WO2020262116A1 - 字消し - Google Patents
字消し Download PDFInfo
- Publication number
- WO2020262116A1 WO2020262116A1 PCT/JP2020/023605 JP2020023605W WO2020262116A1 WO 2020262116 A1 WO2020262116 A1 WO 2020262116A1 JP 2020023605 W JP2020023605 W JP 2020023605W WO 2020262116 A1 WO2020262116 A1 WO 2020262116A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- eraser
- base material
- porous foam
- vinyl chloride
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B43—WRITING OR DRAWING IMPLEMENTS; BUREAU ACCESSORIES
- B43L—ARTICLES FOR WRITING OR DRAWING UPON; WRITING OR DRAWING AIDS; ACCESSORIES FOR WRITING OR DRAWING
- B43L19/00—Erasers, rubbers, or erasing devices; Holders therefor
Definitions
- the present invention relates to an eraser.
- the eraser is generally called an eraser and is widely used.
- An example of such an eraser is disclosed in Patent Document 1.
- the eraser For erasing, there is a need to selectively erase only the characters in the desired narrow area so as not to erase the surrounding characters. Further, there is a need to accurately and neatly erase characters in such a narrow area with a light force.
- the eraser In order to meet such needs, in addition to the fact that the eraser itself is not too hard during use, the eraser is required to have high shape retention that maintains its shape to the extent that it does not bend too much when a force is applied.
- the erasability that is, the ability to erase characters is high. Therefore, it is desirable that the eraser has both high shape retention and high eraser.
- An object of the present invention is to provide an eraser having both high shape retention and high erasability.
- the eraser according to the present invention includes a base material containing a vinyl chloride resin and a plasticizer, and a resin-made porous foam impregnated with the base material.
- the base metal contains an aggregate of particles of vinyl chloride resin with a plasticizer incorporated therein.
- the configuration is provided with a resin-made porous foam.
- the base material that is, arranging the base material so as to wrap the porous foam.
- a configuration in which the base material is arranged in the voids in the porous foam was considered.
- the base resin of the base material it was decided to use a vinyl chloride resin that can be easily mixed with various plasticizers.
- the inventors of the present application diligently examined the state of the base material containing the vinyl chloride resin and the plasticizer in the eraser. Then, the following findings were obtained.
- the vinyl chloride resin if each grain is simply present in the state of independent secondary particles, the gel hardness becomes low as the obtained base material and further as the obtained eraser. As a result, even though it contains a porous foam, its shape retention during use of the eraser is inferior.
- the resin is heated and impregnated into the porous foam, if the resin is completely melted and then cooled and cured, the surface of the base material becomes a smooth and hard mass.
- the inventors of the present application consider that when the base material is impregnated into the porous foam, it is necessary to dispose the vinyl chloride resin inside and around the porous foam in a state where it does not bend too much and does not become excessively hard. It was. Then, he came up with the idea that the vinyl chloride resin should be gelled to form an aggregate of a plurality of particles of the vinyl chloride resin in which a plasticizer is incorporated.
- aggregate of particles refers to an aggregate in which a plurality of vinyl chloride resins as primary particles are appropriately connected to polyvinyl chloride as other primary particles and at least a part of the surface thereof.
- the above-mentioned eraser can have both high shape retention and high eraser.
- the base material may consist of an aggregate of a plurality of particles of vinyl chloride resin in which a plasticizer is incorporated therein. By doing so, it is possible to more reliably obtain an eraser having both high shape retention and a high erase rate.
- the gel hardness of the eraser may be 19.6 N or more and 78.4 N or less, and the elongation at the time of cutting the eraser may be 7 mm or more and 14 mm or less.
- Such an eraser can surely have both high shape retention and a high erase rate.
- the eraser with such a structure has both high shape retention and high erase rate.
- FIG. 1 It is a perspective view which shows the appearance of the eraser which concerns on one Embodiment of this invention. It is the schematic sectional drawing which shows the part of the eraser shown in FIG. 1 enlarged. It is an electron micrograph which magnified 500 times the surface of the eraser shown in FIG. It is an electron micrograph which magnified 2000 times the surface of the eraser shown in FIG. It is an electron micrograph which magnified 500 times the surface of the eraser which is outside the scope of this invention. It is an electron micrograph which magnified 2000 times the surface of the eraser which is outside the scope of this invention.
- FIG. 1 is a perspective view showing the appearance of an eraser according to an embodiment of the present invention.
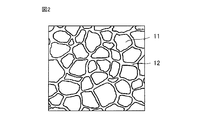
- FIG. 2 is a schematic cross-sectional view showing a part of the eraser shown in FIG. 1 in an enlarged manner.
- the eraser configuration according to the embodiment of the present invention will be described with reference to FIGS. 1 and 2 as appropriate.
- a part of the eraser 10 is exposed for erasing, and the other part is covered with a cover 20 made of paper, for example, to prevent stains.
- a part of the cover 20 is torn off to expose the newly erased portion.
- the eraser 10 has a structure in which the gap portion of the porous foam 12 is impregnated with the base material 11.
- FIG. 3 is an electron micrograph of a part of the eraser shown in FIG. 1 magnified 500 times.
- FIG. 4 is an electron micrograph of a part of the eraser shown in FIG. 1 magnified 2000 times.
- the eraser 13 includes a base material containing an aggregate 16 of a plurality of particles 15 of vinyl chloride resin, and a porous foam 14.
- the aggregate 16 of the plurality of particles 15 is arranged around the porous foam 14 that appears fibrously in FIGS. 3 and 4.
- the base material is composed of an aggregate 16 of a plurality of particles 15 of vinyl chloride resin.
- the base material includes a mass in which a plurality of vinyl chloride resins as primary particles are appropriately connected to polyvinyl chloride as other primary particles and at least a part of the surface thereof.
- the boundaries of the plurality of rounded particles 15 are visible. It should be noted that FIGS. 3 and 4 correspond to the case where the eraser of the second embodiment described later is observed. Further, the smooth surface 51 shown in FIGS. 5 and 6 described later is not seen in FIGS. 3 and 4.
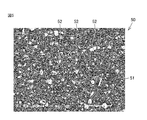
- FIGS. 5 and 6 show an eraser outside the scope of the present invention.
- FIG. 5 is an electron micrograph of the eraser, which is outside the scope of the present invention, magnified 500 times.
- FIG. 6 is an electron micrograph of the eraser, which is outside the scope of the present invention, magnified 2000 times. 5 and 6 correspond to the case where the eraser according to Comparative Example 2 described later is observed.
- the particles 15 as shown in FIGS. 3 and 4 cannot be visually recognized in the base material constituting the eraser 50, and the boundaries of the particles 15 cannot be confirmed.
- the smooth surface 51 of the molten vinyl chloride resin and the filler 52 scattered and adhering to the surface 51 are confirmed. That is, in the eraser 50 shown in FIGS. 5 and 6, the aggregate 16 of the vinyl chloride resin particles 15 shown in FIGS. 3 and 4 does not appear, and the surface 51 is smooth and integrated with the base material. It has become. Specifically, for example, the once melted vinyl chloride resin is cooled and cured. Of course, the presence of porous foam is also not seen.
- the eraser configuration according to the embodiment of the present invention will be described.
- the eraser includes a base material containing a vinyl chloride resin and a plasticizer.
- the vinyl chloride resin is suitable for easily mixing with a plasticizer and for obtaining an eraser having high erasability.
- the shape of the vinyl chloride resin used when preparing the base material is arbitrarily determined as necessary. Specifically, for example, a granular one is used.
- the particle size of the vinyl chloride resin for example, an average particle size of 45 ⁇ m or more and 63 ⁇ m or less is adopted. The particle size can be measured by a method based on, for example, JIS K5600-2-5; 1999, and the third particle can be measured with a 100 ⁇ m grind gauge.
- the plasticizer can be appropriately selected according to the required eraser characteristics and the like.
- the plasticizer include phthalate plasticizers such as dioctyl phthalate, diheptyl phthalate and dibutyl phthalate, acetyl citrate ester plasticizers such as tributyl acetyl citrate, and adipines such as di-2-ethylhexyl adipate and polyester adipate.
- Acid ester plasticizers, alkyl sulphonic acid ester plasticizers such as alkyl sulphonic acid phenyl ester, epoxy plasticizers, trimellitic acid plasticizers, benzoic acid syrups and the like are preferably used. These plasticizers may be used alone or in combination of two or more, if necessary.
- a vinyl chloride resin and a plasticizer it is preferable to mix a vinyl chloride resin and a plasticizer to once form a sol-like composition. By doing so, it becomes easy to impregnate the porous foam with the base material.
- the base material is impregnated into a porous foam in a sol state containing a vinyl chloride resin and a plasticizer. This is because the sol-state composition of the vinyl chloride resin and the plasticizer has fluidity in impregnating the porous foam and is easily gelled in the voids of the porous foam. This will be described later.
- the proportion of the plasticizer is, for example, 10% by mass or more and 80% by mass or less, preferably 20% by mass or more and 70% by mass or less in 100% by mass of the base material (however, vinyl chloride resin and plasticizer).
- the total ratio of is 100% by mass or less.).
- the content ratio of the vinyl chloride resin is in the range of 25.0 to 45.0% by mass and the content ratio of the plasticizer is in the range of 35.0 to 50.0% by mass. .. By doing so, it is possible to realize both high shape retention and high erasability for the erasure obtained more reliably.
- the base material may further contain a filler such as calcium carbonate, magnesium carbonate, magnesium oxide, silica, talc, clay, diatomaceous earth, quartz powder, alumina, alumina silcate, and mica, if necessary.
- a filler such as calcium carbonate, magnesium carbonate, magnesium oxide, silica, talc, clay, diatomaceous earth, quartz powder, alumina, alumina silcate, and mica, if necessary.
- the content ratio of the filler is, for example, 0% by mass or more and 70% by mass or less, preferably 5% by mass or more and 40% by mass or less in the base material 11 of 100% by mass.
- the base material is further added with other additives such as abrasives, metal soaps, barium-zinc stabilizers, calcium-zinc stabilizers, magnesium-zinc stabilizers, colorants, fragrances, surfactants, glycols and the like. May include.
- abrasives metal soaps, barium-zinc stabilizers, calcium-zinc stabilizers, magnesium-zinc stabilizers, colorants, fragrances, surfactants, glycols and the like.
- colorant known pigments such as organic pigments, inorganic pigments and fluorescent pigments, known dyes and the like can be used.
- the base material contains a discoloring pigment component (pressure-sensitive discoloring pigment component) composed of pressure-sensitive microcapsules that are crushed by scraping force and a heat-sensitive coloring component that discolors due to scraping heat.
- a discoloring pigment component pressure-sensitive discoloring pigment component
- a pigment component heat-sensitive discoloring pigment component
- the eraser according to the present embodiment includes a porous foam impregnated with a base material.
- the porous foam preferably has a skeleton structure that can be impregnated with the base material and that the skeleton of the porous foam is separated and separated as the base material wears due to frictional force against the paper surface.
- thermosetting resin such as melamine resin, epoxy resin, urethane resin, urea resin, phenol resin, styrene resin such as polystyrene, ester resin such as polyester, and polyacrylic
- resins and elastomers such as acrylic resins such as acid esters, olefin resins such as polyethylene, and thermoplastic resins such as vinyl chloride resins such as polyvinyl chloride.
- a natural polymer porous body such as sponge can also be used.
- the porous foam is melamine from the viewpoint of having a high affinity with the base material, easily dividing the structure by the frictional force against the paper surface, and imparting an appropriate value of gel hardness and elongation at the time of cutting. It is preferably a melamine foam formed from a resin.
- the eraser of the present invention is manufactured so that the base material penetrates into the gaps of the porous foam and the base material enters the gaps.
- the manufacturing method is not particularly limited, and examples thereof include the following methods.
- the base material First, prepare a kettle for mixing the ingredients. Granular vinyl chloride resin is weighed at room temperature, and a predetermined amount of a plasticizer and, if necessary, a filler and other additives are added to the kettle and mixed. After that, the temperature of the mixture is raised.
- the state of the base material is as follows. As the temperature rises, the viscosity of the added plasticizer first decreases, and the mixture becomes a paste-like sol (plastic sol). If stirring is continued while the temperature is further raised, the plasticizer is absorbed into the paste-like resin. That is, the plasticizer is incorporated into the paste-like resin. Along with this, the paste-like resin swells. Then, the volume fraction of the paste-like resin increases. In addition, the secondary particles constituting the vinyl chloride resin begin to disintegrate into primary particles. As a result, the interaction between the particles increases and the viscosity begins to increase.
- the material in the pot is put into the plate-shaped mold used when molding into the prepared predetermined shape.
- the temperature is further raised. As the temperature rises, the absorption of the plasticizer into the paste-like resin further progresses. Then, the particles come into contact with each other, and the viscosity rises sharply. In this way, a fluid sol state is converted (gelled) to a non-fluid gel state.
- an aggregate 16 of the plurality of particles 15 shown in FIGS. 3 and 4 is formed.
- the plasticizer remaining in the particle gap is absorbed into the particles, and the viscosity becomes maximum. In this state, the plasticizer is largely absorbed into the particles.
- the base material is gelled so that the base material is composed of an aggregate of particles of vinyl chloride resin.
- the filler or the like exists in a state of being buried between a plurality of particles 15, for example.
- the base material is impregnated with the sheet-like porous foam prepared in the sol state.
- the base material is filled in the voids of the porous foam.
- the base material in a sol state is charged in an amount that sufficiently fills the voids of the porous foam so that the voids are absorbed and impregnated.
- the gap portion may be impregnated with the base material by immersing the porous foam in the frame of the plate-shaped mold filled with the base material in a sol state.
- the porous foam may be compressed by a press while the voids of the porous foam are impregnated with the base material in the sol state so that the base material in the sol state spreads over the entire voids of the porous foam.
- the eraser may be impregnated while degassing under reduced pressure so as not to include pores, that is, to eliminate voids through which the base material does not enter.
- the base material in the sol state may be further poured and impregnated on the porous foam impregnated with the base material in the sol state.
- the base material is gelled with the voids of the porous foam impregnated with the base material in a sol state.
- gelation is preferably carried out by heating as described above. Since heating can be uniformly performed up to the center of the porous foam, heating is preferably performed by a hot press.
- the hot press is performed by sandwiching and pressing the porous foam impregnated with the base material by two pressing machines having a size larger than that of the porous foam. Further, the hot press may be configured to have both a press for allowing the base material to spread over the entire voids of the porous foam and a press for promoting gelation by heating.
- the pressure at the time of pressing is appropriately set as needed. For example, the press pressure when pressing the eraser sheet can be set to 49 N / cm 2 or more and 1470 N / cm 2 or less.
- the gelation by the above heating is preferably carried out at a temperature of 105 ° C. or higher and 125 ° C. or lower and a heating time of 5 minutes or longer and 50 minutes or shorter.
- the heating is preferably performed under pressure by a press.
- the base material is, for example, a mother in a sol state of 100 to 20,000 mPa / s (preferably 800 to 7,000 mPa ⁇ s) under measurement conditions of a temperature of 20 ° C., a B-type viscometer, and a rotation speed of 6 rpm. It is desirable to use wood. This is because a base material having a viscosity within this range has suitable fluidity for impregnating and absorbing a base material in a sol state in a porous foam at room temperature. This is also because the voids are easily filled and the filled state is easily cured. Even a base material in a sol state having a high viscosity exceeding 20,000 mPa ⁇ s can be impregnated by decompression or the like.
- the eraser is manufactured by cutting the sheet-shaped eraser base material obtained by curing as described above into a predetermined size as needed.
- the eraser has a structure in which the base material is impregnated with a porous foam.
- the base material is impregnated in the porous foam so that the base material is filled in the voids of the porous foam.
- the base metal is composed of an aggregate of a plurality of particles of vinyl chloride resin in which a plasticizer is incorporated. Further, in the erased state, the base material is gelled by heating and fixed in the voids of the porous foam.
- the eraser is configured so that the base material is worn away by rubbing during erasing and is separated from the eraser, and the skeletal structure of the porous foam is divided and separated as the base material is worn.
- the base material contains a resin-made porous foam impregnated with the base material and the base material contains an aggregate of a plurality of particles of vinyl chloride resin in which a plasticizer is incorporated therein, when used.
- the porous foam makes it difficult to bend even if a force is applied to the eraser, and the particles make it easy for the surface of the eraser to come off and the eraser dust to which graphite is attached can be easily removed from the eraser surface. Therefore, a clean eraser surface always appears. Further, since the particles are contained, the difference in the unevenness of the surface of the eraser is large, and it is in a so-called rough state, and graphite is easily entangled.
- the eraser rate (%) of the eraser is preferably 85% or more, and more preferably 90% or more. With such a erasure rate, characters can be erased efficiently by an appropriate number of frictions.
- the gel hardness of the eraser may be 19.6 N or more and 78.4 N or less, and the elongation at the time of cutting the eraser may be 7 mm or more and 14 mm or less.
- Such an eraser can surely have both high shape retention and a high erase rate.
- the base material may be composed of an aggregate of a plurality of particles of vinyl chloride resin in which a plasticizer is incorporated therein. That is, the base material may have a structure in which the smooth surface portion as shown in FIGS. 5 and 6 does not exist. By doing so, it is possible to obtain an eraser having both high shape retention and a high erase rate.
- Example 1 (Preparation of eraser) An eraser according to Example 1 was prepared using a base material having the following composition and a porous foam shown below.
- the base material was prepared by putting each component constituting the base material into a stirring container and stirring until it became uniform. 20 parts by mass of the base material was impregnated with 0.15 parts by mass of the sheet-shaped melamine foam cut to a predetermined size (60 mm ⁇ 23 mm ⁇ 10 mm). With the melamine foam impregnated with the base metal, the temperature was set to 105 ° C. and the press pressure was 98 N / cm 2 for 7 minutes, and the base metal was gelled to prepare an eraser.
- Example 2 The materials of the vinyl chloride resin, the plasticizer, the filler, the stabilizer, and the porous foam used were all the same as in Example 1, and the press temperature was 110 ° C. Other than that, the same preparation method as in Example 1 was used to obtain an eraser according to Example 2.
- Example 3 The materials of the vinyl chloride resin, the plasticizer, the filler, the stabilizer, and the porous foam used were all the same as in Example 1, and the press temperature was 115 ° C. Other than that, the same preparation method as in Example 1 was used to obtain an eraser according to Example 3.
- Example 4 The materials of the vinyl chloride resin, the plasticizer, the filler, the stabilizer, and the porous foam used were all the same as in Example 1, and the press temperature was 120 ° C. Other than that, the same preparation method as in Example 1 was used to obtain an eraser according to Example 4.
- Example 5 The materials of the vinyl chloride resin, the plasticizer, the filler, the stabilizer, and the porous foam used were all the same as in Example 1, and the press temperature was 125 ° C. Other than that, the same preparation method as in Example 1 was used to obtain an eraser according to Example 5.
- Example 6 Regarding the formulation of each substance, polyvinyl chloride was 32.4 parts by mass, DOP was 39.9 parts by mass, DBP was 8.4 parts by mass, filler was 18.8 parts by mass, and magnesium-zinc stabilizer was 0. 4 parts by mass and 0.1 parts by mass of the organophosphorus stabilizer (phosphorus ester) were used. Other than that, the same preparation method as in Example 2 was used to obtain an eraser according to Example 6.
- Example 7 Regarding the formulation of each substance, polyvinyl chloride is 31.7 parts by mass, DOP is 36.5 parts by mass, DBP is 8.0 parts by mass, filler is 23.3 parts by mass, and magnesium-zinc stabilizer is 0. 4 parts by mass and 0.1 parts by mass of the organophosphorus stabilizer (phosphorus ester) were used. Other than that, the same preparation method as in Example 2 was used to obtain an eraser according to Example 7.
- Example 8 Regarding the formulation of each substance, 35.5 parts by mass of polyvinyl chloride, 36.5 parts by mass of DOP, 7.2 parts by mass of DBP, 20.3 parts by mass of filler, and 0. by mass of magnesium-zinc stabilizer. 4 parts by mass and 0.1 parts by mass of the organophosphorus stabilizer (phosphorus ester) were used. Other than that, the same preparation method as in Example 2 was used to obtain an eraser according to Example 8.
- Example 1 The resin, plasticizer, filler, and stabilizer used were all the same as in Example 1, and the same preparation method as in Example 1 was used except that the porous foam was not used and the molding temperature was 105 ° C. I got the eraser related to 1.
- Comparative Example 2 The resin, plasticizer, filler, and stabilizer used were all the same as in Example 1, and the same preparation method as in Example 1 was used except that the porous foam was not used and the molding temperature was 135 ° C. I got the eraser related to 2.
- Example 3 The resin, plasticizer, filler, and stabilizer used were all the same as in Example 1, a porous foam was used, and the preparation method was the same as in Example 1 except that the molding temperature was 135 ° C. I got the eraser.
- the gel hardness was measured by the following method. First, the eraser produced in the above Examples and Comparative Examples was punched out with a punch so as to have a columnar diameter of ⁇ 12 ⁇ 2 mm, and then cut to a thickness of 5 mm to obtain a test piece. The temperature of the measuring chamber was kept at 20 ⁇ 2 ° C., and the test piece was left in the measuring chamber for 2 hours or more. As a measuring instrument, AIKOH ENGINEERING CPU GAUGE 9550 B was used, the lower end of the rod was set to ⁇ 4.41 mm, and the speed of the rod was set to 7 mm / min.
- a test piece was placed, and a rod was pierced into the center of the test piece at the above speed from above.
- the increase in the load required for piercing at that time was observed, and the load showing a constant value for 1 second or longer was defined as the gel hardness.
- a test piece was obtained by cutting an eraser into a plate with a thickness of 5 mm and finishing the tip portion in contact with colored paper into an arc with a radius of 6 mm.
- colored paper was prepared using HB of a pencil specified in JIS S 6006 and high-quality paper having a basis weight of 90 g / m 2 or more and a whiteness of 75% or more.
- the test piece was brought into contact with the colored paper vertically and at right angles to the colored line. In this state, the weight was placed on the test piece so that the sum of the masses of the weight and the holder was 0.5 kg, and 150 ⁇ 10 cm / min.
- the colored part was abraded four times at the speed of.
- the erasure rate was calculated by the following formula, and the average value of three times was calculated.
- Erasing rate (%) (1- (concentration of erasable part) ⁇ (concentration of colored part)) x 100
- shape retention The shape-retaining property was evaluated based on the ease of disintegration during use and the ease of applying force by actually erasing the characters using the erasers of the examples and comparative examples. Regarding the evaluation, the best one was "excellent”, the next best one was “good”, and the one not at the actual use level was "inferior”.
- Comparative Example 1 is an example in which the base material contains an aggregate of particles of a vinyl chloride resin and does not contain a porous foam in the eraser structure.
- Comparative Example 2 is an example in which the base material does not contain an aggregate of vinyl chloride resin particles and does not contain a porous foam in the eraser structure.
- Comparative Example 3 is an example in which the base material does not contain an aggregate of vinyl chloride resin particles and contains a porous foam in the eraser structure.
- the elongation at the time of cutting is 7 mm or more and 14 mm or less, specifically 7.7 mm or more and 13.3 mm or less.
- the gel hardness is 19.6 N or more and 78.4 N or less, specifically 23.7 N or more and 63.1 N or less.
- the erasure rate is also high, and both are 88% or more.
- the shape retention is also "excellent” or "good”. In particular, looking at Examples 1 to 3, the erasure rate is 94% or more. Furthermore, the shape retention is all "excellent". Regarding this, the following can be considered.
- the eraser of Examples 1 to 8 contains a porous foam and the base material contains an aggregate of vinyl chloride resin particles in which a plasticizer is incorporated therein, the eraser is erased by these particles. The surface is easily separated, and the eraser dust to which graphite is attached is easily removed from the eraser surface. Therefore, a clean eraser surface always appears. Further, since the particles are contained, the difference in the unevenness of the surface of the eraser is large, and it is in a so-called rough state, and graphite is easily entangled. As a result, it is considered that the erasure rate increases while maintaining high shape retention.
- Comparative Example 1 has poor shape retention because it does not contain porous foam. Furthermore, the erasure rate is 76.5%. Further, in Comparative Example 2, although the shape retention is good because there are no particles, the erasure rate is 54.1%. The elongation value at the time of cutting is 22.1 mm, which is longer than 14 mm. The gel hardness is also larger than 78.4N, which is 91.5N. Further, in Comparative Example 3, although the shape retention is good because there are no particles, the erasure rate is extremely low at 40.4%. The elongation value at the time of cutting is 22.4 mm, which is longer than 14 mm. Regarding this, the following can be considered.
- the erasers of Comparative Examples 2 and 3 do not contain the above particles, the surface of the eraser is difficult to be separated, and the eraser dust to which graphite is attached is difficult to be removed from the eraser surface. In addition, the difference in unevenness on the surface of the eraser is small, and it is difficult to entangle graphite. As a result, the erasure rate is considered to be low. Although the eraser of Comparative Example 1 contains particles, it does not contain porous foam, and therefore has poor shape retention.
- the eraser according to the present invention is particularly effectively used when high shape retention and high eraser rate are required.
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021528266A JPWO2020262116A1 (https=) | 2019-06-24 | 2020-06-16 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019116468 | 2019-06-24 | ||
| JP2019-116468 | 2019-06-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020262116A1 true WO2020262116A1 (ja) | 2020-12-30 |
Family
ID=74061625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/023605 Ceased WO2020262116A1 (ja) | 2019-06-24 | 2020-06-16 | 字消し |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2020262116A1 (https=) |
| WO (1) | WO2020262116A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3131456A1 (de) * | 1981-08-08 | 1983-02-24 | Fa. J.S. Staedtler, 8500 Nürnberg | Radiergummi mit mischungsbedingter charakteristik und verfahren zu dessen herstellung |
| JPH08258493A (ja) * | 1995-03-20 | 1996-10-08 | Mitsubishi Pencil Co Ltd | 字消し材 |
| JP2001138688A (ja) * | 1999-08-30 | 2001-05-22 | Rabitsuto Kk | 字消し及びその製造方法 |
| JP2014008773A (ja) * | 2012-07-03 | 2014-01-20 | Sakura Color Products Corp | 字消し |
| WO2019117125A1 (ja) * | 2017-12-12 | 2019-06-20 | 株式会社サクラクレパス | 字消し |
| WO2019117126A1 (ja) * | 2017-12-12 | 2019-06-20 | 株式会社サクラクレパス | 字消し |
-
2020
- 2020-06-16 WO PCT/JP2020/023605 patent/WO2020262116A1/ja not_active Ceased
- 2020-06-16 JP JP2021528266A patent/JPWO2020262116A1/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3131456A1 (de) * | 1981-08-08 | 1983-02-24 | Fa. J.S. Staedtler, 8500 Nürnberg | Radiergummi mit mischungsbedingter charakteristik und verfahren zu dessen herstellung |
| JPH08258493A (ja) * | 1995-03-20 | 1996-10-08 | Mitsubishi Pencil Co Ltd | 字消し材 |
| JP2001138688A (ja) * | 1999-08-30 | 2001-05-22 | Rabitsuto Kk | 字消し及びその製造方法 |
| JP2014008773A (ja) * | 2012-07-03 | 2014-01-20 | Sakura Color Products Corp | 字消し |
| WO2019117125A1 (ja) * | 2017-12-12 | 2019-06-20 | 株式会社サクラクレパス | 字消し |
| WO2019117126A1 (ja) * | 2017-12-12 | 2019-06-20 | 株式会社サクラクレパス | 字消し |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020262116A1 (https=) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6674181B2 (ja) | 字消し | |
| US7341635B2 (en) | Eraser | |
| JP2012200908A (ja) | プラスチック消しゴム、それを含むプラスチック消しゴム複合体及びその製造方法 | |
| JP2007284689A (ja) | 消去可能な色鉛筆芯及びその製造方法 | |
| JP6372932B2 (ja) | ゴムラテックス弾性発泡体 | |
| JP2022009115A (ja) | 字消し | |
| JP2021107154A (ja) | 字消し | |
| JP3835732B2 (ja) | 字消し及びその製造方法 | |
| WO2020262116A1 (ja) | 字消し | |
| US20200115581A1 (en) | Pencil lead | |
| JP2011251432A (ja) | 消しゴム組成物 | |
| JP7450878B2 (ja) | 字消し | |
| JP3438433B2 (ja) | 消しゴム | |
| JP2006027151A (ja) | 消しゴム及びその製造方法。 | |
| US1868787A (en) | Process of manufacturing a composition containing matter of the character of caoutchouc | |
| JPS6247720B2 (https=) | ||
| JP6588807B2 (ja) | 刻印用印材及び印判 | |
| MXPA00008410A (es) | Borrador | |
| TW202611218A (zh) | 擦子、擦子製造用組成物、以及擦子之製造方法 | |
| KR20220046980A (ko) | 분리 제거가 가능한 당구용 쵸크 | |
| KR20160020383A (ko) | 칼라 샤프심 | |
| JPH085275B2 (ja) | 消ゴムおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20832056 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021528266 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20832056 Country of ref document: EP Kind code of ref document: A1 |