WO2020203344A1 - 剥離検知ラベル - Google Patents
剥離検知ラベル Download PDFInfo
- Publication number
- WO2020203344A1 WO2020203344A1 PCT/JP2020/012252 JP2020012252W WO2020203344A1 WO 2020203344 A1 WO2020203344 A1 WO 2020203344A1 JP 2020012252 W JP2020012252 W JP 2020012252W WO 2020203344 A1 WO2020203344 A1 WO 2020203344A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- support
- detection label
- resin
- peeling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F3/0291—Labels or tickets undergoing a change under particular conditions, e.g. heat, radiation, passage of time
- G09F3/0292—Labels or tickets undergoing a change under particular conditions, e.g. heat, radiation, passage of time tamper indicating labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/241—Polyolefin, e.g.rubber
- C09J7/243—Ethylene or propylene polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F3/03—Forms or constructions of security seals
- G09F3/0305—Forms or constructions of security seals characterised by the type of seal used
- G09F3/0341—Forms or constructions of security seals characterised by the type of seal used having label sealing means
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/08—Fastening or securing by means not forming part of the material of the label itself
- G09F3/10—Fastening or securing by means not forming part of the material of the label itself by an adhesive layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/406—Bright, glossy, shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/334—Applications of adhesives in processes or use of adhesives in the form of films or foils as a label
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/023—Adhesive
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0255—Forms or constructions laminated
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0257—Multilayer
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0272—Labels for containers
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0276—Safety features, e.g. colour, prominent part, logo
Definitions
- the present invention relates to a peeling detection label.
- packages of pharmaceuticals and foods are required to have high security for safety, and a tamper-proof label is used for the purpose of confirming whether or not the package has been opened once.
- a tamper-proof label is used for the purpose of confirming whether or not the package has been opened once.
- the purpose of preventing unauthorized opening of filling containers for dangerous goods such as chemical bottles and fuel tanks, envelopes, cosmetic boxes, etc.
- ID photos such as passports, etc.
- tamper-proof labels are used.
- a tamper-proof label is used for this purpose.
- Patent Document 1 describes a polystyrene film having a thickness of 10 ⁇ m or more and 40 ⁇ m or less, and a heat-resistant pressure-sensitive adhesive layer having an adhesive strength of 15 N / 25 mm or more at 80 ° C. as defined in JIS Z 0237 laminated on one surface thereof.
- Anti-tamper labels or sheets are disclosed, characterized in that they consist of.
- a release layer having peelability is printed on the back surface of the transparent film in a predetermined pattern, and a print layer is formed so as to cover the back surface of the transparent film and the back surface of the release layer.
- It has a printed sheet and a cushion sheet having an adhesive layer formed on the front surface and the back surface of a cushion layer having an irreversibly elastically changing property, and the printed sheet and the cushion sheet are the cushion sheet.
- a tamper-proof label is disclosed, which is integrally formed by the adhesive force of the adhesive layer on the surface.
- the tamper-proof label or sheet described in Patent Document 1 exhibits a tamper-proof function because the polystyrene film breaks when the polystyrene film is peeled off.
- the conventional peeling detection label as described above there is a problem that a part of the broken base material layer and the adhesive layer remain on the adherend, thereby contaminating the adherend.
- the tamper-proof label described in Patent Document 2 is a label that can be determined to have been peeled off without leaving an adhesive on the adherend, but when the peeling treatment is performed at a low speed. No mention is made of pattern expression.
- the present invention has been made in view of the above circumstances, and provides a peeling detection label that does not leave adhesive residue on the adherend and that exhibits excellent pattern expression even when the peeling detection label is peeled at a low speed. The purpose.
- the present inventors have a support having a specific tensile elastic modulus, a pattern layer formed on a part of the surface of the support, and an adhesive having at least an intermediate layer (C) and an adhesive layer (Z). It has been found that the above-mentioned problems can be solved by using a peeling detection label which is a laminated body having the laminated body in this order.
- the present invention relates to the following [1] to [12].
- [1] A laminate having a support, a pattern layer formed on a part of the surface of the support, and an adhesive laminate having at least an intermediate layer (C) and an adhesive layer (Z) in this order.
- the peeling detection label according to the above [1] which satisfies the following requirement (1).
- Requirement (1) After the pressure-sensitive adhesive layer (Z) of the peeling detection label is attached to the adherend, when peeling from the adherend, interfacial peeling occurs between the support and the pattern layer.
- the support is a polyethylene-based resin film, a polypropylene-based resin film, an ethylene-vinyl acetate copolymer-based resin film, or an ethylene- (meth) acrylic acid copolymer-based resin film.
- the peeling detection label [4] The peeling detection label according to any one of [1] to [3], wherein the rigidity of the support is 50 mN or more and 250 mN or less. [5] The peeling detection label according to any one of [1] to [4], wherein the thickness of the support is 1 ⁇ m or more and 200 ⁇ m or less.
- the surface of the support on the side where the pattern layer is formed and the surface of the pattern layer on the side where the intermediate layer (C) is formed are surface-modified by using an oxidation method.
- the intermediate layer (C) includes at least a coating layer (X) and a base material layer (Y), and the base material layer (Y) has a surface in contact with the pressure-sensitive adhesive layer (Z). ] To [7], the peeling detection label.
- the coating layer (X) is a laminate (L2) having at least a first layer (X1) and a second layer (X2), and the first layer (X1) is the support.
- the peeling detection label according to the above [8], which is a layer in contact with the surface and the pattern layer, and the second layer (X2) is a layer in contact with the base material layer (Y).
- the base material layer (Y) is a layer formed from the composition (y) containing one or more non-adhesive resins (y1) selected from the group consisting of acrylic urethane-based resins and olefin-based resins. , The peeling detection label according to any one of the above [8] to [11].
- the present invention it is possible to provide a peeling detection label that does not leave adhesive residue on the adherend and further exhibits excellent pattern expression even when the peeling detection label is peeled at a low speed.
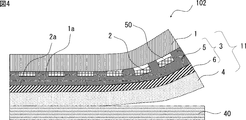
- FIG. 5 is a schematic cross-sectional view showing a situation in which the peeling label 102, which is an example of the structure of the peeling detection label of the present invention, is being peeled from the adherend 40.
- the target resin belongs to the "adhesive resin” or the "non-adhesive resin” based on the following procedures (1) to (4).
- Procedure (1) A 20 ⁇ m-thick resin layer formed only from the target resin is provided on a 50 ⁇ m-thick polyethylene terephthalate (PET) film, and a test piece cut into a size of 300 mm in length ⁇ 25 mm in width is cut.
- PET polyethylene terephthalate
- -Procedure (2) In an environment of 23 ° C. and 50% RH (relative humidity), the exposed side surface of the resin layer of the test piece was attached to a stainless steel plate (SUS304 360 polishing), and the same Let stand for 24 hours in the environment.
- the "active ingredient” refers to a component contained in the target composition excluding the diluting solvent.
- peeling of the peeling detection label means peeling from the adherend.
- the peeling detection label has a peeling material on the surface to which the pressure-sensitive adhesive layer (Z) of the peeling detection label is attached. If it is, it does not mean a peeling operation when peeling the peeling detection label from the peeling material. That is, when the peeling detection label has the peeling material, it is a peeling operation when the peeling detection label is peeled off from the adherend after the peeling detection label from which the peeling material is removed is attached to the adherend. Means.
- the "adhesive body” described in the requirement (1) is an adherend used when evaluating one characteristic of the peeling detection label, that is, whether or not the requirement (1) is satisfied. It refers to the body and is shown only to explain the evaluation method. This is, for example, when evaluating the "adhesive strength" of an arbitrary label, when observing an object to which the arbitrary label is attached or an arbitrary substance used for the purpose of measuring the adhesive strength with a digital microscope. It can be said that it is the same as the one representing a glass plate or the like for preparing the preparation used in. Therefore, the "adhesive body” described in the requirement (1) is not a part (member) constituting the peeling detection label of the present invention.
- (meth) acrylic acid means both “acrylic acid” and “methacrylic acid”
- (meth) acrylate means both “acrylate” and “methacrylate”.
- Mw mass average molecular weight
- GPC gel permeation chromatography
- the peeling detection label of the present invention comprises a support, a pattern layer formed on a part of the surface of the support, and an adhesive laminate having at least an intermediate layer (C) and an adhesive layer (Z). It is a laminated body having in order, and the tensile elastic modulus Et of the support at 23 ° C. is 50 MPa or more and 1,000 MPa or less.
- the peeling detection label satisfies the layer structure and the tensile elastic modulus Et of the support satisfies the above requirements, no adhesive residue is generated on the adherend and the peeling is performed at a lower speed. Even so, the peeling detection label exhibits excellent peeling detection performance.
- peeling detection label of the present invention is the following example as long as the effect of the present invention is exhibited. It is not limited to.
- FIG. 1 is a schematic cross-sectional view of the peeling detection label 101 showing an example of the structure of the peeling detection label of the present invention.
- the peeling detection label shown as one aspect of the present invention is such that the support 1, the pattern layer 2, and the adhesive laminate 10 are laminated in this order as in the peeling detection label 101 shown in FIG. Can be mentioned.
- the adhesive laminate 10 shown in FIG. 1 has an intermediate layer (C) (hereinafter, also referred to as “layer (C)”) 3 and an adhesive layer (Z) (hereinafter, “layer (hereinafter,” “layer”) from the pattern layer 2 side. It is also referred to as "Z)".) 4 is laminated in this order.
- C intermediate layer
- Z adhesive layer (hereinafter, “layer (hereinafter,” “layer” from the pattern layer 2 side. It is also referred to as "Z)”.
- the layer (C) 3 is in contact with the surface 1a and the pattern layer 2 on the side where the pattern layer 2 of the support 1 is formed. It is preferable that the layer (C) 3 is in contact with the surface 1a on the side where the pattern layer 2 of the support 1 is formed and the surface 2a on the side opposite to the support 1 side of the pattern layer 2. Like the peeling detection label 101 shown in 1, the layer (C) 3 is in contact with the surface 1a on the side where the pattern layer 2 of the support 1 is formed, and is in contact with the surface 1a of the support 1 of the pattern layer 2.
- the layer (C) 3 and the layer (Z) 4 are directly laminated in this order in the adhesive laminate 10.
- the above-mentioned "direct lamination” means, for example, in the case of the peeling detection label 101 shown in FIG. 1, without having another layer between the layer (C) 3 and the layer (Z) 4. Refers to a configuration in which two layers are in direct contact.
- the peeling detection label according to one aspect of the present invention has a pattern layer and the peeling detection label due to a tensile stress acting on the support and the intermediate layer (C) when the peeling detection label is peeled from the adherend.
- the interface between the pattern layer and the adjacent layer (preferably the support) is peeled off, and the peeling label can be detected.
- the peeling detection label is a peeling detection label that does not leave adhesive residue on the adherend. Therefore, the intermediate layer (C) is the layer (C) at the time when the interface between the pattern layer and the layer (preferably the support) adjacent to the pattern layer is peeled off when the peeling detection label is peeled off from the adherend. ) And the support can follow the support without peeling, and at the same time, the layer (Z) is held at the interface between the layer (C) and the layer (Z) without peeling. At the same time, it is a layer having a role of suppressing adhesive residue on the adherend by peeling from the adherend.
- FIG. 2 is a schematic cross-sectional view of the peeling detection label 102 showing a preferable example of the configuration of the peeling detection label of the present invention.
- the support 1, the pattern layer 2, and the adhesive laminate 11 are laminated in this order as in the peeling detection label 102 shown in FIG. Things can be mentioned.
- the adhesive laminate 11 shown in FIG. 2 has a coating layer (X) (hereinafter, also referred to as “layer (X)”) 5 and a base material layer (Y) (hereinafter, “layer (hereinafter,“ layer (X) ”) from the pattern layer 2 side. It is also referred to as "Y)".) 6 and the layer (Z) 4 are laminated in this order.
- the layer (X) 5 is in contact with the surface 1a and the pattern layer 2 on the side where the pattern layer 2 of the support 1 is formed. It is preferable that the layer (X) 5 is in contact with the surface 1a on the side where the pattern layer 2 of the support 1 is formed and the surface 2a on the side opposite to the support 1 side of the pattern layer 2. Like the peeling detection label 102 shown in 2, the layer (X) 5 is in contact with the surface 1a on the side where the pattern layer 2 of the support 1 is formed, and is in contact with the surface 1a of the support 1 of the pattern layer 2.
- FIG. 3 is a schematic cross-sectional view of the peeling detection label 103 showing a preferable example of the configuration of the peeling detection label of the present invention.
- the support 1, the pattern layer 2, and the adhesive laminate 12 are laminated in this order as in the peeling detection label 103 shown in FIG. Things can be mentioned.
- the adhesive laminate 12 shown in FIG. 3 has a first layer (X1) (hereinafter, also referred to as “layer (X1)”) 7 and a second layer (X2) (hereinafter, “” from the pattern layer 2 side.
- the coating layer (X) 5 composed of the layer (X2), the base material layer (Y) 6, and the pressure-sensitive adhesive layer (Z) 4 are laminated in this order.
- the layer (X1) 7 and the layer (X2) 8 constituting the layer (X) 5 are the layer (X1) 7 and the layer (X2) in order from the layer located on the support side, respectively. ) It exists in the order of 8.
- the kth layer from the layer closest to the support side is referred to as a layer (Xk).
- the layer (X1) 7 of the layer (X) 5 is the surface 1a and the pattern layer 2 on the side where the pattern layer 2 of the support 1 is formed.
- the layer (X1) 7 may be in contact with the surface 1a on the side where the pattern layer 2 of the support 1 is formed and the surface 2a on the side opposite to the support 1 side of the pattern layer 2.
- the layer (X1) 7 is in contact with the surface 1a on the side where the pattern layer 2 of the support 1 is formed, and the pattern layer 2 is supported. It is more preferable to cover all surfaces of the body 1 other than the surface in contact with the surface 1a, and the layer (X1) 7, the layer (X2) 8, the layer (Y) 6 and the adhesive laminate 12 are covered.
- the layer (Z) 4 is directly laminated in this order.
- the sticking surface of the layer (Z) 4 is the sticking surface 10a to 12a of the adhesive laminate, respectively, and the sticking surface It is attached to the adherend via.
- FIG. 4 is a schematic cross-sectional view showing a situation in which the peeling label 102 shown in FIG. 2 is attached to the adherend 40 and then peeled off from the adherend 40, that is, a situation in which the peeling detection label 102 is peeled off. is there.
- the peeling detection label which is a preferred embodiment of the present invention, is used between the support and the pattern layer and / or between the pattern layer and the intermediate layer (C) when the peeling detection label is peeled off.
- C intermediate layer
- the label makes it possible to visually detect whether or not the peeling detection label 102 has been peeled off from the adherend 40 by causing the pattern to become apparent. That is, it is preferable that the label is a peeling detection label that satisfies the aspect of the following requirement (1).
- Requirement (1) After the pressure-sensitive adhesive layer (Z) of the peeling detection label is attached to the adherend, when peeling from the adherend, interfacial peeling occurs between the support and the pattern layer. As a result, the presence or absence of peeling of the peeling detection label from the adherend can be visually detected.
- the peeling detection label of the present invention satisfies the requirement (1), it is also preferable from the following viewpoints.
- the surface of the support on the pattern layer side is satin-finished, interfacial peeling occurs between the support and the pattern layer, and voids are generated in the peeled portion.
- light is diffusely reflected on the satin ground exposed in the void, and the peeled portion can change from transparent to translucent or opaque before and after peeling, or a matte pattern can be formed.
- the visibility when detecting the peeling of the peeling detection label is further improved.
- the surface of the support 1 on the side opposite to the layer (Z) 4 of the adhesive laminate 10 and the surface of the support 1 A release material was further laminated on at least one surface selected from the sticking surface (the surface of the layer (Z) 4 on the side opposite to the side in contact with the layer (C) 3) 10a of the adhesive laminate 10. It may be configured (not shown).
- a forming material different from the layer (Z) is further formed on the sticking surface 10a of the adhesive laminate.
- the pressure-sensitive adhesive layer (Wr) formed from the composition may be laminated (not shown). r represents an integer of 1 or more. When a plurality of layers (Wr) are present, the smaller number of r of Wr indicates that the layer (Wr) is closer to the layer (Z) side. That is, when the layer (Wr) is present, the layer (Wr) closest to the layer (Z) is the layer (W1).
- the thickness of the peeling detection label is preferably 5 to 400 ⁇ m, more preferably 10 to 250 ⁇ m, still more preferably 20 to 200 ⁇ m, still more preferably 30 to 150 ⁇ m, still more preferably 40 to 130 ⁇ m, still more preferably. It is 55 to 120 ⁇ m.
- the thickness of the peeling detection label means the total thickness of the peeling detection label excluding the peeling material.
- the thickness of the peeling detection label can be measured by the method described in Examples.
- the peeling speed of 10 mm / min and the adhesive force on the sticking surface of the peeling detection label in contact with the adherend measured by the 90 ° peeling method described in Examples is preferably 0.3 N / 25 mm or more, more preferably 0. .4N / 25mm or more, more preferably 0.5N / 25mm or more, even more preferably 0.6N / 25mm or more, and preferably 30.0N / 25mm or less, more preferably 15.0N / 25mm or less, A more preferable range is 5.0 N / 25 mm or less, and even more preferably 3.0 N / 25 mm or less.
- the adhesive strength of the peeling detection label can be measured by the method described in Examples.
- the peeling detection label which is a preferred embodiment of the present invention, is used between the support and the pattern layer and / or between the pattern layer and the layer (C) when the peeling detection label is peeled.
- the peeling detection label It is possible to visually detect the presence or absence of peeling of the peeling detection label. Therefore, when the peeling detection label is attached to the adherend, the peeling detection label must be transparent enough to visually recognize at least the change caused by the interfacial peeling from the support side of the peeling detection label. Is preferable, and it is more preferable that the peeling detection label has a transparency such that the information on the adherend can be visually recognized.
- the peeling detection label is transparent and any object existing on the other surface side of the peeling detection label can be visually seen from the surface side of the peeling detection label on the support side.
- each member constituting the peeling detection label will be described in more detail.
- the support used in the present invention has a tensile elastic modulus Et of 50 MPa or more and 1,000 MPa or less at 23 ° C. measured by the method described in Examples described later. If the tensile elastic modulus Et is less than 50 MPa, there is a possibility that it becomes difficult to control the tension in Roll to Roll during manufacturing or processing. From such a viewpoint, the tensile elastic modulus Et is preferably 80 MPa or more, more preferably 100 MPa or more, and further preferably 120 MPa or more. On the other hand, if the tensile elastic modulus Et exceeds 1,000 MPa, the pattern expression when peeling the peeling label at a low speed is inferior.
- the tensile elastic modulus Et is preferably 900 MPa or less, more preferably 500 MPa or less, still more preferably 400 MPa or less, still more preferably. It is 300 MPa or less, more preferably 200 MPa or less.
- the rigidity of the support measured by the method described in Examples described later is preferably 50 mN from the viewpoint of ease of feeding during labeling and ease of handling when peeling from the release material. As mentioned above, it is more preferably 75 mN or more, still more preferably 100 mN or more. Further, the rigidity is preferably 250 mN or less, more preferably 200 mN or less, and further preferably 150 mN or less from the viewpoint of improving the curved surface followability. Further, the support is preferably 1N / from the viewpoint that the tear strength obtained by the tear test method measured by the method described in Examples described later suppresses the peeling detection label from being torn off at the time of peeling.
- It is mm or more, more preferably 10 N / mm or more, still more preferably 50 N / mm or more. Further, the value is preferably 200 N / mm or less, more preferably 150 N / mm or less, still more preferably 100 N / mm or less, from the viewpoint of improving cutting processability and punching process suitability.
- a plastic film satisfying the tensile elastic modulus Et is preferably used.
- the material of the plastic film include polyurethane resin, polyethylene resin, polypropylene resin, polyvinylidene chloride resin, ethylene-vinyl acetate copolymer resin, ethylene- (meth) acrylic acid copolymer resin, and the like. Can be mentioned. Among these, from the viewpoint of facilitating the satisfaction of the tensile elasticity Et, it is selected from the group consisting of a polyethylene resin, a polypropylene resin, an ethylene-vinyl acetate copolymer resin and an ethylene- (meth) acrylic acid copolymer resin.
- One or more are preferable, one or more selected from an ethylene-vinyl acetate copolymer resin and an ethylene- (meth) acrylic acid copolymer resin are more preferable, and an ethylene- (meth) acrylic acid copolymer resin is further preferable. ..
- the ethylene- (meth) acrylic acid copolymer resin is not particularly limited as long as the above-mentioned tensile elasticity Et is satisfied, but for example, the acid content in 100% by mass of the total amount of the resin is preferably 2% by mass or more.
- the acid content can be measured, for example, using Fourier transform infrared spectroscopy (FT-IR).
- the plastic film includes a polyethylene resin film, a polypropylene resin film, an ethylene-vinyl acetate copolymer resin film, or an ethylene- (meth) acrylic acid copolymer resin from the viewpoint of facilitating the satisfaction of the tensile elasticity Et.
- a film is preferable, an ethylene-vinyl acetate copolymer resin film or an ethylene- (meth) acrylic acid copolymer resin film is more preferable, and an ethylene- (meth) acrylic acid copolymer resin film is further preferable.
- the ethylene- (meth) acrylic acid copolymer resin film preferably contains an ethylene- (meth) acrylic acid copolymer in an amount of more than 50% by mass in 100% by mass of the raw material resin forming the plastic film. Is contained in an amount of 60% by mass or more, more preferably 80% by mass or more, still more preferably 90% by mass or more, still more preferably 95% by mass or more, still more preferably 98% by mass or more, and preferably 100% by mass or less.
- a plastic film formed from resin is preferably 80% by mass or more, still more preferably 90% by mass or more, still more preferably 95% by mass or more, still more preferably 98% by mass or more, and preferably 100% by mass or less.
- ethylene- (meth) acrylic was also used in the above-mentioned explanation of the ethylene- (meth) acrylic acid copolymerization system. It is synonymous except that “acid copolymer” is changed to “polyethylene”, “polypropylene” or "ethylene-vinyl acetate copolymer”.
- non-stretched film excludes a film obtained by intentionally stretching in a specific direction in a film manufacturing process.
- a film obtained by intentionally stretching the raw fabric of a non-stretched film using a longitudinal stretching machine and / or a transverse stretching machine such as a tenter is a case where the rotation speed ratio between each roll is intentionally adjusted for the purpose of stretching the film, that is, a film obtained by using a Roll to Roll manufacturing apparatus as a stretching machine can be mentioned. Be done.
- non-stretched film for example, a CPP film (Cast Polypropylene Films) can be mentioned.
- an OPP film Oriented Polypropylene Films
- the film is simply held in a continuous manufacturing process (for example, a process of using a casting device, a winding device, a slit device, etc.) such as using a Roll to Roll manufacturing device instead of a longitudinal stretching machine. Therefore, when the film is stretched in the flow direction due to force majeure stress, it can be regarded as a "non-stretched film".
- the peeling detection label which is a preferred embodiment of the present invention, causes interfacial peeling between the pattern layer and another layer at the time of peeling of the peeling detection label, thereby causing the peeling detection label.
- the presence or absence of peeling can be visually detected. Therefore, as the support, when the support is incorporated in the peeling detection label, the support is transparent, and at least the other side of the support is seen from the surface side of the peeling detection label on the support side. It is preferable that the support has transparency so that any object existing on the surface side can be visually seen.
- the surface on the side where the pattern layer is formed is a satin-finished surface.
- the satin finish refers to a process of processing the surface of the support into a surface on which fine irregularities are formed, and the satin finish is generally rough like the surface of a pear skin. It is the side that is.
- the "surface treated with satin finish” may have an irregular shape or a regular shape.
- the interface peeling tends to occur not at the interface between the pattern layer and the layer (C) but at the place where the interface between the support and the pattern layer exists. That is, it is preferable because the requirement (1) can be easily satisfied.
- the inside of the gap is formed. Light is diffusely reflected on the pear ground exposed to the surface, and the peeled portion can change from transparent to translucent or opaque before and after peeling, or a matte pattern can be formed. This is preferable because the visibility when detecting the peeling of the peeling detection label is improved. Therefore, the support is more transparent so that the presence or absence of peeling of the peeling detection label can be visually detected, and the surface on the side where the pattern layer is formed is a satin-finished surface. preferable.
- the satin finish includes, for example, embossing using an embossing roll having a satin ground, sandblasting (sandmatting), chemical etching using a solvent, kneading of transparent fine resin particles, and matting material.
- Examples thereof include fine unevenness treatment by coating treatment and the like.
- an embossing treatment or a sandblasting treatment using an embossing roll having a pear ground is preferable, and an embossing treatment is more preferable. Therefore, as the support, a plastic film having a surface in which the surface of the support on the side where the pattern layer is formed is satin-finished is more preferable.
- Preferable examples of the plastic film are as described above.
- the thickness of the support is preferably 1 ⁇ m or more, more preferably 5 ⁇ m or more, further preferably 10 ⁇ m or more, still more preferably 30 ⁇ m or more, still more preferably 50 ⁇ m or more, and preferably 200 ⁇ m or less. It is preferably 150 ⁇ m or less, more preferably 130 ⁇ m or less, still more preferably 120 ⁇ m or less, still more preferably 90 ⁇ m or less.
- the thickness of the support can be measured by the method described in Examples.
- the support may contain additives, if necessary, as long as the effects of the present invention are not impaired.
- the additive include an ultraviolet absorber, a light stabilizer, an antioxidant, an antistatic agent, a slip agent, an antiblocking agent, a colorant and the like. These additives may be used alone or in combination of two or more.
- the content of each additive is preferably 0.0001 to 20 parts by mass with respect to 100 parts by mass of the raw material resin forming the plastic film. , More preferably 0.001 to 10 parts by mass.
- the support for the purpose of designability and anti-counterfeiting.
- a print receiving layer may be provided on the surface of the body opposite to the adhesive laminate, and the print layer may be provided on the print receiving layer.
- a release agent layer may be provided on the surface of the support opposite to the adhesive laminate in order to form a wound tape.
- the pattern layer is a layer required to make it possible to visually detect that the peeling detection label has been peeled off when the peeling detection label is peeled off.
- the pattern layer is preferably a layer formed of a material satisfying the requirement (1) in the peeling detection label.
- the pattern layer it is preferable that the pattern is latent before the peeling detection label is peeled off, so that the pattern layer is preferably a transparent layer.
- the change of the peeling detection label before and after peeling becomes clearer, and when the peeling detection label is attached to the adherend, it is adhered through the peeling detection label. It is also preferable from the viewpoint that it is possible to confirm information such as characters and patterns on the body surface, or the peeling detection label itself becomes transparent and the label can be made inconspicuous.
- the pattern layer is not particularly limited as long as the effects of the present invention are exhibited, but is a cellulose-based resin such as methyl cellulose, carboxymethyl cellulose, and hydroxyethyl cellulose; an acrylic resin such as poly (meth) acrylate and polymethyl (meth) acrylate; Urethane-based resin; Acrylic Urethane-based resin; Polyester-based resin such as polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polyarylate; and a layer formed from a composition containing one or more selected from the group consisting of epoxy-based resin.
- a cellulose-based resin such as methyl cellulose, carboxymethyl cellulose, and hydroxyethyl cellulose
- an acrylic resin such as poly (meth) acrylate and polymethyl (meth) acrylate
- Urethane-based resin Acrylic Urethane-based resin
- Polyester-based resin such as polyethylene terephthalate, polybutylene terephthalate,
- the layer is formed from a composition containing at least one selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin, and more preferably an acrylic resin. It is more preferable that the layer is formed from a composition containing at least one selected from the group consisting of a resin and an acrylic urethane resin, and even more preferably a layer formed from a composition containing an acrylic resin. ..
- the pattern layer is formed of a resin having an adhesive strength lower than that of the layer (C) when the layer (C) is a layer having an adhesive strength. It is preferably a layer formed of a non-adhesive resin, and more preferably a layer formed of a non-adhesive resin.
- the adhesive force of the layer (C) refers to the adhesive force of the layer (X1) located on the side closest to the pattern layer.
- the layer formed from the composition containing the acrylic resin is formed of an acrylic resin capable of forming a layer having a lower adhesive strength than the resin used in the layer (C) among the acrylic resins described later.
- the layer is preferably a layer, and more preferably a layer formed from a composition containing an acrylic polymer in which the main monomer is methyl (meth) acrylate.
- the "main monomer” refers to a monomer component having the highest content (used amount (mass%)) among the monomer components forming the polymer.
- Adhesive strength refers to layer (C) (eg, if layer (C) is a layer comprising layer (X) and layer (Y), then layer (X), and layer (X) is a plurality of layers. When formed from, it refers to a layer (X1) in contact with the pattern layer) and preferably lower than the adhesive force between the support and the pattern layer, and the adhesive force between the pattern layer and the support is the layer ( It is more preferable that the adhesive strength between C) and the support is lower than the adhesive strength between the pattern layer and the layer (C). In such an embodiment, for example, peeling at an interface other than the interface between the support and the pattern layer is more effectively prevented, and it is preferable to satisfy the requirement (1).
- the total content of each of the above-mentioned resins is preferably 50% by mass or more, more preferably 70% by mass or more, still more preferably 80% by mass or more, still more preferably 90% by mass or more, and It is preferably 100% by mass or less.
- the pattern layer is formed on a part of the surface of the support.
- peeling occurs on the entire interface between the support and the pattern layer, and adhesive residue on the adherend is generated.
- the above-mentioned "formed on a part of the surface of the support” means the size in which the peeling detection label is actually attached, or the peeling after being punched to a predetermined size for use.
- the area where the pattern layer is formed may be less than 100%, preferably 1 to 99%, more preferably 1% to 100% of the area on the surface where the pattern layer of the support is formed. 2 to 95%, still more preferably 3 to 90%, even more preferably 5 to 80%, even more preferably 8 to 70%, even more preferably 10 to 60%, even more preferably 12 to 45%. Is.
- the method for forming the pattern layer is not particularly limited as long as it can form the pattern layer on the support.
- it can be formed by a general printing method, for example, gravure printing, screen printing, offset printing, flexographic printing, etc., using an ink containing the resin and a solvent.
- the shape of the formed pattern is not particularly limited as long as the presence or absence of peeling of the peeling detection label can be detected, and may be a geometric pattern or a pattern, or may be a character pattern.
- the pattern is not necessarily "arranged" based on a certain regularity, but also includes an irregular (random) shape.
- the product is manufactured. From the viewpoint of quality, it is preferable that the interface between the support and the pattern layer exists in an area of a certain size or more, and therefore it is preferable to form a predetermined regular pattern.
- the pattern layer is a transparent layer
- the pattern is formed as a hidden pattern such as a hidden character.
- the "hidden pattern” means that the formed pattern is transparent before the peeling detection label is peeled off, so that it is latent and cannot be visually detected. After the peeling detection label is peeled off, the pattern is defined. Refers to a pattern that can be visually detected when is manifested.
- the pattern layer used in the present invention is interfacially peeled from the support, so that each function is separated, for example, as a pattern layer, a peeling layer and a printing layer.
- the above-mentioned peeling detection label configuration interfacial peeling can be caused between the support and the pattern layer, while interfacial peeling at other places can be effectively suppressed. .. Therefore, even when the pattern layer itself forms a pattern having a relatively complicated shape such as a character, when the peeling detection label is peeled off, the pattern can be displayed to a extent that it can be visually detected. , It is preferable to configure the peeling detection label that satisfies the above requirement (1).
- the thickness of the pattern layer may be less than the thickness of the adhesive laminate described later, and is preferably less than the thickness of the layer (C).
- the thickness of the pattern layer is, for example, preferably 0.05 to 16 ⁇ m, more preferably 0.1 to 12 ⁇ m, and even more preferably 0.5 to 8 ⁇ m.
- the thickness of the pattern layer can be measured by the method described in Examples.
- the surface of the support on the side where the pattern layer is formed and the surface of the pattern layer on the side where the intermediate layer (C) is formed are surface-modified by using an oxidation method. It is preferable to have.
- the interfacial adhesion between the support and the layer (C) and the interfacial adhesion between the pattern layer and the layer (C) are improved, and it is more effective that interfacial peeling occurs at these interfaces. Can be prevented.
- the interface peeling tends to occur not at the interface between the pattern layer and the layer (C) but at the place where the interface between the support and the pattern layer exists. That is, it is preferable because the requirement (1) can be easily satisfied.
- the oxidation method examples include a corona discharge treatment method, a plasma treatment method, a chromium acid oxidation method (wet), a hot air treatment method, an ultraviolet treatment method, an ozone treatment method, and an ultraviolet-ozone treatment method.
- the corona discharge treatment method, the plasma treatment method, and the ultraviolet treatment method are used from the viewpoint of introducing equipment to the production line and workability, and from the viewpoint of being able to more effectively oxidize the surfaces of the support and the pattern layer.
- the surface of the support on the side where the pattern layer is formed is preferably satin-coated, and from the same viewpoint as described above, the surface on which the satin-treated surface is subjected to the satin-treated surface. Further, it is more preferable that the surface is surface-modified by using the oxidation method.
- the adhesive laminate has at least an intermediate layer (C) and an adhesive layer (Z), and preferably has at least a layer (C) and a layer (Z) in this order from the pattern layer side, more preferably. Is a laminate in which at least the layer (C) and the layer (Z) are directly laminated in this order from the pattern layer side.
- Intermediate layer (C) The role of the intermediate layer (C) is as described above, and the layer (C) may be a single layer or a laminated body composed of two or more layers, and preferably at least a coating layer ( It is a laminate including X) and a base material layer (Y) and having a surface in which the base material layer (Y) is in contact with the pressure-sensitive adhesive layer (Z).
- the coating layer (X) is a layer having a surface in contact with the support and the pattern layer and a surface in contact with the base material layer (Y).
- the layer (X) may be a single layer or a laminated body (Ln) composed of two or more layers.
- the laminated body (Ln) is at least a layer (X1) which is the first layer from the support side and a layer (Xn) which is the nth layer from the support side.
- the layer (Ln) is a layer in which the layer (X1) is in contact with the surface of the support and the pattern layer, and the layer (Xn) is in contact with the layer (Y).
- n is preferably an integer of 2 to 10, more preferably an integer of 2 to 6, still more preferably an integer of 2 to 4, and even more preferably 2 or 3. It is an integer, more preferably 2. Therefore, when the layer (X) is a laminate (Ln), the coating layer (X) is a laminate (L2) having a first layer (X1) and a second layer (X2), and the first layer (X). It is even more preferable that the layer 1 (X1) is a layer in contact with the surface of the support and the pattern layer, and the second layer (X2) is a layer in contact with the base material layer (Y).
- the shear storage elastic modulus G'of the layer (X1) at 23 ° C. is larger than the shear storage elastic modulus G'of the layer (Xn) at 23 ° C.
- the shear storage elastic modulus G'of the layer (X1) at 23 ° C. is the shear storage elastic modulus of the layer (X2) at 23 ° C. It may be larger than the rate G'.
- the value of the shear storage elastic modulus G'at 23 ° C. can be measured by the method described in Examples.
- each layer constituting the layer (X) is a resin layer formed of a resin composition containing a resin. That is, the layer (X) is preferably a layer composed of a resin layer.
- the layer (X) has an n-layer structure (n is preferably an integer of 2 to 10) having a surface in contact with the support and the pattern layer and a surface in contact with the layer (Y), and the layer (X). ),
- the thickness average shear storage elastic modulus represented by the following formula (1) is preferably 8.0 ⁇ 10 4 Pa or more and 6.0 ⁇ 10 5 Pa or less.
- G'(Xk) indicates the shear storage elastic modulus G'at 23 ° C. of the kth layer (Xk) from the support side in the coating layer (X).
- N preferably indicates an integer of 2 to 10.
- the layer (X) expresses an excellent pattern even when the peeling detection label is peeled off at a low speed. It is preferable because the sex is easily exhibited.
- the thickness average elastic modulus of the layer (X) is preferably 9.0 ⁇ 10 4 Pa or more, and more, from the viewpoint of facilitating more excellent pattern expression even when the peeling detection label is peeled off at a low speed. It is preferably 9.5 ⁇ 10 4 Pa or more, more preferably 1.0 ⁇ 10 5 Pa or more, even more preferably 1.1 ⁇ 10 5 Pa or more, and preferably 5.0 ⁇ 10 5 Pa or less.
- the thickness average elastic modulus of the layer (X) adjusts the shear storage elasticity G'of each layer constituting the layer (X) at 23 ° C. and the thickness of each layer. It can be adjusted by doing.
- the shear storage elastic modulus G'of each layer constituting the layer (X) at 23 ° C. is, for example, each of the resin, tackifier, cross-linking agent, curing agent, and other additives forming the layer. It can also be adjusted by selecting the types of ingredients and adjusting their content.
- the value of the thickness average elastic modulus of the layer (X) can be specifically measured and calculated by the method described in Examples.
- the layer (X) it is preferable that at least one surface of the layer (X) in contact with the support and the pattern layer or a surface in contact with the layer (Y) has adhesiveness. Therefore, it is preferable that the layer (X) has at least an adhesive layer (XA) (hereinafter, also referred to as “layer (XA)”).
- the layer (XA) is preferably a layer formed from the composition (x) containing the adhesive resin, and is formed by drying a coating film (x') composed of the composition (x) containing the adhesive resin. It is more preferable that the layer is formed.
- the "coating film” is a film formed from a composition which is a forming material by a known coating method, and the residual ratio of volatile components such as a solvent contained in the film.
- the coating film refers to a state in which the total amount of the volatile components contained in the composition before coating is 10 to 100% by mass with respect to 100% by mass. That is, in the present specification, the coating film contains a certain amount of volatile components such as a solvent.
- the laminated body (Ln) has a plurality of layers (XA)
- the plurality of existing layers (XA) may be the same or different from each other.
- the layer in contact with the layer (Y) is preferably the layer (XA).
- the interfacial adhesion between the layer (X) and the layer (Y) is improved, and when the peeling detection label is peeled off, the peeling detection label is adhesive to the tensile stress generated in the process of deformation. Since the interface between the layer (X) and the layer (Y) is less likely to peel off in the laminate, it is considered that it can contribute to the improvement of the effect of suppressing the generation of adhesive residue.
- the layer (X1) which is the first layer from the support side
- the layer (XA) it is preferable that the pattern layer and the layer (XA) contain the same type of resin as each other, for example.
- the pattern layer is a layer formed of an acrylic resin
- the pressure-sensitive adhesive layer (XA) is also preferably an acrylic resin, which will be described later.
- the pattern layer is a layer formed from a composition containing at least one selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin
- the layer (XA) is , Acrylic resin, urethane resin, acrylic urethane resin, and a layer formed from the composition (x) containing an adhesive resin containing at least one selected from the group consisting of polyester resins.
- composition (x) which is a material for forming the pressure-sensitive adhesive layer (XA), is a composition containing a pressure-sensitive adhesive resin.
- the components other than the adhesive resin contained in the composition (x) can be appropriately adjusted according to the intended use of the peeling detection label of the present invention.
- the composition (x) containing the adhesive resin is selected from the group consisting of the adhesive resin, a tackifier and a cross-linking agent.
- one or more selected from the group consisting of a diluting solvent and an additive for a pressure-sensitive adhesive used for a general pressure-sensitive adhesive may be contained.
- the mass average molecular weight (Mw) of the adhesive resin is preferably 10,000 to 2 million, more preferably 20,000 to 1.5 million, and even more preferably 30,000 to 1.2 million.
- the adhesive resin contained in the composition (x) include an acrylic resin, a urethane resin, a polyisobutylene resin, an olefin resin, an acrylic urethane resin, and a polyester that satisfy the adhesive force of the layer (XA) described later.
- Examples include based resins. Among these, one or more selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin is preferable, and an acrylic resin is more preferable.
- these adhesive resins may be used alone or in combination of two or more.
- these adhesive resins are copolymers having two or more kinds of structural units, the form of the copolymer is not particularly limited, and block copolymers, random copolymers, and graft copolymers are used. It may be any of the polymers.
- these adhesive resins when the layer in contact with the layer (Y) is the layer (XA), these adhesive resins have a polymerizable functional group from the viewpoint of further improving the interfacial adhesion between the layer (XA) and the layer (Y). It is preferable that the adhesive resin is an ultraviolet non-curable adhesive resin.
- the content of the adhesive resin in the composition (x) forming the layer (XA) is preferably 30 to 99.99% by mass, based on the total amount (100% by mass) of the active ingredient of the composition (x). It is preferably 40 to 99.95% by mass, more preferably 50 to 99.90% by mass, still more preferably 55 to 99.80% by mass, and even more preferably 60 to 99.50% by mass.
- the adhesive resin contained in the composition (x) is contained from the viewpoint of further improving the interfacial adhesion with the layer (Y).
- the content ratio of the acrylic resin in the adhesive resin is preferably 30 to 100% by mass based on the total amount (100% by mass) of the adhesive resin contained in the composition (x) from the viewpoint of further improving the interfacial adhesion. %, More preferably 50 to 100% by mass, still more preferably 70 to 100% by mass, still more preferably 85 to 100% by mass.
- Acrylic resins that can be used as adhesive resins include, for example, a polymer containing a structural unit derived from an alkyl (meth) acrylate having a linear or branched alkyl group, and a (meth) acrylate having a cyclic structure. Examples thereof include a polymer containing a constituent unit thereof.
- the mass average molecular weight (Mw) of the acrylic resin is preferably 100,000 to 1.5 million, more preferably 200,000 to 1.3 million, still more preferably 350,000 to 1.2 million, and even more preferably 500,000 to 1.1 million. ..
- an acrylic polymer (A0) having a structural unit (a1) derived from an alkyl (meth) acrylate (a1') (hereinafter, also referred to as “monomer (a1')") is preferable.
- Acrylic copolymer (A1) having a structural unit (a2) derived from a functional group-containing monomer (a2') (hereinafter, also referred to as “monomer (a2')”) is more preferable together with the structural unit (a1). ..
- the number of carbon atoms of the alkyl group contained in the monomer (a1') is preferably 1 to 24, more preferably 1 to 12, still more preferably 1 to 8, still more preferably 4 to 6, from the viewpoint of improving the adhesive properties.
- the alkyl group contained in the monomer (a1') may be a straight chain alkyl group or a branched chain alkyl group.
- Examples of the monomer (a1') include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) acrylate, and tridecyl (). Examples thereof include meta) acrylate and stearyl (meth) acrylate. As the monomer (a1'), methyl (meth) acrylate, butyl (meth) acrylate and 2-ethylhexyl (meth) acrylate are preferable, and methyl (meth) acrylate and butyl (meth) acrylate are more preferable. These monomers (a1') may be used alone or in combination of two or more.
- the content of the structural unit (a1) is preferably 50 to 100% by mass, more preferably 60 to 60 to 100% by mass, based on the total structural units (100% by mass) of the acrylic polymer (A0) or the acrylic copolymer (A1). It is 99.9% by mass, more preferably 70 to 99.5% by mass, and even more preferably 80 to 99.0% by mass.
- the functional group contained in the monomer (a2') refers to a functional group capable of reacting with a cross-linking agent which may be contained in the composition (x) described later and serving as a cross-linking starting point or a functional group having a cross-linking promoting effect, for example, a hydroxyl group. , Carboxyl group, amino group, epoxy group and the like. That is, examples of the monomer (a2') include a hydroxyl group-containing monomer, a carboxy group-containing monomer, an amino group-containing monomer, and an epoxy group-containing monomer. These monomers (a2') may be used alone or in combination of two or more. As the monomer (a2'), a hydroxyl group-containing monomer and a carboxy group-containing monomer are preferable.
- hydroxyl group-containing monomer examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, and 3-hydroxybutyl (meth).
- Hydroxyalkyl (meth) acrylates such as acrylate and 4-hydroxybutyl (meth) acrylate; unsaturated alcohols such as vinyl alcohol and allyl alcohol can be mentioned.
- carboxy group-containing monomer examples include ethylenically unsaturated monocarboxylic acids such as (meth) acrylic acid and crotonic acid; ethylenically unsaturated dicarboxylic acids such as fumaric acid, itaconic acid, maleic acid, and citraconic acid, and their anhydrides.
- 2- (Acryloyloxy) ethyl succinate, 2-carboxyethyl (meth) acrylate and the like can be mentioned.
- the content of the structural unit (a2) is preferably 0.1 to 40% by mass, more preferably 0.3 to 30% by mass, based on the total structural units (100% by mass) of the acrylic copolymer (A1). , More preferably 0.5 to 20% by mass, and even more preferably 0.7 to 10% by mass.
- the acrylic copolymer (A1) preferably further has a structural unit (a3) derived from a monomer (a3') other than the monomers (a1') and (a2').
- the total content of the structural units (a1) and (a2) is preferably 70 to 70 in the total structural units (100% by mass) of the acrylic copolymer (A1). It is 100% by mass, more preferably 80 to 100% by mass, still more preferably 85 to 100% by mass, and even more preferably 90 to 100% by mass.
- Examples of the monomer (a3') include olefins such as ethylene, propylene and isobutylene; halogenated olefins such as vinyl chloride and vinylidene chloride; diene monomers such as butadiene, isoprene and chloroprene; cyclohexyl (meth) acrylates, It has a cyclic structure such as benzyl (meth) acrylate, isobornyl (meth) acrylate, dicyclopentanyl (meth) acrylate, dicyclopentenyl (meth) acrylate, dicyclopentenyloxyethyl (meth) acrylate, and imide (meth) acrylate.
- olefins such as ethylene, propylene and isobutylene
- halogenated olefins such as vinyl chloride and vinylidene chloride
- diene monomers such as butadiene, isoprene and chlor
- (Meta) Acrylate examples thereof include styrene, ⁇ -methylstyrene, vinyltoluene, vinyl formate, vinyl acetate, acrylonitrile, (meth) acrylamide, (meth) acrylonitrile, (meth) acryloylmorpholine, and N-vinylpyrrolidone.
- vinyl acetate is preferable.
- the urethane-based resin that can be used as the adhesive resin is not particularly limited as long as it is a polymer having at least one of a urethane bond and a urea bond in at least one of the main chain and the side chain.
- Specific examples of the urethane-based resin include a urethane-based prepolymer (UX) obtained by reacting a polyol with a multivalent isocyanate compound.
- the urethane-based prepolymer (UX) may be obtained by further performing a chain extension reaction using a chain extender.
- the mass average molecular weight (Mw) of the urethane resin is preferably 10,000 to 200,000, more preferably 12,000 to 150,000, still more preferably 15,000 to 100,000, and even more preferably 20,000 to 20,000. It is 70,000.
- polyols that are raw materials for urethane-based prepolymers (UX) include polyol compounds such as alkylene-type polyols, polyether-type polyols, polyester-type polyols, polyesteramide-type polyols, polyester-polyester-type polyols, and polycarbonate-type polyols.
- the polyol is not particularly limited, and may be a bifunctional diol or a trifunctional triol. These polyols may be used alone or in combination of two or more. Among these polyols, diols are preferable, and alkylene-type diols are more preferable, from the viewpoint of availability, reactivity and the like.
- alkylene-type diol examples include alkanediols such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, and 1,6-hexanediol; ethylene glycol, propylene glycol, and the like.
- alkylene glycols such as diethylene glycol and dipropylene glycol
- polyalkylene glycols such as polyethylene glycol, polypropylene glycol and polybutylene glycol
- polyoxyalkylene glycols such as polytetramethylene glycol.
- glycols having a mass average molecular weight (Mw) of 1,000 to 3,000 are preferable from the viewpoint of suppressing gelation when further reacting with the chain extender.
- polyisocyanate compound used as a raw material for the urethane-based prepolymer (UX) examples include aromatic polyisocyanates, aliphatic polyisocyanates, and alicyclic polyisocyanates.
- aromatic polyisocyanate examples include 1,3-phenylenediocyanate, 1,4-phenylenediocyanate, 4,4'-diphenylmethane diisocyanate (MDI), 2,4-tolylene diisocyanate (2,4-TDI), and 2 , 6-Tolylene diisocyanate (2,6-TDI), 4,4'-toluidine diisocyanate, 2,4,6-triisocyanate toluene, 1,3,5-triisocyanate benzene, dianisidine diisocyanate, 4,4' -Diphenyl ether diisocyanate, 4,4', 4 "-triphenylmethane triisocyanate, 1,4-tetramethylxylylene di
- aliphatic polyisocyanate examples include trimethylene diisocyanate, tetramethylene diisocyanate, hexamethylene diisocyanate (HMDI), pentamethylene diisocyanate, 1,2-propylene diisocyanate, 2,3-butylene diisocyanate, 1,3-butylene diisocyanate, and dodeca. Examples thereof include methylene diisocyanate and 2,4,4-trimethylhexamethylene diisocyanate.
- alicyclic polyisocyanate examples include 3-isocyanate methyl-3,5,5-trimethylcyclohexylisocyanate (IPDI: isophorone diisocyanate), 1,3-cyclopentane diisocyanate, 1,3-cyclohexanediisocyanate, and 1,4-.
- IPDI isophorone diisocyanate
- 1,3-cyclopentane diisocyanate 1,3-cyclohexanediisocyanate
- 1,4- examples include 3-isocyanate methyl-3,5,5-trimethylcyclohexylisocyanate (IPDI: isophorone diisocyanate), 1,3-cyclopentane diisocyanate, 1,3-cyclohexanediisocyanate, and 1,4-.
- Cyclohexanediisocyanate, methyl-2,4-cyclohexanediisocyanate, methyl-2,6-cyclohexanediisocyanate, 4,4'-methylenebis (cyclohexylisocyanate), 1,4-bis (isocyanatemethyl) cyclohexane, 1,4-bis (isocyanate) Methyl) cyclohexane and the like can be mentioned.
- These polyisocyanate compounds may be a trimethylolpropane adduct-type modified product of the polyisocyanate, a Biuret-type modified product reacted with water, or an isocyanurate-type modified product containing an isocyanurate ring.
- polyvalent isocyanate compounds 4,4'-diphenylmethane diisocyanate (MDI), 2,4-tolylene diisocyanate (2,4-TDI), 2, from the viewpoint of obtaining a urethane-based polymer having excellent adhesive properties.
- MDI 4,4'-diphenylmethane diisocyanate
- 2,4-TDI 2,4-tolylene diisocyanate
- One or more selected from 6-toluene diisocyanate (2,6-TDI), hexamethylene diisocyanate (HMDI), 3-isocyanate methyl-3,5,5-trimethylcyclohexylisocyanate (IPDI) and modified products thereof are preferable.
- HMDI hexamethylene diisocyanate
- IPDI 3-isocyanate methyl-3,5,5-trimethylcyclohexylisocyanate
- weather resistance one or more selected from HMDI, IPDI and modified products thereof are more preferable.
- the isocyanate group content (NCO%) in the urethane-based prepolymer (UX) is preferably 0.5 to 12% by mass, more preferably 1 to 4 in the value measured according to JIS K1603-1: 2007. It is mass%.
- chain extender a compound having at least two hydroxyl groups and amino groups, or a compound having at least three hydroxyl groups and amino groups is preferable.
- At least one compound selected from the group consisting of an aliphatic diol, an aliphatic diamine, an alkanolamine, a bisphenol, and an aromatic diamine is preferable.
- the aliphatic diol include alkanediols such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, and 1,7-heptanediol.
- Alkylene glycol such as ethylene glycol, propylene glycol, diethylene glycol, dipropylene glycol; and the like.
- alkylene glycol such as ethylene glycol, propylene glycol, diethylene glycol, dipropylene glycol; and the like.
- alkanolamine include monoethanolamine, monopropanolamine, isopropanolamine and the like.
- bisphenol include bisphenol A and the like.
- aromatic diamine include diphenylmethanediamine, tolylenediamine, xylylenediamine and the like.
- Examples of the compound having at least three or more hydroxyl groups and amino groups include polyols such as trimethylolpropane, ditrimethylolpropane, pentaerythritol, and dipentaerythritol; 1-amino-2,3-propanediol and 1-methyl.
- Amino alcohols such as amino-2,3-propanediol and N- (2-hydroxypropylethanolamine); ethylene oxide or propylene oxide adduct of tetramethyloxylylene amine; and the like can be mentioned.
- the polyisobutylene resin (hereinafter, also referred to as “PIB resin”) that can be used as the adhesive resin is not particularly limited as long as it has a polyisobutylene skeleton in at least one of the main chain and the side chain.
- the mass average molecular weight (Mw) of the PIB-based resin is preferably 20,000 or more, more preferably 30,000 to 1,000,000, still more preferably 50,000 to 800,000, and even more preferably 70,000 to 600,000.
- PIB-based resin examples include polyisobutylene, which is a homopolymer of isobutylene, a copolymer of isobutylene and isoprene, a copolymer of isobutylene and n-butene, a copolymer of isobutylene and butadiene, and these copolymers.
- examples thereof include butyl rubber halides that have been brominated or chlorinated.
- the structural unit composed of isobutylene is contained in the largest amount among all the structural units.
- the content of the structural unit composed of isobutylene is preferably 80 to 100% by mass, more preferably 90 to 100% by mass, still more preferably 95 to 100% by mass, based on all the structural units (100% by mass) of the PIB-based resin. is there.
- These PIB-based resins may be used alone or in combination of two or more.
- a PIB-based resin When a PIB-based resin is used, it is preferable to use a PIB-based resin having a high mass average molecular weight (Mw) and a PIB-based resin having a low mass average molecular weight (Mw) in combination. More specifically, a PIB-based resin (pb1) having a mass average molecular weight (Mw) of 270,000 to 600,000 (hereinafter, also referred to as "PIB-based resin (pb1)”) and a mass average molecular weight (Mw) of 5 It is preferable to use in combination with 10,000 to 250,000 PIB-based resin (pb2) (hereinafter, also referred to as “PIB-based resin (pb2)”).
- the durability and weather resistance of the formed pressure-sensitive adhesive layer can be improved, and the adhesive strength can also be improved.
- the PIB-based resin (pb2) having a low mass average molecular weight (Mw) can be well compatible with the PIB-based resin (pb1), and the PIB-based resin (pb1) can be appropriately plasticized. , The wettability of the pressure-sensitive adhesive layer to the adherend can be enhanced, and the adhesive physical properties, flexibility and the like can be improved.
- the mass average molecular weight (Mw) of the PIB-based resin (pb1) is preferably 270,000 to 600,000, more preferably 290,000 to 480,000, still more preferably 310,000 to 450,000, and even more preferably 320,000 to 400,000. Is.
- the mass average molecular weight (Mw) of the PIB-based resin (pb2) is preferably 50,000 to 250,000, more preferably 80,000 to 230,000, still more preferably 140,000 to 220,000, and even more preferably 180,000 to 210,000. Is.
- the content ratio of the PIB-based resin (pb2) to 100 parts by mass of the PIB-based resin (pb1) is preferably 5 to 55 parts by mass, more preferably 6 to 40 parts by mass, still more preferably 7 to 30 parts by mass, and further. It is preferably 8 to 20 parts by mass.
- the olefin-based resin that can be used as the adhesive resin is not particularly limited as long as it is a polymer having a structural unit derived from an olefin compound such as ethylene or propylene.
- the olefin resin may be used alone or in combination of two or more.
- Specific olefin-based resins include, for example, polyethylene such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, and linear low-density polyethylene, polypropylene, a copolymer of ethylene and propylene, ethylene and other ⁇ -.
- examples thereof include a coalescence (ethylene-vinyl acetate copolymer, ethylene-alkyl (meth) acrylate copolymer, etc.).
- the ⁇ -olefin include 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 4-methyl-1-pentene, 4-methyl-1-hexene and the like.
- the ethylenically unsaturated monomer include vinyl acetate, alkyl (meth) acrylate, and vinyl alcohol.
- acrylic urethane-based resin examples include those in which the type and amount of the monomer component and the cross-linking agent are appropriately adjusted so as to have adhesiveness among the acrylic urethane-based resins described later, and the adhesiveness is improved. It is not particularly limited as long as it has.
- the polyester resin that can be used as the adhesive resin is not particularly limited as long as it has adhesiveness.
- the main component of the polyester-based resin include aromatics such as terephthalic acid, isophthalic acid, methylterephthalic acid, and naphthalindicarboxylic acid.
- aromatics such as terephthalic acid, isophthalic acid, methylterephthalic acid, and naphthalindicarboxylic acid.
- examples thereof include a random copolymer of an acid component and a glycol component such as ethylene glycol, diethylene glycol, butylene glycol, and neopentyl glycol.
- the polyester-based pressure-sensitive adhesive using the polyester-based resin is composed of polyester, a solvent, a cross-linking agent, a tackifier, and the like, and the cross-linking system includes methylol group condensation, ion cross-linking, isocyanate cross-linking, epoxy cross-linking, and the like. It's being used.
- the composition (x) containing the pressure-sensitive adhesive when the pressure-sensitive adhesive layer (XA) has further improved adhesive strength, the composition (x) containing the pressure-sensitive adhesive preferably further contains a pressure-sensitive adhesive. Further, as will be described later, the adhesive strength of the pressure-sensitive adhesive layer (XA) is preferably larger than the adhesive strength of the pressure-sensitive adhesive layer (Z) described later. Therefore, in the case of this configuration, the pressure-sensitive adhesive layer (XA) is formed.
- the composition (x) preferably contains a tackifier, and the composition (x) forming the pressure-sensitive adhesive layer (XA) contains the pressure-sensitive adhesive and forms the pressure-sensitive adhesive layer (Z). It is more preferable that the substance (z) does not contain a tackifier.
- the "tackiness-imparting agent” is a component that supplementarily improves the adhesive strength of the adhesive resin, and refers to an oligomer having a mass average molecular weight (Mw) of less than 10,000, and is the above-mentioned adhesive resin. It is a distinction.
- the mass average molecular weight (Mw) of the tackifier is preferably 400 to 10,000, more preferably 500 to 8,000, and even more preferably 800 to 5,000.
- tackifier examples include rosin-based resins such as rosin resin, rosin ester resin, and rosin-modified phenol resin; hydride-based resin obtained by hydrogenating these rosin-based resins; terpene resin, aromatic-modified terpene resin, and terpene phenol.
- Terpen-based resins such as based resins; Hydrogenated terpene-based resins obtained by hydrogenating these terpene-based resins; styrene obtained by copolymerizing a styrene-based monomer such as ⁇ -methylstyrene or ⁇ -methylstyrene with an aliphatic monomer.
- the softening point of the tackifier is preferably 60 to 170 ° C, more preferably 65 to 160 ° C, and even more preferably 70 to 150 ° C.
- the "softening point" of the tackifier means a value measured in accordance with JIS K2531. When two or more kinds of tackifiers are used, it is preferable that the weighted average of the softening points of the plurality of tackifiers belongs to the above range.
- the content of the tackifier in the composition (x) is preferably 0 in the total amount (100% by mass) of the active ingredient in the composition (x). 0.01 to 65% by mass, more preferably 0.05 to 55% by mass, still more preferably 0.1 to 50% by mass, still more preferably 0.5 to 45% by mass, still more preferably 1.0 to 40%. It is mass%.
- the total content of the tacky resin and the tackifier in the composition (x) is preferably 70% by mass or more, more preferably 80%, based on the total amount (100% by mass) of the active ingredients of the composition (x). It is mass% or more, more preferably 85% by mass or more, still more preferably 90% by mass or more, still more preferably 95% by mass or more.
- the composition (x) further contains a cross-linking agent together with the above-mentioned adhesive resin having a functional group such as an acrylic copolymer having the above-mentioned structural units (a1) and (a2). It is preferable to do so.
- the cross-linking agent reacts with the functional group of the adhesive resin to cross-link the resins.
- cross-linking agent examples include isocyanate-based cross-linking agents such as tolylene diisocyanate, xylylene diisocyanate, hexamethylene diisocyanate, and their adducts; epoxy-based cross-linking agents such as ethylene glycol glycidyl ether; hexa [1- (2- (2-) Methyl) -aziridinyl] Isocyanate-based cross-linking agents such as trifoosphatriazine; chelate-based cross-linking agents such as aluminum chelate; and the like. These cross-linking agents may be used alone or in combination of two or more. Among these cross-linking agents, isocyanate-based cross-linking agents are preferable from the viewpoint of increasing the cohesive force to improve the adhesive force and the availability.
- the content of the cross-linking agent is appropriately adjusted according to the number of functional groups of the adhesive resin.
- the adhesive resin having the above-mentioned functional groups such as the acrylic copolymer. It is preferably 0.01 to 10 parts by mass, more preferably 0.03 to 7 parts by mass, and further preferably 0.05 to 4 parts by mass.
- the composition (x) contains an additive for a pressure-sensitive adhesive used for a general pressure-sensitive adhesive other than the above-mentioned pressure-sensitive adhesive and a cross-linking agent as long as the effect of the present invention is not impaired. You may be doing it.
- the adhesive additive include antioxidants, softeners (plasticizers), slip agents, rust preventives, retarders, catalysts, light stabilizers, antistatic agents, ultraviolet absorbers and the like.
- these additives for adhesives may be used individually or in combination of 2 or more types.
- each additive for adhesive is independently, preferably 0.0001 to 20 parts by mass, more preferably 0.0001 to 20 parts by mass with respect to 100 parts by mass of the adhesive resin. It is 0.001 to 10 parts by mass.
- the composition (x) may contain water or an organic solvent as a diluting solvent together with the above-mentioned various active ingredients, and may be in the form of a solution.
- the organic solvent include toluene, xylene, ethyl acetate, butyl acetate, methyl ethyl ketone, diethyl ketone, methyl isobutyl ketone, methanol, ethanol, isopropyl alcohol, tert-butanol, s-butanol, acetylacetone, cyclohexanone, n-hexane, and cyclohexane. And so on.
- These diluting solvents may be used alone or in combination of two or more.
- the concentration of the active ingredient of the composition (x) is preferably 1 to 65% by mass, more preferably 5 to 60% by mass, still more preferably. Is 10 to 50% by mass, more preferably 25 to 45% by mass.
- the adhesive strength of the layer (XA) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, still more preferably 10.0 N / 25 mm or more, still more preferably 14.0 N / 25 mm or more. ..
- the upper limit of the adhesive force of the layer (XA) is not particularly limited, but is preferably 40.0 N / 25 mm or less, more preferably 35.0 N / 25 mm or less, still more preferably 30.0 N / 25 mm or less, and further. It is preferably 25.0 N / 25 mm or less.
- the adhesive strength of the layer (XA) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, still more preferably 10.0 N. / 25 mm or more, more preferably 14.0 N / 25 mm or more, still more preferably 18.0 N / 25 mm or more.
- the adhesive strength of the layer (XA) satisfies the range, when the peeling detection label is peeled off, peeling is unlikely to occur at the interface between the layer (Y) and the pressure-sensitive adhesive layer (XA), and the layer (XA) itself.
- the upper limit of the adhesive force of the layer (XA) is not particularly limited, but is preferably 40.0 N / 25 mm or less, more preferably 35.0 N / 25 mm or less, still more preferably 30.0 N / 25 mm or less, still more preferably. Is 25.0 N / 25 mm or less.
- the value of the adhesive strength of the layer (XA) can be measured by the method described in Examples.
- the value of the adhesive strength of the layer (XA) is determined by selecting the type of each component such as the adhesive resin forming the layer (XA), the tackifier, the cross-linking agent, and the additive for the adhesive described above. It can also be adjusted by adjusting their content.
- the shear storage elastic modulus G'of the layer (XA) at 23 ° C. is preferably 1.
- the peeling detection label 5 ⁇ 10 4 Pa or more, more preferably 3.0 ⁇ 10 4 Pa or more, further preferably 6.0 ⁇ 10 4 Pa or more, and preferably 2.0 ⁇ 10 5 Pa or less, more preferably 1 It is 0.0 ⁇ 10 5 Pa or less, more preferably 9.0 ⁇ 10 4 Pa or less.
- the value of the shear storage elastic modulus G'of the layer (XA) at 23 ° C. can be specifically measured by the method described in Examples.
- examples of the layer (XQ) other than the pressure-sensitive adhesive layer (XA) that the layer (X) may have include poly (meth) acrylate and polymethyl (meth) acrylate other than the above-mentioned adhesive resin.
- the energy ray-curable resin include one or more selected from an energy ray-curable urethane-based resin and an energy ray-curable acrylic urethane-based resin.
- the shear storage elastic modulus G'at 23 ° C. of the layer (XQ) is preferably 9. More than 0 ⁇ 10 4 Pa, more preferably 1.0 ⁇ 10 5 Pa or more, still more preferably 3.0 ⁇ 10 5 Pa or more, and preferably 15.0 ⁇ 10 5 Pa or less, more preferably 10 It is 0.0 ⁇ 10 5 Pa or less, more preferably 9.0 ⁇ 10 5 Pa or less.
- the value of the shear storage elastic modulus G'of the layer (XQ) at 23 ° C. can be specifically measured by the method described in Examples.
- the layer (XQ) contains the above-mentioned tackifier, cross-linking agent, adhesive additive, and optionally an anti-blocking agent such as silica, as long as the effects of the present invention are not impaired. May be contained.
- the adhesive laminate 12 shown in FIG. 3 when the first layer (X1) 7 is the layer (XQ), the support 1, the pattern layer 2, and the layer (X1) 7 are combined. After obtaining the laminated body laminated in order, the laminated body may be temporarily wound in a roll shape and stored in the state of the laminated body before moving to the next step.
- the risk of blocking between the layer (X1) 7 and the surface of the support opposite to the pattern layer side can be reduced by containing the anti-blocking agent in the layer (X1) 7. Be done.
- the layer (XQ) contains an anti-blocking agent, the content thereof is preferably 0.001 to 10 parts by mass, more preferably 0.01 with respect to 100 parts by mass of the resin component forming the layer (XQ). ⁇ 1 part by mass.
- the base material layer (Y) has a tensile storage elastic modulus E'(hereinafter, """ at 23 ° C. from the viewpoint of achieving both prevention of adhesive residue on the adherend and better pattern expression. It is preferable that the layer has an elastic modulus E'”) of 10 MPa or more and 800 MPa or less. Further, the elastic modulus E'of the layer (Y) is more preferably 15 MPa or more, still more preferably 18 MPa or more, still more preferably 18 MPa or more, from the viewpoint of achieving both prevention of adhesive residue on the adherend and better pattern expression.
- the layer (Y) is preferably a layer having an elastic modulus E'higher than the elastic modulus E'of the support.
- the value of the elastic modulus E'of the layer (Y) means the value of the tensile storage elastic modulus E'at 23 ° C. measured by the tensile method when the value exceeds 100 MPa.
- the value of the tensile storage elastic modulus E'at 23 ° C. converted from the shear storage elastic modulus G'at 23 ° C. measured by the torsional shear method is used. means. Specifically, it can be measured by the method described in Examples. Further, the value of the elastic modulus E'of the layer (Y) is adjusted by selecting the types of each component such as the resin, the cross-linking agent, the catalyst, and the additive forming the layer (Y) described later, and adjusting their contents. It can also be adjusted by doing so.
- the layer (Y) is preferably a layer satisfying the elastic modulus E'.
- the plastic films described in the column of the support those satisfying the elastic modulus E'are also of the layer (Y). It can be used as a preferred embodiment.
- a film formed of an acrylic urethane resin, an olefin resin, a polyamide, or a polyester resin is preferable from the viewpoint of transparency, cost, and versatility.
- the layer (Y) may be a layer formed by drying a coating film made of a composition containing a non-adhesive resin.
- the more preferable layer (Y) is a layer formed from the composition (y) containing one or more non-adhesive resins (y1) selected from the group consisting of acrylic urethane-based resins and olefin-based resins.
- the layer (Y) is a layer formed by drying a coating film (y') composed of the composition (y), it becomes a non-stretched film-like material or a sheet-like material.
- melt extrusion molding is performed.
- the layer (Y) composed of a plastic film or sheet obtained by such a method, the flexibility is remarkably excellent. Therefore, when the layer (Y) is a layer formed by drying the coating film (y') composed of the composition (y), the layer (Y) expresses a pattern when the peeling detection label is peeled off. Since the adhesive laminate is less likely to break even when the tensile stress generated in the peeling detection label is larger than the deformation required for the above, better pattern development and adhesive residue prevention property are obtained. It is thought that it will be easier to achieve both.
- unstretched film-like material or sheet-like material is used to change “film” to “film-like material or sheet-like material” in the above-mentioned description of "non-stretched film” in the present specification. Other than that, they are synonymous.
- composition (y) which is the material for forming the layer (Y) is preferably a composition containing one or more non-adhesive resins (y1) selected from the group consisting of acrylic urethane-based resins and olefin-based resins. ..
- the components other than the non-adhesive resin (y1) contained in the composition (y) can be appropriately adjusted according to the intended use of the peeling detection label of the present invention.
- the composition (y) may contain a resin other than the acrylic urethane-based resin and the olefin-based resin as long as the effects of the present invention are not impaired, and may contain a diluting solvent and the like. It may contain one or more selected from the group consisting of additives.
- the non-adhesive resin (y1) is preferably a resin belonging to an acrylic urethane-based resin or an olefin-based resin, and an acrylic urethane-based resin is more preferable.
- the non-adhesive resin (y1) is a copolymer having two or more kinds of structural units, the form of the copolymer is not particularly limited, and the block copolymer, the random copolymer, and the graft are used together. It may be any of the polymers.
- the composition is formed from the viewpoint of further improving the interfacial adhesion between the layer (Y) and the layer (X) and / or the interfacial adhesion between the layer (Y) and the layer (Z). It is preferable that the non-adhesive resin (y1) contained in the product (y) is an ultraviolet non-curable resin having no polymerizable functional group.
- the content of the non-adhesive resin (y1) in the composition (y) is preferably 50 to 100% by mass, more preferably 65 to 100% of the total amount (100% by mass) of the active ingredient of the composition (y). It is by mass, more preferably 80 to 98% by mass, and even more preferably 90 to 96% by mass.
- acrylic urethane resin examples include a reaction product of an acrylic polyol compound and an isocyanate compound, a linear urethane prepolymer (UY) having ethylenically unsaturated groups at both ends, and a (meth) acrylic acid ester.
- UY linear urethane prepolymer
- VY vinyl compound
- Acrylic urethane-based resin (hereinafter, also referred to as "acrylic urethane-based resin (I)"), which is a reaction product of an acrylic polyol compound and an isocyanate compound, has a main chain of the acrylic resin as a skeleton and is intermolecular between them. Has a chemical structure that is cross-linked and hardened by urethane bonds. Since the acrylic resin that is the main chain has high rigidity, the adhesive laminate is less likely to break due to the tensile stress generated in the process of deforming the peeling detection label when the peeling detection label is peeled off, so that adhesive residue is generated. It is considered that it can contribute to the improvement of the suppressing effect.
- the interfacial adhesion with the layer (X) and / or the layer (Z) can be improved. It is also considered that this effect can also contribute to the interfacial peeling between the layer (X) and the layer (Y) and / or the interfacial peeling between the layer (Z) and the layer (Y) in the adhesive laminate. Is suppressed, and it is considered that the generation of adhesive residue can be suppressed more effectively.
- the layer in contact with the layer (Y) in the layer (X) is preferably the layer (XA).
- an acrylic urethane resin which is a copolymer obtained by polymerizing a linear urethane prepolymer (UY) having an ethylenically unsaturated group at both ends and a vinyl compound (VY) containing a (meth) acrylic acid ester.
- acrylic urethane resin (II) which has the main chain of the linear urethane prepolymer (UY) as a skeleton and has (meth) acrylic acid at both ends of the linear urethane prepolymer (UY). It has a structural unit derived from a vinyl compound (VY) containing an ester.
- the distance between the cross-linking points is longer than that of the acrylic urethane resin (I) because the site derived from the linear urethane polymer (UY) is interposed between the acrylic sites in the main chain skeleton.
- the molecular structure tends to be a two-dimensional structure (reticulated structure).
- the urethane prepolymer (UY) of the main chain is linear, the stretching effect is high when an external force is applied. Therefore, when the peeling detection label is peeled off, the adhesive laminate also follows and easily deforms in the process of deforming the peeling detection label, which makes it difficult to break and can contribute to the improvement of the effect of suppressing the generation of adhesive residue.
- the side chain of the structural unit derived from the vinyl compound (VY) containing the (meth) acrylic acid ester has a structure that is easily entangled with the adhesive resin in the layer (X) and / or the layer (Z). .. Therefore, it is considered that the use of the acrylic urethane resin (II) as the material for forming the layer (Y) can contribute to the improvement of the interfacial adhesion with the layer (X) and / or the layer (Z). The effect also suppresses the interfacial peeling between the layer (X) and the layer (Y) and / or the interfacial peeling between the layer (Z) and the layer (Y) in the adhesive laminate, so that the adhesive residue remains. It is considered that the outbreak can be suppressed more effectively.
- the mass average molecular weight (Mw) of the acrylic urethane resin is preferably 2,000 to 500,000, more preferably 4,000 to 300,000, still more preferably 5,000 to 200,000, and even more preferably 10,000 to 10,000. It is 150,000.
- the acrylic urethane resin (II) is preferable as the acrylic urethane resin contained as the non-adhesive resin (y1) in the composition (y).
- the acrylic urethane resins (I) and (II) will be described.
- the acrylic polyol compound used as a raw material for the acrylic urethane resin (I) includes a structural unit (b1) derived from an alkyl (meth) acrylate (b1') (hereinafter, also referred to as “monomer (b1')").
- Acrylic copolymer (B1) having a structural unit (b2) derived from a hydroxyl group-containing monomer (b2') (hereinafter, also referred to as "monomer (b2')" is preferable.
- the number of carbon atoms of the alkyl group contained in the monomer (b1') is preferably 1 to 12, more preferably 4 to 8, and even more preferably 4 to 6.
- the alkyl group contained in the monomer (b1') may be a straight chain alkyl group or a branched chain alkyl group.
- Specific examples of the monomer (b1') include the same monomers as the above-mentioned monomer (a1').
- the monomer (b1') may be used alone or in combination of two or more. However, as the monomer (b1'), butyl (meth) acrylate and 2-ethylhexyl (meth) acrylate are preferable, and butyl (meth) acrylate is more preferable.
- the content of the structural unit (b1) is preferably 60 to 99.9% by mass, more preferably 70 to 99.7% by mass, based on the total structural unit (100% by mass) of the acrylic copolymer (B1). %, More preferably 80 to 99.5% by mass.
- the same thing as the hydroxyl group-containing monomer selectable as the above-mentioned monomer (a2') can be mentioned.
- the monomer (b2') may be used alone or in combination of two or more.
- the content of the structural unit (b2) is preferably 0.1 to 40% by mass, more preferably 0.3 to 30% by mass, based on the total structural unit (100% by mass) of the acrylic copolymer (B1). More preferably, it is 0.5 to 20% by mass.
- the acrylic copolymer (B1) may further have a structural unit (b3) derived from a monomer (b3') other than the monomers (b1') and (b2').
- a monomer (b3') examples include functional group-containing monomers other than the hydroxyl group-containing monomer that can be selected as the above-mentioned monomer (a2'), and the same ones as the above-mentioned monomer (a3').
- the contents of the structural units (b1) and (b2) are preferably 70 to 100 in the total structural units (100% by mass) of the acrylic copolymer (B1). It is by mass, more preferably 80 to 100% by mass, still more preferably 90 to 100% by mass, and even more preferably 95 to 100% by mass.
- examples of the isocyanate-based compound used as a raw material for the acrylic urethane-based resin (I) include the same polyvalent isocyanate compound as the raw material for the urethane-based prepolymer (UX) described above.
- the isocyanate-based compound an isocyanate-based compound having no aromatic ring is preferable, and an aliphatic polyisocyanate and an alicyclic polyisocyanate are more preferable, from the viewpoint of stretchability when an external force is applied.
- the ratio of the structural unit derived from the acrylic polyol compound to the structural unit derived from the isocyanate compound [acrylic polyol compound / isocyanate compound] is a mass ratio, preferably 10/90. It is ⁇ 90/10, more preferably 20/80 to 80/20, still more preferably 30/70 to 70/30, and even more preferably 40/60 to 60/40.
- Examples of the linear urethane prepolymer (UY) used as a raw material for the acrylic urethane resin (II) include a reaction product of a diol and a diisocyanate compound.
- the diol and the diisocyanate compound may be used alone or in combination of two or more.
- the mass average molecular weight (Mw) of the linear urethane prepolymer (UY) is preferably 1,000 to 300,000, more preferably 3,000 to 200,000, still more preferably 5,000 to 100,000, and even more preferably. It is 10,000 to 80,000, more preferably 20,000 to 60,000.
- Examples of the diol constituting the linear urethane prepolymer (UY) include alkylene glycol, polyether type diol, polyester type diol, polyesteramide type diol, polyester / polyether type diol, polycarbonate type diol and the like. Among these diols, a polycarbonate type diol is preferable.
- diisocyanate compound constituting the linear urethane prepolymer (UY) examples include aromatic diisocyanates, aliphatic diisocyanates, and alicyclic diisocyanates. From the viewpoint of stretchability when an external force is applied, an alicyclic diisocyanate compound is used. Diisocyanates are preferred. As a specific diisocyanate compound, among the compounds exemplified as the polyvalent isocyanate used as a raw material of the urethane-based prepolymer (UX) described above, those corresponding to the diisocyanate compound can be mentioned.
- the linear urethane prepolymer (UY) may be obtained by subjecting a chain extension reaction using a chain extender together with a diol and a diisocyanate compound.
- chain extender include the same chain extenders as those exemplified as the chain extenders that can be used in the synthesis of the urethane-based prepolymer (UX) described above.
- the linear urethane prepolymer (UY) has ethylenically unsaturated groups at both ends.
- an NCO group at the end of the urethane prepolymer formed by reacting a diol and a diisocyanate compound and a hydroxyalkyl (meth) acrylate There is a method of reacting with.
- hydroxyalkyl (meth) acrylate examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, and 3-hydroxy.
- examples thereof include butyl (meth) acrylate and 4-hydroxybutyl (meth) acrylate.
- the vinyl compound (VY) used as a raw material for the acrylic urethane resin (II) contains at least a (meth) acrylic acid ester.
- the (meth) acrylic acid ester is the same as the monomer (a1') to (a3') used as the raw material of the acrylic copolymer (A1) described above, which corresponds to the (meth) acrylic acid ester. Things can be mentioned.
- the (meth) acrylic acid ester one or more selected from alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate is preferable, and alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate may be used in combination. preferable.
- the blending ratio of hydroxyalkyl (meth) acrylate to 100 parts by mass of alkyl (meth) acrylate is preferably 0.1 to 100 parts by mass. It is preferably 0.2 to 90 parts by mass, more preferably 0.5 to 30 parts by mass, still more preferably 1.0 to 20 parts by mass, and even more preferably 1.5 to 10 parts by mass.
- the alkyl group of the alkyl (meth) acrylate has preferably 1 to 24 carbon atoms, more preferably 1 to 12 carbon atoms, still more preferably 1 to 8 carbon atoms, and even more preferably 1 to 3 carbon atoms.
- Examples of the alkyl (meth) acrylate include the same as those exemplified as the monomer (a1') used as a raw material for the acrylic copolymer (A1) described above.
- the hydroxyalkyl (meth) acrylate is the same as that exemplified as the hydroxyalkyl (meth) acrylate used for introducing ethylenically unsaturated groups at both ends of the above-mentioned linear urethane prepolymer (UY). Can be mentioned.
- vinyl compounds other than (meth) acrylic acid ester include aromatic hydrocarbon-based vinyl compounds such as styrene, ⁇ -methylstyrene and vinyltoluene; vinyl ethers such as methyl vinyl ether and ethyl vinyl ether; vinyl acetate and vinyl propionate. , (Meta) acrylonitrile, N-vinylpyrrolidone, (meth) acrylic acid, maleic acid, fumaric acid, itaconic acid, polar group-containing monomers such as meta (acrylamide); and the like. These may be used alone or in combination of two or more.
- the content of the (meth) acrylic acid ester in the vinyl compound (VY) used as the raw material of the acrylic urethane resin (II) is the total amount (100% by mass) of the vinyl compound (VY). Among them, it is preferably 40 to 100% by mass, more preferably 65 to 100% by mass, still more preferably 80 to 100% by mass, and even more preferably 90 to 100% by mass.
- the total content of the alkyl (meth) acrylate and the hydroxyalkyl (meth) acrylate in the vinyl compound (VY) used as the raw material of the acrylic urethane resin (II) is the vinyl compound (VY).
- the total amount (100% by mass) it is preferably 40 to 100% by mass, more preferably 65 to 100% by mass, still more preferably 80 to 100% by mass, and even more preferably 90 to 100% by mass.
- the acrylic urethane resin (II) can be obtained by polymerizing a linear urethane prepolymer (UY) as a raw material and a vinyl compound (VY).
- a radical generator is blended with a linear urethane prepolymer (UY) and a vinyl compound (VY) as raw materials in an organic solvent, and both ends of the linear urethane prepolymer (UY). It can be synthesized by a radical polymerization reaction of a vinyl compound (VY) starting from an ethylenically unsaturated group having.
- radical generator to be used examples include diazo compounds such as 2,2'-azobis (2-methylbutyronitrile) and azobisisobutyronitrile; and organic peroxides such as benzoyl peroxide. Can be mentioned.
- a chain transfer agent such as a thiol group-containing compound may be added to the solvent to adjust the degree of polymerization of the acrylic.
- the content ratio of the structural unit derived from the linear urethane prepolymer (UY) and the structural unit derived from the vinyl compound (VY) [(UY). / (VY)] is preferably 10/90 to 80/20, more preferably 20/80 to 70/30, still more preferably 30/70 to 60/40, and even more preferably 35 / in terms of mass ratio. It is 65 to 55/45.
- the olefin-based resin contained in the composition (y) as the non-adhesive resin (y1) is a polymer having at least a structural unit derived from the olefin monomer.
- the olefin monomer is preferably an ⁇ -olefin having 2 to 8 carbon atoms, and specific examples thereof include ethylene, propylene, butylene, isobutylene, and 1-hexene. Among these, ethylene and propylene are preferable.
- VLDPE ultra low density polyethylene
- LDPE low density polyethylene
- MDPE Medium density polyethylene
- HDPE high density polyethylene
- PP polypropylene resin
- PB Polybutene resin
- Ethylene-propylene copolymer Olefin-based elastomer
- Ethylene-vinyl acetate copolymer Ethylene-propylene- (5-ethylidene-2-norbornene), etc. Olefin-based ternary copolymer; and the like.
- the olefin resin may be a modified olefin resin further subjected to one or more modifications selected from acid modification, hydroxyl group modification, and acrylic modification.
- the acid-modified olefin-based resin obtained by acid-modifying an olefin-based resin is a modified polymer obtained by graft-polymerizing an unsaturated carboxylic acid or an anhydride thereof with the above-mentioned non-modified olefin-based resin.
- the unsaturated carboxylic acid or its anhydride include maleic acid, fumaric acid, itaconic acid, citraconic acid, glutaconic acid, tetrahydrophthalic acid, aconitic acid, (meth) acrylic acid, maleic anhydride, and itaconic anhydride.
- the unsaturated carboxylic acid or its anhydride may be used alone or in combination of two or more.
- the acrylic-modified olefin-based resin obtained by acrylic-modifying the olefin-based resin is modified by graft-polymerizing an alkyl (meth) acrylate as a side chain to the above-mentioned non-modified olefin-based resin which is the main chain.
- the alkyl group of the alkyl (meth) acrylate has preferably 1 to 20 carbon atoms, more preferably 1 to 16 carbon atoms, and even more preferably 1 to 12 carbon atoms.
- Examples of the alkyl (meth) acrylate include the same compounds as those that can be selected as the above-mentioned monomer (a1').
- Examples of the hydroxyl group-modified olefin resin obtained by subjecting the olefin resin to hydroxyl group modification include a modified polymer obtained by graft-polymerizing a hydroxyl group-containing compound on the above-mentioned non-modified olefin resin which is the main chain.
- Examples of the hydroxyl group-containing compound include the same hydroxyl group-containing compounds that can be selected as the above-mentioned monomer (a2').
- the mass average molecular weight (Mw) of the olefin resin is preferably 2,000 to 1,000,000, more preferably 10,000 to 500,000, further preferably 20,000 to 400,000, and even more preferably 50,000 to 300,000. is there.
- the composition (y) may contain a resin other than the acrylic urethane resin and the olefin resin as long as the effects of the present invention are not impaired.
- resins include vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, and ethylene-vinyl alcohol copolymer; polyethylene terephthalate, polybutylene terephthalate, and polyethylene na.
- Polyimide-based resins such as phthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polycarbonate; polyurethane not applicable to acrylic urethane-based resin; polymethylpentene; polysulfone; polyether ether ketone; polyether sulfone; polyphenylene Examples thereof include sulfide; polyimide resins such as polyetherimide and polyimide; polyamide resins; acrylic resins; fluororesins and the like.
- the acrylic in the composition (y) is preferably small.
- the acrylic urethane-based resin when the composition (y) contains an acrylic urethane-based resin, the acrylic urethane-based resin is crosslinked, so that it is more preferable to further contain a cross-linking agent.
- a cross-linking agent for example, an isocyanate compound as the cross-linking agent is preferable.
- the isocyanate-based compound as the cross-linking agent various isocyanate-based compounds can be used as long as they react with the functional group of the acrylic urethane-based resin to form a cross-linked structure.
- the isocyanate-based compound a polyisocyanate compound having two or more isocyanate groups per molecule is preferable.
- polyisocyanate compound examples include a diisocyanate compound, a triisocyanate compound, a tetraisocyanate compound, a pentaisocyanate compound, and a hexaisocyanate compound. More specifically, aromatic polyisocyanate compounds such as tolylene diisocyanate, diphenylmethane diisocyanate, and xylylene diisocyanate; dicyclohexylmethane-4,4-diisocyanate, bicycloheptane triisocyanate, cyclopentylene diisocyanate, cyclohexylene diisocyanate, and methylcyclohexylene.
- aromatic polyisocyanate compounds such as tolylene diisocyanate, diphenylmethane diisocyanate, and xylylene diisocyanate; dicyclohexylmethane-4,4-diisocyanate, bicycloheptane triisocyan
- Alicyclic isocyanate compounds such as diisocyanate and hydrogenated xylylene diisocyanate; aliphatic isocyanate compounds such as pentamethylene diisocyanate, hexamethylene diisocyanate, heptamethylene diisocyanate, trimethylhexamethylene diisocyanate, and lysine diisocyanate can be mentioned.
- biuret and isocyanurates of these isocyanate compounds, and adducts which are reactants of these isocyanate compounds with non-aromatic low molecular weight active hydrogen-containing compounds such as ethylene glycol, trimethylolpropane, and castor oil, etc. Denatured compounds can also be used.
- an aliphatic isocyanate compound is preferable, an aliphatic diisocyanate compound is more preferable, and pentamethylene diisocyanate, hexamethylene diisocyanate, and heptamethylene diisocyanate are further preferable.
- the isocyanate-based compound may be used alone or in combination of two or more.
- the content ratio of the acrylic urethane-based resin and the isocyanate-based compound as the cross-linking agent is the isocyanate-based as the cross-linking agent with respect to a total of 100 parts by mass of the acrylic urethane-based resin in terms of solid content.
- the compound is preferably 1 to 30 parts by mass, more preferably 2 to 20 parts by mass, and further preferably 3 to 15 parts by mass.
- the composition (y) when the composition (y) contains an acrylic urethane resin and the cross-linking agent, the composition (y) further preferably contains a catalyst together with the cross-linking agent.
- a metal-based catalyst is preferable, and a metal-based catalyst excluding a tin-based compound having a butyl group is more preferable.
- the metal catalyst include tin catalysts, bismuth catalysts, titanium catalysts, vanadium catalysts, zirconium catalysts, aluminum catalysts, nickel catalysts and the like. Among these, a tin catalyst or a bismuth catalyst is preferable, and a tin catalyst or a bismuth catalyst excluding a tin compound having a butyl group is more preferable.
- the tin-based catalyst examples include organometallic compounds of tin having structures such as alkoxides, carboxylates, and chelates, and preferably acetylacetone complexes, acetylacetonates, octylates, or naphthenes of those metals. Acid compounds and the like can be mentioned.
- the bismuth-based catalyst, titanium-based catalyst, vanadium-based catalyst, zirconium-based catalyst, aluminum-based catalyst, or nickel-based catalyst is an organometallic compound of bismuth, titanium, vanadium, zirconium, aluminum, or nickel, respectively.
- Examples thereof include compounds having structures such as alkoxides, carboxylates, and chelates, and preferred examples thereof include acetylacetone complexes, acetylacetonates, octylic acid compounds, and naphthenic acid compounds of those metals.
- metal acetylacetone complex examples include acetylacetone tin, acetylacetone titanium, acetylacetone vanadium, acetylacetone zirconium, acetylacetone aluminum, acetylacetone nickel and the like.
- acetylacetone examples include tin acetylacetone, bismuth acetylacetone, titanium acetylacetone, vanadium acetylacetonate, zirconium acetylacetone, aluminum acetylacetone, nickel acetylacetone and the like.
- octyl acid compound examples include bismuth 2-ethylhexylate, nickel 2-ethylhexylate, zirconium 2-ethylhexylate, tin 2-ethylhexylate and the like.
- naphthenic acid compound examples include bismuth naphthenate, nickel naphthenate, zirconium naphthenate, tin naphthenate and the like.
- RpSn (L) (4-p) in the general formula, R is an alkyl group having 1 to 25 carbon atoms, preferably an alkyl group having 1 to 3 or 5 to 25 carbon atoms, or It is an aryl group, L is an organic group other than an alkyl group and an aryl group, or an inorganic group, and p is a tin compound represented by 1, 2 or 4).
- the alkyl group of R is more preferably an alkyl group having 5 to 25 carbon atoms, further preferably an alkyl group having 5 to 20 carbon atoms, and the aryl group of R is.
- the number of carbon atoms is not particularly limited, but an aryl group having 6 to 20 carbon atoms is preferable.
- each R may be the same or different.
- L is preferably an aliphatic carboxylic acid having 2 to 20 carbon atoms, an aromatic carboxylic acid, or an aromatic sulfonic acid, and more preferably an aliphatic carboxylic acid having 2 to 20 carbon atoms.
- Examples of the aliphatic carboxylic acid having 2 to 20 carbon atoms include an aliphatic monocarboxylic acid having 2 to 20 carbon atoms and an aliphatic dicarboxylic acid having 2 to 20 carbon atoms.
- each L may be the same or different.
- the catalyst may be used alone or in combination of two or more.
- the content ratio of the acrylic urethane resin and the catalyst is preferably 0.001 to 5 parts by mass in terms of solid content with respect to 100 parts by mass of the total of the acrylic urethane resin. It is preferably 0.01 to 3 parts by mass, and more preferably 0.1 to 2 parts by mass.
- the composition (y) may contain additives as long as the effects of the present invention are not impaired, for example, for a base material contained in a base material of a general pressure-sensitive adhesive sheet.
- Additives may be included. Examples of such additives include ultraviolet absorbers, light stabilizers, antioxidants, antistatic agents, slip agents, antiblocking agents and the like. In addition, these additives may be used individually or in combination of 2 or more types. When these additives are contained, the content of each additive is preferably 0.0001 to 20 parts by mass, more preferably 0.001 to 10 parts by mass with respect to 100 parts by mass of the non-adhesive resin. It is a department.
- the composition (y) may contain water or an organic solvent as a diluting solvent together with the above-mentioned various active ingredients, and may be in the form of a solution.
- the organic solvent include the same organic solvents used when preparing the above-mentioned composition (x) in the form of a solution.
- the diluting solvent contained in the composition (y) may be used alone or in combination of two or more.
- the concentration of the active ingredient of the composition (y) is independently, preferably 0.1 to 60% by mass, more preferably 0. It is 5 to 50% by mass, more preferably 1.0 to 40% by mass.
- Adhesive layer (Z) is preferably a layer formed of the composition (z) containing the pressure-sensitive resin, and the coating film (z') composed of the composition (z) containing the pressure-sensitive resin is dried. It is more preferable that the layer is formed by forming the layer.
- composition (z) which is a material for forming the pressure-sensitive adhesive layer (Z), contains a pressure-sensitive resin, and the pressure-sensitive adhesive resin has been described as the pressure-sensitive adhesive resin according to the composition (x) described above. The same can be used, and the preferred embodiment and composition (content) thereof are also the same.
- the monomer (a1') related to the acrylic resin which is a preferable example of the adhesive resin forming the layer (Z)
- 2-hydroxyethyl (meth) acrylate and (meth) acrylic acid are both contained as the monomer (a2') related to the acrylic resin, which is a preferable example of the pressure-sensitive adhesive resin forming the pressure-sensitive adhesive layer (Z). It is more preferable to do so.
- vinyl acetate is preferable as the monomer (a3') related to the acrylic resin, which is a preferable example of the adhesive resin forming the pressure-sensitive adhesive layer (Z).
- the acrylic resin, which is a preferable example of the adhesive resin forming the pressure-sensitive adhesive layer (Z) may or may not have a structural unit (a3) derived from the monomer (a3'). You may.
- the components other than the adhesive resin contained in the composition (z) can be appropriately adjusted according to the intended use of the peeling detection label of the present invention.
- the composition (z) may further contain one or more selected from the group consisting of a tackifier and a cross-linking agent from the viewpoint of adjusting the adhesive strength to a desired range.
- one or more selected from the group consisting of a diluting solvent and an additive for a pressure-sensitive adhesive used for a general pressure-sensitive adhesive may be contained.
- the adhesive strength of the layer (XA) is preferably equal to or higher than the adhesive strength of the layer (Z), and the adhesive strength of the layer (XA) is the layer (Z). More preferably, it is larger than the adhesive strength of.
- the adhesive strength of the layer (Z) is preferably 1.0 N / 25 mm or more, more preferably 4.0 N / 25 mm or more, still more preferably 9.0 N / 25 mm or more, still more preferably 12.0 N / 25 mm or more. And, preferably 40.0 N / 25 mm or less, more preferably 30.0 N / 25 mm or less, still more preferably 25.0 N / 25 mm or less, still more preferably 18.0 N / 25 mm or less.
- pre-peeling when the adhesive strength of the layer (Z) satisfies the range, for example, when the peeling detection label has a peeling material, when the peeling detection label is peeled from the peeling material (hereinafter, referred to as "pre-peeling").
- the function of not expressing the pattern and being able to express the pattern at the time of peeling the peeling detection label can be more easily expressed.
- the adhesive force of the layer (XA) is larger than the adhesive force of the layer (Z).
- the adhesive force of the layer (XA) is larger than the adhesive force of the layer (Z), for example, when the peeling detection label is peeled off, before the layer (Z) is peeled off from the adherend, for example, the support and / or the pattern Peeling occurs at the interface between the layer and the layer (XA) and / or at the interface between the layer (XA) and the adjacent layer, and the adhesive laminate remains on the adherend, resulting in adhesive residue. It is preferable because the occurrence of such a problem can be prevented more effectively.
- the adhesive strength of the layer (XA) is larger than the adhesive strength of the layer (Z), for example, the peeling detection label is removed, and the peeling detection label is used as a roll during manufacturing or storage such as winding or feeding. It is also preferable that the interfacial peeling occurs in a scene different from the originally expected scene, such as when the peeling detection label is pre-peeled from the peeling material immediately before use, because it can be more effectively prevented.
- the value of the adhesive strength of the layer (Z) can be measured by the method described in Examples.
- the shear storage elastic modulus G'of the layer (Z) at 23 ° C. is preferably 1.5 ⁇ 10 4 Pa or more, more preferably 2.5 ⁇ 10 4 Pa or more, and further preferably 5.0 ⁇ 10 It is 4 Pa or more, and preferably 2.0 ⁇ 10 5 Pa or less, more preferably 1.0 ⁇ 10 5 Pa or less, and further preferably 8.0 ⁇ 10 4 Pa or less.
- the shear storage elastic modulus G'at 23 ° C. of the layer (Z) satisfies the range, the layer (Z) is sufficiently deformed and does not break when the peeling detection label is peeled, and adhesive residue is generated. This is preferable because it can more effectively prevent the occurrence of a problem such as shearing.
- the value of the shear storage elastic modulus G'of the layer (Z) at 23 ° C. can be specifically measured by the method described in Examples. Further, the values of the adhesive force of the layer (Z) and the shear storage elastic modulus G'at 23 ° C. are, for example, the adhesive resin, the tackifier, the cross-linking agent, and the adhesive that form the layer (Z) described above. It can also be adjusted by selecting the type of each component such as an additive for use and adjusting the content thereof.
- At least one layer selected from the support and / or each of the above-mentioned layers may further contain a colorant.
- "When at least one layer selected from each of the above-mentioned layers contains a colorant” means, for example, when the layer (C) is a laminated body, at least one layer selected from each layer constituting the layer (C) is colored. It also refers to the case where an agent is contained, and the same applies to the layer (X), the layer (Y), and the layer (Z).
- the support and / or at least one layer selected from each of the above-mentioned layers contains an appropriate colorant in consideration of visibility and concealment, the visibility of the peeling detection pattern is further improved, and the peeling detection label is further improved. It becomes easier to detect the presence or absence of peeling. From the same viewpoint, when at least one layer selected from the support and / or each of the above-mentioned layers contains a colorant, at least one layer selected from each of the above-mentioned layers contains a colorant. Is more preferable.
- the colorant may be either a pigment or a dye, and a pigment is preferable.
- the pigment may be either an inorganic pigment or an organic pigment, but an organic pigment is preferable.
- the inorganic pigment include carbon black and metal oxides. In the black ink, carbon black is preferable.
- the organic pigment include azo pigment, diazo pigment, phthalocyanine pigment, quinacridone pigment, isoindolinone pigment, dioxazine pigment, perylene pigment, perinone pigment, thioindigo pigment, anthraquinone pigment and quinophthalone pigment.
- the dye include acid dyes, reactive dyes, direct dyes, oil-soluble dyes, disperse dyes, and cationic dyes.
- the hue is not particularly limited, and any chromatic pigment or dye such as yellow, magenta, cyan, blue, red, orange, and green can be used.
- the above colorants can be used alone or in admixture of two or more at any ratio.
- the content of the colorant is preferably 0.1 to 40 parts by mass with respect to 100 parts by mass of the resin contained in each layer in terms of solid content. , More preferably 1.0 to 35 parts by mass, still more preferably 5.0 to 30 parts by mass.
- the layer (C) is a laminate including the layer (X) and the layer (Y), and the layer [layer (X)) in contact with the layer (Y) in the layer (X).
- the layer (X) when the layer (X) is a laminated body (Ln), the layer (Xn)] is the layer (XA), the composition which is the material for forming the layer (XA).
- a coating film (x') composed of an object (x) and a coating film (y') are directly laminated in this order, and then the coating film (x') and the coating film (y') are dried at the same time.
- a laminate formed by removing volatile components for example, in the embodiment of FIG.
- layer (C) 3 which is a laminate composed of layer (X) 5 and layer (Y) 6;
- the adhesive laminate has a layer (X2) 8 and a layer (Y) 6 (a laminate). Then, as the adhesive laminate, the composition (x) and the composition (y) are applied at the same time, and the coating film (x') and the coating film (y') are directly laminated in this order. It is more preferable that the adhesive laminate has a laminate formed by removing volatile components by simultaneously drying the coating film (x') and the coating film (y').
- the adhesive laminate directly laminates the coating film (x) and the coating film (y') in this order, and then dries the coating film (x') and the coating film (y') "at the same time".
- the interfacial adhesion between the layer (X) and the layer (Y) is increased from the layer (Y) formed in advance to the layer (X) in the layer (X). Since it is higher than the case of forming a layer in contact with Y), it is preferable from the viewpoint of more effectively eliminating adhesive residue.
- the coating film (x') composed of the composition (x) containing the composition (x) and the coating film (y') composed of the composition (y) which is the material for forming the layer (Y)
- the coating film (y') is applied near the interface. It is considered that the interfacial adhesion between the layer (X) and the layer (Y) is improved by the molecular chains of the resins contained in the compositions being entangled with each other while the mixed layers of the films are formed.
- each composition is sequentially coated and formed. Since it is difficult for a dry film of a thin film to be formed on the surface of each coating film, the adhesion between the obtained layers is excellent, which is more preferable from the viewpoint of more effectively eliminating adhesive residue.
- the layer (C) is a laminated body including the layer (X) and the layer (Y), as the adhesive laminated body
- the layer in contact with the layer (Y) in the layer (X) is the layer (XA).
- the coating film (x') composed of the composition (x) which is the forming material of the layer (XA), the coating film (y'), and the coating film (z') are directly laminated in this order.
- the coating film (x'), the coating film (y'), and the coating film (z') are dried at the same time to remove volatile components, and a laminate formed (for example, in the embodiment of FIG. 2).
- the adhesive laminate 11 is an adhesive laminate 11 composed of layer (X) 5, layer (Y) 6 and layer (Z) 4, and in the embodiment of FIG. 3, layer (X2) 8, layer (Y) 6 and It is more preferable that the adhesive laminate has the layer (Z) 4 (laminate).
- the layer in contact with the layer (Y) in the layer (X) is the layer (XA), and the composition (x) which is the material for forming the layer (XA) and the composition. (Y) and the composition (z) are applied at the same time, and the coating film (x'), the coating film (y'), and the coating film (z') are directly laminated in this order, and then coated.
- the adhesive laminate has a laminate formed by removing volatile components by simultaneously drying the film (x'), the coating film (y'), and the coating film (z'). ..
- a thin dry film is formed on the surface of each coating film as compared with the case where each composition is applied sequentially. It is preferable from the viewpoint of more effectively eliminating the adhesive residue because the adhesion between the obtained layers is excellent.
- the adhesive laminate directly laminates the coating film (x'), the coating film (y'), and the coating film (z') in this order, and then the coating film (z).
- the interfacial adhesion between the layer (X) and the layer (Y) Not only the properties, but also the interfacial adhesion between the layer (Z) and the layer (Y), the layer and the layer (Z) that come into contact with the layer (Y) in the layer (X) after the preformed layer (Y).
- each layer is removed from the coating film.
- the layer to be formed is specified by the manufacturing method as described above, in this case, there is a circumstance that the layer must be specified by such a manufacturing method. That is, for example, the interface between the layer (Y) and the layer (X) is observed by using an electron microscope or the like with a cross section in the thickness direction cut in the direction perpendicular to the surface of the layer (Y) of the laminated body.
- a method for determining whether or not the film is formed based on the method of the present invention from a viewpoint accompanied by subjective vision for example, a method for measuring surface roughness can be considered.
- the adhesive laminate of the peeling detection label or each of the laminates having at least the above-mentioned layers (X) and layers (Y) of the adhesive laminate is as described above.
- the adhesive laminate directly laminates the coating film (x'), the coating film (y'), and the coating film (z') in this order, and then the coating film (x') and the coating film (y).
- the thickness of the adhesive laminate (total thickness of the adhesive laminate) is preferably 2 to 100 ⁇ m, more preferably 4 to 80 ⁇ m, still more preferably 5 to 50 ⁇ m, still more preferably 10 to 40 ⁇ m, and further. It is preferably 15 to 35 ⁇ m.
- the thickness (Xt) of the layer (X) is preferably 0.5 to 50.0 ⁇ m, more preferably 1.0 to 30.0 ⁇ m, still more preferably 2.0 to 20.0 ⁇ m, and even more preferably 3. It is 0 to 15.0 ⁇ m, more preferably 4.0 to 12.0 ⁇ m.
- the ratio of the thickness (Xmt) of the layer (Xm) to the thickness (X1t) of the layer (X1) is [(X1t) / (Xmt)]. It is preferably 1/100 to 200/100, more preferably 2/100 to 150/100, even more preferably 3/100 to 100/100, even more preferably 5/100 to 50/100, and even more preferably 8 /. It is 100 to 20/100.
- the ratio of the thickness (X2t) of the layer (X2) to the thickness (X1t) of the layer (X1) [(X1t) / ( X2t)] is preferably 1/100 to 200/100, more preferably 2/100 to 150/100, still more preferably 3/100 to 100/100, still more preferably 5/100 to 50/100, and more. More preferably, it is 8/100 to 20/100.
- the thickness (Yt) of the layer (Y) is preferably 0.5 to 50.0 ⁇ m.
- the layer (Y) is less likely to break when the peeling detection label is peeled off, so that more excellent pattern expression and adhesive residue prevention property are achieved. It is thought that it will be easier to achieve both.
- the peeling angle when peeling the peeling detection label becomes small, and the stress trying to peel between the support and the pattern layer becomes a pattern. It becomes easier to be transmitted to the layer side, and the pattern expression becomes better.
- the thickness (Yt) of the layer (Y) is more preferably 1.0 to 30.0 ⁇ m, still more preferably 2.0 to 20.0 ⁇ m, and even more preferably 2.5 to 15. It is 0 ⁇ m, more preferably 3.0 to 12.0 ⁇ m, and even more preferably 3.0 to 9.0 ⁇ m.
- the total thickness (total thickness) of the adhesive laminate is a value measured using a constant pressure thickness measuring device based on JIS K6783-1994, Z1702-1994, and Z1709-1995, and is concrete. The measurement can be performed based on the method described in Examples. Further, the thickness of each layer constituting the adhesive layered body may be measured by the same method as the total thickness of the adhesive layer laminated body described above, or may be measured by, for example, the method described in Examples. The cross section of the adhesive laminate cut in the thickness direction is observed with a scanning electron microscope, the ratio of the thickness of each layer is measured, and the total thickness of the adhesive laminate measured by the above method is calculated. You may.
- the ratio of the thickness (Xt) of the layer (X) to the thickness (Yt) of the layer (Y) [(Xt) / (Yt)] is preferably 20/100 to 500/100. It is more preferably 80/100 to 400/100, and even more preferably 180/100 to 300/100.
- the ratio of the thickness (Zt) of the layer (Z) to the thickness (Yt) of the layer (Y) [(Zt) / (Yt)] is preferably 10/100 to 500/100. It is more preferably 100/100 to 400/100, and even more preferably 200/100 to 300/100.
- Wr pressure-sensitive adhesive layers
- the coating film (x') and the coating film (y') are dried at the same time to remove volatile components.
- a mixed layer is generated between the coating film of the layer (X) and the layer (Y) in the drying process of the coating film, and the layer ( The interface between the X) and the layer (Y) may become so obscured that it disappears.
- a cross section obtained by cutting the adhesive laminate in the thickness direction is observed with a scanning electron microscope, and each layer is observed.
- the layer (those) passes through the midpoint in the thickness direction of the mixed layer.
- the thickness ratio of each layer may be measured on the assumption that an interface exists on a surface parallel to the surface of layer (Y) opposite to the layer (Y) of X).
- the peeling detection label which is one aspect of the present invention, from the viewpoint of handleability, for example, in the embodiment shown in FIGS. 1 to 3, the peeling detection label is placed on the sticking surfaces 10a to 12a of the adhesive laminate. Further, it may have a structure having a release material. Further, in any of the embodiments shown in FIGS. 1 to 3, the support 1 is further provided with a release material on the surface opposite to the adhesive laminate, and is sandwiched between the two release materials. There may be. When two release materials are used, the release materials may be the same or different from each other. Examples of the release material include a release sheet that has undergone double-sided release treatment, a release sheet that has undergone single-sided release treatment, and the like, and a release agent coated on a base material for the release material.
- Examples of the base material for the release material include papers such as high-quality paper, glassin paper, and kraft paper; polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin, and polyethylene naphthalate resin, polypropylene resin, and polyethylene resin. Plastic films such as olefin resin films; and the like.
- release agent examples include rubber-based elastomers such as silicone-based resins, olefin-based resins, isoprene-based resins, and butadiene-based resins, long-chain alkyl-based resins, alkyd-based resins, and fluorine-based resins.
- rubber-based elastomers such as silicone-based resins, olefin-based resins, isoprene-based resins, and butadiene-based resins, long-chain alkyl-based resins, alkyd-based resins, and fluorine-based resins.
- a release material having a release force that does not cause a pattern layer when the release material is pre-peeled from the release detection label for example, the above. It is preferable that the peeling force is adjusted so that interfacial peeling does not occur between the support and the pattern layer and / or between the pattern layer and the layer (X).
- a method of effectively preventing the interfacial peeling when the peeling detection label pre-peels the peeling material there is also a method of satin-finishing the surface of the support as described above.
- the means for adjusting the peeling force of the release material and the method for the satin finish treatment may be used alone or in combination, but it is more preferable to use them in combination.
- the thickness of the release material is not particularly limited, but is preferably 10 to 200 ⁇ m, more preferably 25 to 170 ⁇ m, still more preferably 30 to 125 ⁇ m, and even more preferably 50 to 100 ⁇ m.
- a support having a pattern layer provided on one surface of the support by the method described above (hereinafter, also referred to as “support with pattern layer”) was obtained. After that, it can be further produced by forming the adhesive laminate on the support on the side where the pattern layer is provided. More specific methods for forming the peeling detection label include the following methods. In the following description, a case of manufacturing an example of the configuration of the peeling detection label shown in FIGS. 1 to 3 will be described as an example.
- the support 1 on which the pattern layer 2 is formed in advance is prepared by using various printing methods.
- an adhesive laminate 10 in which the layer (Z) 4 and the layer (C) 3 are laminated in this order is formed on the release material (not shown).
- the exposed surface of the layer (C) 3 of the adhesive laminate 10 is applied to the exposed surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed.
- the peeling detection label 101 having the support 1, the pattern layer 2, the layer (C) 3 and the layer (Z) 4 in this order from the support 1 side by laminating the pattern layer 2 so as to cover the pattern layer 2. Can be manufactured.
- the layer (C) 3 is preferably a resin layer formed from the composition (c) containing a resin.
- the composition (c) is heated and melted on the surface of the layer (Z) 4.
- the coating film (c') composed of the composition (c) may be applied onto the surface of the layer (Z) 4 and dried to form.
- a product prepared by extrusion molding or drying the coating film (c') in advance may be directly attached on the exposed surface of the layer (Z) 4.
- the composition (z) containing an adhesive resin may be heated and melted and extruded and laminated on the release material, or the composition (z) may be formed.
- a coating film (z') composed of the above may be applied onto a release material and dried to form.
- the adhesive laminate 10 in which the layer (Z) 4 and the layer (C) 3 are directly laminated in this order is formed on the release material from the release material side, the coating film (z') and the coating film (z') are used. After directly laminating the coating film (c') in this order, the coating film (z') and the coating film (c') are dried at the same time to remove volatile components and form the adhesive laminate 10.
- composition (z) and the composition (c) are simultaneously applied onto the release material, and the coating film (z') and the coating film (c') are directly laminated in this order from the release material side. After that, it is more preferable that the coating film (z') and the coating film (c') are dried at the same time to remove the volatile components and form the adhesive laminate 10.
- the pattern layer is relative to the exposed surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed.
- Layer (C) 3 may be formed so as to cover 2.
- the layer (C) 3 may be, for example, heated and melted in the composition (c) and extruded and laminated on the surface on which the pattern layer 2 of the support with the pattern layer is formed.
- the coating film (c') composed of c) may be later applied onto the surface of the support with the pattern layer on which the pattern layer 2 is formed and dried.
- the layer (Z) 4 is subsequently formed on the surface of the formed layer (C) 3 opposite to the support side.
- the composition (z) containing the adhesive resin may be heated and melted and extruded and laminated on the layer (C) 3, and is composed of the composition (z).
- the coating film (z') may be later applied onto the layer (C) 3 and dried to form.
- a layer (Z) 4 prepared by extrusion molding or drying a coating film (z') on a release material or the like in advance may be directly attached onto the exposed surface of the layer (C) 3. Good.
- the adhesive laminate 10 in which the layer (C) 3 and the layer (Z) 4 are directly laminated in this order is formed, the support on the side where the pattern layer 2 of the support with the pattern layer is formed is formed.
- the coating film (c') and the coating film (z') are directly laminated on the exposed surfaces of 1 and the pattern layer 2 in this order, and then the coating film (c') and the coating film (z') are applied. It is preferable to remove the volatile components by drying at the same time to form the adhesive laminate 10. Then, the composition (c) and the composition (z) are simultaneously applied to the exposed surfaces of the support 1 and the pattern layer 2 on which the pattern layer 2 of the support with the pattern layer is formed, and the coating film ( After directly laminating c') and the coating film (z') in this order, the coating film (c') and the coating film (z') are dried at the same time to remove volatile components and become adhesive. It is more preferable to form the laminate 10.
- the exposed surface of the layer (C) 3 of the adhesive laminate 10 manufactured in advance is separately manufactured from the pattern layer of the support with the pattern layer.
- a method of sticking the support 1 on the side on which 2 is formed and the exposed surface of the pattern layer 2 so as to cover the pattern layer 2 is preferable.
- the drying temperature at the time of forming the layer (C) 3 and the layer (Z) 4 is set in consideration of the heat resistance of the material used for the support 1 and the pattern layer 2. There is no need to set it. Therefore, as a result, as long as the effect of the present invention is exhibited, it is preferable from the viewpoint of increasing the choices of materials that can be used for each of the support 1, the pattern layer 2, the layer (C) 3, and the layer (Z) 4.
- the above-mentioned is applied to the exposed surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed.
- the layer (C) 3 it is preferable to form the layer (C) 3 so as to completely cover the pattern layer 2. Further, before forming the layer (C) 3 so as to cover the pattern layer 2 with respect to the exposed surfaces of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed.
- the state before forming 3) is preferably subjected to the surface modification treatment by using the above-mentioned oxidation method. It is more preferable that the surface modification by the oxidation method is performed immediately before the layer (C) 3 is formed on the surface of the support with the pattern layer on which the pattern layer 2 is formed.
- a support with a pattern layer which is a support 1 on which the pattern layer 2 is formed in advance, is prepared.
- the adhesive laminate 11 in which the layer (Z) 4, the layer (Y) 6 and the layer (X) 5 are laminated in this order is formed on the release material (not shown).
- the exposed surface of the layer (X) 5 of the adhesive laminate 11 is applied to the exposed surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed.
- the support 1, the pattern layer 2, the layer (X) 5, the layer (Y) 6 and the layer (Z) 4 are arranged in this order from the support 1 side.
- the peeling detection label 102 having the above can be manufactured.
- the layer (X) 5 is preferably a layer (XA) formed from the composition (x) containing an adhesive resin.
- the composition (x) is heated and melted to form the layer (Y). It may be extruded and laminated on the surface of layer 6, or it may be formed by applying a coating film (x') composed of the composition (x) containing an adhesive resin on the surface of layer (Y) 6 and drying it. Good.
- a layer (X) 5 prepared by extrusion molding or drying a coating film (x') on a release material or the like in advance may be directly attached onto the exposed surface of the layer (Y) 6. Good.
- the raw material for forming the layer (Y) 6 may be heated and melted and extruded and laminated on the layer (Z) 4, or the coating composed of the composition (y) may be formed.
- the film (y') may be applied onto the layer (Z) 4 and dried to form.
- a layer (Y) 6 prepared by extrusion molding or drying a coating film (y') on a release material or the like in advance may be directly attached onto the layer (Z) 4.
- the exposed surface of the layer (Y) 6 of the laminated body in which the layer (Y) 6 is prepared by the same method as described above is formed.
- the coating film (y') and the coating film (x') are formed on the surface on which the layer (Z) 4 is formed. It is preferable to directly laminate in this order and then dry the coating film (y') and the coating film (x') at the same time to remove volatile components and form a laminated body. Then, the composition (y) and the composition (x) are simultaneously applied on the surface of the layer (Z) 4, and the coating film (y') and the coating film (x') are directly laminated in this order.
- the coating film (y') and the coating film (x') are dried at the same time to remove volatile components and form a laminate. Further, for example, the coating film (x') and the coating film (y') are directly laminated on the release material in this order, and then the layer (X) 5 and the layer (Y') are laminated in the same manner as described above. ) 6 may be created, and then the exposed surface of the layer (Y) 6 of the laminated body may be directly attached onto the layer (Z) 4.
- the composition (z) containing an adhesive resin may be heated and melted and extruded and laminated on the release material, or the composition (z) may be formed.
- a coating film (z') composed of the above may be applied onto a release material and dried to form.
- the coating film (z') is applied onto the release material.
- the film (y') and the coating film (x') are directly laminated in this order, and then the coating film (z'), the coating film (y'), and the coating film (x') are dried at the same time.
- the composition (z), the composition (y), and the composition (x) are simultaneously applied onto the release material to form a coating film (z'), a coating film (y'), and a coating film. After directly laminating (x') in this order, the coating film (z'), the coating film (y') and the coating film (x') are dried at the same time to remove volatile components and become adhesive. It is even more preferable to form the laminate 11.
- a support with a pattern layer which is a support 1 on which the pattern layer 2 is formed in advance, is prepared in the same manner as described above. Then, the layer (X) 5 is formed so as to cover the pattern layer 2 on the surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed. ..
- the layer (X) 5 As a method for forming the layer (X) 5, the same method as the above-mentioned method can be used. Subsequently, the layer (Y) 6 is formed on the surface of the formed layer (X) 5 opposite to the support with the pattern layer.
- the same method as the above-mentioned method can be used.
- the exposed surface of the support 1 and the pattern layer 2 on which the pattern layer 2 of the support with the pattern layer is formed is coated.
- the coating film (x') and the coating film (y') are dried at the same time to remove volatile components. It is preferable to form a laminate.
- the composition (x) and the composition (y) are simultaneously applied to the exposed surfaces of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed, and coated.
- the film (x') and the coating film (y') are directly laminated in this order, and then the coating film (x') and the coating film (y') are dried at the same time to remove volatile components. It is more preferable to form a laminate.
- the layer (Z) 4 is formed on the surface of the formed layer (Y) 6 opposite to the layer (X) 5.
- a method for forming the layer (Z) for example, the same method as the above-mentioned method can be used.
- the side on which the pattern layer 2 of the support with the pattern layer is formed is formed.
- the coating film (x'), the coating film (y'), and the coating film (z') are directly laminated on the exposed surfaces of the support 1 and the pattern layer 2 in this order, and then the coating film (x') is laminated. It is more preferable to remove the volatile components by simultaneously drying the'), the coating film (y') and the coating film (z') to form the adhesive laminate 11.
- composition (x), the composition (y), and the composition (z) are added to the exposed surfaces of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed.
- the coating film (x'), the coating film (y'), and the coating film (z') are directly laminated in this order, and then the coating film (x') and the coating film (y') are laminated.
- the coating film (z') are dried at the same time to remove volatile components to form the adhesive laminate 11.
- a support with a pattern layer which is a support 1 on which the pattern layer 2 is formed in advance, is prepared.
- a layer (X) 5 is formed on the surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed so as to cover the pattern layer 2.
- a laminate in which the support 1, the pattern layer 2 and the layer (X) 5 are laminated in this order is prepared.
- the layer (X) 5 is as described above, and the same method as the above-described method can be used as the method for forming the layer (X) 5.
- a laminated body in which the layer (Z) 4 and the layer (Y) 6 are laminated in this order is formed on the release material (not shown).
- the layer (Z) 4 is formed on a release material separately prepared in advance by the above-mentioned method, and the layer (Z) 4 is formed.
- a laminated body in which the layer (Y) 6 is formed in the same manner as the above-mentioned method can be prepared in advance on the surface opposite to the release material of (Z) 4.
- a laminated body can also be obtained by laminating the exposed surface of the layer (Y) 6 on the exposed surface. Then, the exposed surface of the layer (Y) 6 of the laminated body is bonded to the exposed surface of the layer (X) 5 covering the pattern layer 2 of the support with the pattern layer.
- a peeling detection label 102 having the support 1, the pattern layer 2, the layer (X) 5, the layer (Y) 6 and the layer (Z) 4 in this order can also be manufactured from the support 1 side.
- the coating film (z') and the coating film (y') are formed on the release material.
- the coating film (z') and the coating film (y') are dried at the same time to remove volatile components to form a laminated body.
- the composition (z) and the composition (y) are applied at the same time, and the coating film (z') and the coating film (y') are directly laminated in this order, and then the coating film (z') and the coating film (z') It is more preferable to remove the volatile components and form the coating film (y') by drying it at the same time.
- the pattern of the support with the pattern layer which is separately manufactured on the exposed surface of the layer (X) 5 of the adhesive laminate 11 manufactured in advance, is described.
- a method of sticking the support 1 on the side where the layer 2 is formed and the exposed surface of the pattern layer 2 so as to cover the pattern layer 2 is preferable.
- the drying temperature at the time of forming the layer (X) 5, the layer (Y) 6, or the layer (Z) 4 is set to the heat resistance of the material used for the support 1 and the pattern layer 2.
- a material that can be used for each of the support 1, the pattern layer 2, the layer (X) 5, the layer (Y) 6, and the layer (Z) 4 can be used because it is not necessary to set in consideration of the property and the like. It is also preferable from the viewpoint of increasing the choices of.
- the layer (X) 5 is formed so as to completely cover the pattern layer 2.
- one aspect of the manufacturing method according to the peeling detection label 102 of FIG. 2 is the side on which the pattern layer 2 of the support with the pattern layer is formed.
- the layer (X) 5 is formed so as to cover the pattern layer 2 with respect to the exposed surfaces of the support 1 and the pattern layer 2. It is preferable to perform surface modification treatment on the exposed surface by using an oxidation method such as the above-mentioned corona discharge treatment method.
- a support with a pattern layer which is a support 1 on which the pattern layer 2 is formed in advance, is prepared. Then, a layer (X1) 7 is formed on the surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed so as to cover the pattern layer 2. ..
- the method for forming the layer (X1) 7 is not particularly limited as long as it can form the layer (X1) 7 on the support 1 and the pattern layer 2, but for example, the method for forming the pattern layer 2 Similarly, using an ink containing each of the raw materials and a solvent, it can be formed by a general printing method, for example, gravure printing, screen printing, offset printing, flexographic printing, or the like. Further, when the layer (X1) 7 is the above-mentioned layer (XQ) and an energy ray-curable resin is used, it is preferable to perform energy ray curing after printing. Examples of the type of energy ray include ultraviolet rays and / or electron beams, but ultraviolet rays are preferable.
- the layer (X1) 7 is a layer (XA) formed from the composition (x) containing an adhesive resin or the above-mentioned layer (XQ) and is a layer formed from the resin composition, for example.
- the composition (x1) containing the raw material resin of the layer (X1) 7 may be heated and melted and extruded and laminated on the surface on which the pattern layer 2 of the support with the pattern layer is formed.
- the coating film (x1') composed of (x1) may be later applied onto the surface of the support with the pattern layer on which the pattern layer 2 is formed and dried. In this way, a laminated body in which the pattern layer 2 on the support 1 is covered with the layer (X1) 7 is formed in advance.
- a laminated body in which the layer (Z) 4, the layer (Y) 6 and the layer (X2) 8 are laminated in this order is formed on the release material (not shown). Then, by laminating the exposed surface of the layer (X2) 8 of the laminated body to the exposed surface of the layer (X1) 7, the support 1, the pattern layer 2, and the layers are formed from the support 1 side.
- a peeling detection label 103 having (X1) 7, layer (X2) 8, layer (Y) 6 and layer (Z) 4 in this order can be manufactured.
- the layer (X2) 8 is a layer formed from the composition (x2) containing the raw material resin of the layer (X2) 8, and is preferably formed from the composition (x) containing the adhesive resin.
- Layer (XA) For example, the composition (x2) may be heated and melted and extruded and laminated on the surface of the layer (Y) 6, and a coating film (x2') composed of the composition (x2) may be formed on the layer (Y) 6. It may be applied on the surface of the above and dried to form. Further, for example, a layer (X2) 8 prepared by extrusion molding or drying a coating film (x2') on a release material or the like in advance may be directly attached onto the exposed surface of the layer (Y) 6. Good.
- the raw material for forming the layer (Y) 6 may be heated and melted and extruded and laminated on the layer (Z) 4, or the coating composed of the composition (y) may be formed.
- the film (y') may be applied onto the layer (Z) 4 and dried to form.
- a layer (Y) 6 prepared by extrusion molding or drying a coating film (y') on a release material or the like in advance may be directly attached onto the layer (Z) 4.
- the exposed surface of the layer (X2) 8 previously formed on the release material the exposed surface of the layer (Y) 6 of the laminated body in which the layer (Y) 6 is prepared by the same method as described above is formed.
- the coating film (y') and the coating film (x2') are formed on the surface on which the layer (Z) 4 is formed. After directly laminating in this order, it is preferable to remove the volatile components by simultaneously drying the coating film (y') and the coating film (x2') to form a laminated body. Then, the composition (y) and the composition (x2) are simultaneously applied on the surface of the layer (Z) 4, and the coating film (y') and the coating film (x2') are directly laminated in this order.
- the coating film (y') and the coating film (x2') are dried at the same time to remove volatile components and form a laminate. Further, for example, the coating film (x2') and the coating film (y') are directly laminated on the release material in this order, and then the layer (X2) 8 and the layer (Y') are laminated in the same manner as described above. ) 6 may be created, and the exposed surface of the layer (Y) 6 of the laminate may be directly attached onto the layer (Z) 4.
- the composition (z) containing an adhesive resin may be heated and melted and extruded and laminated on the release material, or the composition (z) may be formed.
- a coating film (z') composed of the above may be applied onto a release material and dried to form.
- a coating film (z') is applied on the release material.
- composition (z), the composition (y), and the composition (x2) are simultaneously applied onto the release material to form a coating film (z'), a coating film (y'), and a coating film.
- the coating film (z'), the coating film (y') and the coating film (x2') are dried at the same time to remove volatile components, and the laminated body is formed. It is even more preferable to form.
- the exposed surface of the layer (X2) 8 in the obtained laminate is covered with the pattern layer 2 on the support 1 by the layer (X1) 7, and the surface of the layer (X1) 7 of the laminate is covered.
- the support 1, the pattern layer 2, the layer (X1) 7, the layer (X2) 8, the layer (Y) 6 and the layer (Z) 4 are provided in this order from the support 1 side.
- the peeling detection label 103 can be manufactured.
- a laminate in which the pattern layer 2 on the support 1 is coated with the layer (X1) 7 is formed in advance in the same manner as described above.
- the layer (X2) 8 is formed on the exposed surface of the formed layer (X1) 7 on the opposite side of the support 1.
- the layer (X2) 8 is preferably a layer (XA) formed from the composition (x) containing an adhesive resin, and as a method for forming the layer (X2) 8, the layer (X2) 8 is formed. Can be used in the same manner as the above-mentioned method except that the layer (X1) 7 is formed on the exposed surface.
- the layer (X2) 8 is formed on the exposed surface of the layer (X1) 7 from the layer (X1) 7 side.
- the layer (Y) 6 can be formed by the same method as described above except that the layer (Y) 6 is formed in this order.
- the layer (Z) 4 is formed on the surface of the formed layer (Y) 6 opposite to the layer (X2) 8.
- the same method as described above can be used except that the layer (Y) 6 is formed on the exposed surface.
- the layer (X1) 7 is placed on the exposed surface of the layer (X1) 7. It can be formed by the same method as described above except that the layer (X2) 8, the layer (Y) 6 and the layer (Z) 4 are formed in this order from the side.
- a support with a pattern layer which is a support 1 on which the pattern layer 2 is formed in advance, is prepared.
- the layer (X1) 7 is also a layer formed from the resin composition
- the surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed is relative to the exposed surface.
- the coating film (y') composed of the composition (y) is directly laminated in this order, and then the coating film (x1'), the coating film (x2') and the coating film (y') are dried at the same time. It is also possible to remove volatile components to form a laminate.
- the coating film (x1'), the coating film (x2'), and the coating film (y') are directly laminated in this order, and then the coating film (x1') and the coating film (x2') are laminated.
- the layer (Z) 4 is formed on the surface of the formed layer (Y) 6 opposite to the layer (X) 5.
- a method for forming the layer (Z) 4 a method similar to the method described above can be used.
- a support with a pattern layer which is a support 1 on which the pattern layer 2 is formed in advance, is prepared.
- the layer (X1) 7 is also a layer formed from the resin composition
- the surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed is relative to the exposed surface.
- the coating film (x1') and the coating film (x2') By simultaneously drying the coating film (y') and the coating film (z'), volatile components can be removed to form the adhesive laminate 12.
- the composition (x1), the composition (x2), and the composition (y) are relative to the exposed surfaces of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed.
- the composition (z) are applied at the same time, and the coating film (x1'), the coating film (x2'), the coating film (y'), and the coating film (z') are directly applied in this order.
- the coating film (x1'), the coating film (x2'), the coating film (y') and the coating film (z') are dried at the same time to remove volatile components, and the adhesive laminate 12 Can also be formed.
- a support with a pattern layer which is a support 1 on which the pattern layer 2 is formed in advance, is prepared.
- a coating film (z') composed of the composition (z), a coating film (y') composed of the composition (y), and a raw material resin of the layer (X2) 8 are applied.
- the coating film (x2') composed of the composition (x2) containing the composition (x2') and the coating film (x1') composed of the composition (x1) containing the raw material resin of the layer (X1) 7 are directly laminated in this order and then coated.
- the adhesive laminate 12 By simultaneously drying the film (z'), the coating film (y'), the coating film (x2'), and the coating film (x1'), volatile components are removed to form the adhesive laminate 12. You can also. Subsequently, the exposed surface of the layer (X1) of the adhesive laminate 12 is applied to the exposed surface of the support 1 and the pattern layer 2 on the side where the pattern layer 2 of the support with the pattern layer is formed. By laminating the pattern layer 2 so as to cover the pattern layer 2, the support 1, the pattern layer 2, the layer (X1) 7, the layer (X2) 8, the layer (Y) 6 and the layer (from the support 1 side) A peeling detection label 103 having Z) 4 in this order can also be manufactured.
- the pattern of the support with the pattern layer which is separately manufactured on the exposed surface of the layer (X1) 7 of the adhesive laminate 12 manufactured in advance, is described.
- a method of manufacturing the peeling detection label 103 by laminating the support 1 on which the layer 2 is formed and the exposed surface of the pattern layer 2 so as to cover the pattern layer 2 is preferable.
- the drying temperature at the time of forming the layer (X1) 7, the layer (X2) 8, the layer (Y) 6, or the layer (Z) 4 is set to the support 1 or the pattern. It is not necessary to set the material in consideration of the heat resistance of the material used for the layer 2.
- a layer (Z) 4, a layer (Y) 6, and a layer (X2) 8 are laminated in this order on a peeling material.
- the exposed surface of the layer (X2) 8 in the laminated body is attached to the exposed surface of the layer (X1) 7 of the laminated body in which the pattern layer 2 on the support 1 is covered with the layer (X1) 7.
- the peeling detection label having the support 1, the pattern layer 2, the layer (X1) 7, the layer (X2) 8, the layer (Y) 6 and the layer (Z) 4 from the support 1 side in this order. It is preferable to use the method for producing 103.
- the layer (X1) 7 is the above-mentioned layer (XQ) and an energy ray-curable resin is used.
- the layer (X1) 7 is formed so as to completely cover the pattern layer 2. Is preferable. Further, before forming the layer (X1) 7 so as to cover the pattern layer 2 on the surface on which the pattern layer 2 of the support with the pattern layer is formed, the pattern layer 2 of the support with the pattern layer is formed. It is preferable to perform surface modification treatment on the exposed surface of the surface on which the above-mentioned surface is formed by using an oxidation method such as the above-mentioned corona discharge treatment method. That is, in FIG.
- the exposed surface of the surface 1a on the pattern layer side of the support (state before forming the layer (X1) 7) and the exposed surface of the surface 2a on the layer (X1) 7 side of the pattern layer (layer (X1) 7). It is preferable to carry out a surface modification treatment using the above-mentioned oxidation method for X1) 7) (a state before formation). It is more preferable that the surface modification by the oxidation method is performed immediately before the layer (X1) 7 is formed (for example, immediately before the coating film (x1') is applied).
- examples of the coater used for applying each composition include a spin coater, a spray coater, a bar coater, a knife coater, a roll coater, a knife roll coater, a blade coater, and a gravure coater. , Curtain coater, die coater and the like.
- examples of the coater used when applying each composition at the same time include a multi-layer coater, and specific examples thereof include a multi-layer curtain coater and a multi-layer die coater. Among these, a multi-layer die coater is preferable from the viewpoint of operability.
- each composition independently further contains a diluting solvent.
- the diluting solvent the above-mentioned diluting solvent described in the column of the peeling detection label can be used.
- the active ingredient concentration of the solution obtained by blending the diluting solvent with each composition is as described above in the column of the peeling detection label.
- Pre-drying treatment may be performed to the extent that For example, the pre-drying treatment may be performed each time the coating film (x') and the coating film (y') are formed, and the coating film (x') and the coating film (y') 2 After forming the coating film of the layers, the two layers may be pre-dried at the same time.
- the drying temperature at the time of performing the pre-drying treatment is usually set appropriately in a temperature range within which curing of the formed coating film does not proceed, but is preferably lower than the drying temperature at the time of performing the simultaneous drying treatment.
- the specific drying temperature is, for example, preferably 10 to 45 ° C, more preferably 10 to 34 ° C, still more preferably 15 to 30 ° C.
- the drying temperature when the plurality of coating films are simultaneously dried is, for example, preferably 60 to 150 ° C., more preferably 70 to 145 ° C., still more preferably 80 to 140 ° C., still more preferably 90 to 135 ° C. °C.
- peeling detection label When the peeling detection label is used, as described above, no adhesive residue is generated on the adherend. Therefore, when the peeling detection label is peeled off when peeling is required, it is not desirable for the adherend to have adhesive residue. Moreover, it can be suitably used for applications that require peeling detection. For example, to prevent falsification of displayed contents of automobile parts, electrical / electronic parts, precision machine parts, etc .; to prevent improper packing and opening of goods in consignment or packing of goods; virgin contents of pharmaceuticals, cosmetics, foodstuffs, etc.
- Sealing label to guarantee the sex; For identification of various certificates such as passports and product certifications or prevention of peeling or tampering of the certification label;
- Various opening / closing ports provided for vehicles such as various passenger cars, aircraft, trains, ships, etc.
- To prevent improper opening and closing for example, to prevent improper entry of foreign matter into the cargo entrance, fuel tank, etc.
- to prevent unauthorized intrusion into vehicles such as various passenger cars, aircraft, trains, and ships, and to prevent various structures.
- security measures such as prevention of unauthorized intrusion into the vehicle; etc.
- the peeling detection label can be attached to an object (adhesion) in these applications and used, and when peeling from the adherend, the support and the pattern layer are described as described above. By causing interfacial peeling with the label, it is possible to visually detect the presence or absence of peeling of the peeling detection label from the adherend.
- ⁇ Thickness of support, pattern layer, adhesive laminate, and peeling detection label> The measurement was performed using a constant pressure thickness measuring instrument manufactured by Teclock Co., Ltd. (model number: "PG-02J", standard: JIS K6783-1994, Z1702-1994, Z1709-1995).
- the thickness of the pattern layer is the total thickness of the parts where the support and the pattern layer are laminated in the state of the support with the pattern layer in which the pattern layer is formed on the support during the process of creating the peeling detection label to be measured. After measuring the thickness, the value obtained by subtracting the thickness of the support measured in advance was defined as the "thickness of the pattern layer".
- the thickness of the adhesive laminate is the value obtained by measuring the total thickness of the peeling detection label to be measured and then subtracting the thickness of the support (however, where the pattern layers are not laminated) measured in advance.
- the thickness of the sex laminate total thickness ”.
- the total thickness of the peeling detection label was measured as a value obtained by removing the peeling material on the pressure-sensitive adhesive layer (Z).
- ⁇ Thickness ratio between each layer in the adhesive laminate> Polyethylene terephthalate (PET) film (manufactured by Mitsubishi Chemical Co., Ltd., trade name "Diafoil (registered trademark) T-100", on the surface to which the adhesive layer (Z) of the peeling detection label produced in Examples and Comparative Examples is attached. (Thickness 50 ⁇ m) was bonded to prepare a measurement sample. A cross section in the thickness direction cut in the direction perpendicular to the surface of the pressure-sensitive adhesive layer (Z) of the measurement sample is observed using a scanning electron microscope (manufactured by Hitachi, Ltd., product name "S-4700").
- each of the coating layer (X), the base material layer (Y) and the pressure-sensitive adhesive layer (Z) The thickness ratio (thickness ratio) was measured.
- the thicknesses of the layers (X1) and (X2) in the coating layer (X) were also measured in the same manner.
- the thickness of each layer was calculated from the measured value of the "thickness of the adhesive laminate" measured by the above method. Table 1 below shows the thickness ratio between each layer when the thickness (Yt) of the layer (Y) is 100.
- ⁇ Tensile modulus Et of the support at 23 ° C> The tensile modulus Et of the support at 23 ° C. was measured using the following method. The support was cut into a size of 150 mm in the MD direction and 15 mm in the TD direction to obtain a test sample. Tensile modulus Et was measured for the test sample in an environment of 23 ° C. and 50% RH (relative humidity) in accordance with JIS K 7161-1: 2014 and JIS K 7127: 1999.
- the MD in the MD direction is an abbreviation for Machine Direction.
- the MD direction of the peeling detection label means a long direction at the time of molding the peeling detection label.
- the TD in the TD direction is an abbreviation for Transfer Direction.
- the TD direction of the peeling detection label means the width direction at the time of molding the peeling detection label.
- the "MD direction" in the support refers to a long direction when the support is molded.
- ⁇ Stiffness of support> The stiffness of the support was measured using the following method. The support was cut into a size of 38 mm in the MD direction and 25 mm in the TD direction to obtain a test sample. For the test sample, the rigidity and softness in the MD direction were measured in accordance with the Gale method specified in JIS L1096: 2010. Rigidity and softness were measured using a stiffness tester (manufactured by Toyo Seiki Seisakusho Co., Ltd., product name "Gare type flexibility tester").
- the support was evaluated by a notch tear test using the following method.
- the support was cut into a size of 150 mm in the MD direction and 50 mm in the TD direction to obtain a test sample.
- the tear strength of the test sample was measured according to the trouser method specified in JIS K7128-1: 1998.
- the measurement direction of the sample was the MD direction.
- the test speed was 200 mm / min.
- Shear storage elastic modulus G'of the layers (X1) and (X2) in the coating layer (X) and the pressure-sensitive adhesive layer (Z) at 23 ° C. was measured by the following method. A test sample having a diameter of 8 mm and a thickness of 3 mm was prepared from the same composition as the composition forming the layer to be measured.
- test start temperature -20 ° C
- test end temperature 150 ° C
- temperature rise rate 3 ° C / min
- frequency 1 Hz.
- the shear storage elastic modulus G'of the test sample at 23 ° C. was measured by the torsional shear method.
- the thickness average shear storage elastic modulus of the coating layer (X) was measured using the following method. Using the value of the shear storage elastic modulus G'(Xk) of each layer in the coating layer (X) obtained by the above-mentioned measurement method at 23 ° C. and the value of the thickness ratio T (Xk) of each layer, the following It was calculated by the formula (1).
- G'(Xk) indicates the shear storage elastic modulus G'at 23 ° C. of the kth layer (Xk) from the support side in the coating layer (X).
- N preferably indicates an integer of 2 to 10.
- Leovibron registered trademark
- the test start temperature -50 ° C
- the test end temperature 200 ° C
- the heating rate 3 ° C / min
- the tensile storage elastic modulus E'in the MD direction of the test sample at 23 ° C. was measured by a tensile method under the conditions of: 5 ⁇ m and frequency: 1 Hz.
- the "MD direction" in the base material layer (Y) refers to the direction in which the composition is applied when the coating film is formed.
- the tensile storage elastic modulus E'at 23 ° C. is measured by using the following method. To do. (In the case of a sample in which the value of tensile storage elastic modulus E'at 23 ° C is 100 MPa or less) A test sample having a diameter of 8 mm and a thickness of 3 mm formed from the same composition as the composition forming the layer to be measured is prepared. Using a viscoelasticity measuring device (manufactured by Antonio Par, device name "MCR300”), the test start temperature: -20 ° C, test end temperature: 150 ° C, temperature rise rate: 3 ° C / min, frequency: 1 Hz.
- MCR300 viscoelasticity measuring device
- PET polyethylene terephthalate
- a test piece cut into a size of (MD) 300 mm ⁇ lateral (TD) 25 mm was prepared.
- step (3) After step (2), in an environment of 23 ° C. and 50% RH (relative humidity), the tensile speed (peeling speed) is 300 mm / by the 180 ° peeling method based on JIS Z0237: 2000. The adhesive strength of the adhesive layer was measured in minutes. The measurement result was used as the adhesive strength of the target pressure-sensitive adhesive layer.
- Acrylic copolymer having a structural unit derived from a raw material monomer consisting of 0 / 9.0 / 1.0 (mass ratio), mass average molecular weight (Mw): 1 million, diluting solvent: ethyl acetate, solid content concentration: 45% by mass) 100 parts by mass (solid content ratio), 25 mass of hydride hydride resin (manufactured by Arakawa Chemical Industry Co., Ltd., product name "KE-359", softening point: 94 to 104 ° C) as a tackifier
- a part (solid content ratio) and 1.62 parts by mass (solid content ratio) of an isocyanate-based cross-linking agent manufactured by Mitsui Chemicals Co., Ltd., product name "Takenate (registered trademark) D-110N" are blended. And further diluted with toluene and stirred uniformly to prepare a composition (xa) having a solid content concentration (active ingredient concentration) of 40% by mass.
- Methylene diisocyanate-based cross-linking agent manufactured by Tosoh Corporation, product name "Coronate (registered trademark) HL" 6.3 parts by mass (solid content ratio), and dioctyl tinbis (2-ethylhexanoate) 1 as a catalyst .4 parts by mass (solid content ratio) were mixed and mixed. Further, the mixture was diluted with toluene and stirred uniformly to prepare a composition (y) having a solid content concentration (active ingredient concentration) of 30% by mass.
- Acrylic copolymer having a structural unit derived from a raw material monomer consisting of 47.0 / 5.5 / 0.5 (mass ratio), mass average molecular weight (Mw): 550,000, diluting solvent: ethyl acetate, solid content Concentration: 40% by mass) 100 parts by mass (solid content ratio), 2 parts by mass (solid content ratio) of an isocyanate-based cross-linking agent (manufactured by Toso Co., Ltd., product name "Coronate (registered trademark) L”) as a cross-linking agent.
- the composition (z) having a solid content concentration (active ingredient concentration) of 30% by mass was prepared by blending and mixing, further diluting with toluene, and stirring uniformly.
- -EMAA (1) Ethylene-methacrylic acid copolymer (acid content 9% by mass) film (manufactured by Aussie Film Co., Ltd., one surface embossed with satin finish, thickness: 80 ⁇ m)
- -EMAA (2) Ethylene-methacrylic acid copolymer (acid content 9% by mass) film (manufactured by RIKEN TECHNOS CORPORATION, one surface embossed with satin finish, thickness: 80 ⁇ m) -PE (1): Polyethylene film (one surface embossed with satin finish, thickness: 100 ⁇ m) -PE (2): Polyethylene film (manufactured by Aussie Film Co., Ltd., one surface embossed with satin finish, thickness: 80 ⁇ m) -PP (1): Polypropylene film (one surface emb
- Example 1 Formation of Support with Pattern Layer
- EMAA (1) is used, and an acrylic resin (acrylic resin in which the main monomer is methyl methacrylate) is placed on the surface of the support on the satin-finished side.
- the character pattern of "VOID" (the area of the pattern layer is 38% of the 100% area on the surface on which the pattern layer of the support is formed) is gravure-printed with a resin solution containing (polymer), dried and thickened.
- a 5 ⁇ m pattern layer was formed to obtain a support with a pattern layer.
- a corona discharge treatment was performed on the entire surface of the support with the pattern layer on the side where the pattern layer is formed (the exposed surface of the support and the exposed surface of the pattern layer).
- a layer (X1) having a thickness of 1 ⁇ m was provided, and a laminate (M1) was formed in which the support, the pattern layer, and the layer (X1) in the layer (X) were directly laminated in this order from the support side. .. (3) Formation of a laminate composed of a layer (X2), a base material layer (Y), and an adhesive layer (Z) in the coating film (X) Separately from the above, release paper (manufactured by Lintec Co., Ltd., product name " SP-8LK Ao ”, thickness: 88 ⁇ m, glassine paper coated with polyolefin and subjected to silicone release treatment) on the release agent layer, the coating film (z) composed of the composition (z) prepared in Production Example 3 '), A coating film (y') composed of the composition (y) prepared in Production Example 2 on the coating film (z'), and a composition prepared in Production Example 1 on the coating film (y') (').
- release paper manufactured by Lintec Co., Ltd., product name " SP-8LK
- a coating film (x-a') composed of x-a) was simultaneously coated with these three layers using a multilayer die coater (width: 250 mm).
- the coating rate and coating amount of each composition for forming the coating film (xa'), the coating film (ya') and the coating film (z') are the adhesive laminations shown in Table 1 below.
- the thickness of the body and the thickness of each layer (layer (X2) in the coating film (X), base material layer (Y), adhesive layer (Z)) were adjusted.
- the formed coating film (xa'), coating film (y') and coating film (z') are simultaneously dried at a drying temperature of 125 ° C. for 60 seconds, and the release paper and the adhesive are sequentially dried from the release paper side.
- a laminate (M2) was formed by directly laminating the layer (Z), the layer (Y), and the layer (X2) in the layer (X) in this order.
- the exposed surface of the layer (X2) of the laminated body (M2) and the exposed surface of the layer (X1) of the laminated body (M1) are attached. Laminated to fit. In this way, the support, the pattern layer, the layer (X1) in the layer (X), the layer (X2) in the layer (X), the layer (Y), the adhesive layer (Z), and the release paper are arranged in this order.
- a peeling detection label was obtained by forming a laminated body directly laminated with. In the obtained peeling detection label, the layer (X2) is the pressure-sensitive adhesive layer (XA).
- Examples 2 to 7 and Comparative Examples 1 to 4 A peeling detection label was obtained by using the same method as in Example 1 except that the support was changed from EMAA (1) to each support shown in Table 2 below.
- the sample for which the adhesive strength of the peeling detection label was measured was visually evaluated for the pattern expression of the peeling detection label after peeling and the presence or absence of adhesive residue on the adherend according to the following criteria.
- the pattern expression was evaluated according to the following criteria. (Evaluation criteria for pattern expression) A: The pattern was expressed and clearly expressed in an area of 80% or more of the total area of the surface on which the pattern layer was formed. B: The pattern was expressed in an area of 80% or more of the total area of the surface on which the pattern layer was formed. C: The pattern was expressed in an area of 50% or more and less than 80% of the total area of the surface on which the pattern layer was formed.
- D The pattern was expressed in an area of 30% or more and less than 50% of the total area of the surface on which the pattern layer was formed.
- E The pattern was expressed in an area of less than 30% of the total area of the surface on which the pattern layer was formed.
- -F No pattern was expressed. (Evaluation criteria for adhesive residue) -A: No adhesive residue (transfer) occurred on the adherend. -F: Adhesive residue (transfer) occurred on the adherend.
- the release detection label produced in Examples and Comparative Examples is cut into a size of 22 mm in length (MD direction) ⁇ 25 mm in width (TD direction), and further, the release which is a release material on the pressure-sensitive adhesive layer (Z).
- the sample from which the paper was removed was used as a test sample.
- the release paper on the pressure-sensitive adhesive layer (Z) is removed, and the surface of the exposed pressure-sensitive adhesive layer (Z) is exposed to an adherend on a cylinder in an environment of 23 ° C. and 50% RH (relative humidity). It was affixed to [diameter: ⁇ 10 mm, material: polypropylene (PP) and polyethylene (PE)].
- the amount of floating from the adherend was measured. The measurement was performed four times and the average value was calculated.
- the curved surface followability was evaluated according to the following criteria. -A: The amount of floating and peeling is 2 mm or less. -B: The amount of floating and peeling is more than 2 mm and 6 mm or less. ⁇ C: The amount of floating and peeling is over 6 mm.
- the peeling detection labels obtained in Examples 1 to 7 have excellent pattern expression even when peeled at a low speed condition of 10 mm / min, and glue to the adherend. It was confirmed that no residue was generated. Furthermore, it was confirmed that the texture of the expressed "VOID" character pattern was matte. It is considered that this is because the surface of the support on the side where the pattern layer is formed is a satin-finished surface. From this point, it was confirmed that the pattern was expressed by the occurrence of interfacial delamination between the support and the pattern layer, that is, the above-mentioned requirement (1) was also satisfied. Further, it was confirmed that the peeling detection labels obtained in Examples 1 to 7 were also excellent in curved surface followability.
- the peeling detection labels of Examples 1 and 2 showed better curved surface followability as compared with the other examples.
- the peeling detection labels of Comparative Examples 1 to 3 since the tensile elastic modulus Et of the support exceeds 1,000 MPa, when peeling is performed under low speed conditions, the pattern is larger than that of the peeling detection labels of Examples. It was confirmed that the expression was inferior. Further, since the peeling detection label of Comparative Example 4 has a tensile elastic modulus Et of less than 50 MPa, the character pattern of "VOID" is expressed by the tension applied when the peeling detection label is manufactured by the die coater. It was not possible to evaluate it.
- the peeling detection label of the present invention does not leave adhesive residue and exhibits excellent pattern expression even when peeled at a low speed, it can detect whether various containers have been opened, and various certificates and products such as passports. It is useful as a peeling detection label used for identification of certification, detection of peeling of the certification label, detection of tampering, or detection of unauthorized intrusion into various vehicles and buildings. Further, since it also has excellent curved surface followability, it is also useful as a peeling detection label used in places where curved surface followability is required in each of the above-mentioned applications.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Computer Security & Cryptography (AREA)
- Laminated Bodies (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20784650.2A EP3950330A4 (en) | 2019-03-29 | 2020-03-19 | PEEL DETECTION TAG |
| CN202080024640.XA CN113631381A (zh) | 2019-03-29 | 2020-03-19 | 剥离检测标签 |
| JP2021511443A JP7492948B2 (ja) | 2019-03-29 | 2020-03-19 | 剥離検知ラベル |
| US17/442,752 US12159556B2 (en) | 2019-03-29 | 2020-03-19 | Peeling detection label |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-067373 | 2019-03-29 | ||
| JP2019067373 | 2019-03-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020203344A1 true WO2020203344A1 (ja) | 2020-10-08 |
Family
ID=72667681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/012252 Ceased WO2020203344A1 (ja) | 2019-03-29 | 2020-03-19 | 剥離検知ラベル |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12159556B2 (https=) |
| EP (1) | EP3950330A4 (https=) |
| JP (1) | JP7492948B2 (https=) |
| CN (1) | CN113631381A (https=) |
| TW (1) | TWI848080B (https=) |
| WO (1) | WO2020203344A1 (https=) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020013212A1 (ja) | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| US11479695B2 (en) * | 2018-07-11 | 2022-10-25 | Linetec Corporation | Peel-off detection label |
| US20240331513A1 (en) * | 2023-02-21 | 2024-10-03 | Steven Halliwell | Tamper-resistant security for artworks and collectibles |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345255A (ja) * | 2002-05-28 | 2003-12-03 | Sealex Corp | 改ざん防止ラベル及び改ざん防止ラベルの製造方法 |
| JP2004285243A (ja) * | 2003-03-24 | 2004-10-14 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| JP3141346U (ja) | 2008-02-18 | 2008-05-01 | シーレックス株式会社 | 改ざん防止ラベル |
| JP2010281948A (ja) | 2009-06-03 | 2010-12-16 | Nichiei Kako Kk | 改ざん防止シート及び改ざん防止ラベル |
| US20160288968A1 (en) * | 2015-03-31 | 2016-10-06 | Seal King Industrial Co., Ltd. | Unsealing indication structure of counterfeit tape |
| JP2017179241A (ja) * | 2016-03-31 | 2017-10-05 | リンテック株式会社 | タイヤ用粘着シート |
| JP2018104499A (ja) * | 2016-12-22 | 2018-07-05 | リンテック株式会社 | ワイヤーハーネス固定用粘着シート |
| WO2019039306A1 (ja) * | 2017-08-21 | 2019-02-28 | リンテック株式会社 | 剥離検知ラベル |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU6022100A (en) * | 1999-07-23 | 2001-02-13 | Yupo Corporation | Labelled resin bottle |
| JP2001301106A (ja) | 2000-04-18 | 2001-10-30 | Sekisui Chem Co Ltd | 封緘用粘着テープ基材フィルム及び粘着テープ |
| JP2004002825A (ja) | 2002-04-19 | 2004-01-08 | Mitsubishi Chem Mkv Co | ポリオレフィン系樹脂製積層フィルム |
| JP4301800B2 (ja) * | 2002-11-21 | 2009-07-22 | リンテック株式会社 | 改ざん防止用部材 |
| CN101248150A (zh) * | 2005-07-20 | 2008-08-20 | 琳得科株式会社 | 压敏粘合剂片材 |
| CN101952380B (zh) * | 2008-03-31 | 2013-03-20 | 日立化成高分子株式会社 | 剥离剂组合物和剥离材 |
| CN106575491B (zh) * | 2014-05-29 | 2019-06-28 | 优泊公司 | 标签、标签的制造方法、标签的使用方法、及附标签的被粘合体 |
| JP7089347B2 (ja) * | 2016-07-20 | 2022-06-22 | 日東電工株式会社 | 粘着シート |
| US11479695B2 (en) * | 2018-07-11 | 2022-10-25 | Linetec Corporation | Peel-off detection label |
-
2020
- 2020-03-19 JP JP2021511443A patent/JP7492948B2/ja active Active
- 2020-03-19 WO PCT/JP2020/012252 patent/WO2020203344A1/ja not_active Ceased
- 2020-03-19 US US17/442,752 patent/US12159556B2/en active Active
- 2020-03-19 EP EP20784650.2A patent/EP3950330A4/en active Pending
- 2020-03-19 CN CN202080024640.XA patent/CN113631381A/zh active Pending
- 2020-03-23 TW TW109109587A patent/TWI848080B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345255A (ja) * | 2002-05-28 | 2003-12-03 | Sealex Corp | 改ざん防止ラベル及び改ざん防止ラベルの製造方法 |
| JP2004285243A (ja) * | 2003-03-24 | 2004-10-14 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| JP3141346U (ja) | 2008-02-18 | 2008-05-01 | シーレックス株式会社 | 改ざん防止ラベル |
| JP2010281948A (ja) | 2009-06-03 | 2010-12-16 | Nichiei Kako Kk | 改ざん防止シート及び改ざん防止ラベル |
| US20160288968A1 (en) * | 2015-03-31 | 2016-10-06 | Seal King Industrial Co., Ltd. | Unsealing indication structure of counterfeit tape |
| JP2017179241A (ja) * | 2016-03-31 | 2017-10-05 | リンテック株式会社 | タイヤ用粘着シート |
| JP2018104499A (ja) * | 2016-12-22 | 2018-07-05 | リンテック株式会社 | ワイヤーハーネス固定用粘着シート |
| WO2019039306A1 (ja) * | 2017-08-21 | 2019-02-28 | リンテック株式会社 | 剥離検知ラベル |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3950330A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12159556B2 (en) | 2024-12-03 |
| JP7492948B2 (ja) | 2024-05-30 |
| TWI848080B (zh) | 2024-07-11 |
| US20220180773A1 (en) | 2022-06-09 |
| TW202043404A (zh) | 2020-12-01 |
| CN113631381A (zh) | 2021-11-09 |
| JPWO2020203344A1 (https=) | 2020-10-08 |
| EP3950330A4 (en) | 2022-12-14 |
| EP3950330A1 (en) | 2022-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7102579B2 (ja) | 剥離検知ラベル | |
| JP6857285B2 (ja) | 剥離検知ラベル | |
| JP6811900B2 (ja) | 剥離検知ラベル | |
| JP7492948B2 (ja) | 剥離検知ラベル | |
| JP7469851B2 (ja) | 意匠発現シート | |
| WO2018181108A1 (ja) | 印刷印字用粘着シート、及び印刷印字用粘着シートの製造方法 | |
| JP2019095709A (ja) | 剥離検知ラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20784650 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021511443 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020784650 Country of ref document: EP Effective date: 20211029 |