WO2020004648A1 - 吸収性物品用の透液性シート - Google Patents
吸収性物品用の透液性シート Download PDFInfo
- Publication number
- WO2020004648A1 WO2020004648A1 PCT/JP2019/025924 JP2019025924W WO2020004648A1 WO 2020004648 A1 WO2020004648 A1 WO 2020004648A1 JP 2019025924 W JP2019025924 W JP 2019025924W WO 2020004648 A1 WO2020004648 A1 WO 2020004648A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fibers
- liquid
- woven fabric
- fiber web
- fiber
- Prior art date
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51121—Topsheet, i.e. the permeable cover or layer facing the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/472—Sanitary towels, incontinence pads or napkins specially adapted for female use
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15934—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for making non-woven
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
- A61F2013/51165—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers with the combination of films and nonwovens
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
- A61F2013/51178—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers with the combination of nonwoven webs
Definitions
- the present invention relates to a liquid-pervious sheet for absorbent articles, and more particularly, to a light incontinence pad, a panty liner, a sanitary napkin, a vaginal absorbent pad, a urine absorbent pad, a disposable diaper for adults and children, and the like.
- the present invention relates to a liquid-permeable sheet for articles.
- Patent Literature 1 discloses an absorbent article provided with a topsheet located on the side facing the absorber. A plurality of openings penetrating in the thickness direction are formed in the topsheet.
- the surface sheet has a relatively low sheet strength due to the formation of the plurality of openings, and there is a possibility that the surface sheet may be distorted or partially broken during wearing. Further, there is a possibility that the bodily fluid absorbed by the absorber may return (rewet back) to the surface side of the topsheet through the opening.
- the first invention is an improvement of the conventional invention, and is a liquid-permeable sheet for an absorbent article having excellent liquid permeability and having a required sheet strength and capable of suppressing rewetting back. Providing is an issue.
- the topsheet of Patent Literature 1 has a relatively low sheet strength due to the formation of the plurality of openings, and may be distorted or partially broken during wearing.
- the hydrophilic fiber absorbs menstrual blood, swells, and further reduces the sheet strength by being formed from the hydrophilic fiber. Therefore, menstrual blood adhering to the skin cannot be scraped off at the opening of the topsheet.
- the topsheet is formed of hydrophobic fibers in order to prevent such disadvantages, the body fluid cannot be sufficiently drawn.
- the sheet strength of the topsheet is relatively low, when the sanitary napkin is taken out of the individually packed bag stored in a folded state, it tends to have a folding habit, and when the sanitary napkin is attached to the underwear. There is a possibility that a part of the skin may be lifted from the underwear, which may cause a side leakage of menstrual blood and a deteriorated feeling of wearing.
- the second invention is an improvement of the conventional invention, and provides a liquid-permeable sheet for an absorbent article which has excellent liquid permeability, has a required sheet strength, and can suppress rewetting. Make it an issue.
- a first invention comprises a woven fabric having a first surface and a second surface opposing each other in a thickness direction, and a fiber web integrated by entanglement with the first surface of the woven fabric. Is formed from cellulosic fibers, and the constituent fibers of the fiber web are substantially flush with the second surface of the woven fabric or extend outwardly in the thickness direction for the absorbent article. It relates to a liquid-permeable sheet.
- a second invention comprises a woven fabric having a first surface and a second surface opposing each other in a thickness direction, and a fiber web integrated by entanglement with the first surface of the woven fabric. Is formed from continuous twisted yarns made of cellulosic fibers, and the fiber web relates to a liquid-permeable sheet for an absorbent article containing hydrophilic fibers and hydrophobic fibers.
- the topsheet has a fabric-like feel, and can realize a favorable body fluid absorption rate and a suppression of the rewetting phenomenon.
- the liquid-permeable sheet for an absorbent article according to the second invention is such that the topsheet has a fabric-like touch, is excellent in excrement scraping properties, is unlikely to have a kinking tendency, and has a side leakage of body fluids and the like. It is possible to suppress a decrease in a feeling of wearing.
- FIG. 3 is a sectional view taken along the line III-III in FIG. 1. Partial enlarged view of a liquid-permeable sheet (top sheet). The figure which shows the state which separated the liquid permeable sheet into the fiber web and the woven fabric.
- FIG. 6 is a sectional view taken along the line VI-VI in FIG. 4. The enlarged view of the hydrophilic fiber in an example of a hydrophilic fiber.
- FIG. 9 is a sectional view taken along line XX of FIG. 8. Partial enlarged view of a liquid-permeable sheet (top sheet). The figure which shows the state which separated the liquid permeable sheet into the fiber web and the woven fabric.
- FIG. 13 is a sectional view taken along the line XIII-XIII of FIG. 11. The enlarged view of the hydrophilic fiber in an example of a hydrophilic fiber.
- the following embodiments relate to the absorbent articles shown in the accompanying drawings, and include not only the essential constitutions of the invention but also alternative and preferred constitutions.
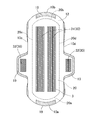
- a sanitary napkin 10 which is an example of an absorbent article according to the present invention will be described with reference to the accompanying drawings.
- the sanitary napkin 10 has a vertical direction Y, a horizontal direction X, and a thickness direction Z.
- the sanitary napkin 10 has a vertical center line P bisecting a dimension in a width direction thereof and a horizontal center line Q bisecting a dimension in a length dimension thereof.
- the convex surface is curved at the center where the facing surface (inner surface) and the non-skin facing surface (outer surface) on the opposite side, the first and second edges 10a and 10b, and the horizontal center line Q are located.
- the topsheet 11 and the absorbent body 20 are joined to each other by a known joining means such as a hot melt adhesive, and the liquid absorbing layer 13 is formed.
- an intermediate sheet made of a relatively bulky fiber nonwoven fabric is disposed between the topsheet (liquid-permeable sheet) 11 and the absorber 20. May be.
- a leak-proof sheet made of a liquid-impermeable fibrous nonwoven fabric or a plastic film having air permeability is arranged. Good.
- the absorber 20 is arranged in the vertical direction Y between the first edge 20a facing the first edge 10a, the second edge 20b facing the second edge 10b, and the first and second edges 20a, 20b.
- First and second side edges 20c and 20d extend.
- the front and back sheets 11 and 12 extend outward from the outer periphery of the absorbent body 20, and a pair of side surfaces extending in the vertical direction Y so as to face each other in the horizontal direction X on the skin facing surface side of the top sheet 11.
- the seat 14 is arranged.
- the pair of side sheets 14 are joined to the top sheet 11 via side joints (not shown) formed by known bonding means or welding means.
- an elastic material extending in the vertical direction Y may be arranged on the side sheet 14 so as to be contractible in an extended state in order to form a leak-proof wall that rises toward the body in a worn state.
- the side joint portion for fixing the side sheet 14 may be a seal line having a design element such as a floral pattern or a geometric pattern and extending in the vertical direction Y.
- the sanitary napkin 10 is formed by a top sheet 11, a back sheet 12, and a side sheet 14, and has both ends extending in the horizontal direction X outside the first and second edges 20a, 20b of the absorber 20 in the vertical direction Y. 16 and both side edge portions 17 extending in the vertical direction Y outside the first and second side edges 20 c and 20 d of the absorber 20 in the horizontal direction X.
- a wing portion 18 formed by a part of both side edge portions 17 protruding outward in the horizontal direction X is located.
- the sheets 11, 12, and 14 stacked together are joined to each other via an outer peripheral seal portion 19 located along the outer peripheral edge of the sanitary napkin 10.
- a plurality of fastening areas 30 are arranged on the back side of the sanitary napkin 10.
- the plurality of fastening areas 30 are for fastening the sanitary napkin 10 to clothing such as underwear, and are formed of a plurality of lines of pressure-sensitive adhesive or pressure-sensitive adhesive extending in the vertical direction Y. Is done.
- the fastening region 30 has a central region 31 extending in the vertical direction Y in a region overlapping with the absorber 20, and a side region 32 located at the wing portion 18.
- the fastening area 30 is covered with a plastic film separator (not shown).
- the topsheet 11 is liquid-permeable, has a skin-facing surface (upper surface) 11a and a non-skin-facing surface (lower surface) 11b located on the opposite side, and is made of a laminate sheet of the woven fabric 40 and the fiber web 50. It is formed.
- the back sheet 12 can be formed from a liquid-impermeable and moisture-permeable plastic film, a liquid-impermeable fibrous nonwoven fabric, a laminate sheet thereof, and the like.
- the outer peripheral seal portion 19 can be singly or in combination of bonding by known bonding means such as bonding with an adhesive, ultrasonic welding, heat welding, laser welding, high-frequency welding, and embossing.
- the sheets 11, 12, and 14 stacked in the thickness direction Z are joined to each other via an adhesive such as a hot melt adhesive.
- an adhesive such as a hot melt adhesive.
- Examples of the method for applying the hot melt adhesive include various known application methods such as spiral coating, coater coating, curtain coater coating, and spray coating.
- the absorbent body 20 is made of a liquid-absorbent core 21 formed by mixing superabsorbent polymer particles (SAP) and cellulosic fibers such as fluff wood pulp and rayon fibers and shaping the mixture into a predetermined shape. And a liquid-permeable core cover sheet 22 that covers the entire liquid-absorbent core 21 in order to improve the shape retention and liquid diffusibility.
- SAP superabsorbent polymer particles
- cellulosic fibers such as fluff wood pulp and rayon fibers
- the core cover sheet 22 has a dimension in the vertical direction Y that is larger than the dimension in the vertical direction Y of the liquid-absorbent core, and both side edges 22 a and 22 b of the core cover sheet 22 cover the entire liquid-absorbent core 21.
- the liquid cores 21 are positioned so as to overlap each other on the bottom surface side in the central portion in the lateral direction X of the liquid core 21.
- a superimposed portion 23 is formed in the center portion of the absorber 20 in the horizontal direction X where the side edges 22a and 22b extending in the vertical direction Y are stacked on each other. Is done.
- the core cover sheet 22 has a first covering portion 25 that covers the skin-facing surface side of the liquid-absorbing core 21 and a second covering portion 26 that covers the non-skin-facing surface side of the liquid-absorbing core 21.
- the core cover sheet 22 is formed from one continuous sheet.
- the first core cover sheet forming the first covering portion 25 is separate from the first core cover sheet.
- a second core cover sheet forming the second covering portion 26 is separate from the first core cover sheet.
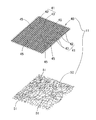
- FIG. 4 is a partially enlarged view of the topsheet 11, and FIG. 5 is an exploded perspective view of the topsheet 11.
- the topsheet 11 includes a woven fabric 40 located on the skin facing surface side and a fiber web 50 located on the non-skin facing surface side.
- the woven fabric 40 has a lower surface (first surface) 40a facing the fiber web 50 and an upper surface (second surface) 40b located on the opposite side of the lower surface 40a.
- the woven fabric 40 and the fiber web 50 are integrated by entanglement with each other.
- the upper surface 40b of the fabric 40 may be located below, and the lower surface 40a may be located above.
- the woven fabric 40 is composed of the constituent yarns 41 woven in a mesh shape.
- the constituent yarn 41 has a plurality of warps 42 and a plurality of wefts 43 crossing each other with the warp 42. When the warps 42 and the wefts 43 cross each other in the thickness direction Z, a plurality of meshes 45 are formed. It is formed.
- the constituent yarn 41 of the woven fabric 40 is a twisted yarn formed by twisting an original yarn made of cotton yarn (cotton fiber).
- cotton fibers such as pulp fibers, regenerated cellulose fibers such as rayon, and cellulosic fibers such as semi-synthetic cellulose fibers such as acetate are preferably used.
- thermoplastic resin fibers such as polyethylene and polypropylene
- cellulosic fibers and mixtures thereof
- the number of the constituent yarns 41 is 60 to 100, and a cotton yarn having a thickness of 10 to 100 cotton can be suitably used as the raw yarn.
- the fiber web 50 is formed by a known manufacturing method such as a spunbond method using long fibers or a dry method of forming webs by arranging short fibers in a fixed direction using a carding machine. It is an aggregate and is formed from constituent fibers 51 including hydrophilic fibers and hydrophobic fibers.
- the hydrophobic fibers include monofilaments such as polyolefin-based thermoplastic fibers including polypropylene (PP) and polyethylene (PE) and polyester-based thermoplastic fibers including polyethylene terephthalate (PET), and core-sheath composite fibers. And various composite fibers such as side-by-side type composite fibers and sea-island type composite fibers.
- hydrophilic fibers examples include natural cellulose fibers such as cotton and ground pulp; regenerated cellulose fibers such as rayon and fibril rayon; semi-synthetic cellulose fibers such as acetate; thermoplastic resin fibers and composite fibers subjected to a hydrophilic treatment; Is mentioned.
- the constituent fibers 51 of the fiber web 50 have 10 to 20 gsm of hydrophobic fibers and 5 to 10 gsm of hydrophilic fibers.
- a known fluid entanglement method can be used.
- the continuous laminate obtained by laminating the continuous fiber web, which is the material of the fiber web 50, on the upper surface of the continuous network structure, which is the material of the fabric 40,
- a high-pressure fluid such as air or water
- the constituent yarns of the continuous network can be entangled and integrated.
- the continuous laminate is conveyed by a conveying means formed of a metal mesh belt, and when a fluid is jetted from a nozzle to the upper surface of the continuous laminate, the fibers of the continuous fiber web and the constituent yarns of the continuous network structure are formed on the upper surface side. Are entangled with each other, and are also entangled by the fluid that repels and strikes the conveying means on the lower surface side facing the conveying means. Since the topsheet 11 is formed by entanglement of the fiber web 50 made of an aggregate of fibers with the woven fabric 40 by a fluid entanglement method, the constituent fibers of the fiber web 50 are compared with a case where the nonwoven fabric sheets are laminated and fluid entangled.
- the surface sheet 11 having desired sheet characteristics such as thickness, mass, absorption speed, sheet strength, and the like can be obtained by appropriately changing the configuration of the mesh belt of the conveying unit. it can.
- the topsheet 11 is formed by integrating the woven fabric 40 located on the skin-facing surface side with the fibrous web 50 located on the non-skin-facing surface side by confounding, the case where the topsheet 11 is formed only of the nonwoven fabric , And can give a crisp texture like cloth.
- the fabric 40 has a mesh structure, the contact area with the skin is reduced, and a light touch can be given.
- the menstrual blood excreted in the topsheet 11 is diffused along the warp yarns 42 and the weft yarns 43 of the woven fabric 40 and is absorbed downward by passing the constituent fibers 51 of the fiber web 50 extending downward from the mesh 45 of the woven fabric 40. Moved to body 20. Also, as compared to the case where the topsheet 11 is formed from a liquid-permeable fibrous nonwoven fabric, even if the sheet mass is the same, a mesh-like configuration made of the constituent yarns 41 having a finer size than the constituent fibers 51 of the fiber web 50.
- the sheet 40 has relatively high sheet rigidity. Thereby, it is possible to effectively prevent the topsheet 11 from being twisted or lifted from the absorber 20.
- the topsheet 11 is formed from a laminate sheet of the woven fabric 40 and the fiber web 50, and it is difficult to spread menstrual blood by tying the constituent yarns of the woven fabric 40. Since it is absorbed, it is possible to suppress the occurrence of skin troubles due to the skin being stained over a wide area.
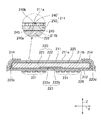
- FIG. 6 is a cross-sectional view taken along the line VI-VI of FIG. 4 and shows the absorber 20 located below the topsheet 11 by a virtual line.
- the constituent fibers 51 of the fiber web 50 extend outward from the woven fabric 40 in the thickness direction Z.
- the fiber web 50 includes a downwardly extending portion 52 extending downward from the lower surface (first surface) 40a of the woven fabric 40 and an upwardly extending portion (extending upward from the upper surface (second surface) 40b of the woven fabric 40).
- a portion 53 extending from the second surface).
- the downwardly extending portion 52 of the fibrous web 50 is a continuous fibrous web to which fluid is injected at a high pressure, while the upwardly extending portion 53 is formed of a continuous fibrous web.
- a part of the constituent fibers of (1) penetrates the continuous mesh body, which is the material of the fabric 40 located below, and extends toward the mesh belt side as the conveying means.
- the bodily fluid excreted on the topsheet 11 is absorbed and diffused by the hydrophilic fibers contained in the upwardly extending portion 53 of the fiber web 50, and is warped by the warp 42 and the weft 43 of the woven fabric 40 in the vertical direction Y and the horizontal direction. X, and is promptly transferred to the absorber 20.
- a part of the fiber web 50 is located substantially flush with or above the upper surface 40b of the woven fabric 40, it becomes closer to the skin and the absorption area of menstrual blood increases, so that more menstrual blood can be absorbed. Can be withdrawn.
- the woven fabric 40 is composed of a plurality of continuously extending warps 42 and a plurality of continuously extending wefts 43 so as to intersect them in the thickness direction Z, the woven fabric 40 comes into direct contact with the skin and wears while wearing. It can be said that even if pressure is applied or menstrual blood is touched, the strength is not easily reduced, and fluffing and settling are hardly generated.
- the fabric 40 Since the fabric 40 is located on the skin side of the fiber web 50, the menstrual blood attached to the skin can be scraped off by the constituent yarn 41 having a finer size than the constituent fibers 51 of the fiber web 50 and having high rigidity. .
- menstrual blood adheres to the skin so that it sticks to the skin when it is cured over time by contact with air.
- the fabric 40 whose strength is hard to decrease even when pressure is applied or touches menstrual blood, directly or indirectly touches the skin, so that menstrual blood stuck to the skin by the plurality of meshes 45 can be wiped off.
- the constituent yarn 41 of the woven fabric 40 is formed from a twisted yarn, the entire outer peripheral surface is uneven, so that the scraping property is further improved.
- the thickness D3 of the upwardly extending portion 53 of the fiber web 50 extending upward from the upper surface 40b of the fabric 40 may be 1.1 to 4.0 times the thickness D2 of the fabric 40. preferable.
- the thickness D3 has such a relatively large size, it is possible to achieve both the scraping property and the suppression of the rewetting phenomenon. That is, when the thickness D3 is less than 1.1 times the thickness D2, the scraping property can be said to be higher because the fabric 40 is close to the skin. The rewetting phenomenon cannot be effectively suppressed by the thin fiber web 50 containing hydrophobic fibers.
- the thickness D3 exceeds 4.0 times the thickness D2
- the re-wetting phenomenon can be suppressed by the upwardly extending portion 53 of the relatively thick fiber web 50, and the constituent fibers 51 It can be said that bodily fluids can be drawn through the skin, but since the fabric 40 is located away from the skin, it is difficult to scrape menstrual blood adhered to the skin.
- the thickness dimension D2 of the woven fabric 40 can be measured in a material state using a “PEACOCK dial thickness gauge JB manufactured by Ozaki Corporation” having a measuring element with a diameter of 50 mm.
- the thickness dimension D1 of the topsheet 11 is an apparent thickness, and as shown in FIG. 6, the topsheet 11 is preferably cut along the machine direction of the fiber web 50 to enlarge the cut surface. A photograph was taken using a digital microscope VHX-1000 manufactured by KEYENCE CORPORATION, and the maximum thickness dimension of the topsheet 11 was measured based on the enlarged photograph, and the same measurement was performed at five randomly designated places.
- the thickness dimension D1 of the topsheet 11 is the thickness of the upper extending portion 53 of the fiber web 50 (the thickness of the woven fabric 40). (Distance from upper surface 40b to apex 53a of upwardly extending portion 53) D3.
- the measurement is performed in a measurement room under a standard atmosphere (temperature: 20 ⁇ 5 ° C., relative humidity: 65% or less).
- the upwardly extending portion 53 of the fibrous web 50 has a plurality of low bulk portions 54 having a relatively small thickness D3 and a plurality of high bulk portions 55 having a relatively large thickness D3. Since the downwardly extending portion 52 of the fiber web 50 has an uneven shape, menstrual blood adhering to the skin together with the fabric 40 located below can be effectively scraped off.
- the topsheet 11 is formed by the fluid entanglement method
- the volume is lower than that of the part.
- the low bulk portion 56 includes a portion directly hit by the fluid, in which case the low bulk portion 56 has a higher fiber density than the high bulk portion 57. Therefore, the bodily fluid transferred from the fabric 40 to the downwardly extending portion 52 is transferred to the absorbent located further below in the bulky portion 56 having a relatively high fiber density as compared with the bulky portion 57. be able to.
- the fiber webs 50 are integrated with the woven fabric 40 by entanglement without interposition of an adhesive or the like, the fiber webs 50 are superior in flexibility as compared with a case where they are joined to each other via an adhesive or the like.
- the constituent fibers 51 of the fiber web 50 are entangled with the woven fabric 40, in addition to the fact that a part of the constituent fibers 51 are entangled with the warp and the weft of the woven fabric 40 or wound so as to cling together, A part of the constituent fibers 51 may be entangled so as to enter between the original yarns of the warp 42 and the weft 43 formed of a twisted yarn.
- the fiber web 50 is stably integrated with the woven fabric 40 by entanglement of the constituent fibers 51 with the outer surface and the inner surface of the warp yarn 42 and the weft yarn 43.
- the constituent fibers 51 of the fiber web 50 have a fineness of 0.8 to 6.0 dtex, preferably 1.0 to 4.4 dtex, more preferably 1.3 to 3.3 dtex, and a fiber length of 25 to 64 mm, preferably , 32 to 58 mm, more preferably 38 to 51 mm, and the fineness of the constituent yarn 41 composed of twisted yarn is 10 to 100 cotton count, preferably 20 to 60 cotton count, more preferably 30 to 45 cotton count. It is.
- the fiber web 50 Since the constituent fibers 51 of the fiber web 50 are short fibers, the fiber web 50 has a plurality of fiber ends, and the fiber ends enter the twisted gap of the original yarn having a greater fineness, or the constituent yarn
- the fiber web 50 is stably entangled with the woven fabric 40 by being wound so as to cling to the woven fabric 41.
- the fiber length of the short fibers of the fiber web 50 is determined by the distance R1 between the warp yarns 42 adjacent and parallel to each other and the distance R2 between the warp yarns 43 adjacent and parallel to each other. Is larger than at least one of the separation dimensions. In such a case, the short fibers do not fall off from the mesh 45 of the woven fabric 40, and the sheet strength and the liquid diffusibility of the entire topsheet 11 are improved by extending the short fibers so as to straddle the mesh 45. sell.
- the content of hydrophilic fibers in the fiber web 50 is less than 50% by mass, preferably 10 to 49% by mass, and the content of hydrophobic fibers exceeds 50% by mass, preferably 51 to 90% by mass.
- the ratio of the hydrophobic fibers to the fiber web 50 is higher than the ratio of the hydrophilic fibers.
- the content of the hydrophilic fiber is less than 10% by mass, the proportion of the hydrophobic fiber is relatively increased, and the rewetting phenomenon can be suppressed, but the ability to pull in menstrual blood from the skin is reduced.
- the content of the hydrophilic fiber is 50% by mass or more, more menstrual blood can be rapidly absorbed, but the rewetting phenomenon is likely to occur.
- good hydrophilicity and liquid diffusibility and suppression of the rewetting phenomenon are realized by containing hydrophilic fibers and hydrophobic fibers in a well-balanced manner.
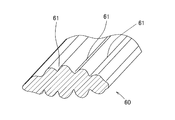
- FIG. 7 is an enlarged view of a modified fiber having an irregular cross section in an example of a hydrophilic fiber.
- the hydrophilic fiber 60 is a thermoplastic resin fiber that has been subjected to a hydrophilic treatment, for example, a hydrophilic PET fiber, and has a plurality of grooves 61 extending in the extending direction. Since the hydrophilic fibers 60 have the plurality of grooves 61 extending in the extending direction, the surface area in contact with menstrual blood is increased as compared with the case where the outer peripheral surface is flat, and the menstrual blood withdrawing property is improved.
- unbleached pulp fibers that have not been completely subjected to delignification treatment can be used as the material of the raw yarn of the fabric 40.
- the unbleached pulp fiber containing a relatively large amount of lignin component has a light brown color derived from a natural material
- the entire topsheet 11 has a light brown natural color.
- the topsheet 11 has a light brown color, it is possible to give a wearer or the like an impression that the product is a natural-friendly and highly natural-friendly product using a natural material.
- menstrual blood which has just started menstruation can be directly visually recognized. Can reduce anxiety about menstruation. Furthermore, since the lignin component has an excellent antibacterial effect, the sanitary napkin 10 can be worn and discarded more hygienically.
- At least one of the first and second coating portions 25 and 26 of the core cover sheet 22 that covers the liquid-absorbent core 21 may include unbleached pulp fibers.
- a natural color can be given a gentle impression to the skin, and it can contribute to menstrual concealing properties and antibacterial properties.
- the embodiment relating to the topsheet 11 disposed on the skin-facing surface side of the absorber 20 as the liquid-permeable sheet for the absorbent article 10 according to the first invention has been described.
- the absorbent article 10 is not limited to a sanitary napkin, but may include, for example, a diaper for adults and children, and a urine absorbing pad, and may be used as a liquid-permeable sheet for passing urine and soft stool.
- a woven fabric having a first surface and a second surface opposing each other in the thickness direction; and a fibrous web integrated with the first surface of the woven fabric by entanglement, wherein constituent yarns of the woven fabric are formed from cellulosic fibers.
- the constituent fibers of the fibrous web extend substantially flush with the second surface of the woven fabric or extend outward in the thickness direction.
- the liquid-permeable sheet for an absorbent article according to the first invention disclosed above includes the following embodiments.
- the thickness dimension of the portion of the fiber web extending from the second surface of the woven fabric is 1.1 to 4.0 times the thickness dimension of the woven fabric.
- Some of the constituent fibers of the fiber web are wound around the constituent yarns of the woven fabric and extend to the second surface side through a plurality of meshes of the woven fabric.
- the constituent fibers of the fiber web include hydrophilic fibers and hydrophobic fibers, and the content of the hydrophobic fibers is higher than the content of the hydrophilic fibers.
- the hydrophilic fiber has a different shape in cross section and has a plurality of grooves extending in the extending direction.
- the fiber web and the woven fabric are entangled and integrated by a fluid entanglement process.
- the fiber web is composed of short fibers, the fiber length of the short fibers is 25 to 64 mm, the fineness is 0.8 to 6.0 dtex, and the constituent yarns of the woven fabric are a plurality of raw yarns. And the fineness of the twisted yarn is 10 to 100 cotton count.
- the absorbent article further includes an absorber, and is arranged on the side of the absorber facing the skin.
- the fiber length of the short fiber is larger than at least one of a separation dimension between the warps that are adjacent and parallel to each other and a separation dimension between the wefts that are adjacent and parallel to each other.
- the following embodiments relate to the absorbent articles shown in the accompanying drawings, and include not only the essential constitutions of the invention but also alternative and preferred constitutions.
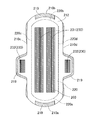
- a sanitary napkin 210 which is an example of an absorbent article according to the present invention will be described with reference to the accompanying drawings.
- the sanitary napkin 210 has a vertical direction Y, a horizontal direction X, and a thickness direction Z.
- the sanitary napkin 210 has a vertical center line P bisecting the dimension in the width direction and a horizontal center line Q bisecting the length dimension.
- the convex surface is curved at the central portion where the opposing surface (inner surface) side and the non-skin opposing surface (outer surface) side opposite thereto, the first and second end edges 210a and 210b, and the horizontal center line Q are located.
- the topsheet 211 and the absorber 220 are joined to each other by a known joining means such as a hot melt adhesive or the like, so that the liquid absorbing layer 213 is formed.
- an intermediate sheet made of a relatively bulky fiber nonwoven fabric is disposed between the topsheet (liquid-permeable sheet) 211 and the absorber 220. May be.
- a leak-proof sheet made of a liquid-impermeable fibrous nonwoven fabric or a plastic film, which preferably has air permeability, is preferably arranged to suppress leakage of bodily fluids. Good.
- the absorber 220 has a first edge 220a facing the first edge 210a, a second edge 220b facing the second edge 210b, and a longitudinal direction Y between the first and second edges 220a and 220b. It has first and second side edges 220c, 220d extending.
- the front and back sheets 211 and 212 extend outward from the outer periphery of the absorber 220, and a pair of side surfaces extending in the vertical direction Y so as to face each other in the horizontal direction X on the skin facing surface side of the top sheet 211.
- a sheet 214 is arranged.
- the pair of side sheets 214 is joined to the top sheet 211 via a side joint (not shown) formed by a known bonding means or welding means.
- an elastic material extending in the vertical direction Y may be arranged on the side sheet 214 so as to be contractible in an extended state in order to form a leak-proof wall that rises toward the body in a worn state.
- the side joint portion for fixing the side sheet 214 may be a seal line having a design element such as a floral pattern or a geometric pattern and extending in the vertical direction Y.
- the sanitary napkin 210 is formed by a top sheet 211, a back sheet 212, and a side sheet 214, and has both ends extending in the horizontal direction X outside the first and second edges 220a, 220b of the absorber 220 in the vertical direction Y. 216 and both side edges 217 extending in the vertical direction Y outside the first and second side edges 220c and 220d of the absorber 220 in the horizontal direction X.
- a wing portion 218 formed by a part of both side edge portions 217 protruding outward in the horizontal direction X is located at a central portion in the vertical direction Y of the sanitary napkin 210.
- the sheets 211, 212, and 214 stacked on each other are joined to each other via an outer peripheral seal portion 219 located along the outer peripheral edge of the sanitary napkin 210.
- a plurality of fastening areas 230 are arranged on the back side of the sanitary napkin 210.
- the plurality of fastening areas 230 are for fastening the sanitary napkin 210 to clothing such as underwear, and are formed from a plurality of line-shaped adhesives or pressure-sensitive adhesives extending in the vertical direction Y. Is done.
- the fastening region 230 has a central region 231 extending in the vertical direction Y in a region overlapping with the absorber 220, and a side region 232 located at the wing portion 218.
- the fixing area 230 is covered with a plastic film separator (not shown).
- the top sheet 211 is liquid-permeable, has a skin-facing surface 211a and a non-skin-facing surface 211b located on the opposite side, and is formed from a laminate sheet of the woven fabric 240 and the fiber web 250.
- the back sheet 212 can be formed from a liquid-impermeable and moisture-permeable plastic film, a liquid-impermeable fibrous nonwoven fabric, a laminate sheet thereof, and the like.
- As the side sheet 214 a known nonwoven fabric can be used, but in order to effectively prevent lateral leakage of body fluid, it is preferable to use a sheet material having hydrophobicity or water repellency.
- the outer peripheral seal portion 219 can be singly or in combination of bonding by known bonding means such as bonding with an adhesive, ultrasonic welding, heat welding, laser welding, high-frequency welding, and embossing.
- the sheets 211, 212, and 214 stacked in the thickness direction Z are joined to each other via an adhesive such as a hot melt adhesive.
- an adhesive such as a hot melt adhesive.
- Examples of the method for applying the hot melt adhesive include various known application methods such as spiral coating, coater coating, curtain coater coating, and spray coating.
- an absorbent body 220 is made of a liquid-absorbent core 221 formed by mixing superabsorbent polymer particles (SAP) and cellulosic fibers such as fluff wood pulp and rayon fibers and shaping the mixture into a predetermined shape. And a liquid-permeable core cover sheet 222 that covers the entire liquid-absorbent core 221 in order to improve the shape retention and liquid diffusibility.
- SAP superabsorbent polymer particles
- cellulosic fibers such as fluff wood pulp and rayon fibers
- the core cover sheet 222 has a dimension in the longitudinal direction Y that is larger than the dimension in the longitudinal direction Y of the liquid-absorbent core, and both side edges 222 a and 222 b of the core cover sheet 222 cover the entire liquid-absorbent core 221.
- the liquid cores 221 are located so as to overlap each other on the bottom surface side in the central portion in the lateral direction X of the liquid core 221.
- a superimposed portion 223 formed by laminating the side edges 222a and 222b extending in the vertical direction Y is formed at the central portion in the horizontal direction X of the absorber 220. Is done.
- the core cover sheet 222 has a first covering portion 225 that covers the skin-facing surface side of the liquid-absorbing core 221 and a second covering portion 226 that covers the non-skin-facing surface side of the liquid-absorbing core 221.
- the core cover sheet 222 is formed from one continuous sheet.
- the first core cover sheet forming the first covering portion 225 is separate from the first core cover sheet.
- FIG. 11 is a partially enlarged view of the topsheet 211
- FIG. 12 is an exploded perspective view of the topsheet 211.
- the topsheet 211 includes a woven fabric 240 located on the skin facing surface side and a fiber web 250 located on the non-skin facing surface side.
- the woven fabric 240 has a lower surface (first surface) 240a facing the fiber web 250 and an upper surface (second surface) 240b located on the opposite side of the lower surface 240a.
- the woven fabric 240 and the fiber web 250 are integrated by entanglement with each other.
- the upper surface 240b of the textile 240 may be located below, and the lower surface 240a may be located above.
- the woven fabric 240 is composed of constituent yarns 241 woven into a mesh.
- the constituent yarn 241 has a plurality of warps 242 and a plurality of wefts 243 that intersect with the warp 242. When the warp 242 and the weft 243 cross each other in the thickness direction Z, a plurality of meshes 245 are formed. It is formed.
- the constituent yarn 241 of the woven fabric 240 is a twisted yarn formed by twisting a raw yarn made of cotton yarn (cotton fiber).
- the material of the raw yarn in addition to cotton fibers, natural cellulose fibers such as pulp fibers, regenerated cellulose fibers such as rayon, and cellulosic fibers such as semi-synthetic cellulose fibers such as acetate are preferably used.
- materials such as thermoplastic resin fibers such as polyethylene and polypropylene, cellulosic fibers, and mixtures thereof can be appropriately used as long as the following technical effects of the present invention are exhibited.
- the number of the constituent yarns 241 (the sum of the warp and the weft) is 60 to 100, and a cotton yarn having a thickness of 10 to 100 cotton can be suitably used as the raw yarn.
- the fiber web 250 is formed by a known manufacturing method such as a spunbond method using long fibers or a dry method in which short fibers are arranged in a certain direction by a carding machine to form a web. It is a fiber aggregate, and is formed from constituent fibers 251 including hydrophilic fibers and hydrophobic fibers.
- the hydrophobic fibers include monofilaments such as polyolefin-based thermoplastic fibers including polypropylene (PP) and polyethylene (PE), and polyester-based thermoplastic fibers including polyethylene terephthalate (PET), as well as core-sheath composite fibers. And various composite fibers such as side-by-side type composite fibers and sea-island type composite fibers.
- hydrophilic fibers examples include natural cellulose fibers such as cotton and ground pulp; regenerated cellulose fibers such as rayon and fibril rayon; semi-synthetic cellulose fibers such as acetate; thermoplastic resin fibers and composite fibers subjected to a hydrophilic treatment; Is mentioned.
- the constituent fibers 251 of the fiber web 250 have hydrophobic fibers of 10 to 20 gsm and hydrophilic fibers of 5 to 10 gsm.
- a known fluid entanglement treatment method can be used.
- the continuous laminate obtained by laminating the continuous fiber web, which is the material of the fiber web 250, on the upper surface of the continuous network structure, which is the material of the fabric 240,
- a high-pressure fluid such as air or water
- the constituent yarns of the continuous network can be entangled and integrated.
- the continuous laminate is conveyed by a conveying means formed of a metal mesh belt, and when a fluid is jetted onto the upper surface of the continuous laminate from a nozzle, the fibers of the continuous fiber web and the constituent yarns of the continuous network structure are formed on the upper surface side. Are entangled with each other, and are also entangled by the fluid that repels and strikes the conveying means on the lower surface side facing the conveying means. Since the topsheet 211 is obtained by entanglement of the fiber web 250 made of an aggregate of fibers with the woven fabric 240 by the fluid entanglement method, compared with the case where the nonwoven fabric sheets are laminated and entangled with the fluid, the constituent fibers of the fiber web 250 are formed.
- the topsheet 211 can easily be entangled with the woven fabric 240, and it can be said that the laminated state can be more stably maintained.
- the fluid entanglement method by appropriately changing the configuration of the mesh belt of the conveying means, it is possible to obtain the topsheet 211 having desired sheet characteristics such as thickness, mass, absorption speed, sheet strength, and the like. it can.
- the topsheet 211 is formed by integrating the woven fabric 240 located on the skin-facing surface side with the fiber web 250 located on the non-skin-facing surface side by entanglement, the topsheet 211 is formed only of the nonwoven fabric. , And can give a crisp texture like cloth.
- the fabric 240 has a mesh structure, the contact area with the skin is reduced, and a light touch can be provided.
- the menstrual blood excreted in the topsheet 211 is diffused along the warps 242 and the wefts 243 of the woven fabric 240 and is absorbed downward through the constituent fibers 251 of the fiber web 250 extending downward from the mesh 245 of the woven fabric 240. Moved to body 220. Further, as compared with the case where the topsheet 211 is formed from a liquid-permeable fibrous nonwoven fabric, even if the sheet mass is the same, a mesh-like shape composed of the constituent yarns 241 having a finer size than the constituent fibers 251 of the fiber web 250. , The sheet rigidity becomes relatively high. Thereby, it is possible to effectively prevent the top sheet 211 from being twisted or lifted from the absorber 220.
- the surface sheet used for the sanitary napkin is relatively thin and contains a large amount of hydrophilic fibers, so that the swollen fibers after menstrual blood absorption tend to stick together. Therefore, there is a possibility that a folding habit due to a folding curve formed when the sanitary napkin is stored in the individual package body in a folded state may be formed. If a crooked sanitary napkin is attached to underwear or the like, a part of the sanitary napkin may form a gap between itself and the body, leading to a side leakage of menstrual blood and a feeling of wearing. Decrease.
- the topsheet 211 contains hydrophilic fibers and hydrophobic fibers, and the ratio of the hydrophobic fibers is higher than that of the hydrophilic fibers, the formation of a folding habit due to sticking of the fibers can be suppressed.
- the topsheet 211 is unlikely to have a folding habit because the woven fabric 240 having a higher rigidity than a sheet material such as a nonwoven fabric is located on the skin-facing surface (inner surface) side. Therefore, when the sanitary napkin is taken out of the individual package housed in the folded state, it can be said that it is difficult to form a folding habit along a folding curve, which causes lateral leakage of menstrual blood.
- the topsheet When the topsheet is formed only of nonwoven fabric containing hydrophilic fibers, it is excellent in absorption rate and liquid diffusion, so even if the excretion amount of menstrual blood is small, it is spread and spread quickly and widely. The skin becomes dirty and may cause skin troubles.
- the topsheet 211 is formed from a laminate sheet of the woven fabric 240 and the fiber web 250, and it is difficult for menstrual blood to spread along the constituent yarns of the woven fabric 240, and when the amount of excretion is small, a spot is formed. Since it is absorbed, it is possible to suppress the occurrence of skin troubles due to the skin being stained over a wide area.
- FIG. 13 is a cross-sectional view taken along the line XIII-XIII in FIG. 11, and shows the absorber 220 located below the topsheet 211 by a virtual line.
- the constituent fibers 251 of the fiber web 250 extend outward from the woven fabric 240 in the thickness direction Z.
- the fiber web 250 has a downwardly extending portion 252 extending downward from the lower surface (first surface) 240a of the woven fabric 240 and an upwardly extending portion (extending upward from the upper surface (second surface) 240b of the woven fabric 240). 253) extending from the second surface.
- a part of the fiber web 250 is positioned flush with or above the upper surface 240b from the woven fabric 240.
- the lower extending portion 252 of the fiber web 250 is a continuous fiber web to which a fluid is injected at a high pressure, while the upper extending portion 253 is formed of a continuous fiber web.
- a part of the constituent fibers is a part extending to the mesh belt side which is a conveying means, penetrating through a continuous mesh body which is a material of the woven fabric 240 located below.
- the bodily fluid excreted on the topsheet 211 is absorbed and diffused by the hydrophilic fibers included in the upwardly extending portion 253 of the fiber web 250, and is further longitudinally and laterally moved by the warp 242 and the weft 243 of the woven fabric 240. X and is quickly transferred to the absorber 220.
- a part of the fiber web 250 is located substantially flush with or above the upper surface 240b of the woven fabric 240, it becomes closer to the skin and the area for absorbing menstrual blood increases, so that more menstrual blood can be absorbed. Can be withdrawn.
- the woven fabric 240 is composed of a plurality of continuously extending warps 242 and a plurality of continuously extending wefts 243 so as to intersect them in the thickness direction Z. It can be said that even if pressure is applied or menstrual blood is touched, the strength is not easily reduced, and fluffing and settling are hardly generated.
- the woven fabric 240 Since the woven fabric 240 is located on the skin side of the fiber web 250, the menstrual blood attached to the skin can be scraped off by the constituent yarn 241 having a higher fineness than the constituent fibers 251 of the fiber web 250 and having high rigidity. .
- menstrual blood adheres to the skin so that it sticks to the skin when it is cured over time by contact with air.
- the fabric 240 whose strength is hardly reduced even when pressure is applied or touches menstrual blood, directly or indirectly touches the skin, so that the menstrual blood stuck to the skin by the plurality of meshes 245 can be wiped off.
- the constituent yarn 241 of the woven fabric 240 is formed from a twisted yarn, the entire outer peripheral surface is uneven, so that the scraping property is further improved.
- the thickness dimension D3 of the upwardly extending portion 253 of the fiber web 250 extending upward from the upper surface 240b of the textile 240 may be 1.1 to 4.0 times the thickness D2 of the textile 240. preferable.
- the thickness D3 has such a relatively large size, it is possible to achieve both the scraping property and the suppression of the rewetting phenomenon.
- the thickness D3 is less than 1.1 times the thickness D2, it can be said that the woven fabric 240 is close to the skin, so that the scraping property is higher.
- the rewetting phenomenon cannot be effectively suppressed by the thin fiber web 250 containing hydrophobic fibers.
- the thickness dimension D3 exceeds 4.0 times the thickness dimension D2
- the re-wetting phenomenon can be suppressed by the upwardly extending portion 253 of the relatively thick fiber web 250, and the constituent fibers 251 can be suppressed. It can be said that the body fluid can be drawn in through the skin, but since the fabric 240 is located away from the skin, it is difficult to scrape menstrual blood adhered to the skin.
- the thickness dimension D2 of the fabric 240 can be measured in the state of the material using a “PEACOCK dial thickness gauge JB manufactured by Ozaki Corporation” having a measuring element having a diameter of 50 mm.
- the thickness dimension D1 of the topsheet 211 is an apparent thickness, and as shown in FIG. 13, the topsheet 211 is preferably cut along the machine direction of the fiber web 250 to enlarge the cut surface. A photograph was taken using a digital microscope VHX-1000 manufactured by KEYENCE CORPORATION, and the maximum thickness of the topsheet 211 was measured based on the enlarged photograph, and the same measurement was performed at five randomly designated places.
- the thickness dimension D1 of the topsheet 211 was used as the thickness dimension D1 of the topsheet 211.
- the value obtained by subtracting the thickness D2 of the fabric 240 and the thickness of the lower extension 252 from the thickness D1 of the topsheet 211 is the thickness of the upper extension 253 of the fiber web 250 (the fabric 240). (Distance from the upper surface 240b to the vertex 253a of the upwardly extending portion 253) D3.
- the measurement is performed in a measurement room under a standard atmosphere (temperature: 20 ⁇ 5 ° C., relative humidity: 65% or less).
- the upwardly extending portion 253 of the fiber web 250 has a plurality of low bulk portions 254 having a relatively small thickness D3 and a plurality of high bulks 255 having a relatively large thickness D3. Since the downwardly extending portion 252 of the fiber web 250 has an uneven shape, menstrual blood adhering to the skin together with the fabric 240 located below can be effectively scraped off.
- a portion of the fiber web 250 directly contacting the fluid ejected from the nozzle is another portion of the fiber web 250 at the lower extension portion 252 directly contacting the fluid ejected at high pressure.
- the volume is lower than that of the part.
- the bulky portion 256 includes a portion that is directly hit by the fluid, in which case the bulky portion 256 has a higher fiber density than the bulky portion 257. Therefore, the bodily fluid transferred from the fabric 240 to the downwardly extending portion 252 is transferred to the absorber located further below the bulky portion 257 in the bulky portion 256 having a relatively high fiber density. be able to.
- the fiber web 250 is integrated with the fabric 240 by entanglement without using an adhesive or the like, the fiber web 250 is excellent in flexibility as compared with a case where the fiber web 250 is joined to each other via an adhesive or the like.
- the constituent fiber 251 of the fiber web 250 is entangled with the woven fabric 240, in addition to the fact that a part of the constituent fiber 251 is entangled with the warp and the weft of the woven fabric 240 or wound so as to cling together, In some cases, the constituent fibers 251 may be entangled so as to enter between the original yarns of the warp 242 and the weft 243 formed of a twisted yarn. In this way, the fiber web 250 is stably integrated with the woven fabric 240 by entanglement of the constituent fibers 251 with the outer surface and the inner surface of the warp 242 and the weft 243.
- the constituent fibers 251 of the fiber web 250 have a fineness of 0.8 to 6.0 dtex, preferably 1.0 to 4.4 dtex, more preferably 1.3 to 3.3 dtex, and a fiber length of 25 to 64 mm, preferably , 32 to 58 mm, more preferably 38 to 51 mm, and the fineness of the constituent yarn 241 made of twisted yarn is 10 to 100 cotton count, preferably 20 to 60 cotton count, more preferably 30 to 45 cotton count. It is.
- the fiber web 250 Since the constituent fibers 251 of the fiber web 250 are staple fibers, the fiber web 250 has a plurality of fiber ends, and the fiber ends enter the twisted gaps of the original yarns having a greater fineness, or the constituent yarns The fiber web 250 is stably entangled with the woven fabric 240 by being wound so as to cling to the woven fabric 241.
- the fiber length of the short fibers of the fiber web 250 is determined by a distance R1 between the warps 242 adjacent and parallel to each other and a distance R2 between the wefts 243 adjacent and parallel to each other. Is larger than at least one of the separation dimensions. In such a case, the short fibers do not fall off from the mesh 245 of the woven fabric 240, and the short fibers extend so as to straddle the mesh 245, thereby improving the sheet strength and liquid diffusibility of the entire topsheet 211. sell.
- the content of hydrophilic fibers in the fiber web 250 is less than 50% by mass, preferably 10 to 49% by mass, and the content of hydrophobic fibers is more than 50% by mass, preferably 51 to 90% by mass.
- the ratio of the hydrophobic fibers to the fiber web 250 is higher than the ratio of the hydrophilic fibers.
- the content of the hydrophilic fiber is less than 10%, the ratio of the hydrophobic fiber is relatively increased, and the rewetting phenomenon can be suppressed, but the ability to draw menstrual blood from the skin is reduced.
- the content of the hydrophilic fiber is 50% or more, more menstrual blood can be rapidly absorbed, but the rewetting phenomenon is likely to occur.
- the topsheet 211 contains a good balance of hydrophilic fibers and hydrophobic fibers to achieve good liquid absorbency and liquid diffusivity and suppression of the rewetting phenomenon.
- a liquid permeable sheet having a thickness of 0.57 mm and a mass of 47 g / m 2 serving as a material of the topsheet 211 was cut into a length 100 mm ⁇ width 50 mm.
- Sample B corresponding to the example was prepared by cutting a cotton sheet (100% cotton) having a thickness of 0.33 mm and a mass of 31 g / m 2 into a length of 100 mm and a width of 15 mm.
- each sample was rubbed with a Gakushin type friction fastness tester under predetermined measurement conditions (abrasion resistance 100 times, load 50 g) to reproduce the state of surface friction between the topsheet and the body during wearing.
- each of the samples A and B is measured under the following measurement conditions using a torque tester (EX-0762) manufactured by Imada.
- Rotation speed 50 rpm
- Check distance 25mm
- Rotation angle (measuring angle) 90 ° (60 °)
- the torque value in the vertical direction Y and the torque value in the horizontal direction of each of the samples A and B were obtained and averaged, and the averaged value was used as the torque value of each sample.
- each of the samples A and B was prepared by measuring both a state where surface friction was applied by a friction fastness tester and a state where surface friction was not applied.
- the torque value of the sample A corresponding to the example without the surface friction was 7.1
- the torque value of the sample A with the surface friction applied was 6.8
- the surface of the sample B corresponding to the comparative example was the same.
- the torque value when no friction was applied was 3.9
- the torque value when surface friction was applied was 2.2.
- the surface sheet 211 of the embodiment there is no large change in the torque value depending on the presence or absence of surface friction, and it can be said that there is no possibility that friction occurs with the body during use.
- the surface sheet 211 has a higher sheet rigidity than the cotton sheet of the comparative example, and is hardly distorted.
- the reason why the torque value of the cotton sheet of the comparative example is 55% or less as compared with that of the topsheet 211 of the embodiment is that, in the case of the cotton sheet, the entanglement of the cotton fibers comes off when surface friction is applied. This is probably because the sheet strength was reduced.
- a sample C was prepared as a sanitary napkin according to the example, and a sample D was prepared as a sanitary napkin according to the comparative example.
- the sample C and the sample D have the same configuration except for the configuration of the surface sheet.
- the surface sheet used for the sample C is the liquid permeable sheet of the sample A used for the torsion evaluation measurement, and the surface used for the sample D.
- the sheet is a liquid-permeable sheet of Sample B.
- the thigh of the doll was continuously moved back and forth for 5 minutes, and then 2 g of artificial menstrual blood was discharged from the opening corresponding to the vaginal opening of the doll. It was dropped on the surface. After that, assuming the sitting position, the doll's thigh was rearranged left and right. These actions were performed 5 times (5 sets) as one set, and the sample was removed from the doll. With respect to the samples C and D detached from the doll, the narrowest dimension (mm) of the absorber at the narrowest portion in contact with the vicinity of the inseam was measured by a measure. Such measurement was performed three times, and the average value was defined as the narrowest dimension of the absorber of each sample.
- the narrowest width of the absorber of Sample C using the topsheet 211 was 30 mm
- the narrowest width of the absorber of Sample D using the cotton sheet was 14 mm.
- the constituent fibers 251 of the fiber web 250 do not adhere to each other, and it can be said that it is difficult to be twisted.
- the cotton sheet used for Sample D it can be said that the width dimension of the absorber is small, and a large deflection occurs.
- the entanglement of the cotton fibers comes off due to surface friction, and further, the fibers that have come off the entanglement in the gathers formed during wearing adhere to each other, so that a large groove extending in the vertical direction is formed. It is thought that there is.
- FIG. 14 is an enlarged view of a modified cross-section fiber having an irregular cross section in an example of the hydrophilic fiber.
- the hydrophilic fiber 260 is a thermoplastic resin fiber that has been subjected to a hydrophilic treatment, for example, a hydrophilic PET fiber, and has a plurality of grooves 261 extending in the extending direction. Since the hydrophilic fiber 260 has the plurality of grooves 261 extending in the extending direction, the surface area in contact with menstrual blood is increased as compared with the case where the outer peripheral surface is flat, and the menstrual blood withdrawing property is improved.
- unbleached pulp fibers that have not been completely delignified can be used as the material of the raw yarn of the fabric 240.
- the unbleached pulp fiber containing a relatively large amount of lignin component has a light brown color derived from a natural material
- the entire topsheet 211 has a light brown natural color.
- the topsheet 211 has a light brown color, it is possible to give a wearer or the like an impression that the product is a natural-friendly product that uses natural materials and is gentle on the skin.
- the redness of menstrual blood absorbed by the absorber 220 is suppressed as compared with the case of using a white sheet that has been bleached, it is possible to directly visually recognize menstrual blood by a minor who has just started menstruation. Can reduce anxiety about menstruation. Furthermore, since the lignin component has an excellent antibacterial action, the sanitary napkin 210 can be worn and discarded more hygienically.
- At least one of the first and second covering portions 225 and 226 of the core cover sheet 222 that covers the liquid-absorbent core 221 may include unbleached pulp fibers.
- a natural color can be given a gentle impression to the skin, and it can contribute to menstrual concealing properties and antibacterial properties.
- the sheet 210 can be used as a sheet, for example, an intermediate sheet located on the inner side of a top sheet, a core cover sheet, or the like.
- the absorbent article 210 is not limited to a sanitary napkin, and may include, for example, a diaper for adults and children and a urine absorbing pad, and may be used as a liquid-permeable sheet for passing urine and soft stool.
- a woven fabric having a first surface and a second surface facing each other in the thickness direction; and a fiber web integrated by entanglement with the first surface of the woven fabric, and a constituent yarn of the woven fabric is made of cellulosic fibers.
- the fiber web is formed from a continuous twisted yarn, and includes a hydrophilic fiber and a hydrophobic fiber.
- the liquid-permeable sheet for an absorbent article disclosed in the second invention includes the following embodiments.
- the constituent yarn composed of the twisted yarn of the woven fabric includes a plurality of continuously extending warps and a plurality of wefts continuously extending so as to intersect the warp with each other in the thickness direction.
- the content of the hydrophobic fiber is higher than the content of the hydrophilic fiber.
- the content of the hydrophobic fiber is 51 to 90% by mass, and the content of the hydrophilic fiber is 10 to 49% by mass.
- the hydrophilic fiber has a different shape in cross section, and has a plurality of grooves extending in the extending direction.
- the fiber web and the woven fabric are entangled and integrated by a hydroentanglement treatment.
- the fiber web is composed of short fibers, the fiber length of the short fibers is 25 to 64 mm, the fineness is 0.8 to 6.0 dtex, and the constituent yarns of the woven fabric are a plurality of raw yarns. And the fineness of the twisted yarn is 10 to 100 cotton count.
- the absorbent article further includes an absorber, and is arranged on the side of the absorber facing the skin.
- the fiber length of the short fiber is larger than at least one of a separation dimension between the warps that are adjacent and parallel to each other and a separation dimension between the wefts that are adjacent and parallel to each other.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
Abstract
透液性に優れ、かつ、所要のシート強度を有するとともに、リウエットを抑制することのできる吸収性物品用の透液性シートの提供。 吸収性物品(10)用の透液性シート(11)は、厚さ方向(Z)において対向する第1面(40a)と第2面(40b)とを有する織物(40)と、織物(40)の第1面(40a)に交絡によって一体化された繊維ウエブ(50)とを備え、織物(40)の構成糸(41)はセルロース系繊維から形成されており、繊維ウエブ(50)の構成繊維(51)が、織物(40)の第2面(40b)とほぼ面一又はそれよりも厚さ方向の外側に延在している。
Description
この発明は吸収性物品用の透液シートに関し、より詳しくは、軽失禁パッド、パンティライナ、生理用ナプキン、おりもの吸収用パッド、尿吸収パッド、大人用及び子供用の使い捨ておむつ等の吸収性物品用の透液性シートに関する。
従来、吸収性物品用の透液性シートは、知られている。例えば、特許文献1には、吸収体の対向面側に位置する表面シートを備えた吸収性物品が開示されている。
表面シートには、厚さ方向に貫通する複数の開口が形成されている。
表面シートには、厚さ方向に貫通する複数の開口が形成されている。
特許文献1に開示の吸収性物品においては、表面シートが複数の開口を有することによって、吸収性物品の肌対向面から速やかに体液を吸収体に移行させることができる。
<第1の発明の課題>
しかし、表面シートは、複数の開口が形成されていることによって、比較的にシート強度が低く、着用中によれたり一部が破断したりするおそれがある。また、吸収体に吸収された体液が開口を介して表面シートの表面側へ液戻り(リウエットバック)するおそれがある。
しかし、表面シートは、複数の開口が形成されていることによって、比較的にシート強度が低く、着用中によれたり一部が破断したりするおそれがある。また、吸収体に吸収された体液が開口を介して表面シートの表面側へ液戻り(リウエットバック)するおそれがある。
第1の発明は、従来の発明の改良であって、透液性に優れ、かつ、所要のシート強度を有するとともに、リウエットバックを抑制することのできる吸収性物品用の透液性シートの提供を課題とする。
<第2の発明の課題>
特許文献1の表面シートは、複数の開口が形成されていることによって、比較的にシート強度が低く、着用中によれたり一部が破断したりするおそれがある。また、親水性繊維から形成されていることによって、親水性繊維が経血を吸収して膨潤してさらにシート強度が弱くなるといえる。そのために、肌に付着した経血を表面シートの開口で掻き取ることはできない。一方、かかる不利益を防止するために、表面シートを疎水性繊維から形成した場合には、体液を十分に引き込むことができない。
特許文献1の表面シートは、複数の開口が形成されていることによって、比較的にシート強度が低く、着用中によれたり一部が破断したりするおそれがある。また、親水性繊維から形成されていることによって、親水性繊維が経血を吸収して膨潤してさらにシート強度が弱くなるといえる。そのために、肌に付着した経血を表面シートの開口で掻き取ることはできない。一方、かかる不利益を防止するために、表面シートを疎水性繊維から形成した場合には、体液を十分に引き込むことができない。
また、表面シートのシート強度が比較的に低いことから、生理用ナプキンを折り畳んだ状態で収容された個包装袋から取り出したときに、折り癖が付き易く、生理用ナプキンを下着に貼付したときに一部が下着から浮き上がってしまい、経血の横漏れや装着感が悪化する原因となるおそれがある。
第2の発明は、従来の発明の改良であって、透液性に優れ、かつ、所要のシート強度を有するとともに、リウエットを抑制することのできる吸収性物品用の透液性シートの提供を課題とする。
第1の発明は、厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、前記織物の構成糸はセルロース系繊維から形成されており、前記繊維ウエブの構成繊維が、前記織物の前記第2面とほぼ面一又はそれよりも前記厚さ方向の外側へ延在している吸収性物品用の透液性シートに関する。
第2の発明は、厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、前記織物の構成糸はセルロース系繊維からなる連続する撚糸から形成されており、前記繊維ウエブは、親水性繊維と疎水性繊維とを含む吸収性物品用の透液性シートに関する。
第1の発明に係る吸収性物品用の透液性シートは、表面シートが布地のような肌触りを有し、良好な体液の吸収速度とリウエット現象の抑制とを実現することができる。
第2の発明に係る吸収性物品用の透液性シートは、表面シートが布地のような肌触りを有し、排泄物の掻き取り性に優れるとともに、折り癖が付き難く、体液の横漏れや装着感の低下を抑制することができる。
第2の発明に係る吸収性物品用の透液性シートは、表面シートが布地のような肌触りを有し、排泄物の掻き取り性に優れるとともに、折り癖が付き難く、体液の横漏れや装着感の低下を抑制することができる。
図面は、第1および第2の発明の特定の実施の形態を示し、発明の不可欠な構成ばかりでなく、選択的及び好ましい実施の形態を含む。
第1の発明に係る吸収性物品の一例における、生理用ナプキンを表面側から視た平面図。
生理用ナプキンを裏面側から視た平面図。
図1のIII-III線に沿う断面図。
透液性シート(表面シート)の一部拡大図。
透液性シートを繊維ウエブと織物とに分離した状態を示す図。
図4のVI-VI線に沿う断面図。
親水性繊維の一例における、親水性繊維の拡大図。
第2の発明に係る吸収性物品の一例における、生理用ナプキンを表面側から視た平面図。
生理用ナプキンを裏面側から視た平面図。
図8のX-X線に沿う断面図。
透液性シート(表面シート)の一部拡大図。
透液性シートを繊維ウエブと織物とに分離した状態を示す図。
図11のXIII-XIII線に沿う断面図。
親水性繊維の一例における、親水性繊維の拡大図。
<第1の発明>
下記の実施の形態は、添付の図面に示す吸収性物品に関し、発明の不可欠な構成ばかりではなく、選択的及び好ましい構成を含む。以下、添付の図面を参照して、この発明に係る吸収性物品の一例である生理用ナプキン10の実施形態を説明する。生理用ナプキン10は、縦方向Yと、横方向Xと、厚さ方向Zとを有する。
下記の実施の形態は、添付の図面に示す吸収性物品に関し、発明の不可欠な構成ばかりではなく、選択的及び好ましい構成を含む。以下、添付の図面を参照して、この発明に係る吸収性物品の一例である生理用ナプキン10の実施形態を説明する。生理用ナプキン10は、縦方向Yと、横方向Xと、厚さ方向Zとを有する。
図1~3を参照すると、生理用ナプキン10は、その幅方向における寸法を2等分する縦中心線P及びその長さ寸法における寸法を2等分する横中心線Qとを有し、肌対向面(内面)側及びその反対側の非肌対向面(外面)側と、凸曲状の第1及び第2端縁10a,10bと、横中心線Qの位置する中央部において凸曲する第1及び第2側縁10c,10dと、肌対向面側に位置する透液性の表面シート11と、非肌対向面側に位置する不透液性の裏面シート12と、これら両シート11,12間に位置する吸液性の吸収体20とを含む。表面シート11と吸収体20とは、ホットメルト接着剤等の公知の接合手段によって互いに接合され、吸液層13が形成される。
なお、図示していないが生理用ナプキン10の柔軟性を向上させるために、表面シート(透液性シート)11と吸収体20との間に比較的に嵩高の繊維不織布製の中間シートを配置してもよい。また、吸収体20と裏面シート12との間において、体液の漏れを抑制するために、好ましくは通気性を有する、不透液性の繊維不織布又はプラスチックフィルムからなる防漏シートを配置してもよい。
吸収体20は、第1端縁10aと対向する第1端縁20aと第2端縁10bと対向する第2端縁20bと、第1及び第2端縁20a,20b間において縦方向Yへ延びる第1及び第2側縁20c,20dとを有する。表裏面シート11,12は、吸収体20の外周から外方へ延出しており、表面シート11の肌対向面側には、横方向Xにおいて互いに対向するように縦方向Yへ延びる一対のサイドシート14が配置される。一対のサイドシート14は、表面シート11に公知の接着手段又は溶着手段からなるサイド接合部(図示せず)を介して接合される。図示していないが、サイドシート14には、着用状態において身体側へ起立する防漏壁を形成するために、縦方向Yへ延びる弾性材料を伸長状態で収縮可能に配置してもよい。また、サイドシート14を固定するためのサイド接合部は、花柄や幾何学模様等の意匠要素を有する、縦方向Yへ延びるシールラインであってもよい。
生理用ナプキン10は、表面シート11、裏面シート12及びサイドシート14から形成された、吸収体20の第1及び第2端縁20a,20bの縦方向Yの外側において横方向Xへ延びる両端部16と、吸収体20の第1及び第2側縁20c,20dの横方向Xの外側において縦方向Yへ延びる両側縁部17とを有する。生理用ナプキン10の縦方向Yの中央部分には、横方向Xの外側へ凸となる、両側縁部17の一部によって形成されたウイング部18が位置する。また、互いに積層されたシート11,12,14は、生理用ナプキン10の外周縁に沿って位置する外周シール部19を介して互いに接合されている。
図2を参照すると、生理用ナプキン10の裏面側には、複数の止着域30が配置される。複数の止着域30は、生理用ナプキン10を下着等の被服に止着するためのものであって、縦方向Yへ延びる複数のライン状に塗布された粘着剤や感圧性接着剤から形成される。止着域30は、吸収体20と重なる領域において縦方向Yへ延びる中央域31と、ウイング部18に位置するサイド域32とを有する。止着域30は、プラスチックフィルム製のセパレータ(図示せず)によって被覆される。
表面シート11は、透液性であって、肌対向面(上面)11aとその反対側に位置する非肌対向面(下面)11bとを有し、織物40と繊維ウエブ50とのラミネートシートから形成される。裏面シート12は、不透液性及び透湿性のプラスチックフィルム、不透液性の繊維不織布、それらのラミネートシート等から形成することができる。サイドシート14としては、公知の不織布を用いることができるが、体液の横漏れを効果的に防止するには、疎水性もしくは撥水性を有するシート材を用いることが好ましい。
外周シール部19は、接着剤による接合、超音波溶着、熱溶着、レーザー溶着、高周波溶着等の公知の溶着手段による接合、及びエンボス加工による接合を、単独又は組み合わせて行うことができる。また、厚さ方向Zにおいて積層されたシート11,12,14は、ホットメルト接着剤等の接着剤を介して互いに接合される。ホットメルト接着剤の塗工方法としては、スパイラル塗工、コーター塗工、カーテンコーター塗工、スプレー塗工などの各種公知の塗工方法が挙げられる。
図3,4を参照すると、吸収体20は、超吸収性ポリマー粒子(SAP)とフラッフ木材パルプ、レーヨン繊維等のセルロース系繊維とを混合して所定の形状に賦型した吸液性コア21と、その保形性及び液拡散性の向上のために吸液性コア21全体を包被する透液性のコアカバーシート22とを有する。
コアカバーシート22は、縦方向Yの寸法が吸液性コアの縦方向Yの寸法よりも大きく、その両側縁部22a,22bは、吸液性コア21の全体を包被するように、吸液性コア21の横方向Xの中央部分における底面側において互いに重なるように位置する。両側縁部22a,22bが互いに折り重ねられることによって、吸収体20の横方向Xの中央部分には、縦方向Yへ延びる両側縁部22a,22bどうしが互いに積層されてなる重畳部分23が形成される。
コアカバーシート22は、吸液性コア21の肌対向面側を被覆する第1被覆部25と、吸液性コア21の非肌対向面側を被覆する第2被覆部26とを有する。本実施形態において、コアカバーシート22は1枚の連続するシートから形成されているが、第1被覆部25を形成する第1コアカバーシートと、第1コアカバーシートとは別体であって、第2被覆部26を形成する第2コアカバーシートとから構成されていてもよい。
図4は、表面シート11の一部拡大図、図5は、表面シート11の分解斜視図である。表面シート11は、肌対向面側に位置する織物40と、非肌対向面側に位置する繊維ウエブ50とを含む。織物40は、繊維ウエブ50と対向する下面(第1面)40aと、下面40aの反対側に位置する上面(第2面)40bとを有する。織物40と繊維ウエブ50とは、互いに交絡によって一体化されている。なお、吸収性物品の着用状態によっては、織物40の上面40bが下方、下面40aが上方に位置することもある。
織物40は、網目状に編込まれた構成糸41から構成される。構成糸41は、複数の経糸42と、経糸42と互いに交差する複数条の緯糸43とを有し、経糸42と緯糸43とが厚さ方向Zにおいて互いに交差することによって、複数の網目45が形成される。織物40の構成糸41は、綿糸(コットン繊維)からなる原糸を撚って形成された撚糸である。原糸の材料には、コットン繊維のほかに、パルプ繊維等の天然セルロース繊維、レーヨン等の再生セルロース繊維、アセテート等の半合成セルロース繊維等のセルロース系繊維が好適に使用される。ただし、本願発明の後記の技術的効果を奏する限りにおいて、ポリエチレン、ポリプロピレン等の熱可塑性樹脂繊維やセルロース系繊維とそれらの混合体等の材料を適宜使用することができる。構成糸41の糸数(経糸と緯糸との合計)は60~100本であって、原糸に使用される綿糸としては、太さ10~100綿番手のものを好適に用いることができる。
繊維ウエブ50は、長繊維を使用したスパンボンド法や短繊維をカード機で一定方向へ並べてウエブ形成する乾式法等の公知の製法によって形成された、フォーミングされて不織布となる前の段階の繊維集合体であって、親水性繊維と疎水性繊維とを含む構成繊維51から形成される。疎水性繊維には、ポリプロピレン(PP)、ポリエチレン(PE)を含むポリオレフィン系の熱可塑性繊維やポリエチレンテレフタレート(PET)を含むポリエステル系の熱可塑性繊維等の単繊維のほかに、芯鞘型複合繊維、サイド・バイ・サイド型複合繊維、海島型複合繊維等の各種の複合繊維を用いることができる。
親水性繊維としては、例えば、コットン、粉砕パルプ等の天然セルロース繊維、レーヨン、フィブリルレーヨン等の再生セルロース繊維、アセテート等の半合成セルロース繊維;親水化処理を施した熱可塑性樹脂繊維や複合繊維などが挙げられる。本実施形態においては、繊維ウエブ50の構成繊維51は、疎水性繊維10~20gsmと親水性繊維5~10gsmとを有する。
織物40と繊維ウエブ50とを交絡一体化する方法としては、例えば、公知の流体交絡処理法を用いることができる。流体交絡処理法による透液性シートの製造工程では、織物40の資材である連続網状構造体の上面に繊維ウエブ50の資材である連続繊維ウエブを積層してなる連続積層体に対して、上方側から連続積層体の搬送方向に交差する方向に間隔を空けて配置された複数のノズルからエアや水等の流体を高圧噴射することによって、連続繊維ウエブの繊維(長繊維と短繊維とを含む)と連続網状体の構成糸とを交絡一体化させることができる。
連続積層体は、金属製のメッシュベルトからなる搬送手段によって搬送され、ノズルから連続積層体の上面に流体を噴射したときに、上面側において連続繊維ウエブの繊維と連続網状構造体の構成糸とが交絡するとともに、搬送手段と対向する下面側においても搬送手段に当たって撥ね返る流体によって交絡される。表面シート11は、繊維の集合体からなる繊維ウエブ50を織物40に流体交絡法によって交絡したものであるから、不織布シートを積層して流体交絡させた場合に比べて、繊維ウエブ50の構成繊維51が織物40に交絡しやすく、より安定して積層状態を維持することができるといえる。また、流体交絡処理法によれば、搬送手段のメッシュベルトの構成を適宜変更することによって、厚さ、質量、吸収速度、シート強度等について所望のシート特性を備えた表面シート11を得ることができる。
表面シート11は、肌対向面側に位置する織物40を非肌対向面側に位置する繊維ウエブ50と交絡によって一体化して形成するものであるから、表面シート11が不織布のみから形成された場合に比べて強度が高く、布地のようなシャリのある質感を与えることができる。また、織物40が網目構造を有することから、肌との接触面積が減少して、さらりとした触感を与えることができる。
表面シート11に排泄された経血は、織物40の経糸42と緯糸43とに沿って拡散されるとともに、織物40の網目45から下方へ延びる繊維ウエブ50の構成繊維51をつたって下方の吸収体20へ移行される。また、表面シート11が透液性の繊維不織布から形成される場合に比べて、シート質量が同じであっても、繊維ウエブ50の構成繊維51に比べて繊度の大きな構成糸41からなる網目状の織物40を有することによって比較的にシート剛性が高くなる。それによって、表面シート11の吸収体20からのよれや浮き上がりを効果的に防止することができる。
表面シートが親水性繊維を含む不織布のみから形成されている場合には、吸収速度と液拡散性に優れるために、経血の排泄量が少量であっても、すばやく広範囲に拡がって拡散されて肌が汚れて肌トラブル等の原因ともなりうる。本実施形態においては、表面シート11が織物40と繊維ウエブ50とのラミネートシートから形成されており、織物40の構成糸をつたって経血が拡散し難く、排泄量が少量のときにはスポット的に吸収されるので、肌が広範囲に汚れて肌トラブルが生じるのを抑制することができる。
図6は、図4のVI-VI線に沿う断面図であって、表面シート11の下方に位置する吸収体20を仮想線で示している。図6を参照すると、表面シート11において、繊維ウエブ50の構成繊維51が、織物40から厚さ方向Zの外側へ延びている。具体的には、繊維ウエブ50は、織物40の下面(第1面)40aから下方へ延びる下方延出部分52と、織物40の上面(第2面)40bから上方へ延びる上方延出部分(第2面から延出する部分)53とを有する。
すなわち、繊維ウエブ50の一部は、織物40から上面40bと面一またはそれよりも上方に位置している。表面シート11が、流体交絡法から形成されたものである場合、繊維ウエブ50の下方延出部分52は流体が高圧噴射された連続繊維ウエブである一方、上方延出部分53は、連続繊維ウエブの構成繊維の一部が下方に位置する織物40の資材である連続網状体を貫通して搬送手段であるメッシュベルト側へ延びた部分である。
表面シート11上に排泄された体液は、繊維ウエブ50の上方延出部分53に含まれる親水性繊維によって吸収、拡散されるとともに、織物40の経糸42と緯糸43とによって縦方向Yと横方向Xとに拡がって、吸収体20に速やかに移行される。このとき、繊維ウエブ50の一部が織物40の上面40bとほぼ面一又はそれよりも上方に位置することによって、肌に近くづくとともに経血の吸収面積が増えて、より多くの経血を引き込むことができる。また、疎水性繊維を含む繊維ウエブ50の一部が織物40の上面40bから上方に位置することによって、織物40及び吸収体20に吸収保持された体液が体圧等によって液戻りする、いわゆる、リウエット現象(リウエットバック)が発生するのを抑制することができる。
織物40は連続的に延びる複数の経糸42と厚さ方向Zにおいてそれらに交差するように連続的に延びる複数の緯糸43とから構成されていることから、肌に直接接触して着用中に体圧が負荷されたり、経血に触れてもその強度が低下し難く、毛羽立ちやへたりが生じ難いといえる。
繊維ウエブ50よりも織物40が肌側に位置することによって、繊維ウエブ50の構成繊維51よりも繊度が大きく、かつ、剛性の高い構成糸41によって肌に付着した経血を掻き取ることができる。特に、経血は空気に触れて経時硬化したときには肌にこびり付くように付着されるので、従来の柔軟な繊維不織布製の表面シートが摺接されただけでは掻き取ることができないところ、体圧が負荷されても経血に触れても強度が低下し難い織物40が直接的または間接的に肌に触れることによって、複数の網目45によって肌にこびり付いた経血も拭き取ることができる。また、織物40の構成糸41が撚糸から形成される場合には、外周面全体が凸凹状であることから、掻き取り性がより向上する。
織物40の厚さ寸法D2に対して、繊維ウエブ50のうちの織物40の上面40bから上方に延びる上方延出部分53の厚さ寸法D3は、1.1~4.0倍であることが好ましい。厚さ寸法D3が相対的にかかる大きさを有する場合には、掻き取り性とリウエット現象の抑制とを両立することができる。すなわち、厚さ寸法D3が厚さ寸法D2の1.1倍未満の場合には、織物40が肌に近くなるのでより掻き取り性が高くなるといえるが、繊維ウエブ50のみの部分が比較的に肉薄であって疎水性繊維を含む繊維ウエブ50によってリウエット現象を効果的に抑制することができない。一方、厚さ寸法D3が厚さ寸法D2の4.0倍を超える場合には、比較的に肉厚な繊維ウエブ50の上方延出部分53によってリウエット現象を抑制することができるとともに構成繊維51を伝って体液を引き込むことができるといえるが、織物40が肌から離れて位置することから、肌に付着した経血を掻き取り難くなる。
<厚さ寸法の測定方法>
ここで、織物40の厚さ寸法D2は、資材の状態において、直径50mmの測定子を有する「株式会社尾崎製作所製 PEACOCK ダイヤルシックネスゲージ J-B」を用いて測定することができる。一方、表面シート11の厚さ寸法D1は、見掛けの厚さであって、図6に示すように、表面シート11を好ましくは繊維ウエブ50の機械方向に沿って切断して、切断面の拡大写真をキーエンス社製のデジタルマイクロスコープVHX-1000等を用いて撮影し、この拡大写真に基づいて表面シート11の最大厚さ寸法を測定し、ランダムに指定した5ヶ所において同様の測定を行って平均値を求めて、この平均値を表面シート11の厚さ寸法D1とした。また、表面シート11の厚さ寸法D1から織物40の厚さ寸法D2と下方延部分52の厚さ寸法とを引いた値を繊維ウエブ50の上方延出部分53の厚さ寸法(織物40の上面40bから上方延出部分53の頂点53aまでの離間寸法)D3とした。なお、測定は、標準雰囲気下(温度20±5℃、相対湿度65%以下)の測定室内で行うものとする。
ここで、織物40の厚さ寸法D2は、資材の状態において、直径50mmの測定子を有する「株式会社尾崎製作所製 PEACOCK ダイヤルシックネスゲージ J-B」を用いて測定することができる。一方、表面シート11の厚さ寸法D1は、見掛けの厚さであって、図6に示すように、表面シート11を好ましくは繊維ウエブ50の機械方向に沿って切断して、切断面の拡大写真をキーエンス社製のデジタルマイクロスコープVHX-1000等を用いて撮影し、この拡大写真に基づいて表面シート11の最大厚さ寸法を測定し、ランダムに指定した5ヶ所において同様の測定を行って平均値を求めて、この平均値を表面シート11の厚さ寸法D1とした。また、表面シート11の厚さ寸法D1から織物40の厚さ寸法D2と下方延部分52の厚さ寸法とを引いた値を繊維ウエブ50の上方延出部分53の厚さ寸法(織物40の上面40bから上方延出部分53の頂点53aまでの離間寸法)D3とした。なお、測定は、標準雰囲気下(温度20±5℃、相対湿度65%以下)の測定室内で行うものとする。
繊維ウエブ50の上方延出部分53は、厚さ寸法D3が比較的に小さい複数の嵩低部分54と、厚さ寸法D3が比較的に大きい複数の嵩高部分55とを有する。繊維ウエブ50の下方延出部分52が凹凸状を有することによって、下方に位置する織物40とともに肌に付着した経血を効果的に掻き取ることができる。
また、表面シート11が流体交絡法によって形成される場合には、高圧噴射された流体が直接当たる下方延出部分52では、繊維ウエブ50のうちのノズルから噴射された流体が直接当たる部分が他の部分に比べて嵩低になる。嵩低部分56は流体が直接当たる部分を含み、その場合には、嵩低部分56は嵩高部分57よりも繊維密度が高くなっている。したがって、織物40から下方の下方延出部分52へ移行された体液は、比較的に高い繊維密度を有する嵩低部分56において嵩高部分57に比べて速やかにさらに下方に位置する吸収体に移行させることができる。
繊維ウエブ50は、接着剤等を介さずに交絡によって織物40と一体化されているので、接着剤等を介して互いに接合する場合に比べて柔軟性に優れる。繊維ウエブ50の構成繊維51が織物40に交絡する態様としては、構成繊維51の一部が織物40の経糸と緯糸とに絡んだり、まとわり付くように巻回していることのほかに、構成繊維51の一部が撚糸からなる経糸42と緯糸43との原糸間に入り込むようにして交絡していることがある。このように、構成繊維51が経糸42と緯糸43との外面及び内面に交絡されることによって、繊維ウエブ50が織物40に安定して一体化される。
繊維ウエブ50の構成繊維51は、繊度が0.8~6.0dtex、好ましくは、1.0~4.4dtex、より好ましくは1.3~3.3dtex、繊維長が25~64mm、好ましくは、32~58mm、さらに好ましくは38~51mmの短繊維であって、撚糸からなる構成糸41の繊度は、10~100綿番手、好ましくは20~60綿番手、さらに好ましくは30~45綿番手である。繊維ウエブ50の構成繊維51が短繊維であることから、繊維ウエブ50には複数の繊維末端が存在し、繊維末端がそれよりも繊度の大きな原糸の撚られた隙間に入り込んだり、構成糸41にまとわり付くように巻回することによって、繊維ウエブ50が織物40に安定的に交絡される。
再び、図4を参照すると、繊維ウエブ50の短繊維の繊維長は、互いに隣り合って並行する経糸42どうしの離間寸法R1と、互いに隣り合って並行する緯糸43どうしの離間寸法R2とのうちの少なくとも一方の離間寸法よりも大きくなっている。かかる場合には、織物40の網目45から短繊維が抜け落ちることはなく、また、短繊維が網目45を跨ぐように延在することによって表面シート11全体のシート強度と液拡散性とが向上しうる。
繊維ウエブ50の親水性繊維の含有率は、50質量%未満、好ましくは10~49質量%であって、疎水性繊維の含有率は50質量%を超え、好ましくは51~90質量%であって、繊維ウエブ50に占める疎水性繊維の割合が親水性繊維の割合よりも高くなっている。疎水性繊維の割合が高いことによって、拡散性を抑えて、リウエット現象を抑制しうる。
また、親水性繊維の含有率が10質量%未満の場合には、相対的に疎水性繊維の割合が多くなって、リウエット現象を抑制できる一方、肌からの経血の引込み性が低下する。一方、親水性繊維の含有率が50質量%以上である場合には、より多くの経血を速やかに吸収することができる一方、リウエット現象が生じやすくなる。表面シート11では、親水性繊維と疎水性繊維とをバランス良く含有することによって、良好な吸液性及び液拡散性とリウエット現象の抑制とを実現している。
図7は、親水性繊維の一例における、断面形状が異形型である異型断面繊維の拡大図である。かかる親水性繊維60は、親水化処理を施した熱可塑性樹脂繊維、例えば、親水性のPET繊維であって、その延在方向へ延びる複数条の溝61を有する。親水性繊維60が延在方向へ延びる複数条の溝61を有することによって、外周面が平坦状の場合に比して経血に接する表面積が大きくなり、経血の引込み性が向上する。
本実施形態に係る他の実施例の一例においては、織物40の原糸の材料として、完全に脱リグニン処理がなされていない未漂白パルプ繊維を用いることができる。かかる場合には、リグニン成分を比較的に多く含む未漂白パルプ繊維が天然材料由来の薄茶色を有するものであるから、表面シート11全体が薄茶色のナチュラルな色合いを有する。表面シート11が薄茶色を有することによって、着用者等に対して天然材料を使用した肌に優しいナチュラル志向の高い製品であるとの印象を与えることができる。また、漂白処理された白色のシートを使用する場合に比べて吸収体20に吸収された経血の赤味が抑えられので、月経が始まったばかりの未成年者による、経血を直接視認することによる月経に対する不安感を軽減することができる。さらに、リグニン成分は抗菌作用に優れるので、生理用ナプキン10をより衛生的に着用、廃棄することができる。
また、吸液性コア21を被覆するコアカバーシート22の第1及び第2被覆部25,26のうちの少なくとも一方が、未漂白パルプ繊維を含んでいてもよい。かかる場合には、未漂白パルプ繊維を含む表面シート11とともに、ナチュラルな色合いによる肌に優しい印象を与えるとともに、経血の隠蔽性及び抗菌性に寄与しうる。
本明細書においては、第1の発明に係る吸収性物品10用の透液性シートとして、吸収体20の肌対向面側に配置された表面シート11に関する実施形態について説明したが、吸収性物品10に使用されるシート、例えば、表面シートの内面側に位置する中間シート、コアカバーシート等として使用することもできる。また、吸収性物品10は、生理用ナプキンに限らず、例えば、大人用・子供用のおむつ、尿取りパッドを含み、尿や軟便を透液する透液性シートとして使用することもできる。
以上に記載した第1の発明に関する開示は、少なくとも下記事項に整理することができる。
厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、前記織物の構成糸はセルロース系繊維から形成されており、前記繊維ウエブの構成繊維が、前記織物の前記第2面とほぼ面一又はそれよりも前記厚さ方向の外側へ延在している。
厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、前記織物の構成糸はセルロース系繊維から形成されており、前記繊維ウエブの構成繊維が、前記織物の前記第2面とほぼ面一又はそれよりも前記厚さ方向の外側へ延在している。
上記に開示した第1の発明に係る吸収性物品用の透液性シートは、以下の実施態様を含む。
(1)前記織物の厚さ寸法に対して、前記繊維ウエブの前記織物の前記第2面から延在する部分の厚さ寸法は、1.1~4.0倍である。
(2)前記繊維ウエブの前記構成繊維の一部は、前記織物の前記構成糸を巻回して、前記織物の複数の網目を介して前記第2面側へ延在している。
(3)前記繊維ウエブの前記構成繊維は、親水性繊維と疎水性繊維とを含み、前記疎水性繊維の含有率が前記親水性繊維の含有率よりも高い。
(4)前記親水性繊維は、断面異形状であって、延在方向へ延びる複数の溝を有する。
(5)前記繊維ウエブと前記織物とは、流体交絡処理によって交絡一体化される。
(6)前記繊維ウエブは短繊維から構成されており、前記短繊維の繊維長は25~64mm、繊度は0.8~6.0dtexであって、前記織物の前記構成糸は複数の原糸からなる撚糸から構成されており、前記撚糸の繊度は10~100綿番手である。
(7)前記吸収性物品は、吸収体をさらに備え、前記吸収体の肌対向面側に配置される。
(8)前記短繊維の繊維長は、互いに隣り合って並行する前記経糸どうしの離間寸法と互いに隣り合って並行する前記緯糸どうしの離間寸法とのうちの少なくとも一方の離間寸法よりも大きい。
(1)前記織物の厚さ寸法に対して、前記繊維ウエブの前記織物の前記第2面から延在する部分の厚さ寸法は、1.1~4.0倍である。
(2)前記繊維ウエブの前記構成繊維の一部は、前記織物の前記構成糸を巻回して、前記織物の複数の網目を介して前記第2面側へ延在している。
(3)前記繊維ウエブの前記構成繊維は、親水性繊維と疎水性繊維とを含み、前記疎水性繊維の含有率が前記親水性繊維の含有率よりも高い。
(4)前記親水性繊維は、断面異形状であって、延在方向へ延びる複数の溝を有する。
(5)前記繊維ウエブと前記織物とは、流体交絡処理によって交絡一体化される。
(6)前記繊維ウエブは短繊維から構成されており、前記短繊維の繊維長は25~64mm、繊度は0.8~6.0dtexであって、前記織物の前記構成糸は複数の原糸からなる撚糸から構成されており、前記撚糸の繊度は10~100綿番手である。
(7)前記吸収性物品は、吸収体をさらに備え、前記吸収体の肌対向面側に配置される。
(8)前記短繊維の繊維長は、互いに隣り合って並行する前記経糸どうしの離間寸法と互いに隣り合って並行する前記緯糸どうしの離間寸法とのうちの少なくとも一方の離間寸法よりも大きい。
<第2の発明>
下記の実施の形態は、添付の図面に示す吸収性物品に関し、発明の不可欠な構成ばかりではなく、選択的及び好ましい構成を含む。以下、添付の図面を参照して、この発明に係る吸収性物品の一例である生理用ナプキン210の実施形態を説明する。生理用ナプキン210は、縦方向Yと、横方向Xと、厚さ方向Zとを有する。
下記の実施の形態は、添付の図面に示す吸収性物品に関し、発明の不可欠な構成ばかりではなく、選択的及び好ましい構成を含む。以下、添付の図面を参照して、この発明に係る吸収性物品の一例である生理用ナプキン210の実施形態を説明する。生理用ナプキン210は、縦方向Yと、横方向Xと、厚さ方向Zとを有する。
図8~10を参照すると、生理用ナプキン210は、その幅方向における寸法を2等分する縦中心線P及びその長さ寸法における寸法を2等分する横中心線Qとを有し、肌対向面(内面)側及びその反対側の非肌対向面(外面)側と、凸曲状の第1及び第2端縁210a,210bと、横中心線Qの位置する中央部において凸曲する第1及び第2側縁210c,210dと、肌対向面側に位置する透液性の表面シート211と、非肌対向面側に位置する不透液性の裏面シート212と、これら両シート211,212間に位置する吸液性の吸収体220とを含む。表面シート211と吸収体220とは、ホットメルト接着剤等の公知の接合手段によって互いに接合され、吸液層213が形成される。
なお、図示していないが生理用ナプキン210の柔軟性を向上させるために、表面シート(透液性シート)211と吸収体220との間に比較的に嵩高の繊維不織布製の中間シートを配置してもよい。また、吸収体220と裏面シート212との間において、体液の漏れを抑制するために、好ましくは通気性を有する、不透液性の繊維不織布又はプラスチックフィルムからなる防漏シートを配置してもよい。
吸収体220は、第1端縁210aと対向する第1端縁220aと第2端縁210bと対向する第2端縁220bと、第1及び第2端縁220a,220b間において縦方向Yへ延びる第1及び第2側縁220c,220dとを有する。表裏面シート211,212は、吸収体220の外周から外方へ延出しており、表面シート211の肌対向面側には、横方向Xにおいて互いに対向するように縦方向Yへ延びる一対のサイドシート214が配置される。一対のサイドシート214は、表面シート211に公知の接着手段又は溶着手段からなるサイド接合部(図示せず)を介して接合される。図示していないが、サイドシート214には、着用状態において身体側へ起立する防漏壁を形成するために、縦方向Yへ延びる弾性材料を伸長状態で収縮可能に配置してもよい。また、サイドシート214を固定するためのサイド接合部は、花柄や幾何学模様等の意匠要素を有する、縦方向Yへ延びるシールラインであってもよい。
生理用ナプキン210は、表面シート211、裏面シート212及びサイドシート214から形成された、吸収体220の第1及び第2端縁220a,220bの縦方向Yの外側において横方向Xへ延びる両端部216と、吸収体220の第1及び第2側縁220c,220dの横方向Xの外側において縦方向Yへ延びる両側縁部217とを有する。生理用ナプキン210の縦方向Yの中央部分には、横方向Xの外側へ凸となる、両側縁部217の一部によって形成されたウイング部218が位置する。また、互いに積層されたシート211,212,214は、生理用ナプキン210の外周縁に沿って位置する外周シール部219を介して互いに接合されている。
図9を参照すると、生理用ナプキン210の裏面側には、複数の止着域230が配置される。複数の止着域230は、生理用ナプキン210を下着等の被服に止着するためのものであって、縦方向Yへ延びる複数のライン状に塗布された粘着剤や感圧性接着剤から形成される。止着域230は、吸収体220と重なる領域において縦方向Yへ延びる中央域231と、ウイング部218に位置するサイド域232とを有する。止着域230は、プラスチックフィルム製のセパレータ(図示せず)によって被覆される。
表面シート211は、透液性であって、肌対向面211aとその反対側に位置する非肌対向面211bとを有し、織物240と繊維ウエブ250とのラミネートシートから形成される。裏面シート212は、不透液性及び透湿性のプラスチックフィルム、不透液性の繊維不織布、それらのラミネートシート等から形成することができる。サイドシート214としては、公知の不織布を用いることができるが、体液の横漏れを効果的に防止するには、疎水性もしくは撥水性を有するシート材を用いることが好ましい。
外周シール部219は、接着剤による接合、超音波溶着、熱溶着、レーザー溶着、高周波溶着等の公知の溶着手段による接合、及びエンボス加工による接合を、単独又は組み合わせて行うことができる。また、厚さ方向Zにおいて積層されたシート211,212,214は、ホットメルト接着剤等の接着剤を介して互いに接合される。ホットメルト接着剤の塗工方法としては、スパイラル塗工、コーター塗工、カーテンコーター塗工、スプレー塗工などの各種公知の塗工方法が挙げられる。
図10,11を参照すると、吸収体220は、超吸収性ポリマー粒子(SAP)とフラッフ木材パルプ、レーヨン繊維等のセルロース系繊維とを混合して所定の形状に賦型した吸液性コア221と、その保形性及び液拡散性の向上のために吸液性コア221全体を包被する透液性のコアカバーシート222とを有する。
コアカバーシート222は、縦方向Yの寸法が吸液性コアの縦方向Yの寸法よりも大きく、その両側縁部222a,222bは、吸液性コア221の全体を包被するように、吸液性コア221の横方向Xの中央部分における底面側において互いに重なるように位置する。両側縁部222a,222bが互いに折り重ねられることによって、吸収体220の横方向Xの中央部分には、縦方向Yへ延びる両側縁部222a,222bどうしが互いに積層されてなる重畳部分223が形成される。
コアカバーシート222は、吸液性コア221の肌対向面側を被覆する第1被覆部225と、吸液性コア221の非肌対向面側を被覆する第2被覆部226とを有する。本実施形態において、コアカバーシート222は1枚の連続するシートから形成されているが、第1被覆部225を形成する第1コアカバーシートと、第1コアカバーシートとは別体であって、第2被覆部226を形成する第2コアカバーシートとから構成されていてもよい。
図11は、表面シート211の一部拡大図、図12は、表面シート211の分解斜視図である。表面シート211は、肌対向面側に位置する織物240と、非肌対向面側に位置する繊維ウエブ250とを含む。織物240は、繊維ウエブ250と対向する下面(第1面)240aと、下面240aの反対側に位置する上面(第2面)240bとを有する。織物240と繊維ウエブ250とは、互いに交絡によって一体化されている。なお、吸収性物品の着用状態によっては、織物240の上面240bが下方、下面240aが上方に位置することもある。
織物240は、網目状に編込まれた構成糸241から構成される。構成糸241は、複数の経糸242と、経糸242と互いに交差する複数条の緯糸243とを有し、経糸242と緯糸243とが厚さ方向Zにおいて互いに交差することによって、複数の網目245が形成される。織物240の構成糸241は、綿糸(コットン繊維)からなる原糸を撚って形成された撚糸である。原糸の材料には、コットン繊維のほかに、パルプ繊維等の天然セルロース繊維、レーヨン等の再生セルロース繊維、アセテート等の半合成セルロース繊維等のセルロース系繊維が好適に使用される。ただし、本願発明の後記の技術的効果を奏する限りにおいて、ポリエチレン、ポリプロピレン等の熱可塑性樹脂繊維やセルロース系繊維とそれらの混合体等の材料を適宜使用することができる。構成糸241の糸数(経糸と緯糸との合計)は60~100本であって、原糸に使用される綿糸としては、太さ10~100綿番手のものを好適に用いることができる。
繊維ウエブ250は、長繊維を使用したスパンボンド法や短繊維をカード機で一定方向へ並べてウエブを形成する乾式法等の公知の製法によって形成された、フォーミングされて不織布となる前の段階の繊維集合体であって、親水性繊維と疎水性繊維とを含む構成繊維251から形成される。疎水性繊維には、ポリプロピレン(PP)、ポリエチレン(PE)を含むポリオレフィン系の熱可塑性繊維やポリエチレンテレフタレート(PET)を含むポリエステル系の熱可塑性繊維等の単繊維のほかに、芯鞘型複合繊維、サイド・バイ・サイド型複合繊維、海島型複合繊維等の各種の複合繊維を用いることができる。
親水性繊維としては、例えば、コットン、粉砕パルプ等の天然セルロース繊維、レーヨン、フィブリルレーヨン等の再生セルロース繊維、アセテート等の半合成セルロース繊維;親水化処理を施した熱可塑性樹脂繊維や複合繊維などが挙げられる。本実施形態においては、繊維ウエブ250の構成繊維251は、疎水性繊維10~20gsmと親水性繊維5~10gsmとを有する。
織物240と繊維ウエブ250とを交絡一体化する方法としては、例えば、公知の流体交絡処理法を用いることができる。流体交絡処理法による透液性シートの製造工程では、織物240の資材である連続網状構造体の上面に繊維ウエブ250の資材である連続繊維ウエブを積層してなる連続積層体に対して、上方側から連続積層体の搬送方向に交差する方向に間隔を空けて配置された複数のノズルからエアや水等の流体を高圧噴射することによって、連続繊維ウエブの繊維(長繊維と短繊維とを含む)と連続網状体の構成糸とを交絡一体化させることができる。
連続積層体は、金属製のメッシュベルトからなる搬送手段によって搬送され、ノズルから連続積層体に上面に流体を噴射したときに、上面側において連続繊維ウエブの繊維と連続網状構造体の構成糸とが交絡するとともに、搬送手段と対向する下面側においても搬送手段に当たって撥ね返る流体によって交絡される。表面シート211は、繊維の集合体からなる繊維ウエブ250を織物240に流体交絡法によって交絡したものであるから、不織布シートを積層して流体交絡させた場合に比べて、繊維ウエブ250の構成繊維251が織物240に交絡しやすく、より安定して積層状態を維持することができるといえる。また、流体交絡処理法によれば、搬送手段のメッシュベルトの構成を適宜変更することによって、厚さ、質量、吸収速度、シート強度等について所望のシート特性を備えた表面シート211を得ることができる。
表面シート211は、肌対向面側に位置する織物240を非肌対向面側に位置する繊維ウエブ250と交絡によって一体化して形成するものであるから、表面シート211が不織布のみから形成された場合に比べて強度が高く、布地のようなシャリのある質感を与えることができる。また、織物240が網目構造を有することから、肌との接触面積が減少して、さらりとした触感を与えることができる。
表面シート211に排泄された経血は、織物240の経糸242と緯糸243とに沿って拡散されるとともに、織物240の網目245から下方へ延びる繊維ウエブ250の構成繊維251をつたって下方の吸収体220へ移行される。また、表面シート211が透液性の繊維不織布から形成される場合に比べて、シート質量が同じであっても、繊維ウエブ250の構成繊維251に比べて繊度の大きな構成糸241からなる網目状の織物240を有することによって比較的にシート剛性が高くなる。それによって、表面シート211の吸収体220からのよれや浮き上がりを効果的に防止することができる。
通常、生理用ナプキンに使用される表面シートは、比較的に肉薄であって、かつ、親水性繊維を多く含むことから、経血吸収後に膨潤した繊維どうしがくっ付き易くなる。したがって、生理用ナプキンを折り畳んだ状態で個包装体に収容したときに形成された折曲線による折り癖が付くおそれがある。折り癖が付いた生理用ナプキンを下着等に取り付けた場合には、生理用ナプキンの一部が身体との間に隙間が生じ、経血の横漏れの原因となるおそれがあるとともに、着用感が低下する。
表面シート211は、親水性繊維と疎水性繊維とを含み、また、疎水性繊維の割合が親水性繊維よりも高いことから、繊維どうしのくっ付きによる折り癖の形成を抑制することができる。また、表面シート211は、肌対向面(内面)側に不織布等のシート材料に比べて剛性の高い織物240が位置することで、折り癖が付き難いといえる。したがって、折り畳まれた状態で収容された個包装体から生理用ナプキンを取り出したときに、経血の横漏れの原因となるような、折曲線に沿う折り癖が付き難いといえる。
表面シートが親水性繊維を含む不織布のみから形成されている場合には、吸収速度と液拡散性に優れるために、経血の排泄量が少量であっても、すばやく広範囲に拡がって拡散されて肌が汚れて肌トラブル等の原因ともなりうる。本実施形態においては、表面シート211が織物240と繊維ウエブ250とのラミネートシートから形成されており、織物240の構成糸をつたって経血が拡散し難く、排泄量が少量のときにはスポット的に吸収されるので、肌が広範囲に汚れて肌トラブルが生じるのを抑制することができる。
図13は、図11のXIII-XIII線に沿う断面図であって、表面シート211の下方に位置する吸収体220を仮想線で示している。図13を参照すると、表面シート211において、繊維ウエブ250の構成繊維251が、織物240から厚さ方向Zの外側へ延びている。具体的には、繊維ウエブ250は、織物240の下面(第1面)240aから下方へ延びる下方延出部分252と、織物240の上面(第2面)240bから上方へ延びる上方延出部分(第2面から延出する部分)253とを有する。
すなわち、繊維ウエブ250の一部は、織物240から上面240bと面一またはそれよりも上方に位置している。表面シート211が、流体交絡法から形成されたものである場合、繊維ウエブ250の下方延出部分252は流体が高圧噴射された連続繊維ウエブである一方、上方延出部分253は、連続繊維ウエブの構成繊維の一部が下方に位置する織物240の資材である連続網状体を貫通して搬送手段であるメッシュベルト側へ延びた部分である。
表面シート211上に排泄された体液は、繊維ウエブ250の上方延出部分253に含まれる親水性繊維によって吸収、拡散されるとともに、織物240の経糸242と緯糸243とによって縦方向Yと横方向Xとに拡がって、吸収体220に速やかに移行される。このとき、繊維ウエブ250の一部が織物240の上面240bとほぼ面一又はそれよりも上方に位置することによって、肌に近くづくとともに経血の吸収面積が増えて、より多くの経血を引き込むことができる。また、疎水性繊維を含む繊維ウエブ250の一部が織物240の上面240bから上方に位置することによって、織物240及び吸収体220に吸収保持された体液が体圧等によって液戻りする、いわゆる、リウエット現象(リウエットバック)が発生するのを抑制することができる。
織物240は連続的に延びる複数の経糸242と厚さ方向Zにおいてそれらに交差するように連続的に延びる複数の緯糸243とから構成されていることから、肌に直接接触して着用中に体圧が負荷されたり、経血に触れてもその強度が低下し難く、毛羽立ちやへたりが生じ難いといえる。
繊維ウエブ250よりも織物240が肌側に位置することによって、繊維ウエブ250の構成繊維251よりも繊度が大きく、かつ、剛性の高い構成糸241によって肌に付着した経血を掻き取ることができる。特に、経血は空気に触れて経時硬化したときには肌にこびり付くように付着されるので、従来の柔軟な繊維不織布製の表面シートが摺接されただけでは掻き取ることができないところ、体圧が負荷されても経血に触れても強度が低下し難い織物240が直接的または間接的に肌に触れることによって、複数の網目245によって肌にこびり付いた経血も拭き取ることができる。また、織物240の構成糸241が撚糸から形成される場合には、外周面全体が凸凹状であることから、掻き取り性がより向上する。
織物240の厚さ寸法D2に対して、繊維ウエブ250のうちの織物240の上面240bから上方に延びる上方延出部分253の厚さ寸法D3は、1.1~4.0倍であることが好ましい。厚さ寸法D3が相対的にかかる大きさを有する場合には、掻き取り性とリウエット現象の抑制とを両立することができる。すなわち、厚さ寸法D3が厚さ寸法D2の1.1倍未満の場合には、織物240が肌に近くなるのでより掻き取り性が高くなるといえるが、繊維ウエブ250のみの部分が比較的に肉薄であって疎水性繊維を含む繊維ウエブ250によってリウエット現象を効果的に抑制することができない。一方、厚さ寸法D3が厚さ寸法D2の4.0倍を超える場合には、比較的に肉厚な繊維ウエブ250の上方延出部分253によってリウエット現象を抑制することができるとともに構成繊維251を伝って体液を引き込むことができるといえるが、織物240が肌から離れて位置することから、肌に付着した経血を掻き取り難くなる。
<厚さ寸法の測定方法>
ここで、織物240の厚さ寸法D2は、資料の状態において、直径50mmの測定子を有する「株式会社 尾崎製作所製 PEACOCK ダイヤルシックネスゲージ J-B」を用いて測定することができる。一方、表面シート211の厚さ寸法D1は、見掛けの厚さであって、図13に示すように、表面シート211を好ましくは繊維ウエブ250の機械方向に沿って切断して、切断面の拡大写真をキーエンス社製のデジタルマイクロスコープVHX-1000等を用いて撮影し、この拡大写真に基づいて表面シート211の最大厚さ寸法を測定し、ランダムに指定した5ヶ所において同様の測定を行って平均値を求めて、この平均値を表面シート211の厚さ寸法D1とした。また、表面シート211の厚さ寸法D1から織物240の厚さ寸法D2と下方延出部分252の厚さ寸法とを引いた値を繊維ウエブ250の上方延出部分253の厚さ寸法(織物240の上面240bから上方延出部分253の頂点253aまでの離間寸法)D3とした。なお、測定は、標準雰囲気下(温度20±5℃、相対湿度65%以下)の測定室内で行うものとする。
ここで、織物240の厚さ寸法D2は、資料の状態において、直径50mmの測定子を有する「株式会社 尾崎製作所製 PEACOCK ダイヤルシックネスゲージ J-B」を用いて測定することができる。一方、表面シート211の厚さ寸法D1は、見掛けの厚さであって、図13に示すように、表面シート211を好ましくは繊維ウエブ250の機械方向に沿って切断して、切断面の拡大写真をキーエンス社製のデジタルマイクロスコープVHX-1000等を用いて撮影し、この拡大写真に基づいて表面シート211の最大厚さ寸法を測定し、ランダムに指定した5ヶ所において同様の測定を行って平均値を求めて、この平均値を表面シート211の厚さ寸法D1とした。また、表面シート211の厚さ寸法D1から織物240の厚さ寸法D2と下方延出部分252の厚さ寸法とを引いた値を繊維ウエブ250の上方延出部分253の厚さ寸法(織物240の上面240bから上方延出部分253の頂点253aまでの離間寸法)D3とした。なお、測定は、標準雰囲気下(温度20±5℃、相対湿度65%以下)の測定室内で行うものとする。
繊維ウエブ250の上方延出部分253は、厚さ寸法D3が比較的に小さい複数の嵩低部分254と、厚さ寸法D3が比較的に大きい複数の嵩高部分255とを有する。繊維ウエブ250の下方延出部分252が凹凸状を有することによって、下方に位置する織物240とともに肌に付着した経血を効果的に掻き取ることができる。
また、表面シート211が流体交絡法によって形成される場合には、高圧噴射された流体が直接当たる下方延出部分252では、繊維ウエブ250のうちのノズルから噴射された流体が直接当たる部分が他の部分に比べて嵩低になる。嵩低部分256は流体が直接当たる部分を含み、その場合には、嵩低部分256は嵩高部分257よりも繊維密度が高くなっている。したがって、織物240から下方の下方延出部分252へ移行された体液は、比較的に高い繊維密度を有する嵩低部分256において嵩高部分257に比べて速やかにさらに下方に位置する吸収体に移行させることができる。
繊維ウエブ250は、接着剤等を介さずに交絡によって織物240と一体化されているので、接着剤等を介して互いに接合する場合に比べて柔軟性に優れる。繊維ウエブ250の構成繊維251が織物240に交絡する態様としては、構成繊維251の一部が織物240の経糸と緯糸とに絡んだり、まとわり付くように巻回していることのほかに、構成繊維251の一部が撚糸からなる経糸242と緯糸243との原糸間に入り込むようにして交絡していることがある。このように、構成繊維251が経糸242と緯糸243との外面及び内面に交絡されることによって、繊維ウエブ250が織物240に安定して一体化される。
繊維ウエブ250の構成繊維251は、繊度が0.8~6.0dtex、好ましくは、1.0~4.4dtex、より好ましくは1.3~3.3dtex、繊維長が25~64mm、好ましくは、32~58mm、さらに好ましくは38~51mmの短繊維であって、撚糸からなる構成糸241の繊度は、10~100綿番手、好ましくは20~60綿番手、さらに好ましくは30~45綿番手である。繊維ウエブ250の構成繊維251が短繊維であることから、繊維ウエブ250には複数の繊維末端が存在し、繊維末端がそれよりも繊度の大きな原糸の撚られた隙間に入り込んだり、構成糸241にまとわり付くように巻回することによって、繊維ウエブ250が織物240に安定的に交絡される。
再び、図11を参照すると、繊維ウエブ250の短繊維の繊維長は、互いに隣り合って並行する経糸242どうしの離間寸法R1と、互いに隣り合って並行する緯糸243どうしの離間寸法R2とのうちの少なくとも一方の離間寸法よりも大きくなっている。かかる場合には、織物240の網目245から短繊維が抜け落ちることはなく、また、短繊維が網目245を跨ぐように延在することによって表面シート211全体のシート強度と液拡散性とが向上しうる。
繊維ウエブ250の親水性繊維の含有率は、50質量%未満、好ましくは10~49質量%であって、疎水性繊維の含有率は50質量%を超え、好ましくは51~90質量%であって、繊維ウエブ250に占める疎水性繊維の割合が親水性繊維の割合よりも高くなっている。疎水性繊維の割合が高いことによって、拡散性を抑えて、リウエット現象を抑制しうる。
また、親水性繊維の含有率が10%未満の場合には、相対的に疎水性繊維の割合が多くなって、リウエット現象を抑制できる一方、肌からの経血の引込み性が低下する。一方、親水性繊維の含有率が50%以上の場合には、より多くの経血を速やかに吸収することができる一方、リウエット現象が生じやすくなる。表面シート211では、親水性繊維と疎水性繊維とをバランス良く含有することによって、良好な吸液性及び液拡散性とリウエット現象の抑制とを実現している。
<ねじり評価>
まず、実施例に対応するサンプルAとして、表面シート211の資材となる厚さ0.57mm、質量47g/m2の透液性シートを長さ寸法100mm×幅寸法50mmにカットしたものと、比較例に対応するサンプルBとして、厚さ0.33mm、質量31g/m2のコットンシート(コットン100%)を長さ寸法100mm×幅寸法15mmにカットしたものとを準備した。次に、各サンプルを学振型摩擦堅牢試験機で所定の測定条件下(耐摩耗度100回、荷重50g)において擦って、着用中における表面シートと身体との表面摩擦の状態を再現した。
まず、実施例に対応するサンプルAとして、表面シート211の資材となる厚さ0.57mm、質量47g/m2の透液性シートを長さ寸法100mm×幅寸法50mmにカットしたものと、比較例に対応するサンプルBとして、厚さ0.33mm、質量31g/m2のコットンシート(コットン100%)を長さ寸法100mm×幅寸法15mmにカットしたものとを準備した。次に、各サンプルを学振型摩擦堅牢試験機で所定の測定条件下(耐摩耗度100回、荷重50g)において擦って、着用中における表面シートと身体との表面摩擦の状態を再現した。
次に、イマダ製トルク試験機(EX-0762)を使用して、下記の測定条件下において、各サンプルA、Bのトルク値を測定する。
回転速度: 50rpm
チェック間距離:25mm
回転角度(測定角度):90°(60°)
各サンプルA、Bの縦方向Yのトルク値と横方向のトルク値とを求めて平均して、その値を各サンプルのトルク値とした。また、各サンプルA,Bは、摩擦堅牢試験機によって表面摩擦を加えた状態のものと、表面摩擦を加えてない状態のものとの両方を準備して測定した。
回転速度: 50rpm
チェック間距離:25mm
回転角度(測定角度):90°(60°)
各サンプルA、Bの縦方向Yのトルク値と横方向のトルク値とを求めて平均して、その値を各サンプルのトルク値とした。また、各サンプルA,Bは、摩擦堅牢試験機によって表面摩擦を加えた状態のものと、表面摩擦を加えてない状態のものとの両方を準備して測定した。
測定の結果、実施例に対応したサンプルAの表面摩擦を加えていない状態のトルク値は7.1、表面摩擦を加えた状態のトルク値は6.8、比較例に対応したサンプルBの表面摩擦を加えていない状態のトルク値は3.9、表面摩擦を加えた状態のトルク値は2.2であった。実施例の表面シート211は、表面摩擦の有無によってトルク値に大きな変化はなく、使用中に身体との間に摩擦が生じてもよれることはないといえる。また、表面シート211は、比較例のコットンシートに比べてシート剛性が高く、よれ難いともいえる。比較例のコットンシートのトルク値が実施例の表面シート211に比べて55%以下になっている要因としては、コットンシートの場合には、表面摩擦を加えたときにコットン繊維の交絡が外れてシート強度が低下したことによるものと考えられる。
<よれ評価>
よれ評価の測定のために、実施例に係る生理用ナプキンとしてサンプルC、比較例に係る生理用ナプキンとしてサンプルDを作製した。サンプルCとサンプルDとは、表面シートの構成以外はすべて同じ構成であって、サンプルCに使用した表面シートは、ねじり評価測定で使用したサンプルAの透液性シート、サンプルDに使用した表面シートは、サンプルBの透液性シートである。まず、人間の下胴体を模したドールを準備し、ドールに各サンプルC,Dの生理用ナプキンを着用させた。次に、歩行時を想定してドールの大腿部を5分間継続して前後に移動させた後、ドールの膣口に対応する開口部分から人工経血2gを排出して、生理用ナプキンの表面に滴下した。その後、座位を想定してドールの大腿部を左右に組み替える動作を行った。かかる行為を1セットとして5回(5セット)行い、ドールからサンプルを取り外した。ドールから取り外した状態のサンプルC,Dについて、股下付近に当接された、最も幅狭の部分における吸収体の最狭幅寸法(mm)をメジャーで測定した。かかる測定を3回行い、その平均値を各サンプルの吸収体の最狭幅寸法とした。
よれ評価の測定のために、実施例に係る生理用ナプキンとしてサンプルC、比較例に係る生理用ナプキンとしてサンプルDを作製した。サンプルCとサンプルDとは、表面シートの構成以外はすべて同じ構成であって、サンプルCに使用した表面シートは、ねじり評価測定で使用したサンプルAの透液性シート、サンプルDに使用した表面シートは、サンプルBの透液性シートである。まず、人間の下胴体を模したドールを準備し、ドールに各サンプルC,Dの生理用ナプキンを着用させた。次に、歩行時を想定してドールの大腿部を5分間継続して前後に移動させた後、ドールの膣口に対応する開口部分から人工経血2gを排出して、生理用ナプキンの表面に滴下した。その後、座位を想定してドールの大腿部を左右に組み替える動作を行った。かかる行為を1セットとして5回(5セット)行い、ドールからサンプルを取り外した。ドールから取り外した状態のサンプルC,Dについて、股下付近に当接された、最も幅狭の部分における吸収体の最狭幅寸法(mm)をメジャーで測定した。かかる測定を3回行い、その平均値を各サンプルの吸収体の最狭幅寸法とした。
測定の結果、表面シート211を使用したサンプルCの吸収体の最狭幅寸法は30mm、コットンシートを使用したサンプルDの吸収体の最狭幅寸法は14mmであった。サンプルCに使用した表面シート211では、人工経血を吸収して表面摩擦を加えた状態でも、繊維ウエブ250の構成繊維251どうしが付着し合うことはなく、よれ難いといえる。一方、サンプルDに使用したコットンシートでは、吸収体の幅寸法が小さくなって、大きなよれが生じているといえる。かかる要因としては、表面摩擦によってコットン繊維どうしの交絡が外れ、さらに、着用中に形成されたギャザーにおいて交絡が外れた繊維どうしが互いに付着し合うことで、縦方向へ延びる大きな溝が形成されていることが考えられる。
図14は、親水性繊維の一例における、断面形状が異形型である異型断面繊維の拡大図である。かかる親水性繊維260は、親水化処理を施した熱可塑性樹脂繊維、例えば、親水性のPET繊維であって、その延在方向へ延びる複数条の溝261を有する。親水性繊維260が延在方向へ延びる複数条の溝261を有することによって、外周面が平坦状の場合に比して経血に接する表面積が大きくなり、経血の引込み性が向上する。
本実施形態に係る他の実施例の一例においては、織物240の原糸の材料として、完全に脱リグニン処理がなされていない未漂白パルプ繊維を用いることができる。かかる場合には、リグニン成分を比較的に多く含む未漂白パルプ繊維が天然材料由来の薄茶色を有するものであるから、表面シート211全体が薄茶色のナチュラルな色合いを有する。表面シート211が薄茶色を有することによって、着用者等に対して天然材料を使用した肌に優しいナチュラル志向の高い製品であるとの印象を与えることができる。また、漂白処理された白色のシートを使用する場合に比べて吸収体220に吸収された経血の赤味が抑えられので、月経が始まったばかりの未成年者による、経血を直接視認することによる月経に対する不安感を軽減することができる。さらに、リグニン成分は抗菌作用に優れるので、生理用ナプキン210をより衛生的に着用、廃棄することができる。
また、吸液性コア221を被覆するコアカバーシート222の第1及び第2被覆部225,226のうちの少なくとも一方が未漂白パルプ繊維を含んでいてもよい。かかる場合には、未漂白パルプ繊維を含む表面シート211とともに、ナチュラルな色合いによる肌に優しい印象を与えるとともに、経血の隠蔽性及び抗菌性に寄与しうる。
本明細書においては、第2の発明に係る吸収性物品210用の透液性シートとして、吸収体220の肌対向面側に配置された表面シート211に関する実施形態について説明したが、吸収性物品210に使用されるシート、例えば、表面シートの内面側に位置する中間シート、コアカバーシート等として使用することもできる。また、吸収性物品210は、生理用ナプキンに限らず、例えば、大人用・子供用のおむつ、尿取りパッドを含み、尿や軟便を透液する透液性シートとして使用することもできる。
以上に記載した第2の発明に関する開示は、少なくとも下記事項に整理することができる。
厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、前記織物の構成糸はセルロース系繊維からなる連続する撚糸から形成されており、前記繊維ウエブは、親水性繊維と疎水性繊維とを含む。
厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、前記織物の構成糸はセルロース系繊維からなる連続する撚糸から形成されており、前記繊維ウエブは、親水性繊維と疎水性繊維とを含む。
第2の発明に開示した吸収性物品用の透液性シートは、以下の実施態様を含む。
(1)前記織物の前記撚糸からなる前記構成糸は、連続して延びる複数の経糸と、前記経糸と前記厚さ方向において互いに交差するように連続的に延びる複数の緯糸とを含む。
(2)前記疎水性繊維の含有率が前記親水性繊維の含有率よりも高い。
(3)前記疎水性繊維の含有率が51~90質量%、前記親水性繊維の含有率が10~49質量%である。
(4)前記親水性繊維は、断面異形状であって、その延在方向へ延びる複数の溝を有する。
(5)前記繊維ウエブと前記織物とは、水流交絡処理によって交絡一体化される。
(6)前記繊維ウエブは短繊維から構成されており、前記短繊維の繊維長は25~64mm、繊度は0.8~6.0dtexであって、前記織物の前記構成糸は複数の原糸からなる撚糸から構成されており、前記撚糸の繊度は10~100綿番手である。
(7)前記吸収性物品は、吸収体をさらに備え、前記吸収体の肌対向面側に配置される。
(8)前記短繊維の繊維長は、互いに隣り合って並行する前記経糸どうしの離間寸法と互いに隣り合って並行する前記緯糸どうしの離間寸法とのうちの少なくとも一方の離間寸法よりも大きい。
(1)前記織物の前記撚糸からなる前記構成糸は、連続して延びる複数の経糸と、前記経糸と前記厚さ方向において互いに交差するように連続的に延びる複数の緯糸とを含む。
(2)前記疎水性繊維の含有率が前記親水性繊維の含有率よりも高い。
(3)前記疎水性繊維の含有率が51~90質量%、前記親水性繊維の含有率が10~49質量%である。
(4)前記親水性繊維は、断面異形状であって、その延在方向へ延びる複数の溝を有する。
(5)前記繊維ウエブと前記織物とは、水流交絡処理によって交絡一体化される。
(6)前記繊維ウエブは短繊維から構成されており、前記短繊維の繊維長は25~64mm、繊度は0.8~6.0dtexであって、前記織物の前記構成糸は複数の原糸からなる撚糸から構成されており、前記撚糸の繊度は10~100綿番手である。
(7)前記吸収性物品は、吸収体をさらに備え、前記吸収体の肌対向面側に配置される。
(8)前記短繊維の繊維長は、互いに隣り合って並行する前記経糸どうしの離間寸法と互いに隣り合って並行する前記緯糸どうしの離間寸法とのうちの少なくとも一方の離間寸法よりも大きい。
10 吸収性物品(生理用ナプキン)
11 透液性シート(表面シート)
20 吸収体
40 織物
40a 第1面(下面)
40b 第2面(上面)
41 構成糸
45 網目
50 繊維ウエブ
51 構成繊維
53 繊維ウエブのうちの織物の第2面から延在する部分
60 親水性繊維
61 溝
D2 織物の厚さ寸法
D3 繊維ウエブの第2面から延在する部分の厚さ寸法
Z 厚さ方向
210 吸収性物品(生理用ナプキン)
211 透液性シート(表面シート)
220 吸収体
240 織物
240a 第1面(下面)
240b 第2面(上面)
241 構成糸
245 網目
250 繊維ウエブ
251 構成繊維
260 親水性繊維
261 溝
R1 互いに隣り合って並行する経糸どうしの離間寸法
R2 互いに隣り合って並行する緯糸どうしの離間寸法
Z 厚さ方向
11 透液性シート(表面シート)
20 吸収体
40 織物
40a 第1面(下面)
40b 第2面(上面)
41 構成糸
45 網目
50 繊維ウエブ
51 構成繊維
53 繊維ウエブのうちの織物の第2面から延在する部分
60 親水性繊維
61 溝
D2 織物の厚さ寸法
D3 繊維ウエブの第2面から延在する部分の厚さ寸法
Z 厚さ方向
210 吸収性物品(生理用ナプキン)
211 透液性シート(表面シート)
220 吸収体
240 織物
240a 第1面(下面)
240b 第2面(上面)
241 構成糸
245 網目
250 繊維ウエブ
251 構成繊維
260 親水性繊維
261 溝
R1 互いに隣り合って並行する経糸どうしの離間寸法
R2 互いに隣り合って並行する緯糸どうしの離間寸法
Z 厚さ方向
Claims (12)
- 厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、
前記織物の構成糸はセルロース系繊維から形成されており、
前記繊維ウエブの構成繊維が、前記織物の前記第2面とほぼ面一又はそれよりも前記厚さ方向の外側へ延在している吸収性物品用の透液性シート。 - 厚さ方向において対向する第1面と第2面とを有する織物と、前記織物の前記第1面に交絡によって一体化された繊維ウエブとを備え、
前記織物の構成糸はセルロース系繊維からなる連続する撚糸から形成されており、
前記繊維ウエブは、親水性繊維と疎水性繊維とを含む吸収性物品用の透液性シート。 - 前記繊維ウエブの前記構成繊維は、親水性繊維と疎水性繊維とを含む請求項1に記載の透液性シート。
- 前記織物の厚さ寸法に対して、前記繊維ウエブの前記織物の前記第2面から延在する部分の厚さ寸法は、1.1~4.0倍である請求項1に記載の透液性シート。
- 前記繊維ウエブの前記構成繊維の一部は、前記織物の前記構成糸を巻回して、前記織物の複数の網目を介して前記第2面側へ延在している請求項1,3又は4のいずれかに記載の透液性シート。
- 前記織物の前記撚糸からなる前記構成糸は、連続して延びる複数の経糸と、前記経糸と前記厚さ方向において互いに交差するように連続的に延びる複数の緯糸とを含む請求項2に記載の透液性シート。
- 前記疎水性繊維の含有率が前記親水性繊維の含有率よりも高い請求項2又は3のいずれかに記載の透液性シート。
- 前記親水性繊維は、断面異形状であって、延在方向へ延びる複数の溝を有する請求項2,3及び7のいずれかに記載の透液性シート。
- 前記繊維ウエブと前記織物とは、流体交絡処理によって交絡一体化される請求項1-8のいずれかに記載の透液性シート。
- 前記繊維ウエブは短繊維から構成されており、前記短繊維の繊維長は25~64mm、繊度は0.8~6.0dtexであって、前記織物の前記構成糸は複数の原糸からなる撚糸から構成されており、前記撚糸の繊度は10~100綿番手である請求項6に記載の透液性シート。
- 前記吸収性物品は、吸収体をさらに備え、前記吸収体の肌対向面側に配置される請求項1-10のいずれかに記載の透液性シート。
- 前記短繊維の繊維長は、前記織物の互いに隣り合って並行する前記経糸どうしの離間寸法と互いに隣り合って並行する前記緯糸どうしの離間寸法とのうちの少なくとも一方の離間寸法よりも大きい請求項10に記載の透液性シート。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980043913.2A CN112334110B (zh) | 2018-06-29 | 2019-06-28 | 吸收性物品用的透液性片材 |
| KR1020207028001A KR102606001B1 (ko) | 2018-06-29 | 2019-06-28 | 흡수성 물품용의 투액성 시트 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-125330 | 2018-06-29 | ||
| JP2018125331A JP2020000720A (ja) | 2018-06-29 | 2018-06-29 | 吸収性物品用の透液性シート |
| JP2018125330A JP7085921B2 (ja) | 2018-06-29 | 2018-06-29 | 吸収性物品用の透液性シート |
| JP2018-125331 | 2018-06-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020004648A1 true WO2020004648A1 (ja) | 2020-01-02 |
Family
ID=68985942
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/025924 WO2020004648A1 (ja) | 2018-06-29 | 2019-06-28 | 吸収性物品用の透液性シート |
Country Status (4)
| Country | Link |
|---|---|
| KR (1) | KR102606001B1 (ja) |
| CN (1) | CN112334110B (ja) |
| TW (1) | TWI778276B (ja) |
| WO (1) | WO2020004648A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023057096A1 (en) * | 2021-10-08 | 2023-04-13 | Essity Hygiene And Health Aktiebolag | Absorbent article |
| WO2023057075A1 (en) * | 2021-10-08 | 2023-04-13 | Essity Hygiene And Health Aktiebolag | Absorbent article |
| WO2023057076A1 (en) * | 2021-10-08 | 2023-04-13 | Essity Hygiene And Health Aktiebolag | Absorbent article |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS642008U (ja) * | 1987-06-24 | 1989-01-09 | ||
| JP3018173U (ja) * | 1994-08-18 | 1995-11-14 | 株式会社タカギ | 失禁用パンツ |
| WO2001045927A1 (en) * | 1999-12-22 | 2001-06-28 | The Procter & Gamble Company | Elastic laminate including elastomeric scrim and fibrous layer bonded thereto and method for making the same |
| JP2003136621A (ja) * | 2001-11-01 | 2003-05-14 | Kurabo Ind Ltd | 高吸液性複合材及びおむつ |
| JP2011030940A (ja) * | 2009-08-05 | 2011-02-17 | Unitika Ltd | 吸収性物品の表面シート |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3144533B2 (ja) | 1995-03-10 | 2001-03-12 | 花王株式会社 | 吸収性物品の表面シート |
| JP3018173B1 (ja) | 1998-09-10 | 2000-03-13 | 大阪大学長 | 極短光パルスの波形計測方法 |
| US20020090875A1 (en) * | 1999-06-18 | 2002-07-11 | Vincent P. Lasko | Unitized cover and absorbent transfer layer |
| CN100564641C (zh) * | 2002-12-20 | 2009-12-02 | 宝洁公司 | 簇状的层压纤维网 |
| CN102299900A (zh) * | 2010-06-24 | 2011-12-28 | 王江涛 | 基于实时视频流媒体编码的游戏运行方法 |
| CN104540988B (zh) * | 2012-08-08 | 2017-12-15 | 大和纺控股株式会社 | 无纺织物、用于吸收制品的片材和使用其的吸收制品 |
| US10988868B2 (en) * | 2015-03-20 | 2021-04-27 | Sysco Guest Supply, Llc | Textile structures comprising core spun yarns and associated methods for manufacture |
-
2019
- 2019-06-28 KR KR1020207028001A patent/KR102606001B1/ko active IP Right Grant
- 2019-06-28 CN CN201980043913.2A patent/CN112334110B/zh active Active
- 2019-06-28 TW TW108122896A patent/TWI778276B/zh active
- 2019-06-28 WO PCT/JP2019/025924 patent/WO2020004648A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS642008U (ja) * | 1987-06-24 | 1989-01-09 | ||
| JP3018173U (ja) * | 1994-08-18 | 1995-11-14 | 株式会社タカギ | 失禁用パンツ |
| WO2001045927A1 (en) * | 1999-12-22 | 2001-06-28 | The Procter & Gamble Company | Elastic laminate including elastomeric scrim and fibrous layer bonded thereto and method for making the same |
| JP2003136621A (ja) * | 2001-11-01 | 2003-05-14 | Kurabo Ind Ltd | 高吸液性複合材及びおむつ |
| JP2011030940A (ja) * | 2009-08-05 | 2011-02-17 | Unitika Ltd | 吸収性物品の表面シート |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023057096A1 (en) * | 2021-10-08 | 2023-04-13 | Essity Hygiene And Health Aktiebolag | Absorbent article |
| WO2023057075A1 (en) * | 2021-10-08 | 2023-04-13 | Essity Hygiene And Health Aktiebolag | Absorbent article |
| WO2023057076A1 (en) * | 2021-10-08 | 2023-04-13 | Essity Hygiene And Health Aktiebolag | Absorbent article |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112334110A (zh) | 2021-02-05 |
| TWI778276B (zh) | 2022-09-21 |
| KR20210024440A (ko) | 2021-03-05 |
| KR102606001B1 (ko) | 2023-11-23 |
| TW202017543A (zh) | 2020-05-16 |
| CN112334110B (zh) | 2022-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU779156B2 (en) | Absorbent article | |
| JP5868110B2 (ja) | 吸収性物品 | |
| AU2014208105B2 (en) | Absorbent article | |
| JP5044406B2 (ja) | 吸収性物品 | |
| JP6239965B2 (ja) | 吸収性物品 | |
| JP4173844B2 (ja) | 吸収性物品 | |
| WO2007049725A1 (ja) | 吸収性物品 | |
| AU2005339199A1 (en) | Absorbent product | |
| WO2006004017A9 (ja) | 体液吸収性物品 | |
| WO2020004648A1 (ja) | 吸収性物品用の透液性シート | |
| US20120296294A1 (en) | Absorbent structure for bodily fluid-absorbent wearing article | |
| JP6580171B2 (ja) | 吸収体及びその製造方法並びに吸収性物品 | |
| AU9342601A (en) | Absorbent article | |
| WO2023009191A1 (en) | Absorbent body for use in an absorbent article | |
| CN113518716B (zh) | 吸湿片、一次性穿着物品及其制造方法 | |
| JP7085921B2 (ja) | 吸収性物品用の透液性シート | |
| JP2020000720A (ja) | 吸収性物品用の透液性シート | |
| AU2017428323B2 (en) | Disposable hygiene article with liquid side barriers | |
| WO2024062957A1 (ja) | 吸収性物品 | |
| JP2007061319A5 (ja) | ||
| MX2008006367A (en) | Absorbent product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19824893 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19824893 Country of ref document: EP Kind code of ref document: A1 |