその後、該PU樹脂を加熱により固着させて、PU樹脂が充填された繊維シートを得る工程を施すことで、最終製品である人工皮革の平均空間サイズを5μm以上35μm以下に制御することができる。平均空間サイズは、より好ましくは5μm以上25μm以下、さらに好ましくは5μm以上13μm以下である。 [Average space size]
In the artificial leather of the present embodiment, in the three-dimensional image of the fiber layer (A) by X-ray CT, the diameter of the maximum sphere that enters the space excluding the fibers constituting the fiber layer (A) and the PU resin is used. It is preferable that the average value (average space size) of a certain space size in the thickness direction of the artificial leather is 5 μm or more and 35 μm or less.
As will be described later, the average space size is the largest sphere that enters the space excluding the single fibers and PU resin that make up the fiber layer (A) by taking a three-dimensional image of the fiber layer (A) by X-ray CT. It is an average value in the thickness direction of the diameter (μm) of. The average space size is an index of the dispersed state of the structure composed of the fibers and the PU resin mass in the fiber layer (A) of the artificial leather. When the average space size is large, it means that the fiber and the PU resin mass are present in close contact with each other. When the average space size is within the range of 5 μm or more and 35 μm or less, the fibers and the PU resin are appropriately dispersed, so that the texture (rigidity / softness value) tends to be 28 cm or less. As will be described later, for example, a fiber sheet in which single fibers are dispersed is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles (for example, PVA resin fine particles), and then the PU resin is further impregnated. Is fixed by heating to obtain a fiber sheet filled with PU resin, so that the average space size of the final product, artificial leather, can be controlled to 5 μm or more and 35 μm or less. The average space size is more preferably 5 μm or more and 25 μm or less, and further preferably 5 μm or more and 13 μm or less.
本実施形態の人工皮革においては、繊維シートに対するPU樹脂の付着率は、15質量%以上50質量%以下であることが好ましく、より好ましくは22質量%以上45質量%以下、更に好ましくは26質量%以上40質量%以下である。繊維シートに対するPU樹脂の比率は、前記した断面PU樹脂面積率、及び平均空間サイズのコントロール性に影響する。PU樹脂の比率が低い場合は、断面PU樹脂面積率が低い傾向、及び平均空間サイズが大きい傾向がある。他方、PU樹脂の比率が高い場合には、断面PU樹脂面積率が高い傾向、及び平均空間サイズが小さい傾向がある。繊維シートに対するPU樹脂の比率が15質量%以上であれば、PU樹脂によって繊維同士が良好に把持され、市場ニーズを満足する耐摩耗性等の機械強度が得られ易い。他方、繊維シートに対するPU樹脂の比率が50質量%以下であれば、柔軟な風合いが得られ易い。 [Adhesion rate of PU resin to fiber sheet]
In the artificial leather of the present embodiment, the adhesion rate of the PU resin to the fiber sheet is preferably 15% by mass or more and 50% by mass or less, more preferably 22% by mass or more and 45% by mass or less, and further preferably 26% by mass. % Or more and 40% by mass or less. The ratio of the PU resin to the fiber sheet affects the controllability of the cross-sectional PU resin area ratio and the average space size described above. When the ratio of PU resin is low, the cross-sectional PU resin area ratio tends to be low, and the average space size tends to be large. On the other hand, when the ratio of PU resin is high, the cross-sectional PU resin area ratio tends to be high and the average space size tends to be small. When the ratio of the PU resin to the fiber sheet is 15% by mass or more, the fibers are well gripped by the PU resin, and it is easy to obtain mechanical strength such as abrasion resistance that satisfies the market needs. On the other hand, when the ratio of the PU resin to the fiber sheet is 50% by mass or less, a flexible texture can be easily obtained.
PU樹脂としては、ポリマージオールと有機ジイソシアネートと鎖伸長剤との反応により得られるものが好ましい。
ポリマージオールとしては、例えば、ポリカーボネート系、ポリエステル系、ポリエーテル系、シリコーン系、フッ素系等のジオールを採用することができ、これらの2種以上を組み合わせた共重合体を用いてもよい。耐加水分解性の観点からは、ポリカーボネート系若しくはポリエーテル系又はこれらの組み合わせのジオールが好ましく用いられる。また、耐光性及び耐熱性の観点からは、ポリカーボネート系、ポリエステル系、又はこれらの組み合わせのジオールが好ましく用いられる。さらに、コスト競争力の観点からは、ポリエーテル系、ポリエステル系、又はこれらの組み合わせのジオールが好ましく用いられる。
ポリカーボネート系ジオールは、アルキレングリコールと炭酸エステルとのエステル交換反応、ホスゲン又はクロル蟻酸エステルとアルキレングリコールとの反応等によって製造することができる。 [Polyurethane (PU) resin]
The PU resin is preferably one obtained by reacting a polymer diol, an organic diisocyanate, and a chain extender.
As the polymer diol, for example, diols such as polycarbonate-based, polyester-based, polyether-based, silicone-based, and fluorine-based diols can be adopted, and a copolymer in which two or more of these are combined may be used. From the viewpoint of hydrolysis resistance, polycarbonate-based or polyether-based diols or combinations thereof are preferably used. Further, from the viewpoint of light resistance and heat resistance, polycarbonate-based, polyester-based, or a combination thereof diol is preferably used. Further, from the viewpoint of cost competitiveness, a diol of a polyether type, a polyester type, or a combination thereof is preferably used.
The polycarbonate-based diol can be produced by a transesterification reaction between an alkylene glycol and a carbonic acid ester, a reaction between a phosgene or a chloraterate and an alkylene glycol, or the like.
ポリエステル系ジオールとしては、各種低分子量ポリオールと多塩基酸とを縮合させて得られるポリエステルジオールを挙げることができる。
低分子量ポリオールとしては、例えば、エチレングリコール、1,2-プロピレングリコール、1,3-プロピレングリコール、1,3-ブタンジオール、1,4-ブタンジオール、2,2-ジメチル-1,3-プロパンジオール、1,6-ヘキサンジオール、3-メチル-1,5-ペンタンジオール、1,8-オクタンジオール、ジエチレングリコール、トリエチレングリコール、ジプロピレングリコール、トリプロピレングリコール、シクロヘキサン-1,4-ジオール、シクロヘキサン-1,4-ジメタノールから選ばれる一種又は二種以上を使用することができる。また、ビスフェノールAに各種アルキレンオキサイドを付加させた付加物も使用可能である。
また、多塩基酸としては、例えば、コハク酸、マレイン酸、アジピン酸、グルタル酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカンジカルボン酸、フタル酸、イソフタル酸、テレフタル酸、及びヘキサヒドロイソフタル酸からなる群から選ばれる一種又は二種以上が挙げられる。 Examples of the alkylene glycol include ethylene glycol, propylene glycol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, 1,9-nonanediol, and 1,10-decanediol. Chain alkylene glycol; branched alkylene glycol such as neopentyl glycol, 3-methyl-1,5-pentanediol, 2,4-diethyl-1,5-pentanediol, 2-methyl-1,8-octanediol; 1, Alicyclic diols such as 4-cyclohexanediol; aromatic diols such as bisphenol A; and the like can be mentioned, and these can be used alone or in combination of two or more.
Examples of the polyester-based diol include a polyester diol obtained by condensing various low molecular weight polyols with a polybasic acid.
Examples of low molecular weight polyols include ethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,3-butanediol, 1,4-butanediol, and 2,2-dimethyl-1,3-propane. Diol, 1,6-hexanediol, 3-methyl-1,5-pentanediol, 1,8-octanediol, diethylene glycol, triethylene glycol, dipropylene glycol, tripropylene glycol, cyclohexane-1,4-diol, cyclohexane One or more selected from -1,4-dimethanol can be used. Further, an adduct in which various alkylene oxides are added to bisphenol A can also be used.
Examples of polybasic acids include succinic acid, maleic acid, adipic acid, glutaric acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, dodecandicarboxylic acid, phthalic acid, isophthalic acid, terephthalic acid, and hexahydro. One or more selected from the group consisting of isophthalic acid can be mentioned.
ポリマージオールの数平均分子量は、500~4000であることが好ましい。数平均分子量を500以上、より好ましくは1500以上とすることにより、風合いが硬くなることを防ぐことができる。また、数平均分子量を4000以下、より好ましくは3000以下とすることにより、PU樹脂の強度を良好に維持することができる。
有機ジイソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート、キシリレンジイソシアネート等の脂肪族系ジイソシアネート;ジフェニルメタンジイソシアネート、トリレンジイソシアネート等の芳香族系ジイソシアネート;が挙げられ、またこれらを組み合わせて用いてもよい。中でも、耐光性の観点から、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート等の脂肪族系ジイソシアネートが好ましく用いられる。
鎖伸長剤としては、エチレンジアミン及びメチレンビスアニリン等のアミン系の鎖伸長剤、又はエチレングリコール等のジオール系の鎖伸長剤を用いることができる。また、ポリイソシアネートと水とを反応させて得られるポリアミンを鎖伸長剤として用いることもできる。 Examples of the polyether diol include polyethylene glycol, polypropylene glycol, polytetramethylene glycol, and a copolymer diol in which they are combined.
The number average molecular weight of the polymer diol is preferably 500 to 4000. By setting the number average molecular weight to 500 or more, more preferably 1500 or more, it is possible to prevent the texture from becoming hard. Further, by setting the number average molecular weight to 4000 or less, more preferably 3000 or less, the strength of the PU resin can be maintained satisfactorily.
Examples of the organic diisocyanate include aliphatic diisocyanates such as hexamethylene diisocyanate, dicyclohexylmethane diisocyanate, isophorone diisocyanate, and xylylene diisocyanate; aromatic diisocyanates such as diphenylmethane diisocyanate and tolylene diisocyanate; and combinations thereof. May be used. Of these, aliphatic diisocyanates such as hexamethylene diisocyanate, dicyclohexylmethane diisocyanate, and isophorone diisocyanate are preferably used from the viewpoint of light resistance.
As the chain extender, an amine-based chain extender such as ethylenediamine and methylenebisaniline, or a diol-based chain extender such as ethylene glycol can be used. Further, a polyamine obtained by reacting polyisocyanate with water can also be used as a chain extender.
水分散型PU樹脂としては、PU分子内に親水基を含有する自己乳化型PU樹脂、外部乳化剤でPU樹脂を乳化させた強制乳化型PU樹脂等を使用することができる。
水分散型PU樹脂には、耐湿熱性、耐摩耗性、耐加水分解性等の耐久性を向上させる目的で架橋剤を併用することができる。液流染色加工時の耐久性を向上させ、繊維の脱落を抑制し、優れた表面品位を得るために、架橋剤を添加することが好ましい。架橋剤は、PU樹脂に対し、添加成分として添加する外部架橋剤でもよく、また、PU樹脂構造内に予め架橋構造を採ることができる反応基を導入する内部架橋剤でもよい。
人工皮革に使用される水分散型PU樹脂は、一般的には染色加工耐性を具備させるために架橋構造を有しているため、N,N-ジメチルホルムアミド等の有機溶剤に溶け難い傾向にある。そのため、例えば、人工皮革をN,N-ジメチルホルムアミドに室温で12時間浸漬させて、PU樹脂の溶解処理を行った後、電子顕微鏡等で断面を観察した際に、繊維形状を有しない樹脂状物が残存していれば、該樹脂状物は水分散型PU樹脂であると判断できる。 The PU resin is used in the form of a solvent-type PU resin in which the PU resin is dissolved in an organic solvent such as N, N-dimethylformamide, and an aqueous dispersion-type PU resin in which the PU resin is emulsified with an emulsifier and dispersed in water. it can. Above all, it is easy to fill the fiber sheet with PU resin in a fine form, it is easy to obtain the required performance as artificial leather such as texture and mechanical properties even with a small amount of adhesion, and there is no need to use an organic solvent, which reduces the environmental load. A water-dispersed PU resin is preferable because it can be reduced. That is, since the water-dispersed PU resin can be impregnated in the fiber sheet in the form of a dispersion liquid in which the PU resin is dispersed with a desired particle size (hereinafter, also referred to as PU resin dispersion liquid), the particle size is controlled. Therefore, the filling form of the PU resin in the fiber sheet can be satisfactorily controlled.
As the water-dispersible PU resin, a self-emulsifying PU resin containing a hydrophilic group in the PU molecule, a forced emulsifying PU resin obtained by emulsifying the PU resin with an external emulsifier, or the like can be used.
A cross-linking agent can be used in combination with the water-dispersible PU resin for the purpose of improving durability such as moisture heat resistance, abrasion resistance, and hydrolysis resistance. It is preferable to add a cross-linking agent in order to improve durability during liquid flow dyeing, suppress fiber shedding, and obtain excellent surface quality. The cross-linking agent may be an external cross-linking agent added as an additive component to the PU resin, or an internal cross-linking agent in which a reactive group capable of forming a cross-linked structure in advance in the PU resin structure is introduced.
The water-dispersible PU resin used for artificial leather generally has a crosslinked structure in order to have resistance to dyeing processing, and therefore tends to be difficult to dissolve in an organic solvent such as N, N-dimethylformamide. .. Therefore, for example, when artificial leather is immersed in N, N-dimethylformamide at room temperature for 12 hours to dissolve the PU resin, and then the cross section is observed with an electron microscope or the like, it is in the form of a resin having no fiber shape. If the substance remains, it can be determined that the resinous substance is an aqueous dispersion type PU resin.
後述するように、典型的な態様において、PU樹脂は、溶液(例えば、溶剤溶解型の場合)、分散液(例えば、水分散型の場合)等の含浸液の形態で含浸される。例えば、水分散型PU樹脂分散液の固形分濃度は、10重量%以上35重量%以下であることができ、より好ましくは15~30質量%、さらに好ましくは15~25質量%である。一態様において、繊維シート100質量%に対するPU樹脂の付着率が15質量%以上50質量%以下となるように含浸液の調製及び繊維シートへの含浸を行う。 [Solid content concentration of PU resin dispersion]
As will be described later, in a typical embodiment, the PU resin is impregnated in the form of an impregnating liquid such as a solution (for example, in the case of a solvent-soluble type) or a dispersion liquid (for example, in the case of an aqueous dispersion type). For example, the solid content concentration of the aqueous dispersion type PU resin dispersion liquid can be 10% by weight or more and 35% by weight or less, more preferably 15 to 30% by mass, and further preferably 15 to 25% by mass. In one embodiment, the impregnating liquid is prepared and the fiber sheet is impregnated so that the adhesion ratio of the PU resin to 100% by mass of the fiber sheet is 15% by mass or more and 50% by mass or less.
PU樹脂を含む含浸液を繊維シートに含浸させることによって繊維シートにPU樹脂を充填する場合、繊維シートに熱水溶解性樹脂微粒子を含む水分散型PU樹脂分散液を含浸させ、さらにその後、該PU樹脂を加熱により固着させて、PU樹脂が充填されたシート状物を得る工程を施すことが好ましい態様である。後工程、又は染色工程において、得られた繊維シートから熱水を用いて該熱水溶解性樹脂微粒子を除去することで、PU樹脂の連続層の一部を分断、多孔化し、PU樹脂の付着状態を微細化する効果が得られる。
熱水溶解性樹脂微粒子としては、部分ケン化型PVA樹脂微粒子、完全ケン化型PVA樹脂微粒子等が挙げられる。完全ケン化型PVA樹脂微粒子は部分ケン化型PVA樹脂微粒子と比べて常温(20℃)の水に溶出し難い傾向があるため、熱水溶解性樹脂微粒子として完全ケン化型PVA樹脂微粒子を用いることが好ましい。常温(20℃)の水に溶出し難いという観点から、完全ケン化型PVA樹脂微粒子のケン化度は95モル%以上であることが好ましく、98モル%以上であることがより好ましい。繊維を接着し把持する力とPU樹脂の付着状態の微細化を両立するため、熱水溶解性樹脂微粒子の平均粒子径(サイズ)は1μm以上8μm以下が好ましく、2μm以上6μm以下がより好ましく、2μm以上4μm以下がより好ましい。前記平均粒子径を1μm以上とすることで、熱水溶解性樹脂微粒子が凝集し難く、前記平均粒子径を8μm以下とすることで、熱水溶解性樹脂微粒子が繊維シートへ良好に含浸しやすい。前記微粒子として三菱ケミカル株式会社製「NL-05」を用いることができ、前記熱水溶解性樹脂微粒子の微細化は特開平7-82384号公報に記載の方法により達成できる。
前記水分散型PU樹脂分散液中の熱水溶解性樹脂微粒子の含有量は、1重量%以上20重量%以下であることが好ましく、より好ましくは2重量%以上15重量%以下であり、さらに好ましくは3重量%以上10重量%以下である。水分散型PU樹脂分散液中に熱水溶解性樹脂微粒子が1質量%以上含まれることにより、PU樹脂塊の分散化が促進されやすい。他方、水分散型PU樹脂分散液中に熱水溶解性樹脂微粒子が20重量%以下含まれることにより、該微粒子が凝集せず該分散液の安定性が保持され易い。
尚、本明細書中、「熱水溶解性樹脂」とは、常温水に難溶解性である樹脂をいう。 [Hot water-soluble resin fine particles]
When the fiber sheet is filled with the PU resin by impregnating the fiber sheet with an impregnating solution containing the PU resin, the fiber sheet is impregnated with the water-dispersible PU resin dispersion containing the hydrothermally soluble resin fine particles, and then the fiber sheet is impregnated with the water-dispersible PU resin dispersion. It is a preferable embodiment that the PU resin is fixed by heating to obtain a sheet-like material filled with the PU resin. In the post-step or dyeing step, by removing the hot water-soluble resin fine particles from the obtained fiber sheet using hot water, a part of the continuous layer of the PU resin is divided and made porous, and the PU resin adheres. The effect of refining the state can be obtained.
Examples of the hot water-soluble resin fine particles include partially saponified PVA resin fine particles and fully saponified PVA resin fine particles. Since the fully saponified PVA resin fine particles tend to be less likely to be eluted in water at room temperature (20 ° C) than the partially saponified PVA resin fine particles, the fully saponified PVA resin fine particles are used as the hot water soluble resin fine particles. Is preferable. From the viewpoint that it is difficult to elute in water at room temperature (20 ° C.), the degree of saponification of the fully saponified PVA resin fine particles is preferably 95 mol% or more, and more preferably 98 mol% or more. The average particle size (size) of the hydrothermally soluble resin fine particles is preferably 1 μm or more and 8 μm or less, more preferably 2 μm or more and 6 μm or less, in order to achieve both the force of adhering and gripping the fibers and the miniaturization of the adhered state of the PU resin. More preferably, it is 2 μm or more and 4 μm or less. By setting the average particle size to 1 μm or more, the hydrothermally soluble resin fine particles are less likely to aggregate, and by setting the average particle size to 8 μm or less, the hydrothermally soluble resin fine particles are easily impregnated into the fiber sheet. .. "NL-05" manufactured by Mitsubishi Chemical Corporation can be used as the fine particles, and the miniaturization of the hot water-soluble resin fine particles can be achieved by the method described in JP-A-7-82384.
The content of the hot water-soluble resin fine particles in the water-dispersible PU resin dispersion is preferably 1% by weight or more and 20% by weight or less, more preferably 2% by weight or more and 15% by weight or less, and further. It is preferably 3% by weight or more and 10% by weight or less. When the hydrothermally soluble resin fine particles are contained in the water-dispersible PU resin dispersion liquid in an amount of 1% by mass or more, the dispersion of the PU resin mass is likely to be promoted. On the other hand, when the hydrothermally soluble resin fine particles are contained in the water-dispersed PU resin dispersion liquid in an amount of 20% by weight or less, the fine particles do not aggregate and the stability of the dispersion liquid is easily maintained.
In the present specification, the "hot water-soluble resin" refers to a resin that is sparingly soluble in room temperature water.
繊維シートに熱水溶解性樹脂微粒子を含む水分散型PU樹脂分散液を含浸させ、その後、該PU樹脂を加熱により固着させて、PU樹脂が充填されたシート状物を得る場合、繊維シートに熱水溶解性樹脂微粒子を含む水分散型PU樹脂分散液を含浸する前に、繊維シートに熱水溶解性樹脂を付着させる工程を施すこともできる。熱水溶解性樹脂(例えば、PVA樹脂)の付着方法としては、熱水溶解性樹脂水溶液を調製し、該水溶液を繊維シートへ含浸後、乾燥するなどの方法で付着させることができる。後工程、又は染色工程において、得られた繊維シートから熱水を用いて該熱水溶解性樹脂微粒子とともに該熱水溶解性樹脂を除去することで、繊維とPU樹脂との接着の阻害や、PU樹脂の連続層の一部を分断、多孔化し、PU樹脂の付着状態を微細化する効果が得られるので、人工皮革の風合いが向上し易い。
熱水溶解性樹脂としては、部分ケン化型PVA樹脂、完全ケン化型PVA樹脂等が挙げられる。完全ケン化型PVA樹脂は部分ケン化型PVA樹脂と比べて常温(20℃)の水に溶出し難い傾向があるため、熱水溶解性樹脂として完全ケン化型PVA樹脂を用いることが好ましい。常温(20℃)の水に溶出し難いという観点から、完全ケン化型PVA樹脂のケン化度は95モル%以上であることが好ましく、98モル%以上であることがより好ましい。また、含浸時の熱水溶解性樹脂水溶液の浸透性を高めるため、重合度は1000以下であることが好ましく、700以下であることがより好ましい。 [Hot water soluble resin]
When the fiber sheet is impregnated with an aqueous dispersion type PU resin dispersion containing hot water-soluble resin fine particles and then fixed by heating to obtain a sheet-like material filled with the PU resin, the fiber sheet is coated. Before impregnating the water-dispersible PU resin dispersion liquid containing the hot-water-soluble resin fine particles, a step of adhering the hot-water-soluble resin to the fiber sheet can be performed. As a method for adhering the hot water-soluble resin (for example, PVA resin), a hot water-soluble resin aqueous solution can be prepared, the aqueous solution can be impregnated into the fiber sheet, and then dried. In the post-step or dyeing step, the hot-water-soluble resin fine particles and the hot-water-soluble resin are removed from the obtained fiber sheet using hot water to prevent the adhesion between the fiber and the PU resin. Since a part of the continuous layer of the PU resin is divided and made porous to obtain the effect of making the adhered state of the PU resin finer, the texture of the artificial leather is likely to be improved.
Examples of the hot water-soluble resin include partially saponified PVA resin and fully saponified PVA resin. Since the fully saponified PVA resin tends to be less likely to be eluted in water at room temperature (20 ° C.) than the partially saponified PVA resin, it is preferable to use the fully saponified PVA resin as the hydrothermally soluble resin. From the viewpoint that it is difficult to elute in water at room temperature (20 ° C.), the saponification degree of the fully saponified PVA resin is preferably 95 mol% or more, more preferably 98 mol% or more. Further, in order to enhance the permeability of the hot water-soluble resin aqueous solution at the time of impregnation, the degree of polymerization is preferably 1000 or less, more preferably 700 or less.
図1に示すように、繊維シート1は、少なくとも繊維層(A)12を含み、スクリム11と繊維層(B)13は任意であり必須要素ではない。したがって、本実施形態の人工皮革は、繊維層(A)の単層の場合、繊維層(A)とスクリム又は繊維層(B)との2層の場合、繊維層(A)とスクリムと繊維層(B)の3層の場合がある。
スクリム11及び/又は繊維層(B)13を含まない場合、繊維層(A)は、後述するように、PU樹脂が充填された単層の繊維シートを半裁したものであってもよい。一態様では、繊維シートは、スクリムを含まない単層構造である。半裁することにより生産性が高まるからである。
他の態様においては、繊維シートは、3層構造であり、且つ、スクリムが中間層である。例えば、人工皮革の第1の外表面を構成する繊維層(A)12と、人工皮革の第2の外表面を構成する繊維層(B)13との間に、織編物であるスクリム11をサンドイッチ状に挟み込み、繊維をこれらの層間で交絡させてなる3層構造は、寸法安定性、引張強度、引裂強度等においては好ましいものとなる。また、繊維層(A)と、繊維層(B)と、これらに挟まれたスクリムとの3層構造によれば、繊維層(A)と繊維層(B)とをそれぞれ個別に設計できるので、これらの層を構成する繊維の直径、種類等を、人工皮革に要求される機能及び用途に合わせて自由にカスタマイズできる点では好ましい。例えば、繊維層(A)に極細繊維を、繊維層(B)に難燃繊維をそれぞれ使用すれば、優れた表面品位と高い難燃性とを両立できる。 [Fiber sheet]
As shown in FIG. 1, the
When the
In another aspect, the fiber sheet has a three-layer structure and the scrim is an intermediate layer. For example, a
織物を構成する糸条は、モノフィラメントでもマルチフィラメントでもよい。糸条の単繊維繊度は、柔軟な人工皮革が得られ易い点で5.5dtex以下が好ましい。織物を構成する糸条の形態としては、ポリエステル、ポリアミド等のマルチフィラメントの生糸、又は仮撚り加工を施した加工糸等に撚数0~3000T/mで撚りを施したものが好ましい。該マルチフィラメントは通常のものでよく、例えば、ポリエステル、ポリアミド等の33dtex/6f、55dtex/24f、83dtex/36f、83dtex/72f、110dtex/36f、110dtex/48f、167dtex/36f、166dtex/48f等が好ましく用いられる。織物を構成する糸条は、マルチフィラメントの長繊維であってよい。織物における糸条の織密度は、柔軟で且つ機械強度に優れる人工皮革を得る点で、30~150本/インチが好ましく、更に好ましくは40~100本/インチである。良好な機械強度と適度な風合いとを具備するためには、織物の目付は20~150g/m2が好ましい。尚、織物における仮撚り加工の有無、撚数、マルチフィラメントの単繊維繊度、織密度等は、繊維層(A)及び任意の層である繊維層(B)を構成する繊維との交絡性、人工皮革の柔軟性に加え、縫目強力、引裂強力、引張強伸度、伸縮性等の機械物性にも寄与するため、目標とする物性及び用途に応じて適宜選択すればよい。 When the fiber sheet contains a scrim, the scrim, which is a woven or knitted fabric, is preferably made of the same polymer system as the fibers constituting the fiber layer (A) from the viewpoint of the same color due to dyeing. For example, if the fibers constituting the fiber layer (A) are polyester-based, the fibers constituting the scrim are also preferably polyester-based, and if the fibers constituting the fiber layer (A) are polyamide-based, the scrim is used. The constituent fibers are also preferably polyamide-based. In the case of knitting, the scrim is preferably a single knit knitted at 22 gauge or more and 28 gauge or less. When the scrim is a woven fabric, higher dimensional stability and strength than knitted fabric can be achieved. The structure of the woven fabric may be plain weave, twill weave, satin weave or the like, but plain weave is preferable from the viewpoint of cost and process such as entanglement.
The threads constituting the woven fabric may be monofilaments or multifilaments. The single fiber fineness of the yarn is preferably 5.5 dtex or less in that a flexible artificial leather can be easily obtained. As the form of the yarn constituting the woven fabric, it is preferable that a raw silk of multifilament such as polyester or polyamide or a processed yarn subjected to false twisting is twisted at a twist number of 0 to 3000 T / m. The multifilament may be a normal one, for example, 33dtex / 6f, 55dtex / 24f, 83dtex / 36f, 83dtex / 72f, 110dtex / 36f, 110dtex / 48f, 167dtex / 36f, 166dtex / 48f and the like of polyester, polyamide and the like. It is preferably used. The threads constituting the woven fabric may be multifilament long fibers. The weaving density of the threads in the woven fabric is preferably 30 to 150 threads / inch, more preferably 40 to 100 threads / inch, in order to obtain an artificial leather that is flexible and has excellent mechanical strength. In order to have good mechanical strength and appropriate texture, the basis weight of the woven fabric is preferably 20 to 150 g / m 2. The presence or absence of false twisting in the woven fabric, the number of twists, the single fiber fineness of the multifilament, the weaving density, etc. are the interrelated characteristics of the fiber layer (A) and the fibers constituting the fiber layer (B) which is an arbitrary layer. In addition to the flexibility of artificial leather, it also contributes to mechanical properties such as seam strength, tear strength, tensile strength and elongation, and elasticity. Therefore, it may be appropriately selected according to the target physical properties and application.
人工皮革が繊維層(A)、スクリム、及び繊維層(B)3層構造で構成される場合、繊維層(A)を構成する繊維の目付は、耐摩耗性等の機械強度の観点から、好ましくは10g/m2以上200g/m2以下、より好ましくは30g/m2以上170g/m2以下、更に好ましくは60g/m2以上170g/m2以下である。また、繊維層(B)を構成する繊維の目付は、コスト及び製造のしやすさの観点から、好ましくは10g/m2以上200g/m2以下、より好ましくは20g/m2以上170g/m2以下とすることができる。スクリムの目付は、機械強度、及び繊維層とスクリムとの交絡性の観点から、好ましくは20g/m2以上150g/m2以下、より好ましくは20g/m2以上130g/m2以下、更に好ましくは30g/m2以上110g/m2以下である。
PU樹脂が充填された人工皮革の目付は、好ましくは50g/m2以上550g/m2以下、より好ましくは60g/m2以上400g/m2以下、更に好ましくは70g/m2以上350g/m2以下である。 If artificial leather is composed only of fibrous layers (A), basis weight of the fiber constituting the fiber layer (A), from the viewpoint of mechanical strength such as abrasion resistance, preferably 40 g / m 2 or more 500 g / m 2 Below, it is more preferably 50 g / m 2 or more and 370 g / m 2 or less, and further preferably 60 g / m 2 or more and 320 g / m 2 or less.
When the artificial leather is composed of a fiber layer (A), a scrim, and a fiber layer (B) three-layer structure, the texture of the fibers constituting the fiber layer (A) is determined from the viewpoint of mechanical strength such as abrasion resistance. It is preferably 10 g / m 2 or more and 200 g / m 2 or less, more preferably 30 g / m 2 or more and 170 g / m 2 or less, and further preferably 60 g / m 2 or more and 170 g / m 2 or less. The basis weight of the fibers constituting the fiber layer (B) is preferably 10 g / m 2 or more and 200 g / m 2 or less, more preferably 20 g / m 2 or more and 170 g / m from the viewpoint of cost and ease of manufacture. It can be 2 or less. The basis weight of the scrim is preferably 20 g / m 2 or more and 150 g / m 2 or less, more preferably 20 g / m 2 or more and 130 g / m 2 or less, still more preferably, from the viewpoint of mechanical strength and the entanglement between the fiber layer and the scrim. Is 30 g / m 2 or more and 110 g / m 2 or less.
The texture of the artificial leather filled with PU resin is preferably 50 g / m 2 or more and 550 g / m 2 or less, more preferably 60 g / m 2 or more and 400 g / m 2 or less, and further preferably 70 g / m 2 or more and 350 g / m. 2 or less.
以下、本実施形態の人工皮革の製造方法一例を説明する。
本実施形態の人工皮革の製造方法一例は、以下の工程:
海島短繊維で繊維ウェブを形成し、その後ニードルパンチ処理して得た繊維シートを脱海処理して、島成分の単繊維が露出した繊維シートを得る工程;及び
得られた繊維シートに水流分散処理を施し、単繊維が分散した繊維シートを得る工程;
を含むことができ、以下の工程:
前記単繊維が分散した繊維シートに、熱水溶解性樹脂微粒子を含む水分散型PU樹脂分散液を含浸させ、その後、該PU樹脂を加熱により固着させて、PU樹脂が充填されたシート状物を得る工程;及び
得られたシート状物から熱水を用いて該熱水溶解性樹脂微粒子を除去する工程;
をさらに含むことができる。
以下、順番に各工程を説明する。 <Manufacturing method of artificial leather>
Hereinafter, an example of a method for producing artificial leather according to the present embodiment will be described.
An example of the method for producing artificial leather of the present embodiment is as follows:
A step of forming a fiber web from Kaijima short fibers and then desealing the fiber sheet obtained by needle punching to obtain a fiber sheet in which the island component single fibers are exposed; and water flow dispersion on the obtained fiber sheet. The process of applying treatment to obtain a fiber sheet in which single fibers are dispersed;
Can include the following steps:
The fiber sheet in which the single fibers are dispersed is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to form a sheet filled with the PU resin. And a step of removing the hot water-soluble resin fine particles from the obtained sheet-like material using hot water;
Can be further included.
Hereinafter, each step will be described in order.
人工皮革の繊維シートを構成する各繊維層(繊維層(A)、任意の繊維層(B)等)の製造方法としては、紡糸直結型の方法(例えば、スパンボンド法及びメルトブローン法)、又は、短繊維を用いて繊維シートを形成する方法(例えば、カーディング法、エアレイド法等の乾式法、及び、抄造法等の湿式法)が挙げられ、いずれも好適に用いることができるが、本実施形態では、海島(SIF)短繊維を原料として使用する。短繊維を用いて製造される繊維シートは、目付斑が小さく均一性に優れ、且つ、均一な起毛が得られ易いため、人工皮革の表面品位を向上させる点で好適である。 [A process of forming a fiber web with short sea island fibers and then desealing the fiber sheet obtained by needle punching to obtain a fiber sheet in which the single fibers of the island component are exposed]
As a method for producing each fiber layer (fiber layer (A), arbitrary fiber layer (B), etc.) constituting the fiber sheet of artificial leather, a spinning direct connection method (for example, a spunbond method and a melt blown method) or a melt blown method or , A method of forming a fiber sheet using short fibers (for example, a dry method such as a carding method and an airlaid method, and a wet method such as a spinning method) can be preferably used. In embodiments, carding (SIF) short fibers are used as the raw material. A fiber sheet produced using short fibers is suitable in terms of improving the surface quality of artificial leather because it has small basis weight spots, is excellent in uniformity, and is easy to obtain uniform raising.
極細繊維発現型繊維としては、溶剤溶解性の異なる2成分の熱可塑性樹脂を海成分と島成分とし、海成分を、溶剤などを用いて溶解除去することによって島成分を極細繊維とする海島型繊維や、2成分の熱可塑性樹脂を繊維断面に放射状又は多層状に交互に配置し、各成分を剥離分割することによって極細繊維に割繊する剥離型複合繊維などを採用することができる。なかでも、海島型繊維は、海成分を除去することによって島成分間、すなわち極細繊維間に適度な空隙を付与することができるので、シート状物の柔軟性や風合いの観点からも好ましく用いられる。
海島型繊維には、海島型複合用口金を用い、海成分と島成分の2成分を相互配列して紡糸する海島型複合繊維や、海成分と島成分の2成分を混合して紡糸する海島型混合繊維などがある。均一な繊度の極細繊維が得られる点、また、充分な長さの極細繊維が得られシート状物の強度にも資する点からは、海島型複合繊維が好ましく用いられる。
海島型繊維の海成分としては、ポリエチレン、ポリプロピレン、ポリスチレン、ナトリウムスルホイソフタル酸やポリエチレングリコールなどを共重合した共重合ポリエステルおよびポリ乳酸などを用いることができる。なかでも、環境配慮の観点から、有機溶剤を使用せずに分解可能なアルカリ分解性のナトリウムスルホイソフタル酸やポリエチレングリコールなどを共重合した共重合ポリエステルやポリ乳酸が好ましい。
海島型繊維を用いた場合の脱海処理は、繊維シートへのPU樹脂の付与前が好ましい。PU樹脂付与前に脱海処理を行えば、極細繊維に直接PU樹脂が密着する構造となって極細繊維を強く把持できることから、シート状物の耐摩耗性が良好となる。 As a means for forming the ultrafine fibers of the fiber sheet, ultrafine fiber-expressing fibers can be used. By using the ultrafine fiber-expressing type fiber, a morphology in which the ultrafine fiber bundles are entangled can be stably obtained.
As the ultrafine fiber-expressing type fiber, a sea-island type in which two components of thermoplastic resins having different solvent solubility are used as a sea component and an island component, and the sea component is dissolved and removed using a solvent or the like to form an island component as an ultrafine fiber. It is possible to employ a peelable composite fiber in which fibers or two-component thermoplastic resins are alternately arranged radially or in a multilayer shape on a fiber cross section, and each component is separated and divided into ultrafine fibers. Among them, the sea-island type fiber is preferably used from the viewpoint of the flexibility and texture of the sheet-like material because it is possible to impart appropriate voids between the island components, that is, between the ultrafine fibers by removing the sea component. ..
For the sea island type fiber, a sea island type composite base is used, and the sea island type composite fiber is spun by mutually arranging the two components of the sea component and the island component, and the sea island is spun by mixing the two components of the sea component and the island component. There are mold mixed fibers and the like. The sea-island type composite fiber is preferably used from the viewpoint that ultrafine fibers having a uniform fineness can be obtained and that ultrafine fibers having a sufficient length can be obtained and contribute to the strength of the sheet-like material.
As the sea component of the sea-island type fiber, copolymerized polyester obtained by copolymerizing polyethylene, polypropylene, polystyrene, sodium sulfoisophthalic acid, polyethylene glycol, or the like, polylactic acid, or the like can be used. Among them, from the viewpoint of environmental consideration, copolymerized polyesters and polylactic acids obtained by copolymerizing alkali-degradable sodium sulfoisophthalic acid, polyethylene glycol, etc., which can be decomposed without using an organic solvent, are preferable.
When the sea-island type fiber is used, the desealing treatment is preferably performed before the PU resin is applied to the fiber sheet. If the desealing treatment is performed before the PU resin is applied, the PU resin is in direct contact with the ultrafine fibers and the ultrafine fibers can be strongly gripped, so that the abrasion resistance of the sheet-like material is improved.
ニードルパンチ法では、使用される針のバーブ本数は1~9本が好ましい。バーブの本数を1本以上とすることにより、交絡効果が得られ、且つ、繊維の損傷を抑えることができる。バーブ数を9本以下とすることにより、繊維の損傷を小さくすることができ、また、人工皮革に残る針跡を減らすことができるので、製品の外観を向上させることができる。
繊維の交絡性及び製品外観への影響を考慮すると、バーブのトータルデプス(バーブの先端部からバーブ底部までの長さ)は0.05mm以上0.10mm以下であることが好ましい。バーブのトータルデプスが0.05mm以上であることで、繊維への良好な引掛かりが得られるため効率的な繊維交絡が可能となる。また、バーブのトータルデプスが0.10mm以下であることで、人工皮革に残る針跡が低減され、品位が向上する。バーブ部の強度と繊維交絡とのバランスを考慮すると、バーブのトータルデプスは、0.06mm以上0.08mm以下であることがより好ましい。
ニードルパンチ法により繊維を絡合させる場合は、パンチ密度の範囲を300本/cm2以上6000本/cm2以下とすることが好ましく、1000本/cm2以上6000本/cm2以下とすることがより好ましい。
ニードルパンチ処理により得られた繊維シートは、例えば、98℃の温度の水中に2分間浸漬させて収縮させ、100℃の温度で5分間乾燥させて、脱海前の繊維シートとすることができる。
脱海処理は、溶剤中に海島型繊維を浸漬し、窄液することによって行うことができる。海成分を溶解する溶剤としては、海成分が共重合ポリエステルやポリ乳酸の場合には水酸化ナトリウムなどのアルカリ水溶液を用いることができる。工程の環境配慮の観点からは、水酸化ナトリウムなどのアルカリ水溶液での脱海処理が好ましい。 As a method of entwining fibers or fiber bundles of fiber webs, sea-island type fibers are cut to a predetermined fiber length to form staples, fiber webs are formed through curds and cross wrappers, and water flow entanglement treatment called needle punching or spunlacing method is performed. A method of entanglement can be adopted.
In the needle punching method, the number of barbs of the needles used is preferably 1 to 9. By setting the number of barbs to one or more, an entanglement effect can be obtained and damage to the fibers can be suppressed. By reducing the number of barbs to 9 or less, damage to the fibers can be reduced, and needle marks remaining on the artificial leather can be reduced, so that the appearance of the product can be improved.
Considering the entanglement of fibers and the influence on the appearance of the product, the total depth of the barb (the length from the tip of the barb to the bottom of the barb) is preferably 0.05 mm or more and 0.10 mm or less. When the total depth of the barb is 0.05 mm or more, good hooking on the fibers can be obtained, so that efficient fiber entanglement is possible. Further, when the total depth of the barb is 0.10 mm or less, the needle marks remaining on the artificial leather are reduced, and the quality is improved. Considering the balance between the strength of the barb portion and the fiber entanglement, the total depth of the barb is more preferably 0.06 mm or more and 0.08 mm or less.
When the fibers are entangled by the needle punch method, the punch density range is preferably 300 lines / cm 2 or more and 6000 lines / cm 2 or less, and 1000 lines / cm 2 or more and 6000 lines / cm 2 or less. Is more preferable.
The fiber sheet obtained by the needle punching treatment can be, for example, immersed in water at a temperature of 98 ° C. for 2 minutes to shrink, and dried at a temperature of 100 ° C. for 5 minutes to obtain a fiber sheet before desealing. ..
The desealing treatment can be performed by immersing the sea-island type fiber in a solvent and constricting the liquid. As the solvent for dissolving the sea component, an alkaline aqueous solution such as sodium hydroxide can be used when the sea component is a copolymerized polyester or polylactic acid. From the viewpoint of environmental consideration of the process, desea treatment with an alkaline aqueous solution such as sodium hydroxide is preferable.
得られた繊維シートに、前述の水流分散処理を施すことによって、単繊維が分散した繊維シートを得ることができる。前述の水流分散処理を、脱海工程の後に実施することにより、人工皮革の厚み方向断面における該繊維層(A)を構成する単繊維断面の間のk近傍距離割合値(k=9、半径r=20μm)を80%以下にコントロールすることが可能となる。 [Step of subjecting the obtained fiber sheet to water flow dispersion treatment to obtain a fiber sheet in which single fibers are dispersed]
By subjecting the obtained fiber sheet to the above-mentioned water flow dispersion treatment, a fiber sheet in which single fibers are dispersed can be obtained. By carrying out the above-mentioned water flow dispersion treatment after the sea removal step, the k proximity distance ratio value (k = 9, radius) between the single fiber cross sections constituting the fiber layer (A) in the thickness direction cross section of the artificial leather r = 20 μm) can be controlled to 80% or less.
この工程では、繊維シートに、熱水溶解性樹脂微粒子を含む水分散型PU樹脂分散液を含浸させ、その後PU樹脂を加熱により固着させて、PU樹脂を充填する。典型的な態様において、PU樹脂は、分散液(例えば、水分散型の場合)等の含浸液の形態で含浸される。含浸液中のPU樹脂の濃度は、例えば、10~35質量%であることができる。一態様において、繊維シート100質量%に対するPU樹脂の比率が15~50質量%となるように含浸液の調製及び繊維シートへの含浸を行う。 [The fiber sheet in which the single fibers are dispersed is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to form a sheet filled with the PU resin. Process of obtaining things]
In this step, the fiber sheet is impregnated with an aqueous dispersion type PU resin dispersion liquid containing hot water-soluble resin fine particles, and then the PU resin is fixed by heating to fill the PU resin. In a typical embodiment, the PU resin is impregnated in the form of an impregnating solution such as a dispersion (for example, in the case of an aqueous dispersion). The concentration of the PU resin in the impregnating liquid can be, for example, 10 to 35% by mass. In one embodiment, the impregnating liquid is prepared and the fiber sheet is impregnated so that the ratio of the PU resin to 100% by mass of the fiber sheet is 15 to 50% by mass.
本実施形態では、繊維シートに熱水溶解性樹脂微粒子を含む水分散型PU樹脂分散液を含浸するが、水分散型PU樹脂分散液に熱水溶解性樹脂微粒子が溶解することは好ましくない。他方、熱水溶解性樹脂微粒子は、水よりも界面活性剤が溶解している水溶液の方が溶解しにくい性質を示すことから、界面活性剤を含む強制乳化型PU樹脂分散液の方が界面活性剤を含まない自己乳化型PU樹脂分散液より好ましい態様である。水分散型PU樹脂の濃度(水分散型PU樹脂分散液に対するPU樹脂の含有量)は、水分散型PU樹脂の付着量を制御する点、そして、高濃度であるとPU樹脂の凝集が促進され、前記含浸液の安定性が低下する点から、10~35質量%が好ましく、より好ましくは15~30質量%、さらに好ましくは15~25質量%である。
また、水分散型PU樹脂分散液としては、感熱凝固性を有するものが好ましい。感熱凝固性を有する水分散型PU樹脂分散液を用いることにより、繊維シートの厚み方向に均一にPU樹脂を付与することができる。感熱凝固性とは、PU樹脂分散液を加熱した際に、ある温度(感熱凝固温度)に達するとPU樹脂分散液の流動性が減少し、凝固する性質のことを言う。PU樹脂が充填されたシート状物の製造においてはPU樹脂分散液を繊維シートに含浸後、それを乾熱凝固、湿熱凝固、熱水凝固、あるいはこれらの組み合わせにより凝固させ、乾燥することにより繊維シートにPU樹脂を付与する。感熱凝固性を示さない水分散型PU樹脂分散液を凝固させる方法としては乾式凝固が工業的な生産において現実的であるが、その場合、シート状物の表層にPU樹脂が集中するマイグレーション現象が発生し、PU樹脂が充填されたシート状物の風合いは硬化する傾向にある。
水分散型PU樹脂分散液の感熱凝固温度は、40~90℃であることが好ましい。感熱凝固温度を40℃以上とすることにより、PU樹脂分散液の貯蔵時の安定性が良好となり、操業時のマシンへのPU樹脂の付着等を抑制することができる。また、感熱凝固温度を90℃以下とすることにより、繊維シート中でのPU樹脂のマイグレーション現象を抑制することができる。
感熱凝固温度を前記のとおりとするために、適宜、感熱凝固剤を添加してもよい。感熱凝固剤としては、例えば、硫酸ナトリウム、硫酸マグネシウム、硫酸カルシウム、塩化カルシウム等の無機塩や過硫酸ナトリウム、過硫酸カリウム、過硫酸アンモニウム、アゾビスイソブチロニトリル、過酸化ベンゾイル等のラジカル反応開始剤が挙げられる。 The water-dispersed PU resin is a forced emulsified PU resin that is forcibly dispersed and stabilized by using a surfactant, and has a hydrophilic structure in the PU molecular structure, and is in water even in the absence of the surfactant. It is classified as a self-emulsifying PU resin that disperses and stabilizes. Any of these may be used in this embodiment, but it is preferable to use a forced emulsified PU resin from the viewpoint of imparting heat-sensitive coagulation properties, which will be described later.
In the present embodiment, the fiber sheet is impregnated with the water-dispersed PU resin dispersion liquid containing the hot water-soluble resin fine particles, but it is not preferable that the hot water-soluble resin fine particles are dissolved in the water-dispersed PU resin dispersion liquid. On the other hand, since the hot water-soluble resin fine particles show a property that the aqueous solution in which the surfactant is dissolved is more difficult to dissolve than water, the forced emulsified PU resin dispersion liquid containing the surfactant is the interface. This is a preferred embodiment over the self-emulsifying PU resin dispersion liquid that does not contain an activator. The concentration of the water-dispersed PU resin (the content of the PU resin in the water-dispersed PU resin dispersion liquid) controls the amount of adhesion of the water-dispersed PU resin, and the high concentration promotes the aggregation of the PU resin. From the viewpoint that the stability of the impregnating liquid is lowered, it is preferably 10 to 35% by mass, more preferably 15 to 30% by mass, and further preferably 15 to 25% by mass.
Further, as the water-dispersed PU resin dispersion liquid, one having heat-sensitive coagulation property is preferable. By using a water-dispersed PU resin dispersion having heat-sensitive coagulation properties, the PU resin can be uniformly applied in the thickness direction of the fiber sheet. The heat-sensitive coagulation property refers to a property in which the fluidity of the PU resin dispersion liquid decreases and solidifies when a certain temperature (heat-sensitive coagulation temperature) is reached when the PU resin dispersion liquid is heated. In the production of a sheet-like material filled with PU resin, a fiber sheet is impregnated with a PU resin dispersion liquid, and then the fiber is coagulated by dry heat coagulation, moist heat coagulation, hot water coagulation, or a combination thereof and dried. Apply PU resin to the sheet. Dry coagulation is a realistic method for coagulating an aqueous dispersion type PU resin dispersion that does not exhibit heat-sensitive coagulation in industrial production, but in that case, a migration phenomenon in which the PU resin is concentrated on the surface layer of a sheet-like material occurs. The texture of the sheet-like material that is generated and filled with PU resin tends to be cured.
The heat-sensitive solidification temperature of the water-dispersed PU resin dispersion is preferably 40 to 90 ° C. By setting the heat-sensitive solidification temperature to 40 ° C. or higher, the stability of the PU resin dispersion liquid during storage becomes good, and the adhesion of PU resin to the machine during operation can be suppressed. Further, by setting the heat-sensitive solidification temperature to 90 ° C. or lower, the migration phenomenon of the PU resin in the fiber sheet can be suppressed.
In order to keep the heat-sensitive coagulation temperature as described above, a heat-sensitive coagulant may be added as appropriate. Examples of the heat-sensitive coagulant include inorganic salts such as sodium sulfate, magnesium sulfate, calcium sulfate and calcium chloride, and radical reaction initiation of sodium persulfate, potassium persulfate, ammonium persulfate, azobisisobutyronitrile, benzoyl peroxide and the like. Agents can be mentioned.
前記したように、該単繊維が分散した繊維シートに、熱水溶解性樹脂微粒子を含む水分散型PU樹脂分散液を含浸させる場合には、前記水分散型PU樹脂分散液中の熱水溶解性樹脂微粒子の含有量は、1重量%以上20重量%以下であることが好ましく、より好ましくは2重量%以上15重量%以下、さらに好ましくは3重量%以上10重量%以下である。水分散型PU樹脂分散液中に熱水溶解性樹脂微粒子が含まれることにより、PU樹脂塊のさらなる分散化が促進される。 A water-dispersed PU resin dispersion can be impregnated and applied to a fiber sheet to coagulate the PU resin by dry heat coagulation, moist heat coagulation, hot water coagulation, or a combination thereof. The temperature of the moist heat coagulation is preferably 40 to 200 ° C., which is equal to or higher than the heat-sensitive coagulation temperature of the PU resin. By setting the temperature of moist heat coagulation to 40 ° C. or higher, more preferably 80 ° C. or higher, the time until solidification of the PU resin can be shortened and the migration phenomenon can be further suppressed. On the other hand, by setting the temperature of moist heat coagulation to 200 ° C. or lower, more preferably 160 ° C. or lower, thermal deterioration of the PU resin or PVA resin can be prevented. The temperature of hot water coagulation is preferably 40 to 100 ° C., which is equal to or higher than the heat-sensitive coagulation temperature of the PU resin. By setting the temperature of hot water solidification in hot water to 40 ° C. or higher, more preferably 80 ° C. or higher, the time until solidification of the PU resin can be shortened and the migration phenomenon can be further suppressed. The dry solidification temperature and the drying temperature are preferably 80 to 180 ° C. Productivity is excellent by setting the dry solidification temperature and the drying temperature to 80 ° C. or higher, more preferably 90 ° C. or higher. On the other hand, by setting the dry solidification temperature and the drying temperature to 180 ° C. or lower, more preferably 160 ° C. or lower, thermal deterioration of the PU resin or PVA resin can be prevented.
As described above, when the fiber sheet in which the single fibers are dispersed is impregnated with the water-dispersed PU resin dispersion liquid containing the hot water-soluble resin fine particles, the hot water dissolution in the water-dispersed PU resin dispersion liquid is performed. The content of the sex resin fine particles is preferably 1% by weight or more and 20% by weight or less, more preferably 2% by weight or more and 15% by weight or less, and further preferably 3% by weight or more and 10% by weight or less. The inclusion of the hot water-soluble resin fine particles in the water-dispersible PU resin dispersion promotes further dispersion of the PU resin mass.
熱水溶解性樹脂をシート状物から除去する手段としては、例えば、60℃以上、好ましくは80℃以上の熱水に浸漬させる方法、液流染色機内で染色加工を行う前に80℃以上の熱水を循環させながら熱水溶解性樹脂微粒子を除去する方法等が挙げられる。特に、液流染色機内で熱水溶解性樹脂微粒子を除去する方法が、熱水溶解性樹脂微粒子を除去した後のシート状物の乾燥及び巻き取りという工程を省略でき、生産効率を高くできる点で好ましい。本実施形態では、PU樹脂付与後のシート状物から、熱水溶解性樹脂微粒子を除去することにより、柔軟なシート状物を得る。熱水溶解性樹脂微粒子を除去する方法は特に限定しないが、例えば、60~100℃の熱水にシートを浸漬し、必要に応じてマングル等で搾液することにより、溶解除去することが好ましい態様である。 [Step of removing the hot water-soluble resin fine particles from the obtained sheet-like material using hot water]
As a means for removing the hot water-soluble resin from the sheet, for example, a method of immersing in hot water at 60 ° C. or higher, preferably 80 ° C. or higher, or 80 ° C. or higher before performing the dyeing process in the liquid flow dyeing machine. Examples thereof include a method of removing hot water-soluble resin fine particles while circulating hot water. In particular, the method of removing the hot water-soluble resin fine particles in the liquid flow dyeing machine can omit the steps of drying and winding the sheet-like material after removing the hot water-soluble resin fine particles, and can improve the production efficiency. Is preferable. In the present embodiment, a flexible sheet-like material is obtained by removing the hot water-soluble resin fine particles from the sheet-like material after applying the PU resin. The method for removing the hot water-soluble resin fine particles is not particularly limited, but it is preferable to dissolve and remove the sheet by, for example, immersing the sheet in hot water at 60 to 100 ° C. and squeezing it with a mangle or the like as necessary. It is an aspect.
繊維シートにPU樹脂を充填し、熱水溶解性樹脂微粒子を除去した後、スクリムを含まない場合には、PU樹脂が充填されたシート状物をシート厚み方向に半裁することができる。これにより、生産効率を向上することができる。
また、後述する起毛処理の前に、PU樹脂が充填されたシート状物にシリコーン分散液などの滑剤を付与してもよい。また、起毛処理の前に帯電防止剤を付与することは、研削によってシート状物から発生した研削粉がサンドペーパー上に堆積しにくくする上で好ましい態様である。
シート状物の表面に立毛を形成するために、起毛処理を行うことができる。起毛処理は、サンドペーパーやロールサンダーなどを用いて、研削する方法などにより施すことができる。また、起毛処理の前に滑剤としてシリコーン等を付与することは、表面研削による起毛が容易に可能となり、表面品位が非常に良好となる。
人工皮革は、感性面の価値(すなわち、視覚効果)を高める目的で、染色処理されていることが好ましい。染料は、繊維シートを構成する繊維の種類にあわせて選択すればよく、例えば、ポリエステル系繊維であれば分散染料を用いることができ、ポリアミド系繊維であれば酸性染料や含金染料を用いることができ、更にそれらの組み合わせを用いることができる。分散染料で染色した場合は、染色後に還元洗浄を行ってもよい。染色方法としては、染色加工業者に良く知られた通常の方法を用いることができる。染色方法としては、シート状物を染色すると同時に揉み効果を与えてシート状物を柔軟化することができることから、液流染色機を用いることが好ましい。染色温度は、繊維の種類にもよるが、80~150℃であることが好ましい。染色温度を80℃以上、より好ましくは110℃以上とすることにより、繊維への染着を効率良く行わせることができる。他方、染色温度を150℃以下、より好ましくは130℃以下とすることにより、PU樹脂の劣化を防ぐことができる。
このようにして染色された人工皮革には、ソーピング、及び必要に応じて還元洗浄(すなわち、化学的還元剤の存在下での洗浄)を実施し、余剰染料を除去することが好ましい。また、染色時に染色助剤を使用することも好ましい態様である。染色助剤を用いることにより、染色の均一性や再現性を向上させることができる。また、染色と同浴又は染色後に、シリコーン等の柔軟剤、帯電防止剤、撥水剤、難燃剤、耐光剤、抗菌剤等を用いた仕上げ剤処理を施すことができる。 [Post-process]
After filling the fiber sheet with PU resin and removing the hot water-soluble resin fine particles, if the scrim is not contained, the sheet-like material filled with PU resin can be cut in half in the sheet thickness direction. Thereby, the production efficiency can be improved.
Further, a lubricant such as a silicone dispersion may be applied to the sheet-like material filled with the PU resin before the raising treatment described later. Further, it is a preferable embodiment to apply an antistatic agent before the raising treatment in order to prevent the grinding powder generated from the sheet-like material by grinding from being deposited on the sandpaper.
Raising treatment can be performed to form fluff on the surface of the sheet-like material. The raising treatment can be performed by a method of grinding using sandpaper, a roll sander, or the like. Further, by applying silicone or the like as a lubricant before the raising treatment, raising by surface grinding becomes possible easily, and the surface quality becomes very good.
The artificial leather is preferably dyed for the purpose of enhancing the value of the sensory surface (that is, the visual effect). The dye may be selected according to the type of fiber constituting the fiber sheet. For example, a disperse dye can be used for polyester fibers, and an acid dye or gold-containing dye can be used for polyamide fibers. And further combinations thereof can be used. When dyed with a disperse dye, reduction cleaning may be performed after dyeing. As the dyeing method, a usual method well known to dyeing processors can be used. As a dyeing method, it is preferable to use a liquid flow dyeing machine because the sheet-like material can be dyed and at the same time a kneading effect can be given to soften the sheet-like material. The dyeing temperature is preferably 80 to 150 ° C., although it depends on the type of fiber. By setting the dyeing temperature to 80 ° C. or higher, more preferably 110 ° C. or higher, dyeing to the fibers can be efficiently performed. On the other hand, by setting the dyeing temperature to 150 ° C. or lower, more preferably 130 ° C. or lower, deterioration of the PU resin can be prevented.
It is preferable that the artificial leather dyed in this manner is subjected to soaping and, if necessary, reduction cleaning (that is, cleaning in the presence of a chemical reducing agent) to remove excess dye. It is also a preferred embodiment to use a dyeing aid at the time of dyeing. By using a dyeing aid, the uniformity and reproducibility of dyeing can be improved. In addition, a finishing agent treatment using a softener such as silicone, an antistatic agent, a water repellent agent, a flame retardant, a light resistant agent, an antibacterial agent, etc. can be applied in the same bath as the dyeing or after the dyeing.
図3にサンプルの採取箇所を示す。
まず、繊維層(A)又は該繊維層(A)を含む人工皮革の機械方向(MD)における略均等に10箇所(サンプリング領域1、2、…)を帯状(点線で示す)に切り出す。各サンプリング領域において、厚み(t)方向断面を作製する。作製した厚み(t)方向断面に、オスミウム原子を1nmコーティング加工することで導電処理する。この断面において、単繊維断面k近傍距離割合値(%)、断面PU樹脂面積率(%)を求めるために、MD方向に直交するCD方向において略均等に10箇所のSEM画像を撮影する。また、各サンプリング領域において、表面PU樹脂面積率(%)を求めるために、CD方向において略均等に10箇所の繊維層(A)の第1の外表面に、オスミウム原子を1nmコーティング加工することで導電処理し、その第1の外表面のSEM画像を撮影する。また、各サンプリング領域において、空間サイズを求めるために、CD方向において略均等に10箇所のX線CTによる3次元画像を撮影する。すなわち、単繊維断面k近傍距離割合値(%)、断面PU樹脂面積率(%)、及び空間サイズを求めるために用いる各画像は、それぞれ、100枚用意する。この場合、各値の平均値、及び標準偏差は、画像100枚分のものとする。
尚、人工皮革が起毛している場合、起毛方向がMD方向であると判断できる。人工皮革が起毛しておらずMD方向が不明な場合には、任意の一方向とそれに直交する方向においてサンプルを切り出せばよい。 (1) Sample collection location Fig. 3 shows the sample collection location.
First, 10 points (
When the artificial leather is raised, it can be determined that the raising direction is the MD direction. When the artificial leather is not brushed and the MD direction is unknown, the sample may be cut out in any one direction and in the direction orthogonal to the direction.
図5に示すように、k近傍法とは、任意の1つの単繊維断面に近いk個の単繊維断面を取り上げ、ユークリッド距離においてk番目に近い半径を決定境界とする手法である。
本実施形態においては、1つのSEM画像において、画像下の帯込みで640×480pixelで約250μm×約186μm範囲を撮影し(この場合、1pixelは約0.40μm×約0.40μmに相当する)、任意の1つの単繊維断面の略中心から半径20μmの距離内にk=9番目に近い単繊維断面が存在しているか否かを求める。1つのSEM画像内の全ての単繊維断面について、存在の有無を求め、単繊維断面k=9近傍距離割合値(%)を以下の式で求める:
単繊維断面(k=9)近傍距離割合値(%)={(単繊維断面の略中心から半径20μmの距離内にk=9番目に近い単繊維断面が存在している単繊維断面の個数)/(1つのSEM画像内の単繊維断面の全数)}×100。
尚、単繊維断面k=9近傍距離割合値(%)は、100枚のSEM画像から算出した各値の平均値である。また、サンプルがスクリムを有する場合、導電処理済みのサンプルの上記切断面における繊維層(A)の最深部(すなわち、最もスクリム側の部分)を観察領域とし、且つ、スクリムを構成する繊維を観察対象外として、走査型電子顕微鏡(SEM、日本電子株式会社製「JSM-5610」)で観察する。サンプルがスクリムを有しない場合には、導電処理済みのサンプルの上記切断面における人工皮革厚み方向の中央部を観察領域の中心点とし、前記SEMで観察する。
SEM画像内の単繊維断面は、図4に示すように、人によりマーキングを行うことで、その存在を同定することができる。具体的な手順は以下のとおりである:
[手順1]
SEM画像(グレー)において、繊維断面に赤色(R)の丸点を付けた後、繊維の断面の座標を算出する。
<詳細な方法>
(i)OpenCV(Python用のcv2モジュール)を用いて画像を読み込む。
(ii)RGBのRが220以上、かつ、G、Bが100以下のピクセルを抽出する。
(iii)ノイズ処理のため、検出された丸点の膨張処理(cv2.dilateをiteration=2で)と収縮処理(cv2.erodeをiteration=2で)を行う。
(iv)ノイズ処理された画像をcv2.connected Component With Statsで処理し、得られる4つの結果のうち3番目の結果である検出された丸点の重心座標を得る。
(v)上記の重心座標を繊維断面位置とする。
(vi)更に、座標上の特定位置間距離を算出する。繊維断面Aと繊維断面Bの座標を(Ax、Ay)、(Bx,By)としたとき、2つのユークリッド距離Rは、R=√((Ax-Bx)2+(Ay-By)2)で計算される。
[手順2]
全ての繊維断面について、k番目に近い繊維断面までのユークリッド距離(k近傍距離:行列距離)を算出する。
<詳細な方法>
(i)繊維断面Aと他の断面の座標の距離を計算する。
(ii)計算した距離を昇順に並べる。
(iii)並べた距離k番目をk近傍距離とする。
[手順3]
k近傍距離がR以下の断面の数を全繊維断面数で割り、そのSEM画像におけるk近傍距離割合値とする。
尚、SEM画像数が多数になる場合には、繊維断面に赤色(R)の丸点を付けた教師データ(正解ラベル)を含む画像を学習データとして用いて、すべてが畳み込み層から構成されるネットワークFCN(Fully Convolutional Networks)手法(Jonathan Long, Evan Shelhamer, and Trevor Darrel (2015): Fully Convolutional Networks for Semantic Segmentation. In The IEEE Conference on Computer Vision and Pattern Recognition (CVPR)を用いたセマンティック・セグメンテーションによりピクセルレベルでクラス分類を行う機械学習(深層学習)により、人によるマーキングを代替して、繊維断面の位置を特定してもよい。 (2) Single fiber cross section k-nearest neighbor distance ratio value (%)
As shown in FIG. 5, the k-nearest neighbor method is a method in which k single fiber cross sections close to any one single fiber cross section are taken up and the radius closest to the kth in the Euclidean distance is set as the determination boundary.
In the present embodiment, in one SEM image, a range of about 250 μm × about 186 μm is photographed with 640 × 480 pixels with wrapping under the image (in this case, 1 pixel corresponds to about 0.40 μm × about 0.40 μm). , It is determined whether or not a single fiber cross section close to k = 9 exists within a distance of a radius of 20 μm from the substantially center of any one single fiber cross section. For all the single fiber cross sections in one SEM image, the presence or absence is determined, and the single fiber cross section k = 9 neighborhood distance ratio value (%) is calculated by the following formula:
Single fiber cross section (k = 9) Near distance ratio value (%) = {(Number of single fiber cross sections in which k = 9th closest single fiber cross section exists within a radius of 20 μm from the approximate center of the single fiber cross section. ) / (Total number of single fiber cross sections in one SEM image)} x 100.
The single fiber cross section k = 9 neighborhood distance ratio value (%) is an average value of each value calculated from 100 SEM images. When the sample has a scrim, the deepest portion (that is, the portion on the scrim side) of the fiber layer (A) on the cut surface of the conductively treated sample is set as an observation region, and the fibers constituting the scrim are observed. Observe with a scanning electron microscope (SEM, "JSM-5610" manufactured by JEOL Ltd.) as a non-target object. When the sample does not have a scrim, the central portion in the thickness direction of the artificial leather on the cut surface of the conductively treated sample is set as the center point of the observation region, and the sample is observed by the SEM.
As shown in FIG. 4, the single fiber cross section in the SEM image can be identified by human marking. The specific procedure is as follows:
[Procedure 1]
In the SEM image (gray), after adding a red (R) circle to the fiber cross section, the coordinates of the fiber cross section are calculated.
<Detailed method>
(I) Read an image using OpenCV (cv2 module for Python).
(Ii) Pixels having RGB R of 220 or more and G and B of 100 or less are extracted.
(Iii) For noise processing, expansion processing (cv2.dilate with iteration = 2) and contraction processing (cv2.erode with iteration = 2) of the detected round points are performed.
(Iv) The noise-processed image is cv2. It is processed by component With Stats, and the coordinates of the center of gravity of the detected round point, which is the third result among the four results obtained, are obtained.
(V) Let the coordinates of the center of gravity be the fiber cross-sectional position.
(Vi) Further, the distance between specific positions on the coordinates is calculated. When the coordinates of the fiber cross section A and the fiber cross section B are (Ax, Ay) and (Bx, By), the two Euclidean distances R are R = √ ((Ax-Bx) 2 + (Ay-By) 2 ). It is calculated by.
[Procedure 2]
For all fiber cross sections, the Euclidean distance (k-nearest neighbor distance: matrix distance) to the k-th closest fiber cross section is calculated.
<Detailed method>
(I) Calculate the distance between the fiber cross section A and the coordinates of the other cross sections.
(Ii) Arrange the calculated distances in ascending order.
(Iii) Let the k-th arranged distance be the k-nearest neighbor distance.
[Procedure 3]
The number of cross sections whose k-nearest neighbor distance is R or less is divided by the total number of fiber cross sections to obtain the k-nearest neighbor distance ratio value in the SEM image.
When the number of SEM images is large, an image including teacher data (correct label) with red (R) circles on the fiber cross section is used as training data, and all are composed of convolutional layers. Network FCN (Fully Convolutional Networks) method (Jonathan Long, Evan Shelhamer, and Trevor Darrel (2015): Fully Convolutional Networks for Semantic Segmentation. In The IEEE Conference on Computer Vision and Pattern Recognition (CVPR) by semantic segmentation using pixels By machine learning (deep learning) that classifies by level, the position of the fiber cross section may be specified instead of human marking.
・前処理
厚み方向断面におけるサンプルを1cm×0.5cm(ヨコ(x)×タテ(y))にカットした後、該サンプルの内部空間をエポキシ系樹脂(主剤:日新EM株式会社製「Quetol812」、硬化剤:日新EM株式会社製「MNA」、加速剤:日新EM株式会社製「DMP-30」)で包埋した。得られた樹脂包埋サンプルをミクロトームで厚み方向と平行に切断し、平滑な切断面を得る。次いで、四酸化ルテニウムの飽和蒸気中に4時間静置し、サンプルに付着しているPU樹脂をルテニウムで電子染色する。次いで、オスミウム原子を1nmコーティング加工することで導電処理する。
・観察
サンプルがスクリムを有する場合、導電処理済みのサンプルの上記切断面における繊維層(A)の最深部(すなわち、最もスクリム側の部分)を観察領域とし、且つ、スクリムを構成する繊維を観察対象外として、走査型電子顕微鏡(SEM、株式会社日立ハイテクノロジーズ製「SU8220」)で観察する。尚、サンプルがスクリムを有しない場合、導電処理済みのサンプルの上記切断面における人工皮革厚み方向の中央部を観察領域の中心点とし、前記SEMで観察する。観察条件は以下の通りである。
加速電圧:10kV
検出器 :YAG-BSE(円環状シンチレータ型反射電子)
撮像倍率:500倍
観察視野:約230μm×約173μm
・画像解析
得られたSEM反射電子像について、画像解析ソフト「ImageJ(バージョン:1.51j8)アメリカ国立衛生研究所)を用いて、以下の方法で画像を二値化し、PU樹脂の平均サイズを求める。
(i)SEM画像をフィルター処理する。処理条件は以下の通りである:
ハンドパスフィルター処理 Filter large structures down to 40 pixels、Filter small structures up to 3 pixels、Suppress stipes None、Tolerance of direction 5%、Autoscale after filtering あり、Saturate image when autoscaling あり、加えてメディアンフィルター処理として、radius:4、1回のフィルター処理。
(ii)MaxEntropy法で二値化を実施し、二値化後のSEM画像内の黒色部分をPU樹脂とする。
(iii)得られた二値化像から、各区画に対するPU樹脂の面積割合を求める。
図6に示すように、得られた二値化像(1280×960pixel、画像下の帯を除くと1280×896pixel)を32×32pixelに区画分割し(この場合、1120分割)、ImageJのAnalyze Particle機能(条件:Size=0-infinity、Circularity=0.00-1.00)を用い、各区画内に分布するそれぞれのPU樹脂の面積の合計を、各区画の面積で除した値を、各区画の断面PU樹脂面積率(%)とする。対象画像のx、y軸のピクセル数を読み取り、区画サイズをピクセルサイズで指定し、x、y軸の分割数を求め、各分割領域内のPU樹脂面積%を計算する。
1枚のSEM画像から算出されるPU樹脂の面積割合は、1枚のSEM画像の全区画についてのPU樹脂の面積割合を平均したものであり、その標準偏差は、図6に示す式により計算される。
尚、断面PU樹脂面積率(%)及び標準偏差は、1枚のSEM画像から算出したPU樹脂の面積割合および標準偏差の、100枚についての平均値である。すなわち、図6に示すとおり、まずは1つのSEM画像について区画分割した全区画を対象として標準偏差を算出し、100枚のSEM画像それぞれから算出される標準偏差の平均を標準偏差とする。 (3) Cross-section PU resin area ratio (%) and standard deviation / pretreatment After cutting the sample in the thickness direction cross-section into 1 cm x 0.5 cm (horizontal (x) x vertical (y)), the internal space of the sample. Was embedded in an epoxy resin (main agent: "Quetol 812" manufactured by Nissin EM Co., Ltd., curing agent: "MNA" manufactured by Nissin EM Co., Ltd., accelerator: "DMP-30" manufactured by Nissin EM Co., Ltd.). The obtained resin-embedded sample is cut in parallel with the thickness direction with a microtome to obtain a smooth cut surface. Then, it is allowed to stand in the saturated vapor of ruthenium tetroxide for 4 hours, and the PU resin adhering to the sample is electron-stained with ruthenium. Next, the osmium atom is coated with 1 nm to conduct a conductive treatment.
-When the observation sample has a scrim, the deepest part (that is, the part on the scrim side) of the fiber layer (A) on the cut surface of the conductively treated sample is set as the observation region, and the fibers constituting the scrim are observed. Observe with a scanning electron microscope (SEM, "SU8220" manufactured by Hitachi High-Technologies Corporation) as a non-target. When the sample does not have a scrim, the central portion in the thickness direction of the artificial leather on the cut surface of the conductively treated sample is set as the center point of the observation region, and the sample is observed by the SEM. The observation conditions are as follows.
Acceleration voltage: 10kV
Detector: YAG-BSE (annular scintillator type reflected electron)
Imaging magnification: 500 times Observation field of view: Approximately 230 μm x Approximately 173 μm
-Image analysis For the obtained SEM reflected electron image, use the image analysis software "ImageJ (version: 1.51j8) National Institutes of Health) to binarize the image by the following method, and determine the average size of the PU resin. Ask.
(I) Filter the SEM image. The processing conditions are as follows:
Hand path filtering Filter large structures down to 40 pixels, Filter small structures up to 3 pixels, Suppress stipes None, Tolerance of
(Ii) Binarization is performed by the Max Entry method, and the black portion in the binarized SEM image is used as PU resin.
(Iii) From the obtained binarized image, the area ratio of the PU resin to each section is obtained.
As shown in FIG. 6, the obtained binarized image (1280 × 960pixel, 1280 × 896pixel excluding the band under the image) is divided into 32 × 32pixels (in this case, 1120 divisions), and ImageJ's Analyze Plastic Using the function (condition: Size = 0-infinity, Circularity = 0.00-1.00), the value obtained by dividing the total area of each PU resin distributed in each section by the area of each section is used. The cross-sectional PU resin area ratio (%) of the section is used. The number of pixels on the x and y axes of the target image is read, the partition size is specified by the pixel size, the number of divisions on the x and y axes is obtained, and the PU resin area% in each division area is calculated.
The area ratio of PU resin calculated from one SEM image is the average of the area ratio of PU resin for all sections of one SEM image, and the standard deviation is calculated by the formula shown in FIG. Will be done.
The cross-sectional PU resin area ratio (%) and standard deviation are average values of the PU resin area ratio and standard deviation calculated from one SEM image for 100 sheets. That is, as shown in FIG. 6, first, the standard deviation is calculated for all the sections divided into sections for one SEM image, and the average of the standard deviations calculated from each of the 100 SEM images is used as the standard deviation.
繊維層(A)を構成する繊維の平均直径は、人工皮革を構成する繊維層(A)の厚み方向断面を、走査型電子顕微鏡(SEM、日本電子株式会社製「JSM-5610」)を用いて倍率1500倍でSEM画像を10枚撮影し、人工皮革の第1の外表面をなす繊維をランダムに100本選び、単繊維の断面の直径を測定して、100本の測定値の算術平均値として求める。
単繊維の断面の観察形状が円形ではない場合は、単繊維断面の最長径の中点に直交する直線上の外周間距離を繊維径とする。
図2は、繊維直径の求め方を説明する概念図である。例えば、図2のように繊維の断面Aが楕円形である場合、観察像における断面Aの最長径aの中点pに直交する直線b上の外周間距離cを繊維直径とする。 (4) Average diameter (μm) of the single fibers constituting the fiber layer (A)
For the average diameter of the fibers constituting the fiber layer (A), a scanning electron microscope (SEM, "JSM-5610" manufactured by JEOL Ltd.) was used for the cross section of the fiber layer (A) constituting the artificial leather in the thickness direction. 10 SEM images were taken at a magnification of 1500, 100 fibers forming the first outer surface of the artificial leather were randomly selected, the diameter of the cross section of the single fiber was measured, and the arithmetic mean of the 100 measured values was measured. Obtain as a value.
When the observed shape of the cross section of the single fiber is not circular, the distance between the outer circumferences on a straight line orthogonal to the midpoint of the longest diameter of the single fiber cross section is defined as the fiber diameter.
FIG. 2 is a conceptual diagram illustrating how to obtain the fiber diameter. For example, when the cross section A of the fiber is elliptical as shown in FIG. 2, the distance c between the outer circumferences on the straight line b orthogonal to the midpoint p of the longest diameter a of the cross section A in the observation image is defined as the fiber diameter.
X線CTにより繊維層(A)の3次元画像を撮影し、繊維層(A)を構成する繊維とPU樹脂塊を除外した空間に入る最大の球の直径(μm)の厚み方向における平均値を空間サイズとして、以下の手順で求める。
(i)画面上でxz軸が面内、y軸が厚み方向になるように回転させ、画像を直方体にトリミングする。
(ii)medianフィルターを半径2pixの条件で実施する。
(iii)Otsu法を適用して領域を分割する。画素の輝度値を空気が0、不織布の繊維、及びウレタン樹脂が255となるように設定する。
(iv)輝度値255(繊維、PU樹脂)の画素に対して、画像処理方法のsegmentationを実施し、一つながりの輝度値255の部分の画素数(pix)が10000以下の構造はノイズとして除去する。
(v)輝度値0(空気)に対して、画像解析のthickness法を実施し、空間サイズを求める。3次元画像のすべての画素が空間サイズの値を持つ。
(vi)xz面の2次元元画像をy軸(厚み方向)に厚さ1pixで切り出し、その面での空間サイズの平均と標準偏差を求める。
(vii)上記(vi)をすべてのyに対して実施し、厚み方向のプロファイルを求める。
尚、空間サイズ(μm)および標準偏差は100枚のX線CTによる3次元画像から算出した各値の平均値である。また、サンプルがスクリムを有する場合、繊維層(A)の最深部(すなわち、最もスクリム側の部分)を観察領域とし、且つ、スクリムを構成する繊維を観察対象外として、X線CT装置(株式会社リガク製「高分解能3DX線顕微鏡」)で撮影する。尚、サンプルがスクリムを有しない場合、厚み方向断面における厚みの中央部を観察領域の中心点とし、撮影する。 (5) Space size (μm)
A three-dimensional image of the fiber layer (A) is taken by X-ray CT, and the average value in the thickness direction of the diameter (μm) of the largest sphere that enters the space excluding the fibers constituting the fiber layer (A) and the PU resin mass. Is the space size, and is calculated by the following procedure.
(I) Rotate the image so that the xz axis is in-plane and the y-axis is in the thickness direction on the screen, and the image is trimmed into a rectangular parallelepiped.
(Ii) The median filter is carried out under the condition of a radius of 2 pix.
(Iii) The region is divided by applying the Otsu method. The brightness value of the pixel is set to 0 for air, 255 for non-woven fibers, and 255 for urethane resin.
(Iv) The image processing method segmentation is performed on the pixels having the brightness value 255 (fiber, PU resin), and the structure in which the number of pixels (pix) of the connected portion having the brightness value 255 is 10,000 or less is removed as noise. To do.
(V) For a brightness value of 0 (air), the tickness method of image analysis is performed to obtain the spatial size. Every pixel in the 3D image has a spatial size value.
(Vi) A two-dimensional original image of the xz plane is cut out in the y-axis (thickness direction) with a thickness of 1 pix, and the average and standard deviation of the space size on that plane are obtained.
(Vii) The above (vi) is performed for all y to obtain a profile in the thickness direction.
The spatial size (μm) and standard deviation are average values of each value calculated from three-dimensional images obtained by 100 X-ray CTs. When the sample has a scrim, the deepest part of the fiber layer (A) (that is, the part on the scrim side) is set as the observation area, and the fibers constituting the scrim are excluded from the observation target. Take a picture with "High resolution 3DX fiber microscope" manufactured by Rigaku Co., Ltd. When the sample does not have a scrim, the central portion of the thickness in the cross section in the thickness direction is set as the center point of the observation region, and an image is taken.
各サンプルを20cm×20cmの正方形にカットし測定サンプルとした。測定サンプルを水平面上に置き、正方形の頂点をA、B、C、Dとして、対角線で対面する頂点Aと頂点Cとを重ね合わせた。頂点Aを水平面に置き、頂点Cを頂点Aに重ね合わせた。次いで、頂点Cを、測定サンプルに接触させた状態で対角線ACに沿って頂点Aから徐々に遠ざけてゆき、頂点Cが測定サンプル面から離れた点を点Eとし、点Eと頂点Cとの距離を柔軟値1とした。頂点Aを頂点Bに、頂点Cを頂点Dにそれぞれ置き換えて上記と同様の手順で柔軟値2を測定した。柔軟値1と柔軟値2との算術平均値をサンプルの風合い(剛軟値)とした。尚、人工皮革が単層の場合、10枚のサンプルについての平均値を風合い(剛軟値)とする。人工皮革が2層構造又は3層構造の場合、人工皮革を構成する繊維層(A)を上面にして測定した5枚のサンプルと、該繊維層(A)を下面にして測定した5枚のサンプルについての平均値を風合い(剛軟値)とする。 (6) Calculation of texture (rigidity / softness value) Each sample was cut into a square of 20 cm × 20 cm and used as a measurement sample. The measurement sample was placed on a horizontal plane, and the vertices A and C facing each other on the diagonal line were overlapped with the vertices of the squares being A, B, C, and D. Vertex A was placed on a horizontal plane and vertex C was superimposed on vertex A. Next, the apex C is gradually moved away from the apex A along the diagonal line AC in a state of being in contact with the measurement sample, and the point where the apex C is separated from the measurement sample surface is defined as the point E, and the points E and the apex C are The distance was set to a flexible value of 1. The flexibility value 2 was measured by substituting the apex A with the apex B and the apex C with the apex D in the same procedure as described above. The arithmetic mean value of the
サンプルについて、健康状態の良好な成人男性及び成人女性各10名ずつ、計20名を評価者として、目視及び官能評価によって下記の基準で7段階評価し、最も多かった評価を緻密感とした。緻密感(繊維束の分散性)は、4.0~7.0級を良好(合格)とする。
7級:起毛が非常に緻密であり、外観は非常に良好である。
6級:7級と5級の間の評価である。
5級:起毛が緻密であり、外観は良好である。
4級:5級と3級の間の評価である。
3級:全体的に均一な起毛が存在し、皮革の様な外観である。
2級:3級と1級の間の評価である。
1級:起毛がまだらであり、外観は粗悪である。
尚、10枚のサンプルについての平均値を緻密感の等級とする。 (7) Denseness (dispersity of fiber bundles)
The sample was evaluated on a 7-point scale by visual and sensory evaluation, with 10 adult males and 10 adult females in good health, for a total of 20 evaluators, and the most frequent evaluation was defined as a sense of detail. The feeling of fineness (dispersity of fiber bundles) is good (passed) in the 4.0 to 7.0 grade.
Grade 7: The brushing is very fine and the appearance is very good.
Grade 6: Evaluation between
Grade 5: The brushing is fine and the appearance is good.
Grade 4: Evaluation between
Grade 3: There is uniform brushing on the whole, and the appearance is like leather.
2nd grade: Evaluation between 3rd grade and 1st grade.
Grade 1: Brushed is mottled and the appearance is poor.
The average value for 10 samples is used as the grade of precision.
繊維シートに対するPU樹脂の付着率は下記の方法で測定した。
PU樹脂含浸前の繊維シートの質量をA(g)とする。繊維シートにPU樹脂分散液を含浸し、次いでピンテンター乾燥機を用いて130℃で加熱乾燥し、次いで90℃に加熱した熱水に浸漬した状態で柔布し、次いで乾燥して、PU樹脂が充填された繊維シート(以下、「樹脂充填繊維シート」ともいう。)を得る。樹脂充填繊維シートの質量をB(g)とする。PU樹脂の付着率(C)を以下の式で算出する。
C=(B-A)/A×100(wt%) (8) Adhesion rate of PU resin to fiber sheet The adhesion rate of PU resin to fiber sheet was measured by the following method.
Let A (g) be the mass of the fiber sheet before impregnation with the PU resin. The fiber sheet is impregnated with the PU resin dispersion, then dried by heating at 130 ° C. using a pin tenter dryer, then softened while immersed in hot water heated to 90 ° C., and then dried to obtain the PU resin. A filled fiber sheet (hereinafter, also referred to as “resin-filled fiber sheet”) is obtained. Let the mass of the resin-filled fiber sheet be B (g). The adhesion rate (C) of the PU resin is calculated by the following formula.
C = (BA) / A × 100 (wt%)
レーザー型回折式粒度分布測定装置(株式会社堀場製作所製「LA-920」)にて、同装置測定マニュアルに従い測定し、メディアン径を平均一次粒子径とした。 (9) Average primary particle size of PU resin in PU resin dispersion Measure with a laser type diffraction type particle size distribution measuring device (“LA-920” manufactured by HORIBA, Ltd.) according to the device measurement manual, and measure the median diameter. The average primary particle size was used.
JIS K 6726(1994)3.5に準じて測定した。 (10) Degree of saponification of PVA resin fine particles contained in PU resin dispersion The measurement was performed according to JIS K 6726 (1994) 3.5.
JIS K 6726(1994)3.7に準じて測定した。 (11) Degree of polymerization of PVA resin fine particles contained in PU resin dispersion The measurement was performed according to JIS K 6726 (1994) 3.7.
微粒子として三菱ケミカル株式会社製「NL-05」を用いることができ、熱水溶解性樹脂微粒子の微細化は特開平7-82384号公報に記載の方法に準じた。 (12) Average particle size (size) (μm) of PVA resin fine particles contained in the PU resin dispersion.
"NL-05" manufactured by Mitsubishi Chemical Corporation can be used as the fine particles, and the miniaturization of the hot water-soluble resin fine particles conforms to the method described in JP-A-7-82384.
水流分散処理におけるノズルから吐出される水流の擾乱は下記の方法で測定した。
ノズルから吐出される水流を、テレセントリックレンズ(Sill Optics GmbH & Co.KG製「S5LPJ007/212」)を装着した一眼カメラ(株式会社ニコン製「D600」)で撮影し、画像データを得る。該画像データをPCに取り込み、ノズル孔の吐出口から25mm~35mmの範囲の水流を切り取り、水流の幅方向の1pixel列(約6μm)毎の水流直径を測定する。測定した全データより、ノズル孔の吐出口より25mmから35mmまでの範囲における水流の平均径Wおよび標準偏差σを算出し、擾乱を以下の式で算出する。
擾乱(%)=σ(mm)/W(mm)×100
なお、擾乱は5枚の画像データから得られた値の平均値とする。 (13) Disturbance of the water flow discharged from the nozzle in the water flow dispersion treatment The disturbance of the water flow discharged from the nozzle in the water flow dispersion treatment was measured by the following method.
The water flow discharged from the nozzle is photographed with a single-lens camera (“D600” manufactured by Nikon Corporation) equipped with a telecentric lens (“S5LPJ007 / 212” manufactured by Mill Optics GmbH & Co. KG) to obtain image data. The image data is taken into a PC, a water flow in the range of 25 mm to 35 mm is cut out from the discharge port of the nozzle hole, and the water flow diameter is measured for each 1 pixel row (about 6 μm) in the width direction of the water flow. From all the measured data, the average diameter W and standard deviation σ of the water flow in the range of 25 mm to 35 mm from the discharge port of the nozzle hole are calculated, and the disturbance is calculated by the following formula.
Disturbance (%) = σ (mm) / W (mm) x 100
The disturbance is the average value of the values obtained from the five image data.
海成分として、5-スルホイソフタル酸ナトリウムを8モル%共重合したポリエチレンテレフタレートを用い、島成分として、ポリエチレンテレフタレートを用い、海成分が20質量%で島成分が80質量%の複合比率で、島数16島/1f、平均繊維径が18μmの海島型複合繊維を得た。得られた海島型複合繊維を、繊維長51mmにカットしてステープルとし、カード及びクロスラッパーを通して繊維ウェブを形成し、ニードルパンチ処理により繊維シートを得た。得られた繊維シートを95℃熱水中に浸漬させて収縮させ、そのピンテンター乾燥機を用いて100℃で5分間乾燥し、目付600g/m2の単層の繊維シートを得た。
得られた繊維シートを、95℃の温度に加熱した濃度10g/Lの水酸化ナトリウム水溶液に浸漬して25分間処理を行い、海島型複合繊維の海成分を除去する脱海処理を行った。脱海後の繊維シートを構成する繊維の単繊維の平均直径は4μmであった。
次いで、ノズル孔間隔0.25mm、擾乱17%、孔径0.10mm、3列の直進流噴射ノズルを用いた高速水流を上層側から4MPa、下層側から3MPaの圧力で、複数回噴射し、繊維束を構成する繊維の単繊維化を促進させた。
次いで、平均一次粒子径:0.3μm、ポリエーテル系水分散型PU分散液「AE-12」(日華化学株式会社製) (固形分濃度:35質量%)を、含浸液中の量(固形分の質量%として)9.0%、含浸助剤として無水芒硝を含浸液中の量(固形分の質量%として)3.0重量%、及び平均粒径3μmのPVA樹脂微粒子「NL―05」(三菱ケミカル株式会社製)を含む含浸液を上記繊維シートに含浸させ、次いで、100℃で5分間湿熱凝固させ、ピンテンター乾燥機を用いて130℃~150℃で2~6分間で熱風乾燥させた。
その後、95℃に加熱した熱水に浸漬させて、含侵した無水芒硝とPVA樹脂微粒子を抽出、除去し、水分散型PU樹脂が充填されたシート状物を得た。このシート状物の繊維総質量に対する水分散型PU樹脂の比率は30質量%であった。
その後、エンドレスのバンドナイフを有する半裁機を用いて、シート状物を厚み方向に対して垂直に半裁し、半裁されていない面を#400のエメリペーパーを用いて起毛処理した後、染料濃度5.0%owfのブルー分散染料(住友化学株式会社製「BlueFBL」)で液流染色機を用いて130℃で15分間染色し、還元洗浄を行った。その後ピンテンター乾燥機を用いて100℃で5分間乾燥し、単層の人工皮革を得た。 [Example 1]
As the sea component, polyethylene terephthalate obtained by copolymerizing 8 mol% of sodium 5-sulfoisophthalate was used, and as the island component, polyethylene terephthalate was used. The sea component was 20% by mass and the island component was 80% by mass. Sea-island type composite fibers having 16 islands / 1f and an average fiber diameter of 18 μm were obtained. The obtained sea-island type composite fiber was cut into a fiber length of 51 mm to form a staple, a fiber web was formed through a curd and a cross wrapper, and a fiber sheet was obtained by needle punching. The obtained fiber sheet was immersed in hot water at 95 ° C. to shrink, and dried at 100 ° C. for 5 minutes using the pin tenter dryer to obtain a single-layer fiber sheet having a basis weight of 600 g / m 2.
The obtained fiber sheet was immersed in a sodium hydroxide aqueous solution having a concentration of 10 g / L heated to a temperature of 95 ° C. and treated for 25 minutes to perform a desealing treatment for removing the sea component of the sea-island type composite fiber. The average diameter of the single fibers of the fibers constituting the fiber sheet after desealing was 4 μm.
Next, a high-speed water stream using a three-row linear flow injection nozzle with a nozzle hole spacing of 0.25 mm, disturbance of 17%, and a hole diameter of 0.10 mm was injected multiple times at a pressure of 4 MPa from the upper layer side and 3 MPa from the lower layer side, and the fibers were injected. It promoted the monofilament of the fibers constituting the bundle.
Next, the amount (solid content concentration: 35% by mass) in the impregnating liquid (solid content concentration: 35% by mass) of the polyether-based aqueous dispersion type PU dispersion "AE-12" (manufactured by Nikka Kagaku Co., Ltd.) having an average primary particle size of 0.3 μm was added. 9.0% (as a mass% of solid content), 3.0% by weight (as a mass% of solid content) of anhydrous glass as an impregnation aid, and PVA resin fine particles "NL-" having an average particle size of 3 μm. The fiber sheet is impregnated with an impregnating solution containing "05" (manufactured by Mitsubishi Chemical Co., Ltd.), then moist and heat-solidified at 100 ° C. for 5 minutes, and hot air is used at 130 ° C. to 150 ° C. for 2 to 6 minutes using a pin tenter dryer. It was dried.
Then, it was immersed in hot water heated to 95 ° C. to extract and remove the impregnated anhydrous sodium sulfate and PVA resin fine particles to obtain a sheet-like material filled with an aqueous dispersion type PU resin. The ratio of the water-dispersed PU resin to the total fiber mass of this sheet-like material was 30% by mass.
Then, using a half-cutting machine having an endless band knife, the sheet-like material is half-cut perpendicular to the thickness direction, and the uncut surface is brushed with # 400 emeri paper, and then the dye concentration is 5 It was dyed with a 0.0% owf blue disperse dye (“BlueFBL” manufactured by Sumitomo Chemical Co., Ltd.) at 130 ° C. for 15 minutes using a liquid flow dyeing machine, and was subjected to reduction washing. Then, it was dried at 100 ° C. for 5 minutes using a pin tenter dryer to obtain a single-layer artificial leather.
水流分散処理における擾乱を13%に変更した以外は、実施例1と同様に人工皮革を得た。 [Example 2]
Artificial leather was obtained in the same manner as in Example 1 except that the disturbance in the water flow dispersion treatment was changed to 13%.
水流分散処理における擾乱を11%に変更した以外は、実施例1と同様に人工皮革を得た。 [Example 3]
Artificial leather was obtained in the same manner as in Example 1 except that the disturbance in the water flow dispersion treatment was changed to 11%.
水流分散処理における擾乱を7%に変更した以外は、実施例1と同様に人工皮革を得た。 [Example 4]
Artificial leather was obtained in the same manner as in Example 1 except that the disturbance in the water flow dispersion treatment was changed to 7%.
高速水流の上層側圧力を5.5MPaに変更した以外は、実施例1と同様に人工皮革を得た。 [Example 5]
Artificial leather was obtained in the same manner as in Example 1 except that the pressure on the upper layer side of the high-speed water flow was changed to 5.5 MPa.
高速水流の上層側圧力を12.0MPaに変更した以外は、実施例1と同様に人工皮革を得た。 [Example 6]
Artificial leather was obtained in the same manner as in Example 1 except that the pressure on the upper layer side of the high-speed water flow was changed to 12.0 MPa.
水流分散処理におけるノズル孔径を0.15mmに変更した以外は、実施例1と同様に人工皮革を得た。 [Example 7]
Artificial leather was obtained in the same manner as in Example 1 except that the nozzle hole diameter in the water flow dispersion treatment was changed to 0.15 mm.
水流分散処理におけるノズル孔径を0.22mmに変更した以外は、実施例1と同様に人工皮革を得た。 [Example 8]
Artificial leather was obtained in the same manner as in Example 1 except that the nozzle hole diameter in the water flow dispersion treatment was changed to 0.22 mm.
水流分散処理におけるノズル孔間隔を0.50mmに変更した以外は、実施例1と同様に人工皮革を得た。 [Example 9]
Artificial leather was obtained in the same manner as in Example 1 except that the nozzle hole spacing in the water flow dispersion treatment was changed to 0.50 mm.
水流分散処理におけるノズル孔間隔を0.50mmに、ノズル孔列を1列に変更した以外は、実施例1と同様に人工皮革を得た。 [Example 10]
Artificial leather was obtained in the same manner as in Example 1 except that the nozzle hole spacing in the water flow dispersion treatment was changed to 0.50 mm and the nozzle hole row was changed to one row.
水流分散処理におけるノズル孔間隔を0.90mmに、ノズル孔列を1列に変更した以外は、実施例1と同様に人工皮革を得た。 [Example 11]
Artificial leather was obtained in the same manner as in Example 1 except that the nozzle hole spacing in the water flow dispersion treatment was changed to 0.90 mm and the nozzle hole row was changed to one row.
PVA樹脂微粒子の平均粒径を1.5μmに変更した以外は、実施例1と同様に人工皮革を得た。 [Example 12]
An artificial leather was obtained in the same manner as in Example 1 except that the average particle size of the PVA resin fine particles was changed to 1.5 μm.
PVA樹脂微粒子の平均粒径を7.0μmに変更した以外は、実施例1と同様に人工皮革を得た。 [Example 13]
An artificial leather was obtained in the same manner as in Example 1 except that the average particle size of the PVA resin fine particles was changed to 7.0 μm.
繊維シートに対するPU樹脂の比率を24質量%とした以外は、実施例1と同様に人工皮革を得た。 [Example 14]
Artificial leather was obtained in the same manner as in Example 1 except that the ratio of PU resin to the fiber sheet was 24% by mass.
繊維シートに対するPU樹脂の比率を43質量%とした以外は、実施例1と同様に人工皮革を得た。 [Example 15]
Artificial leather was obtained in the same manner as in Example 1 except that the ratio of PU resin to the fiber sheet was 43% by mass.
水流分散処理を実施しなかった以外は、実施例1と同様に人工皮革を得た。 [Comparative Example 1]
Artificial leather was obtained in the same manner as in Example 1 except that the water flow dispersion treatment was not carried out.
PU樹脂含浸液にPVA樹脂微粒子を添加しなかった以外は、実施例1と同様に人工皮革を得た。 [Comparative Example 2]
Artificial leather was obtained in the same manner as in Example 1 except that PVA resin fine particles were not added to the PU resin impregnated liquid.
PVA樹脂微粒子の平均粒径を0.5μmに変更した以外は、実施例1と同様に人工皮革を得た。 [Comparative Example 3]
An artificial leather was obtained in the same manner as in Example 1 except that the average particle size of the PVA resin fine particles was changed to 0.5 μm.
PVA樹脂微粒子の平均粒径を11μmに変更した以外は、実施例1と同様に人工皮革を得た。 [Comparative Example 4]
An artificial leather was obtained in the same manner as in Example 1 except that the average particle size of the PVA resin fine particles was changed to 11 μm.
繊維シートに対するPU樹脂の比率を14質量%とした以外は、実施例1と同様に人工皮革を得た。 [Comparative Example 5]
Artificial leather was obtained in the same manner as in Example 1 except that the ratio of PU resin to the fiber sheet was 14% by mass.
繊維シートに対するPU樹脂の比率を53質量%とした以外は、実施例1と同様に人工皮革を得た。 [Comparative Example 6]
Artificial leather was obtained in the same manner as in Example 1 except that the ratio of PU resin to the fiber sheet was 53% by mass.

11 スクリム(任意)
12 繊維層(A)
13 繊維層(B)
A 断面が楕円形である場合の繊維の断面
a 断面Aの最長径
b 最長径aの中点pをとおり最長径aに直交する直線
c 直線b上の外周間距離
p 最長径aの中点
MD 機械方向
CD 幅(ヨコ)方向
t 人工皮革の厚み 1
12 Fiber layer (A)
13 Fiber layer (B)
A Cross section of the fiber when the cross section is elliptical a Longest diameter of cross section A b Straight line passing through the midpoint p of the longest diameter a and orthogonal to the longest diameter a c Distance between outer circumferences on the straight line b p Midpoint of the longest diameter a MD Machine direction CD width (horizontal) direction t Artificial leather thickness
Claims (16)
- 繊維シートとポリウレタン樹脂とを含む人工皮革であって、該繊維シートが、該人工皮革の第1の外表面を構成する繊維層(A)を少なくとも含み、かつ、該人工皮革の厚み方向断面における該繊維層(A)を構成する単繊維断面の間のk近傍距離割合値(k=9、半径r=20μm)が10%以上80%以下であり、かつ、前記繊維層(A)の厚み方向断面における断面ポリウレタン樹脂面積率が10%以上30%以下であり、かつ、前記繊維層(A)の厚み方向断面における断面ポリウレタン樹脂面積率の標準偏差が25%以下であることを特徴とする前記人工皮革。 An artificial leather containing a fiber sheet and a polyurethane resin, wherein the fiber sheet contains at least a fiber layer (A) constituting the first outer surface of the artificial leather, and the artificial leather has a cross section in the thickness direction. The k proximity distance ratio value (k = 9, radius r = 20 μm) between the single fiber cross sections constituting the fiber layer (A) is 10% or more and 80% or less, and the thickness of the fiber layer (A). The cross-sectional polyurethane resin area ratio in the directional cross section is 10% or more and 30% or less, and the standard deviation of the cross-sectional polyurethane resin area ratio in the thickness direction cross section of the fiber layer (A) is 25% or less. The artificial leather.
- 前記繊維層(A)のX線CTによる三次元画像において、該繊維層(A)を構成する繊維と前記ポリウレタン樹脂を除外した空間に入る最大の球の直径である空間サイズの、該繊維層(A)の厚み方向における平均値(平均空間サイズ)が5μm以上35μm以下である、請求項1に記載の人工皮革。 In a three-dimensional image of the fiber layer (A) by X-ray CT, the fiber layer having a space size that is the diameter of the maximum sphere that enters the space excluding the fibers constituting the fiber layer (A) and the polyurethane resin. The artificial leather according to claim 1, wherein the average value (average space size) in the thickness direction of (A) is 5 μm or more and 35 μm or less.
- 前記繊維シートが、前記第1の外表面を構成する繊維層(A)と、該繊維層(A)に接するスクリム及び/又は繊維層(B)とで構成された2層以上の構造を有する、請求項1又は2に記載の人工皮革。 The fiber sheet has a structure of two or more layers composed of a fiber layer (A) constituting the first outer surface and a scrim and / or a fiber layer (B) in contact with the fiber layer (A). , The artificial leather according to claim 1 or 2.
- 前記繊維層(A)を構成する単繊維の平均直径が、1.0μm以上8.0μm以下である、請求項1~3のいずれか1項に記載の人工皮革。 The artificial leather according to any one of claims 1 to 3, wherein the average diameter of the single fibers constituting the fiber layer (A) is 1.0 μm or more and 8.0 μm or less.
- 前記ポリウレタン樹脂が、水分散型ポリウレタン樹脂である、請求項1~4のいずれか1項に記載の人工皮革。 The artificial leather according to any one of claims 1 to 4, wherein the polyurethane resin is a water-dispersible polyurethane resin.
- 前記繊維シートに対する前記ポリウレタン樹脂の付着率は、15質量%以上50質量%以下である、請求項1~5のいずれか1項に記載の人工皮革。 The artificial leather according to any one of claims 1 to 5, wherein the adhesion rate of the polyurethane resin to the fiber sheet is 15% by mass or more and 50% by mass or less.
- 剛軟値が28cm以下である、請求項1~6のいずれか1項に記載の人工皮革。 The artificial leather according to any one of claims 1 to 6, which has a hardness of 28 cm or less.
- 前記繊維シートは、ポリエステル繊維から構成される、請求項1~7のいずれか1項に記載の人工皮革。 The artificial leather according to any one of claims 1 to 7, wherein the fiber sheet is made of polyester fiber.
- 緻密感が4.0級以上である、請求項1~8のいずれか1項に記載の人工皮革。 The artificial leather according to any one of claims 1 to 8, which has a feeling of precision of 4.0 grade or higher.
- 以下の工程:
海島短繊維で繊維ウェブを形成し、その後ニードルパンチ処理して得た繊維シートを脱海処理して、島成分の単繊維が露出した繊維シートを得る工程;及び
得られた繊維シートに水流分散処理を施し、単繊維が分散した繊維シートを得る工程;
を含む、請求項1~9のいずれか1項に記載の人工皮革の製造方法。 The following steps:
A step of forming a fiber web from Kaijima short fibers and then desealing the fiber sheet obtained by needle punching to obtain a fiber sheet in which the island component single fibers are exposed; and water flow dispersion on the obtained fiber sheet. The process of applying treatment to obtain a fiber sheet in which single fibers are dispersed;
The method for producing artificial leather according to any one of claims 1 to 9, which comprises. - 以下の工程:
前記単繊維が分散した繊維シートに、熱水溶解性樹脂微粒子を含む水分散型ポリウレタン樹脂分散液を含浸させ、さらにその後、該ポリウレタン樹脂を加熱により固着させて、ポリウレタン樹脂が充填されたシート状物を得る工程;及び
得られたシート状物から熱水を用いて該熱水溶解性樹脂微粒子を除去する工程;
をさらに含む、請求項10に記載の製造方法。 The following steps:
The fiber sheet in which the single fibers are dispersed is impregnated with a water-dispersed polyurethane resin dispersion liquid containing hot water-soluble resin fine particles, and then the polyurethane resin is fixed by heating to form a sheet filled with the polyurethane resin. A step of obtaining a product; and a step of removing the hot water-soluble resin fine particles from the obtained sheet-like material using hot water;
The manufacturing method according to claim 10, further comprising. - 前記熱水溶解性樹脂微粒子は、ポリビニルアルコール樹脂である、請求項10又は11に記載の製造方法。 The production method according to claim 10 or 11, wherein the hot water-soluble resin fine particles are polyvinyl alcohol resins.
- 前記水流分散処理が、ノズル孔間隔が1.0mm以下であり、かつ、ノズル孔径が0.05mm以上0.30mm以下である複数のノズルを用いて実施される、請求項10~12のいずれか1項に記載の製造方法。 Any of claims 10 to 12, wherein the water flow dispersion treatment is carried out using a plurality of nozzles having a nozzle hole spacing of 1.0 mm or less and a nozzle hole diameter of 0.05 mm or more and 0.30 mm or less. The manufacturing method according to item 1.
- 前記水流分散処理が、擾乱が10%以上の水流を吐出する複数のノズルを用いて実施される、請求項10~13のいずれか1項に記載の製造方法。 The manufacturing method according to any one of claims 10 to 13, wherein the water flow dispersion treatment is carried out using a plurality of nozzles that discharge a water flow having a disturbance of 10% or more.
- 前記水分散型ポリウレタン樹脂分散液の固形分濃度が、10重量%以上35重量%以下である、請求項11~14のいずれか1項に記載の製造方法。 The production method according to any one of claims 11 to 14, wherein the solid content concentration of the aqueous dispersion type polyurethane resin dispersion liquid is 10% by weight or more and 35% by weight or less.
- 前記水分散型ポリウレタン樹脂分散液中の熱水溶解性樹脂微粒子の含有量が、1重量%以上20重量%以下である、請求項11~15のいずれか1項に記載の製造方法。 The production method according to any one of claims 11 to 15, wherein the content of the hot water-soluble resin fine particles in the water-dispersible polyurethane resin dispersion is 1% by weight or more and 20% by weight or less.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080075011.XA CN114630935A (en) | 2019-10-30 | 2020-10-27 | Artificial leather and its making method |
| JP2021553630A JP7282908B2 (en) | 2019-10-30 | 2020-10-27 | Artificial leather and its manufacturing method |
| KR1020227012436A KR20220062099A (en) | 2019-10-30 | 2020-10-27 | Artificial leather and its manufacturing method |
| US17/765,144 US20220372698A1 (en) | 2019-10-30 | 2020-10-27 | Artificial Leather and Production Method Therefor |
| EP20880857.6A EP4053330A4 (en) | 2019-10-30 | 2020-10-27 | Artificial leather and production method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-197790 | 2019-10-30 | ||
| JP2019197790 | 2019-10-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021085427A1 true WO2021085427A1 (en) | 2021-05-06 |
Family
ID=75716022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/040288 WO2021085427A1 (en) | 2019-10-30 | 2020-10-27 | Artificial leather and production method therefor |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220372698A1 (en) |
| EP (1) | EP4053330A4 (en) |
| JP (1) | JP7282908B2 (en) |
| KR (1) | KR20220062099A (en) |
| CN (1) | CN114630935A (en) |
| WO (1) | WO2021085427A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024004475A1 (en) * | 2022-07-01 | 2024-01-04 | 旭化成株式会社 | Synthetic leather and method for producing same |
| WO2024070649A1 (en) * | 2022-09-28 | 2024-04-04 | 東レ株式会社 | Artificial leather |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262991A (en) * | 1985-09-10 | 1987-03-19 | 旭化成株式会社 | Production of suede like artificial leather |
| JPH0782384A (en) | 1993-09-20 | 1995-03-28 | Kuraray Co Ltd | Production of fine polyvinyl alcohol particle |
| JP2004332173A (en) * | 2003-05-09 | 2004-11-25 | Sakai Ovex Co Ltd | Method for producing artificial leather |
| JP4089324B2 (en) | 2002-07-16 | 2008-05-28 | 東レ株式会社 | Suede artificial leather and method for producing the same |
| JP2014025165A (en) | 2012-07-26 | 2014-02-06 | Toray Ind Inc | Method for producing sheet-shaped material |
| WO2015129602A1 (en) | 2014-02-27 | 2015-09-03 | 東レ株式会社 | Sheet-like material and method for producing same |
| JP2015161040A (en) | 2014-02-27 | 2015-09-07 | 東レ株式会社 | Sheet-shaped material and method for manufacturing the same |
| JP2016069790A (en) * | 2014-09-30 | 2016-05-09 | 東レ株式会社 | Artificial leather and method for producing the same |
| JP2017008478A (en) | 2011-03-23 | 2017-01-12 | 株式会社クラレ | Substrate for artificial leather |
| JP2017137588A (en) * | 2016-02-02 | 2017-08-10 | 旭化成株式会社 | Artificial leather that has elongation |
| JP2019183375A (en) * | 2018-04-09 | 2019-10-24 | 東レ株式会社 | Sheet-like material and method for manufacturing the same |
| WO2020054256A1 (en) * | 2018-09-14 | 2020-03-19 | 旭化成株式会社 | Artificial leather and method for manufacturing same |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4506471B2 (en) * | 2004-01-14 | 2010-07-21 | 東レ株式会社 | Method for producing leather-like sheet |
| JP4563041B2 (en) * | 2004-01-27 | 2010-10-13 | 日華化学株式会社 | Porous structure manufacturing method, porous structure and leather-like structure |
| JP4788551B2 (en) * | 2005-11-30 | 2011-10-05 | 東レ株式会社 | Leather-like sheet, manufacturing method thereof, interior material using the same, clothing material, and industrial material |
| JP2010248683A (en) * | 2009-03-26 | 2010-11-04 | Toray Ind Inc | Leather-like sheet-shaped product and method for producing the same |
| KR20140025165A (en) | 2012-08-21 | 2014-03-04 | 삼성전자주식회사 | Method of fabricating a magnetic memory device |
| KR101636478B1 (en) | 2014-05-12 | 2016-07-06 | 고려대학교 산학협력단 | Method for controlling hand-over in drone network |
| KR101993736B1 (en) | 2015-07-14 | 2019-06-28 | 주식회사 엘지화학 | Phase difference film, preparation method thereof and liquid crystal display device comprising the same |
-
2020
- 2020-10-27 KR KR1020227012436A patent/KR20220062099A/en not_active Application Discontinuation
- 2020-10-27 WO PCT/JP2020/040288 patent/WO2021085427A1/en unknown
- 2020-10-27 CN CN202080075011.XA patent/CN114630935A/en active Pending
- 2020-10-27 US US17/765,144 patent/US20220372698A1/en active Pending
- 2020-10-27 EP EP20880857.6A patent/EP4053330A4/en active Pending
- 2020-10-27 JP JP2021553630A patent/JP7282908B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262991A (en) * | 1985-09-10 | 1987-03-19 | 旭化成株式会社 | Production of suede like artificial leather |
| JPH0782384A (en) | 1993-09-20 | 1995-03-28 | Kuraray Co Ltd | Production of fine polyvinyl alcohol particle |
| JP4089324B2 (en) | 2002-07-16 | 2008-05-28 | 東レ株式会社 | Suede artificial leather and method for producing the same |
| JP2004332173A (en) * | 2003-05-09 | 2004-11-25 | Sakai Ovex Co Ltd | Method for producing artificial leather |
| JP2017008478A (en) | 2011-03-23 | 2017-01-12 | 株式会社クラレ | Substrate for artificial leather |
| JP2014025165A (en) | 2012-07-26 | 2014-02-06 | Toray Ind Inc | Method for producing sheet-shaped material |
| WO2015129602A1 (en) | 2014-02-27 | 2015-09-03 | 東レ株式会社 | Sheet-like material and method for producing same |
| JP2015161040A (en) | 2014-02-27 | 2015-09-07 | 東レ株式会社 | Sheet-shaped material and method for manufacturing the same |
| JP2016069790A (en) * | 2014-09-30 | 2016-05-09 | 東レ株式会社 | Artificial leather and method for producing the same |
| JP2017137588A (en) * | 2016-02-02 | 2017-08-10 | 旭化成株式会社 | Artificial leather that has elongation |
| JP2019183375A (en) * | 2018-04-09 | 2019-10-24 | 東レ株式会社 | Sheet-like material and method for manufacturing the same |
| WO2020054256A1 (en) * | 2018-09-14 | 2020-03-19 | 旭化成株式会社 | Artificial leather and method for manufacturing same |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4053330A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024004475A1 (en) * | 2022-07-01 | 2024-01-04 | 旭化成株式会社 | Synthetic leather and method for producing same |
| WO2024070649A1 (en) * | 2022-09-28 | 2024-04-04 | 東レ株式会社 | Artificial leather |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220372698A1 (en) | 2022-11-24 |
| KR20220062099A (en) | 2022-05-13 |
| JP7282908B2 (en) | 2023-05-29 |
| EP4053330A4 (en) | 2022-12-21 |
| EP4053330A1 (en) | 2022-09-07 |
| CN114630935A (en) | 2022-06-14 |
| JPWO2021085427A1 (en) | 2021-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6733673B2 (en) | Leather cloth | |
| JP7165199B2 (en) | Artificial leather and its manufacturing method | |
| TWI649477B (en) | Artificial leather and its manufacturing method | |
| WO2021085427A1 (en) | Artificial leather and production method therefor | |
| JP6838602B2 (en) | Sheet-shaped material and its manufacturing method | |
| EP3816342B1 (en) | Artificial leather and production method therefor | |
| JP6613764B2 (en) | Artificial leather and method for producing the same | |
| KR20150058268A (en) | Method for manufacturing sheet-shaped object and sheet-shaped object obtained via said method | |
| JP6972564B2 (en) | Sheet-like material | |
| JP2021070904A (en) | Artificial leather and method for producing the same | |
| JPWO2020003866A1 (en) | Sheet-shaped material and its manufacturing method | |
| JP2022038822A (en) | Fiber sheet and manufacturing method of artificial leather using the fiber sheet | |
| WO2023120584A1 (en) | Artificial leather and method for manufacturing same | |
| WO2024004475A1 (en) | Synthetic leather and method for producing same | |
| JP6354337B2 (en) | Sheet | |
| JP2019065450A (en) | Sheet material | |
| WO2022044945A1 (en) | Artificial leather | |
| JP2023065062A (en) | Artificial leather and manufacturing method thereof | |
| JP2014019983A (en) | Sheet-like object and production method of the same | |
| JP2022048994A (en) | Artificial leather |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20880857 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021553630 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227012436 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020880857 Country of ref document: EP Effective date: 20220530 |