WO2020054619A1 - はんだ付け装置 - Google Patents
はんだ付け装置 Download PDFInfo
- Publication number
- WO2020054619A1 WO2020054619A1 PCT/JP2019/035220 JP2019035220W WO2020054619A1 WO 2020054619 A1 WO2020054619 A1 WO 2020054619A1 JP 2019035220 W JP2019035220 W JP 2019035220W WO 2020054619 A1 WO2020054619 A1 WO 2020054619A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- soldering
- sleeve
- hot air
- unit
- land
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
Definitions
- the present disclosure relates to a soldering device.
- Patent Document 1 Japanese Patent Application Laid-Open Publication No. H11-163873 discloses a first means for attaching a temperature control chip or a temperature control cap to the tip of a cylindrical iron as a preheating means, and adjusting a distance between the cylindrical iron and an adjuster pin to radiant heat of the iron. And third means for supplying a heated gas into a cylindrical iron are disclosed.
- soldering the terminals of the electronic component in the lands provided in the through holes of the board it is necessary to locally heat the lands and terminals, which are the parts that need to be soldered, before performing the soldering.
- a soldering device that can be used.
- a soldering device is a device for soldering a terminal of an electronic component in a land provided in a through hole of a board, and locally performs localization of the land and the terminal before performing soldering.
- An auxiliary heat source is provided to heat the heat.
- FIG. 1 schematically illustrates a configuration example of the soldering apparatus according to the first embodiment, and is a diagram illustrating an example of a state at the time of performing auxiliary heating.
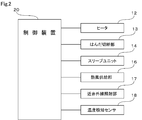
- FIG. 2 is a block diagram schematically illustrating a configuration example of a control system of the soldering apparatus according to the first embodiment
- FIG. 3 schematically illustrates a configuration example of the soldering apparatus according to the first embodiment, and is a diagram illustrating a state example when soldering is performed;
- FIG. 1 schematically illustrates a configuration example of the soldering apparatus according to the first embodiment, and is a diagram illustrating an example of a state at the time of performing auxiliary heating.
- FIG. 2 is a block diagram schematically illustrating a configuration example of a control system of the soldering apparatus according to the first embodiment
- FIG. 3 schematically illustrates a configuration example of the soldering apparatus according to the first embodiment, and is a diagram illustrating a state example when soldering is performed;
- FIG. 1 schematically illustrate
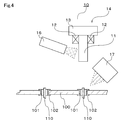
- FIG. 4 schematically illustrates a configuration example of a soldering apparatus according to a second embodiment, and is a diagram (part 1) illustrating a state example when auxiliary heating is performed
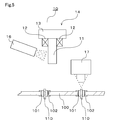
- FIG. 5 schematically illustrates a configuration example of the soldering apparatus according to the second embodiment, and is a diagram (part 2) illustrating a state example at the time of executing auxiliary heating
- FIG. 6 schematically illustrates a configuration example of the soldering apparatus according to the third embodiment, and is a diagram illustrating a state example at the time of executing auxiliary heating
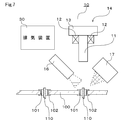
- FIG. 7 schematically illustrates a configuration example of the soldering apparatus according to the fourth embodiment, and is a diagram illustrating a state example when auxiliary heating is performed.
- a soldering apparatus 10 illustrated in FIG. 1 is an apparatus for soldering a terminal 110 of an electronic component in a land 102 provided in a through hole 101 of a substrate 100 such as a printed circuit board.
- the soldering device 10 is a so-called sleeve soldering device in which the solder is melted and soldered by the cylindrical sleeve 11.
- the soldering apparatus 10 includes a sleeve unit 14 having a sleeve 11, a heater 12, a solder cutting portion 13, and the like.
- the soldering apparatus 10 includes a sleeve unit 14 that can be moved vertically and horizontally with respect to the substrate 100.
- the sleeve 11 is made of, for example, ceramic or the like, and is formed in a vertically long cylindrical shape.
- the inside of the sleeve 11 is hollow.
- the heater 12 is provided, for example, on the upper outer surface of the sleeve 11 and heats the sleeve 11.
- the solder cutting section 13 cuts a thread-like solder supplied from a solder supply section (not shown) into a predetermined length by a cutter (not shown) to form a solder piece.
- the solder pieces formed by the solder cutting portions 13 fall into the sleeve 11 and are supplied.
- solder pieces supplied to the inside of the sleeve 11 are melted by coming into contact with the inner peripheral surface of the sleeve 11 being heated by the heater 12, whereby the electrons inserted into the lands 102 of the substrate 100 are melted.
- the terminals 110 of the component are soldered by the molten solder pieces.
- the soldering apparatus 10 includes a hot air supply unit 16 and a near infrared irradiation unit 17.
- the hot-air supply unit 16 is an example of an auxiliary heat source that locally heats the lands 102 and the terminals 110 of the electronic components in advance before soldering is performed by the sleeve unit 14.
- the hot air supply unit 16 includes a heater for heating air, a blower fan for blowing air heated by the heater, a fan motor for rotating the blower fan, and the like. It is configured to supply hot air by controlling the driving of the air.
- the hot air supply unit 16 is provided so as to be movable in the vertical and horizontal directions with respect to the substrate 100.
- the hot air supply unit 16 controls the rotation of a louver provided at the hot air outlet of the hot air supply unit 16 by, for example, the hot air supply unit 16 itself being rotatably provided. By doing so, the blowing direction of the hot air can be adjusted.
- the near-infrared irradiation unit 17 is an example of an auxiliary heat source that locally heats the lands 102 and the terminals 110 of the electronic components from a remote place before performing the soldering by the sleeve unit 14.
- the near-infrared irradiating section 17 includes a near-infrared heater that generates near-infrared rays, and is configured to emit near-infrared rays by controlling the driving of the near-infrared heater.
- the near-infrared ray irradiating unit 17 is provided so as to be movable in the vertical and horizontal directions with respect to the substrate 100.
- the near-infrared ray irradiating section 17 is provided so that the near-infrared ray irradiating direction can be adjusted by, for example, the near-infrared ray irradiating section 17 itself being rotatably provided.
- the control device 20 illustrated in FIG. 2 is mainly configured by, for example, a microcomputer, and drives the heater 12, the solder cutting unit 13, the sleeve unit 14, the hot air supply unit 16, the near-infrared irradiation unit.
- the entire operation of the soldering apparatus 10, such as the drive of 17, is controlled.
- the control device 20 is an example of a control unit.
- the control device 20 includes the temperature detection sensor 18 that detects the temperature of the land 102 and the terminal 110 of the electronic component, which are the parts that need to be soldered on the substrate 100.
- the temperature detection sensor 18 is configured by a so-called non-contact type temperature detection sensor that remotely detects the temperature of the temperature detection target.
- the control device 20 detects the heating temperature of the hot air supply unit 16 and the near-infrared ray irradiating unit 17 by the temperature detection sensor 18 and controls the drive, that is, the output of the hot air supply unit 16 and the near-infrared ray irradiating unit 17 based on the detected temperature. It is configured as follows.
- the control device 20 can adjust the heating temperature of the land 102 and the terminal 110 of the electronic component by the hot air supply unit 16 and the heating temperature of the land 102 and the terminal 110 of the electronic component by the near-infrared irradiation unit 17.
- the temperature detection sensor 18 may be configured as a so-called contact-type temperature detection sensor that detects a temperature by approaching or touching a temperature detection target.
- control device 20 specifies the movement position of the sleeve unit 14, that is, the movement position of the sleeve 11, based on, for example, fluctuation values of various parameters of a movement mechanism (not shown) for moving the sleeve unit 14. It is configured to be possible. As illustrated in FIG. 1, when the movement position of the sleeve 11 is at a separation position where the distal end of the sleeve 11 is separated from the upper surface of the substrate 100, the control device 20 controls the hot air supply unit 16 and the near infrared irradiation unit 17. Is configured to be driven.
- control device 20 auxiliary heats the land 102 and the terminal 110 of the electronic component in advance by the auxiliary heat source before performing the soldering by the sleeve unit 14.
- the separated position can be defined as a raised position where the sleeve 11 has risen from the substrate 100.
- the control device 20 controls the hot air supply unit 16 and the near infrared irradiation unit. 17 is stopped.
- the control device 20 is configured not to heat the lands 102 and the terminals 110 of the electronic components by the auxiliary heat source during the soldering by the sleeve unit 14.
- the contact position is a lowered position where the sleeve 11 is lowered to the substrate 100 side, and can be defined as an example of a soldering execution position at which soldering is performed.
- a plurality of types of auxiliary heat sources are used as auxiliary heat sources for locally heating the lands 102 and the terminals 110 of the electronic components remotely in advance before the soldering by the sleeve unit 14 is performed.
- a hot air supply unit 16 and a near-infrared irradiation unit 17 are provided.
- Pinpoint heating can be performed remotely and locally. Therefore, the temperature of the land 102 and the terminal 110 of the electronic component, which are parts requiring soldering, can be maintained at an appropriate temperature without lowering, and the quality of soldering can be improved.
- the soldering device 10 is configured as a so-called sleeve soldering device that heats and melts the solder supplied to the inside of the cylindrical sleeve 11 to solder the terminal 110 of the electronic component to the land 102. I have.
- This type of sleeve soldering apparatus is suitable for a case where soldering is locally performed at a pinpoint location on a portion requiring soldering.
- the soldering device 10 is configured to move the sleeve 11 of the movably provided sleeve unit 14 to a lowered position, which is an example of a soldering execution position, in response to the hot air supply unit 16 and the near-infrared irradiation unit 17. Stop driving.
- the sleeve soldering apparatus 10 the sleeve 11 is heated to a high temperature of, for example, 400 ° C. or more. Therefore, the sleeve 11 is further heated by the hot air supply unit 16 and the near-infrared irradiation unit 17 during soldering. If done, the temperature of the sleeve 11 becomes excessively high, which may adversely affect the quality of soldering.
- the overheating of the sleeve 11 can be avoided by stopping the driving of the hot air supply unit 16 and the near-infrared irradiation unit 17 in response to the movement of the sleeve 11 to the soldering execution position. It can be maintained well.
- the soldering apparatus 10 controls the driving of the hot air supply unit 16 and the near infrared irradiation unit 17 based on the heating temperature of the hot air supply unit 16 and the near infrared irradiation unit 17.
- soldering is performed in a state where the land 102 and the terminal 110 of the electronic component, which are parts requiring soldering, are excessively pre-heated, that is, in a state where the temperature is excessively high, for example,
- the melting of the solder may be sharp, which may adversely affect the performance of the soldering.
- the control device 20 heats the sleeve 11 by the hot air supply unit 16 and performs the near-infrared irradiation unit 17 on the land 102 and the electronic component in a stage before the soldering is performed.
- the terminal 110 is heated.
- the control device 20 stops the driving of the hot air supply unit 16 and the near infrared irradiation unit 17 in response to the movement of the sleeve 11 to the soldering execution position at which the soldering is executed.
- the sleeve 11 is made of ceramic, heating by hot air can be more efficiently performed than by near-infrared rays.
- the land 102 is made of metal, for example, copper, heating by near infrared rays can be more efficiently performed than by hot air.
- the soldering apparatus 10 is configured so that the sleeve 11 is auxiliary-heated by the hot air supply unit 16 and the land 102 and the terminal 110 of the electronic component are auxiliary-heated by the near-infrared irradiation unit 17. According to this configuration, the sleeve 11 and the land 102 can be efficiently auxiliary-heated by the appropriate heat sources.
- the control device 20 moves the sleeve 11 to a position displaced from above the land 102 and the terminal 110 of the electronic component at a stage before the soldering, and supplies hot air at that position.
- the sleeve 11 may be heated by the part 16.
- the land 102 and the terminal 110 of the electronic component can be heated by the near-infrared irradiating unit 17 from directly above, and the land 102 and the terminal 110 of the electronic component can be heated more efficiently.
- the soldering apparatus 10 further includes a hot air directional control unit 16A and a near-infrared directional control unit 17A.
- the hot air directional control unit 16A is configured by, for example, a louver rotatably provided, and the directional direction is adjusted so that the hot air supplied by the hot air supply unit 16 is supplied to the land 102 and the terminal 110 of the electronic component. Orient to.
- the adjustment of the directivity direction of the hot air directivity control unit 16A may be configured to be performed automatically by the control device 20, or may be configured to be performed manually by a user.
- the hot air direction control unit 16A is not limited to a louver, and various configurations such as a nozzle can be employed as long as the configuration can adjust the direction of hot air.
- the near-infrared directivity control unit 17A is formed of, for example, a reflector provided so as to adjust the tilt angle, and adjusts the tilt angle so that the near-infrared light emitted by the near-infrared irradiation unit 17 is landed. 102 and the terminal 110 of the electronic component.
- the adjustment of the inclination angle of the near-infrared directivity control unit 17A may be configured to be performed automatically by the control device 20, or may be configured to be performed manually by a user.
- the near-infrared directivity control unit 17A is not limited to a reflection plate, and employs various configurations such as a condenser lens, a polarizing prism, and a reflecting mirror as long as the configuration can adjust the directivity of near-infrared rays. be able to.
- the hot air supplied by the hot air supply unit 16 and the near-infrared rays emitted by the near-infrared ray irradiating unit 17 efficiently reach the lands 102 and the terminals 110 of the electronic components, which are the parts requiring soldering. Therefore, the auxiliary heating of the portion requiring soldering can be performed more efficiently.
- the soldering apparatus 10 is not limited to the configuration including both the hot air directional control unit 16A and the near-infrared directional control unit 17A, but may be configured to include any one.
- the soldering device 10 further includes an exhaust device 30 as an example of an exhaust unit.
- the exhaust device 30 is provided near the soldering device 10, and is connected to, for example, a duct connected to the outside of the room where the soldering device 10 is installed.
- the exhaust device 30 includes an exhaust fan, a fan motor for rotating the exhaust fan, and the like, and is configured to be able to exhaust air around the soldering device 10.
- the control device 20 exhausts air. It is configured to drive the device 30. Therefore, by driving the exhaust device 30, air heated by the auxiliary heat source is mainly discharged.
- the land 102 and the terminals 110 of the electronic components are heated by the surrounding air, in addition to the heating by the hot air supply unit 16 and the near infrared irradiation unit 17. As a result, the temperature may be excessively high.
- the soldering device 10 exhausts the air around the soldering device 10, in other words, the air heated by the hot air supply unit 16 and the near infrared irradiation unit 17. It was configured as follows. Therefore, it is possible to avoid that the air around the soldering device 10 becomes excessively high during the auxiliary heating, and it is possible to suppress overheating of a portion that needs to be soldered. It can be maintained well. Further, by appropriately supplying hot air from the hot air supply unit 16 to gasified solder flux, so-called fume, which volatilizes from the solder melted during soldering, or by appropriately controlling the exhaust operation by the exhaust device 30, It can be efficiently removed.
- the inside, the outer surface, or the peripheral portion of the soldering device 10 can be stain-proofed by efficiently exhausting the gas to the exhaust device 30.
- soldering device is not limited to the soldering devices 10 according to the above-described embodiments, and various changes and extensions can be made without departing from the gist.
- the soldering device may not be a sleeve soldering device. Can be applied.
- the soldering apparatus 10 makes the drive time of the hot-air supply unit 16 different from the drive time of the near-infrared irradiation unit 17, and makes the output of the hot-air supply unit 16 and the output of the near-infrared irradiation unit 17 different, for example.
- the driving mode of the hot-air supply unit 16 and the driving mode of the near-infrared irradiation unit 17 are mutually changed, for example, by making the angle of blowing the hot air by the hot-air supply unit 16 different from the irradiation angle of near-infrared light by the near-infrared irradiation unit 17. May be controlled.
- the auxiliary heat source is not limited to hot air or near-infrared rays, and various heat sources can be adopted as long as the heat source can auxiliary heat a portion requiring soldering.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
はんだ付け装置10は、基板100のスルーホール101に設けられたランド102内に電子部品の端子110をはんだ付けする装置10であって、はんだ付けの実行前に予め前記ランド102および前記端子110を局所的に加熱する補助熱源16,17を備えている。
Description
本出願は、2018年9月10日に出願された日本出願番号2018-168746号に基づくもので、ここにその記載内容を援用する。
本開示は、はんだ付け装置に関する。
例えば特許文献1に開示されているように、はんだ付けの実行前に、はんだ付けされる部分を予め予備加熱しておくことにより、はんだ付けの出来栄えの向上を図ることが考えられている。この特許文献1には、予備加熱の手段として、筒状の鏝の先端に温調チップや温調キャップを装着する第1手段、筒状の鏝とアジャスターピンとの距離を調整して鏝の輻射熱を利用する第2手段、筒状の鏝内に加熱気体を供給する第3手段、が開示されている。
しかしながら、特許文献1の第1手段では、予備加熱の熱源である温調チップや温調キャップを基板に直接接触させることから、はんだ付けが必要な部分以外の部分にも熱が影響してしまう。また、特許文献1の第2手段では、筒状の鏝とアジャスターピンとの距離の調整が難しく、はんだ付けが必要な部分を最適な条件で予備加熱することが困難である。また、特許文献1の第3手段では、加熱気体の熱が殆ど筒状の鏝に奪われてしまい、はんだ付けが必要な部分を十分に予備加熱することが困難である。
特に、近年では、基板上においてはんだ付けが必要な部分に局所的にピンポイントではんだ付けすることができる技術の開発が求められている。しかしながら、上述した特許文献1に開示されているような従来の手段では、はんだ付けが必要な部分に局所的にはんだ付けするという要求に十分に対応することができない。
そこで、基板のスルーホールに設けられたランド内に電子部品の端子をはんだ付けする場合において、はんだ付けの実行前に、はんだ付けが必要な部分であるランドおよび端子を局所的に加熱することができるようにしたはんだ付け装置を提供する。
本開示の一態様において、はんだ付け装置は、基板のスルーホールに設けられたランド内に電子部品の端子をはんだ付けする装置であって、はんだ付けの実行前に予め前記ランドおよび前記端子を局所的に加熱する補助熱源を備える。
この構成によれば、基板のスルーホールに設けられたランド内に電子部品の端子をはんだ付けする場合において、はんだ付けの実行前に、はんだ付けが必要な部分であるランドおよび端子を、補助熱源によって局所的に加熱することができる。
本開示についての上記目的およびその他の目的、特徴や利点は、添付の図面を参照しながら下記の詳細な記述により、より明確になる。その図面は、
図1は、第1実施形態に係るはんだ付け装置の構成例を概略的に示すものであって、補助加熱実行時の状態例を示す図であり、
図2は、第1実施形態に係るはんだ付け装置の制御系の構成例を概略的に示すブロック図であり、
図3は、第1実施形態に係るはんだ付け装置の構成例を概略的に示すものであって、はんだ付け実行時の状態例を示す図であり、
図4は、第2実施形態に係るはんだ付け装置の構成例を概略的に示すものであって、補助加熱実行時の状態例を示す図(その1)であり、
図5は、第2実施形態に係るはんだ付け装置の構成例を概略的に示すものであって、補助加熱実行時の状態例を示す図(その2)であり、
図6は、第3実施形態に係るはんだ付け装置の構成例を概略的に示すものであって、補助加熱実行時の状態例を示す図であり、
図7は、第4実施形態に係るはんだ付け装置の構成例を概略的に示すものであって、補助加熱実行時の状態例を示す図である。
以下、はんだ付け装置に係る複数の実施形態について図面を参照しながら説明する。なお、複数の実施形態において実質的に同一の要素には同一の符号を付し、その説明を省略する。
(第1実施形態)
図1に例示するはんだ付け装置10は、例えばプリント基板などの基板100のスルーホール101に設けられたランド102内に電子部品の端子110をはんだ付けする装置である。この場合、はんだ付け装置10は、筒状のスリーブ11によりはんだを溶解させてはんだ付けする、いわゆるスリーブはんだ付け装置である。
図1に例示するはんだ付け装置10は、例えばプリント基板などの基板100のスルーホール101に設けられたランド102内に電子部品の端子110をはんだ付けする装置である。この場合、はんだ付け装置10は、筒状のスリーブ11によりはんだを溶解させてはんだ付けする、いわゆるスリーブはんだ付け装置である。
はんだ付け装置10は、スリーブ11、ヒータ12、はんだ切断部13などを有するスリーブユニット14を備えている。はんだ付け装置10は、基板100に対し、スリーブユニット14を鉛直方向および水平方向に移動可能に備えている。
スリーブ11は、例えばセラミックなどで構成されており、鉛直方向に長い筒状に形成されている。スリーブ11の内部は中空状となっている。ヒータ12は、例えばスリーブ11の上部の外側面に設けられており、スリーブ11を加熱する。はんだ切断部13は、図示しないはんだ供給部から供給される糸状のはんだを、図示しないカッタによって所定長さに切断して、はんだ片を形成する。はんだ切断部13が形成するはんだ片は、スリーブ11の内部に落下して供給される。そして、スリーブ11の内部に供給されるはんだ片は、ヒータ12によって加熱されているスリーブ11の内周面に接触することにより溶融し、これにより、基板100のランド102内に挿入されている電子部品の端子110が、溶融したはんだ片によってはんだ付けされる。
また、はんだ付け装置10は、熱風供給部16、近赤外線照射部17を備えている。熱風供給部16は、スリーブユニット14によるはんだ付けの実行前に予めランド102および電子部品の端子110を遠隔から局所的に加熱する補助熱源の一例である。詳しい図示は省略するが、熱風供給部16は、空気を加熱するヒータ、このヒータにより加熱された空気を送風する送風ファン、この送風ファンを回転させるファンモータなどを備えており、これらヒータおよびファンの駆動を制御することによって熱風を供給可能に構成されている。
また、熱風供給部16は、基板100に対し、鉛直方向および水平方向に移動可能に備えられている。また、熱風供給部16は、例えば、当該熱風供給部16自体が回動可能に設けられていることにより、あるいは、当該熱風供給部16の熱風吹出口に設けられているルーバの回動が制御されることにより、熱風の吹き出し方向を調整可能に構成されている。
近赤外線照射部17は、スリーブユニット14によるはんだ付けの実行前に予めランド102および電子部品の端子110を遠隔から局所的に加熱する補助熱源の一例である。詳しい図示は省略するが、近赤外線照射部17は、近赤外線を発生する近赤外線ヒータなどを備えており、この近赤外線ヒータの駆動を制御することによって近赤外線を照射可能に構成されている。
また、近赤外線照射部17は、基板100に対し、鉛直方向および水平方向に移動可能に備えられている。また、近赤外線照射部17は、例えば、当該近赤外線照射部17自体が回動可能に設けられていることにより、近赤外線の照射方向を調整可能に設けられている。
次に、はんだ付け装置10の制御系の構成例について説明する。図2に例示する制御装置20は、例えばマイクロコンピュータを主体として構成されており、ヒータ12の駆動、はんだ切断部13の駆動、スリーブユニット14の駆動、熱風供給部16の駆動、近赤外線照射部17の駆動など、はんだ付け装置10の動作全般を制御する。制御装置20は、制御部の一例である。
制御装置20は、基板100上においてはんだ付けが必要な部分であるランド102および電子部品の端子110の温度を検知する温度検知センサ18を備えている。この場合、温度検知センサ18は、温度検知対象物の温度を遠隔から検知する、いわゆる非接触型の温度検知センサで構成されている。制御装置20は、熱風供給部16および近赤外線照射部17による加熱温度を温度検知センサ18によって検知し、この検知温度に基づいて熱風供給部16および近赤外線照射部17の駆動つまり出力を制御するように構成されている。これにより、制御装置20は、熱風供給部16によるランド102および電子部品の端子110の加熱温度、近赤外線照射部17によるランド102および電子部品の端子110の加熱温度を調整可能となっている。なお、温度検知センサ18は、温度検知対象物に近接あるいは接触して温度を検知する、いわゆる接触型の温度検知センサで構成してもよい。
また、制御装置20は、例えば、スリーブユニット14を移動させるための図示しない移動機構の各種パラメータなどの変動値に基づいて、スリーブユニット14の移動位置、換言すれば、スリーブ11の移動位置を特定可能に構成されている。図1に例示するように、制御装置20は、スリーブ11の移動位置が当該スリーブ11の先端部が基板100の上面から離間する離間位置にあるときに、熱風供給部16および近赤外線照射部17を駆動するように構成されている。これにより、制御装置20は、スリーブユニット14によるはんだ付け実施前に、予め、ランド102および電子部品の端子110を補助熱源によって補助的に加熱するようになっている。なお、離間位置は、スリーブ11が基板100から上昇した上昇位置として定義することができる。
また、図3に例示するように、制御装置20は、スリーブ11の移動位置が当該スリーブ11の先端部が基板100の上面に接触する接触位置にあるときには、熱風供給部16および近赤外線照射部17の駆動を停止するように構成されている。これにより、制御装置20は、スリーブユニット14によるはんだ付け実施時においては、ランド102および電子部品の端子110を補助熱源によって加熱しないように構成されている。なお、接触位置は、スリーブ11が基板100側に下降した下降位置であり、はんだ付けを実行するはんだ付け実行位置の一例として定義することができる。
以上のように構成されるはんだ付け装置10によれば、スリーブユニット14によるはんだ付けの実行前に予めランド102および電子部品の端子110を遠隔から局所的に加熱する補助熱源として、複数種類、この場合、熱風供給部16および近赤外線照射部17を備えている。この構成によれば、ランド102内に電子部品の端子110をはんだ付けする場合において、はんだ付けの実行前に、はんだ付けが必要な部分であるランド102および電子部品の端子110を、補助熱源によって遠隔から局所的にピンポイントで加熱することができる。よって、はんだ付けが必要な部分であるランド102および電子部品の端子110の温度を低下させることなく適切な温度に維持することができ、はんだ付けの出来栄えを良好にすることができる。
また、はんだ付け装置10は、筒状のスリーブ11の内部に供給されるはんだを加熱して溶融させることによりランド102に電子部品の端子110をはんだ付けする、いわゆるスリーブはんだ付け装置として構成されている。この種のスリーブはんだ付け装置は、はんだ付けが必要な部分に局所的にピンポイントではんだ付けを行う場合に好適である。
また、はんだ付け装置10は、移動可能に設けられているスリーブユニット14のスリーブ11がはんだ付け実行位置の一例である下降位置に移動したことに応じて、熱風供給部16および近赤外線照射部17の駆動を停止する。ここで、スリーブはんだ付け装置10において、スリーブ11は、例えば400℃以上という高温に加熱されるものであり、従って、はんだ付け実行時にスリーブ11がさらに熱風供給部16や近赤外線照射部17によって加熱されてしまうと、スリーブ11が過度に高温となり、はんだ付けの出来栄えに悪影響を与えるおそれがある。そのため、スリーブ11がはんだ付け実行位置に移動することに応じて熱風供給部16および近赤外線照射部17の駆動を停止することによって、スリーブ11の過熱を回避することができ、はんだ付けの出来栄えを良好に維持することができる。
また、はんだ付け装置10は、熱風供給部16および近赤外線照射部17による加熱温度に基づいて、これら熱風供給部16および近赤外線照射部17の駆動を制御する。ここで、はんだ付けが必要な部分であるランド102および電子部品の端子110が過度に予備加熱されている状態、つまり、過度に高温となっている状態ではんだ付けを実行してしまうと、例えば、はんだの溶融が急峻になるなどして、はんだ付けの出来栄えに悪影響を与えるおそれがある。そのため、熱風供給部16および近赤外線照射部17による加熱温度を制御することによって、はんだ付けが必要な部分であるランド102および電子部品の端子110が過度に高温になってしまうことを回避することができ、はんだ付けの出来栄えを良好に維持することができる。
(第2実施形態)
図4に例示するように、第2実施形態では、制御装置20は、はんだ付け実施前の段階において、熱風供給部16によってスリーブ11を加熱し、近赤外線照射部17によってランド102および電子部品の端子110を加熱する。そして、制御装置20は、スリーブ11が、はんだ付けを実行するはんだ付け実行位置に移動したことに応じて、熱風供給部16および近赤外線照射部17の駆動を停止する。
図4に例示するように、第2実施形態では、制御装置20は、はんだ付け実施前の段階において、熱風供給部16によってスリーブ11を加熱し、近赤外線照射部17によってランド102および電子部品の端子110を加熱する。そして、制御装置20は、スリーブ11が、はんだ付けを実行するはんだ付け実行位置に移動したことに応じて、熱風供給部16および近赤外線照射部17の駆動を停止する。
ここで、スリーブ11は、セラミック製であることから、近赤外線よりも熱風による加熱の方が効率良く加熱することができる。一方で、ランド102は、金属製、例えば銅製であることから、熱風よりも近赤外線による加熱の方が効率良く加熱することができる。
第2実施形態によれば、はんだ付け装置10は、スリーブ11を熱風供給部16によって補助加熱し、ランド102および電子部品の端子110を近赤外線照射部17によって補助加熱するように構成した。この構成によれば、スリーブ11およびランド102を、それぞれに適した熱源によって効率良く補助加熱することができる。
なお、図5に例示するように、制御装置20は、はんだ付けの実施前の段階において、スリーブ11をランド102および電子部品の端子110の上方からずれた位置に移動させ、その位置で熱風供給部16によりスリーブ11を加熱するようにしてもよい。これにより、ランド102および電子部品の端子110を直上から近赤外線照射部17により加熱することができ、ランド102および電子部品の端子110を一層効率良く加熱することができる。
(第3実施形態)
図6に例示するように、第3実施形態では、はんだ付け装置10は、さらに、熱風指向制御部16A、および、近赤外線指向制御部17Aを備えている。熱風指向制御部16Aは、例えば、回動可能に設けられたルーバにより構成されており、その指向方向が調整されることにより、熱風供給部16が供給する熱風をランド102および電子部品の端子110に指向させる。なお、熱風指向制御部16Aの指向方向の調整は、例えば、制御装置20によって自動的に行うように構成してもよいし、使用者が手動で行うように構成してもよい。また、熱風指向制御部16Aは、ルーバに限られるものではなく、例えば、ノズルなど、熱風の指向方向を調整できる構成であれば種々の構成を採用することができる。
図6に例示するように、第3実施形態では、はんだ付け装置10は、さらに、熱風指向制御部16A、および、近赤外線指向制御部17Aを備えている。熱風指向制御部16Aは、例えば、回動可能に設けられたルーバにより構成されており、その指向方向が調整されることにより、熱風供給部16が供給する熱風をランド102および電子部品の端子110に指向させる。なお、熱風指向制御部16Aの指向方向の調整は、例えば、制御装置20によって自動的に行うように構成してもよいし、使用者が手動で行うように構成してもよい。また、熱風指向制御部16Aは、ルーバに限られるものではなく、例えば、ノズルなど、熱風の指向方向を調整できる構成であれば種々の構成を採用することができる。
近赤外線指向制御部17Aは、例えば、傾斜角度を調整可能に設けられた反射板などで構成されており、その傾斜角度が調整されることにより、近赤外線照射部17が照射する近赤外線をランド102および電子部品の端子110に指向させる。なお、近赤外線指向制御部17Aの傾斜角度の調整は、例えば、制御装置20によって自動的に行うように構成してもよいし、使用者が手動で行うように構成してもよい。また、近赤外線指向制御部17Aは、反射板に限られるものではなく、例えば、集光レンズ、偏光プリズム、反射鏡など、近赤外線の指向方向を調整できる構成であれば種々の構成を採用することができる。
第3実施形態によれば、熱風供給部16が供給する熱風、近赤外線照射部17が照射する近赤外線を、はんだ付けが必要な部分であるランド102および電子部品の端子110に効率良く到達させることができ、はんだ付けが必要な部分の補助加熱を一層効率良く行うことができる。なお、はんだ付け装置10は、熱風指向制御部16Aおよび近赤外線指向制御部17Aの双方を備える構成に限られず、何れか一方を備える構成としてもよい。
(第4実施形態)
図7に例示するように、第4実施形態では、はんだ付け装置10は、さらに、排気部の一例として排気装置30を備えている。排気装置30は、はんだ付け装置10の近傍に設けられており、例えば、当該はんだ付け装置10が設置されている部屋の外部に繋がるダクトなどに接続されている。詳しい図示は省略するが、排気装置30は、排気ファン、および、この排気ファンを回転させるファンモータなどを備えており、はんだ付け装置10の周囲の空気を排出可能に構成されている。この場合、制御装置20は、熱風供給部16および近赤外線照射部17のうち少なくとも何れか一方が駆動されているとき、つまり、はんだ付けが必要な部分の補助加熱が行われているときに排気装置30を駆動するように構成されている。よって、この排気装置30の駆動により、補助熱源によって加熱された空気が主として排出されるようになっている。
図7に例示するように、第4実施形態では、はんだ付け装置10は、さらに、排気部の一例として排気装置30を備えている。排気装置30は、はんだ付け装置10の近傍に設けられており、例えば、当該はんだ付け装置10が設置されている部屋の外部に繋がるダクトなどに接続されている。詳しい図示は省略するが、排気装置30は、排気ファン、および、この排気ファンを回転させるファンモータなどを備えており、はんだ付け装置10の周囲の空気を排出可能に構成されている。この場合、制御装置20は、熱風供給部16および近赤外線照射部17のうち少なくとも何れか一方が駆動されているとき、つまり、はんだ付けが必要な部分の補助加熱が行われているときに排気装置30を駆動するように構成されている。よって、この排気装置30の駆動により、補助熱源によって加熱された空気が主として排出されるようになっている。
ここで、はんだ付け装置10の周囲に熱が籠り周辺温度が上昇すると、熱風供給部16および近赤外線照射部17による加熱の他、周辺空気によってもランド102や電子部品の端子110が温められてしまい、過度に高温となってしまうおそれがある。
第4実施形態によれば、はんだ付け装置10は、補助加熱時において、はんだ付け装置10の周囲の空気、換言すれば、熱風供給部16および近赤外線照射部17によって加熱された空気を排気するように構成した。よって、補助加熱時においてはんだ付け装置10の周囲の空気が過度に高温になることを回避することができ、はんだ付けが必要な部分の過熱を抑制することができ、ひいては、はんだ付けの出来栄えを良好に維持することができる。さらには、はんだ付け時に溶融したはんだから揮発するガス化したはんだフラックス、いわゆるヒュームを、熱風供給部16から熱風を適宜供給することによって、あるいは、排気装置30による排気動作を適宜制御することによって、効率良く除去することができる。そのため、例えば、スリーブ11あるいははんだ付け装置10の周辺で濃度の高いヒュームが浮遊し表面で冷やされ付着し汚染されてしまうことを予防することができる。同時に、排気装置30へ向け効率的に排気することではんだ付け装置10の内部や外面、あるいは周辺部の防汚も行うことができる。
(その他の実施形態)
なお、本開示に係るはんだ付け装置は、上述した複数の実施形態に係るはんだ付け装置10に限られず、要旨を逸脱しない範囲で種々の変更や拡張を行うことができる。例えば、はんだ付け装置は、スリーブはんだ付け装置でなくてもよく、例えば、レーザによってはんだ付けを行うレーザはんだ付け装置、中実状の鏝によってはんだ付けを行うはんだ付け装置など、種々のはんだ付け装置に適用することができる。
なお、本開示に係るはんだ付け装置は、上述した複数の実施形態に係るはんだ付け装置10に限られず、要旨を逸脱しない範囲で種々の変更や拡張を行うことができる。例えば、はんだ付け装置は、スリーブはんだ付け装置でなくてもよく、例えば、レーザによってはんだ付けを行うレーザはんだ付け装置、中実状の鏝によってはんだ付けを行うはんだ付け装置など、種々のはんだ付け装置に適用することができる。
また、はんだ付け装置10は、例えば、熱風供給部16の駆動時間と近赤外線照射部17の駆動時間とを異ならせる、熱風供給部16の出力と近赤外線照射部17の出力とを異ならせる、熱風供給部16による熱風の吹き出し角度と近赤外線照射部17による近赤外線の照射角度とを異ならせる、などといったように、熱風供給部16の駆動態様と近赤外線照射部17の駆動態様とを相互に異ならせるといった制御を行うようにしてもよい。また、補助熱源は、熱風や近赤外線に限られるものではなく、はんだ付けが必要な部分を補助加熱できる熱源であれば、種々の熱源を採用することができる。
なお、本開示は、実施例に準拠して記述されたが、本開示は当該実施例や構造に限定されるものではないと理解される。本開示は、様々な変形例や均等範囲内の変形をも包含する。加えて、様々な組み合わせや形態、さらには、それらに一要素のみ、それ以上、あるいはそれ以下、を含む他の組み合わせや形態をも、本開示の範疇や思想範囲に入るものである。
Claims (7)
- 基板(100)のスルーホール(101)に設けられたランド(102)内に電子部品の端子(110)をはんだ付けする装置(10)であって、
はんだ付けの実行前に予め前記ランドおよび前記端子を局所的に加熱する補助熱源(16,17)、
を備えるはんだ付け装置。 - 前記補助熱源として、
熱風を供給する熱風供給部(16)と、
近赤外線を照射する近赤外線照射部(17)と、
を備える請求項1に記載のはんだ付け装置。 - 前記熱風供給部が供給する熱風を前記ランドおよび前記端子に指向させる熱風指向制御部(16A)、および、前記近赤外線照射部が照射する近赤外線を前記ランドおよび前記端子に指向させる近赤外線指向制御部(17A)のうち少なくとも何れか一方を備える請求項2に記載のはんだ付け装置。
- 筒状に形成されたスリーブ(11)をさらに備え、
前記スリーブの内部に供給されるはんだを加熱して溶融させることにより、前記ランドに前記端子をはんだ付けする請求項1から3の何れか1項に記載のはんだ付け装置。 - 前記スリーブは、移動可能に構成されており、
前記スリーブが、はんだ付けを実行するはんだ付け実行位置に移動したことに応じて、前記補助熱源の駆動を停止する制御部(20)をさらに備える請求項4に記載のはんだ付け装置。 - 前記補助熱源による加熱温度を制御する制御部(20)をさらに備える請求項1から5の何れか1項に記載のはんだ付け装置。
- 前記補助熱源によって加熱された空気を排出する排気部(30)をさらに備える請求項1から6の何れか1項に記載のはんだ付け装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018168746A JP6958519B2 (ja) | 2018-09-10 | 2018-09-10 | はんだ付け装置 |
| JP2018-168746 | 2018-09-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020054619A1 true WO2020054619A1 (ja) | 2020-03-19 |
Family
ID=69778266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/035220 WO2020054619A1 (ja) | 2018-09-10 | 2019-09-06 | はんだ付け装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6958519B2 (ja) |
| WO (1) | WO2020054619A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024038112A1 (en) | 2022-08-17 | 2024-02-22 | Institut National de la Santé et de la Recherche Médicale | Improved anti-albumin nanobodies and their uses |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61156896A (ja) * | 1984-12-28 | 1986-07-16 | 三菱電機株式会社 | 半田付け方法 |
| JP2005322806A (ja) * | 2004-05-10 | 2005-11-17 | Koyo Seiko Co Ltd | 接合装置 |
| JP2007073661A (ja) * | 2005-09-06 | 2007-03-22 | Fujifilm Corp | レーザはんだ付け方法及びレーザはんだ付け装置 |
| JP2012134269A (ja) * | 2010-12-21 | 2012-07-12 | Ricoh Microelectronics Co Ltd | ハンダ除去方法及びその装置 |
| JP2014146630A (ja) * | 2013-01-28 | 2014-08-14 | Fuji Electric Co Ltd | 半導体装置の製造方法及びはんだごて |
| JP2018019029A (ja) * | 2016-07-29 | 2018-02-01 | 株式会社アンド | 半田処理装置 |
-
2018
- 2018-09-10 JP JP2018168746A patent/JP6958519B2/ja active Active
-
2019
- 2019-09-06 WO PCT/JP2019/035220 patent/WO2020054619A1/ja active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61156896A (ja) * | 1984-12-28 | 1986-07-16 | 三菱電機株式会社 | 半田付け方法 |
| JP2005322806A (ja) * | 2004-05-10 | 2005-11-17 | Koyo Seiko Co Ltd | 接合装置 |
| JP2007073661A (ja) * | 2005-09-06 | 2007-03-22 | Fujifilm Corp | レーザはんだ付け方法及びレーザはんだ付け装置 |
| JP2012134269A (ja) * | 2010-12-21 | 2012-07-12 | Ricoh Microelectronics Co Ltd | ハンダ除去方法及びその装置 |
| JP2014146630A (ja) * | 2013-01-28 | 2014-08-14 | Fuji Electric Co Ltd | 半導体装置の製造方法及びはんだごて |
| JP2018019029A (ja) * | 2016-07-29 | 2018-02-01 | 株式会社アンド | 半田処理装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024038112A1 (en) | 2022-08-17 | 2024-02-22 | Institut National de la Santé et de la Recherche Médicale | Improved anti-albumin nanobodies and their uses |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020040084A (ja) | 2020-03-19 |
| JP6958519B2 (ja) | 2021-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102496836B1 (ko) | 레이저식 납땜 방법과 그 장치 | |
| US6998572B2 (en) | Light energy processing device and method | |
| WO2020054619A1 (ja) | はんだ付け装置 | |
| US6768083B2 (en) | Reflow soldering apparatus and method for selective infrared heating | |
| JP2002164647A (ja) | リフローはんだ付け装置 | |
| JP7196479B2 (ja) | スリーブはんだ付け装置 | |
| JP3938845B2 (ja) | 光ビーム加熱方法および装置 | |
| ES2565677T3 (es) | Precalentador de doble etapa | |
| US5900106A (en) | Bonding apparatus | |
| JP2006289464A (ja) | レーザ加熱制御方法およびレーザ加熱装置 | |
| JP4524377B2 (ja) | リフロー装置 | |
| JP2004330304A (ja) | ピークエネルギーを有するパルス変調型Nd−YAGレーザーを用いたべローズ溶接 | |
| JP2005079466A (ja) | 冷却機構を備えたリフロー装置及び該リフロー装置を用いたリフロー炉 | |
| JP2005085708A (ja) | 局所加熱装置方法 | |
| JP2020040084A5 (ja) | ||
| JP3881572B2 (ja) | 加熱炉およびその運転開始方法 | |
| JP2015185768A (ja) | 半田付け装置 | |
| US20240269778A1 (en) | Laser welding device | |
| KR20190098575A (ko) | 리플로우 솔더링 장치 및 리플로우 솔더링 방법 | |
| JP2001320163A (ja) | リフロー装置およびその基板加熱方法 | |
| JP2024098531A (ja) | 加熱装置、それを用いたハンダ付け方法及び溶接方法 | |
| JP2011092969A (ja) | 光熱接合装置 | |
| KR101917859B1 (ko) | 공공의 발생을 방지하기 위한 리플로우 솔더링 방법 | |
| JPH06198423A (ja) | 光を用いた半田付け方法および半田付け装置 | |
| JPH06170522A (ja) | ガス流併用光ビームはんだ付け装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19859002 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19859002 Country of ref document: EP Kind code of ref document: A1 |