WO2020196301A1 - 包装材料および包装体 - Google Patents
包装材料および包装体 Download PDFInfo
- Publication number
- WO2020196301A1 WO2020196301A1 PCT/JP2020/012391 JP2020012391W WO2020196301A1 WO 2020196301 A1 WO2020196301 A1 WO 2020196301A1 JP 2020012391 W JP2020012391 W JP 2020012391W WO 2020196301 A1 WO2020196301 A1 WO 2020196301A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- gas barrier
- packaging material
- packaging
- laminated film
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/06—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
Definitions
- the present invention relates to a packaging material and a packaging body.
- This application claims priority to Japanese Patent Application No. 2019-055594 filed on March 22, 2019, and incorporates the content thereof.
- packaging materials for packaging solid, powder, and liquid contents such as foods, pharmaceuticals, and toiletries are mainly made of various stretched film base materials such as polyester, polyamide, and polypropylene, metal foil base materials such as aluminum foil, and polyethylene. It is produced by laminating a heat-sealing film such as polypropylene or polypropylene (hereinafter referred to as a sealant layer) using, for example, a polyurethane-based adhesive.
- the packaging material is required to have gas barrier properties
- the packaging material is provided with a layer having excellent gas barrier properties such as an inorganic vapor-deposited film base material layer and an ethylene-vinyl alcohol copolymer. Since the contents packaged by the packaging material include various materials, the contents may have various effects depending on the characteristics of the contents.
- Patent Document 1 describes a gas-barrier packaging material that can prevent coloring of the packaging material even when a coloring substance is used as the content.
- This gas barrier packaging material is formed by laminating a base material layer, an adhesive layer, a gas barrier layer, an anchor coat layer, and a polyolefin resin layer in this order.
- the anchor coat layer of this laminate is composed of a polyolefin copolymer resin containing an unsaturated carboxylic acid or an anhydride thereof in the range of 0.01% by mass to 5% by mass, substantially free of a non-volatile water-forming aid.
- An aqueous dispersion having a number average particle size of 1 ⁇ m or less is applied and dried.
- the polyolefin-based resin layer is laminated on the surface of the melt-extruded polyolefin-based resin in contact with the anchor coat layer while being subjected to ozone treatment.
- Patent Document 2 describes a packaging bag for an alcohol-containing material that can safely seal and package a liquid having an alcohol concentration of 50% by mass or more or an impregnated product of the liquid.
- the packaging bag for alcohol-containing materials is formed by laminating a base material layer, an adhesive layer, a barrier layer, an anchor coat layer, and a polyolefin resin layer in this order.
- the barrier layer of this laminated body is an aluminum foil, or a thin-film film obtained by depositing an aluminum oxide or a silicon oxide on a base film.
- the anchor coat layer disperses a polyolefin polymer resin containing 0.01% by mass to 5% by mass of unsaturated carboxylic acid or its anhydride so that its number average particle size is 1 ⁇ m or less, and is a non-volatile aqueous aid. After applying an aqueous dispersion liquid that is formed so as to substantially not contain the above, it is formed by heating and drying.
- the contents packaged by the packaging material may include, for example, acidic / alkaline substances, fragrances, surfactants, high boiling point organic solvents, medicinal ingredients, alcohols, volatile substances and the like.
- contents are called strongly permeable contents because they may cause a decrease in the lamination strength of the laminated body of the packaging material or cause peeling of the laminated body.
- the highly permeable content passes through the packaging material and swells and dissolves the polyurethane-based adhesive used for laminating, so that there is a problem that the adhesive function of the polyurethane-based adhesive is deteriorated.
- Patent Documents 1 and 2 have restrictions on a suitable base material that can obtain adhesive strength, and in particular, the adhesive strength with an inorganic vapor-deposited film base material is weak, so that even if swelling or dissolution does not occur. There is a problem that it is not suitable as a packaging material for accommodating highly permeable contents.
- the present invention has been made in view of the above problems, and in a packaging material using an inorganic thin-film film base material, even if the content to be packaged is a highly permeable content, the highly permeable content It is an object of the present invention to provide a packaging material and a packaging body in which a decrease in laminate strength due to the influence of the above is suppressed.
- the packaging material of the first aspect of the present invention comprises a base material made of a polymer resin composition, a gas barrier vapor deposition layer made of an inorganic compound, and hydrolysis of metal alkoxides and metal alkoxides.
- a gas barrier coating layer formed by using a composition containing at least one compound selected from a compound and a polymer of a metal alkoxide and a hydroxy group-containing polymer compound, and an acid-modified polyolefin resin and a silane coupling.
- An adhesive layer containing an agent and formed in contact with the gas barrier coating layer, and a polyolefin-based sealant layer are laminated in this order.
- the gas barrier coating layer comprises at least one compound selected from a metal alkoxide, a hydrolyzate of the metal alkoxide, and a polymer of the metal alkoxide, and a hydroxy group-containing polymer compound.
- the composition may be formed by further using an isocyanate derivative, a hydrolyzate of the isocyanate derivative, and at least one compound selected from the polymer of the isocyanate derivative in the composition containing the above.
- the adhesive layer contains 100 parts by mass of the acid-modified polyolefin resin and 0.2 parts by mass or more and 2.0 parts by mass or less of the silane coupling agent. May be good.
- the silane coupling agent may be an epoxy-based silane coupling agent.
- the epoxy-based silane coupling agent is 3-glycidoxypropyltrimethoxysilane, 3-glycidoxypropylmethyldimethoxysilane, and 3-glycidoxypropyltriethoxysilane. It may consist of at least one compound selected from the group consisting of.
- the gas barrier vapor deposition layer may contain at least one of silicon oxide and aluminum oxide.
- the metal alkoxide may consist of at least one compound selected from the group consisting of tetraethoxysilane, tetramethoxysilane, and triisopropoxyaluminum.
- the coating amount of the adhesive layer after drying may be 0.1 to 2.0 g / m 2 .
- the packaging material of the first aspect may further include a paper sheet.
- the package of the second aspect of the present invention includes a packaging bag formed of the packaging material of the first aspect, and a highly permeable content contained in the packaging bag and containing the highly permeable material. ..
- the other packaging body of the present invention is a liquid paper container formed of the packaging material of the first aspect, which is provided with a paper sheet, and is housed in the liquid paper container and contains a highly permeable material. With the contents.
- a third aspect of the present invention is the method for producing a packaging material according to the first aspect.
- the polyolefin sealant layer is laminated by an extrusion lamination method having an extrusion temperature of 250 ° C. to 330 ° C.
- the packaging material and the packaging body of the present invention even if the content to be packaged is a highly permeable content, it is possible to suppress a decrease in the lamination strength due to the influence of the strongly permeable content.
- FIG. 1 is a schematic front view showing an example of a package according to the present embodiment.
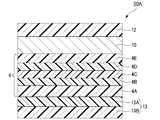
- FIG. 2 is a schematic cross-sectional view showing an example of the packaging material according to the present embodiment.
- the packaging body 3 of the present embodiment includes a packaging bag 1 and a highly permeable content 2.
- the packaging bag 1 is a flat bag in which the first laminated film 1a and the second laminated film 1b are heat-sealed.
- the front view shape of the packaging bag 1 is, as an example, a substantially rectangular shape.
- the first laminated film 1a is arranged on the front side of the drawing.
- the second laminated film 1b has an outer shape similar to that of the first laminated film 1a, and is arranged on the back side of the first laminated film 1a so as to overlap the first laminated film 1a.
- a spout portion 1d forming a flow path for pouring out the highly permeable content 2 when the packaging bag 1 is opened is formed.
- the spout portion 1d may be embossed, such as linear, if necessary. If necessary, a pouring pipe (not shown) may be provided inside the spout portion 1d.
- the spout portion 1d may be provided with a notch for opening, a fragile portion serving as an auxiliary opening line, or the like, if necessary.
- the package 3 is manufactured by heat-sealing the openings in a state in which the highly permeable content 2 is injected into a bag body in which the first laminated film 1a and the second laminated film 1b are heat-sealed.
- the type of the packaging bag 1 is not limited to the flat bag as long as the highly permeable content 2 described later can be accommodated.
- the packaging bag 1 used for the packaging body 3 may be a gusset pouch, a standing pouch, or the like.
- the strongly permeable content 2 in the present embodiment is a content containing an appropriate highly permeable material.
- the strongly permeable material is a substance having high permeability to the packaging material.
- the strongly permeable material may permeate from the inner layer to the outer layer of the laminated film.
- a highly permeable material that has penetrated into the laminated film may deteriorate the laminated film.
- a highly permeable material that has penetrated into a laminated film may corrode the film base material of the laminated film or reduce the adhesion strength between layers of the laminated film.
- Examples of such highly permeable materials include acidic substances, alkaline substances, fragrances, surfactants, high boiling organic solvents, medicinal ingredients, alcohols, volatile substances and the like.
- the packaging bag 1 may contain a content that does not contain a strongly permeable material. Therefore, examples of the contents that can be stored in the packaging bag 1 include edible agents, daily-use agents, pharmaceutical agents, industrial agents, reagents, and the like.
- examples of edible agents include milk, tea, coffee, edible oil, juice, soft drinks, carbonated drinking water, liquor and other beverages, seasonings, edible oil, vinegar, dressings, spicy powder, curry powder, etc.
- cooking agents include detergents, toothpastes, hair tonics, hair restorers, shampoos, conditioners, perm solutions, cosmetics, bath salts, air fresheners, toiletries, floor waxes and the like.
- pharmaceutical agents include mouthwashes, ship agents, disinfectants, and the like.
- industrial agents include reagents, engine oils, motor oils, silicone oils, and the like.
- reagents include l-menthol, d-limonene, methyl salicylate, camphor, and the like.
- the laminated film 4 which is the packaging material of the present embodiment is used.
- the laminated film 4 is composed of at least a base material 4A, a gas barrier vapor deposition layer 4B, a gas barrier coating layer 4C, an adhesive layer 4D, and a polyolefin sealant layer 4E laminated in this order. ..
- the laminated film 4 may include a layered portion other than the base material 4A, the gas barrier vapor deposition layer 4B, the gas barrier coating layer 4C, the adhesive layer 4D, and the polyolefin sealant layer 4E, if necessary.
- the laminated film 4 may include a surface protective layer for improving the surface strength, a printing layer on which an image is formed, a coating layer for improving the adhesion strength between layers, and the like.
- the base material 4A is a film material made of an appropriate polymer resin composition.
- a polyester resin such as polyethylene terephthalate (PET) and polyethylene naphthalate (PEN), a polyolefin resin such as polyethylene and polypropylene, a polystyrene resin, and 6,6-nylon
- PET polyethylene terephthalate
- PEN polyethylene naphthalate
- a polyolefin resin such as polyethylene and polypropylene
- a polystyrene resin polystyrene resin
- 6,6-nylon such as polyamide resin, polycarbonate resin, polyacrylonitrile resin, polyimide resin and the like.
- a stretched film material may be used, or an unstretched film material may be used.
- a polyamide film, a polyester film, or a polypropylene film is more preferably used from the viewpoints of moisture resistance, filling suitability, easy opening property, impact resistance, texture, disposability, and the like. It is particularly preferable that a polyester film is used as the base material 4A.
- the base material 4A may contain various well-known additives.
- additives such as stabilizers, antistatic agents, plasticizers, lubricants, and antioxidants may be used in the base material 4A, if necessary.
- the thickness of the base material 4A is not particularly limited.
- the thickness of the base material 4A may be 3 ⁇ m or more and 200 ⁇ m or less from the viewpoint of processability and filling suitability.
- the thickness of the base material 4A is more preferably 6 ⁇ m or more and 30 ⁇ m or less.
- the surface of the base material 4A may be subjected to corona treatment, plasma treatment, ozone treatment or the like as pretreatment. Further, the surface of the base material 4A may be subjected to chemical treatment, solvent treatment or the like. In particular, it is more preferable that the base material 4A is subjected to the plasma treatment because the gas barrier vapor deposition layer 4B and the base material 4A, which will be described later, are firmly adhered to each other when the plasma treatment is applied.
- a coating layer may be provided in order to improve the adhesion between the base material 4A and the gas barrier vapor deposition layer 4B described later.
- Materials for the coating layer include organic compounds obtained by the reaction of polyols and isocyanate compounds, organic compounds having urea bonds by the reaction of polyisocyanate compounds with water, polyethyleneimine and its derivatives, polyolefin emulsions, polyimides, and melamines. , Phenol, inorganic silica, and at least one compound selected from the group consisting of organic silane compounds.
- polyols examples include acrylic polyols, polyvinyl acetals, polystill polyols, polyurethane polyols and the like.
- isocyanate compound examples include monomers such as aromatic tolylene diisocyanate (TDI) and diphenylmethane diisocyanate (MDI), aliphatic xylene diisocyanate (XDI) and hexanediisocyanate (HMDI), and polymers and derivatives thereof. Is used, and these may be used alone or as a mixture, and high adhesion to the base material 4A or the gas barrier vapor deposition layer 4B can be obtained by the urethane bond formed by the reaction of the acrylic polyol and the isocyanate compound.
- TDI aromatic tolylene diisocyanate
- MDI diphenylmethane diisocyanate
- XDI aliphatic xylene diisocyanate
- HMDI hexanediisocyanate
- inorganic silica examples include organically modified colloidal silica and the like.
- organic silane compound examples include a silane coupling agent and a hydrolyzate thereof.
- Particularly preferable materials for the coating layer are trifunctional organosilanes represented by the general formula R'Si (OR) 3 (R': alkyl group, vinyl group, glycidoxypropyl group, etc., R: alkyl group, etc.) or the above 3 Examples thereof include a composition containing a hydrolyzate of a functional organosilane and a composite of an acrylic polyol and an isocyanate compound.
- the trifunctional organosilane include ethyltrimethoxysilane, vinyltrimethoxysilane, and glycidoxypropyltrimethoxysilane.
- glycidoxytrimethoxysilane and epoxycyclohexyl which contain an epoxy group in R'.
- Ethyltrimethoxysilane and the like are particularly preferable because they can obtain particularly high adhesion between the base material 4A and the gas barrier vapor deposition layer 4B.
- the hydrolyzate can be obtained by a known method such as a method of adding an acid, an alkali or the like to trifunctional organosilane to carry out the hydrolysis.
- the thickness of the coating layer is preferably in the range of 0.01 ⁇ m to 2.0 ⁇ m. If the thickness is thinner than 0.01 ⁇ m, it is difficult to obtain a uniform coating film, and the adhesion may decrease. Further, when the thickness exceeds 2.0 ⁇ m, the coating film cannot maintain the flexibility because it is thick, and the coating film may be cracked due to an external factor, which is not preferable. Particularly preferred is that it is in the range of 0.05 ⁇ m to 0.5 ⁇ m.
- Examples of the coating layer forming method include well-known coating methods such as dipping method, roll coating, gravure coating, reverse coating, air knife coating, comma coating, die coating, screen printing method, and spray coating, offset printing method, and gravure printing.
- a well-known printing method such as a method or a silk screen printing method can be used.
- the drying conditions generally used conditions may be used.
- the gas barrier vapor deposition layer 4B is composed of an inorganic compound having a gas barrier property.
- the gas barrier vapor deposition layer 4B is laminated on the base material 4A.
- the inorganic compound include oxides, nitrides, fluorides and the like such as silicon, aluminum, titanium, zirconium, tin and magnesium, and may be one kind of substance or a mixture of a plurality of substances.
- the gas barrier vapor deposition layer 4B is particularly preferably aluminum oxide or silicon oxide, and has excellent transparency and water resistance to boil / retort sterilization treatment while maintaining gas barrier properties. Therefore, the gas barrier vapor deposition layer 4B is particularly preferable. Suitable as 4B.
- the degree of oxidation of the vapor-deposited layer of aluminum oxide or silicon oxide may not be limited as long as the gas barrier property, transparency and the like are not impaired.
- the thickness of the gas barrier vapor deposition layer 4B is preferably 5 nm or more and 300 nm or less. If it exceeds 300 nm, the flexibility may decrease and cracks may easily occur. Therefore, it is more preferably 5 nm or more and 300 nm or less.
- vacuum deposition methods such as resistance heating type, induction heating type, and EB heating type, and film formation in the presence of a mixed gas of oxygen, carbon dioxide gas, and an inert gas are performed.
- Examples thereof include a reactive vapor deposition method, a reactive sputtering method, a reactive ion plating method, and a plasma vapor deposition method (CVD).
- the gas barrier coating layer 4C is at least one selected from an aqueous solution containing a hydroxy group-containing polymer compound, or a metal alkoxide in a mixed solution of water and an alcohol, or a polymer of a metal alkoxide and a metal alkoxide previously hydrolyzed. This is a layer formed by coating a gas barrier vapor-deposited layer 4B with a coating agent mixed with the above and heat-drying and stacking.
- Examples of the hydroxy group-containing polymer compound used in the gas barrier coating layer 4C include polyvinyl alcohol, polyvinylpyrrolidone, starch, methyl cellulose, carboxymethyl cellulose, sodium alginate, ethylene-vinyl alcohol copolymer and the like.
- polyvinyl alcohol hereinafter referred to as PVA
- PVA polyvinyl alcohol having a good gas barrier property is preferable.
- the metal alkoxide used in the gas barrier coating layer 4C has a general formula of M (OR) n (M: a metal such as Si, Ti, Ai, Zr, an alkyl group such as R: CH 3 , C 2 H 5 ). It can be expressed.
- the general formula Si (OR 1 ) 4 [general formula (1)] (where R 1 in the general formula (1) is CH 3 , C 2 H 5 , or C 2 H 4 OCH 3 Represented by), tetraethoxysilane [Si (OC 2 H 5 ) 4 ], tetramethoxysilane [Si (OCH 3 ) 4 ], triisopropoxyaluminum [Al (O-2'-C 3 H 7 )). 3 ] and the like are preferable because they are relatively stable in an aqueous solvent after hydrolysis.
- the hydrolyzate can be obtained by a known method such as a method of adding an acid, an alkali or the like to a metal alkoxide to hydrolyze the metal alkoxide.
- the gas barrier coating layer 4C is prepared by mixing at least one selected from a metal alkoxide or a hydrolyzed metal alkoxide and a polymer of the metal alkoxide into an aqueous solution containing a hydroxy group-containing polymer compound or a mixed solution of water and an alcohol.
- the metal alkoxide is hydrolyzed and polycondensed in a solution to form a chain or three-dimensional dendritic polymer, and the polymerization proceeds further by evaporation of the solvent with drying and heating. It is an inorganic component rich in sex.
- a strong hydrogen bond is formed between the hydroxy group of the hydroxy group-containing polymer compound and the hydroxy group of the hydrolyzate of the metal alkoxide, and when the metal oxide shrinks and polymerizes, the hydroxy group-containing polymer compound is between the metal oxides.
- the film structure is close to a ceramic film, and the gas barrier coating layer 4C itself exhibits high gas barrier properties.
- the gas barrier coating layer 4C requires water resistance and heat resistance such as boil sterilization heat treatment and high temperature and high pressure sterilization treatment, an aqueous solution containing the hydroxy group-containing polymer compound or a mixed solution of water and alcohol is required.
- the general formula (R 2 Si (OR 3 ) 3 ) n [general Formula (2)] (However, in the general formula (2), R 2 represents an organic functional group, R 3 represents CH 3 , C 2 H 5 , or C 2 H 4 OCH 3 ). It may be formed by coating a solution obtained by newly adding and mixing the hydrolyzate and at least one compound selected from the polymer thereof, and heating and drying the mixture.
- Organic functional group R 2 in the general formula (2) are, for example, vinyl, epoxy, methacryloxy, ureido, and it is more preferably selected from non-aqueous functional groups such as isocyanate. Since the functional group of the non-aqueous functional group is hydrophobic, the water resistance is further improved.
- the silicon compound represented by the general formula (2) is a composition formed by using an isocyanate derivative, a hydrolyzate of an isocyanate derivative, and at least one compound selected from a polymer of the isocyanate derivative. preferable.
- the 1,3,5-tris (3-trialkoxysilylalkyl) isocyanurate is more preferably 1,3,5-tris (3-trialkoxysilylpropyl) isocyanurate, and even more preferably 1, 3,5-Tris (3-trimethoxysilylpropyl) isocyanurate.
- the hydrolyzate can be obtained by a known method such as a method of adding an acid, an alkali or the like to a silicon compound represented by the general formula (2) to hydrolyze it.
- this 1,3,5-tris (3-trialkoxysilylalkyl) isocyanurate exhibits the same performance as the reaction depending on the polarity of the nurate portion, although the isocyanurate portion is not chemically reactive. There is. Generally, it is added to an adhesive or the like like 3-isocyanate alkylalkoxysilane, and is known as an adhesiveness improver. Therefore, by adding 1,3,5-tris (3-trialkoxysilylalkyl) isocyanurate to Si (OR 1 ) 4 and the hydroxy group-containing polymer compound, the gas barrier coating layer 4C is formed based on hydrogen bonds. It can prevent swelling due to water and improve water resistance.
- 3-isocyanate alkylalkoxysilane has high reactivity and low liquid stability, whereas the nurate portion is not water-soluble due to its polarity, but it is easily dispersed in an aqueous liquid and keeps the liquid viscosity stable.
- the water resistance performance is equivalent to that of 3-isocyanate alkylalkoxysilane.
- the nurate portion is water resistant, but also Si (OR 1 ) 4 and the water-soluble polymer having a hydroxyl group are less likely to form barrier pores due to its polarity.
- organic functional group R 2 in the general formula (2) 3-glycidoxypropyl group, or 2- (3,4-epoxycyclohexyl) group can be preferably used. Since these organic functional groups form hydrogen bonds with Si (OR 1 ) 4 of the general formula (1) and the hydroxy group-containing polymer compound by hydrolysis, they are unlikely to form barrier pores and impair gas barrier properties. Water resistance can be improved without any problem.
- the metal element of the metal alkoxide is silicon
- the metal of the metal alkoxide is not limited to silicon.
- the metal of the metal alkoxide may be, for example, aluminum.
- known additives such as an isocyanate compound, a silane coupling agent, or a dispersant, a stabilizer, a viscosity modifier, and a colorant can be added as long as the barrier property is not impaired. it can.
- an isocyanate compound added to the coating agent a compound having two or more isocyanate groups (NCO groups) in its molecule may be used.
- isocyanate compound examples include monomers such as tolylene diisocyanate (hereinafter referred to as TDI), triphenylmethane triisocyanate (hereinafter referred to as TTI), tetramethylxylene diisocyanate (hereinafter referred to as TMXDI), and these. Polymers, derivatives and the like may be used.
- TDI tolylene diisocyanate
- TTI triphenylmethane triisocyanate
- TMXDI tetramethylxylene diisocyanate
- the thickness of the gas barrier coating layer 4C varies depending on the type of coating agent, but for example, the thickness after drying may be in the range of about 0.01 ⁇ m to 100 ⁇ m. If the thickness is 50 ⁇ m or more, cracks are likely to occur in the film, so that the thickness of the film after drying is more preferably 0.01 ⁇ m to 50 ⁇ m.
- Examples of the application method of the gas barrier coating agent include well-known application methods such as dipping method, roll coating, gravure coating, reverse coating, air knife coating, comma coating, die coating, screen printing method, and spray coating, offset printing method, and gravure.
- Well-known printing methods such as a printing method and a silk screen printing method can be used.
- the gas barrier coating layer 4C is laminated on the gas barrier vapor deposition layer 4B to fill and reinforce defects or micropores such as pinholes, cracks, and grain boundaries that occur in the gas barrier vapor deposition layer 4B, thereby forming a dense structure. It is formed, which serves as a protective layer for improving the gas barrier property and the gas barrier vapor deposition layer 4B. Further, the gas barrier coating layer 4C is also excellent in adhesion to the adhesive layer 4D described later.
- the adhesive layer 4D is formed by applying an aqueous medium coating liquid containing an acid-modified polyolefin resin and a silane coupling agent to the gas barrier coating layer 4C, and then heating and drying the adhesive layer 4D, which will be described later as the gas barrier coating layer 4C.
- the polyolefin sealant layer 4E is adhered to each other.
- the aqueous medium means water or a mixed solution of water and an organic solvent.
- the acid-modified polyolefin resin used for the adhesive layer 4D contains an olefin component as a main component and is acid-modified with an unsaturated carboxylic acid component.
- the acid-modified polyolefin resin include ethylene- (meth) acrylic acid copolymer, ethylene- (meth) acrylic acid-maleic anhydride copolymer, ethylene-acrylic acid ester-maleic anhydride copolymer, and acid anhydride.
- acid-modified polypropylene Physically modified polyethylene, acid anhydride-modified polypropylene, acid anhydride-modified ethylene-propylene resin, acid anhydride-modified ethylene-butene resin, acid anhydride-modified propylene-butene resin, or acid anhydride-modified ethylene-propylene-butene resin, or Examples of these acid-modified resins include those further acrylic-modified with an acrylic acid ester or the like. Further, the acid-modified polyolefin resin may be chlorinated in the range of 5% by mass or more and 40% by mass or less.
- the type of silane coupling agent contained in the adhesive layer 4D is not particularly limited.
- examples of the silane coupling agent suitable for the adhesive layer 4D include epoxy-based silane coupling agents, vinyl-based silane coupling agents, styryl-based silane coupling agents, methacrylic-based silane coupling agents, and acrylic-based silane coupling agents.
- examples thereof include amino-based silane coupling agents, isocyanurate silane coupling agents, ureido-based silane coupling agents, mercapto-based silane coupling agents, isocyanate-based silane coupling agents, and acid anhydride-based silane coupling agents.
- the silane coupling agent it is more preferable to use an epoxy-based silane coupling agent.
- the content of the silane coupling agent in the adhesive layer 4D may be 0.2 parts by mass or more and 2.0 parts by mass or less with respect to 100 parts by mass of the acid-modified polyolefin resin, and 0.2 parts by mass or more and 1.5 parts by mass. It is more preferably parts by mass or less, and particularly preferably 0.5 parts by mass or more and 1.0 parts by mass or less. If the content of the silane coupling agent is less than 0.2 parts by mass, the adhesion to the gas barrier coating layer 4C and the olefin sealant layer may be inferior. If the content of the silane coupling agent exceeds 2 parts by mass, the liquid stability of the coating liquid is inferior, and there is a possibility that it cannot be uniformly applied onto the object to be applied.
- Examples of the compound that can be used as a silane coupling agent include 3-glycidoxypropylmethyldimethoxysilane, 2- (3,4-epoxycyclohexyl) ethyltrimethoxysilane, and 3-glycidoxypropyltrimethoxysilane. Examples thereof include 3-glycidoxypropylmethyldiethoxysilane and 3-glycidoxypropyltriethoxysilane. Among them, 3-glycidoxypropylmethyldimethoxysilane and 3-glyci are used as silane coupling agents because an adhesive layer 4D having excellent adhesion to the gas barrier coating layer 4C and the olefin sealant layer can be formed. More preferably, sidoxypropyltrimethoxysilane or 3-glycidoxypropyltriethoxysilane is used.
- the thickness of the adhesive layer 4D (coating amount after drying) is not particularly limited as long as adhesion is obtained, but from the viewpoint of processability, it is 0.1 g / m 2 or more and 2.0 g / m 2 or less. Is preferable. In particular case of bonding by the extract intrusion laminating method, from the viewpoint of the content resistance, and more preferably 0.3 g / m 2 or more 1.0 g / m 2.
- Examples of the coating method of the adhesive layer 4D include well-known coating methods such as dipping method, roll coating, gravure coating, reverse coating, air knife coating, comma coating, die coating, screen printing method, and spray coating, offset printing method, and gravure printing.
- a well-known printing method such as a method or a silk screen printing method can be used.
- the polyolefin-based sealant layer 4E is a layered portion for heat-sealing the laminated films 4 to each other.
- the polyolefin-based sealant layer 4E is formed on the outermost layer of the laminated film 4.
- the resin constituting the polyolefin-based sealant layer 4E include low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), medium-density polyethylene (MDPE), high-density polyethylene (HMPE), and ethylene- ⁇ olefin.
- Polyethylene-based resins such as polymers, homopolypropylene resins, propylene-ethylene random copolymers, propylene-ethylene block copolymer resins, polypropylene-based resins such as propylene- ⁇ -olefin copolymers, and ethylene-acrylic.
- Ethylene- ⁇ , ⁇ -unsaturated carboxylic acid copolymers such as acid copolymers (EAA) and ethylene-methacrylate copolymers (EMAA), methyl ethylene-acrylate, ethyl ethylene-acrylate, methyl ethylene-methacrylate , Copolymer with an esterified product of ethylene- ⁇ , ⁇ -unsaturated carboxylic acid copolymer such as ethylene-ethyl methacrylate, ethylene- ⁇ , ⁇ -unsaturated obtained by cross-linking the carboxylic acid moiety with sodium ion or zinc ion.
- EAA acid copolymers
- EMA ethylene-methacrylate copolymers
- Ion cross-linked products of carboxylic acid copolymers olefin resins such as ethylene-maleic anhydride graft polymers and acid anhydride-modified polyolefins typified by ternary copolymers such as ethylene-ethyl acrylate-maleic anhydride.
- a modified polyolefin resin obtained by acid-modifying the above by graft polymerization, an epoxy compound modified polyolefin such as an ethylene-glycidyl methacrylate copolymer, a single resin selected from an ethylene-vinyl acetate copolymer, or a blend of two or more kinds is used. ..
- the thickness of the polyolefin-based sealant layer 4E may be determined to be an appropriate thickness, for example, according to the sealing width, required strength, contents, etc. of the heat-sealed portion 1c in the packaging bag 1.
- the thickness of the polyolefin-based sealant layer 4E may be 3 ⁇ m or more and 200 ⁇ m or less.
- Examples of the method for forming the polyolefin-based sealant layer 4E include a dry laminating method in which a film made of the above-mentioned resin is bonded using a two-component curable urethane-based adhesive, and a solvent-free adhesive is used for bonding.
- Examples thereof include a non-solvent dry laminating method, an extraction laminating method in which the above-mentioned resin is heated and melted, extruded into a curtain shape, and bonded.
- the above resin is melt-extruded by a single layer by an extrusion lamination method, a back laminating method in which two or more kinds of covalent melt extrusions are bonded together, or melt extrusion inside a polyolefin sealant film.
- the sand laminating method is more preferable because it can be thermocompression bonded to the adhesive layer 4D at a high temperature and the adhesion is further improved.
- the resin temperature under the T-die when the polyolefin sealant layer 4E is melt-extruded onto the adhesive layer 4D surface by the extraction lamination method is preferably 250 ° C. to 330 ° C.
- the adhesive strength with the adhesive layer 4D decreases due to insufficient oxidation of the extruded polyolefin resin.
- the temperature is 330 ° C. or higher, the cohesive force of the extruded resin decreases, and the adhesive strength with the adhesive layer 4D decreases.
- ozone treatment by flowing ozone in or near the portion where the resin extruded from the T-die and the adhesive layer 4D come into contact with each other, or to perform surface activation treatment such as corona treatment for bonding.
- the adhesive layer 4D is previously coated and dried on the gas barrier coating layer 4C, and in another step, the adhesive layer 4D is bonded by melt-extruding the polyolefin sealant layer 4E by an extraction lamination method or the like. And the step of melt-extruding and bonding the polyolefin sealant layer 4E may be separate methods. Further, the adhesive layer 4D is applied onto the gas barrier coating layer 4C, dried, and the polyolefin sealant layer 4E is melt-extruded and bonded in the same process such as the extraction lamination method continuously in the same process. It may be a method. If necessary, after the laminated film 4 is formed, heating and pressurization may be performed by a thermal laminating method to further strengthen the adhesive strength.
- a relaxation layer such as stretched nylon, stretched polyester, and stretched polypropylene may be provided on the surface opposite to the gas barrier vapor deposition layer.
- a relaxation layer such as stretched nylon, stretched polyester, and stretched polypropylene may be provided on the surface opposite to the gas barrier vapor deposition layer.
- the laminated film 4 is formed by laminating the base material 4A, the gas barrier vapor deposition layer 4B, the gas barrier coating layer 4C, the adhesive layer 4D, and the polyolefin sealant layer 4E described above in this order. However, if other layered portions are provided as needed, they are laminated in this order with the other layered portions interposed therebetween.
- the formation order and formation unit of each layered portion are not particularly limited.
- the laminated film 4 is first cut so as to have the outer shapes of the first laminated film 1a and the second laminated film 1b, respectively. Further, the first laminated film 1a and the second laminated film 1b are laminated so that the polyolefin-based sealant layers 4E face each other.
- the outer peripheral portions of the first laminated film 1a and the second laminated film 1b are heat-sealed by a heat-sealing device.
- a heat-sealing device As a result, the packaging bag 1 opened on one side is manufactured.
- a fragile portion such as an opening auxiliary line is provided in the spout portion 1d of the packaging bag 1, the fragile portion is formed at any timing until the packaging bag 1 is formed.
- laser processing may be used for processing the fragile portion.
- the packaging bag 1 When the packaging bag 1 is manufactured, the highly permeable content 2 is filled through the opening. After that, the opening of the packaging bag 1 is heat-sealed by the heat-sealing device. In this way, the heat seal portion 1c is formed on the entire circumference of the outer peripheral portion of the packaging bag 1. As a result, the packaging bag 1 is sealed and the packaging body 3 is manufactured.
- the laminated film 4 includes a gas barrier vapor-deposited layer 4B having a gas barrier property, a gas barrier coating layer 4C, and an adhesive layer 4D between the base material 4A and the polyolefin sealant layer 4E, respectively.
- the gas barrier property of the gas barrier property vapor deposition layer 4B is obtained by forming a dense layer structure of the inorganic compounds contained in the gas barrier property vapor deposition layer 4B. Since such a layer of an inorganic compound is hard but brittle, cracks are likely to occur when the laminated film 4 is bent or an external force acts on it. Cracks cause a decrease in gas barrier properties.
- the gas barrier vapor deposition layer 4B is further coated with the gas barrier coating layer 4C.
- the silicon compound of the general formula (1) when the silicon compound of the general formula (1) is hydrolyzed, a strong hydrogen bond between the hydroxy group of the hydrolyzate of the silicon compound and the hydroxy group of the hydroxy group-containing polymer compound is formed. Is forming. Therefore, a hydroxy group-containing polymer compound having flexibility in a dense network of silicon compounds is dispersed in the gas barrier coating layer 4C. Since the hydroxy group-containing polymer compound binds to a site derived from the arrangement of the functional group of the silicon compound of the general formula (1), it is dispersed over a wide range without bias. As a result, it is difficult to form holes in the membrane structure through which the gas easily passes as described above.
- the gas barrier vapor deposition layer 4B is coated with the gas barrier coating layer 4C having gas barrier properties and flexibility, the gas barrier properties of the laminated film 4 are further improved by the synergistic effect. According to the laminated film 4, the permeation of the highly permeable material is suppressed in this way.
- a hydroxy group formed by hydrolyzing the silicon compound of the general formula (2), a hydroxy group of the hydrolyzate of the silicon compound of the general formula (1), and a hydroxy group-containing polymer It forms a strong hydrogen bond with the hydroxy group of the compound.
- the hydrophobic organic functional group of the general formula (2) is prevented from swelling even if water is added to the hydrogen bond of the hydroxy group-containing polymer compound by forming a network. Therefore, the water resistance of the membrane structure is remarkably improved.
- the silicon compounds contained in the general formulas (1) and (2) in the gas barrier coating layer 4C are hydrolyzed, respectively.
- the resulting strongly polar silanol groups form a strong bond by interacting with the strongly polar epoxy groups of the epoxy silane coupling agent in the adhesive layer 4D.
- the gas barrier coating layer 4C and the adhesive layer 4D can maintain their adhesive strength to each other even when the highly permeable substance of the highly permeable content reaches them.
- the highly polar hydroxy group of the hydroxy group-containing polymer compound of the gas barrier coating layer 4C creates a strong bond by interacting with the strongly polar epoxy group of the epoxy-based silane coupling agent of the adhesive layer 4D.
- the gas barrier coating layer 4C and the adhesive layer 4D can also maintain their adhesive strength with each other even when the highly permeable substance of the highly permeable content reaches them.
- the polyolefin resin component of the acid-modified polyolefin resin in the adhesive layer 4D and the polyolefin resin in the polyolefin sealant layer 4E are the same resin type, strong adhesive strength is created, and the adhesive layer 4D and the polyolefin sealant layer 4E are formed. Can maintain adhesive strength even when the highly permeable substance of the strongly permeable content arrives.
- the packaging material and the packaging body of the present embodiment even if the content to be packaged is a highly permeable content, a decrease in lamination strength due to the influence of the highly permeable content is suppressed. To.
- compositions of compositions A to E in [Table 1] are shown in [Table 2] below.
- Example 1 As shown in [Table 1], a polyethylene terephthalate film having a thickness of 12 ⁇ m and no surface treatment (“PET” in [Table 1]) was used as the base material 4A of the packaging material of Example 1.
- PET polyethylene terephthalate film having a thickness of 12 ⁇ m and no surface treatment
- Aluminum oxide was used as the gas barrier vapor deposition layer 4B.
- Aluminum oxide was formed on the base material 4A to a thickness of 15 nm by a vacuum vapor deposition method.
- Composition a was used as the material for the gas barrier coating layer 4C.
- the composition a is a metal alkoxide, tetraethoxysilane (Si (OC 2 H 5 ) 4 , hereinafter referred to as TEOS), TEOS hydrolyzed in advance, a polymer thereof, and a polymer compound having a hydroxy group. It was composed of a certain PVA and.
- the coating liquid described below was applied to the upper surface of the gas barrier vapor deposition layer 4B formed of aluminum oxide by a bar coater.
- a mixed solution (gas barrier coating solution) of the coating liquid solutions (a) and (b) prepared by the following method was used as the coating liquid.
- the coating solution (a) was obtained as a hydrolyzed solution in which 17.9 g of TEOS and 10.0 g of methanol were added with 72.1 g of hydrochloric acid (0.1N), and the mixture was stirred for 30 minutes and hydrolyzed.
- the solid content of the hydrolyzed solution was 5% (mass ratio SiO 2 equivalent).
- As the coating solution (b), a 5% (mass ratio) aqueous solution of polyvinyl alcohol and water / methanol 95/5 (mass ratio) was obtained.
- the coating film was dried at 120 ° C. for 1 minute in a dryer. As a result, a gas barrier coating layer 4C having a film thickness of about 0.3 ⁇ m was formed.
- composition A was used as the material for the adhesive layer 4D.
- 1 part by mass of 3-glycidoxypropyltrimethoxysilane which is an epoxy-based silane coupling agent, was added to 100 parts by mass of an acid anhydride-modified polyethylene resin.
- An aqueous dispersion was obtained.
- the adhesive layer 4D was applied onto the gas barrier coating layer 4C using the bar coating method, and then the coating film was dried at 120 ° C. for 1 minute in a dryer, and the applied amount after drying was 0.5 g / m 2. The film was formed so as to become.
- polyolefin-based sealant layer 4E (“sealant layer” in [Table 1])
- LDPE low-density polyethylene
- the polyolefin-based sealant layer 4E was laminated on the adhesive layer 4D by extraction laminating at a temperature of 290 ° C. In this way, the laminated film 4 of Example 1 was manufactured.
- the laminated film 4 of Example 1 was cut into the shapes of the first laminated film 1a and the second laminated film 1b, and then a packaging bag 1 having heat-sealed outer peripheral portions was formed.
- the packaging bag 1 was filled with a strongly permeable content ⁇ (“content ⁇ ” in [Table 1]) containing a highly permeable material from the opening.
- content ⁇ l (L) menthol was used.
- the opening of the packaging bag 1 was heat-sealed.
- the package 3 of Example 1 having a bag shape sealed on all sides was manufactured.
- the laminated film 4 of Example 2 has the same configuration as the laminated film 4 of Example 1 except that the composition B is used instead of the composition A as the adhesive layer 4D. Was done.
- the composition B was configured in the same manner as the composition A except that the amount of 3-glycidoxypropyltrimethoxysilane in the composition A was changed to 0.5 parts by mass. ..
- the laminated film 4 of Example 3 has the same configuration as the laminated film 4 of Example 1 except that the composition C is used instead of the composition A as the adhesive layer 4D. Was done.
- composition C is the same as the composition A except that 3-glycidoxypropylmethyldimethoxysilane was used instead of the 3-glycidoxypropyltrimethoxysilane in the composition A. It was configured in the same way.
- the laminated film 4 of Example 4 is configured in the same manner as the laminated film 4 of Example 1 except that the material of the gas barrier vapor deposition layer 4B is changed from aluminum oxide to silicon oxide. It was. The abundance ratio B / A of oxygen (B) to silicon (A) in silicon oxide was 1.5.
- the gas barrier vapor deposition layer 4B was formed after the coating layer was formed on the surface of the base material 4A in order to improve the adhesion of the gas barrier vapor deposition layer 4B. It was configured in the same manner as the laminated film 4 of 1.
- acrylic polyol and triidylisocyanate were added to the OH group of the acrylic polyol so that the amount of NCO group was equal, diluted with ethyl acetate so that the total solid content was 5% by mass, and ⁇ .
- a solution was used in which ⁇ (3,4 epoxycyclohexyl) trimethoxysilane was added in an amount of 5% by mass based on the total solid content and mixed.
- the above mixed solution was applied to the gas barrier vapor deposition layer 4B with a bar coater and dried at 120 ° C. for 1 minute in a dryer to obtain a coating layer having a film thickness of about 0.3 ⁇ m.
- the laminated film 4 of Example 6 is of Example 1 except that the gas barrier vapor deposition layer 4B is formed after oxygen plasma treatment on the surface of the base material 4A in order to improve the adhesion of the gas barrier vapor deposition layer 4B. It was configured in the same manner as the laminated film 4.
- the laminated film 4 of Example 7 was configured in the same manner as the laminated film 4 of Example 1 except that the composition b was used as the material of the gas barrier coating layer 4C.
- the composition b was formed by using a gas barrier coating solution in which the coating solution solution (c) described later was added to the coating solution solutions (a) and (b) described in Example 1.
- A is the solid content of SiO 2 of TEOS (converted value)
- B is the solid content of PVA
- C is R 2 Si (3-methoxysilylpropyl) isocyanurate of 1,3,5-tris (3-methoxysilylpropyl) isocyanurate.
- the composition b was formed by using this coating liquid in the same manner as the gas barrier coating layer of the composition a.
- the gas barrier vapor deposition layer 4B is formed after the coating layer is formed on the surface of the base material 4A in the same manner as in Example 5 in order to improve the adhesion of the gas barrier vapor deposition layer 4B. It was configured in the same manner as the laminated film 4 of Example 7 except that the film was formed.
- the packaging bodies 3 of Examples 2 to 8 were manufactured in the same manner as the packaging bodies 3 of Example 1 except that the packaging bag 1 was manufactured of the laminated film 4 of Examples 2 to 8.
- Comparative Examples 1 to 8 Packaging material
- the laminated films of Comparative Examples 1 and 2 were configured in the same manner as the laminated film 4 of Example 1 except that the compositions D and E were used instead of the composition A as the respective adhesive layers 4D.
- the coating amount of the adhesive layers of Comparative Examples 1 and 2 after drying was 0.5 g / m 2 .
- a two-component curable polyester polyurethane resin was used as the composition D.
- the solid content concentration of the composition D is 30% by mass, and the composition D is applied using a bar coater so that the applied amount after drying is 0.5 g / m 2, and then the composition D is applied at 120 ° C. for 1 minute. It was dried.
- the adhesive layer of Comparative Example 1 was formed.
- the composition E was composed of an acid-modified polyethylene resin containing no silane coupling agent.
- the material of the acid-modified polyethylene resin the same material as the acid-modified polyethylene resin of Composition A was used.
- the laminated films of Comparative Examples 3 and 4 were configured in the same manner as in Examples 1 and 4, except that they did not have a gas barrier coating layer.
- the laminated film of Comparative Example 5 was configured in the same manner as the laminated film 4 of Example 1 except that the composition c was used as the material of the gas barrier coating layer.
- the composition c a polyester-based aqueous emulsion was used as an overcoat.
- the solid content concentration of the composition c was 30% by mass.
- the composition c was applied using a bar coater so that the film thickness after drying was 0.3 ⁇ m, and then dried at 120 ° C. for 1 minute. As a result, the non-gas barrier coating layer of Comparative Example 5 was formed.
- the laminated film of Comparative Example 6 was configured in the same manner as the laminated film 4 of Example 1 except that the coating amount of the adhesive layer after drying was 2.5 g / m 2 .
- the laminated film of Comparative Example 7 was configured in the same manner as the laminated film 4 of Example 1 except that the temperature at the time of extraction lamination was set to 240 ° C.
- the laminated film of Comparative Example 8 was configured in the same manner as the laminated film 4 of Example 1 except that the temperature at the time of extraction lamination was set to 350 ° C.
- the packaging bodies of Comparative Examples 1 to 8 were manufactured in the same manner as the packaging bodies 3 of Example 1 except that the same packaging bags as the packaging bags 1 were manufactured from the laminated films of Comparative Examples 1 to 8.
- each packaging bag was stored at 40 ° C. and 90% for 1 month and then opened. It was investigated whether or not the laminated film of the opened packaging bag was deteriorated due to the influence of the contents. Specifically, the lamination strength and the water vapor barrier property of the laminated film were investigated. The evaluations are good (good, described as " ⁇ ” in [Table 1]), bad (bad, described as “ ⁇ ” in [Table 1]), and very bad (very bad, [Table 1]. It was performed in three stages (described as "x"). Laminate strength was measured based on JIS Z1707. The contents of each stage are as follows.
- FIG. 3 is a schematic cross-sectional view of the packaging material 50 according to the present embodiment.
- the packaging material 50 has a structure in which the laminated film 4 of the first embodiment and the paper sheet 10 are joined to each other.
- a paper having a basis weight of 200 to 500 g / m 2 and a density of 0.6 to 1.1 g / cm 3 is appropriately selected according to the size of the paper container to be formed. Can be used. If the basis weight is less than 200 g / m 2 , there is a possibility that sufficient waist and strength cannot be obtained as a container. Further, when it exceeds 500 g / m 2 , the processability when molding into a container is inferior, and it is not economically preferable.
- a surface resin layer 12 is formed on one surface of the sheet.
- the surface resin layer 12 constitutes the outer surface of the liquid paper container described later, and is made of a polyolefin resin.
- the thickness of the surface resin layer 12 can be, for example, about 10 to 50 ⁇ m.
- the surface resin layer 12 can be formed by an extraction lamination method.
- the polyolefin-based sealant layer 4E of the laminated film 4 shown in FIG. 3 includes a polyolefin resin layer 41 and a polyolefin resin-based sealant film 42, and is formed by the above-mentioned sand-laminating method or back-laminating method of extrusion lamination. ..
- the thickness of the polyolefin-based sealant layer 4E can be, for example, about 40 to 100 ⁇ m. This is an example, and the configuration of the polyolefin-based sealant layer 4E may be any of the embodiments described in the first embodiment.
- the laminated film 4 is arranged so that the base material 4A side faces the sheet 10.
- the laminated film 4 and the sheet 10 are integrally bonded by the bonding resin layer 11 on the surface opposite to the surface resin layer 12.
- the bonding resin layer 11 can be formed of a polyolefin resin.
- the thickness of the bonding resin layer 11 can be, for example, about 10 to 50 ⁇ m.
- the bonding resin layer 11 can be formed by an extraction lamination method.
- the resin forming the surface resin layer 12, the bonding resin layer 11, and the polyolefin resin layer 41 include low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), medium-density polyethylene (MDPE), and high-density.
- LDPE low-density polyethylene
- LLDPE linear low-density polyethylene
- MDPE medium-density polyethylene
- High-density resins such as polyethylene (HMPE) and ethylene- ⁇ -olefin copolymers, homopolypropylene resins, propylene-ethylene random copolymers, propylene-ethylene block copolymer resins, propylene- ⁇ -olefin copolymers, etc.
- Polypropylene resin ethylene- ⁇ , ⁇ -unsaturated carboxylic acid copolymers such as ethylene-acrylic acid copolymer (EAA) and ethylene-methacrylic acid copolymer (EMAA), methyl ethylene-acrylic acid, ethylene -Copolymer with an esterified product of ethylene- ⁇ , ⁇ -unsaturated carboxylic acid copolymer such as ethyl acrylate, ethylene-methyl methacrylate, ethylene-ethyl methacrylate, carboxylic acid moiety with sodium ion or zinc ion Ion cross-linked products of ethylene- ⁇ and ⁇ -unsaturated carboxylic acid copolymers, represented by ternary copolymers such as ethylene-maleic anhydride graft polymer and ethyl ethylene-ethyl acrylate-maleic anhydride.
- EAA ethylene-acrylic acid copolymer
- EMA ethylene-methacrylic acid copoly
- a modified polyolefin resin obtained by acid-modifying an olefin resin such as an acid anhydride-modified polyolefin by graft polymerization, an epoxy compound-modified polyolefin such as an ethylene-glycidyl methacrylate copolymer, a single resin selected from an ethylene-vinyl acetate copolymer, or A blend of two or more types is used.
- the above resin may be single-layer melt-extruded or two or more types of shared melt extrusion.
- the resin temperature under the T-die when melt-extruded by the extrusion laminating method is preferably 250 ° C. to 330 ° C. When the temperature is 250 ° C.
- the adhesive strength between the layers is lowered due to insufficient oxidation of the extruded polyolefin resin.
- the temperature is 330 ° C. or higher, the cohesive force of the extruded resin decreases, and the adhesive strength between the layers decreases. It is also possible to bond the resin extruded from the T-die by flowing ozone in the vicinity thereof to perform ozone treatment, or to perform surface activation treatment such as corona treatment.
- the copolymer weights of ethylene- ⁇ and ⁇ -unsaturated carboxylic acids such as the ethylene-acrylic acid copolymer (EAA) and the ethylene-methacrylic acid copolymer (EMAA) are described above.
- Copolymerization copolymer with esterified products of ethylene- ⁇ and ⁇ -unsaturated carboxylic acid copolymers such as methyl ethylene-acrylate, ethyl ethylene-acrylate, methyl ethylene-methyl methacrylate, and ethyl methacrylate, carboxylic acid Ion cross-linked products of ethylene- ⁇ and ⁇ -unsaturated carboxylic acid copolymers whose sites are crosslinked with sodium ions or zinc ions, such as ethylene-maleic anhydride graft polymers and ethyl ethylene-ethyl acrylate-maleic anhydride.
- Modified polyolefin resin obtained by acid-modifying an olefin resin such as acid anhydride-modified polyolefin represented by a ternary copolymer by graft polymerization, epoxy compound-modified polyolefin such as ethylene-glycidyl methacrylate copolymer, and ethylene-vinyl acetate.
- a single layer of a resin selected from the polymer or a blend of two or more kinds, or a covalent melt extrusion of two or more layers is preferable.
- the packaging material 50 is manufactured by preparing a sheet 10 on which the surface resin layer 12 is formed and a laminated film 4, and joining the sheet 10 and the laminated film 4 while forming the bonded resin layer 11 by an extraction lamination method. it can. If necessary, after the sheet 10 and the laminated film 4 are bonded to each other, heating and pressurization may be performed by a thermal laminating method to further strengthen the adhesive strength.
- FIG. 4 shows another example of the packaging material.
- the laminated film 4 and the sheet 10 are bonded by the polyolefin-based sealant layer 4E of the laminated film 4.
- a container sealant layer 13 having a polyolefin resin layer 13A and a polyolefin resin-based sealant film 13B is formed on the surface of the base material 4A that does not face the sheet 10 by an extraction laminating sand laminating method. There is.
- the materials of the polyolefin resin layer 13A and the polyolefin resin-based sealant film 13B can be the same as those of the polyolefin resin layer 41 and the polyolefin resin-based sealant film 42 in the packaging material 50.
- the ethylene- ⁇ such as the ethylene-acrylic acid copolymer (EAA) and the ethylene-methacrylic acid copolymer (EMAA) is similar to the bonding resin layer 11.
- ⁇ -unsaturated carboxylic acid copolymer esterified product of ethylene- ⁇ , ⁇ -unsaturated carboxylic acid copolymer such as ethylene-methyl acrylate, ethyl ethylene-acrylate, ethylene-methyl methacrylate, ethyl ethylene-methacrylate
- a modified polyolefin resin obtained by acid-modifying an olefin resin such as an acid anhydride-modified polyolefin represented by a ternary copolymer such as ethyl-maleic anhydride by graft polymerization, or an epoxy compound such as an ethylene-glycidyl methacrylate copolymer.
- the packaging material 50A When producing the packaging material 50A, a portion of the laminated film 4 excluding the polyolefin-based sealant layer 4E is prepared.
- the packaging material 50A can be manufactured by joining with and.
- the adhesive layer 4D may be formed in advance and dried, or may be formed in the same step of forming the polyolefin-based sealant layer 4E by the extraction lamination method. If necessary, after the sheet 10 and the laminated film 4 are bonded to each other, heating and pressurization may be performed by a thermal laminating method to further strengthen the adhesive strength.
- the packaging material 50 and the packaging material 50A can be used as a blank for a liquid paper container by providing creases by pressing or the like and punching them into a predetermined shape.
- a liquid paper container made of the packaging material of the present embodiment can be manufactured. Since the liquid paper container according to the present embodiment is manufactured by using the laminated film 4, the lamination strength of the gas barrier vapor deposition layer 4B, the gas barrier coating layer 4C, and the polyolefin sealant layer 4E is good.
- FIG. 5 shows a Goebel top type liquid paper container 100 as an example of a liquid paper container using the packaging material 50.
- the above-mentioned blank is folded to make a tubular body.
- a bottom is formed to prepare a bottomed container.
- the bottomed container is filled with the contents, and the upper opening is folded and sealed to form the top surface portion.
- the liquid paper container 100 (packaging body) filled and sealed with the contents is completed.
- the shape of the liquid paper container is not limited to the above-mentioned Goebel top type, and may be a flat top type in which the upper part is folded flat, or any other appropriate shape.
- a part of the surface resin layer 12 is joined to the polyolefin-based sealant layer 4E and the container sealant layer 13 by heat fusion when the liquid paper container is produced. Therefore, the material of the surface resin layer 12 is preferably one that can be heat-sealed with the corresponding polyolefin sealant layer 4E and the container sealant layer 13.
- the surface resin layer 12 and the polyolefin sealant layer 4E may be blended with a low crystalline rubber component.
- the container sealant layer 13 and the polyolefin-based sealant layer 4E are a single-site catalyst such as a metallocene catalyst. It is more preferable to be formed of a polyolefin (metallocene-based polyolefin) polymerized using the material. It is known that ethylene-based polymers and propylene-based polymers can control structural characteristics such as molecular weight, molecular weight distribution, and branched structure by selecting a catalyst, and those skilled in the art can control the structural characteristics of the polymer depending on the type of catalyst. It is also possible to distinguish between types. Since the polyolefin using the single-site catalyst has a uniform molecular weight distribution, the seal strength can be stabilized.
- Example 9 A laminated film similar to that in Example 1 was prepared except that an ethylene- ⁇ -olefin copolymer polymerized using a metallocene catalyst was used as the sealant layer.
- a milk carton base paper having a basis weight of 400 g / m 2 was prepared.
- a surface resin layer 12 having a thickness of 20 ⁇ m made of LDPE was formed on one surface of the sheet 10 by an extraction lamination method.
- the base film of the laminated film is opposed to the surface of the sheet 10 where the surface resin layer 12 is not provided, and the laminated film and the sheet are subjected to extrusion lamination (extrusion temperature 290 ° C.) using an ethylene-unsaturated carboxylic acid copolymer. And pasted together.
- the packaging material of Example 9 having the bonding resin layer 11 having a thickness of 20 ⁇ m was produced.
- Example 10 A laminated film similar to that of Example 8 was prepared except that an ethylene- ⁇ -olefin copolymer polymerized using a metallocene catalyst was used as the sealant layer. This laminated film was bonded to the sheet 10 in the same manner as in Example 9 to prepare the packaging material of Example 10.
- Comparative Example 9 A laminated film similar to that of Comparative Example 1 was prepared except that an ethylene- ⁇ -olefin copolymer polymerized using a metallocene catalyst was used as the sealant layer. This laminated film was bonded to the sheet 10 in the same manner as in Example 9 to prepare the packaging material of Comparative Example 9.
- Comparative Example 10 A laminated film similar to that of Comparative Example 2 was prepared except that an ethylene- ⁇ -olefin copolymer polymerized using a metallocene catalyst was used as the sealant layer. This laminated film was bonded to the sheet 10 in the same manner as in Example 9 to prepare the packaging material of Comparative Example 10.
- the packaging materials of each Example and Comparative Example were punched into a predetermined shape to prepare a blank, and a Goebel top type liquid paper container according to each example was prepared. This was filled with the above-mentioned content ⁇ and sealed to prepare a package according to each example.
- the packaging bags of each example the laminate strength and the water vapor barrier property were evaluated in the same manner as in the examples according to the first embodiment.
- the present invention can be applied to packaging materials and packaging bodies.
- Packaging bag 1a 1st laminated film 1b 2nd laminated film 1c Heat seal part 1d Spout part 2 Strongly permeable contents 3
- Packaging body 4 Laminated film (packaging material) 4A Base material 4B Gas barrier vapor deposition layer 4C Gas barrier coating layer 4D Adhesive layer 4E Polyolefin sealant layer 10 Sheet 50, 50A Packaging material 100 Liquid paper container
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
積層フィルムは、高分子樹脂組成物からなる基材と、無機化合物からなるガスバリア性蒸着層と、金属アルコキシド、金属アルコキシドの加水分解物、および金属アルコキシドの重合物から選択された少なくとも1つの化合物と、ヒドロキシ基含有高分子化合物と、を含む組成物を用いて形成されたガスバリア性コーティング層と、酸変性ポリオレフィン樹脂とシランカップリング剤とを含み、ガスバリア性コーティング層に接して形成された接着層と、ポリオレフィン系シーラント層と、がこの順に積層されている。
Description
本発明は、包装材料および包装体に関する。本願は、2019年3月22日に出願された日本国特願2019-055594に対し優先権を主張し、その内容を援用する。
例えば、食品、医薬品、トイレタリー用品など固体、粉末、液体状内容物を包装する包装材料は、主にポリエステル、ポリアミド、ポリプロピレンなどの各種延伸フィルム基材やアルミニウム箔などの金属箔基材に、ポリエチレンやポリプロピレンなどの熱融着性フィルム(以下、シーラント層とする)を、例えば、ポリウレタン系接着剤などを用いて積層することによって製造される。特に、包装材料にガスバリア性が必要とされる場合には、包装材料には、無機蒸着フィルム基材層、エチレン-ビニルアルコール共重合体などのガスバリア性に優れる層が設けられる。
包装材料により包装される内容物には、種々の材料があるため、内容物の特性によっては、包装材料に種々の影響をもたらす場合がある。
包装材料により包装される内容物には、種々の材料があるため、内容物の特性によっては、包装材料に種々の影響をもたらす場合がある。
例えば、特許文献1には、着色性物質を内容物とした場合にも包装材料への着色を防止することができるガスバリア性包装材料が記載されている。このガスバリア性包装材料は、基材層、接着層、ガスバリア層、アンカーコート層、ポリオレフィン系樹脂層をこの順に積層してなる。この積層体のアンカーコート層は、不飽和カルボン酸またはその無水物を0.01質量%~5質量%の範囲で含むポリオレフィン共重合樹脂が、不揮発水性化助剤を実質的に含まずに、数平均粒子径が1μm以下で分散された水性分散液を塗布および乾燥したものである。さらに、ポリオレフィン系樹脂層は、溶融押出ししたポリオレフィン系樹脂のアンカーコート層と接する面にオゾン処理を行いながら積層したものである。
例えば、特許文献2には、アルコール濃度が50質量%以上の液体、またはその液体の含浸物を安全に密封包装できるアルコール含有物用包装袋が記載されている。このアルコール含有物用包装袋は、基材層、接着層、バリア層、アンカーコート層、ポリオレフィン系樹脂層をこの順に積層してなる。この積層体のバリア層は、アルミニウム箔、またはアルミニウム酸化物もしくは珪素酸化物を基材フィルムに蒸着してなる蒸着フィルムである。アンカーコート層は、不飽和カルボン酸またはその無水物を0.01質量%~5質量%含むポリオレフィン重合樹脂をその数平均粒子径が1μm以下となるように分散し、かつ不揮発性水性化助剤を実質的に含まないように形成された水性分散液を塗布後に、加熱乾燥して形成される。
しかしながら、上記のような従来の包装材料および包装体には以下のような問題がある。
包装材料により包装される内容物には、例えば、酸性・アルカリ性物質、香料、界面活性剤、高沸点有機溶剤、薬効成分、アルコール、揮発性物質などが含まれる場合がある。このような内容物は、包装材料の積層体におけるラミネート強度の低下を招いたり、積層体の剥離を生じさせたりする場合があるため、強浸透性内容物と呼ばれる。
例えば、強浸透性内容物は、包装材料を通過し、ラミネートに用いるポリウレタン系接着剤を膨潤・溶解させるため、ポリウレタン系接着剤の接着機能を低下させるという問題がある。特に、包装材料の一部にアルミニウム箔や無機蒸着フィルム基材のようなバリア性基材が用いられる場合には、ポリウレタン系接着剤の接着機能が低下しやすい。
この理由は、シーラント層を通過した強浸透性内容物がバリア性基材でトラップされることで、ポリウレタン系接着剤に蓄積されるためであると考えられる。
これに対して、特許文献1、2に記載の技術では、着色性物質あるいはアルコールを含む内容物でも、ウレタン系接着剤が用いられる場合のような膨潤、溶解は生じないという特徴がある。しかし、特許文献1、2に記載の技術は、接着強度が得られる適性の良い基材に制約があり、特に無機蒸着フィルム基材との接着強度が弱いため、膨潤、溶解が生じなくても、強浸透性内容物を収容する包装材料には適さないという問題がある。
包装材料により包装される内容物には、例えば、酸性・アルカリ性物質、香料、界面活性剤、高沸点有機溶剤、薬効成分、アルコール、揮発性物質などが含まれる場合がある。このような内容物は、包装材料の積層体におけるラミネート強度の低下を招いたり、積層体の剥離を生じさせたりする場合があるため、強浸透性内容物と呼ばれる。
例えば、強浸透性内容物は、包装材料を通過し、ラミネートに用いるポリウレタン系接着剤を膨潤・溶解させるため、ポリウレタン系接着剤の接着機能を低下させるという問題がある。特に、包装材料の一部にアルミニウム箔や無機蒸着フィルム基材のようなバリア性基材が用いられる場合には、ポリウレタン系接着剤の接着機能が低下しやすい。
この理由は、シーラント層を通過した強浸透性内容物がバリア性基材でトラップされることで、ポリウレタン系接着剤に蓄積されるためであると考えられる。
これに対して、特許文献1、2に記載の技術では、着色性物質あるいはアルコールを含む内容物でも、ウレタン系接着剤が用いられる場合のような膨潤、溶解は生じないという特徴がある。しかし、特許文献1、2に記載の技術は、接着強度が得られる適性の良い基材に制約があり、特に無機蒸着フィルム基材との接着強度が弱いため、膨潤、溶解が生じなくても、強浸透性内容物を収容する包装材料には適さないという問題がある。
本発明は、上記のような問題に鑑みてなされたものであり、無機蒸着フィルム基材を用いた包装材料において、包装する内容物が強浸透性内容物であっても、強浸透性内容物の影響によるラミネート強度の低下が抑制される包装材料および包装体を提供することを目的とする。
上記の課題を解決するために、本発明の第1の態様の包装材料は、高分子樹脂組成物からなる基材と、無機化合物からなるガスバリア性蒸着層と、金属アルコキシド、金属アルコキシドの加水分解物、および金属アルコキシドの重合物から選択された少なくとも1つの化合物と、ヒドロキシ基含有高分子化合物と、を含む組成物を用いて形成されたガスバリア性コーティング層と、酸変性ポリオレフィン樹脂とシランカップリング剤とを含み、前記ガスバリア性コーティング層に接して形成された接着層と、ポリオレフィン系シーラント層と、がこの順に積層されている。
上記第1の態様の包装材料においては、前記ガスバリア性コーティング層が、金属アルコキシド、金属アルコキシドの加水分解物、および金属アルコキシドの重合物から選択された少なくとも1つの化合物と、ヒドロキシ基含有高分子化合物と、を含む組成物に、更にイソシアネート誘導体、イソシアネート誘導体の加水分解物、およびイソシアネート誘導体の重合物から選択された少なくとも一つの化合物と、を用いて形成された組成物であってもよい。
上記第1の態様の包装材料においては、前記接着層は、前記酸変性ポリオレフィン樹脂が100質量部に対して、前記シランカップリング剤が0.2質量部以上2.0質量部以下であってもよい。
上記第1の態様の包装材料においては、前記シランカップリング剤は、エポキシ系シランカップリング剤であってもよい。
上記第1の態様の包装材料においては、前記エポキシ系シランカップリング剤は、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジメトキシシラン、および3-グリシドキシプロピルトリエトキシシランからなる群から選ばれた少なくとも1つの化合物からなってもよい。
上記第1の態様の包装材料においては、前記ガスバリア性蒸着層は、酸化珪素および酸化アルミニウムの少なくとも一方を含んでもよい。
上記第1の態様の包装材料においては、前記金属アルコキシドは、テトラエトキシシラン、テトラメトキシシラン、およびトリイソプロポキシアルミニウムからなる群から選ばれた少なくとも1つの化合物からなってもよい。
上記第1の態様の包装材料においては、前記接着層の乾燥後の塗布量が0.1~2.0g/m2であってもよい。
上記第1の態様の包装材料は、紙製のシートをさらに備えてもよい。
本発明の第2の態様の包装体は、上記第1の態様の包装材料によって形成された包装袋と、前記包装袋に収容され、強浸透性材料を含む強浸透性内容物と、を備える。
本発明の他の包装体は、紙製のシートを備えた上記第1の態様の包装材料によって形成された液体用紙容器と、前記液体用紙容器に収容され、強浸透性材料を含む強浸透性内容物と、を備える。
本発明の第3の態様は、第1の態様に係る包装材料の製造方法である。
この方法においては、ポリオレフィン系シーラント層が、押出温度250℃~330℃のエキストルージョンラミネート法により積層される。
この方法においては、ポリオレフィン系シーラント層が、押出温度250℃~330℃のエキストルージョンラミネート法により積層される。
本発明の包装材料および包装体によれば、包装する内容物が強浸透性内容物であっても、強浸透性内容物の影響によるラミネート強度の低下を抑制できる。
本発明の第一実施形態の包装体および包装材料について添付図面を参照して説明する。
図1は、本実施形態に係る包装体の一例を示す模式的な正面図である。図2は、本実施形態に係る包装材料の一例を示す模式的な断面図である。
図1は、本実施形態に係る包装体の一例を示す模式的な正面図である。図2は、本実施形態に係る包装材料の一例を示す模式的な断面図である。
図1に示すように、本実施形態の包装体3は、包装袋1と強浸透性内容物2とを備える。
図1に示す一例では、包装袋1は、第1積層フィルム1aと第2積層フィルム1bとが、ヒートシールされた平袋である。包装袋1の正面視形状は、一例として、略矩形状である。図1では、第1積層フィルム1aは図示表側に配置されている。第2積層フィルム1bは、第1積層フィルム1aと同様な外形を有しており、第1積層フィルム1aと重なり合って第1積層フィルム1aの裏側に配置されている。
包装袋1の隅部には、包装袋1の開封時に強浸透性内容物2を注出するための流路を構成する注ぎ口部1dが形成されている。注ぎ口部1dは、必要に応じて線状などのエンボス加工が施されていてもよい。注ぎ口部1dの内部には、必要に応じて図示略の注出パイプが設けられていてもよい。注ぎ口部1dには必要に応じて開封のためのノッチ、開封補助線となる脆弱部などが設けられていてもよい。
図1に示す一例では、包装袋1は、第1積層フィルム1aと第2積層フィルム1bとが、ヒートシールされた平袋である。包装袋1の正面視形状は、一例として、略矩形状である。図1では、第1積層フィルム1aは図示表側に配置されている。第2積層フィルム1bは、第1積層フィルム1aと同様な外形を有しており、第1積層フィルム1aと重なり合って第1積層フィルム1aの裏側に配置されている。
包装袋1の隅部には、包装袋1の開封時に強浸透性内容物2を注出するための流路を構成する注ぎ口部1dが形成されている。注ぎ口部1dは、必要に応じて線状などのエンボス加工が施されていてもよい。注ぎ口部1dの内部には、必要に応じて図示略の注出パイプが設けられていてもよい。注ぎ口部1dには必要に応じて開封のためのノッチ、開封補助線となる脆弱部などが設けられていてもよい。
包装体3は、第1積層フィルム1aおよび第2積層フィルム1bの三方がヒートシールされた袋体に強浸透性内容物2が注入された状態で、開口部がヒートシールされて製造される。
ただし、後述する強浸透性内容物2が収容可能であれば、包装袋1の種類は平袋には限定されない。例えば、包装体3に用いる包装袋1は、ガセットパウチ、スタンディングパウチなどであってもよい。
ただし、後述する強浸透性内容物2が収容可能であれば、包装袋1の種類は平袋には限定されない。例えば、包装体3に用いる包装袋1は、ガセットパウチ、スタンディングパウチなどであってもよい。
本実施形態における強浸透性内容物2は、適宜の強浸透性材料を含む内容物である。強浸透性材料とは、包装材料への浸透性が高い物質である。
例えば、積層フィルムで構成される包装袋の内部に強浸透性材料が収容される場合、積層フィルムの内層から外層に向かって強浸透性材料が浸透するおそれがある。積層フィルムに浸透した強浸透性材料は、積層フィルムを劣化させるおそれがある。例えば、積層フィルムに浸透した強浸透性材料は、積層フィルムのフィルム基材を腐食したり、積層フィルムの層間の密着強度を低下させたりするおそれがある。
このような強浸透性材料の例としては、酸性物質、アルカリ性物質、香料、界面活性剤、高沸点有機溶剤、薬効成分、アルコール、揮発性物質などが挙げられる。
例えば、積層フィルムで構成される包装袋の内部に強浸透性材料が収容される場合、積層フィルムの内層から外層に向かって強浸透性材料が浸透するおそれがある。積層フィルムに浸透した強浸透性材料は、積層フィルムを劣化させるおそれがある。例えば、積層フィルムに浸透した強浸透性材料は、積層フィルムのフィルム基材を腐食したり、積層フィルムの層間の密着強度を低下させたりするおそれがある。
このような強浸透性材料の例としては、酸性物質、アルカリ性物質、香料、界面活性剤、高沸点有機溶剤、薬効成分、アルコール、揮発性物質などが挙げられる。
ただし、包装袋1には、強浸透性内容物2に代えて、強浸透性材料を含有しない内容物が収容されてもよい。
このため、包装袋1に収容可能な内容物の例としては、食用剤、生活用剤、医薬用剤、工業用剤、試薬などが挙げられる。
例えば、食用剤の例としては、牛乳、お茶、コーヒー、食用油、ジュース、清涼飲料水、炭酸飲料水、酒など飲料、調味料、食用オイル、酢、ドレッシング、辛料粉末、カレー粉などの調理用剤などが挙げられる。
例えば、生活用剤としては、洗剤、歯磨き、ヘアトニック、養毛剤、シャンプー、リンス、パーマ液、化粧用剤、入浴剤、芳香剤、トイレタリー用品、床用ワックスなどが挙げられる。
例えば、医薬用剤としては、うがい薬、シップ薬、消毒薬、など医薬品が挙げられる。
例えば、工業用剤としては、試薬類、エンジンオイル、モーターオイル、シリコーンオイル、などが挙げられる。
例えば、試薬としては、l-メントール、d-リモネン、サリチル酸メチル、カンファー、などが挙げられる。
このため、包装袋1に収容可能な内容物の例としては、食用剤、生活用剤、医薬用剤、工業用剤、試薬などが挙げられる。
例えば、食用剤の例としては、牛乳、お茶、コーヒー、食用油、ジュース、清涼飲料水、炭酸飲料水、酒など飲料、調味料、食用オイル、酢、ドレッシング、辛料粉末、カレー粉などの調理用剤などが挙げられる。
例えば、生活用剤としては、洗剤、歯磨き、ヘアトニック、養毛剤、シャンプー、リンス、パーマ液、化粧用剤、入浴剤、芳香剤、トイレタリー用品、床用ワックスなどが挙げられる。
例えば、医薬用剤としては、うがい薬、シップ薬、消毒薬、など医薬品が挙げられる。
例えば、工業用剤としては、試薬類、エンジンオイル、モーターオイル、シリコーンオイル、などが挙げられる。
例えば、試薬としては、l-メントール、d-リモネン、サリチル酸メチル、カンファー、などが挙げられる。
第1積層フィルム1aおよび第2積層フィルム1bは、いずれも本実施形態の包装材料である積層フィルム4が用いられる。
図2に示すように、積層フィルム4は、少なくとも、基材4A、ガスバリア性蒸着層4B、ガスバリア性コーティング層4C、接着層4D、およびポリオレフィン系シーラント層4Eがこの順に積層されて構成されている。
積層フィルム4は、必要に応じて、基材4A、ガスバリア性蒸着層4B、ガスバリア性コーティング層4C、接着層4D、およびポリオレフィン系シーラント層4E以外の層状部を備えていてもよい。例えば、積層フィルム4は、表面強度を向上するための表面保護層、画像が形成された印刷層、層間に密着強度を向上するためのコート層などを備えてもよい。
図2に示すように、積層フィルム4は、少なくとも、基材4A、ガスバリア性蒸着層4B、ガスバリア性コーティング層4C、接着層4D、およびポリオレフィン系シーラント層4Eがこの順に積層されて構成されている。
積層フィルム4は、必要に応じて、基材4A、ガスバリア性蒸着層4B、ガスバリア性コーティング層4C、接着層4D、およびポリオレフィン系シーラント層4E以外の層状部を備えていてもよい。例えば、積層フィルム4は、表面強度を向上するための表面保護層、画像が形成された印刷層、層間に密着強度を向上するためのコート層などを備えてもよい。
基材4Aは、適宜の高分子樹脂組成物からなるフィルム材料である。例えば、基材4Aの主成分となる高分子樹脂材料としては、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)等のポリエステル樹脂、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂、ポリスチレン樹脂、6,6-ナイロン等のポリアミド樹脂、ポリカーボネート樹脂、ポリアクリロニトリル樹脂、ポリイミド樹脂等が挙げられる。
基材4Aは、延伸フィルム材料が用いられてもよいし、未延伸フィルム材料が用いられてもよい。基材4Aとしては、特に二軸方向に延伸されたフィルム材料が用いられることがより好ましい。
基材4Aとしては、防湿性、充填適性、易開封性、耐衝撃性、風合い、および廃棄性等の観点から、ポリアミドフィルム、ポリエステルフィルム、ポリプロピレンフィルムが用いられることがより好ましい。基材4Aとしては、ポリエステルフィルムが用いられることが特に好ましい。
基材4Aは、延伸フィルム材料が用いられてもよいし、未延伸フィルム材料が用いられてもよい。基材4Aとしては、特に二軸方向に延伸されたフィルム材料が用いられることがより好ましい。
基材4Aとしては、防湿性、充填適性、易開封性、耐衝撃性、風合い、および廃棄性等の観点から、ポリアミドフィルム、ポリエステルフィルム、ポリプロピレンフィルムが用いられることがより好ましい。基材4Aとしては、ポリエステルフィルムが用いられることが特に好ましい。
基材4Aには、周知の種々の添加剤が含有されてもよい。例えば、基材4Aには、安定剤、帯電防止剤、可塑剤、滑剤、酸化防止剤などの添加剤が必要に応じて用いられてもよい。
基材4Aの厚さは特に限定されない。基材4Aの厚さは、加工適性、充填適性の観点から、3μm以上200μm以下であってもよい。基材4Aの厚さは、6μm以上30μm以下であることがより好ましい。
基材4Aと後述するガスバリア性蒸着層4Bとの密着性を向上させるため、基材4Aの表面には、前処理としてコロナ処理、プラズマ処理、オゾン処理などを施されていてもよい。さらに、基材4Aの表面には、薬品処理、溶剤処理等を施されてもよい。
特に、プラズマ処理が施されると後述するガスバリア性蒸着層4Bと基材4Aとが強固に密着するため、基材4Aにはプラズマ処理が施されることがより好ましい。
特に、プラズマ処理が施されると後述するガスバリア性蒸着層4Bと基材4Aとが強固に密着するため、基材4Aにはプラズマ処理が施されることがより好ましい。
また、同様に、基材4Aと後述するガスバリア性蒸着層4Bとの密着性を向上させるため、コーティング層が設けられてもよい。
コーティング層の材料としては、ポリオール類とイソシアネート化合物との反応によって得られる有機化合物、ポリイソシアネート化合物と水との反応によりウレア結合を有する有機化合物、ポリエチレンイミンおよびその誘導体、ポリオレフィン系エマルジョン、ポリイミド、メラミン、フェノール、無機シリカ、並びに有機シラン化合物からなる群から選ばれた少なくとも1種以上の化合物が挙げられる。
コーティング層の材料としては、ポリオール類とイソシアネート化合物との反応によって得られる有機化合物、ポリイソシアネート化合物と水との反応によりウレア結合を有する有機化合物、ポリエチレンイミンおよびその誘導体、ポリオレフィン系エマルジョン、ポリイミド、メラミン、フェノール、無機シリカ、並びに有機シラン化合物からなる群から選ばれた少なくとも1種以上の化合物が挙げられる。
ポリオール類の例としては、アクリルポリオール、ポリビニルアセタール、ポリスチルポリオール、およびポリウレタンポリオール等が挙げられる。
イソシアネート化合物としては、芳香族系のトリレンジイソシアネート(TDI)やジフェニルメタンジイソシアネート(MDI)、脂肪族系のキシレンジイソシアネート(XDI)やヘキサレンジイソシアネート(HMDI)などのモノマー類と、これらの重合体、誘導体が用いられ、これらが単独かまたは混合物等が挙げられ、アクリルポリオールとイソシアネート化合物とが反応してできるウレタン結合により、基材4Aやガスバリア性蒸着層4Bとの高い密着性を得られる。
無機シリカの例としては、有機変性コロイダルシリカ等が挙げられる。
有機シラン化合物としては、シランカップリング剤およびその加水分解物等が挙げられる。
有機シラン化合物としては、シランカップリング剤およびその加水分解物等が挙げられる。
コーティング層に特に好ましい材料としては、一般式R’Si(OR)3 (R’:アルキル基、ビニル基、グリシドオキシプロピル基など、R:アルキル基など)で表せる3官能オルガノシランあるいは前記3官能オルガノシランの加水分解物と、アクリルポリオールとイソシアネート化合物との複合物、とを含む組成物が挙げられる。前記3官能オルガノシランは、エチルトリメトキシシラン、ビニルトリメトキシシラン、グリシドオキシプロピルトリメトキシシランなどが挙げられ、中でもR’中にエポキシ基が含まれているグリシドオキシトリメトキシシランやエポキシシクロヘキシルエチルトリメトキシシラン等が、基材4Aとガスバリア性蒸着層4Bとの特に高い密着性が得られ、特に好ましい。加水分解物を得る方法は、3官能オルガノシランに酸やアルカリ等を添加して加水分解を行う方法など既知の方法で得ることができる。
これらのコーティング材料に、各種添加剤、例えば、硬化促進剤、酸化防止剤、レベリング剤、流動調整剤、触媒、架橋反応促進剤、充填剤等を添加することも可能である。
前記コーティング層の厚さは、0.01μm~2.0μmの範囲であることが好ましい。厚さが0.01μmより薄いと均一な塗膜が得られにくく、密着性が低下する場合がある。また厚さが2.0μmを越える場合は厚いために塗膜にフレキシビリティを保持させることができず、外的要因により塗膜に亀裂を生じる恐れがあるため好ましくない。特に好ましいのは0.05μm~0.5μmの範囲内にあることである。
前記コーティング層の形成方法としては、例えば、ディッピング法、ロールコート、グラビアコート、リバースコート、エアナイフコート、コンマコート、ダイコート、スクリーン印刷法、スプレーコートなど周知の塗布方式や、オフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式を用いることができる。乾燥条件については、一般的に使用される条件で構わない。
前記コーティング層の厚さは、0.01μm~2.0μmの範囲であることが好ましい。厚さが0.01μmより薄いと均一な塗膜が得られにくく、密着性が低下する場合がある。また厚さが2.0μmを越える場合は厚いために塗膜にフレキシビリティを保持させることができず、外的要因により塗膜に亀裂を生じる恐れがあるため好ましくない。特に好ましいのは0.05μm~0.5μmの範囲内にあることである。
前記コーティング層の形成方法としては、例えば、ディッピング法、ロールコート、グラビアコート、リバースコート、エアナイフコート、コンマコート、ダイコート、スクリーン印刷法、スプレーコートなど周知の塗布方式や、オフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式を用いることができる。乾燥条件については、一般的に使用される条件で構わない。
ガスバリア性蒸着層4Bは、ガスバリア性を有する無機化合物で構成される。図2に示す例では、ガスバリア性蒸着層4Bは、基材4A上に積層している。
無機化合物としては、珪素、アルミニウム、チタン、ジルコニウム、錫、マグネシウムなどの、酸化物、窒化物、および弗化物などが挙げられ、一種の物質でもよいし、複数の物質の混合物でもよい。
ガスバリア性蒸着層4Bに特に好ましくは、酸化アルミニウムまたは酸化珪素であり、ガスバリア性を保持しつつ、透明性、及び、ボイル・レトルト殺菌処理に対する耐水性にも優れていることから、ガスバリア性蒸着層4Bとして好適である。
酸化アルミニウムまたは酸化珪素の蒸着層の酸化度は、ガスバリア性、透明性などが損なわれない範囲であれば、酸化度は制限されなくても構わない。
無機化合物としては、珪素、アルミニウム、チタン、ジルコニウム、錫、マグネシウムなどの、酸化物、窒化物、および弗化物などが挙げられ、一種の物質でもよいし、複数の物質の混合物でもよい。
ガスバリア性蒸着層4Bに特に好ましくは、酸化アルミニウムまたは酸化珪素であり、ガスバリア性を保持しつつ、透明性、及び、ボイル・レトルト殺菌処理に対する耐水性にも優れていることから、ガスバリア性蒸着層4Bとして好適である。
酸化アルミニウムまたは酸化珪素の蒸着層の酸化度は、ガスバリア性、透明性などが損なわれない範囲であれば、酸化度は制限されなくても構わない。
ガスバリア性蒸着層4Bの厚さは、5nm以上300nm以下が好ましい。
300nmを超えると可撓性が低下し、クラックが発生しやすくなるおそれがあるため、5nm以上300nm以下であることがより好ましい。
300nmを超えると可撓性が低下し、クラックが発生しやすくなるおそれがあるため、5nm以上300nm以下であることがより好ましい。
ガスバリア性蒸着層4Bの形成方法としては、抵抗加熱式、誘導加熱式、EB加熱式などの真空蒸着法や、酸素、炭酸ガスと不活性ガスなどとの混合ガスの存在下で成膜を行う反応性蒸着法、反応性スパッタリング法、反応性イオンプレーティング法、プラズマ気相成長法(CVD)などが挙げられる。
ガスバリア性コーティング層4Cは、ヒドロキシ基含有高分子化合物を含む水溶液、或いは水とアルコール混合溶液に、金属アルコキシド、又は予め加水分解した金属アルコキシドおよび金属アルコキシドの重合物からから選択された少なくとも1つのものを混合したコーティング剤を、ガスバリア性蒸着層4Bにコーティング、加熱乾燥積し形成した層である。
前記ガスバリア性コーティング層4Cに用いられるヒドロキシ基含有高分子化合物の例としては、ポリビニルアルコール、ポリビニルピロリドン、デンプン、メチルセルロース、カルボキシメチルセルロース、アルギン酸ナトリウム、エチレン-ビニルアルコール共重合体などが挙げられる。好ましくは、ガスバリア性が良いポリビニルアルコール(以下、PVAとする)が良い。
前記ガスバリア性コーティング層4Cに用いられる金属アルコキシドは、一般式、M(OR)n(M:Si、Ti、Ai、Zr等の金属, R:CH3、C2H5等のアルキル基)で表せるものである。
具体的な例としては、一般式Si(OR1)4[一般式(1)](但し、一般式(1)中R1はCH3、C2H5、またはC2H4OCH3を表す)で、表されるテトラエトキシシラン〔Si(OC2H5)4〕、テトラメトキシシラン〔Si(OCH3)4〕、トリイソプロポキシアルミニウム〔Al(O-2’-C3H7)3〕などが、加水分解後、水系の溶媒中において比較的安定であるので好ましい。加水分解物を得る方法は、金属アルコキシドに酸やアルカリ等を添加して加水分解を行う方法など既知の方法で得ることができる。
具体的な例としては、一般式Si(OR1)4[一般式(1)](但し、一般式(1)中R1はCH3、C2H5、またはC2H4OCH3を表す)で、表されるテトラエトキシシラン〔Si(OC2H5)4〕、テトラメトキシシラン〔Si(OCH3)4〕、トリイソプロポキシアルミニウム〔Al(O-2’-C3H7)3〕などが、加水分解後、水系の溶媒中において比較的安定であるので好ましい。加水分解物を得る方法は、金属アルコキシドに酸やアルカリ等を添加して加水分解を行う方法など既知の方法で得ることができる。
ガスバリア性コーティング層4Cは、ヒドロキシ基含有高分子化合物を含む水溶液、或いは水とアルコール混合溶液に、金属アルコキシド、又は加水分解した金属アルコキシドおよび金属アルコキシドの重合物から選択された少なくとも1つのものを混合したコーティング剤が出発材料となり、金属アルコキシドは溶液中で加水分解、重縮合反応して鎖状或いは三次元樹枝状のポリマーを形成し、乾燥加熱にともなう溶媒の蒸発によってさらに重合が進行する、反応性に富む無機成分である。
ヒドロキシ基含有高分子化合物のヒドロキシ基と、金属アルコキシドの加水分解物のヒドロキシ基との強い水素結合が形成され、金属酸化物が縮重合するに際して、ヒドロキシ基含有高分子化合物が金属酸化物の間に分散するため、膜構造体はセラミック膜に近く、ガスバリア性コーティング層4C自体にも高いガスバリア性が発現する。
また、前記ガスバリア性コーティング層4Cに、ボイル殺菌加熱処理、高温高圧殺菌処理などの耐水性、耐熱性を必要とする場合は、前記ヒドロキシ基含有高分子化合物を含む水溶液、或いは水とアルコール混合溶液に、前記金属アルコキシド、又は予め加水分解した金属アルコキシドおよび金属アルコキシドの重合物から選択された少なくとも1つのものを混合したコーティング剤に、更に一般式(R2Si(OR3)3)n[一般式(2)](但し、一般式(2)中、R2は有機官能基、R3はCH3、C2H5、またはC2H4OCH3を表す)で表される珪素化合物、その加水分解物、およびその重合物から選択された少なくとも一つの化合物と、を新たに加えて混合した溶液をコーティング、加熱乾燥することによって形成されてもよい。
一般式(2)における有機官能基R2は、例えば、ビニル、エポキシ、メタクリロキシ、ウレイド、およびイソシアネート等の非水性官能基から選ばれることがより好ましい。非水性官能基は、官能基が疎水性であるため、耐水性はさらに向上する。
一般式(2)で表される珪素化合物がイソシアネート誘導体、イソシアネート誘導体の加水分解物、およびイソシアネート誘導体の重合物から選択された少なくとも一つの化合物と、を用いて形成された組成物であることが好ましい。
一般式(2)で表される珪素化合物が多量体である場合は、三量体が好ましい。具体的には、一般式(NCO-R4Si(OR3)3)3(式中R4は(CH2)n、nは1以上)で表される1,3,5-トリス(3-トリアルコキシシリルアルキル)イソシアヌレートである。これは、3-イソシアネートアルキルアルコキシシランの縮合体である。
1,3,5-トリス(3-トリアルコキシシリルアルキル)イソシアヌレートは、更に好ましくは、1,3,5-トリス(3-トリアルコキシシリルプロピル)イソシアヌレートであり、更にまた好ましくは、1,3,5-トリス(3-トリメトキシシリルプロピル)イソシアヌレートである。
加水分解物を得る方法は、一般式(2)で表される珪素化合物に酸やアルカリ等を添加して加水分解を行う方法など既知の方法で得ることができる。
この1,3,5-トリス(3-トリアルコキシシリルアルキル)イソシアヌレートは、イソシアヌレート部には化学的反応性はなくなるけれども、ヌレート部の極性により反応と同様の性能を示すことが知られている。一般的には、3-イソシアネートアルキルアルコキシシランと同様に接着剤などに添加され、接着性向上剤として知られている。よって、1,3,5-トリス(3-トリアルコキシシリルアルキル)イソシアヌレートをSi(OR1)4と、ヒドロキシ基含有高分子化合物に添加することにより、水素結合に基づきガスバリア性コーティング層4Cが水による膨潤することを防ぎ、耐水性を向上させることができる。
また、3-イソシアネートアルキルアルコキシシランは、反応性が高く、液安定性が低いのに対し、ヌレート部はその極性により水溶性ではないが、水系液中に分散しやすく、液粘度を安定に保つことができ、その耐水性性能は3-イソシアネートアルキルアルコキシシランと同等である。さらに、ヌレート部は耐水性があるのみでなく、その極性によりSi(OR1)4と、水酸基を有する水溶性高分子はバリアの孔になりにくい。
また、一般式(2)の有機官能基R2として、3-グリシドキシプロピル基、あるいは2-(3,4エポキシシクロヘキシル)基が好ましく使用できる。これらの有機官能基は、加水分解により、一般式(1)のSi(OR1)4及びヒドロキシ基含有高分子化合物と水素結合を形成するために、バリアの孔になり難く、ガスバリア性を損なうことなく耐水性を向上することができる。
なお、上記実施形態の説明では、金属アルコキシドの金属元素が珪素の場合の例で説明したが、金属アルコキシドの金属は、珪素には限定されない。金属アルコキシドの金属は、例えば、アルミニウムなどであってもよい。
更には、前記ガスバリア性コーティング層4Cは、バリア性を損なわない範囲で、イソシアネート化合物、シランカップリング剤、或いは分散剤、安定化剤、粘度調整剤、着色剤など公知の添加剤を加えることができる。
例えばコーティング剤に加えられるイソシアネート化合物としては、その分子中に2個以上のイソシアネート基(NCO基)を有するものが用いられてもよい。イソシアネート化合物としては、例えば、トリレンジイソシアネート(以下、TDIとする)、トリフェニルメタントリイソシアネート(以下、TTIとする)、テトラメチルキシレンジイソシアネート(以下、TMXDIとする)などのモノマー類と、これらの重合体、誘導体などが用いられてもよい。
例えばコーティング剤に加えられるイソシアネート化合物としては、その分子中に2個以上のイソシアネート基(NCO基)を有するものが用いられてもよい。イソシアネート化合物としては、例えば、トリレンジイソシアネート(以下、TDIとする)、トリフェニルメタントリイソシアネート(以下、TTIとする)、テトラメチルキシレンジイソシアネート(以下、TMXDIとする)などのモノマー類と、これらの重合体、誘導体などが用いられてもよい。
ガスバリア性コーティング層4Cの厚さはコーティング剤の種類によって異なるが、例えば、乾燥後の厚さが約0.01μm~100μmの範囲であってもよい。50μm以上では、膜にクラックが生じやすくなるため、被膜の乾燥後の厚さは、0.01μm~50μmとすることがより好ましい。
ガスバリア性コーティング剤の塗布方法としては、例えば、ディッピング法、ロールコート、グラビアコート、リバースコート、エアナイフコート、コンマコート、ダイコート、スクリーン印刷法、スプレーコートなど周知の塗布方式や、オフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式を用いることができる。
ガスバリア性コーティング層4Cは、ガスバリア性蒸着層4Bに積層されることで、ガスバリア性蒸着層4Bに生じるピンホール、クラック、粒界などの欠陥或いは微細孔を充填、補強することで、緻密構造が形成され、これがガスバリア性の向上と、ガスバリア性蒸着層4Bの保護層としての役割を果たす。
また、ガスバリア性コーティング層4Cは、後述する接着層4Dとの密着性にも優れている。
また、ガスバリア性コーティング層4Cは、後述する接着層4Dとの密着性にも優れている。
接着層4Dは、酸変性ポリオレフィン樹脂とシランカップリング剤とを含む水性媒体コーティング液を、ガスバリア性コーティング層4Cに塗布された後に、加熱、乾燥されて形成され、ガスバリア性コーティング層4Cと後述するポリオレフィン系シーラント層4Eとを互いに接着する。ここで、水性媒体とは、水、または水と有機溶媒との混合液をいう。
接着層4Dに用いられる酸変性ポリオレフィン樹脂は、オレフィン成分を主成分とし、不飽和カルボン酸成分により酸変性されてなる。
酸変性ポリオレフィン樹脂としては、例えば、エチレン-(メタ)アクリル酸共重合体、エチレン-(メタ)アクリル酸-無水マレイン酸共重合体、エチレン-アクリル酸エステル-無水マレイン酸共重合体、酸無水物変性ポリエチレン、酸無水物変性ポリプロピレン、酸無水物変性エチレン-プロピレン樹脂、酸無水物変性エチレン-ブテン樹脂、酸無水物変性プロピレン-ブテン樹脂、若しくは酸無水物変性エチレン-プロピレン-ブテン樹脂、またはこれらの酸変性樹脂にさらにアクリル酸エステル等でアクリル変性したものが挙げられる。さらに、酸変性ポリオレフィン樹脂は、5質量%以上40質量%以下の範囲で塩素化されていてもよい。
酸変性ポリオレフィン樹脂としては、例えば、エチレン-(メタ)アクリル酸共重合体、エチレン-(メタ)アクリル酸-無水マレイン酸共重合体、エチレン-アクリル酸エステル-無水マレイン酸共重合体、酸無水物変性ポリエチレン、酸無水物変性ポリプロピレン、酸無水物変性エチレン-プロピレン樹脂、酸無水物変性エチレン-ブテン樹脂、酸無水物変性プロピレン-ブテン樹脂、若しくは酸無水物変性エチレン-プロピレン-ブテン樹脂、またはこれらの酸変性樹脂にさらにアクリル酸エステル等でアクリル変性したものが挙げられる。さらに、酸変性ポリオレフィン樹脂は、5質量%以上40質量%以下の範囲で塩素化されていてもよい。
接着層4Dに含有されるシランカップリング剤の種類は特に限定されない。例えば、接着層4Dに好適なシランカップリング剤としては、エポキシ系シランカップリング剤、ビニル系シランカップリング剤、スチリル系シランカップリング剤、メタクリル系シランカップリング剤、アクリル系シランカップリング剤、アミノ系シランカップリング剤、イソシアヌレートシランカップリング剤、ウレイド系シランカップリング剤、メルカプト系シランカップリング剤、イソシアネート系シランカップリング剤、酸無水物系シランカップリング剤などが挙げられる。シランカップリング剤としては、エポキシ系シランカップリング剤が用いられることがより好ましい。
接着層4Dにおけるシランカップリング剤の含有量は、酸変性ポリオレフィン樹脂100質量部に対して0.2質量部以上2.0質量部以下であってもよく、0.2質量部以上1.5質量部以下であることがより好ましく、0.5質量部以上1.0質量部以下であることが特に好ましい。
シランカップリング剤の含有量が0.2質量部未満の場合は、ガスバリア性コーティング層4C及びオレフィン系シーラント層に対する密着性が劣るおそれがある。シランカップリング剤の含有量が2質量部を超える場合には、コーティング液の液安定性が劣るため、塗布対象上に均一に塗布できないおそれがある。
シランカップリング剤の含有量が0.2質量部未満の場合は、ガスバリア性コーティング層4C及びオレフィン系シーラント層に対する密着性が劣るおそれがある。シランカップリング剤の含有量が2質量部を超える場合には、コーティング液の液安定性が劣るため、塗布対象上に均一に塗布できないおそれがある。
シランカップリング剤として用いることのできる化合物としては、例えば、3-グリシドキシプロピルメチルジメトキシシラン、2-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジエトキシシラン、または3-グリシドキシプロピルトリエトキシシランが挙げられる。中でも、ガスバリア性コーティング層4C、及びオレフィン系シーラント層に対する、密着性に優れる接着層4Dを形成することができるために、シランカップリング剤として、3-グリシドキシプロピルメチルジメトキシシラン、3-グリシドキシプロピルトリメトキシシラン、または3-グリシドキシプロピルトリエトキシシランが用いられることがより好ましい。
接着層4Dの厚さ(乾燥後の塗布量)は、密着性が得られれば特に限定されなないが、加工適性の観点から、0.1g/m2以上2.0g/m2以下であることが好ましい。特にエキストルージョンラミネート法で貼り合わせる場合は、耐内容物性の観点から、0.3g/m2以上1.0g/m2であることがより好ましい。
接着層4Dの塗布方法としては、例えば、ディッピング法、ロールコート、グラビアコート、リバースコート、エアナイフコート、コンマコート、ダイコート、スクリーン印刷法、スプレーコートなど周知の塗布方式や、オフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式を用いることができる。
ポリオレフィン系シーラント層4Eは、積層フィルム4同士をヒートシールするための層状部である。ポリオレフィン系シーラント層4Eは、積層フィルム4の最外層に形成される。
ポリオレフィン系シーラント層4Eを構成する樹脂としては、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HMPE)、エチレン-αオレフィン共重合体などのポリエチレン系樹脂や、ホモポリプロピレン樹脂、プロピレンーエチレンランダム共重合体、プロピレン-エチレンブロック共重合体樹脂、プロピレン-α-オレフィン共重合体などのポリプロピレン系樹脂や,また、エチレン-アクリル酸共重合体(EAA),エチレン-メタクリル酸共重合体(EMAA)などのエチレン-α、β不飽和カルボン酸共重合体、エチレン-アクリル酸メチル、エチレン-アクリル酸エチル、エチレン-メタクリル酸メチル、エチレン-メタクリル酸エチルなどのエチレン―α、β不飽和カルボン酸共重合体のエステル化物との共重合体、カルボン酸部位をナトリウムイオン、あるいは亜鉛イオンで架橋した、エチレン-α、β不飽和カルボン酸共重合体のイオン架橋物、エチレン-無水マレイン酸グラフト重合体やエチレン-アクリル酸エチル-無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィンなどのオレフィン系樹脂をグラフト重合などにより酸変性した変性ポリオレフィン樹脂、エチレン-グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン-酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物などが用いられる。
ポリオレフィン系シーラント層4Eの厚さは、例えば、包装袋1におけるヒートシール部1cのシール幅、必要強度、内容物などに応じて適宜の厚さに決められればよい。例えば、ポリオレフィン系シーラント層4Eの厚さは、3μm以上200μm以下でもよい。
ポリオレフィン系シーラント層4Eを構成する樹脂としては、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HMPE)、エチレン-αオレフィン共重合体などのポリエチレン系樹脂や、ホモポリプロピレン樹脂、プロピレンーエチレンランダム共重合体、プロピレン-エチレンブロック共重合体樹脂、プロピレン-α-オレフィン共重合体などのポリプロピレン系樹脂や,また、エチレン-アクリル酸共重合体(EAA),エチレン-メタクリル酸共重合体(EMAA)などのエチレン-α、β不飽和カルボン酸共重合体、エチレン-アクリル酸メチル、エチレン-アクリル酸エチル、エチレン-メタクリル酸メチル、エチレン-メタクリル酸エチルなどのエチレン―α、β不飽和カルボン酸共重合体のエステル化物との共重合体、カルボン酸部位をナトリウムイオン、あるいは亜鉛イオンで架橋した、エチレン-α、β不飽和カルボン酸共重合体のイオン架橋物、エチレン-無水マレイン酸グラフト重合体やエチレン-アクリル酸エチル-無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィンなどのオレフィン系樹脂をグラフト重合などにより酸変性した変性ポリオレフィン樹脂、エチレン-グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン-酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物などが用いられる。
ポリオレフィン系シーラント層4Eの厚さは、例えば、包装袋1におけるヒートシール部1cのシール幅、必要強度、内容物などに応じて適宜の厚さに決められればよい。例えば、ポリオレフィン系シーラント層4Eの厚さは、3μm以上200μm以下でもよい。
ポリオレフィン系シーラント層4Eの形成方法の例としては、上述の樹脂からなるフィルム状のものを、二液硬化型ウレタン系接着剤を用いて貼り合わせるドライラミネート法、無溶剤接着剤を用いて貼り合わせるノンソルベントドライラミネート法、上述した樹脂を加熱溶融させ、カーテン状に押し出し、貼り合わせるエキストルージョンラミネート法等が挙げられる。
ポリオレフィン系シーラント層4Eの形成方法としては、特にエキストルージョンラミネート法により上記樹脂を単層溶融押出、または2種以上の共有溶融押出しで貼り合わせるバックラミネート法か、ポリオレフィン系シーラントフィルムの内側に溶融押出するサンドラミネート法が、接着層4Dに高温で熱圧着でき、密着性がより向上するため、より好ましい。
ポリオレフィン系シーラント層4Eの形成方法としては、特にエキストルージョンラミネート法により上記樹脂を単層溶融押出、または2種以上の共有溶融押出しで貼り合わせるバックラミネート法か、ポリオレフィン系シーラントフィルムの内側に溶融押出するサンドラミネート法が、接着層4Dに高温で熱圧着でき、密着性がより向上するため、より好ましい。
エキストルージョンラミネート法により、ポリオレフィン系シーラント層4Eが接着層4D面に溶融押出されるときのTダイス下の樹脂温度としては、250℃~330℃が好ましい。250℃以下の場合、押し出されたポリオレフィン系樹脂の酸化不足により接着層4Dとの接着強度が低下する。330℃以上の場合、押出樹脂の凝集力が低下し、接着層4Dとの接着強度が低下する。
また、Tダイスから押し出された樹脂と接着層4Dが接触する部分及びその近傍にオゾンを流してオゾン処理を行ったり、コロナ処理などの表面活性化処理を施したりしながら貼り合わせることもできる。
また、Tダイスから押し出された樹脂と接着層4Dが接触する部分及びその近傍にオゾンを流してオゾン処理を行ったり、コロナ処理などの表面活性化処理を施したりしながら貼り合わせることもできる。
前記接着層4Dは、あらかじめガスバリア性コーティング層4Cに塗布、乾燥する工程が行われ、別の工程で、エキストルージョンラミネート法などでポリオレフィン系シーラント層4Eを溶融押出して貼り合わせる様に、接着層4Dの形成工程とポリオレフィン系シーラント層4Eを溶融押出して貼り合わせる工程が別々の方法であってもよい。
また、接着層4Dをガスバリア性コーティング層4C上に塗布、乾燥し、同じ工程の中で連続して、ポリオレフィン系シーラント層4Eをエキストルージョンラミネート法などの同じ工程の中で、溶融押出して貼り合わせる方法であってもよい。
必要に応じて、積層フィルム4を形成した後に、熱ラミネート法により加熱および加圧を行って更に接着強度を強固にしてもよい。
また、接着層4Dをガスバリア性コーティング層4C上に塗布、乾燥し、同じ工程の中で連続して、ポリオレフィン系シーラント層4Eをエキストルージョンラミネート法などの同じ工程の中で、溶融押出して貼り合わせる方法であってもよい。
必要に応じて、積層フィルム4を形成した後に、熱ラミネート法により加熱および加圧を行って更に接着強度を強固にしてもよい。
基材4Aにおいて、ガスバリア性蒸着層と反対側の面には、例えば、延伸ナイロン、延伸ポリエステル、および延伸ポリプロピレン等の緩和層が設けられてもよい。このような緩和層が設けられると、積層フィルム4における、耐ピンホール性、耐衝撃性、および耐熱性などが向上する。
積層フィルム4は、以上説明した基材4A、ガスバリア性蒸着層4B、ガスバリア性コーティング層4C、接着層4D、およびポリオレフィン系シーラント層4Eを、この順に積層して形成される。ただし、必要に応じて他の層状部が設けられる場合には、他の層状部を挟んでこの順に積層される。各層状部の形成順序、形成単位は特に限定されない。
包装袋1を製造するには、まず積層フィルム4がそれぞれ第1積層フィルム1aおよび第2積層フィルム1bの外形になるように切断される。さらに、第1積層フィルム1aと第2積層フィルム1bとが、互いのポリオレフィン系シーラント層4Eが向かい合うようにして積層される。第1積層フィルム1aおよび第2積層フィルム1bの積層体は、ヒートシール装置によって、三方の外周部がヒートシールされる。これにより、一方に開口した包装袋1が製造される。なお、包装袋1の注ぎ口部1dに開封補助線などの脆弱部が設けられる場合には、包装袋1が形成されるまでのいずれかのタイミングで、脆弱部が形成される。脆弱部の加工には、例えば、レーザ加工などが用いられてもよい。
包装袋1を製造するには、まず積層フィルム4がそれぞれ第1積層フィルム1aおよび第2積層フィルム1bの外形になるように切断される。さらに、第1積層フィルム1aと第2積層フィルム1bとが、互いのポリオレフィン系シーラント層4Eが向かい合うようにして積層される。第1積層フィルム1aおよび第2積層フィルム1bの積層体は、ヒートシール装置によって、三方の外周部がヒートシールされる。これにより、一方に開口した包装袋1が製造される。なお、包装袋1の注ぎ口部1dに開封補助線などの脆弱部が設けられる場合には、包装袋1が形成されるまでのいずれかのタイミングで、脆弱部が形成される。脆弱部の加工には、例えば、レーザ加工などが用いられてもよい。
包装袋1が製造されたら、開口部から強浸透性内容物2を充填する。この後、包装袋1の開口部がヒートシール装置によってヒートシールされる。このようにして、包装袋1の外周部の全周にヒートシール部1cが形成される。これにより、包装袋1が密封され、包装体3が製造される。
次に、本実施形態の積層フィルム4および包装袋1の作用について説明する。
上述したように、積層フィルム4は、基材4Aとポリオレフィン系シーラント層4Eとの間に、それぞれガスバリア性を有するガスバリア性蒸着層4Bと、ガスバリア性コーティング層4Cと接着層4Dとを備える。
ガスバリア性蒸着層4Bのガスバリア性は、ガスバリア性蒸着層4Bに含まれる無機化合物が緻密な層構造を構成することによって得られる。
このような無機化合物の層は、硬いが脆いため、積層フィルム4が曲げられたりして外力が作用するとクラックが生じ易い。クラックはガスバリア性を低下させる原因になる。
本実施形態では、ガスバリア性蒸着層4Bが、さらにガスバリア性コーティング層4Cによって被覆されている。
上述したように、積層フィルム4は、基材4Aとポリオレフィン系シーラント層4Eとの間に、それぞれガスバリア性を有するガスバリア性蒸着層4Bと、ガスバリア性コーティング層4Cと接着層4Dとを備える。
ガスバリア性蒸着層4Bのガスバリア性は、ガスバリア性蒸着層4Bに含まれる無機化合物が緻密な層構造を構成することによって得られる。
このような無機化合物の層は、硬いが脆いため、積層フィルム4が曲げられたりして外力が作用するとクラックが生じ易い。クラックはガスバリア性を低下させる原因になる。
本実施形態では、ガスバリア性蒸着層4Bが、さらにガスバリア性コーティング層4Cによって被覆されている。
ガスバリア性コーティング層4Cは、例えば、一般式(1)の珪素化合物が加水分解することによって、珪素化合物の加水分解物のヒドロキシ基と、ヒドロキシ基含有高分子化合物のヒドロキシ基との強い水素結合が形成している。このため、ガスバリア性コーティング層4Cには、珪素化合物の緻密なネットワークに柔軟性を有するヒドロキシ基含有高分子化合物が分散されている。ヒドロキシ基含有高分子化合物は、一般式(1)の珪素化合物の官能基の配置に由来する部位に結合するため、偏りなく広範囲に分散する。この結果、膜構造体の内部には上述したようなガスが通り抜けやすい孔が形成されにくくなっている。
このように、ガスバリア性蒸着層4Bがガスバリア性と柔軟性とを有するガスバリア性コーティング層4Cに被覆されているため、相乗効果によって積層フィルム4のガスバリア性がさらに向上する。
積層フィルム4によれば、このようにして、強浸透性材料の浸透が抑制される。
このように、ガスバリア性蒸着層4Bがガスバリア性と柔軟性とを有するガスバリア性コーティング層4Cに被覆されているため、相乗効果によって積層フィルム4のガスバリア性がさらに向上する。
積層フィルム4によれば、このようにして、強浸透性材料の浸透が抑制される。
さらに、ガスバリア性コーティング層4Cでは、一般式(2)の珪素化合物が加水分解することによってできるヒドロキシ基と、一般式(1)の珪素化合物の加水分解物のヒドロキシ基、およびヒドロキシ基含有高分子化合物のヒドロキシ基と強い水素結合を形成している。また一方で、一般式(2)の疎水性を有する有機官能基はネットワークを作ることで、ヒドロキシ基含有高分子化合物の水素結合に水が付加しても膨潤することが防止される。このため、膜構造体の耐水性が著しく向上する。
さらに、本実施形態では、ガスバリア性コーティング層4Cと接着層4Dとの接着部においては、ガスバリア性コーティング層4Cにおける一般式(1)および(2)に含まれる珪素化合物がそれぞれ加水分解することによって生じる極性の強いシラノール基が、接着層4Dのエポキシ系シランカップリング剤の極性の強いエポキシ基との相互作用によって強固な結合をつくりだす。これにより、ガスバリア性コーティング層4Cおよび接着層4Dは、強浸透性内容物の強浸透性物質が到達しても、互いの接着力を維持できる。
また、ガスバリア性コーティング層4Cのヒドロキシ基含有高分子化合物の極性の強いヒドロキシ基が、接着層4Dのエポキシ系シランカップリング剤の極性の強いエポキシ基との相互作用によって強固な結合をつくりだす。これにより、ガスバリア性コーティング層4Cおよび接着層4Dは、同じく、強浸透性内容物の強浸透性物質が到達しても、互いの接着力を維持できる。
また、ガスバリア性コーティング層4Cのヒドロキシ基含有高分子化合物の極性の強いヒドロキシ基が、接着層4Dのエポキシ系シランカップリング剤の極性の強いエポキシ基との相互作用によって強固な結合をつくりだす。これにより、ガスバリア性コーティング層4Cおよび接着層4Dは、同じく、強浸透性内容物の強浸透性物質が到達しても、互いの接着力を維持できる。
さらに、接着層4Dにおける酸変性ポリオレフィン樹脂のポリオレフィン樹脂成分と、ポリオレフィン系シーラント層4Eにおけるポリオレフィン系樹脂とが、同じ樹脂系であるため強固な接着強度をつくりだし、接着層4Dとポリオレフィン系シーラント層4Eは強浸透性内容物の強浸透性物質が到達しても、接着力を維持できる。
以上に説明したように、本実施形態の包装材料および包装体によれば、包装する内容物が強浸透性内容物であっても、強浸透性内容物の影響によるラミネート強度の低下が抑制される。
以下、上記実施形態の積層フィルム4および包装体3の実施例1~8について、比較例1~5とともに説明する。下記[表1]に実施例1~8および比較例1~5における包装材料の層構成、内容物の種類、および評価結果が示されている。ただし、[表1]では各層の符号は省略されている。

[表1]における組成物A~Eの組成については、下記[表2]に示されている。

[実施例1]
[表1]に示すように、実施例1の包装材料の基材4Aとしては、厚さ12μmの表面処理がないポリエチレンテレフタレートフィルム([表1]では「PET」)が用いられた。
ガスバリア性蒸着層4Bとしては、酸化アルミニウムが用いられた。酸化アルミニウムは、基材4A上に真空蒸着法を用いて厚さ15nmに成膜された。ガスバリア性蒸着層4Bにおける、酸素(A)に対するアルミニウム(B)の存在比率B/AをXPS(X-ray Photoelectron Spectroscopy、X線光電子分光法)で測定したところ、B/A=1/1.8であった。
ガスバリア性コーティング層4Cの材料は、組成物aが用いられた。組成物aは、金属アルコキシドであるテトラエトキシシラン(Si(OC2H5)4、以下TEOSと称す)、又は予め加水分解したTEOS、およびこれらの重合物と、ヒドロキシ基を有する高分子化合物であるPVAと、を含有して構成された。
[表1]に示すように、実施例1の包装材料の基材4Aとしては、厚さ12μmの表面処理がないポリエチレンテレフタレートフィルム([表1]では「PET」)が用いられた。
ガスバリア性蒸着層4Bとしては、酸化アルミニウムが用いられた。酸化アルミニウムは、基材4A上に真空蒸着法を用いて厚さ15nmに成膜された。ガスバリア性蒸着層4Bにおける、酸素(A)に対するアルミニウム(B)の存在比率B/AをXPS(X-ray Photoelectron Spectroscopy、X線光電子分光法)で測定したところ、B/A=1/1.8であった。
ガスバリア性コーティング層4Cの材料は、組成物aが用いられた。組成物aは、金属アルコキシドであるテトラエトキシシラン(Si(OC2H5)4、以下TEOSと称す)、又は予め加水分解したTEOS、およびこれらの重合物と、ヒドロキシ基を有する高分子化合物であるPVAと、を含有して構成された。
酸化アルミニウムで形成されたガスバリア性蒸着層4Bの上面に後述の塗布液を、バーコーターにより塗布した。
塗布液としては、下記方法にて調液された塗布液用溶液(a)、(b)の混合液(ガスバリア性コーティング用溶液)が用いられた。塗布液用溶液(a)、(b)の混合割合はそれぞれの固形分の質量をa、bと表したとき、a:b=70:30とされた。
塗布液用溶液(a)は、TEOS17.9gと、メタノール10.0gに塩酸(0.1N)72.1gを加え、30分間撹拌し、加水分解させた加水分解溶液として得られた。加水分解溶液の固形分は、5%(質量比SiO2換算)であった。
塗布液用溶液(b)は、ポリビニルアルコールの5%(質量比)、水/メタノール=95/5(質量比)水溶液を得られた。
上記混合液の塗布後、塗膜は、乾燥機で120℃、1分間乾燥された。これにより、膜厚約0.3μmのガスバリア性コーティング層4Cが形成された。
塗布液としては、下記方法にて調液された塗布液用溶液(a)、(b)の混合液(ガスバリア性コーティング用溶液)が用いられた。塗布液用溶液(a)、(b)の混合割合はそれぞれの固形分の質量をa、bと表したとき、a:b=70:30とされた。
塗布液用溶液(a)は、TEOS17.9gと、メタノール10.0gに塩酸(0.1N)72.1gを加え、30分間撹拌し、加水分解させた加水分解溶液として得られた。加水分解溶液の固形分は、5%(質量比SiO2換算)であった。
塗布液用溶液(b)は、ポリビニルアルコールの5%(質量比)、水/メタノール=95/5(質量比)水溶液を得られた。
上記混合液の塗布後、塗膜は、乾燥機で120℃、1分間乾燥された。これにより、膜厚約0.3μmのガスバリア性コーティング層4Cが形成された。
接着層4Dの材料としては、組成物Aが用いられた。
[表2]に示すように、組成物Aは、酸無水物変性ポリエチレン樹脂100質量部に対して、エポキシ系シランカップリング剤である3-グリシドキシプロピルトリメトキシシランが1質量部添加した水性分散体を得られた。
接着層4Dは、バーコート法を用いて、ガスバリア性コーティング層4C上に、塗布後、塗膜は、乾燥機で120℃、1分間乾燥され、乾燥後の塗布量が0.5g/m2になるように成膜された。
ポリオレフィン系シーラント層4E([表1]中では「シーラント層」)として、厚さ20μmの低密度ポリエチレン(LDPE)が用いられた。ポリオレフィン系シーラント層4Eは、接着層4D上に、290℃の温度でエキストルージョンラミネート加工によって積層された。
このようにして、実施例1の積層フィルム4が製造された。
[表2]に示すように、組成物Aは、酸無水物変性ポリエチレン樹脂100質量部に対して、エポキシ系シランカップリング剤である3-グリシドキシプロピルトリメトキシシランが1質量部添加した水性分散体を得られた。
接着層4Dは、バーコート法を用いて、ガスバリア性コーティング層4C上に、塗布後、塗膜は、乾燥機で120℃、1分間乾燥され、乾燥後の塗布量が0.5g/m2になるように成膜された。
ポリオレフィン系シーラント層4E([表1]中では「シーラント層」)として、厚さ20μmの低密度ポリエチレン(LDPE)が用いられた。ポリオレフィン系シーラント層4Eは、接着層4D上に、290℃の温度でエキストルージョンラミネート加工によって積層された。
このようにして、実施例1の積層フィルム4が製造された。
実施例1の積層フィルム4は、第1積層フィルム1aおよび第2積層フィルム1bの形状に裁断された後、外周部の三方がヒートシールされた包装袋1が形成された。包装袋1には、開口部から強浸透性材料を含む強浸透性内容物α([表1]では「内容物α」)が充填された。
強浸透性内容物αとしては、l(エル)メントールが用いられた。
強浸透性内容物αが充填された後、包装袋1の開口部がヒートシールされた。これにより、四方がシールされた袋形状を有する、実施例1の包装体3が製造された。
強浸透性内容物αとしては、l(エル)メントールが用いられた。
強浸透性内容物αが充填された後、包装袋1の開口部がヒートシールされた。これにより、四方がシールされた袋形状を有する、実施例1の包装体3が製造された。
[実施例2~8]
(包装材料)
[表1]に示すように、実施例2の積層フィルム4は、接着層4Dとして、組成物Aに代えて組成物Bが用いられた以外は、実施例1の積層フィルム4と同様に構成された。
[表2]に示すように、組成物Bは、組成物Aにおける3-グリシドキシプロピルトリメトキシシランの量が0.5質量部に変更された以外は組成物Aと同様に構成された。
[表1]に示すように、実施例3の積層フィルム4は、接着層4Dとして、組成物Aに代えて組成物Cが用いられた以外は、実施例1の積層フィルム4と同様に構成された。
[表2]に示すように、組成物Cは、組成物Aにおける3-グリシドキシプロピルトリメトキシシランに代えて、3-グリシドキシプロピルメチルジメトキシシランが用いられた以外は組成物Aと同様に構成された。
(包装材料)
[表1]に示すように、実施例2の積層フィルム4は、接着層4Dとして、組成物Aに代えて組成物Bが用いられた以外は、実施例1の積層フィルム4と同様に構成された。
[表2]に示すように、組成物Bは、組成物Aにおける3-グリシドキシプロピルトリメトキシシランの量が0.5質量部に変更された以外は組成物Aと同様に構成された。
[表1]に示すように、実施例3の積層フィルム4は、接着層4Dとして、組成物Aに代えて組成物Cが用いられた以外は、実施例1の積層フィルム4と同様に構成された。
[表2]に示すように、組成物Cは、組成物Aにおける3-グリシドキシプロピルトリメトキシシランに代えて、3-グリシドキシプロピルメチルジメトキシシランが用いられた以外は組成物Aと同様に構成された。
[表1]に示すように、実施例4の積層フィルム4は、ガスバリア性蒸着層4Bの材質が酸化アルミニウムから酸化珪素に変更された以外は、実施例1の積層フィルム4と同様に構成された。酸化珪素における珪素(A)に対する酸素(B)の存在比率B/Aは、1.5であった。
実施例5の積層フィルム4は、ガスバリア性蒸着層4Bの密着性向上のために、基材4Aの表面にコーティング層が形成された後、ガスバリア性蒸着層4Bが形成された以外は、実施例1の積層フィルム4と同様に構成された。
コーティング層の材料としては、アクリルポリオールとトリイジルイソシアネートをアクリルポリオールのOH基に対し、NCO基が等量となるように加え、全固形分が5質量%になるよう酢酸エチルで希釈し、β-(3,4エポキシシクロヘキシル)トリメトキシシランを全固形分に対し、5質量%添加して混合した溶液が用いられた。
ガスバリア性蒸着層4Bに、上述の混合溶液をバーコーターにより塗布し、乾燥機で120℃、1分間乾燥させ、膜厚約0.3μmのコーティング層を得た。
コーティング層の材料としては、アクリルポリオールとトリイジルイソシアネートをアクリルポリオールのOH基に対し、NCO基が等量となるように加え、全固形分が5質量%になるよう酢酸エチルで希釈し、β-(3,4エポキシシクロヘキシル)トリメトキシシランを全固形分に対し、5質量%添加して混合した溶液が用いられた。
ガスバリア性蒸着層4Bに、上述の混合溶液をバーコーターにより塗布し、乾燥機で120℃、1分間乾燥させ、膜厚約0.3μmのコーティング層を得た。
実施例6の積層フィルム4は、ガスバリア性蒸着層4Bの密着性向上のために、基材4Aの表面に酸素プラズマ処理した後、ガスバリア性蒸着層4Bが形成された以外は、実施例1の積層フィルム4と同様に構成された。
実施例7の積層フィルム4は、ガスバリア性コーティング層4Cの材料として組成物bが用いられた以外は、実施例1の積層フィルム4と同様に構成された。
組成物bは、実施例1において説明した塗布液用溶液(a)、(b)に、後述の塗布液用溶液(c)が加えられたガスバリア性コーティング用溶液を用いて形成された。
塗布液用溶液(c)としては、1,3,5-トリス(3-メトキシシリルプロピル)イソシアヌレートを、水/IPA=1/1溶液で固形分5%(重量比R2Si(OH)3換算)に希釈、調整した溶液が用いられた。
塗布液用溶液(a)、(b)、(c)の混合割合はそれぞれの固形分の質量をA、B、Cと表したとき、A:B:C=100:20:10とされた。ここで、Aは、TEOSのSiO2の固形分(換算値)、Bは、PVAの固形分、Cは、1,3,5-トリス(3-メトキシシリルプロピル)イソシアヌレートのR2Si(OH)3の固形分(換算値)である。組成物bは、このコーティング液を用いて組成物aのガスバリア性コーティング層と同様にして成膜された。
組成物bは、実施例1において説明した塗布液用溶液(a)、(b)に、後述の塗布液用溶液(c)が加えられたガスバリア性コーティング用溶液を用いて形成された。
塗布液用溶液(c)としては、1,3,5-トリス(3-メトキシシリルプロピル)イソシアヌレートを、水/IPA=1/1溶液で固形分5%(重量比R2Si(OH)3換算)に希釈、調整した溶液が用いられた。
塗布液用溶液(a)、(b)、(c)の混合割合はそれぞれの固形分の質量をA、B、Cと表したとき、A:B:C=100:20:10とされた。ここで、Aは、TEOSのSiO2の固形分(換算値)、Bは、PVAの固形分、Cは、1,3,5-トリス(3-メトキシシリルプロピル)イソシアヌレートのR2Si(OH)3の固形分(換算値)である。組成物bは、このコーティング液を用いて組成物aのガスバリア性コーティング層と同様にして成膜された。
実施例8の積層フィルム4は、ガスバリア性蒸着層4Bの密着性向上のために、基材4Aの表面に、実施例5と同様にコーティング層が形成された後、ガスバリア性蒸着層4Bが形成された以外は、実施例7の積層フィルム4と同様に構成された。
(包装体)
実施例2~8の包装体3は、包装袋1が実施例2~8の積層フィルム4で製造された以外は、実施例1の包装体3と同様に製造された。
実施例2~8の包装体3は、包装袋1が実施例2~8の積層フィルム4で製造された以外は、実施例1の包装体3と同様に製造された。
[比較例1~8]
(包装材料)
比較例1、2の積層フィルムは、それぞれの接着層4Dとして、組成物Aに代えて組成物D、Eが用いられた以外は、実施例1の積層フィルム4と同様に構成された。比較例1、2の接着層の乾燥後の塗布量はいずれも0.5g/m2とされた。
[表2]に示すように、組成物Dとしては、二液硬化型ポリエステルポリウレタン系樹脂が用いられた。
組成物Dの固形分濃度は、30質量%とされ、組成物Dは、乾燥後の塗布量が0.5g/m2となるようにバーコーターを用いて塗布した後、120℃で1分間乾燥された。これにより、比較例1の接着層が形成された。
組成物Eとしては、シランカップリング剤を含有しない酸変性ポリエチレン樹脂で構成された。酸変性ポリエチレン樹脂の材料としては、組成物Aの酸変性ポリエチレン樹脂と同様の材料が用いられた。
(包装材料)
比較例1、2の積層フィルムは、それぞれの接着層4Dとして、組成物Aに代えて組成物D、Eが用いられた以外は、実施例1の積層フィルム4と同様に構成された。比較例1、2の接着層の乾燥後の塗布量はいずれも0.5g/m2とされた。
[表2]に示すように、組成物Dとしては、二液硬化型ポリエステルポリウレタン系樹脂が用いられた。
組成物Dの固形分濃度は、30質量%とされ、組成物Dは、乾燥後の塗布量が0.5g/m2となるようにバーコーターを用いて塗布した後、120℃で1分間乾燥された。これにより、比較例1の接着層が形成された。
組成物Eとしては、シランカップリング剤を含有しない酸変性ポリエチレン樹脂で構成された。酸変性ポリエチレン樹脂の材料としては、組成物Aの酸変性ポリエチレン樹脂と同様の材料が用いられた。
[表1]に示すように、比較例3、4の積層フィルムは、ガスバリア性コーティング層を有しない以外は、それぞれ実施例1、4と同様に構成された。
比較例5の積層フィルムは、ガスバリア性コーティング層の材料として組成物cが用いられた以外は、実施例1の積層フィルム4と同様に構成された。
組成物cは、ポリエステル系水性エマルジョンをオーバーコートとして用いられた。組成物cの固形分濃度は、30質量%とされた。組成物cは、乾燥後の膜厚みが0.3μmとなるようにバーコーターを用いて塗布した後、120℃で1分間乾燥された。これにより、比較例5の非ガスバリア性コーティング層が形成された。
比較例6の積層フィルムは、接着層の乾燥後の塗布量を2.5g/m2とした以外は、実施例1の積層フィルム4と同様に構成された。
比較例7の積層フィルムは、エキストルージョンラミネート時の温度を240℃とした以外は、実施例1の積層フィルム4と同様に構成された。
比較例8の積層フィルムは、エキストルージョンラミネート時の温度を350℃とした以外は、実施例1の積層フィルム4と同様に構成された。
比較例5の積層フィルムは、ガスバリア性コーティング層の材料として組成物cが用いられた以外は、実施例1の積層フィルム4と同様に構成された。
組成物cは、ポリエステル系水性エマルジョンをオーバーコートとして用いられた。組成物cの固形分濃度は、30質量%とされた。組成物cは、乾燥後の膜厚みが0.3μmとなるようにバーコーターを用いて塗布した後、120℃で1分間乾燥された。これにより、比較例5の非ガスバリア性コーティング層が形成された。
比較例6の積層フィルムは、接着層の乾燥後の塗布量を2.5g/m2とした以外は、実施例1の積層フィルム4と同様に構成された。
比較例7の積層フィルムは、エキストルージョンラミネート時の温度を240℃とした以外は、実施例1の積層フィルム4と同様に構成された。
比較例8の積層フィルムは、エキストルージョンラミネート時の温度を350℃とした以外は、実施例1の積層フィルム4と同様に構成された。
(包装体)
比較例1~8の包装体は、包装袋1と同様の包装袋が比較例1~8の積層フィルムで製造された以外は、実施例1の包装体3と同様に製造された。
比較例1~8の包装体は、包装袋1と同様の包装袋が比較例1~8の積層フィルムで製造された以外は、実施例1の包装体3と同様に製造された。
[評価]
各実施例、各比較例の評価としては、それぞれの包装袋が40℃90%で1ヶ月保管された後、開封された。開封された包装袋の積層フィルムに内容物の影響によって発生したと考えられる劣化の有無が調べられた。具体的には、積層フィルムのラミネート強度および水蒸気バリア性が調べられた。
評価は、良い(good、[表1]には「○」と記載。)、悪い(bad、[表1]には「△」と記載。)、非常に悪い(very bad、[表1]には「×」と記載。)の三段階で行われた。
ラミネート強度は、JIS Z1707に基づいて測定した。各段階の内容は以下の通りである。
「良い」:5N/15mm以上
「悪い」:「良い」と「非常に悪い」の間の範囲
「非常に悪い」:2N/15mm以下
水蒸気バリア性は、JIS Z7129に基づいて測定した。各段階の内容は以下の通りである。
「良い」:0.5g/m2/day以下
「悪い」:「良い」と「非常に悪い」の間の範囲
「非常に悪い」:1.0g/m2/day以上
各実施例、各比較例の評価としては、それぞれの包装袋が40℃90%で1ヶ月保管された後、開封された。開封された包装袋の積層フィルムに内容物の影響によって発生したと考えられる劣化の有無が調べられた。具体的には、積層フィルムのラミネート強度および水蒸気バリア性が調べられた。
評価は、良い(good、[表1]には「○」と記載。)、悪い(bad、[表1]には「△」と記載。)、非常に悪い(very bad、[表1]には「×」と記載。)の三段階で行われた。
ラミネート強度は、JIS Z1707に基づいて測定した。各段階の内容は以下の通りである。
「良い」:5N/15mm以上
「悪い」:「良い」と「非常に悪い」の間の範囲
「非常に悪い」:2N/15mm以下
水蒸気バリア性は、JIS Z7129に基づいて測定した。各段階の内容は以下の通りである。
「良い」:0.5g/m2/day以下
「悪い」:「良い」と「非常に悪い」の間の範囲
「非常に悪い」:1.0g/m2/day以上
[評価結果]
[表1]に示すように、実施例1~8は、ラミネート強度および水蒸気バリア性のいずれも「良い」と評価された。
これに対して、比較例3、4は、ラミネート強度に起因すると考えられる押出ラミネート樹脂のLDPEの伸びが見られ、ラミネート強度および水蒸気バリア性のいずれも「悪い」と評価された。
比較例1、2、5、6、7は、いずれも層間剥離が発生していたため、ラミネート強度が「非常に悪い」と評価された。
比較例8は、高温押出により流動性が高くなった樹脂がガスバリア性蒸着層を破壊したため、水蒸気バリア性が「非常に悪い」と評価された。
以上の結果から、実施例1~8は、包装する内容物が強浸透性内容物であっても、強浸透性内容物の影響によるラミネート強度の低下が抑制され、水蒸気バリア性も維持されたことが分かる。
[表1]に示すように、実施例1~8は、ラミネート強度および水蒸気バリア性のいずれも「良い」と評価された。
これに対して、比較例3、4は、ラミネート強度に起因すると考えられる押出ラミネート樹脂のLDPEの伸びが見られ、ラミネート強度および水蒸気バリア性のいずれも「悪い」と評価された。
比較例1、2、5、6、7は、いずれも層間剥離が発生していたため、ラミネート強度が「非常に悪い」と評価された。
比較例8は、高温押出により流動性が高くなった樹脂がガスバリア性蒸着層を破壊したため、水蒸気バリア性が「非常に悪い」と評価された。
以上の結果から、実施例1~8は、包装する内容物が強浸透性内容物であっても、強浸透性内容物の影響によるラミネート強度の低下が抑制され、水蒸気バリア性も維持されたことが分かる。
本発明の第二実施形態について、図3から図5を参照して説明する。以降の説明において、既に説明したものと共通する構成については、同一の符号を付して重複する説明を省略する。
図3は、本実施形態に係る包装材料50の模式断面図である。包装材料50は、第一実施形態の積層フィルム4と、紙製のシート10とが接合された構成を有する。
シート10を構成する紙としては、形成される紙容器のサイズ等に応じて、坪量200~500g/m2、密度0.6~1.1g/cm3の範囲内のものを適宜選択して使用できる。坪量が200g/m2未満の場合は、容器として十分な腰や強度が得られない可能性がある。また500g/m2を超える場合は、容器に成形する際の加工適性が劣り、また経済的にも好ましいものではない。
シートの一方の面には、表面樹脂層12が形成されている。表面樹脂層12は、後述する液体用紙容器の外表面を構成し、ポリオレフィン系樹脂で形成されている。表面樹脂層12の厚みは、例えば10~50μm程度とできる。表面樹脂層12は、エキストルージョンラミネート法により形成できる。
図3に示す積層フィルム4のポリオレフィン系シーラント層4Eは、ポリオレフィン樹脂層41とポリオレフィン樹脂系シーラントフィルム42とを備えており、上述したエキストルージョンラミネートのサンドラミネート法やバックラミネート法により形成されている。ポリオレフィン系シーラント層4Eの厚みは、例えば40~100μm程度とできる。これは一例であり、ポリオレフィン系シーラント層4Eの構成は、第一実施形態で説明したいずれの態様でもよい。
積層フィルム4は、基材4A側をシート10に対向させて配置されている。積層フィルム4とシート10とは、表面樹脂層12と反対側の面において、接合樹脂層11により一体に接合されている。接合樹脂層11は、ポリオレフィン樹脂で形成できる。接合樹脂層11の厚みは、例えば10~50μm程度とできる。接合樹脂層11は、エキストルージョンラミネート法により形成できる。
表面樹脂層12、接合樹脂層11、およびポリオレフィン樹脂層41を形成する樹脂の具体例として、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HMPE)、エチレン-αオレフィン共重合体などのポリエチレン系樹脂や、ホモポリプロピレン樹脂、プロピレンーエチレンランダム共重合体、プロピレン-エチレンブロック共重合体樹脂、プロピレン-α-オレフィン共重合体などのポリプロピレン系樹脂や,また、エチレン-アクリル酸共重合体(EAA),エチレン-メタクリル酸共重合体(EMAA)などのエチレン-α、β不飽和カルボン酸共重合体、エチレン-アクリル酸メチル、エチレン-アクリル酸エチル、エチレン-メタクリル酸メチル、エチレン-メタクリル酸エチルなどのエチレン―α、β不飽和カルボン酸共重合体のエステル化物との共重合体、カルボン酸部位をナトリウムイオン、あるいは亜鉛イオンで架橋した、エチレン-α、β不飽和カルボン酸共重合体のイオン架橋物、エチレン-無水マレイン酸グラフト重合体やエチレン-アクリル酸エチル-無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィンなどのオレフィン系樹脂をグラフト重合などにより酸変性した変性ポリオレフィン樹脂、エチレン-グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン-酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物などが用いられる。
上記の樹脂は単層溶融押出でも2種以上の共有溶融押出されてもよい。
エキストルージョンラミネート法により、溶融押出されるときのTダイス下の樹脂温度としては、250℃~330℃が好ましい。250℃以下の場合、押し出されたポリオレフィン系樹脂の酸化不足により層間の接着強度が低下する。330℃以上の場合、押出樹脂の凝集力が低下し、層間の接着強度が低下する。
また、Tダイスから押し出された樹脂、及びその近傍にオゾンを流してオゾン処理を行ったり、コロナ処理などの表面活性化処理を施したりしながら貼り合わせることもできる。
接合樹脂層11は、基材4Aと接するため、上述した中でもエチレン-アクリル酸共重合体(EAA),エチレン-メタクリル酸共重合体(EMAA)などのエチレン-α、β不飽和カルボン酸共重合体、エチレン-アクリル酸メチル、エチレン-アクリル酸エチル、エチレン-メタクリル酸メチル、エチレン-メタクリル酸エチルなどのエチレン―α、β不飽和カルボン酸共重合体のエステル化物との共重合体、カルボン酸部位をナトリウムイオン、あるいは亜鉛イオンで架橋した、エチレン-α、β不飽和カルボン酸共重合体のイオン架橋物、エチレン-無水マレイン酸グラフト重合体やエチレン-アクリル酸エチル-無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィンなどのオレフィン系樹脂をグラフト重合などにより酸変性した変性ポリオレフィン樹脂、エチレン-グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン-酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物の単層、または2層以上の共有溶融押出が好ましい。
上記の樹脂は単層溶融押出でも2種以上の共有溶融押出されてもよい。
エキストルージョンラミネート法により、溶融押出されるときのTダイス下の樹脂温度としては、250℃~330℃が好ましい。250℃以下の場合、押し出されたポリオレフィン系樹脂の酸化不足により層間の接着強度が低下する。330℃以上の場合、押出樹脂の凝集力が低下し、層間の接着強度が低下する。
また、Tダイスから押し出された樹脂、及びその近傍にオゾンを流してオゾン処理を行ったり、コロナ処理などの表面活性化処理を施したりしながら貼り合わせることもできる。
接合樹脂層11は、基材4Aと接するため、上述した中でもエチレン-アクリル酸共重合体(EAA),エチレン-メタクリル酸共重合体(EMAA)などのエチレン-α、β不飽和カルボン酸共重合体、エチレン-アクリル酸メチル、エチレン-アクリル酸エチル、エチレン-メタクリル酸メチル、エチレン-メタクリル酸エチルなどのエチレン―α、β不飽和カルボン酸共重合体のエステル化物との共重合体、カルボン酸部位をナトリウムイオン、あるいは亜鉛イオンで架橋した、エチレン-α、β不飽和カルボン酸共重合体のイオン架橋物、エチレン-無水マレイン酸グラフト重合体やエチレン-アクリル酸エチル-無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィンなどのオレフィン系樹脂をグラフト重合などにより酸変性した変性ポリオレフィン樹脂、エチレン-グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン-酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物の単層、または2層以上の共有溶融押出が好ましい。
包装材料50は、表面樹脂層12を形成したシート10と、積層フィルム4とを準備し、エキストルージョンラミネート法で接合樹脂層11を形成しつつシート10と積層フィルム4とを接合することにより製造できる。
必要に応じて、シート10と積層フィルム4とを接合した後に、熱ラミネート法により加熱および加圧を行って更に接着強度を強固にしてもよい。
必要に応じて、シート10と積層フィルム4とを接合した後に、熱ラミネート法により加熱および加圧を行って更に接着強度を強固にしてもよい。
図4に、包装材料の他の例を示す。図に示す包装材料50Aにおいては、積層フィルム4のポリオレフィン系シーラント層4Eにより、積層フィルム4とシート10とが接合されている。基材4Aにおいて、シート10と対向していない側の面には、ポリオレフィン樹脂層13Aとポリオレフィン樹脂系シーラントフィルム13Bとを有する容器用シーラント層13が、エキストルージョンラミネートのサンドラミネート法により形成されている。ポリオレフィン樹脂層13Aおよびポリオレフィン樹脂系シーラントフィルム13Bの材質は、包装材料50におけるポリオレフィン樹脂層41およびポリオレフィン樹脂系シーラントフィルム42と同様とできる。この場合、ポリオレフィン樹脂層41は、基材4Aと接するため、接合樹脂層11と同様に、エチレン-アクリル酸共重合体(EAA),エチレン-メタクリル酸共重合体(EMAA)などのエチレン-α、β不飽和カルボン酸共重合体、エチレン-アクリル酸メチル、エチレン-アクリル酸エチル、エチレン-メタクリル酸メチル、エチレン-メタクリル酸エチルなどのエチレン―α、β不飽和カルボン酸共重合体のエステル化物との共重合体、カルボン酸部位をナトリウムイオン、あるいは亜鉛イオンで架橋した、エチレン-α、β不飽和カルボン酸共重合体のイオン架橋物、エチレン-無水マレイン酸グラフト重合体やエチレン-アクリル酸エチル-無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィンなどのオレフィン系樹脂をグラフト重合などにより酸変性した変性ポリオレフィン樹脂、エチレン-グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン-酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物の単層、または2層以上の共有溶融押出が好ましい。
包装材料50Aを製造する際は、積層フィルム4のうちポリオレフィン系シーラント層4Eを除いた部分を準備する。これにエキストルージョンラミネートのサンドラミネート法で容器用シーラント層13を形成した後、エキストルージョンラミネートのサンドラミネート法でポリオレフィン系シーラント層4Eを形成しつつ表面樹脂層12を形成したシート10と積層フィルム4とを接合することにより包装材料50Aを製造できる。
このとき、接着層4Dはあらかじめ形成して乾燥させておいてもよいし、エキストルージョンラミネート法でポリオレフィン系シーラント層4Eを形成する同一工程内で形成されてもよい。
必要に応じて、シート10と積層フィルム4とを接合した後に、熱ラミネート法により加熱および加圧を行って更に接着強度を強固にしてもよい。
このとき、接着層4Dはあらかじめ形成して乾燥させておいてもよいし、エキストルージョンラミネート法でポリオレフィン系シーラント層4Eを形成する同一工程内で形成されてもよい。
必要に応じて、シート10と積層フィルム4とを接合した後に、熱ラミネート法により加熱および加圧を行って更に接着強度を強固にしてもよい。
包装材料50や包装材料50Aは、押圧等により折罫を設けて所定の形状に打ち抜くことにより、液体用紙容器のブランクとできる。このブランクを折罫に沿って折曲げ、組み立てて、必要な部分を加熱融着すると、本実施形態の包装材料からなる液体用紙容器を製造できる。
本実施形態に係る液体用紙容器は、積層フィルム4を用いて製造されているので、ガスバリア性蒸着層4B、およびガスバリア性コーティング層4Cとポリオレフィン系シーラント層4Eとのラミネート強度が良好である。そのため、内容物として、パーマ液、洗剤、濃縮洗剤、シャンプー、リンス、入浴剤、芳香剤などの、揮発性物質や揮発性物質を含む各種強浸透性内容物を充填しても、ガスバリア性蒸着層4B、およびガスバリア性コーティング層4Cとポリオレフィン系シーラント層4Eとの間のラミネート強度が低下することがなく、重量の大きな内容物用の液体紙容器として、あるいは、長期保存用の液体紙容器として好適に使用できる。そして、水蒸気などのバリア性に優れている。
本実施形態に係る液体用紙容器は、積層フィルム4を用いて製造されているので、ガスバリア性蒸着層4B、およびガスバリア性コーティング層4Cとポリオレフィン系シーラント層4Eとのラミネート強度が良好である。そのため、内容物として、パーマ液、洗剤、濃縮洗剤、シャンプー、リンス、入浴剤、芳香剤などの、揮発性物質や揮発性物質を含む各種強浸透性内容物を充填しても、ガスバリア性蒸着層4B、およびガスバリア性コーティング層4Cとポリオレフィン系シーラント層4Eとの間のラミネート強度が低下することがなく、重量の大きな内容物用の液体紙容器として、あるいは、長期保存用の液体紙容器として好適に使用できる。そして、水蒸気などのバリア性に優れている。
図5に、包装材料50を使用した液体用紙容器の一例として、ゲーベルトップ型の液体用紙容器100を示す。液体用紙容器100を製造する際は、上述のブランクを折って筒状の胴部を作製する。次に、底部を形成し有底容器を作製する。この有底容器に内容物を充填し、上部開口部を折ってシールして、天面部を形成する。これにより、内容物が充填密封された液体用紙容器100(包装体)が完成する。
液体用紙容器の形状は上述したゲーベルトップ型に限られず、上部を平坦に折り込んだフラットトップ型や、さらに他の適宜の形状とできる。
本実施形態において、表面樹脂層12の一部は、液体用紙容器を作製する際にポリオレフィン系シーラント層4Eや容器用シーラント層13と熱融着により接合される。したがって、表面樹脂層12の材質は、対応するポリオレフィン系シーラント層4Eや容器用シーラント層13と熱融着可能なものであることが好ましい。
表面樹脂層12およびポリオレフィン系シーラント層4Eには、低結晶性ゴム成分がブレンドされてもよい。
本実施形態において、表面樹脂層12の一部は、液体用紙容器を作製する際にポリオレフィン系シーラント層4Eや容器用シーラント層13と熱融着により接合される。したがって、表面樹脂層12の材質は、対応するポリオレフィン系シーラント層4Eや容器用シーラント層13と熱融着可能なものであることが好ましい。
表面樹脂層12およびポリオレフィン系シーラント層4Eには、低結晶性ゴム成分がブレンドされてもよい。
本実施形態において、液体用紙容器の内面となる容器用シーラント層13やポリオレフィン系シーラント層4E(これらの層が複数層で構成される場合はその最内層)は、メタロセン触媒などのシングルサイト触媒を用いて重合したポリオレフィン(メタロセン系ポリオレフィン)で形成されることがより好ましい。エチレン系重合体やプロピレン系重合体は、触媒の選択により、分子量、分子量分布、分岐構造等の構造的特徴を制御できることが知られており、当業者であれば、触媒の種類により重合体の種類を区別することも可能である。シングルサイト触媒を用いたポリオレフィンは分子量分布が均一になることから、シール強度を安定させることができる。
以下、第二実施形態について、実施例および比較例を用いてさらに説明する。
下記[表3]に実施例9、10、および比較例9、10の包装材料における積層フィルムの層構成および評価結果が示されている。
下記[表3]に実施例9、10、および比較例9、10の包装材料における積層フィルムの層構成および評価結果が示されている。

(実施例9)
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、実施例1と同様の積層フィルムを準備した。
シート10として、坪量400g/m2のミルクカートン原紙を準備した。シート10の一方の面に、LDPEからなる厚み20μmの表面樹脂層12をエキストルージョンラミネート法により形成した。
積層フィルムの基材をシート10の表面樹脂層12が設けられていない面に対向させ、エチレン-不飽和カルボン酸共重合体を用いたエキストルージョンラミネート(押出温度290℃)により、積層フィルムとシートとを貼り合わせた。これにより、厚み20μmの接合樹脂層11を有する実施例9の包装材料が作製された。
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、実施例1と同様の積層フィルムを準備した。
シート10として、坪量400g/m2のミルクカートン原紙を準備した。シート10の一方の面に、LDPEからなる厚み20μmの表面樹脂層12をエキストルージョンラミネート法により形成した。
積層フィルムの基材をシート10の表面樹脂層12が設けられていない面に対向させ、エチレン-不飽和カルボン酸共重合体を用いたエキストルージョンラミネート(押出温度290℃)により、積層フィルムとシートとを貼り合わせた。これにより、厚み20μmの接合樹脂層11を有する実施例9の包装材料が作製された。
(実施例10)
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、実施例8と同様の積層フィルムを準備した。この積層フィルムを実施例9と同様にシート10と貼り合わせて実施例10の包装材料が作製された。
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、実施例8と同様の積層フィルムを準備した。この積層フィルムを実施例9と同様にシート10と貼り合わせて実施例10の包装材料が作製された。
(比較例9)
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、比較例1と同様の積層フィルムを準備した。この積層フィルムを実施例9と同様にシート10と貼り合わせて比較例9の包装材料が作製された。
(比較例10)
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、比較例2と同様の積層フィルムを準備した。この積層フィルムを実施例9と同様にシート10と貼り合わせて比較例10の包装材料が作製された。
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、比較例1と同様の積層フィルムを準備した。この積層フィルムを実施例9と同様にシート10と貼り合わせて比較例9の包装材料が作製された。
(比較例10)
シーラント層として、メタロセン系触媒を使用して重合したエチレン-α-オレフィン共重合体を用いた点以外は、比較例2と同様の積層フィルムを準備した。この積層フィルムを実施例9と同様にシート10と貼り合わせて比較例10の包装材料が作製された。
各実施例および比較例の包装材料を所定の形状に打ち抜いてブランクを作製し、各例に係るゲーベルトップ型の液体用紙容器を作製した。これに上記内容物αを充填して封止し、各例に係る包装体を作製した。
各例の包装袋について、第一実施形態に係る実施例と同様に、ラミネート強度および水蒸気バリア性を評価した。
各例の包装袋について、第一実施形態に係る実施例と同様に、ラミネート強度および水蒸気バリア性を評価した。
[表3]に示すように、実施例9および10は、ラミネート強度および水蒸気バリア性のいずれも「良い」と評価された。
これに対して、比較例9および10は、層間剥離が発生していたため、ラミネート強度が「非常に悪い」と評価された。
以上の結果から、第二実施形態に係る液体用紙容器においては、包装する内容物が強浸透性内容物であっても、強浸透性内容物の影響によるラミネート強度の低下が抑制され、水蒸気バリア性も維持されたことが分かる。
これに対して、比較例9および10は、層間剥離が発生していたため、ラミネート強度が「非常に悪い」と評価された。
以上の結果から、第二実施形態に係る液体用紙容器においては、包装する内容物が強浸透性内容物であっても、強浸透性内容物の影響によるラミネート強度の低下が抑制され、水蒸気バリア性も維持されたことが分かる。
以上、本発明の好ましい実施形態および実施例を説明したが、本発明はこの実施形態および実施例に限定されることはない。本発明の趣旨を逸脱しない範囲で、構成の付加、省略、置換、およびその他の変更が可能である。
また、本発明は前述した説明によって限定されることはなく、添付の特許請求の範囲によってのみ限定される。
また、本発明は前述した説明によって限定されることはなく、添付の特許請求の範囲によってのみ限定される。
本発明は、包装材料および包装体に適用できる。
1 包装袋
1a 第1積層フィルム
1b 第2積層フィルム
1c ヒートシール部
1d 注ぎ口部
2 強浸透性内容物
3 包装体
4 積層フィルム(包装材料)
4A 基材
4B ガスバリア性蒸着層
4C ガスバリア性コーティング層
4D 接着層
4E ポリオレフィン系シーラント層
10 シート
50、50A 包装材料
100 液体用紙容器
1a 第1積層フィルム
1b 第2積層フィルム
1c ヒートシール部
1d 注ぎ口部
2 強浸透性内容物
3 包装体
4 積層フィルム(包装材料)
4A 基材
4B ガスバリア性蒸着層
4C ガスバリア性コーティング層
4D 接着層
4E ポリオレフィン系シーラント層
10 シート
50、50A 包装材料
100 液体用紙容器
Claims (12)
- 高分子樹脂組成物からなる基材と、
無機化合物からなるガスバリア性蒸着層と、
金属アルコキシド、金属アルコキシドの加水分解物、および金属アルコキシドの重合物から選択された少なくとも1つの化合物と、ヒドロキシ基含有高分子化合物と、を含む組成物を用いて形成されたガスバリア性コーティング層と、
酸変性ポリオレフィン樹脂とシランカップリング剤とを含み、前記ガスバリア性コーティング層に接して形成された接着層と、ポリオレフィン系シーラント層と、がこの順に積層されている、
包装材料。 - 前記ガスバリア性コーティング層が、
金属アルコキシド、金属アルコキシドの加水分解物、および金属アルコキシドの重合物から選択された少なくとも1つの化合物と、ヒドロキシ基含有高分子化合物と、を含む組成物に、更にイソシアネート誘導体、イソシアネート誘導体の加水分解物、およびイソシアネート誘導体の重合物から選択された少なくとも一つの化合物と、を用いて形成された組成物である、
請求項1に記載の包装材料。 - 前記接着層は、
前記酸変性ポリオレフィン樹脂が100質量部に対して、前記シランカップリング剤が0.2質量部以上2.0質量部以下である、
請求項1または2に記載の包装材料。 - 前記シランカップリング剤は、
エポキシ系シランカップリング剤である、
請求項1~3のいずれか1項に記載の包装材料。 - 前記エポキシ系シランカップリング剤は、
3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジメトキシシラン、および3-グリシドキシプロピルトリエトキシシランからなる群から選ばれた少なくとも1つの化合物からなる、
請求項4に記載の包装材料。 - 前記ガスバリア性蒸着層は、
酸化珪素および酸化アルミニウムの少なくとも一方を含む、
請求項1~5のいずれか1項に記載の包装材料。 - 前記金属アルコキシドは、
テトラエトキシシラン、テトラメトキシシラン、およびトリイソプロポキシアルミニウムからなる群から選ばれた少なくとも1つの化合物からなる、
請求項1~6のいずれか1項に記載の包装材料。 - 前記接着層の乾燥後の塗布量が0.1~2.0g/m2である、
請求項1~7のいずれか1項に記載の包装材料。 - 請求項1~8のいずれか1項に記載の包装材料によって形成された包装袋と、
前記包装袋に収容され、強浸透性材料を含む強浸透性内容物と、
を備える、
包装体。 - 紙製のシートをさらに備える、
請求項1~7のいずれか1項に記載の包装材料。 - 請求項10に記載の包装材料によって形成された液体用紙容器と、
前記液体用紙容器に収容され、強浸透性材料を含む強浸透性内容物と、
を備える、
包装体。 - 請求項1または10に記載の包装材料の製造方法であって、前記ポリオレフィン系シーラント層が、押出温度250℃~330℃のエキストルージョンラミネート法により積層される、
包装材料の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021509329A JPWO2020196301A1 (ja) | 2019-03-22 | 2020-03-19 | |
| EP20777037.1A EP3943411A4 (en) | 2019-03-22 | 2020-03-19 | PACKING MATERIAL AND PACKAGING BODY |
| CN202080022017.0A CN113573989B (zh) | 2019-03-22 | 2020-03-19 | 包装材料及包装体 |
| US17/479,538 US20220001647A1 (en) | 2019-03-22 | 2021-09-20 | Packaging material and packaging body |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019055594 | 2019-03-22 | ||
| JP2019-055594 | 2019-03-22 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/479,538 Continuation US20220001647A1 (en) | 2019-03-22 | 2021-09-20 | Packaging material and packaging body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020196301A1 true WO2020196301A1 (ja) | 2020-10-01 |
Family
ID=72611949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/012391 WO2020196301A1 (ja) | 2019-03-22 | 2020-03-19 | 包装材料および包装体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220001647A1 (ja) |
| EP (1) | EP3943411A4 (ja) |
| JP (1) | JPWO2020196301A1 (ja) |
| CN (1) | CN113573989B (ja) |
| WO (1) | WO2020196301A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023167060A1 (ja) * | 2022-03-01 | 2023-09-07 | 三井化学株式会社 | 積層体 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5415670B2 (ja) | 1975-07-31 | 1979-06-16 | ||
| JPH06329820A (ja) * | 1993-05-27 | 1994-11-29 | Toppan Printing Co Ltd | 耐水性ガスバリア材 |
| JP2008094051A (ja) * | 2006-10-16 | 2008-04-24 | Toppan Printing Co Ltd | 積層体および包装材料 |
| JP5359079B2 (ja) | 2008-07-15 | 2013-12-04 | 大日本印刷株式会社 | ガスバリア性包装材およびその製造方法 |
| WO2014043744A1 (en) * | 2012-09-21 | 2014-03-27 | Plantic Technologies Ltd | Food package |
| JP2016068533A (ja) * | 2014-10-02 | 2016-05-09 | 大日本印刷株式会社 | アルカリ溶液用包装材料 |
| JP2017052909A (ja) * | 2015-09-11 | 2017-03-16 | ユニチカ株式会社 | 透明蒸着用アンカーコート剤、及び積層体 |
| JP2018122562A (ja) * | 2017-02-03 | 2018-08-09 | 凸版印刷株式会社 | ガスバリアフィルム積層体 |
| JP2019055594A (ja) | 2018-11-19 | 2019-04-11 | 東洋紡株式会社 | 印刷製品 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1110974B1 (en) * | 1992-08-05 | 2007-11-28 | ExxonMobil Chemical Patents Inc. | Method for preparing a supported activator component |
| JP3879163B2 (ja) * | 1997-02-27 | 2007-02-07 | 東亞合成株式会社 | 二層フィルムをガスバリアーフィルムとして用いる方法及びガスバリアーフィルムの製造方法 |
| TW490392B (en) * | 1998-12-18 | 2002-06-11 | Tokuyama Corp | Laminate film having gas barrier property |
| JP2000254994A (ja) * | 1999-03-04 | 2000-09-19 | Toppan Printing Co Ltd | 蒸着フィルム積層包装材料 |
| JP2002046211A (ja) * | 2001-06-11 | 2002-02-12 | Toppan Printing Co Ltd | 積層包装材料 |
| JP4306278B2 (ja) * | 2003-02-21 | 2009-07-29 | 凸版印刷株式会社 | 積層体およびその製造方法 |
| KR101473021B1 (ko) * | 2006-09-08 | 2014-12-15 | 도판 인사츠 가부시키가이샤 | 적층체 |
| US8283400B2 (en) * | 2008-06-09 | 2012-10-09 | Exxonmobil Chemical Patents Inc. | Polyolefin adhesive compositions |
| JP2010000677A (ja) * | 2008-06-20 | 2010-01-07 | Dainippon Printing Co Ltd | ガスバリア性積層フィルム及びその製造方法、並びにそれを使用した包装材料 |
| JP4821925B2 (ja) * | 2009-11-27 | 2011-11-24 | 大日本印刷株式会社 | ガスバリア性フィルム、装置、及びガスバリア性フィルムの製造方法 |
| WO2014103866A1 (ja) * | 2012-12-27 | 2014-07-03 | リンテック株式会社 | フィルム状封止材、封止シートおよび電子デバイス |
| JP2017226423A (ja) * | 2016-06-20 | 2017-12-28 | 凸版印刷株式会社 | 液体用紙容器 |
-
2020
- 2020-03-19 EP EP20777037.1A patent/EP3943411A4/en active Pending
- 2020-03-19 JP JP2021509329A patent/JPWO2020196301A1/ja active Pending
- 2020-03-19 CN CN202080022017.0A patent/CN113573989B/zh active Active
- 2020-03-19 WO PCT/JP2020/012391 patent/WO2020196301A1/ja unknown
-
2021
- 2021-09-20 US US17/479,538 patent/US20220001647A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5415670B2 (ja) | 1975-07-31 | 1979-06-16 | ||
| JPH06329820A (ja) * | 1993-05-27 | 1994-11-29 | Toppan Printing Co Ltd | 耐水性ガスバリア材 |
| JP2008094051A (ja) * | 2006-10-16 | 2008-04-24 | Toppan Printing Co Ltd | 積層体および包装材料 |
| JP5359079B2 (ja) | 2008-07-15 | 2013-12-04 | 大日本印刷株式会社 | ガスバリア性包装材およびその製造方法 |
| WO2014043744A1 (en) * | 2012-09-21 | 2014-03-27 | Plantic Technologies Ltd | Food package |
| JP2016068533A (ja) * | 2014-10-02 | 2016-05-09 | 大日本印刷株式会社 | アルカリ溶液用包装材料 |
| JP2017052909A (ja) * | 2015-09-11 | 2017-03-16 | ユニチカ株式会社 | 透明蒸着用アンカーコート剤、及び積層体 |
| JP2018122562A (ja) * | 2017-02-03 | 2018-08-09 | 凸版印刷株式会社 | ガスバリアフィルム積層体 |
| JP2019055594A (ja) | 2018-11-19 | 2019-04-11 | 東洋紡株式会社 | 印刷製品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3943411A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023167060A1 (ja) * | 2022-03-01 | 2023-09-07 | 三井化学株式会社 | 積層体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020196301A1 (ja) | 2020-10-01 |
| US20220001647A1 (en) | 2022-01-06 |
| CN113573989A (zh) | 2021-10-29 |
| CN113573989B (zh) | 2023-03-17 |
| EP3943411A4 (en) | 2022-12-07 |
| EP3943411A1 (en) | 2022-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2006104053A1 (ja) | 紙容器 | |
| JP2008265855A (ja) | レトルト処理用紙容器およびレトルト製品 | |
| JP6497068B2 (ja) | 蓋材 | |
| US20230278768A1 (en) | Gas barrier layer-forming composition, gas barrier film, packaging film and packaging bag using the gas barrier layer-forming composition, and methods of producing gas barrier film, packaging film and packaging bag | |
| US12030286B2 (en) | Gas barrier laminate and packaging bag | |
| JP6318656B2 (ja) | 包装材料 | |
| JP4949542B2 (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP2008094051A (ja) | 積層体および包装材料 | |
| US20220001647A1 (en) | Packaging material and packaging body | |
| JP2009248456A (ja) | チューブ用積層体およびラミネートチューブ | |
| JP2019014043A (ja) | 積層体およびそれを用いた包装袋 | |
| JP7358728B2 (ja) | ポリエチレン積層体およびこれを用いた包装材料 | |
| JP2000238175A (ja) | 積層材およびそれを使用した包装用容器 | |
| JP2009262992A (ja) | 液体小袋包装体 | |
| JP6028404B2 (ja) | 液体用紙容器 | |
| JPH1120073A (ja) | ラミネ−トチュ−ブ容器形成用積層材およびそれを使用したラミネ−トチュ−ブ容器 | |
| JP2018183889A (ja) | 包装袋用包装材料 | |
| JP6492499B2 (ja) | 輸液用包装材料及びそれよりなる輸液バッグ、並びにその製造方法 | |
| JP2005145491A (ja) | ラミネ−トチュ−ブ容器 | |
| JP5957904B2 (ja) | 液体用紙容器の製造方法 | |
| JP2005145492A (ja) | 液体小袋包装体 | |
| JPH11286068A (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP7358727B2 (ja) | ポリエチレン積層体およびこれを用いた包装材料 | |
| JP5428190B2 (ja) | 包装用フィルムおよび包装体 | |
| JP4170483B2 (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20777037 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021509329 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020777037 Country of ref document: EP Effective date: 20211022 |