WO2020067307A1 - 鉛フリーはんだ合金 - Google Patents
鉛フリーはんだ合金 Download PDFInfo
- Publication number
- WO2020067307A1 WO2020067307A1 PCT/JP2019/037903 JP2019037903W WO2020067307A1 WO 2020067307 A1 WO2020067307 A1 WO 2020067307A1 JP 2019037903 W JP2019037903 W JP 2019037903W WO 2020067307 A1 WO2020067307 A1 WO 2020067307A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- lead
- free solder
- solder alloy
- bonding
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400 degrees C
- B23K35/268—Pb as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400 degrees C
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
- C22C13/02—Alloys based on tin with antimony or bismuth as the next major constituent
Definitions
- the present invention relates to a lead-free solder alloy excellent in long-term reliability, and a solder joint using the alloy.
- Lead-free solder is widely used as a bonding material for electronic components arranged inside electronic devices such as mobile phones, smartphones, automobiles, aircraft, etc., in order to reduce the burden on the global environment, and Sn-Ag-Cu solder alloys And Sn-Cu-Ni-based solder alloys are typical compositions.
- Sn-Ag-Cu-based solder alloys and Sn-Cu-Ni-based solder alloys it has been applied to joining applications and properties of lead-free solder alloys and Sn-Zn-based solder alloys added with Bi, In, Sb, etc. Lead-free solder alloys have been proposed.
- Patent Document 1 based on Sn—Cu—Ni, 1.0 (excluding 1.0) to less than 2.0% by mass of Bi and 0.001 to 1.0% by mass of Ge are used.
- a lead-free solder alloy has been disclosed that has an effect of suppressing a decrease in bonding strength even when added and exposed for a long time at a high temperature.
- Patent Document 2 the basic composition of Sn-Cu-Ni-Bi- Ge, Pb-free solder alloy to achieve the effect of having a high creep characteristics by suppressing the formation of Cu 3 Sn at after high temperature aging treatment is disclosed Have been.
- 10% by weight or less of Ag, 10% by weight or less of Bi, and 3% by weight or less of Cu contain at least one element selected from Ni, Ti, Co, In, Zn, and As. And adding one or more of Mn, Cr, Ge, Fe, Al, P, Au, Ga, Te, Se, Ca, V, Mo, Pt, Mg, and a rare earth element as necessary.
- a lead-free solder alloy having an effect of improving high-temperature reliability that can be added is disclosed.
- the lead-free solder alloy described in Patent Document 1 contains 0.1 to 2.0% by mass of Cu, 0.01 to 0.5% by mass of Ni, and 1.0 to less than 2.0% by mass of Bi (not including 1.0).
- the lead-free solder alloy described in Patent Document 2 contains 0.1 to 2.0% by mass of Cu, 0.05 to 0.5% by mass of Ni, 0.1 to 8% by mass of Bi, and 0.006 to 0.1% by mass of Ge. It is a lead-free solder alloy having a basic composition, which is said to have an effect of having high creep characteristics even after high-temperature aging treatment.
- the reliability of the electrical joining state of the solder portion is improved. Therefore, there is a need for a lead-free solder alloy having even higher creep characteristics.
- Patent Document 3 at least one element selected from Ni, Ti, Co, In, Zn, and As is added to 10% by weight or less of Ag, 10% by weight or less of Bi, and 3% by weight or less of Cu. It can be added by selecting one or more of Mn, Cr, Ge, Fe, Al, P, Au, Ga, Te, Se, Ca, V, Mo, Pt, Mg, and rare earth elements as necessary.
- a lead-free solder alloy is said to have the effect of improving high-temperature reliability.
- the preferred compounding amount is 3 to 5% by weight of Ag.
- a less expensive lead-free solder alloy containing no Ag is required. Have been.
- Patent Document 4 describes a lead-free solder comprising 0.1 to 2.0% by weight of Cu, 0.002 to 1% by weight of Ni, 0.001 to 1% by weight of Ge, and the balance of Sn.
- a technique of obtaining fluidity suitable for jet soldering by adding Ni thereby suppressing generation of an intermetallic compound, avoiding a bridge at the time of soldering, and preventing a soldering defect. .
- Ge has a melting point of 936 ° C., dissolves only a trace amount in the Sn—Cu alloy, and has a function of refining crystals when solidified. It is described that it has a function of preventing the crystal from coarsening and suppressing the formation of oxides when the alloy is melted, but does not disclose improving the creep characteristics and the joining strength.
- the present invention provides a lead-free solder capable of maintaining the bonding characteristics of having a small decrease in bonding strength and excellent creep characteristics even in a severe use environment, for example, when exposed to a high temperature condition of 150 ° C. or more for a long time. It is an object of the present invention to provide an alloy and a solder joint using the lead-free solder alloy.
- the present inventors have conducted intensive studies focusing on the lead-free solder alloy composition in order to achieve the above object, and as a result, added a certain amount of Ge to a lead-free solder alloy having a basic composition of Sn-Cu-Ni. As a result, they have found that they have extremely excellent bonding characteristics, and have completed the present invention.
- the addition amount of Cu is 0.1 to 2.0% by mass
- the addition amount of Ni is 0.01 to 1.0% by mass
- the addition amount of Ge is 0.001%.
- the balance containing Sn and unavoidable impurities is small, and the bonding characteristics such as excellent creep characteristics are maintained. Can be.
- 0.1 to 8.0% by mass of Bi and / or 0.1 to 6.5% by mass of Sb may be added to the above-mentioned composition instead of Sn. With such a composition, it is possible to achieve highly reliable solder bonding in which the bonding strength is synergistically improved among the bonding characteristics.
- the lead-free solder alloy according to the present invention by adjusting the content ratio of Ge to Cu (Ge / Cu) to 0.005 to 0.5, more excellent bonding characteristics can be obtained.
- the lead-free solder alloy containing Bi and Sb contains 0.1 to 8.0% by mass of Bi and 0.1 to 6.5% by mass of Sb, and the ratio of the content of Bi to Sb (Bi / Sb) Is adjusted to 0.02 to 50, more excellent bonding characteristics can be obtained.
- solder joint according to the present invention is characterized by using the lead-free solder alloy, under severe use environment, for example, even when exposed to high temperature conditions of 150 ° C. or more, for a long time, Since the joining characteristics such that the joining strength is small and the creep characteristics are excellent are maintained, a highly reliable joint is obtained.
- the present invention is a versatile lead-free solder alloy that is not limited to the form of a solder product, and has excellent creep characteristics even under severe use environments and high bonding strength, so that it can be used for mobile phones, smartphones, and automobiles. It can be used for soldering electronic components arranged inside a variety of electronic devices such as aircraft, and the reliability of the electronic devices can be improved.
- the lead-free solder alloy according to the present invention contains Sn as a main component, the addition amount of Cu is 0.1 to 2.0% by mass, the addition amount of Ni is 0.01 to 1.0% by mass, and the addition amount of Ge is Is 0.001 to 2.0% by mass, and the balance contains Sn and unavoidable impurities.
- solder alloy according to the present invention in a severe use environment, for example, even when exposed for a long time under a high temperature condition of 150 ° C. or more, a decrease in bonding strength is small, and from the viewpoint of bonding characteristics that it is excellent in creep characteristics.
- Cu are preferably adjusted to 0.3 to 1.0% by mass, and the Ni amount is preferably adjusted to 0.03 to 0.1% by mass.
- Cu is 0.1 to 2.0% by mass, preferably 0.3 to 1.0% by mass
- Ni is 0.01 to 1.0% by mass, preferably 0.03 to 1.0% by mass.
- the value to 0.5, preferably 0.006 to 0.6 more excellent bonding characteristics can be obtained.
- the shear strength does not decrease or is small as compared with before the processing.
- the present invention is an invention that has been found by focusing on solid solution strengthening by Ge, an additive element having a small solid solubility limit with respect to Sn as a main component.
- Ge is dissolved only in a small amount with respect to Sn, and it is expected that elements exceeding the solid solubility limit are precipitated during solidification, contributing to strengthening of the alloy and improvement of bonding strength. It is thought that it is.
- intermetallic compounds such as Ag 3 Sn and Cu 6 Sn 5 and Bi and Sb are also precipitated in the crystal to strengthen the alloy. Is considered to have the effect of improving the bonding strength.
- the lead-free solder alloy according to the present invention at least one of Bi and / or Sb may be added to the above-described composition instead of Sn.
- the Bi and Sb may be either one type or both types may be added. Further, the content of Bi is more preferably 0.1 to 5.0% by mass. The content of Sb is more preferably 0.1 to 5.0% by mass.
- Bi 0.1 to 8.0% by mass preferably 0.1 to 5.0% by mass
- Sb 0.1 to 6.5% by mass preferably 0.1 to 5.0% by mass.
- the ratio of the Bi content to Sb (Bi / Sb) is adjusted to 0.02 to 50, preferably 0.05 to 10, so that more excellent results can be obtained. Bonding characteristics are exhibited.
- Bi / Sb is adjusted to 0.02 to 50 in the range of the contents of Cu, Ni, and Ge, even after aging treatment at 150 ° C.
- the solder joint according to the present invention is characterized by using the lead-free solder alloy.
- the solder joint portion can be formed in a desired shape at a desired position on a substrate or the like, for example, by a general soldering method using the lead-free solder alloy.
- solder joints have a low joining strength, and even if they are exposed for a long time under a severe use environment, for example, a high temperature condition of 150 ° C. or more, the joining characteristics such as excellent creep characteristics are maintained. It becomes a joint having high performance.
- the lead-free solder alloy of the present invention is not limited in shape and method of use as long as the effects of the present invention are obtained, and can be used for flow and reflow soldering. In addition to a bar type for follow-up, it can be used after being processed into various forms such as a solder paste, a cored solder, a powder form, a preform form, and a ball form according to the intended use. And the solder joint part which solder-joined using the lead-free solder alloy of this invention processed into various shapes also has the effect of this invention, and is also the object of this invention.
- the lead-free solder alloy of the present invention can be used for home appliances and in-vehicle use, especially in harsh environments, because it can perform highly reliable solder bonding with excellent creep characteristics and strong bonding strength. It is also advantageous in joining electronic components and electronic devices used in aircraft.
- Examples 1 to 10 Comparative Example 1
- Each metal component was mixed using a conventional method so that the composition shown in Table 1 was obtained to prepare a lead-free solder alloy.
- the obtained lead-free solder alloy was tested and evaluated by the method described below.
- Example 9 has about 4 times or more the effect of Comparative Example 1
- Example 10 has an effect of 10 times or more.
- the amount of Ge added is 0.1% by mass or more, extremely excellent creep resistance characteristics are obtained. It can be seen that it has.
- the measurement sample and the aging-treated measurement sample are set in an impact share tester (4000HS, manufactured by DAGE). 6) The measurement was performed at three different speeds of 10 mm / sec, 1000 mm / sec, and 2000 mm / sec, and the shear load stress was measured. Further, the maximum value (Max force) of the shear load stress was evaluated as the bonding strength. (Evaluation methods) When the measured value without aging treatment was 7N or more, and the rate of change after aging treatment was 60% or more, it was judged as pass ( ⁇ ), and when less than 60%, it was judged as unacceptable (x). (result) Table 3 shows the results.
- the lead-free solder alloys obtained in Examples 1 to 10 satisfy the acceptance criteria.
- the measured value was 12.2 N or more without aging treatment and 8.4 N or more after aging treatment.
- Examples 1 to 10 of the present invention have high bonding strength.
- the joint strength was further increased and a synergistic effect was exhibited as compared with the case in which the same amount of Ge was added, as compared with Examples 1 to 5. I understand.
- FIG. 2 is an SEM photograph of the copper foil substrate side after the impact share test before the aging treatment of Example 10
- FIG. 3 is an SEM photograph of the copper foil substrate side after the impact share test after 100 hours of the aging treatment of Example 10.
- the aging treatment does not significantly change the state of the sheared surface of the solder joint.
- Ge having a small solid solubility with respect to Sn which is a main component of the lead-free solder alloy at the time of joining has a solid solubility limit at the time of solidification of the solder alloy. It is assumed that the above elements are precipitated and contribute to strengthening of the alloy and improvement of the bonding strength, the state is maintained even after aging treatment at a high temperature, the reduction of the bonding strength is small, and it is assumed that it is strongly maintained. .
- Test Example 3 Impact Share Test 2
- Method 1 1) In the same procedure as in Test Example 1, a part of the measurement sample manufactured using the 0.5 mm-diameter spherical solder balls made of the lead-free solder alloy obtained in Examples 1 to 10 was kept at 150 ° C. Aged for 100 hours in an electric furnace. 2) The measurement sample and the measurement sample subjected to the aging treatment are set in an impact share tester (4000HS, manufactured by DAGE). 3) The measurement was performed at three different speeds of 10 mm / sec, 1000 mm / sec, and 2000 mm / sec, and the shear load stress was measured. Further, the maximum value (Max force) of the shear load stress was evaluated as the bonding strength.
- An impact share tester 4000HS, manufactured by DAGE
- the lead-free solder alloys obtained in Examples 1 to 10 all meet the acceptance criteria, and have a high shear rate of 1000 mm / s after aging treatment under a high temperature environment of 150 ° C. It can be seen that the bonding strength is high and maintained even at the speed.
- the joining characteristics of the lead-free solder alloys of Examples 2 to 5 are excellent, and these are all 0.1 to 2.0% by mass of Cu, 0.01 to 1.0% by mass of Ni, and 0.001 to 2.
- Pb-free solder that satisfies these contents because it contains 0% by mass and the ratio of Ge content to Cu (Ge / Cu) is adjusted to the range of 0.005 to 0.5. It can be seen that the joining characteristics of the alloy are excellent.
- the lead-free solder alloys of Examples 6 to 10 all had Cu of 0.1 to 2.0% by mass, Ni of 0.01 to 1.0% by mass, Ge of 0.001 to 2.0% by mass, and Bi of 0.1 to 2.0% by mass. These are contained in an amount of 8.0% by mass, 0.1 to 6.5% by mass of Sb, and the ratio of Bi to Sb (Bi / Sb) adjusted to 0.02 to 50. It can be understood that the lead-free solder alloy satisfying the content of the alloy also has excellent bonding characteristics.
- each metal component was mixed to prepare a lead-free solder alloy so that the composition shown in Table 5 was obtained.
- the obtained lead-free solder alloy was evaluated in the same manner as in Test Example 3 and evaluated according to the following criteria.
- evaluation methods When the measured value without aging treatment was 7N or more, and the rate of change after aging treatment was 60% or more, it was judged as pass ( ⁇ ), and when less than 60%, it was judged as unacceptable (x).
- the standard ( ⁇ ) was defined as a value less than 7N measured without aging or a change of less than 60% after aging.
- Table 6 shows the results.
- the present invention has excellent creep characteristics, further has a strong bonding strength, and has a high bonding reliability even under a severe use environment exposed to a high temperature for a long time. It can be expected to be widely applied to electronic devices and the like that are used in a strong bonding strength and in a severe use environment, as well as the bonding.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
本発明の鉛フリーはんだ合金は、Cuの添加量が0.1~2.0質量%、Niの添加量が0.01~1.0質量%、Geの添加量が0.001~2.0質量%であり、残部をSn及び不可避不純物を含有したことにより、極めて優れたクリープ特性を有し、更に、前述の組成にBi及び/又はSbの少なくとも1種をSnに替えて0.1~5.0質量%添加することにより、相乗的に接合強度の向上を有することを可能とした。前記鉛フリーはんだ合金は、Bi0.1~8.0質量%及び/又はSb0.1~6.5質量%を含有してもよい。また、Cuに対するGeの含有量の比率(Ge/Cu)が0.005~0.5であってもよい。また、Bi0.1~8.0質量%及びSb0.1~6.5質量%を含有し、かつSbに対するBiの含有量の比率(Bi/Sb)が0.02~50であってもよい。
Description
本発明は、長期信頼性に優れた鉛フリーはんだ合金、及び当該合金を用いたはんだ接合部に関する。
地球環境負荷軽減のため、携帯電話、スマートフォン、自動車、航空機などの電子機器の内部に配置されている電子部品の接合材料として鉛フリーはんだが広く普及しており、Sn-Ag-Cu系はんだ合金やSn-Cu-Ni系はんだ合金はその代表的な組成である。
近年、Sn-Ag-Cu系はんだ合金及びSn-Cu-Ni系はんだ合金に加え、BiやIn、Sb等を添加した鉛フリーはんだ合金やSn-Zn系はんだ合金等の接合用途や特性に対応した鉛フリーはんだ合金が提案されている。
近年、Sn-Ag-Cu系はんだ合金及びSn-Cu-Ni系はんだ合金に加え、BiやIn、Sb等を添加した鉛フリーはんだ合金やSn-Zn系はんだ合金等の接合用途や特性に対応した鉛フリーはんだ合金が提案されている。
更に、特許文献1では、Sn-Cu-Niを基本組成として、1.0(1.0を含まず)~2.0質量%未満のBiと0.001~1.0質量%のGeを添加して高温時に長時間晒されても接合強度の低下が抑制される効果を奏する鉛フリーはんだ合金が開示されている。
また、特許文献2では、Sn-Cu-Ni-Bi-Geを基本組成とし、Cu3Snの生成を抑制し高温エージング処理後に於いても高いクリープ特性を有する効果を奏する鉛フリーはんだ合金が開示されている。
そして、特許文献3では、10重量%以下のAg、10重量%以下のBi、及び3重量%以下のCuに、Ni、Ti、Co、In、Zn、及びAsより選択される元素を少なくとも1つを添加し、Mn、Cr、Ge、Fe、Al、P、Au、Ga、Te、Se、Ca、V、Mo、Pt、Mg、及び希土類元素より1つ以上を必要に応じて選択して添加可能な高温信頼性を改善した効果を有する鉛フリーはんだ合金が開示されている。
また、特許文献2では、Sn-Cu-Ni-Bi-Geを基本組成とし、Cu3Snの生成を抑制し高温エージング処理後に於いても高いクリープ特性を有する効果を奏する鉛フリーはんだ合金が開示されている。
そして、特許文献3では、10重量%以下のAg、10重量%以下のBi、及び3重量%以下のCuに、Ni、Ti、Co、In、Zn、及びAsより選択される元素を少なくとも1つを添加し、Mn、Cr、Ge、Fe、Al、P、Au、Ga、Te、Se、Ca、V、Mo、Pt、Mg、及び希土類元素より1つ以上を必要に応じて選択して添加可能な高温信頼性を改善した効果を有する鉛フリーはんだ合金が開示されている。
特許文献1に記載の鉛フリーはんだ合金は、Cu0.1~2.0質量%、Ni0.01~0.5質量%、Bi1.0(1.0を含まず)~2.0質量%未満、Ge0.001~1.0質量%を基本組成とする鉛フリーはんだ合金で、高温時に長時間晒されても接合強度の低下が抑制される効果を奏するとされている。
しかし、はんだ付けによる接合の良否が電子機器そのものの信頼性を左右している現状において、例えば、携帯電話、スマートフォン、自動車、航空機などの、多様で厳しい使用環境(電子部品にとっての過酷な使用環境)に晒される電子機器内の電子部品等の接合に於いても、はんだ部分の電気的な接合状態の信頼性を高めるために、更なる高温で高い接合特性を有する鉛フリーはんだ合金が求められている。
しかし、はんだ付けによる接合の良否が電子機器そのものの信頼性を左右している現状において、例えば、携帯電話、スマートフォン、自動車、航空機などの、多様で厳しい使用環境(電子部品にとっての過酷な使用環境)に晒される電子機器内の電子部品等の接合に於いても、はんだ部分の電気的な接合状態の信頼性を高めるために、更なる高温で高い接合特性を有する鉛フリーはんだ合金が求められている。
特許文献2に記載の鉛フリーはんだ合金は、Cu0.1~2.0質量%、Ni0.05~0.5質量%、Bi0.1~8質量%、Ge0.006~0.1質量%を基本組成とする鉛フリーはんだ合金で、高温エージング処理後に於いても高いクリープ特性を有する効果を奏するとされている。
しかし、例えば、携帯電話、スマートフォン、自動車、航空機などの、多様で厳しい使用環境に晒される電子機器内の電子部品等の接合に於いても、はんだ部分の電気的な接合状態の信頼性を高めるために、更なる高いクリープ特性を有する鉛フリーはんだ合金が求められている。
しかし、例えば、携帯電話、スマートフォン、自動車、航空機などの、多様で厳しい使用環境に晒される電子機器内の電子部品等の接合に於いても、はんだ部分の電気的な接合状態の信頼性を高めるために、更なる高いクリープ特性を有する鉛フリーはんだ合金が求められている。
特許文献3では、10重量%以下のAg、10重量%以下のBi、及び3重量%以下のCuに、Ni、Ti、Co、In、Zn、及びAsより選択される元素を少なくとも1つを添加し、Mn、Cr、Ge、Fe、Al、P、Au、Ga、Te、Se、Ca、V、Mo、Pt、Mg、及び希土類元素より1つ以上を必要に応じて選択して添加可能な鉛フリーはんだ合金が、高温信頼性を改善した効果を有するとされている。
しかし、この鉛フリーはんだ合金では、Ag3~5重量%が好ましい配合量となっているが、このようなAg配合量ではコストが高くなるため、より安価でAgを含まない鉛フリーはんだ合金が求められている。
しかし、この鉛フリーはんだ合金では、Ag3~5重量%が好ましい配合量となっているが、このようなAg配合量ではコストが高くなるため、より安価でAgを含まない鉛フリーはんだ合金が求められている。
また、本件出願人は、Sn-Cu-Ni-Geからなる組成の鉛フリーはんだ合金を特許文献4で開示している。
特許文献4は、Cuが0.1~2.0重量%、Niが0.002~1重量%、Geが0.001~1重量%、及び残部がSnからなる鉛フリーはんだであり、その効果として、Ni添加によって噴流はんだ付けに適した流動性を得ることで、金属間化合物の発生を抑制してはんだ付け時のブリッジを回避させてはんだ付けの不具合を防止する技術を開示している。
また、Geの添加効果として、Geは融点が936℃であり、Sn-Cu合金中には微量しか溶解せず、凝固するときに結晶を微細化する機能を有すること、また、結晶粒界に出現して結晶の粗大化を防止し、合金溶解時の酸化物生成を抑える機能も有することが記載されているが、クリープ特性や接合強度を向上させることについては、開示はなされていない。
特許文献4は、Cuが0.1~2.0重量%、Niが0.002~1重量%、Geが0.001~1重量%、及び残部がSnからなる鉛フリーはんだであり、その効果として、Ni添加によって噴流はんだ付けに適した流動性を得ることで、金属間化合物の発生を抑制してはんだ付け時のブリッジを回避させてはんだ付けの不具合を防止する技術を開示している。
また、Geの添加効果として、Geは融点が936℃であり、Sn-Cu合金中には微量しか溶解せず、凝固するときに結晶を微細化する機能を有すること、また、結晶粒界に出現して結晶の粗大化を防止し、合金溶解時の酸化物生成を抑える機能も有することが記載されているが、クリープ特性や接合強度を向上させることについては、開示はなされていない。
そこで、本発明は、過酷な使用環境下、例えば150℃以上の高温条件下に長時間晒された場合でも、接合強度の低下が少なく、クリープ特性に優れるという接合特性を保持可能な鉛フリーはんだ合金、および前記鉛フリーはんだ合金を使用したはんだ接合部を提供することを目的とする。
本発明者らは、上記目的を達成すべく、鉛フリーはんだ合金組成に着目して鋭意検討を重ねた結果、Sn-Cu-Niを基本組成とする鉛フリーはんだ合金に一定量のGeを添加することにより、極めて優れた接合特性を有することを見出し、本発明を完成するに至った。
すなわち、本発明に係る鉛フリーはんだ合金は、Cuの添加量が0.1~2.0質量%、Niの添加量が0.01~1.0質量%、Geの添加量が0.001~2.0質量%であり、残部をSn及び不可避不純物を含有したことを特徴とする。
このような組成とすることで、過酷な使用環境下、例えば150℃以上の高温条件下に長時間晒された場合でも、接合強度の低下が少なく、クリープ特性に優れるという接合特性を保持することができる。
このような組成とすることで、過酷な使用環境下、例えば150℃以上の高温条件下に長時間晒された場合でも、接合強度の低下が少なく、クリープ特性に優れるという接合特性を保持することができる。
また、本発明に係る鉛フリーはんだ合金には、前述の組成に、Bi0.1~8.0質量%及び/又はSb0.1~6.5質量%をSnに替えて添加してもよい。
このような組成とすることで、前記接合特性の中でも、接合強度が相乗的に向上した高い信頼性を有するはんだ接合を可能とすることができる。
このような組成とすることで、前記接合特性の中でも、接合強度が相乗的に向上した高い信頼性を有するはんだ接合を可能とすることができる。
また、本発明に係る鉛フリーはんだ合金では、Cuに対するGeの含有量の比率(Ge/Cu)を0.005~0.5に調整することで、より優れた接合特性が奏される。
また、BiおよびSbを含む鉛フリーはんだ合金では、Bi0.1~8.0質量%及びSb0.1~6.5質量%を含有し、かつSbに対するBiの含有量の比率(Bi/Sb)を0.02~50に調整することで、より優れた接合特性が奏される。
また、本発明に係るはんだ接合部は、前記鉛フリーはんだ合金を用いることを特徴とするものであり、過酷な使用環境下、例えば150℃以上の高温条件下に長時間晒された場合でも、接合強度の低下が少なく、クリープ特性に優れるという接合特性が保持されるため、信頼性の高い接合部となる。
本発明は、はんだ製品の形態に限定されることのない汎用性のある鉛フリーはんだ合金であり、過酷な使用環境下でもクリープ特性に優れ、高い接合強度を有するため、携帯電話、スマートフォン、自動車、航空機などの多種多様な電子機器の内部に配置されている電子部品のはんだ付けに使用することができ、しかも、前記電子機器の信頼性を向上させることができる。
以下に、本発明について詳細に説明する。
本発明に係る鉛フリーはんだ合金は、Snを主成分とし、Cuの添加量が0.1~2.0質量%、Niの添加量が0.01~1.0質量%、Geの添加量が0.001~2.0質量%であり、残部をSn及び不可避不純物を含有したことを特徴とする。
本発明に係る鉛フリーはんだ合金において、過酷な使用環境下、例えば150℃以上の高温条件下に長時間晒された場合でも、接合強度の低下が少なく、クリープ特性に優れるという接合特性の観点から、Cuの添加量は0.3~1.0質量%、Niの添加量は0.03~0.1質量%にそれぞれ調整されていることが好ましい。
また、本発明に係る鉛フリーはんだ合金では、Cu0.1~2.0質量%、好ましくは0.3~1.0質量%、Ni0.01~1.0質量%、好ましくは0.03~0.1質量%、Ge0.001~2.0質量%、好ましくは0.006~0.2質量%で含有し、かつ、Cuに対するGeの含有量の比率(Ge/Cu)を0.005~0.5、好ましくは0.006~0.6に調整することで、より優れた接合特性が奏される。
前記Cu、NiおよびGeの含有量の範囲において、Ge/Cuを0.005~0.5に調整した鉛フリーはんだ合金を用いたはんだ接合部では、150℃で100時間のエージング処理後でも、処理前に比べてシェア強度の低下がないか僅かであるという顕著な効果が奏される。
前記Cu、NiおよびGeの含有量の範囲において、Ge/Cuを0.005~0.5に調整した鉛フリーはんだ合金を用いたはんだ接合部では、150℃で100時間のエージング処理後でも、処理前に比べてシェア強度の低下がないか僅かであるという顕著な効果が奏される。
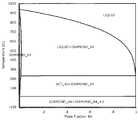
前記のとおり、本発明は主成分であるSnに対して固溶限が小さい添加元素であるGeによる固溶強化に着目して、見出された発明である。
図1に示すように、GeはSnに対して僅かの量しか固溶せず、凝固時には固溶限以上の元素が析出していると予想され、合金の強化と接合強度の向上に寄与していると考えられる。
凝固の際に析出する成分としては、Sn-Cu系の鉛フリーはんだ組成の場合、Ag3SnやCu6Sn5のような金属間化合物やBi、Sbも結晶内に析出して合金の強化と、接合強度を向上する効果を有すると考えられる。
図1に示すように、GeはSnに対して僅かの量しか固溶せず、凝固時には固溶限以上の元素が析出していると予想され、合金の強化と接合強度の向上に寄与していると考えられる。
凝固の際に析出する成分としては、Sn-Cu系の鉛フリーはんだ組成の場合、Ag3SnやCu6Sn5のような金属間化合物やBi、Sbも結晶内に析出して合金の強化と、接合強度を向上する効果を有すると考えられる。
また、前記Ge/Cuを0.005~0.5に調整した場合に、シェア強度の低下がないか僅かとなるメカニズムについては不明ではあるが、前記範囲外とした場合と比べて、はんだ合金中のGeの状態に変化があることが考えられる。
また、本発明に係る鉛フリーはんだ合金には、前述の組成にBi及び/又はSbの少なくとも1種をSnに替えて添加してもよい。
この場合、Bi0.1~8.0質量%及び/又はSb0.1~6.5質量%を含有することが好ましい。
このような組成とすることで、前記接合特性の中でも、接合強度が相乗的に向上した高い信頼性を有するはんだ接合を可能とすることができる。
この場合、Bi0.1~8.0質量%及び/又はSb0.1~6.5質量%を含有することが好ましい。
このような組成とすることで、前記接合特性の中でも、接合強度が相乗的に向上した高い信頼性を有するはんだ接合を可能とすることができる。
前記Bi、Sbは、いずれか1種でもよいし、両方を添加してもよい。
また、前記Biの含有量は0.1~5.0質量%がより好ましい。Sbの含有量は0.1~5.0質量%がより好ましい。
また、前記Biの含有量は0.1~5.0質量%がより好ましい。Sbの含有量は0.1~5.0質量%がより好ましい。
また、前記Cu、NiおよびGeに加えて、Bi0.1~8.0質量%、好ましくは0.1~5.0質量%及びSb0.1~6.5質量%、好ましくは0.1~5.0質量%を含有する鉛フリーはんだ合金では、Sbに対するBiの含有量の比率(Bi/Sb)を0.02~50、好ましくは0.05~10に調整することで、より優れた接合特性が奏される。
前記Cu、Ni、Geの含有量の範囲において、Bi/Sbを0.02~50に調整した鉛フリーはんだ合金を用いたはんだ接合部では、150℃で100時間のエージング処理後でも、処理前に比べてシェア強度の低下がないか僅かであるという顕著な効果が奏される。前記Bi/Sbを0.02~50に調整した場合に、シェア強度の低下がないか僅かとなるメカニズムについては不明ではあるが、前記範囲外とした場合と比べて、はんだ合金中のGeの状態に変化があることが予想される。
前記Cu、Ni、Geの含有量の範囲において、Bi/Sbを0.02~50に調整した鉛フリーはんだ合金を用いたはんだ接合部では、150℃で100時間のエージング処理後でも、処理前に比べてシェア強度の低下がないか僅かであるという顕著な効果が奏される。前記Bi/Sbを0.02~50に調整した場合に、シェア強度の低下がないか僅かとなるメカニズムについては不明ではあるが、前記範囲外とした場合と比べて、はんだ合金中のGeの状態に変化があることが予想される。
また、本発明の効果を有する範囲に於いて、P、As、Ga、Ti等の元素を任意に添加することも可能である。中でも、P、Asは、Geと同様な効果が期待できるため、Geと併用することが好ましい。
また、本発明に係るはんだ接合部は、前記鉛フリーはんだ合金を用いることを特徴とするものである。
前記はんだ接合部は、前記鉛フリーはんだ合金を用いて、一般的なはんだ付けの手法により、例えば、基板などの所望の位置で所望の形状に形成することができる。
前記はんだ接合部は、前記鉛フリーはんだ合金を用いて、一般的なはんだ付けの手法により、例えば、基板などの所望の位置で所望の形状に形成することができる。
前記はんだ接合部は、過酷な使用環境下、例えば150℃以上の高温条件下に長時間晒された場合でも、接合強度の低下が少なく、クリープ特性に優れるという接合特性が保持されるため、信頼性の高い接合部となる。
本発明の鉛フリーはんだ合金は、本発明の効果を有する範囲に於いて、形状や使用方法に制限はなく、フロー及びリフローはんだ付けにも使用が可能である。
フォロー用のバータイプの他、使用用途に応じた形状、例えばはんだペースト、やに入りはんだ、粉末状、プリフォーム状、及びボール状等の種々の形態に加工して使用することが出来る。
そして、種々の形状に加工された本発明の鉛フリーはんだ合金を用いてはんだ接合したはんだ接合部も本発明の効果を有し、本発明の対象である。
フォロー用のバータイプの他、使用用途に応じた形状、例えばはんだペースト、やに入りはんだ、粉末状、プリフォーム状、及びボール状等の種々の形態に加工して使用することが出来る。
そして、種々の形状に加工された本発明の鉛フリーはんだ合金を用いてはんだ接合したはんだ接合部も本発明の効果を有し、本発明の対象である。
本発明の鉛フリーはんだ合金は、優れたクリープ特性や強い接合強度を有する高信頼性のはんだ接合が可能であるため、家電や車載向けに用途は勿論のこと、特に過酷な環境で使用される航空機に用いられる電子部品や電子機器の接合に於いても好都合である。
次に、本発明の効果について実験例を例示し、説明する。
(実施例1~10、比較例1)
表1に示す組成となるように、常法を用いて各金属成分を混合して鉛フリーはんだ合金を調製した。
得られた鉛フリーはんだ合金は、以下に説明する方法にて試験を行い評価した。
表1に示す組成となるように、常法を用いて各金属成分を混合して鉛フリーはんだ合金を調製した。
得られた鉛フリーはんだ合金は、以下に説明する方法にて試験を行い評価した。
〔試験例1:クリープ試験〕
(方法)
1)実施例1~10または比較例1で得られた鉛フリーはんだ合金を溶解させた後、10mm×10mmの断面を有するdog-bone形状の鋳型に鋳込み、室温まで冷却して測定用サンプルを作製した。
2)引張試験機(島津製作所製試験機「AG-IS」)のチャンバー内に測定用サンプルをセットし、サンプルの温度が125℃に達したことを確認後、120kgf(1177N)の引張応力をサンプルに加え続け、サンプルが破断するまでの所要時間を測定した。
(評価方法)
サンプルが破断するまでの所要時間で評価。(長時間の方が優れている。)
(結果)
結果を表2に示す。
(方法)
1)実施例1~10または比較例1で得られた鉛フリーはんだ合金を溶解させた後、10mm×10mmの断面を有するdog-bone形状の鋳型に鋳込み、室温まで冷却して測定用サンプルを作製した。
2)引張試験機(島津製作所製試験機「AG-IS」)のチャンバー内に測定用サンプルをセットし、サンプルの温度が125℃に達したことを確認後、120kgf(1177N)の引張応力をサンプルに加え続け、サンプルが破断するまでの所要時間を測定した。
(評価方法)
サンプルが破断するまでの所要時間で評価。(長時間の方が優れている。)
(結果)
結果を表2に示す。


表2に示すように、Geを添加した実施例2~5および実施例6~10の鉛フリーはんだ合金は添加量にほぼ比例してクリープ特性の向上が見られ、Geが無添加の比較例1に比べ、破断時間が長いことがわかる。
そして、実施例9は比較例1の約4倍以上、更に実施例10は10倍以上の効果を有しており、Geの添加量が0.1質量%以上では極めて優れた耐クリープ特性を有することがわかる。
そして、実施例9は比較例1の約4倍以上、更に実施例10は10倍以上の効果を有しており、Geの添加量が0.1質量%以上では極めて優れた耐クリープ特性を有することがわかる。
〔試験例2:インパクトシェア試験1〕
(方法)
1)実施例1~10および比較例1で得られた鉛フリーはんだ合金からなる直径0.5mmの球状はんだボールを準備する。
2)銅箔基板を準備し、実装箇所に「フラックスRM-5」(日本スぺリア社製)を0.01g塗布した後、はんだボールを搭載する。
3)昇温温度1.5℃/秒、最高温度250℃で50秒間の条件でリフロー加熱し、接合させた後、冷却し、IPAにて洗浄して、フラックスを除去後、測定用サンプルとする。
4)上記の手順で作製した測定用サンプルの一部を175℃に保持した電気炉内に100時間放置し、エージング処理をする。
5)測定用サンプル並びにエージング処理した測定用サンプルをインパクトシェア試験機(DAGE社製 4000HS)にセットする。
6)測定条件は、10mm/秒、1000mm/秒、2000mm/秒の3種の速度で夫々実施し、せん断負荷応力を測定した。
また、せん断負荷応力のうち、最大値(Max force)を接合強度として評価した。
(評価方法)
エージング処理をしない状態での測定値が7N以上、且つエージング処理後の変化率が60%以上を合格(○)とし、60%未満を不合格(×)とした。
(結果)
結果を表3に示す。
(方法)
1)実施例1~10および比較例1で得られた鉛フリーはんだ合金からなる直径0.5mmの球状はんだボールを準備する。
2)銅箔基板を準備し、実装箇所に「フラックスRM-5」(日本スぺリア社製)を0.01g塗布した後、はんだボールを搭載する。
3)昇温温度1.5℃/秒、最高温度250℃で50秒間の条件でリフロー加熱し、接合させた後、冷却し、IPAにて洗浄して、フラックスを除去後、測定用サンプルとする。
4)上記の手順で作製した測定用サンプルの一部を175℃に保持した電気炉内に100時間放置し、エージング処理をする。
5)測定用サンプル並びにエージング処理した測定用サンプルをインパクトシェア試験機(DAGE社製 4000HS)にセットする。
6)測定条件は、10mm/秒、1000mm/秒、2000mm/秒の3種の速度で夫々実施し、せん断負荷応力を測定した。
また、せん断負荷応力のうち、最大値(Max force)を接合強度として評価した。
(評価方法)
エージング処理をしない状態での測定値が7N以上、且つエージング処理後の変化率が60%以上を合格(○)とし、60%未満を不合格(×)とした。
(結果)
結果を表3に示す。

表3よりわかるように、実施例1~10で得られた鉛フリーはんだ合金は、合格基準を満たしている。
特に、落下衝撃試験に類似した1000mm/秒の速度に於いて、エージング処理を行っていない状態では12.2N以上、エージング処理後に於いても8.4N以上の測定値となっており、本発明の本発明の実施例1~10は高い接合強度を有していることがわかる。
また、BiやSbを添加した実施例6~10は、実施例1~5に比べ、Geを同量添加した場合に比べ、更なる接合強度の上昇が見られ、相乗効果が表れていることがわかる。
特に、落下衝撃試験に類似した1000mm/秒の速度に於いて、エージング処理を行っていない状態では12.2N以上、エージング処理後に於いても8.4N以上の測定値となっており、本発明の本発明の実施例1~10は高い接合強度を有していることがわかる。
また、BiやSbを添加した実施例6~10は、実施例1~5に比べ、Geを同量添加した場合に比べ、更なる接合強度の上昇が見られ、相乗効果が表れていることがわかる。
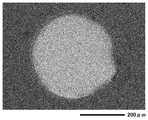
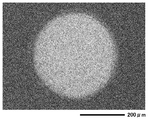
図2は実施例10のエージング処理前のインパクトシェア試験後の銅箔基板側のSEM写真、図3は実施例10のエージング処理100時間後のインパクトシェア試験後の銅箔基板側のSEM写真であるが、図2及び図3よりエージング処理によりはんだ接合部のせん断面の状態に大きな変化が無いことがわかる。
これは、本発明の鉛フリーはんだ合金(実施例10)に於いて、接合時に当該鉛フリーはんだ合金の主成分であるSnに対して固溶限の小さいGeがはんだ合金の凝固時に固溶限以上の元素が析出し、合金の強化と接合強度の向上に寄与し、高温でのエージング処理を経てもその状態が保持され、接合強度の低下が少なく、強く維持されていることを想定させた。
これは、本発明の鉛フリーはんだ合金(実施例10)に於いて、接合時に当該鉛フリーはんだ合金の主成分であるSnに対して固溶限の小さいGeがはんだ合金の凝固時に固溶限以上の元素が析出し、合金の強化と接合強度の向上に寄与し、高温でのエージング処理を経てもその状態が保持され、接合強度の低下が少なく、強く維持されていることを想定させた。
〔試験例3:インパクトシェア試験2〕
(方法)
1)試験例1と同様の手順で、実施例1~10で得られた鉛フリーはんだ合金からなる直径0.5mmの球状はんだボールを用いて作製した測定用サンプルの一部を150℃に保持した電気炉内に100時間放置し、エージング処理をする。
2)測定用サンプル並びにエージング処理した測定用サンプルをインパクトシェア試験機(DAGE社製 4000HS)にセットする。
3)測定条件は、10mm/秒、1000mm/秒、2000mm/秒の3種の速度で夫々実施し、せん断負荷応力を測定した。
また、せん断負荷応力のうち、最大値(Max force)を接合強度として評価した。
(評価方法)
エージング処理後の最大値が10N以上、且つエージング処理前に比べてエージング処理後の最大値の維持率が88%以上を「非常に優れる(◎)」とし、88%~75%を「優れる(○)」、75%未満を「劣る(△)」とした。
(結果)
結果を表4に示す。
(方法)
1)試験例1と同様の手順で、実施例1~10で得られた鉛フリーはんだ合金からなる直径0.5mmの球状はんだボールを用いて作製した測定用サンプルの一部を150℃に保持した電気炉内に100時間放置し、エージング処理をする。
2)測定用サンプル並びにエージング処理した測定用サンプルをインパクトシェア試験機(DAGE社製 4000HS)にセットする。
3)測定条件は、10mm/秒、1000mm/秒、2000mm/秒の3種の速度で夫々実施し、せん断負荷応力を測定した。
また、せん断負荷応力のうち、最大値(Max force)を接合強度として評価した。
(評価方法)
エージング処理後の最大値が10N以上、且つエージング処理前に比べてエージング処理後の最大値の維持率が88%以上を「非常に優れる(◎)」とし、88%~75%を「優れる(○)」、75%未満を「劣る(△)」とした。
(結果)
結果を表4に示す。

表4の結果より、実施例1~10で得られた鉛フリーはんだ合金は、いずれも合格基準を満たしており、150℃という高温環境下でのエージング処理後のシェア速度が1000mm/sという高い速度であっても、接合強度が高く、維持されていることがわかる。
特に、実施例2~5の鉛フリーはんだ合金の接合特性が優れており、これらはいずれもCu0.1~2.0質量%、Ni0.01~1.0質量%、Ge0.001~2.0質量%含有し、かつ、Cuに対するGeの含有量の比率(Ge/Cu)が0.005~0.5の範囲に調整されたものであることから、これらの含有量を満たす鉛フリーはんだ合金の接合特性が優れることがわかる。
また、実施例6~10の鉛フリーはんだ合金は、いずれもCu0.1~2.0質量%、Ni0.01~1.0質量%、Ge0.001~2.0質量%、Bi0.1~8.0質量%、Sb0.1~6.5質量%含有し、かつ、Sbに対するBiの含有量の比率(Bi/Sb)を0.02~50に調整されたものであることから、これらの含有量を満たす鉛フリーはんだ合金も接合特性が優れていることがわかる。
(実施例11~16)
表5に示す組成となるように、常法を用いて各金属成分を混合して鉛フリーはんだ合金を調製した。
得られた鉛フリーはんだ合金については、前記試験例3と同様にして行い下記の基準にて評価した。
(評価方法)
エージング処理をしない状態での測定値が7N以上、且つエージング処理後の変化率が60%以上を合格(○)とし、60%未満を不合格(×)とした。
また、エージング処理をしない状態での測定値が7N未満またはエージング処理後の変化率が60%未満を標準(△)とした。
(結果)
結果を表6に示す。
表5に示す組成となるように、常法を用いて各金属成分を混合して鉛フリーはんだ合金を調製した。
得られた鉛フリーはんだ合金については、前記試験例3と同様にして行い下記の基準にて評価した。
(評価方法)
エージング処理をしない状態での測定値が7N以上、且つエージング処理後の変化率が60%以上を合格(○)とし、60%未満を不合格(×)とした。
また、エージング処理をしない状態での測定値が7N未満またはエージング処理後の変化率が60%未満を標準(△)とした。
(結果)
結果を表6に示す。


表6に示す結果より、実施例11、12、14、16で得られた鉛フリーはんだ合金は、合格基準を満たしている。
本発明は、優れたクリープ特性を有し、更には強い接合強度を有しており、高温状態に長時間曝された過酷な使用環境下に於いても高い接合信頼性を有するため、電子機器の接合は勿論のこと強い接合強度や過酷な使用環境下で用いられる電子機器等に広く応用が期待できる。
Claims (5)
- Cu0.1~2.0質量%、Ni0.01~1.0質量%、Ge0.001~2.0質量%、及び残部としてSn及び不可避不純物を含有することを特徴とする鉛フリーはんだ合金。
- Bi0.1~8.0質量%及び/又はSb0.1~6.5質量%を含有する請求項1記載の鉛フリーはんだ合金。
- Cuに対するGeの含有量の比率(Ge/Cu)が0.005~0.5である請求項1または2に記載の鉛フリーはんだ合金。
- Bi0.1~8.0質量%及びSb0.1~6.5質量%を含有し、かつSbに対するBiの含有量の比率(Bi/Sb)が0.02~50である請求項2または3に記載の鉛フリーはんだ合金。
- 請求項1~4のいずれかに記載の鉛フリーはんだ合金を用いることを特徴とするはんだ接合部。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020217011906A KR20210062060A (ko) | 2018-08-10 | 2019-09-26 | 무연땜납합금 |
| CN201980062723.5A CN112752630A (zh) | 2018-08-10 | 2019-09-26 | 无铅焊料合金 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018151991 | 2018-08-10 | ||
| JP2018-181045 | 2018-09-26 | ||
| JP2018181045A JP7287606B2 (ja) | 2018-08-10 | 2018-09-26 | 鉛フリーはんだ合金 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020067307A1 true WO2020067307A1 (ja) | 2020-04-02 |
Family
ID=69620807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/037903 WO2020067307A1 (ja) | 2018-08-10 | 2019-09-26 | 鉛フリーはんだ合金 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7287606B2 (ja) |
| KR (1) | KR20210062060A (ja) |
| CN (1) | CN112752630A (ja) |
| WO (1) | WO2020067307A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4140636A1 (en) * | 2021-08-27 | 2023-03-01 | Senju Metal Industry Co., Ltd. | Solder alloy and solder joint |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023060639A (ja) * | 2021-10-18 | 2023-04-28 | Tdk株式会社 | はんだ組成物および電子部品 |
| CN114055010A (zh) * | 2021-11-05 | 2022-02-18 | 安徽工业大学 | 一种含微量Ge的铜基合金钎料、制备方法及其钎焊方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016129908A (ja) * | 2014-04-30 | 2016-07-21 | 株式会社日本スペリア社 | 鉛フリーはんだ合金 |
| JP2017087248A (ja) * | 2015-11-08 | 2017-05-25 | 株式会社日本スペリア社 | はんだペースト組成物 |
| JP2018043265A (ja) * | 2016-09-13 | 2018-03-22 | 千住金属工業株式会社 | はんだ合金、はんだボールおよびはんだ継手 |
| WO2018174162A1 (ja) * | 2017-03-23 | 2018-09-27 | 株式会社日本スペリア社 | はんだ継手 |
| JP2019141881A (ja) * | 2018-02-21 | 2019-08-29 | 千住金属工業株式会社 | 鉛フリーはんだ合金 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| HU228385B1 (en) | 1993-01-19 | 2013-03-28 | Endorech Inc | Use of dehydroepiandrosterone for the preparation of a medicament for the treatment of sexual disordes |
| KR100377232B1 (ko) | 1998-03-26 | 2003-03-26 | 니혼 슈페리어 샤 가부시키 가이샤 | 무연땜납합금 |
| CN101288923A (zh) * | 2008-02-27 | 2008-10-22 | 重庆机电职业技术学院 | 一种低铜亚共晶Sn-Cu无铅钎料 |
| JP4968381B2 (ja) * | 2008-04-23 | 2012-07-04 | 千住金属工業株式会社 | 鉛フリーはんだ |
| JP2011156558A (ja) * | 2010-01-30 | 2011-08-18 | Nihon Superior Co Ltd | 鉛フリーはんだ合金 |
| WO2012131861A1 (ja) * | 2011-03-28 | 2012-10-04 | 千住金属工業株式会社 | 鉛フリーはんだボール |
| KR101738007B1 (ko) | 2012-10-09 | 2017-05-29 | 알파 어셈블리 솔루션스 인크. | 고온에서 신뢰성이 있는 무납 및 무안티몬 주석 납땜 |
| GR1009565B (el) | 2016-07-14 | 2019-08-06 | Galenica Α.Ε. | Νεα παραγωγα 1,2,4-τριαζολο-[3,4-b]-1,3,4-θειαδιαζολιων |
-
2018
- 2018-09-26 JP JP2018181045A patent/JP7287606B2/ja active Active
-
2019
- 2019-09-26 CN CN201980062723.5A patent/CN112752630A/zh active Pending
- 2019-09-26 KR KR1020217011906A patent/KR20210062060A/ko not_active Application Discontinuation
- 2019-09-26 WO PCT/JP2019/037903 patent/WO2020067307A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016129908A (ja) * | 2014-04-30 | 2016-07-21 | 株式会社日本スペリア社 | 鉛フリーはんだ合金 |
| JP2017087248A (ja) * | 2015-11-08 | 2017-05-25 | 株式会社日本スペリア社 | はんだペースト組成物 |
| JP2018043265A (ja) * | 2016-09-13 | 2018-03-22 | 千住金属工業株式会社 | はんだ合金、はんだボールおよびはんだ継手 |
| WO2018174162A1 (ja) * | 2017-03-23 | 2018-09-27 | 株式会社日本スペリア社 | はんだ継手 |
| JP2019141881A (ja) * | 2018-02-21 | 2019-08-29 | 千住金属工業株式会社 | 鉛フリーはんだ合金 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4140636A1 (en) * | 2021-08-27 | 2023-03-01 | Senju Metal Industry Co., Ltd. | Solder alloy and solder joint |
| US11992902B2 (en) | 2021-08-27 | 2024-05-28 | Senju Metal Industry Co., Ltd. | Solder alloy and solder joint |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020025982A (ja) | 2020-02-20 |
| KR20210062060A (ko) | 2021-05-28 |
| CN112752630A (zh) | 2021-05-04 |
| JP7287606B2 (ja) | 2023-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6339993B2 (ja) | 鉛フリーはんだ合金 | |
| JP6624322B1 (ja) | はんだ合金、はんだボール、はんだプリフォーム、はんだペースト及びはんだ継手 | |
| KR102207301B1 (ko) | 고신뢰성의 무연 납땜 합금 | |
| WO2017164194A1 (ja) | 鉛フリーはんだ合金、フラックス組成物、ソルダペースト組成物、電子回路基板および電子制御装置 | |
| TWI742813B (zh) | 高溫超高可靠性合金 | |
| WO2018174162A1 (ja) | はんだ継手 | |
| JP4770733B2 (ja) | はんだ及びそれを使用した実装品 | |
| KR20180006928A (ko) | 가혹한 환경의 전자장치 적용을 위한 고신뢰성 무연 땜납 합금 | |
| WO2020067307A1 (ja) | 鉛フリーはんだ合金 | |
| WO2012056753A1 (ja) | 低銀はんだ合金およびはんだペースト組成物 | |
| JP2006524572A (ja) | Sn、AgおよびCuからなるはんだ物質 | |
| JP2006255784A (ja) | 無鉛ハンダ合金 | |
| JP2002018589A (ja) | 鉛フリーはんだ合金 | |
| EP3590652B1 (en) | Solder alloy, solder junction material, and electronic circuit substrate | |
| JP4135268B2 (ja) | 無鉛はんだ合金 | |
| TWI695893B (zh) | 銲錫膏 | |
| JP2019058950A (ja) | 鉛フリーはんだ合金、電子回路基板及び電子制御装置 | |
| JP3673021B2 (ja) | 電子部品実装用無鉛はんだ | |
| CN113677477B (zh) | 焊料合金、焊膏、预成型焊料、焊料球、线状焊料、带芯焊料、焊接接头、电子电路基板和多层电子电路基板 | |
| JP2019136776A (ja) | はんだ接合方法 | |
| JP2008221330A (ja) | はんだ合金 | |
| WO2019053866A1 (ja) | 鉛フリーはんだ合金、電子回路基板及び電子制御装置 | |
| KR20190028985A (ko) | 납 프리 땜납 합금, 전자 회로 기판 및 전자 제어 장치 | |
| WO2016185674A1 (ja) | はんだ合金およびそれを用いた実装構造体 | |
| JP3423387B2 (ja) | 電子部品用はんだ合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19865485 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20217011906 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19865485 Country of ref document: EP Kind code of ref document: A1 |