WO2020054297A1 - Couche jetable de type culotte - Google Patents
Couche jetable de type culotte Download PDFInfo
- Publication number
- WO2020054297A1 WO2020054297A1 PCT/JP2019/031725 JP2019031725W WO2020054297A1 WO 2020054297 A1 WO2020054297 A1 WO 2020054297A1 JP 2019031725 W JP2019031725 W JP 2019031725W WO 2020054297 A1 WO2020054297 A1 WO 2020054297A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- pants
- folded
- covering
- type disposable
- Prior art date
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/496—Absorbent articles specially adapted to be worn around the waist, e.g. diapers in the form of pants or briefs
Definitions
- the present invention relates to a pants-type disposable diaper.
- a pants-type disposable diaper generally includes an absorbent main body having an absorbent main body, and an exterior body disposed on the non-skin-facing surface side of the absorbent main body. Both side edges of the exterior body at the side portions and both side edges of the exterior body at the back side portion corresponding to the back body are joined to form a pair of side seal portions, a waist opening portion, and a pair of leg openings. Have been. In recent years, in order to improve the wearing feeling of disposable diapers, various studies have been made on improving the configuration of the waist opening on the skin-facing surface.
- Patent Literature 1 for the purpose of improving air permeability, the skin contact surface side at the longitudinal end portion of the absorbent main body is covered with a portion obtained by folding an inner layer sheet constituting the outer wrapping material toward the absorbent main body.
- pants-type absorbent articles are disclosed.
- Patent Documents 2 and 3 the skin contact surface side at the longitudinal end of the absorbent main body is separate from the exterior body for the purpose of improving the feeling of wearing and flexibility on the skin facing surface side of the waist opening.
- a pants-type absorbent article covered with a sheet is disclosed.
- the present invention includes a ventral region and a dorsal region, and a crotch region located between the regions.
- the present invention relates to a pants-type disposable diaper having an absorbent main body arranged in a region from the abdominal region to the dorsal region and an exterior body arranged on a non-skin-facing surface side of the absorbent main body.
- the exterior body includes an outer nonwoven fabric forming a non-skin-facing surface of the exterior body, an inner nonwoven fabric forming a skin-facing surface of the exterior body, and an elastic member disposed between these nonwoven fabrics.
- At least one of the outer layer nonwoven fabric and the inner layer nonwoven fabric has an extension extending from a waist opening end, and the extension is folded back toward the skin-facing surface.
- the folded portion covers the ventral end and the dorsal end of the absorbent body, respectively.
- the nonwoven fabric forming the outermost skin side in the portion covering the abdominal end and the nonwoven fabric forming the outermost skin side in the portion covering the dorsal end have different physical properties from each other.
- the present invention also includes a ventral region and a dorsal region, and a crotch region located between the regions,
- the present invention relates to a pants-type disposable diaper having an absorbent main body arranged in a region from the abdominal region to the dorsal region and an exterior body arranged on a non-skin-facing surface side of the absorbent main body.
- the exterior body includes an outer nonwoven fabric forming a non-skin facing surface of the exterior body and an inner nonwoven fabric forming a skin facing surface of the exterior body.
- at least one of the outer layer nonwoven fabric and the inner layer nonwoven fabric has an extension extending from a waist opening end, and the extension is folded back toward the skin-facing surface.
- the folded portion covers the ventral end and the dorsal end of the absorbent body, respectively.
- one of the nonwoven fabric forming the outermost skin side in the portion covering the abdominal end and the nonwoven fabric forming the outermost skin in the portion covering the dorsal end is a stretchable nonwoven fabric.
- a pants-type disposable diaper, the other of which is a non-stretchable nonwoven fabric.
- the present invention relates to a method for producing the pants-type disposable diaper.
- the long continuous strip-shaped outer non-woven fabric and the long continuous strip-shaped inner non-woven fabric, which are conveyed in one direction, respectively, are overlapped to form a continuous body of the exterior body.
- An absorbent main body having a longitudinal direction in a direction perpendicular to the transport direction is arranged at intervals in the transport direction on the inner layer nonwoven fabric web side in the outer package body. Both side portions in the width direction of the exterior body continuous body are folded back to the absorbent body side.
- the exterior body continuum including the absorbent main body is folded in two in the center region in the width direction, and the exterior body continuities opposed by the two folds are joined between the absorbent bodies adjacent in the transport direction.
- a method for manufacturing a pants-type disposable diaper wherein the joining portion is cut along the width direction of the diaper continuous body.
- the folded part on one side area of the outer body continuous body covers one longitudinal end area of the absorbent main body, and the folded part on the other side area is the folded part.
- the present invention relates to a method of manufacturing a pants-type disposable diaper, wherein a portion covering one longitudinal end region of the absorbent main body is folded so as to be a nonwoven fabric having different physical properties.
- the present invention relates to a method for producing the pants-type disposable diaper.
- the long continuous strip-shaped outer non-woven fabric and the long continuous strip-shaped inner non-woven fabric, which are conveyed in one direction, respectively, are overlapped to form a continuous body of the exterior body.
- the exterior body continuous body is cut along the transport direction in a central region in the width direction to form a pair of exterior body cut bodies.
- An absorbent main body having a longitudinal direction in a direction orthogonal to the transport direction is arranged on the cut side of the outer body on the side of the inner layer nonwoven fabric fabric so as to be spaced in the transport direction and straddle both the cut bodies.
- Each outer region in the width direction of each of the outer package cut bodies is folded back toward the absorbent body.
- Each of the outer package cut bodies including the absorbent main body is folded in two in the width direction central region of the absorbent main body, and the outer body cut bodies opposed by the two folds are adjacent to each other in the transport direction.
- the body is joined to form a joint to form a diaper continuum.
- a method for manufacturing a pants-type disposable diaper wherein the joining portion is cut along the width direction of the diaper continuous body.
- the folded portion of the outer side in the width direction of one of the outer package cut bodies covers one longitudinal end region of the absorbent body and the other of the outer package cut bodies Of the absorbent body covers the other longitudinal end area of the absorbent body, and covers one longitudinal end area of the absorbent body among the folded parts of the one outer area.
- FIG. 1 is a perspective view schematically illustrating one embodiment of a pants-type disposable diaper in a natural state.
- FIG. 2 is a developed plan view schematically showing the skin-facing surface side (inner surface side) in the developed and stretched state of the diaper shown in FIG.
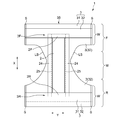
- FIG. 3A is a schematic cross-sectional view illustrating a ventral-side folded portion in the diaper illustrated in FIG. 1
- FIG. 3B is a schematic cross-sectional view illustrating a back-side folded portion in the diaper illustrated in FIG. 1. is there.
- FIG. 4A is a schematic cross-sectional view showing a folded portion on the ventral side in another embodiment of a pants-type disposable diaper
- FIG. 4B is a back view of another embodiment of a pants-type disposable diaper.
- FIG. 5 is a perspective view schematically showing another embodiment of the pants-type disposable diaper in a natural state.
- Drawing 6 is a mimetic diagram showing one embodiment of a manufacturing device used for a manufacturing method of a pants type disposable diaper.
- Drawing 7 is a mimetic diagram showing one embodiment of another manufacturing device used for a manufacturing method of a pants type disposable diaper.
- the absorbent article described in Patent Literature 1 has room for improvement in expressing other functions related to the improvement of wearing feeling in addition to breathability.
- the absorbent articles described in Patent Literatures 2 and 3 further exhibit a function of improving a feeling of wearing by further attaching a sheet separate from the outer wrapping material. There was room for improvement in improving both the feeling and rigidity. Further, in order to further attach a separate sheet, an industrial remodeling load was large.
- the present invention relates to a pants-type disposable diaper capable of solving the disadvantages of the prior art and a method for manufacturing the same.
- FIGS. 1 to 3 show an embodiment of a pants-type disposable diaper according to the present invention.
- the diaper 1 is positioned between the abdominal region F arranged on the abdomen of the wearer and the dorsal region R arranged on the dorsal region when the diaper 1 is worn.
- Crotch region M These regions extend continuously in the front-back direction of the wearer.
- the diaper 1 has a vertical direction X extending from the wearer's abdomen to the dorsal side via the crotch portion, and a horizontal direction Y orthogonal to the vertical direction.
- the diaper 1 includes an absorbent main body 2 including an absorbent body 23 capable of absorbing and retaining excrement, and an exterior body 3 arranged on the non-skin-facing surface side of the absorbent main body 2.
- both the abdominal side and the back side of the exterior body 3 are joined to each other by joining means such as an adhesive, a heat seal, an ultrasonic seal or the like, and a pair of side seals S, S, Further, a waist opening WH through which the wearer's torso passes and a pair of leg openings LH through which the wearer's lower limbs pass are formed.
- the “skin-facing surface” is a surface that is directed to the wearer's skin when the diaper is worn, when focusing on the diaper or its constituent members (for example, the absorbent main body), and the “non-skin-facing surface” Is a surface that is turned to the side opposite to the wearer's skin when the diaper is worn. That is, the skin facing surface is a surface relatively closer to the wearer's skin, and the non-skin facing surface is a surface relatively far from the wearer's skin. “At the time of wearing” refers to a state where an appropriate diaper wearing position is maintained.
- the diaper 1 has a waist portion W arranged around the wearer's torso when worn, between the waist opening WH and the leg opening LH.
- the waist portion W is a region located at the same position in the vertical direction X as the side seal portion S of the diaper 1.
- the abdominal waist portion W forms the abdominal region F, Is a back region R.
- the absorbent main body 2 has a substantially rectangular shape when the diaper 1 is deployed and extended, and is arranged in a region from the abdominal region F to the dorsal region R.
- the absorbent main body 2 is arranged at the center of the exterior body 3 in the horizontal direction Y, with its longitudinal direction coinciding with the longitudinal direction X of the diaper 1.
- each end in the longitudinal direction is a ventral end 2F located in the ventral region F of the diaper 1 and a dorsal end 2R located in the dorsal region R of the diaper 1. I have.
- the absorbent main body 2 is joined to the exterior body 3 by joining means such as an adhesive.
- the absorbent main body 2 has a liquid-permeable top sheet 21 forming a skin-facing surface and a liquid-impermeable back surface (including a water-repellent) forming a non-skin-facing surface.
- a sheet 22 and a liquid-retentive absorber 23 interposed between the two sheets 21 and 22 are provided.
- the absorber 23 is formed by covering a liquid-permeable core wrap sheet 232 with an absorbent core 231 having absorption performance.
- a pair of leak-proof cuffs 24, 24 made of a liquid-resistant or water-repellent, air-permeable sheet are provided on both sides of the absorbent main body 2 along the longitudinal direction X on the skin-facing surface.
- one or more thread-like leak-preventing cuff-forming elastic members 25 are disposed in a state of extending in the longitudinal direction X.
- the leak prevention cuff 24 rises at least in the crotch region M when the elastic member 25 arranged in the stretched state contracts when the diaper 1 is worn, so that excrement such as urine flows outward in the lateral direction Y. To block.
- the top sheet 21, the back sheet 22, and the absorber 23 those conventionally used for disposable diapers can be used without any particular limitation.
- various nonwoven fabrics, apertured films, and the like can be used.
- the back sheet 22 a resin film, a laminate of a resin film and a nonwoven fabric, or the like can be used.
- the absorbent core 23 as the absorbent core 231, wood pulp, an aggregate of hydrophilic fibers such as synthetic fibers subjected to hydrophilic treatment, or an aggregate in which a water absorbent polymer is held in the aggregate can be used.
- the core wrap sheet 232 may be the same as the top sheet 21. Further, as the sheet for forming the leak-proof cuff, the same sheet as the back sheet 22 can be used.
- the exterior body 3 is a member that is disposed on the non-skin-facing surface side of the absorbent main body 2 and that forms the outer shape of the diaper 1. As shown in FIG. 2, the outer edge of the exterior body 3 forms the contours of the abdominal region F, the crotch region M, and the back region R of the diaper 1.
- the exterior body located in the abdominal area F and the back side area R has a rectangular shape in which the length in the horizontal direction Y is longer than the length in the vertical direction X, and the exterior body 3 located in the crotch area M is A pair of leg edges LS, LS forming the Y edge have a shape curved in a convex arc shape toward the center in the lateral direction Y.
- the exterior body 3 includes a laminated body of an outer nonwoven fabric 31 forming the non-skin facing surface of the diaper 1 in a worn state, and an inner nonwoven fabric 32 disposed on the skin facing surface of the outer nonwoven fabric 31. It is composed of When the diaper 1 is worn, the outer layer nonwoven fabric 31 forms the non-skin-facing surface of the diaper 1 and forms the outer surface of the diaper 1. On the other hand, the inner nonwoven fabric 32 forms the skin-facing surface of the diaper 1.
- the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32 are joined to each other at a predetermined portion via a joining means such as an adhesive.
- the exterior body 3 in the waist portion W is provided between the outer nonwoven fabric 31 and the inner nonwoven fabric 32 while extending in the horizontal direction Y and intermittently arranged in the vertical direction X.
- a thread-shaped or band-shaped waist elastic member 33 is provided.
- the elastic member 33 is arranged on the periphery of the waist opening WH, and can exhibit elasticity in the lateral direction Y.
- one or a plurality of thread-like or band-like leg elastic members are arranged in an extended state (not shown) in the pair of leg openings LH, LH and the leg edge LS. At each opening edge of each of the openings LH, LH, a substantially continuous annular leg gather is formed over the entire periphery.
- Each of these elastic members is sandwiched and fixed between the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32 by a bonding means such as an adhesive.
- a bonding means such as an adhesive.
- the sheet located on the non-skin facing surface side of these elastic members is the outer nonwoven fabric 31 and the sheet located on the skin facing surface side is the inner nonwoven fabric 32.
- At least one of the outer-layer nonwoven fabric 31 and the inner-layer nonwoven fabric 32 constituting the outer package 3 has an end in the longitudinal direction X in each of the abdominal region F and the dorsal region R. It has an extension extending from the edge.
- Each extending portion is a folded portion 35 that is folded back toward the skin-facing surface of the inner nonwoven fabric 32.
- Each folded portion 35 covers the abdominal end 2F and the dorsal end 2R, which are both ends in the longitudinal direction X of the absorbent main body 2, respectively.
- the exterior body 3 has a structure in which at least one of the outer nonwoven fabric 31 and the inner nonwoven fabric 32 extends from the waist opening WH in each of the abdominal region F and the back region R.
- the absorbent body 2 has a protruding portion, and each of the protruding portions serves as a folded portion 35, which covers the abdominal end 2F and the back end 2R of the absorbent main body 2, respectively.
- the folded portion 35 is formed by folding at least one of the outer nonwoven fabric 31 and the inner nonwoven fabric 32. Therefore, the folded portion 35 may be formed by extending only one of the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32 from the waist opening WH and folding the extended portion, or Both the outer non-woven fabric 31 and the inner non-woven fabric 32 may be formed as extensions extending from the waist opening WH, and the extensions may be folded back.
- the folded portions 35 located in the abdominal region F and the dorsal region R may have different nonwoven fabric configurations. Specifically, one of the folded portions 35 located in the abdominal region F and the dorsal region R is formed by folding an extended portion formed by only one of the outer nonwoven fabric 31 and the inner nonwoven fabric 32. The other of the folded portions 35 may be only the other of the outer layer nonwoven fabric 31 or the inner layer nonwoven fabric 32, or the extended portion formed by both the nonwoven fabrics may be folded back. Good. In addition, each folded portion 35 may be formed by folding an extended portion formed by both the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32.
- the folded portion 35 is formed by folding only one or both of the nonwoven fabrics constituting the exterior body 3. It is preferable that the configuration of a portion of the folded portion 35 that covers the absorbent body 2 be different in each region.
- a nonwoven fabric forming the most skin side surface in a portion 3F covering the abdominal end portion 2F of the absorbent main body 2 (hereinafter, also referred to as “abdominal covering portion 3F")
- the nonwoven fabric forming the most skin-side surface may be different from each other.
- the abdominal covering portion 3F is configured such that the outer nonwoven fabric 31 is located on the skin-facing surface side, and the back covering portion 3R is configured only of the inner layer nonwoven fabric 32. preferable.
- the abdominal-side covering portion 3F is composed of only the inner-layer nonwoven fabric 32 and the dorsal-side covering portion 3R is configured such that the outer-layer nonwoven fabric 31 is located on the skin-facing surface side.
- the abdominal covering portion 3F is composed of only the outer non-woven fabric 31 or is composed of both the outer non-woven fabric 31 and the inner non-woven fabric 32, and the outer non-woven fabric 31 is smaller than the inner non-woven fabric 32. It is located on the side facing the skin.
- the back side covering portion 3R is constituted only of the outer layer nonwoven fabric 31 or is constituted of both the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32, and the outer layer nonwoven fabric 31 faces the skin more than the inner layer nonwoven fabric 32. It is located on the surface side.
- the nonwoven fabric forming the skin-facing surface of the abdominal covering portion 3F and the nonwoven fabric forming the skin-facing surface of the dorsal covering portion 3R are different from each other.
- the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32 have different physical properties.
- non-woven fabrics having different physical properties include combinations of non-woven fabrics manufactured by changing the raw materials and spinning conditions used in the same manufacturing method, combinations of non-woven fabrics manufactured by different manufacturing methods, and non-woven fabrics having different elasticity levels or different degrees. , The presence or absence of hydrophilic treatment and hydrophobic treatment, etc.
- non-woven fabrics with different types of treatment agents combinations of non-woven fabrics with different numbers of fiber sheets constituting each non-woven fabric, presence or absence of holes
- a combination of non-woven fabrics having different degrees a combination of non-woven fabrics having different or non-heat-fusible hydrophilic fibers, or different degrees thereof may be used.
- each covering portion in the present invention is a portion covered by the folded portion 35 as described above. Therefore, each folded portion 35 in the present invention is integrally formed by the exterior body 3, and in the present invention, in addition to or instead of the nonwoven fabric constituting the folded portion, another nonwoven fabric or the like is used.
- a sheet-like member that is attached and bonded so as to cover the abdominal end 2F and the back end 2R of the absorbent main body 2 does not correspond to the covering portion.
- the portions of the pants-type disposable diaper that contact the abdomen and the back of the wearer exhibit different functions.
- the position of the excretory part, the movement due to breathing, the state of perspiration, and the like are different between the abdominal side and the back side, it is preferable to change the configuration according to these states.
- the “different functions” provided by the present invention include, for example, flexibility, elasticity, followability of a wearer's movement, water resistance to excrement containing moisture such as urine and stool, and affinity for sweat (perspiration ), Refers to various functions related to improving the feeling of wearing, such as breathability, and may be a mode in which the same function is expressed in each covering part to a different degree, and a different function is expressed in each covering part. It may be an embodiment that has been performed. These functions may be expressed alone or in combination. Such different functions can be effectively expressed by making the physical properties of the abdominal covering portion 3F and the back covering portion 3R different from each other.
- the abdominal covering portion 3F has lower rigidity than the dorsal covering portion 3R.
- the abdominal covering portion 3F has high flexibility, and can easily follow the movement of the abdomen accompanying breathing, and the back covering portion 3R has low flexibility.
- the rigidity is controlled by, for example, making the basis weights different between the outer nonwoven fabric and the inner nonwoven fabric, making the fiber diameters of the fibers constituting each nonwoven fabric different, and making the manufacturing methods of each nonwoven fabric different. can do.
- the rigidity decreases as the basis weight decreases and the fiber diameter decreases.
- the method for producing a nonwoven fabric the rigidity decreases in the order of spunbond-meltblown-spunbond nonwoven fabric, spunbond nonwoven fabric, and air-through nonwoven fabric.
- rigidity can be increased by performing a heat roll treatment.
- Raw materials used in the method for producing a nonwoven fabric include thermoplastic resins such as polyethylene (PE), polypropylene (PP), polyester (PET or PBT), and polyamide.
- the ratio (F1 / R1) of the rigidity (F1) of the abdominal covering portion 3F to the rigidity (R1) of the back covering portion 3R is preferably 0.3 or more, and more preferably 0.4 or more. , And preferably 0.8 or less, more preferably 0.75 or less.
- the stiffness (F1) of the abdominal covering portion 3F is preferably 2 cN or more, more preferably 3 cN or more, further preferably 6 cN or less, and further preferably 5 cN or less.
- the stiffness (R1) of the back side covering portion 3R is preferably 4 cN or more, more preferably 5 cN or more, further preferably 15 cN or less, and further preferably 13 cN or less. .
- the rigidity of each covering portion can be measured, for example, by the following method. That is, in the environment of 22 ° C. and 65% RH, a sample for measuring the rigidity in the MD direction and a sample for measuring the rigidity in the CD direction are cut out of the nonwoven fabric constituting each of the coated portions 3F and 3R.
- the sample for rigidity measurement in the MD direction is cut out into a ring shape having a diameter of 45 mm by cutting out 150 mm in the MD direction along the orientation direction of the constituent fibers of the nonwoven fabric constituting each of the coated portions 3F and 3R and 30 mm in the CD direction orthogonal to the MD direction.
- the end portion is stopped at two places above and below using a stapler to obtain a ring-shaped sample.
- the core of the stapler is made longer in the MD direction.
- the sample for rigidity measurement in the CD direction is cut out by 150 mm in the CD direction orthogonal to the orientation direction of the constituent fibers of the nonwoven fabric constituting each of the coated portions 3F and 3R, and 30 mm in the MD direction along the orientation direction of the constituent fibers, and has a diameter of 30 mm.
- the ends are stopped at two points at the top and bottom so as to form a 45 mm ring shape, and a ring sample is obtained.
- the core of the stapler is made longer in the CD direction.
- This ring-shaped sample is placed in a tubular shape on a sample table, and a tensile tester (for example, Tensilon tensile tester “RTA-100” manufactured by Orientec Co., Ltd.) is used as a flat plate arranged substantially parallel to the table surface.
- a tensile tester for example, Tensilon tensile tester “RTA-100” manufactured by Orientec Co., Ltd.
- RTA-100 Tensilon tensile tester
- the abdominal covering portion 3F has higher water resistance than the dorsal covering portion 3R.
- the abdominal covering portion 3F can increase the water resistance, suppress the leakage of water-containing excrement such as urine and stool from the diaper, and prevent the back covering portion 3R from sweating.
- the water resistance is, for example, different basis weights of the outer layer nonwoven fabric and the inner layer nonwoven fabric, different fiber diameters of the fibers constituting each nonwoven fabric, different manufacturing methods of each nonwoven fabric, and hydrophilicity.
- it can be controlled by differentiating the presence or absence and degree of the hydrophobizing treatment, or the type of the hydrophilizing agent or the hydrophobizing agent.
- the difference (F2 ⁇ R2) between the water pressure resistance (F2) in the ventral covering portion 3F and the water pressure resistance (R2) in the back covering portion 3R is F2> R2.
- it is preferably 10 mm or more, more preferably 15 mm or more, further preferably 500 mm or less, more preferably 400 mm or less.
- the water pressure resistance (F2) of the abdominal covering portion 3F is preferably 10 mm or more, more preferably 15 mm or more, and preferably 500 mm or less, and more preferably 400 mm or less.
- the water pressure resistance (F2) of the back side covering portion 3R is preferably 0 mm or more, more preferably 50 mm or less, and further preferably 40 mm or less.
- the water resistance of each coated portion can be represented by the water level (mm) at the time of the water resistance test, with the degree of water resistance being the water pressure.
- the water resistance is measured according to the water resistance test described in JIS L1092 (hydrostatic pressure method, method B). The higher the water level (mm) in the water resistance test, the higher the water resistance.
- the abdominal covering portion 3F has a lower hydrophilicity than the dorsal covering portion 3R.
- the degree of hydrophilicity can be reduced in the abdominal covering portion 3F, and leakage of water-containing excrement such as urine and stool from the diaper can be suppressed.
- the degree of hydrophilicity is controlled by adjusting the presence or absence and degree of hydrophilization or hydrophobization treatment, or by using a different type of hydrophilizing agent or hydrophobizing agent, or by mixing hydrophilic fibers with one of them. can do.
- the hydrophilicity on the skin-facing surface side of each coated part is evaluated by two-stage measurement. First, the presence or absence of water absorption is evaluated based on "JIS L 1907 Method for Testing Water Absorption of Textile Products". Specifically, the measurement sample used is a nonwoven fabric constituting each coated portion, which is cut into a size of 100 mm in the MD direction ⁇ 100 mm in the CD direction. The measurement sample is attached to the holding frame with the skin facing side up, and one drop (about 0.04 mL) of water is dropped from a height of 10 mm on the test piece. The time from when the water droplet reaches the measurement sample to when the specular reflection of water (reflection of glittering light) completely disappears is measured with a stopwatch.
- the measurement sample When the measurement sample is small, it is evaluated by a size that can be appropriately taken out. At this time, a handicraft wooden frame or the like according to the size of the measurement sample is used as the holding frame. The three measurement samples are evaluated, and the average value of the time until water drops disappear is calculated.
- a nonwoven fabric having an average value of 10 seconds or more until water drops disappears is a hydrophobic nonwoven fabric, and a nonwoven fabric having an average value of less than 10 seconds is a hydrophilic nonwoven fabric.
- one of the abdominal covering portion 3F and the back covering portion 3R is a hydrophobic nonwoven fabric and the other is a hydrophilic nonwoven fabric
- the nonwoven fabric which is a hydrophobic nonwoven fabric has a lower hydrophilicity than the hydrophilic nonwoven fabric.
- the hydrophilicity is evaluated by the nonwoven fabric contact angle measuring method described later.
- the hydrophilicity is evaluated by the Klemm absorption height measuring method described later.
- the degree of hydrophilicity in each covering portion can be represented by the contact angle (°) with water.
- the contact angle can be measured, for example, by the following method. [Method of measuring contact angle of nonwoven fabric] That is, the measurement is performed by using a microscope VHX-1000 manufactured by Keyence Corporation with the middle magnification zoom lens tilted at 90 °. As the measurement sample, a non-woven fabric constituting each coated portion cut into a size of 150 mm in the MD direction ⁇ 70 mm in the CD direction is used. The measurement environment is 20 ° C.
- the measurement sample is set on the measurement stage so that the skin-side abutment surface of the covering portion is directed upward so that the sample can be observed from the CD direction of the nonwoven fabric.
- 3 ⁇ L of ion-exchanged water is attached to the measurement sample set on the measurement stage, and an image in that state is captured.
- the contact angles at 10 points among the observation results with clear focus at both ends or one end of the water droplet on the nonwoven fabric are respectively measured, and their arithmetic average value is defined as the contact angle (°). The smaller the value of the contact angle, the higher the hydrophilicity.
- the absorbent body is removed from the exterior body, and the exterior body is separated into an outer nonwoven fabric and an inner nonwoven fabric.
- the fixed portion is melted and removed by hot air from a solvent or a drier or the like, and the separated portion is used as a measurement sample.
- the difference (F3) between the hydrophilicity (F3) of the ventral covering portion 3F and the hydrophilicity (R3) of the back covering portion 3R is obtained.
- -R3) is preferably at least 15 °, more preferably at least 20 °, preferably at most 90 °, and at most 80 °, provided that F3> R3. Is more preferred.
- the hydrophilicity (F3) in the abdominal covering portion 3F is preferably 105 ° or more, more preferably 110 ° or more, and is preferably 180 ° or less, and is 170 ° or less. Is more preferred.
- the degree of hydrophilicity (R3) in the back side covering portion 3R is preferably 90 ° or more, more preferably 95 ° or more, and further preferably 150 ° or less, and preferably 145 ° or less. It is even more preferred.
- the degree of hydrophilicity in each covering portion can be represented by the Klemm water absorption height.
- Krem water absorption height can be measured by the following method according to JIS P8141. [Method of measuring Krem water absorption height]
- the nonwoven fabric constituting each coated portion was prepared by (1) width (length of the diaper 1 in the vertical direction (X direction)) 30 mm and length (length of the diaper 1 in the horizontal direction (Y direction)). Cut to 150 mm and (2) 150 mm in width (length of diaper 1 in the vertical direction (X direction)) and 30 mm in length (length of diaper 1 in the horizontal direction (Y direction)) .
- the cut sample is set in a jig specified in JIS P8141 so that the longitudinal direction is vertical, and the water absorption height is measured after 60 seconds using water as a test liquid.
- the test liquid may be appropriately colored with a dye such as Blue No. 1 or methylene blue to facilitate determination of the suction height.
- the measurement was performed five times, and the arithmetic average value was calculated as the side covering portion 3F and the back covering portion.
- 3R creme water absorption height (mm). The larger the value of the Krem water absorption height, the higher the hydrophilicity.
- the measurement environment temperature is 22 ° C.
- the absorbent body is removed from the exterior body, and the exterior body is separated into an outer nonwoven fabric and an inner nonwoven fabric.
- it is fixed by heat fusion or an adhesive, it is measured at a part which is not fixed, or the fixed part is removed and then taken out.
- the agent may be deteriorated or lost, such as applying a solvent or blowing hot air with a dryer. It is preferable not to adopt the method having the above.
- both the back covering portion 3R and the ventral covering portion 3F are hydrophilic, the difference (R3 ⁇ ) between the hydrophilicity (R3) of the back covering portion 3R and the hydrophilicity (F3) of the ventral covering portion 3F is obtained.
- F3) is preferably 3 mm or more, more preferably 5 mm or more, further preferably 100 mm or less, and further preferably 90 mm or less.
- the hydrophilicity (F3) in the abdominal covering portion 3F is preferably 0 mm or more, more preferably 20 mm or less, and even more preferably 10 mm or less.
- the hydrophilicity (R3) of the back side covering portion 3R is preferably 3 mm or more, more preferably 5 mm or more, and further preferably 100 mm or less, and more preferably 90 mm or less. preferable.
- the hydrophilic nonwoven fabric is mainly composed of heat-fusible hydrophilic fibers.
- the heat-fusible hydrophilic fibers include fibers that have been subjected to a hydrophilic treatment and have a contact angle of less than 90 °. Examples of such fibers include fibers into which a hydrophilic agent has been kneaded, fibers having a hydrophilic agent attached to the surface thereof, and fibers subjected to plasma treatment.
- the hydrophilizing agent is not particularly limited as long as it is a general hydrophilizing agent used for sanitary goods.
- the hydrophilic nonwoven fabric may be a mixture of natural fibers, regenerated cellulose fibers, semi-synthetic fibers, and the like as hydrophilic non-heat-fusible fibers.
- Examples of the natural fiber include cotton fiber, silk fiber, pulp fiber, and lyocell fiber which is a purified cellulose fiber.
- Examples of the regenerated cellulose fiber include regenerated fibers such as rayon fiber and cupra fiber, and examples of the semi-synthetic fiber include acetate.
- the hydrophobic nonwoven fabric is composed of heat-fusible hydrophobic fibers, and includes fibers that have been subjected to a hydrophobic treatment and have a contact angle of 90 ° or more.
- fibers include fibers into which a hydrophobizing agent has been kneaded, fibers having a hydrophobizing agent adhered to the surface thereof, and fibers subjected to plasma treatment.
- the hydrophobizing agent is not particularly limited as long as it is a general hydrophobizing agent used for sanitary goods.
- the abdominal covering portion 3F has a smaller basis weight than the dorsal covering portion 3R.
- the abdominal covering portion 3F has high flexibility, and can easily follow the movement of the abdomen accompanying breathing, and the back covering portion 3R has low flexibility.
- the back-side covering portion 3R can enhance the hydrophilicity to express the sweat-absorbing property. As a result, the feeling of use of the wearer can be further improved.
- the ratio (F4 / R4) of the basis weight (F4) in the ventral covering portion 3F to the basis weight (R4) in the back covering portion 3R is preferably 0.65 or more, and more preferably 0.75 or more. More preferably, it is preferably 0.90 or less, more preferably 0.85 or less.
- the grammage (F4) of the abdominal covering portion 3F is preferably 11 g / m 2 or more, more preferably 15 g / m 2 or more, and preferably 25 g / m 2 or less. And more preferably 20 g / m 2 or less.
- the basis weight (R4) of the back side covering portion 3R is preferably 14 g / m 2 or more, more preferably 16 g / m 2 or more, and also preferably 35 g / m 2 or less. More preferably, it is 30 g / m 2 or less.
- the grammage (g / m 2 ) can be obtained by cutting a nonwoven fabric to be measured into a predetermined size to form a sample, and dividing the area (m 2 ) in plan view from the mass (g) of the sample. .
- the belly-side covering portion 3F preferably has the same or smaller fiber diameter than that of the back-side covering portion 3R, and more preferably the fiber diameter is smaller.
- the abdominal covering portion 3F improves flexibility, followability and water resistance, and the abdominal covering portion 3F increases water resistance, thereby excreting water-containing excretion such as urine and stool. Leakage of an object from the diaper can be suppressed, and rigidity can be improved in the back-side covering portion 3R.
- the fiber diameter ( ⁇ m) is measured using, for example, a scanning electron microscope (manufactured by Hitachi, Ltd., model S-4000) on ten fiber cross sections of the nonwoven fabric to be measured, and the arithmetic average value is used as the fiber diameter.
- the nonwoven fabric to be measured is a nonwoven fabric in which a plurality of fibers having different fiber diameters are laminated, such as SMS, the fiber diameter of each constituent fiber is measured, and the composition ratio (mass ratio) of each fiber in the nonwoven fabric is measured.
- the average value obtained by the above is defined as the average fiber diameter of the nonwoven fabric.
- the ratio (F5 / R5) of the fiber diameter (F5) of the constituent fibers in the ventral covering part 3F to the fiber diameter (R5) of the constituent fibers in the back covering part 3R is preferably 0.4 or more. It is more preferably 5 or more, more preferably 1.0 or less, and even more preferably 0.9 or less.
- the fiber diameter (F5) of the constituent fibers in the ventral covering portion 3F is preferably 9 ⁇ m or more, more preferably 10 ⁇ m or more, and preferably 20 ⁇ m or less, and more preferably 15 ⁇ m or less. Is more preferred.
- the fiber diameter (R5) of the constituent fibers in the back side covering portion 3R is preferably 11 ⁇ m or more, more preferably 13 ⁇ m or more, and preferably 22 ⁇ m or less, and more preferably 20 ⁇ m or less. Is more preferred.
- the nonwoven fabric forming the back side covering portion 3R has a plurality of openings. Further, it is preferable that the nonwoven fabric forming the abdominal-side covering portion 3F does not have an opening from the viewpoint of suppressing leakage of excrement.
- the abdominal covering portion 3F it is possible to suppress leakage of water-containing excrement such as urine and stool from the diaper, and in the back covering portion 3R, the breathability is enhanced to improve the breathability. The stuffiness can be prevented, and as a result, the feeling of use of the wearer can be improved.
- the apertures are water impermeable and breathable.
- the abdominal side covering portion 3F is composed of only the inner nonwoven fabric 32, and the back side covering portion 3R is It is further preferable that the outer layer nonwoven fabric 31 constitutes the skin facing surface.
- a diaper having such a configuration can be successfully manufactured by a manufacturing method described below.
- only the outer layer nonwoven fabric 31 of the back side covering portion 3R covers the back side end 2R of the absorbent main body 2.
- the diaper 1 having such a configuration can more effectively exhibit various functions on the ventral side and the back side described above.
- the exterior body 3 in the waist portion W is intermittently arranged in the longitudinal direction X between the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32 while extending in the lateral direction Y.
- a plurality of thread-shaped or belt-shaped waist-surrounding-portion elastic members 33 are provided.
- the elastic member 33 is arranged on the periphery of the waist opening WH, and can exhibit elasticity in the lateral direction Y.
- one or a plurality of thread-like or band-like leg elastic members are arranged in an extended state (not shown) in the pair of leg openings LH, LH and the leg edge LS.
- each of the openings LH, LH a substantially continuous annular leg gather is formed over the entire periphery.
- Each of these elastic members is sandwiched and fixed between the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32 by a bonding means such as an adhesive.
- the diaper of the present invention As described above, as the diaper of the present invention, the embodiment in which the elastic member is disposed between the outer nonwoven fabric and the inner nonwoven fabric constituting the exterior body has been described. Hereinafter, another embodiment of the diaper of the present invention will be described. . In the following description, only portions different from the above-described embodiment will be described, and the other portions will be appropriately described above. The same members as those in the above-described embodiment are denoted by the same reference numerals.
- the diaper of the present embodiment does not include an elastic member between the outer nonwoven fabric 31 and the inner nonwoven fabric 32 in the exterior body 3.
- an elastic member in the diaper shown in FIG. 4, it is preferable that one of the outer layer nonwoven fabric 31 and the inner layer nonwoven fabric 32 is a stretchable nonwoven fabric and the other is a non-stretchable nonwoven fabric.
- the nonwoven fabric forming the most skin side surface in the abdominal covering portion 3F is a stretchable nonwoven fabric
- the nonwoven fabric forming the most skin side surface in the back covering portion 3R is a non-stretchable nonwoven fabric.
- the elasticity of the abdominal covering portion 3F is increased to facilitate following the movement of the abdomen with breathing, and the elasticity of the dorsal covering portion 3R is reduced.
- the arrangement positions of the outer nonwoven fabric 31 and the inner nonwoven fabric 32 in the present embodiment can be determined based on the presence or absence of elasticity.
- the abdominal-side covering portion 3F is constituted by the inner nonwoven fabric 32 and the back-side covering portion 3R is constituted by the outer layer nonwoven fabric 31. That is, the inner nonwoven fabric 32 is a stretchable nonwoven fabric, the nonwoven fabric 32 forms a belly-side covering portion 3F, and the outer nonwoven fabric 31 is a non-stretchable nonwoven fabric, and the nonwoven fabric 31 forms a back covering portion 3R. More preferably,
- a substantially inelastic inelastic fiber layer is disposed on at least one surface of an elastic fiber layer made of an elastic resin, and heat-melting is performed while maintaining these fiber forms.
- a laminated nonwoven fabric bonded by adhesion, a stretch sheet described in JP-A-2008-179128 and JP-A-2007-22066, or the like can be used.
- the elastic fiber a fiber made of a thermoplastic elastomer such as a styrene-based elastomer, a polyolefin-based elastomer, a polyester-based elastomer or a polyurethane-based elastomer, or an elastic resin such as a rubber can be used.
- a fiber made of the above-described thermoplastic resin can be used as the inelastic fiber.
- the exterior body 3 is divided into an abdominal exterior body 3A arranged on the abdomen of the wearer and a back exterior body 3B arranged on the back of the wearer.
- the absorbent body 2 is fixed to the side exterior body 3A and the back exterior body 3B.
- the absorbent main body 2 has its longitudinal ends overlapped with and joined to the abdominal exterior body 3A and the dorsal exterior body 3B, respectively, and these ends are connected to the abdominal end 2F and the dorsal end. Part 2R. Both ends of the abdominal exterior body 3A and the back exterior body 3B are joined to form a pair of side seal portions S, and each exterior body is connected in a ring shape.
- the long strip-shaped outer nonwoven fabric web 31 ⁇ / b> S and the inner nonwoven fabric web 32 ⁇ / b> S are overlapped with their widthwise side edges extended.
- An outer body continuous body 3S is formed, and the absorbent main body 2 is disposed on the inner layer nonwoven fabric fabric 32S side of the outer body continuous body 3S at intervals in the transport direction MD, and then the width direction CD of the outer body continuous body 3S is formed.
- the absorbent body 2 adjacent in the transport direction MD is joined to form a joint portion 37 to form a continuous diaper 1A, and the joint portion 37 is cut along the width direction of the continuous diaper 1A.
- a direction orthogonal to the transport direction MD is referred to as a width direction CD.
- the long strip-shaped outer layer nonwoven fabric 31S and the long strip-shaped inner layer nonwoven fabric 32S are overlapped to form a continuous body 3S of the exterior body.
- the two nonwoven fabric webs 31S and 32S are superposed so as to form a superimposed portion 3M in their width direction CD. That is, the two nonwoven fabric webs 31S and 32S are overlapped so that at least one side edge in the width direction CD does not coincide.
- the inner layer nonwoven fabric 32S is extended outward in the width direction from one side edge of the overlapping portion 3M in the width direction CD.
- both nonwoven fabric webs 31S and 32S are overlapped so that both side edges in the width direction CD do not coincide with each other.
- the two nonwoven fabric webs 31S, 32S in this state are introduced between a pair of nip rolls 61, 61 and nip-bonded.
- one of the two nonwoven fabric webs extends outward in the width direction CD from one side edge in the width direction of the overlapping portion 3M, and the other of the two nonwoven fabric webs extends from the other side edge.
- the exterior body continuous body 3S in a state where the other is extended outward in the width direction CD is formed.
- one of the two nonwoven fabric webs extends outward in the width direction CD from one side edge in the width direction of the overlapped portion 3M, and the other side edge has the position of the side edge of both nonwoven fabric webs.
- the exterior body continuum 3S is joined by an adhesive or the like at an overlapped portion 3M of the nonwoven fabric webs 31S, 32S, and the both side areas in the width direction CD of the exterior body continuation body 3S are not joined.
- the elastic member continuum is The outer nonwoven fabric 31S and the inner nonwoven fabric 32S are introduced between the outer nonwoven fabric 31S and the inner nonwoven fabric 32S so as to be arranged at the position of the overlapping portion 3M of the two nonwoven fabrics 31S and 32S, and are pressure-bonded. Thereby, the exterior body continuous body 3S in which a plurality of elastic members are arranged in an extended state between the two nonwoven fabric webs 31S and 32S can be formed.
- the two nonwoven fabric fabrics 31S, 2S are used between two adjacent waist elastic members using joining means such as the convex roll 12 and the corresponding anvil roll 13. 32S is joined. Then, if necessary, using elastic member pre-cutting means (not shown), the elastic member continuity is adjusted so that the contraction function of each elastic member is not expressed according to the position where the absorbent main body 2 described later is arranged. Divide the body into several pieces. Examples of the elastic member precutting means include an elastic member dividing portion used in the method of manufacturing a composite elastic member described in JP-A-2002-253605.
- the absorbent main body 2 having a longitudinal direction in a direction orthogonal to the transport direction MD of the continuous body of the exterior body 3S is disposed on the side of the inner nonwoven fabric fabric 32S in the exterior body continuous body 3S.
- the absorbent main body 2 is arranged in a state where the longitudinal direction thereof coincides with the width direction CD which is a direction orthogonal to the transport direction MD of the external body continuous body 3S.
- an adhesive is applied to the surface of the absorbent main body 2 manufactured in a separate process, the surface facing the inner nonwoven fabric web 32S.
- the absorbent main body 2 coated with the adhesive is arranged at intervals in the transport direction MD on the inner layer nonwoven fabric fabric 32S in the outer body continuous body 3S and fixed.
- the absorbent main body 2 is fixed so that its longitudinal direction has a direction perpendicular to the transport direction MD.
- a region located on the adjacent absorbent main body 2 is cut into a ring to form a leg hole LO.
- the both side regions in the width direction CD of the exterior body continuous body 3S are folded back to the absorbent main body 2 side.
- the first folded portion 35A in which one side area of the exterior body continuous body 3S is folded back is absorbent.
- One longitudinal end area 2A of the main body 2 is covered.
- the second folded portion 35B in which the other side region of the exterior body continuous body 3S is folded covers the other longitudinal end region 2B of the absorbent main body 2.
- Each of the folded portions 35A and 35B includes a portion covering one longitudinal end region 2A of the absorbent main body 2 in the folded portion 35A in one side region and an absorbent portion in the folded portion 35B in the other side region.
- the width of the folded portion is adjusted so that the portion covering the other longitudinal end area 2B of the main body 2 becomes a nonwoven fabric having different physical properties, and the body is folded and fixed.
- each of the folded portions 35A and 35B is formed of at least one or the other of the two nonwoven fabric webs 31S and 32S.
- a portion of the folded portion 35A in one side area that covers one longitudinal end area 2A of the absorbent main body 2 is formed of only the inner layer nonwoven fabric 32S.
- the portion covering the other longitudinal end area 2B of the absorbent main body 2 is a raw material of both nonwoven fabrics or only the outer layer nonwoven fabric material 31S. Then, the width of the folded portion is adjusted, and the folded portion is fixed. Through this step, as shown in FIG. 3, the portions to be the abdominal covering portion 3F and the back covering portion 3R in the diaper 1 are formed such that the nonwoven fabrics located on the skin-facing surface side have different physical properties from each other. Become so.
- the exterior body continuous body 3S including the absorbent body 2 whose longitudinal end area is covered by the folded part is folded in two in the central area in the width direction CD, and the exterior body continuous body which is opposed to the exterior body continuous body 3S by the two-folding.
- the bodies 3S are joined to each other between the absorbent main bodies 2 adjacent to each other in the transport direction MD to form a joint portion 37 to form a diaper continuous body 1A.
- the joint 37 can be formed by, for example, heat sealing or ultrasonic sealing.
- the joining portion 37 is cut along the width direction of the diaper continuum 1A. Thereby, the portion of the joining portion 37 becomes the side seal portion S, and the pants-type disposable diaper 1 including the exterior body 3 having the pair of side seal portions S can be continuously manufactured.
- the joining and cutting of the external body continuous bodies 3S may be performed in a single step.
- a laser beam is applied to a portion to be cut of the exterior body continuous body 3S, and the exterior body is cut while being fused by heat.
- the pants-type disposable diaper 1 including the exterior body 3 having the pair of side seal portions S can be continuously manufactured while forming the pair of side seal portions S, S.
- the diaper 1 manufactured by the present manufacturing method has a shape in which the exterior body 3 is continuous over the abdominal region F, the crotch region M, and the back region R.
- the exterior body 3 is configured such that the abdominal exterior body 3 ⁇ / b> A disposed on the abdomen side of the wearer and the back side exterior body disposed on the back side of the wearer.
- a so-called split-type diaper comprising an absorbent main body 2 which is fixed over the abdominal and dorsal exterior body, and which is fixed to the abdominal and dorsal exterior body.
- the outer nonwoven fabric web 31S and the inner nonwoven fabric web 32S are overlapped with each other, and the overlapped portion 3M and at least one side edge in the width direction of the overlapped portion 3M are overlapped with each other.
- Outer body continuous body 3S with one of the webs extended is formed.
- the exterior body continuum 3S is divided using the dividing means to form a pair of exterior body cut bodies 3D.
- the division of the exterior body continuum 3S is performed in the central region of the exterior body continuity body 3S, that is, the region where the overlapping portion 3M is located, and the pair of exterior body cut bodies 3D have substantially the same width dimension.
- the width direction inner edge of at least one of the cut outer body bodies 3D in the cut outer body body 3S is formed by the outer nonwoven fabric raw material 31S and the inner nonwoven fabric raw material 32S, and is formed in the width direction of the outer cut body 3D.
- the outer region 30 is formed by only one of the nonwoven fabric webs.
- Each of the pair of cut outer body bodies 3D is used for forming a ventral side outer body and a back side outer body in a split type diaper.
- various known cutting devices capable of continuously cutting the sheet can be used, for example, a device provided with a cutter blade on the upstream side in the sheet flow direction, or an annular member on the peripheral surface or peripheral portion.
- a cylindrical or disk-shaped cutter having a blade, a laser cutter, a high-pressure water jet cutter, or the like can be used.
- the absorbent body 2 is fixed so as to span the pair of cut outer bodies 3D while continuously transporting the pair of cut outer bodies 3D with a predetermined interval therebetween.
- the absorptive main body 2 is arranged on the cut side of the inner nonwoven fabric fabric 32S in each of the outer body cut bodies 3D at intervals in the transport direction and straddles both the cut bodies 3D. , And the width direction CD.
- each outer region 30 in the width direction CD of each of the outer package cut bodies 3D is folded back to the absorbent main body 2 side.
- the first folded portion in which the width direction outer region 30 of one of the exterior body cut bodies 3D is folded back. 35A covers one longitudinal end area 2A of the absorbent body 2.
- the second folded portion 35B in which the width outer portion 30 of the other cut outer body 3D is folded covers the other longitudinal end region 2B of the absorbent main body 2.
- each of the folded portions 35A and 35B includes a portion that covers one longitudinal end region 2A of the absorbent body 2 among the folded portions 35A in one side region, and a portion that covers the other side region.
- the width of the folded portion is adjusted so that the portion of the folded portion 35B that covers the other longitudinal end region 2B of the absorbent main body 2 becomes a nonwoven fabric having different physical properties, and is folded and fixed. .
- the outer region 30 of at least one of the outer package cut bodies 3D is in a state where one of the outer layer nonwoven fabric 31S and the inner layer nonwoven fabric 32S is extended, and in particular, the inner layer nonwoven fabric 32S is Since it is formed in an extended state, the portion of the first folded portion 35A that covers one longitudinal end region 2A of the absorbent main body 2 is only one of the raw nonwoven fabrics 31S and 32S. In this manner, the width of the folded portion is adjusted so that only the inner layer nonwoven fabric 32S is formed, and the folded portion is fixed. Similarly, of the folded portion 35B of the other side region, the portion covering the other longitudinal end region 2B of the absorbent main body 2 becomes both nonwoven fabrics or only the outer layer nonwoven fabric 31S. In this way, the width of the turn-back portion is adjusted, the turn is performed, and the turn is fixed. Through this step, the portions to be the abdominal covering portion 3F and the back covering portion 3R in the diaper 1 are formed.
- the cut outer body 3D including the absorbent main body 2 is folded in two in the central region in the width direction of the absorbent main body, and is joined between the adjacent absorbent main bodies 2 in the transport direction MD to form the joining portion 37.
- the diaper continuum 1A is formed, and the diaper continuum 1A is cut at the joint portion 37 along the width direction of the diaper continuum 1A.
- the portion of the joining portion 37 becomes the side seal portion S, and the pants-type disposable diaper 1 including the exterior body 3 having the pair of side seal portions S can be continuously manufactured.
- a diaper manufactured by the present manufacturing method includes an abdominal region, a dorsal region, and a crotch region, and an absorbent body disposed over the abdominal region and the dorsal region, and a non-skin-facing surface of the absorbent body. And an exterior body disposed on the surface side.
- the exterior body manufactured by the present manufacturing method is divided into an abdominal exterior body arranged on the abdomen of the wearer and a dorsal exterior body arranged on the back of the wearer.
- An absorptive main body fixed over the side exterior body is provided, and the abdominal exterior body and the back exterior body are annularly connected.
- the present invention has been described based on the preferred embodiments, the present invention is not limited to the above embodiments.
- the longitudinal end portions of the absorbent main body are described as being respectively covered with only one nonwoven fabric.However, the present invention is not limited to this embodiment, and at least the absorbent main body among the folded portions is not limited to this embodiment.
- the portion covering one end may be formed of both the outer nonwoven fabric and the inner nonwoven fabric.
- the portions that cover the abdominal end and the back end of the absorbent body are configured to be different nonwoven fabrics on these skin-facing surfaces, respectively, and various functions related to improving the diaper usability. Is preferred from the viewpoint of effectively expressing
- the following pants-type disposable diaper and a method for manufacturing the same are disclosed.
- ⁇ 1> A ventral region and a dorsal region, and a crotch region located between those regions,
- the exterior body includes an outer nonwoven fabric forming a non-skin facing surface of the exterior body and an inner nonwoven fabric forming a skin facing surface of the exterior body, and an elastic member disposed between these nonwoven fabrics.
- At least one of the outer layer nonwoven fabric and the inner layer nonwoven fabric has an extension extending from a waist opening end, and the extension is folded back toward the skin-facing surface.
- Folded portion covers the abdominal end and the dorsal end of the absorbent body, respectively.
- the nonwoven fabric forming the outermost skin side in the portion covering the abdominal end and the nonwoven fabric forming the outermost skin side in the portion covering the dorsal end have different physical properties from each other. Disposable diapers.
- the exterior body includes an outer nonwoven fabric forming a non-skin facing surface of the exterior body and an inner nonwoven fabric forming a skin facing surface of the exterior body,
- at least one of the outer layer nonwoven fabric and the inner layer nonwoven fabric has an extension extending from a waist opening end, and the extension is folded back toward the skin-facing surface.
- Folded portion covers the abdominal end and the dorsal end of the absorbent body, respectively.
- one of the nonwoven fabric forming the outermost skin side in the portion covering the ventral end portion and the nonwoven fabric forming the outermost skin side in the portion covering the dorsal end portion is an elastic nonwoven fabric.
- a pants-type disposable diaper, the other of which is a non-stretchable nonwoven fabric.
- one of the portion covering the belly end and the portion covering the back end is only the inner nonwoven fabric, and the other is the outer nonwoven fabric and the inner nonwoven fabric or only the outer nonwoven fabric.
- the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the ventral end is lower in rigidity than the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the dorsal end
- the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the ventral end has a lower grammage than the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the dorsal end.
- the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the ventral end has a smaller fiber diameter than the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the dorsal end.
- the pants-type disposable diaper according to any one of ⁇ 1> to ⁇ 5>.
- the nonwoven fabric forming the outermost skin side in the portion covering the abdominal end of the folded portion has a lower hydrophilicity than the nonwoven fabric forming the outermost skin side in the portion covering the dorsal end of the folded portion.
- the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the ventral end is higher in water resistance than the nonwoven fabric forming the outermost skin side in the portion of the folded portion covering the dorsal end.
- the pants-type disposable according to any one of ⁇ 1> to ⁇ 8>, wherein the nonwoven fabric forming the outermost skin side in a portion of the folded portion that covers the dorsal end has a plurality of openings. Diapers. ⁇ 10> The nonwoven fabric constituting the outermost skin side of the folded portion covering the abdominal end is the inner nonwoven fabric, The pants-type disposable diaper according to any one of ⁇ 1> to ⁇ 9>, wherein the nonwoven fabric forming the outermost skin side in a portion covering the dorsal end of the folded portion is the outer layer nonwoven fabric.
- the ratio of the stiffness at the portion covering the abdominal end to the stiffness at the portion covering the dorsal end is preferably 0.3 or more, more preferably 0.4 or more, and 0.8 or more.
- the rigidity of the portion covering the abdominal end is preferably 2 cN or more, more preferably 3 cN or more, further preferably 6 cN or less, further preferably 5 cN or less.
- the rigidity of the portion covering the dorsal end is preferably 4 cN or more, more preferably 5 cN or more, further preferably 15 cN or less, and further preferably 13 cN or less.
- the difference between the water pressure at the portion covering the ventral end and the water pressure at the portion covering the dorsal end is preferably 10 mm or more, more preferably 15 mm or more, and also 500 mm or less.
- the water pressure at the portion covering the abdominal end is preferably 10 mm or more, more preferably 15 mm or more, preferably 500 mm or less, and more preferably 400 mm or less.
- the water pressure resistance in the portion covering the back side end portion is preferably 0 mm or more, more preferably 50 mm or less, and further preferably 40 mm or less, any of the above ⁇ 1> to ⁇ 17>.
- Both the part covering the dorsal end and the part covering the ventral end are hydrophobic,
- the hydrophilicity in the portion covering the abdominal end is preferably 105 ° or more, more preferably 110 ° or more, and further preferably 180 ° or less, and more preferably 170 ° or less.
- the pants-type disposable diaper according to any one of the above ⁇ 1> to ⁇ 19>.
- Both the part covering the dorsal end and the part covering the ventral end are hydrophobic,
- the degree of hydrophilicity at the portion covering the dorsal end is preferably 90 ° or more, more preferably 95 ° or more, and further preferably 150 ° or less, and more preferably 145 ° or less.
- the pants-type disposable diaper according to any one of the above ⁇ 1> to ⁇ 20>.
- Both the part covering the abdominal end and the part covering the dorsal end are hydrophilic, The difference between the hydrophilicity at the portion covering the abdominal end and the hydrophilicity at the portion covering the dorsal end is preferably 3 mm or more, more preferably 5 mm or more, and 100 mm or less.
- Both the part covering the abdominal end and the part covering the dorsal end are hydrophilic,
- the hydrophilicity in the portion covering the abdominal end is preferably 0 mm or more, more preferably 20 mm or less, and further preferably 10 mm or less, any of the above ⁇ 1> to ⁇ 22>.
- Both the part covering the abdominal end and the part covering the dorsal end are hydrophilic,
- the hydrophilicity at the portion covering the back side end is preferably 3 mm or more, more preferably 5 mm or more, further preferably 100 mm or less, and further preferably 90 mm or less.
- the ratio of the grammage in the portion covering the ventral end to the grammage in the portion covering the dorsal end is preferably 0.65 or more, more preferably 0.75 or more, and 0.
- the basis weight at the portion covering the abdominal end is preferably 11 g / m 2 or more, more preferably 15 g / m 2 or more, and preferably 25 g / m 2 or less, and 20 g / m 2 or less. even more preferably m 2 or less, wherein ⁇ 1> to pants-type disposable diaper according to any one of ⁇ 25>.
- the basis weight of the portion covering the back end is preferably 14 g / m 2 or more, more preferably 16 g / m 2 or more, and preferably 35 g / m 2 or less, and 30 g / m 2 or less. even more preferably m 2 or less, wherein ⁇ 1> to pants-type disposable diaper according to any one of ⁇ 26>.
- the ratio of the fiber diameter of the constituent fibers in the portion covering the abdominal end to the fiber diameter of the constituent fibers in the portion covering the dorsal end is preferably 0.4 or more, and more preferably 0.5 or more.
- the fiber diameter of the constituent fibers in the portion covering the abdominal end is preferably 9 ⁇ m or more, more preferably 10 ⁇ m or more, and preferably 20 ⁇ m or less, and more preferably 15 ⁇ m or less.
- the fiber diameter of the constituent fibers in the portion covering the dorsal end is preferably 11 ⁇ m or more, more preferably 13 ⁇ m or more, preferably 22 ⁇ m or less, and more preferably 20 ⁇ m or less.
- the said folded part is the said extended part which made only one of the said outer layer nonwoven fabric or the said inner layer nonwoven fabric extended from the said waist opening part, and the said extended part is formed by folding back, ⁇ 1> Or a pants-type disposable diaper according to any one of ⁇ 30>.
- the said folded part is the said extended part which extended both the said outer layer nonwoven fabric and the said inner layer nonwoven fabric from the said waist opening part, The said ⁇ 1> thru
- ⁇ 33> The pants-type disposable diaper according to any one of ⁇ 1> to ⁇ 32>, wherein each of the folded portions located in the abdominal region and the dorsal region has a different nonwoven fabric configuration.
- ⁇ 34> The pants according to any one of ⁇ 1> to ⁇ 33>, wherein the outer layer nonwoven fabric and the inner layer nonwoven fabric forming the outer package differ in the presence or absence or degree of a hydrophilic treatment, a hydrophobic treatment, and the like for the constituent fibers thereof.
- Type disposable diapers Type disposable diapers.
- ⁇ 35> The pants type according to any one of the above ⁇ 1> to ⁇ 34>, wherein the outer layer nonwoven fabric and the inner layer nonwoven fabric constituting the outer package differ in the presence or absence or degree of mixing of non-heat-fusible hydrophilic fibers.
- ⁇ 36> The portion covering the abdominal end portion is made of the inner nonwoven fabric, and the portion covering the dorsal end portion is made of the outer nonwoven fabric, according to any one of ⁇ 1> to ⁇ 35>. Pants-type disposable diapers.
- the inner-layer nonwoven fabric is a stretchable nonwoven fabric, the inner-layer nonwoven fabric forms a portion covering the ventral end, and the outer-layer nonwoven fabric is a non-stretchable nonwoven fabric, and the outer-layer nonwoven fabric forms the back-side end.
- the pants-type disposable diaper according to any one of the above ⁇ 1> to ⁇ 36>, which forms a covering portion.
- An outer body continuous body is formed by superposing the long band-shaped outer nonwoven fabric raw material and the long band-shaped inner layer nonwoven fabric each conveyed in one direction, On the inner layer nonwoven fabric side of the outer body continuous body, at an interval in the transport direction, an absorbent body having a longitudinal direction in a direction orthogonal to the transport direction is arranged, Folding both side areas in the width direction of the exterior body continuous body toward the absorbent body side,
- the exterior body continuum including the absorbent main body is folded in two in the center region in the width direction, and the exterior body continuities opposed by the two folds are joined between the absorbent bodies adjacent in the transport direction.
- a method for manufacturing a pants-type disposable diaper wherein the joining portion cuts the diaper continuum along the width direction of the diaper continuum, In the folding of the outer body continuous body, the folded part on one side area of the outer body continuous body covers one longitudinal end area of the absorbent main body, and the folded part on the other side area is the folded part. A portion that covers the other longitudinal end area of the absorbent body and covers one longitudinal end area of the absorbent body among the folded portions on one side region, and a folded portion on the other side region.
- a method of manufacturing a pants-type disposable diaper wherein a portion covering one of the longitudinal end regions of the absorbent main body is folded so that the nonwoven fabric has different physical properties.
- both the nonwoven fabric webs produce a superposed portion in their width direction, and one side edge of the superposed portion in the width direction is formed.
- Extending the inner layer non-woven fabric fabric material outward from the width direction In the folding of the outer body continuous body, the folded part on one side area of the outer body continuous body covers one longitudinal end area of the absorbent main body, and the folded part on the other side area is the folded part.
- the portion that covers the other longitudinal end area of the absorbent main body and covers one longitudinal end area of the absorbent main body among the folded portions of one side area is only the raw material of the inner layer nonwoven fabric.
- the portion covering the other longitudinal end region of the absorbent main body is folded so as to be both nonwoven fabric raw materials or only the outer layer nonwoven fabric raw material, The method for producing a pants-type disposable diaper according to ⁇ 38>.
- An outer body continuous body is formed by superposing the long band-shaped outer nonwoven fabric raw material and the long band-shaped inner layer nonwoven fabric each conveyed in one direction, Cutting the exterior body continuous body in the width direction central region along the transport direction to form a pair of exterior body cut bodies, On the inner layer nonwoven fabric fabric side of each of the exterior body cut bodies, an absorbent body having a longitudinal direction in a direction orthogonal to the transport direction is arranged at intervals in the transport direction and so as to straddle both cut bodies, Fold each outer region in the width direction of each of the outer package cut bodies toward the absorbent main body side, Each of the outer package cut bodies including the absorbent main body is folded in two in the width direction central region of the absorbent main body, and the outer body cut bodies opposed by the two folds are adjacent to each other in the transport direction.
- the body is joined to form a joint to form a continuous diaper, and then A method for manufacturing a pants-type disposable diaper, wherein the joining portion cuts the diaper continuum along the width direction of the diaper continuum, In the folding of each of the outer package cut bodies, the folded portion of the outer side in the width direction of one of the outer package cut bodies covers one longitudinal end region of the absorbent body and the other of the outer package cut bodies Of the absorbent body covers the other longitudinal end area of the absorbent body, and covers one longitudinal end area of the absorbent body among the folded parts of the one outer area.
- both the nonwoven fabric webs produce a superposed portion in their width direction, and one side edge of the superposed portion in the width direction is formed.
- the folded portion of the outer side in the width direction of one of the outer package cut bodies covers one longitudinal end region of the absorbent body and the other of the outer package cut bodies Of the absorbent body covers the other longitudinal end area of the absorbent body, and covers one longitudinal end area of the absorbent body among the folded parts of the one outer area.
- the portion is only the inner layer nonwoven fabric, and the portion covering the other longitudinal end region of the absorbent body in the folded portion of the other outer region is the both nonwoven fabrics or the outer layer nonwoven fabric.
- a pants-type disposable diaper capable of exhibiting a function for improving a feeling of wearing differently between the abdomen and the back.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Cette couche jetable (1) a une partie ventrale (F), une partie dorsale (R) et une partie d'entrejambe (M), et comprend un corps absorbant (2) qui est agencé de façon à s'étendre sur la partie ventrale (F) et la partie dorsale (R) et un corps extérieur (3) qui est disposé sur le côté de surface côté non en contact avec la peau du corps absorbant (2). Le corps extérieur (3) comprend au moins un tissu non tissé de couche externe (31) qui forme la surface côté non en contact avec la peau et un tissu non tissé de couche interne (32) qui forme une surface côté peau. La partie ventrale (F) et la partie dorsale (R) ont chacune une partie d'extension constituée par la partie d'au moins l'un parmi le tissu non tissé de couche externe (31) et le tissu non tissé de couche interne (32) qui s'étend vers l'extérieur à partir d'une extrémité ouverte de taille. Une partie arrière pliée (35), constituée par la partie d'extension repliée vers la surface côté peau, recouvre la partie d'extrémité ventrale et la partie d'extrémité dorsale du corps absorbant (2). Dans la partie arrière pliée (35), le tissu non tissé qui forme la surface la plus proche de la peau dans la partie recouvrant la partie d'extrémité ventrale a différentes propriétés physiques du tissu non tissé qui forme la surface la plus proche de la peau dans la partie recouvrant la partie d'extrémité dorsale.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2021109821A RU2765116C1 (ru) | 2018-09-11 | 2019-08-09 | Одноразовый подгузник типа трусов |
| CN201980057525.XA CN112654337B (zh) | 2018-09-11 | 2019-08-09 | 短裤型一次性尿布 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-169401 | 2018-09-11 | ||
| JP2018169401A JP7141285B2 (ja) | 2018-09-11 | 2018-09-11 | パンツ型使い捨ておむつ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020054297A1 true WO2020054297A1 (fr) | 2020-03-19 |
Family
ID=69777520
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/031725 WO2020054297A1 (fr) | 2018-09-11 | 2019-08-09 | Couche jetable de type culotte |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7141285B2 (fr) |
| CN (1) | CN112654337B (fr) |
| RU (1) | RU2765116C1 (fr) |
| WO (1) | WO2020054297A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114129347A (zh) * | 2020-09-03 | 2022-03-04 | 王子控股株式会社 | 尿布及尿布的制造方法 |
| JP7080302B1 (ja) | 2020-12-28 | 2022-06-03 | ユニ・チャーム株式会社 | パンツ型使い捨ておむつ |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06343660A (ja) * | 1993-06-03 | 1994-12-20 | Nippon Kiyuushiyuutai Gijutsu Kenkyusho:Kk | 吸収体製品およびその製造方法 |
| JP2010220781A (ja) * | 2009-03-23 | 2010-10-07 | Kao Corp | パンツ型吸収性物品 |
| JP2017119055A (ja) * | 2015-12-29 | 2017-07-06 | ユニ・チャーム株式会社 | 長繊維を含むウェブを有する吸収体を含む吸収性物品 |
| JP2017213360A (ja) * | 2016-05-30 | 2017-12-07 | 花王株式会社 | 吸収性物品 |
| WO2018116479A1 (fr) * | 2016-12-22 | 2018-06-28 | 花王株式会社 | Couche jetable |
| JP3217273U (ja) * | 2018-05-18 | 2018-07-26 | ユニ・チャーム株式会社 | 吸収性物品 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4986585B2 (ja) * | 2006-11-27 | 2012-07-25 | 花王株式会社 | 吸収性物品 |
| WO2010110154A1 (fr) * | 2009-03-23 | 2010-09-30 | 花王株式会社 | Article absorbant |
| WO2010110203A1 (fr) * | 2009-03-23 | 2010-09-30 | 花王株式会社 | Article absorbant de type sous-vêtement |
| JP5595055B2 (ja) * | 2010-01-29 | 2014-09-24 | ユニ・チャーム株式会社 | 吸収性物品の製造方法 |
| CN103908374A (zh) * | 2012-12-31 | 2014-07-09 | 尤妮佳股份有限公司 | 吸收性物品 |
| JP6343660B2 (ja) * | 2013-03-11 | 2018-06-13 | ロッシュ ダイアグノスティクス ヘマトロジー インコーポレイテッド | 血球の撮像 |
| JP5706925B2 (ja) * | 2013-05-13 | 2015-04-22 | 花王株式会社 | パンツ型着用物品およびその製造方法 |
| RU2659888C2 (ru) * | 2013-06-28 | 2018-07-04 | Као Корпорейшн | Одноразовый подгузник типа трусов и способ его производства |
| JP5859086B1 (ja) * | 2014-09-30 | 2016-02-10 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP6208209B2 (ja) * | 2015-12-22 | 2017-10-04 | 花王株式会社 | 使い捨ておむつ |
| JP6351685B2 (ja) * | 2016-10-21 | 2018-07-04 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ |
-
2018
- 2018-09-11 JP JP2018169401A patent/JP7141285B2/ja active Active
-
2019
- 2019-08-09 WO PCT/JP2019/031725 patent/WO2020054297A1/fr active Application Filing
- 2019-08-09 CN CN201980057525.XA patent/CN112654337B/zh active Active
- 2019-08-09 RU RU2021109821A patent/RU2765116C1/ru active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06343660A (ja) * | 1993-06-03 | 1994-12-20 | Nippon Kiyuushiyuutai Gijutsu Kenkyusho:Kk | 吸収体製品およびその製造方法 |
| JP2010220781A (ja) * | 2009-03-23 | 2010-10-07 | Kao Corp | パンツ型吸収性物品 |
| JP2017119055A (ja) * | 2015-12-29 | 2017-07-06 | ユニ・チャーム株式会社 | 長繊維を含むウェブを有する吸収体を含む吸収性物品 |
| JP2017213360A (ja) * | 2016-05-30 | 2017-12-07 | 花王株式会社 | 吸収性物品 |
| WO2018116479A1 (fr) * | 2016-12-22 | 2018-06-28 | 花王株式会社 | Couche jetable |
| JP3217273U (ja) * | 2018-05-18 | 2018-07-26 | ユニ・チャーム株式会社 | 吸収性物品 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114129347A (zh) * | 2020-09-03 | 2022-03-04 | 王子控股株式会社 | 尿布及尿布的制造方法 |
| JP7080302B1 (ja) | 2020-12-28 | 2022-06-03 | ユニ・チャーム株式会社 | パンツ型使い捨ておむつ |
| WO2022145141A1 (fr) * | 2020-12-28 | 2022-07-07 | ユニ・チャーム株式会社 | Couche jetable de type culotte |
| JP2022104325A (ja) * | 2020-12-28 | 2022-07-08 | ユニ・チャーム株式会社 | パンツ型使い捨ておむつ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112654337B (zh) | 2022-04-29 |
| CN112654337A (zh) | 2021-04-13 |
| JP2020039595A (ja) | 2020-03-19 |
| RU2765116C1 (ru) | 2022-01-25 |
| JP7141285B2 (ja) | 2022-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9220639B2 (en) | Boxer shorts formed by a method which does not require removal of material from the manufacturing web | |
| JP6032683B2 (ja) | パンツタイプ使い捨ておむつの製造方法、及びその製造方法により製造可能なパンツタイプ使い捨ておむつ | |
| US10470944B2 (en) | Underpants-type disposable diaper and production method therefor | |
| US10639211B2 (en) | Method for manufacturing underpants-type disposable diaper, and underpants-type disposable diaper | |
| JP2015186563A5 (fr) | ||
| WO2016152784A1 (fr) | Couche jetable de type culotte | |
| JP2016007347A5 (fr) | ||
| WO2020054297A1 (fr) | Couche jetable de type culotte | |
| JP6315337B2 (ja) | パンツタイプ使い捨ておむつの製造方法 | |
| JP2016054989A5 (fr) | ||
| JP5988398B2 (ja) | パンツタイプ使い捨ておむつ及びその製造方法 | |
| JP5616952B2 (ja) | パンツ型吸収性物品の製造方法 | |
| WO2019131224A1 (fr) | Article absorbant | |
| JP6342693B2 (ja) | 吸収性物品の製造方法および吸収性物品 | |
| JP2017113189A (ja) | 使い捨ておむつ | |
| JP5540380B2 (ja) | パンツ型使い捨ておむつ | |
| JP2004049707A (ja) | 使い捨ておむつ | |
| JP6396148B2 (ja) | パンツタイプ使い捨ておむつの製造方法及びパンツタイプ使い捨ておむつ | |
| JP6122536B2 (ja) | パンツタイプ使い捨ておむつの製造方法 | |
| JP6829031B2 (ja) | パンツタイプ使い捨ておむつ | |
| JP6231913B2 (ja) | 吸収性物品の製造方法 | |
| JP6316040B2 (ja) | 吸収性物品の製造方法 | |
| JP2015150131A (ja) | 使い捨てのパンツ型おむつ | |
| JP2019118799A (ja) | 吸収性物品 | |
| JP2016067602A (ja) | 吸収性物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19858741 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2101001316 Country of ref document: TH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19858741 Country of ref document: EP Kind code of ref document: A1 |