WO2020004577A1 - 合わせガラス用中間膜および合わせガラス - Google Patents
合わせガラス用中間膜および合わせガラス Download PDFInfo
- Publication number
- WO2020004577A1 WO2020004577A1 PCT/JP2019/025680 JP2019025680W WO2020004577A1 WO 2020004577 A1 WO2020004577 A1 WO 2020004577A1 JP 2019025680 W JP2019025680 W JP 2019025680W WO 2020004577 A1 WO2020004577 A1 WO 2020004577A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- laminated glass
- interlayer film
- resin
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
- B32B17/10027—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet the glass sheet not being an outer layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
- B32B17/10045—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets with at least one intermediate layer consisting of a glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10128—Treatment of at least one glass sheet
- B32B17/10137—Chemical strengthening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10605—Type of plasticiser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10614—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising particles for purposes other than dyeing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10651—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising colorants, e.g. dyes or pigments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10678—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising UV absorbers or stabilizers, e.g. antioxidants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/542—Shear strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/56—Damping, energy absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2369/00—Polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
Definitions
- the present invention relates to an interlayer film for laminated glass and a laminated glass.
- a glass plate used for a window glass or the like has excellent durability and lighting properties, but has very small damping performance (tan ⁇ with respect to bending vibration). For this reason, the resonance state generated by the vibration of the glass and the incident sound wave, that is, the decrease in the sound insulation due to the coincidence effect is remarkable.
- efforts have been made to reduce the weight of laminated glass to reduce the weight of vehicles (eg, automobiles) and improve fuel efficiency. In general, the weight can be reduced by reducing the thickness of the laminated glass.However, since the sound insulation is reduced according to the weight reduction, means for compensating for the reduction in the sound insulation is required to realize the weight reduction. I have.
- interlayer film As a method of improving sound insulation, there is a method of using an interlayer film for laminated glass (hereinafter, sometimes simply referred to as “interlayer film”) having excellent damping performance.
- the intermediate film has a capability of absorbing vibration energy by converting vibration energy into heat energy.
- an interlayer for laminated glass made of polyvinyl butyral and having a certain impact resistance and sound insulation for example, see Patent Document 1
- An intermediate film for example, refer to Patent Literature 2 in which the film A is sandwiched between resin films B made of a plasticized polyvinyl acetal resin, and a first layer containing polyvinyl acetal and a plasticizer, which are laminated in ten or more layers.
- an object of the present invention is to provide an interlayer film for laminated glass having high sound insulation properties.
- an interlayer film for laminated glass including a layer A, a layer B, and a layer C composed of a specific material in a specific order.
- the present invention provides the following preferred embodiments.
- An interlayer for laminated glass including a layer A, a layer C, and a layer A in this order, and a layer B between the layers or at an arbitrary position outside the layer, wherein the layer A is a first thermoplastic resin.
- the resin material constituting the layer A has a peak at which tan ⁇ measured by performing a complex shear viscosity test under the condition of a frequency of 1 Hz according to JIS K 7244-10: 2005 is the maximum. It has a range of 30 ° C. or more and 10 ° C. or less, the height of the tan ⁇ peak of at least one resin material of the A layer is 1.5 or more, and the thickness of the C layer is 0.1 mm or more.
- the resin material constituting the C layer Has a tensile storage modulus of 1.0 GPa or more at 0 ° C. measured by performing a dynamic viscoelasticity test at a frequency of 0.3 Hz according to JIS K 7244-4: 1999
- the B layer has 2.
- An interlayer film for laminated glass which is a layer containing a thermoplastic resin of No. 2 and is made of a resin material different from the resin material forming the A layer.
- the layer A is a polymer block (a) containing 60 mol% or more of an aromatic vinyl monomer unit and a polymer block containing 60 mol% or more of a conjugated diene monomer unit as a first thermoplastic resin. (B), and the content of the polymer block (a) in the hydrogenated product of the block copolymer is based on the total mass of the hydrogenated product of the block copolymer.
- the difference ⁇ TL from the sound transmission loss (TL2-a) calculated from the bending stiffness at the tertiary resonance frequency calculated in accordance with the following formula is 4.1 dB or less at each center frequency in a 1/3 octave band of 1000 Hz or more.
- the interlayer film for laminated glass according to any one of the above [1] to [10]. [12] Third order measured by a central vibration method at 20 ° C. in a laminated glass in which the above-mentioned interlayer film for laminated glass is sandwiched using two pieces of float glass having a length of 300 mm, a width of 25 mm and a thickness of 1.9 mm.
- the interlayer film for laminated glass according to any one of the above [1] to [11], wherein a loss coefficient at a resonance frequency is 0.55 or more.
- the sound transmission loss (TL1-b) according to the mass rule given at a sound field incidence of 0 ° to 78 °, and the above-mentioned method using two float glasses having a length of 300 mm, a width of 25 mm, and a thickness of 1.9 mm.
- the loss coefficient at the third resonance frequency measured by the central excitation method at 20 ° C.
- the difference ⁇ TL from the sound transmission loss (TL2-b) calculated from the above is 4.1 dB or less at each center frequency in a 1/3 octave band of 1000 Hz or more.
- the heat shielding material is tin-doped indium oxide, antimony-doped tin oxide, zinc antimonate, metal-doped tungsten oxide, diimonium-based dye, aminium-based dye, phthalocyanine-based dye, anthraquinone-based dye, polymethine-based dye, benzenedithiol At least one selected from the group consisting of a type ammonium compound, a thiourea derivative, a thiol metal complex, aluminum-doped zinc oxide, tin-doped zinc oxide, silicon-doped zinc oxide, lanthanum hexaboride and vanadium oxide, [14] The interlayer film for laminated glass according to [14].
- the interlayer for laminated glass according to any one of [1] to [15], wherein at least one layer in the interlayer for laminated glass comprises an ultraviolet absorber.
- the ultraviolet absorber is selected from the group consisting of a benzotriazole-based compound, a benzophenone-based compound, a triazine-based compound, a hindered amine-based compound, a benzoate-based compound, a malonate-based compound, an indole-based compound, and an oxalate-anilide-based compound.
- the interlayer film for laminated glass according to the above [16] which is at least one of the following.
- the interlayer film for laminated glass includes at least an A layer, a B layer, a C layer, a B layer, and an A layer in this order, and the C layer and the two B layers are directly adjacent to each other.
- a laminated glass comprising the interlayer film for laminated glass according to any one of [1] to [20] sandwiched between two transparent substrates, wherein at least one of the transparent substrates is used.
- a laminated glass which is an inorganic glass having a thickness of 1.2 to 3.0 mm.
- the laminated glass according to the above [21] which is a vehicle windshield, a vehicle side glass, a vehicle sunroof, a vehicle rear glass or a head-up display glass.
- an interlayer having high sound insulation properties can be provided.
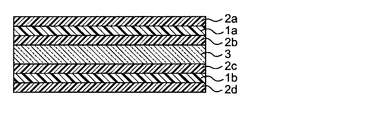
- BRIEF DESCRIPTION OF THE DRAWINGS It is a cross-sectional schematic diagram which shows the structure which is one aspect of the interlayer film for laminated glass of this invention.
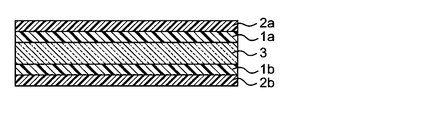
- BRIEF DESCRIPTION OF THE DRAWINGS It is a cross-sectional schematic diagram which shows the structure which is one aspect of the interlayer film for laminated glass of this invention.
- the interlayer film for laminated glass of the present invention includes the A layer, the C layer, and the A layer in this order, and includes the B layer at an arbitrary position between or outside these layers.
- the layer A is a layer containing the first thermoplastic resin, and the resin material constituting the layer A is measured by performing a complex shear viscosity test under the condition of a frequency of 1 Hz according to JIS K 7244-10: 2005. It has a peak with a maximum tan ⁇ in the range of ⁇ 30 ° C. or more and 10 ° C. or less (hereinafter, this temperature may be referred to as “tan ⁇ peak temperature”), and the tan ⁇ peak of at least one resin material of the A layer.
- the C layer is a layer made of an inorganic glass having a thickness of 0.1 mm or more and 1.5 mm or less, or a thickness of 0.25 mm or more and 2.5 mm or less and containing a third thermoplastic resin.
- the resin material constituting the C layer is a dynamic viscoelasticity under the condition of a frequency of 0.3 Hz according to JIS K 7244-4: 1999.
- the tensile storage modulus at 0 ° C. measured by performing the test is 1.0 GPa or more.
- the layer B is a layer containing the second thermoplastic resin, and is made of a resin material different from the resin material forming the layer A.
- the interlayer film for a laminated glass of the present invention includes at least two layers A containing the first thermoplastic resin.
- the layer A is a layer that provides high sound insulation to the interlayer film for laminated glass by being included in the interlayer film for laminated glass in the order of layer A, layer C, and layer A.
- the resin material constituting the layer A is made of a first thermoplastic resin or a resin composition containing the first thermoplastic resin.
- the first thermoplastic resin is not particularly limited as long as the resin material constituting the A layer satisfies the above-described conditions of the tan ⁇ peak temperature and the tan ⁇ peak height.
- the layer A comprises, as the first thermoplastic resin, a polymer block (a) containing at least 60 mol% of an aromatic vinyl monomer unit and a polymer block containing at least 60 mol% of a conjugated diene monomer unit ( b) containing a hydrogenated product of a block copolymer (hereinafter sometimes referred to as “block copolymer (A)”), and a polymer block (a) in the hydrogenated product of the block copolymer. Is 25% by mass or less based on the total mass of the hydrogenated product of the block copolymer.
- aromatic vinyl compound constituting the aromatic vinyl monomer unit examples include styrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, ⁇ -methylstyrene, ⁇ -methylstyrene, 2,6-dimethyl Styrene, 2,4-dimethylstyrene, ⁇ -methyl-o-methylstyrene, ⁇ -methyl-m-methylstyrene, ⁇ -methyl-p-methylstyrene, ⁇ -methyl-o-methylstyrene, ⁇ -methyl-m -Methylstyrene, ⁇ -methyl-p-methylstyrene, 2,4,6-trimethylstyrene, ⁇ -methyl-2,6-dimethylstyrene, ⁇ -methyl-2,4-dimethylstyrene, ⁇ -methyl-2, 6-dimethylstyrene, ⁇ -methyl-2,4-dimethyl
- One aromatic vinyl compound may be used alone, or two or more aromatic vinyl compounds may be used in combination.
- styrene, ⁇ -methylstyrene, p-methylstyrene and a mixture thereof are preferable, and styrene is more preferable, from the viewpoint of the production cost and the balance of physical properties.
- the content of the aromatic vinyl monomer unit in the polymer block (a) is preferably at least 60 mol%, more preferably at least 80 mol%, based on all the constituent units constituting the polymer block (a). It is more preferably at least 85 mol%, further preferably at least 90 mol%, particularly preferably at least 95 mol%, and may be substantially at least 100 mol%.
- the content of the aromatic vinyl monomer unit in the polymer block (a) is at least the lower limit, good moldability or mechanical strength can be easily obtained.
- the polymer block (a) may contain a structural unit derived from an unsaturated monomer other than the aromatic vinyl monomer unit, as long as the object and effects of the present invention are not hindered.
- unsaturated monomers include, for example, butadiene, isoprene, 2,3-dimethylbutadiene, 1,3-pentadiene, 1,3-hexadiene, isobutylene, methyl methacrylate, methyl vinyl ether, N-vinyl carbazole, ⁇ - Examples include pinene, 8,9-p-menthen, dipentene, methylenenorbornene, and 2-methylenetetrahydrofuran.
- the content of the other unsaturated monomer unit in the polymer block (a) is preferably less than 40 mol%, more preferably 20 mol%, based on all the constituent units constituting the polymer block (a). Less than 15 mol%, more preferably less than 10 mol%, particularly preferably less than 5 mol%.
- the polymer block (a) is substantially free of the other unsaturated monomer units described above.
- the bonding form is not particularly limited, and may be either random or tapered.
- the content of the aromatic vinyl monomer unit and the content of other unsaturated monomer units in the polymer block (a) in the block copolymer (A) are determined according to the values of the block copolymer (A).
- the content is determined from the 1 H-NMR spectrum and can be adjusted to a desired content by adjusting the charging ratio of each monomer in the preparation of the block copolymer (A).
- the block copolymer (A) may have at least one polymer block (a).
- the polymer blocks (a) may be the same or different from each other.
- “different polymer blocks” means that the monomer units constituting the polymer blocks, the weight average molecular weight, the stereoregularity, and when having a plurality of monomer units, each monomer unit It means that at least one of the ratio of body units and the form of copolymerization (random, gradient, block) is different. This is the same for the polymer block (b) described later.
- the weight average molecular weight (Mw) of the polymer block (a) contained in the block copolymer (A) is not particularly limited.
- the weight average molecular weight of at least one polymer block (a) of the polymer blocks (a) contained in the block copolymer (A) is preferably from 3,000 to 60,000, more preferably from 4,000 to 50. , 000.
- the block copolymer (A) has at least one polymer block (a) having a weight average molecular weight within the above range, mechanical strength is further improved, and good film formability is easily obtained.
- the weight average molecular weight is a weight average molecular weight in terms of polystyrene obtained by gel permeation chromatography (GPC) measurement.
- the glass transition temperature of the polymer block (a) is preferably 120 ° C or lower, more preferably 110 ° C or lower, preferably 60 ° C or higher, more preferably 70 ° C or higher.
- the glass transition temperature of the polymer block (a) is in the range between the lower limit and the upper limit described above, the shear storage elastic modulus of the resin material constituting the A layer can be easily controlled to a specific range, and the obtained is obtained.
- the mechanical strength can be increased.
- the glass transition temperature of the polymer block (a) is measured by a method described in Examples described later, and is adjusted to a desired range by adjusting the charge ratio of each monomer in the preparation of the block copolymer (A). Can be adjusted.
- the content of the polymer block (a) in the hydrogenated product of the block copolymer (A) is the same as that of the block copolymer (A). It is preferably at most 25% by mass based on the total mass of the hydrogenated product.
- the value of tan ⁇ also changes depending on the morphology of the block copolymer (A), and tan ⁇ tends to increase particularly when a microphase-separated structure composed of a sphere structure is adopted.
- the hydrogenated product of the block copolymer (A) Adjusting the content of the block polymer (a) to preferably 25% by mass or less, more preferably 20% by mass or less, and more preferably 15% by mass or less with respect to the total mass increases the sound insulation of the obtained interlayer film. It is very advantageous in improving.
- the content of the polymer block (a) is more preferably 14% by mass or less, more preferably 13% by mass or less, more preferably 12.5% by mass or less, more preferably 11% by mass or less, and particularly preferably. 9 mass% or less.
- the content of the polymer block (a) is preferably 3% by mass or more, more preferably 3.5% by mass or more.
- the content of the polymer block (a) is preferably 3 to 25% by mass (for example, 3 to 15% by mass).
- the content of the polymer block (a) is preferably 6 to 25% by mass (eg, 6 to 15% by mass), more preferably 8 from the viewpoint of easily improving the handleability and mechanical properties of the layer A. It is preferably from 25 to 25% by mass (eg, 8 to 15% by mass), particularly preferably from 10 to 25% by mass (eg, from 10 to 15% by mass).
- the content of the polymer block (a) is preferably 3.5 to 25% by mass (for example, 3.5 to 15% by mass), and more preferably 4 to 25% by mass. (For example, 4 to 15% by mass), and when the content of the polymer block (a) is within the above range, the handleability and mechanical properties of the obtained layer A are enhanced while ensuring high sound insulation. Can be.
- the content of the polymer block (a) in the hydrogenated product of the block copolymer (A) is determined from the 1 H-NMR spectrum of the hydrogenated product of the block copolymer (A). In the preparation of (A), it can be adjusted to a desired range by adjusting the charging ratio of each monomer.
- Examples of the conjugated diene compound constituting the conjugated diene monomer unit contained in the polymer block (b) include isoprene, butadiene, hexadiene, 2,3-dimethyl-1,3-butadiene, 1,3-pentadiene and myrcene. And the like.
- One conjugated diene compound may be used alone, or two or more conjugated diene compounds may be used in combination. Among them, isoprene, butadiene, and a mixture of isoprene and butadiene are preferable, and isoprene is more preferable, from the viewpoints of availability, versatility, and controllability of the bonding form described below.
- the mixing ratio [isoprene / butadiene] (mass ratio) is not particularly limited, but is preferably 5/95 to 95/5, more preferably 10/90 to 90/10, and still more preferably 40/60 to 70/30. And particularly preferably 45/55 to 65/35.
- the mixing ratio [isoprene / butadiene] is represented by a molar ratio, it is preferably 5/95 to 95/5, more preferably 10/90 to 90/10, still more preferably 40/60 to 70/30, particularly preferably Preferably it is 45/55 to 55/45.
- the content of the conjugated diene monomer unit in the polymer block (b) is preferably at least 60 mol%, more preferably at least 65 mol%, particularly preferably at least 65 mol%, based on all constitutional units constituting the polymer block (b). It is preferably at least 80 mol%.
- the content of the conjugated diene monomer unit is equal to or more than the lower limit, the amount of the segment exhibiting the sound insulation property becomes sufficient, and it is easy to obtain an interlayer having excellent sound insulation.
- the upper limit of the content of the conjugated diene monomer unit is not particularly limited.
- the content of the conjugated diene monomer unit may be 100 mol%.
- the polymer block (b) may have only a structural unit derived from one type of conjugated diene compound, or may have a structural unit derived from two or more types of conjugated diene compounds. As described above, in the present invention, the polymer block (b) preferably contains a conjugated diene monomer unit at 60 mol% or more. As the conjugated diene monomer unit, the polymer block (b) may be a structural unit derived from isoprene (hereinafter sometimes abbreviated as “isoprene unit”), a structural unit derived from butadiene (hereinafter “butadiene unit”).
- the total amount of isoprene units and butadiene units is preferably 60 mol% or more in each case. This makes it easy to obtain an interlayer having excellent sound insulation.
- the polymer block (b) has two or more types of conjugated diene monomer units, their bonding forms are random, tapered, completely alternating, partially block-shaped, block, or two or more of these types. May be used.
- the polymer block (b) may contain a structural unit derived from another polymerizable monomer other than the conjugated diene monomer unit as long as the object and effects of the present invention are not hindered.
- Other polymerizable monomers include, for example, styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, pt-butylstyrene, 2,4-dimethylstyrene, vinylnaphthalene and Aromatic vinyl compounds such as vinyl anthracene, and methyl methacrylate, methyl vinyl ether, N-vinyl carbazole, ⁇ -pinene, 8,9-p-mentene, dipentene, methylene norbornene, 2-methylenetetrahydrofuran, 1,3-cyclopentadiene , 1,3-cyclohexadiene, 1,3-cycloheptadiene, 1,
- styrene, ⁇ -methylstyrene and p-methylstyrene are preferred, and styrene is more preferred.
- the polymer block (b) contains the other polymerizable monomer unit described above, a specific combination thereof is preferably isoprene and styrene, butadiene and styrene, and more preferably isoprene and styrene. is there.
- the polymer block (b) includes such a combination, the tan ⁇ of the resin material constituting the A layer may be increased.
- the content of the other polymerizable monomer unit in the polymer block (b) is preferably less than 40 mol%, more preferably less than 35 mol%, based on all the constituent units constituting the polymer block (b). And particularly preferably less than 20 mol%.
- the bonding form is not particularly limited, and may be random or tapered.
- the content of content and the other polymerizable monomer units of the conjugated diene monomer unit in the polymer block (b) in the block copolymer (A), the block copolymer (A) 1 The content is determined from the 1 H-NMR spectrum and can be adjusted to a desired content by adjusting the charging ratio of each monomer in the preparation of the block copolymer (A).
- the bonding form of the isoprene can be a 1,2-bond, a 3,4-bond or a 1,4-bond.
- the butadiene bond form can be a 1,2-bond or a 1,4-bond.
- the sum of the contents of the 3,4-linkage unit and the 1,2-linkage unit in the polymer block (b) in the block copolymer (A) (hereinafter, may be referred to as “vinyl bond amount”) is: It is preferably at least 20 mol%, more preferably at least 40 mol%, particularly preferably at least 50 mol%.
- the total of the above-mentioned vinyl bond amounts is preferably 90 mol% or less, more preferably 85 mol% or less.
- the vinyl bond amount is calculated by dissolving the block copolymer (A) before hydrogenation in CDCl 3 and measuring the 1 H-NMR spectrum.
- the constituent units constituting the polymer block (b) consist only of isoprene units
- the vinyl units are obtained from the ratio of the total peak area of the isoprene units to the peak area corresponding to the 3,4-bond unit and the 1,2-bond unit. The amount of binding is calculated.
- the vinyl bond amount is calculated from the ratio of the total peak area of the butadiene units to the peak area corresponding to the 1,2-bond unit.
- the constituent units constituting the polymer block (b) include an isoprene unit and a butadiene unit, the total peak area of the isoprene unit and the butadiene unit, the 3,4-bond unit and the 1,2-bond unit in the isoprene unit, and the butadiene unit
- the vinyl bond amount is calculated from the ratio of the unit to the peak area corresponding to the 1,2-bond unit.
- the value of tan ⁇ of the resin material constituting the A layer tends to increase as the vinyl bond amount increases.
- the amount of the vinyl bond can be adjusted to a desired range by adjusting the amount of the organic Lewis base used in the anionic polymerization for producing the block copolymer (A), for example.
- the weight average molecular weight of the polymer block (b) contained in the block copolymer (A) is preferably 15,000 to 800,000, more preferably 50, before hydrogenation, from the viewpoint of sound insulation and the like. 000 to 700,000, more preferably 70,000 to 600,000, particularly preferably 90,000 to 500,000, and most preferably 130,000 to 450,000.
- the weight average molecular weight is a weight average molecular weight in terms of polystyrene determined by gel permeation chromatography (GPC) measurement, and the weight average molecular weight of the polymer block (b) refers to the polymer block (b). It means a value calculated from the difference in weight average molecular weight before and after copolymerization.
- the glass transition temperature of the polymer block (b) is preferably 10 ° C or lower, more preferably 0 ° C or lower, preferably -30 ° C or higher, more preferably -20 ° C or higher.
- the glass transition temperature of the polymer block (b) is in the range between the lower limit and the upper limit described above, the tan ⁇ peak temperature of the resin material constituting the A layer can be easily controlled to a specific range, and the resulting intermediate This leads to an improvement in the sound insulation of the film.
- the glass transition temperature of the polymer block (b) is measured by a method described in Examples described later, and is adjusted to a desired range by adjusting the charge ratio of each monomer in the preparation of the block copolymer (A). Can be adjusted.
- the block copolymer (A) only needs to have at least one polymer block (b).
- the block copolymer (A) has two or more polymer blocks (b)
- the polymer blocks (b) may be the same or different from each other.
- the content of the polymer block (b) in the hydrogenated product of the block copolymer (A) is determined by the value of the block copolymer (A). Is preferably 75 to 97% by mass (eg, 85 to 97% by mass) based on the total mass of the hydrogenated product.
- the hydrogenated product of the block copolymer (A) tends to have appropriate flexibility or good moldability.
- the value of tan ⁇ changes depending on the morphology of the hydrogenated product of the block copolymer (A), and tan ⁇ tends to increase particularly when a microphase-separated structure having a sphere structure is adopted. Since the content of the polymer block (b) in the hydrogenated product of the block copolymer (A) greatly affects the ease of forming the sphere structure, the total amount of the hydrogenated product of the block copolymer (A) is large. It is very advantageous to adjust the content of the polymer block (b) to preferably 75 to 97% by mass (for example, 85 to 97% by mass) with respect to the mass in order to further improve the sound insulation of the obtained interlayer film. is there.
- the content of the polymer block (b) is more preferably 75 to 96.5% by mass (for example, 85 to 96.5% by mass), and still more preferably 75 to 96% by mass (for example, 85 to 96% by mass). And particularly preferably 80 to 96% by mass (eg 90 to 96% by mass).
- the content of the polymer block (b) is preferably from 75 to 94% by mass (eg, from 85 to 94% by mass), and more preferably from the viewpoint of easily improving the handleability and mechanical properties of the layer A. It is 75 to 92% by mass (eg, 85 to 92% by mass), particularly preferably 75 to 90% by mass (eg, 85 to 90% by mass).
- the content of the polymer block (b) is 75 to 96.5% by mass (for example, 85 to 96.5% by mass), and the polymer block (b) When the content of is within this range, the handleability and mechanical properties of the obtained layer A can be enhanced while ensuring high sound insulation.
- the content of the polymer block (b) in the hydrogenated product of the block copolymer (A) is determined from the 1 H-NMR spectrum of the hydrogenated product of the block copolymer (A). In the preparation of (A), it can be adjusted to a desired range by adjusting the charging ratio of each monomer.
- the bonding form of the polymer block (a) and the polymer block (b) is preferably linear, and as an example, the polymer block (a) is A and the polymer block (b) Is represented by B, a diblock copolymer represented by AB, a triblock copolymer represented by ABA, a tetrablock copolymer represented by ABAB, A pentablock copolymer represented by ABABA is exemplified.
- a linear triblock copolymer or diblock copolymer is preferable, and an ABA triblock copolymer is preferably used from the viewpoint of flexibility and ease of production.
- the A layer comprises, as the first thermoplastic resin, at least one hydrogenated product of the block copolymer (A) [hereinafter sometimes referred to as “hydrogenated block copolymer (A)”]. It is preferred to contain. From the viewpoints of heat resistance, weather resistance and sound insulation, 80 mol% or more of the carbon-carbon double bonds of the polymer block (b) are hydrogenated (hereinafter sometimes abbreviated as “hydrogenation”). It is preferable that 85 mol% or more is hydrogenated, more preferably 88 mol% or more is hydrogenated, and particularly preferably 90 mol% or more is hydrogenated ( Hereinafter, this value may be referred to as “hydrogenation rate”). There is no particular upper limit for the hydrogenation rate.
- the degree of hydrogenation may be 99 mol% or less, and may be 98 mol% or less.
- the hydrogenation rate was determined by measuring the content of carbon-carbon double bonds in the conjugated diene monomer unit in the polymer block (b) by 1 H-NMR measurement before and after hydrogenation. This is a calculated value.
- the weight average molecular weight of the hydrogenated block copolymer (A) determined by gel permeation chromatography in terms of standard polystyrene is preferably 15,000 to 800,000, more preferably 50,000 to 700,000, and still more preferably. Is from 70,000 to 600,000, particularly preferably from 90,000 to 500,000, most preferably from 130,000 to 450,000.
- weight average molecular weight of the hydrogenated block copolymer (A) is at least the lower limit, heat resistance tends to be high, and when it is at most the upper limit, moldability tends to be good.
- the method for producing the block copolymer (A) is not particularly limited.
- the block copolymer (A) can be produced by, for example, an anionic polymerization method, a cationic polymerization method, a radical polymerization method, or the like.
- Specific examples of the anionic polymerization method include the methods described in the following (i) to (iii).
- (I) a method of sequentially polymerizing an aromatic vinyl monomer, a conjugated diene monomer, and then an aromatic vinyl monomer using an alkyllithium compound as an initiator; (Ii) a method of sequentially polymerizing an aromatic vinyl monomer and a conjugated diene monomer using an alkyllithium compound as an initiator, and then adding a coupling agent to perform coupling; (Iii) A method of sequentially polymerizing a conjugated diene monomer and then an aromatic vinyl monomer using a dilithium compound as an initiator.
- the amount of 1,2-bond and 3,4-bond of the first thermoplastic resin can be increased by adding an organic Lewis base during anionic polymerization.
- the amount of 1,2-bond and 3,4-bond of the first thermoplastic resin that is, the amount of vinyl bond can be easily controlled.
- the value of tan ⁇ of the resin material constituting the A layer tends to increase as the vinyl bond amount increases. By controlling the position of the tan ⁇ peak within a specific temperature range, the sound insulation of the obtained intermediate film is improved. Can be done.
- organic Lewis base examples include esters such as ethyl acetate; amines such as triethylamine, N, N, N ′, N′-tetramethylethylenediamine (TMEDA) and N-methylmorpholine; and nitrogen-containing heterocyclic aromatic compounds such as pyridine.
- Amides such as dimethylacetamide; ethers such as dimethyl ether, diethyl ether, tetrahydrofuran (THF) and dioxane; glycol ethers such as ethylene glycol dimethyl ether and diethylene glycol dimethyl ether; sulfoxides such as dimethyl sulfoxide; ketones such as acetone and methyl ethyl ketone.
- esters such as ethyl acetate
- amines such as triethylamine, N, N, N ′, N′-tetramethylethylenediamine (TMEDA) and N-methylmorpholine
- nitrogen-containing heterocyclic aromatic compounds such
- a hydrogenated block copolymer (A) can be obtained by subjecting the block copolymer (A) to a hydrogenation reaction.
- a method of subjecting the unhydrogenated block copolymer (A) to a hydrogenation reaction for example, the unhydrogenated block copolymer (A) is simply converted from a reaction solution containing the generated block copolymer (A).
- the hydrogenation rate is preferably at least 80 mol%, more preferably at least 85 mol%, further preferably at least 88 mol%, particularly preferably at least 90 mol%.
- the hydrogenation catalyst examples include Raney nickel; a heterogeneous catalyst in which a metal such as Pt, Pd, Ru, Rh, and Ni is supported on a carrier such as carbon, alumina, and diatomaceous earth; a transition metal compound, an alkylaluminum compound, and an alkyllithium compound. And the like; Ziegler catalysts; metallocene catalysts and the like.
- the hydrogenation reaction can be generally performed under the conditions of a hydrogen pressure of 0.1 MPa to 20 MPa, a reaction temperature of 20 ° C. to 250 ° C., and a reaction time of 0.1 hour to 100 hours.
- the resin material constituting the layer A has a peak at which tan ⁇ becomes maximum measured by conducting a complex shear viscosity test under the condition of a frequency of 1 Hz in accordance with JIS K 7244-10: 2005 in a range of -30 ° C to 10 ° C. To have.
- the tan ⁇ peak temperature is in a range lower than ⁇ 30 ° C.
- the sound insulation in the frequency range from 5000 Hz to 10000 Hz is significantly reduced.
- the tan ⁇ peak temperature is in a range higher than 10 ° C.
- the decrease in sound insulation in a middle frequency range from 2000 Hz to 5000 Hz becomes significant.
- tan ⁇ is also referred to as a loss tangent, and is obtained by dividing the shear loss elastic modulus by the shear storage elastic modulus. The higher the value, the higher the sound insulation is expected. Note that tan ⁇ is measured by a method described in Examples described later.
- the tan ⁇ peak temperature of the resin material constituting the layer A is preferably ⁇ 25 ° C. or higher, more preferably ⁇ 20 ° C. or higher, preferably 0 ° C. or lower, more preferably ⁇ 5 ° C. or lower.
- the tan ⁇ peak temperature is in the range between the lower limit and the upper limit, good sound insulation in a frequency range from 2000 Hz to 10000 Hz is likely to be provided.
- the content of the polymer block (a) that is a hard segment is adjusted, or the polymer block (a) that is a hard segment or the soft segment is used.
- the method of adjusting the type of monomer constituting the polymer block (b), the bonding form, the glass transition temperature of each segment itself, and the like is Specifically, for example, by reducing the content of the polymer block (a) in the block copolymer (A) or changing the type or combination of the monomers constituting the polymer block (b), The tan ⁇ peak temperature can be adjusted (increased) by increasing the amount of binding.
- the tan ⁇ peak height of at least one resin material of the A layer preferably at least two resin materials of the A layer, more preferably all resin materials of the A layer is 1.5 or more.
- the tan ⁇ peak height of all the resin materials of the A layer is less than 1.5, that is, when the tan ⁇ peak height of the resin material of the A layer does not include any A layer having the tan ⁇ peak height of 1.5 or more, Desired sound insulation cannot be obtained.
- the tan ⁇ peak height is preferably 2.0 or more, more preferably 2.2 or more, and particularly preferably 2.4 or more.
- the upper limit of the tan ⁇ peak height is not particularly limited.
- the tan ⁇ peak height is usually 5.0 or less.
- Examples of a method of increasing the ⁇ tan ⁇ peak height include a method of forming a microphase-separated structure into a sphere structure and an increase in the amount of vinyl bonds in the polymer block (b).
- the tensile storage modulus at 0 ° C. of the resin material constituting the layer A measured by performing a dynamic viscoelasticity test under the condition of a frequency of 0.3 Hz according to JIS K 7244: 1999 is preferably 1 Less than 0.0 GPa.
- the resin material constituting the layer A is preferably prepared by adding the hydrogenated block copolymer (A) as the first thermoplastic resin to the resin material in an amount of preferably 60% by mass or more, more preferably 70% by mass. %, More preferably 80% by mass or more.
- the resin material constituting the layer A may be, in addition to the hydrogenated block copolymer (A), another thermoplastic resin (for example, a crystal nucleus such as a crystal nucleus), if necessary, or as long as the effects of the present invention are not impaired.
- the resin material constituting the layer A is composed of the hydrogenated block copolymer (A) as the first thermoplastic resin.
- the thickness of one layer A is preferably 50 ⁇ m or more and 450 ⁇ m or less.
- the optimum thickness of the A layer depends on the thickness of other layers (for example, the B layer and the C layer described later) constituting the intermediate film or the storage elastic modulus of each layer, but the thicker the A layer, the higher the sound insulation.
- the storage elastic modulus of the entire intermediate film tends to decrease. Accordingly, when the thickness of one layer A is greater than 450 ⁇ m, the frequency range in which the laminated glass coincidence effect occurs tends to be higher than 6000 Hz, and the sound insulation in the frequency range of 6000 Hz or more may be significantly reduced. .
- the thickness of one layer A is more preferably 350 ⁇ m or less, and particularly preferably 300 ⁇ m or less, from the viewpoint of further enhancing the sound insulation in a high frequency range.
- the thickness of the layer A is less than 50 ⁇ m, the storage elastic modulus becomes high, and the frequency range in which the coincidence effect occurs may be the middle frequency range. May be noticeable.
- the sound insulation in this frequency range is practically important, and the effect of improving the sound insulation is reduced with a decrease in the thickness of the A layer. Therefore, the thickness of one A layer is more preferably 70 ⁇ m. Above, particularly preferably 90 ⁇ m or more, more preferably 110 ⁇ m or more.
- the total thickness of the plurality of A layers is preferably 950 ⁇ m or less, more preferably 700 ⁇ m or less.
- the thickness of each of the plurality of A layers may be the same or different. The thickness is measured with a thickness gauge. Further, the plurality of A layers may be made of the same resin material or different resin materials.
- an antioxidant an ultraviolet absorber, a light stabilizer, an antiblocking agent, a pigment, a dye, a heat shielding material, and the like, which will be described later, are added to the resin material constituting the A layer as necessary. May be.
- these additives are selected from the group consisting of a plurality of A layers, one or more B layers, and one or more C layers. It may be included in more than one layer. When an additive is contained in two or more layers selected from the above group, the same additive may be contained in those layers, or different layers may be contained.
- antioxidants examples include a phenolic antioxidant, a phosphorus-based antioxidant, and a sulfur-based antioxidant.
- phenolic antioxidants include, for example, 1,3,5-tris (4-tert-butyl-3-hydroxy-2,6-dimethylbenzyl) -1,3,5-triazine-2,4,6 -(1H, 3H, 5H) -trione, 2-t-butyl-6- (3-t-butyl-2-hydroxy-5-methylbenzyl) -4-methylphenyl acrylate, 2,4-di-t- Acrylate compounds such as amyl-6- (1- (3,5-di-t-amyl-2-hydroxyphenyl) ethyl) phenyl acrylate, 2,6-di-t-butyl-4-methylphenol, 6-di-t-butyl-4-ethylphenol, octadecyl-3- (3,5-) di-t-butyl-4-hydroxyphenyl) propionat
- Examples of the phosphorus-based antioxidant include tris (2,4-di-t-butylphenyl) phosphate, triphenylphosphite, diphenylisodecylphosphite, phenyldiisodecylphosphite, tris (nonylphenyl) phosphite, and tris ( Dinonylphenyl) phosphite, tris (2-t-butyl-4-methylphenyl) phosphite, tris (cyclohexylphenyl) phosphite, 2,2-methylenebis (4,6-di-t-butylphenyl) octylphosphite Phyt, 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide, 10- (3,5-di-t-butyl-4-hydroxybenzyl) -9,10-dihydro-9-oxa -10
- sulfur-based antioxidants examples include dilauryl 3,3′-thiodipropionate, distearyl 3,3-thiodipropionate, lauryl stearyl 3,3′-thiodipropionate, pentaerythritol-tetrakis- ( ⁇ -Lauryl-thiopropionate), 3,9-bis (2-dodecylthioethyl) -2,4,8,10-tetraoxaspiro [5.5] undecane, and the like.
- the addition amount of the antioxidant is preferably at least 0.001 part by mass, more preferably at least 0.01 part by mass, and preferably at most 5 parts by mass, based on 100 parts by mass of the first thermoplastic resin. It is preferably at most 1 part by mass.
- amount of the antioxidant is equal to or more than the lower limit and equal to or less than the upper limit, a sufficient antioxidant effect can be provided.
- the ultraviolet absorber examples include a benzotriazole-based ultraviolet absorber, a hindered amine-based ultraviolet absorber, a benzoate-based ultraviolet absorber, a triazine-based compound, a benzophenone-based compound, a malonic ester-based compound, an indole-based compound, and an oxalic anilide-based compound. Is mentioned.
- One ultraviolet absorber may be used alone, or two or more ultraviolet absorbers may be used in combination.
- at least one layer in the interlayer film for a laminated glass comprises an ultraviolet absorber.
- the ultraviolet absorber is preferably a group consisting of a benzotriazole-based compound, a benzophenone-based compound, a triazine-based compound, a hindered amine-based compound, a benzoate-based compound, a malonate-based compound, an indole-based compound, and an oxalate-anilide-based compound. At least one selected from
- the amount of the ultraviolet absorber added is preferably 10 ppm or more, more preferably 100 ppm or more, preferably 50,000 ppm or less, more preferably 10,000 ppm or less, based on the mass of the first thermoplastic resin. . When the amount of the ultraviolet absorber added falls within the range between the lower limit and the upper limit, a sufficient ultraviolet absorbing effect can be expected.
- Examples of the light stabilizer include a hindered amine light stabilizer.
- Examples of the antiblocking agent include inorganic particles and organic particles.
- Examples of the inorganic particles include oxides, hydroxides, sulfides, and nitrides of elements of the group IA, IIA, IVA, VIA, VIIA, VIIIA, IB, IIB, IIIB, and IVB. Halides, carbonates, sulfates, acetates, phosphates, phosphites, organic carboxylates, silicates, titanates, borates and hydrates thereof, and composites containing them as a main component Compounds and natural mineral particles.
- the main component is a component having the highest content.
- Examples of the organic particles include a fluororesin, a melamine resin, a styrene-divinylbenzene copolymer, an acrylic resin silicone, and a crosslinked product thereof.
- a heat-shielding function can be imparted to the interlayer film for laminated glass, and the transmittance of near-infrared light having a wavelength of about 1500 nm can be reduced when the laminated glass is used.
- the heat shielding material include heat ray shielding particles having a heat ray shielding function, and materials in which an organic dye compound having a heat ray shielding function is contained in resin or glass.
- Examples of the particles having a heat ray shielding function include oxide particles such as tin-doped indium oxide, antimony-doped tin oxide, aluminum-doped zinc oxide, tin-doped zinc oxide, and silicon-doped zinc oxide, and LaB 6 (lanthanum hexaboride) particles. And particles of an inorganic material having a heat ray shielding function.
- Examples of the organic dye compound having a heat ray shielding function include, for example, a diimonium dye, an aminium dye, a phthalocyanine dye, an anthraquinone dye, a polymethine dye, a benzenedithiol ammonium compound, a thiourea derivative, and a thiol metal complex.
- a diimonium dye an aminium dye, a phthalocyanine dye, an anthraquinone dye, a polymethine dye, a benzenedithiol ammonium compound, a thiourea derivative, and a thiol metal complex.
- the heat shielding material is preferably tin-doped indium oxide, antimony-doped tin oxide, zinc antimonate, metal-doped tungsten oxide, diimonium-based dye, aminium-based dye, phthalocyanine-based dye, anthraquinone-based dye, polymethine-based dye, It is at least one selected from the group consisting of benzenedithiol-type ammonium compounds, thiourea derivatives, thiol metal complexes, aluminum-doped zinc oxide, tin-doped zinc oxide, silicon-doped zinc oxide, lanthanum hexaboride, and vanadium oxide.
- the content is preferably 0.01% by mass or more, more preferably 0.05% by mass or more, further preferably 0.1% by mass or more, and particularly preferably 0.1% by mass or more. It is at least 2% by mass, preferably at most 5% by mass, more preferably at most 3% by mass.
- the heat shielding material may be contained in any of the A layer, the B layer described later, the C layer described later (when the third thermoplastic resin is contained), and the D layer described later when present.
- the above-mentioned “content” often means that the total mass of all the resin materials constituting the A layer, the B layer, the C layer (when the third thermoplastic resin is contained) and the D layer when present is 100%.
- the average particle size of the heat ray shielding particles is preferably 100 nm or less, more preferably 50 nm or less.
- the average particle size is an average particle size measured by a laser diffraction device.
- an organic dye compound When used as the heat shielding material, its content is preferably 0.001% by mass or more, more preferably 0.005% by mass or more, further preferably 0.01% by mass or more, and preferably 1% by mass or more. % By mass, more preferably 0.5% by mass or less.
- the content of the organic dye compound is in the range between the lower limit and the upper limit, the near-infrared light having a wavelength of about 1500 nm can be obtained without affecting the visible light transmittance of the laminated glass using the obtained interlayer film. It is easy to effectively reduce the transmittance of external light.
- the interlayer film for laminated glass of the present invention preferably contains a layer B at least on a surface in contact with the glass, and the layer B is preferably a layer having adhesiveness to the glass.
- a layer containing a thermoplastic resin such as an acrylic resin, a polycarbonate resin, or a polyester resin is used instead of the inorganic glass as the C layer, it is not always necessary to provide the B layer between the A layer and the C layer. , B layer is not denied.
- the layer B is a layer containing the second thermoplastic resin, and is made of a resin material different from the resin material forming the layer A.
- the “resin material different from the resin material forming the A layer” means a resin material other than the same resin material as the resin material forming the A layer.
- the resin material constituting the A layer is a resin constituting the B layer. If the materials are not the same, it can be said that the B layer is made of a resin material different from the resin material constituting the A layer.
- a resin material resin material constituting the A layer consists of 50-65 wt% polyvinyl butyral resin X 1 and 35-50 wt% of a plasticizer Y 1 Tokyo
- the resin constituting the layer B material may be a resin material consisting of 70 to 90% by weight of a polyvinyl butyral resin X 1 10 to 30 wt% of a plasticizer Y 1 Tokyo
- a resin material resin material constituting the A layer is made of polyvinyl butyral resin X 2 vinyl alcohol units 1 to 10 mol%
- the resin material constituting the layer B is vinyl alcohol units 10.1 to 30 mol% it may be a resin material comprising a polyvinyl butyral resin X 3 of.
- either the layer A or the layer B is made of a plasticizer. It is preferable to be constituted by a resin material substantially not containing an agent.
- the content of the plasticizer is preferably 10% by mass or less, 5% by mass or less, 1% by mass or less, or 0% by mass.
- the resin material forming the layer B is made of a second thermoplastic resin or a resin composition containing the second thermoplastic resin.
- the B layer preferably contains a polyvinyl acetal resin or an ionomer resin as the second thermoplastic resin.
- the glass scattering property of the laminated glass manufactured using the interlayer film for a laminated glass of the present invention at the time of breakage tends to be low.
- the degree of acetalization of the polyvinyl acetal resin is preferably 40 mol% or more, more preferably 60 mol% or more, preferably 90 mol% or less, more preferably 90 mol% or less. It is at most 85 mol%, more preferably at most 80 mol%.
- the degree of acetalization is defined as a unit having two main carbon atoms (eg, a vinyl alcohol unit, a vinyl acetate unit, an ethylene unit, etc.) in a polyvinyl alcohol-based resin, which is a raw material for producing a polyvinyl acetal resin, as one repeating unit.
- the amount of the above units forming an acetal based on one repeating unit.
- the acetalization degree is in the range between the lower limit and the upper limit described above, the compatibility between the polyvinyl acetal resin and the plasticizer is easily improved, and a resin material containing the polyvinyl acetal resin and the plasticizer is easily obtained. Since it is easy, it is preferable from a process viewpoint.
- the degree of acetalization of the polyvinyl acetal resin is preferably at least 65 mol% from the viewpoint of water resistance. The degree of acetalization can be adjusted by adjusting the amount of aldehyde used in the acetalization reaction.
- the content of vinyl acetate units in the polyvinyl acetal resin is preferably 30 mol% or less, more preferably 20 mol% or less.
- the content of the vinyl acetate unit is such that a unit composed of two carbon atoms in the main chain (eg, a vinyl alcohol unit, a vinyl acetate unit, an ethylene unit, etc.) in a polyvinyl alcohol-based resin which is a raw material for producing a polyvinyl acetal resin is a repeating unit. And the amount of vinyl acetate units based on one repeating unit.
- the lower limit of the content of the vinyl acetate unit is not particularly limited.
- the content of vinyl acetate units is usually at least 0.3 mol%.
- the content of vinyl acetate units can be adjusted by appropriately adjusting the degree of saponification of the raw material polyvinyl alcohol-based resin.
- the content of the vinyl alcohol unit in the polyvinyl acetal resin is preferably at least 5 mol%, more preferably at least 10 mol%, further preferably at least 15 mol%, preferably at most 35 mol%, more preferably at most 30 mol%. And more preferably 25 mol% or less, particularly preferably 20 mol% or less.
- the content of the vinyl alcohol unit is determined by repeating one unit of two main carbon atoms (eg, a vinyl alcohol unit, a vinyl acetate unit, an ethylene unit, etc.) in a polyvinyl alcohol-based resin which is a raw material for producing a polyvinyl acetal resin. And the amount of vinyl alcohol units based on the repeating unit.
- the content of the vinyl alcohol unit is not less than the lower limit
- a compound having a hydroxyl group as described below is used as the plasticizer
- the interaction (hydrogen bond) between the hydroxyl group of the plasticizer and the polyvinyl acetal resin is reduced. It can be sufficiently expressed, and as a result, the compatibility between the polyvinyl acetal resin and the plasticizer becomes good, and the plasticizer tends to hardly migrate to another layer.
- the content of the vinyl alcohol unit is equal to or less than the above upper limit
- the penetration resistance or impact resistance function required for the interlayer as a safety glass can be suitably controlled.
- the content of the vinyl alcohol unit can be adjusted by adjusting the amount of the aldehyde used in the acetalization reaction.
- the polyvinyl acetal resin is usually composed of an acetal-forming unit, a vinyl alcohol unit and a vinyl acetate unit, and the amount of each of these units is determined by, for example, JIS K6728 “Testing method for polyvinyl butyral” or nuclear magnetic resonance (NMR). Measured.
- JIS K6728 “Testing method for polyvinyl butyral” or nuclear magnetic resonance (NMR). Measured.
- NMR nuclear magnetic resonance
- the polyvinyl acetal resin can be produced by a conventionally known method, typically, it can be produced by acetalizing a polyvinyl alcohol-based resin (for example, polyvinyl alcohol resin or ethylene vinyl alcohol copolymer) with an aldehyde.
- a polyvinyl alcohol-based resin for example, polyvinyl alcohol resin or ethylene vinyl alcohol copolymer
- an aldehyde for example, a polyvinyl alcohol-based resin is dissolved in warm water, and the obtained aqueous solution is kept at a predetermined temperature (for example, 0 ° C. or higher, preferably 10 ° C. or higher, for example, 90 ° C. or lower, preferably 20 ° C. or lower).
- the required acid catalyst and aldehyde are added, and the acetalization reaction proceeds with stirring.
- the reaction temperature is raised to about 70 ° C. to ripen the reaction, thereby completing the reaction.
- neutralization, washing and drying are performed to obtain
- the viscosity average polymerization degree of the polyvinyl alcohol-based resin as a raw material of the polyvinyl acetal resin is preferably 100 or more, more preferably 300 or more, more preferably 400 or more, still more preferably 600 or more, particularly preferably 700 or more, and most preferably. 750 or more. If the viscosity average polymerization degree of the polyvinyl alcohol resin is too low, the penetration resistance and the creep resistance properties, particularly the creep resistance properties under high temperature and high humidity conditions such as 85 ° C. and 85% RH, may be reduced.
- the viscosity average degree of polymerization of the polyvinyl alcohol resin is preferably 5,000 or less, more preferably 3,000 or less, further preferably 2,500 or less, particularly preferably 2300 or less, and most preferably 2,000 or less. If the viscosity average polymerization degree of the polyvinyl alcohol-based resin is too high, the formation of the B layer may be difficult.
- the viscosity average polymerization degree of the polyvinyl alcohol resin is preferably 1500 or less, more preferably It is at most 1,100, more preferably at most 1,000.
- the preferable value of the viscosity average degree of polymerization of the polyvinyl acetal resin is the same as the value of the preferable viscosity average degree of polymerization of the polyvinyl alcohol-based resin described above.
- the vinyl acetate unit of the obtained polyvinyl acetal resin it is preferable to use a polyvinyl alcohol resin having a saponification degree of 70 mol% or more.
- the saponification degree of the polyvinyl alcohol-based resin is equal to or more than the lower limit, the transparency and heat resistance of the resin tend to be excellent, and the reactivity with the aldehyde also becomes good.
- the saponification degree is more preferably 95 mol% or more.
- the viscosity average degree of polymerization and the degree of saponification of the polyvinyl alcohol-based resin can be measured, for example, based on JISJK 6726 “Testing method for polyvinyl alcohol”.
- an aldehyde having 1 to 12 carbon atoms is preferable.
- the number of carbon atoms of the aldehyde is within the above range, the reactivity of acetalization is good, the resin is hardly blocked during the reaction, and the polyvinyl acetal resin can be easily synthesized.
- the aldehyde is not particularly restricted but includes, for example, formaldehyde, acetaldehyde, propionaldehyde, n-butyraldehyde, isobutyraldehyde, valeraldehyde, n-hexylaldehyde, 2-ethylbutyraldehyde, n-heptylaldehyde, n-octylaldehyde, n-octylaldehydehyde Examples include aliphatic, aromatic or cycloaliphatic aldehydes such as nonyl aldehyde, n-decyl aldehyde, benzaldehyde and cinnamaldehyde.
- aldehydes having 2 to 6 carbon atoms are preferable, and n-butyraldehyde is particularly preferable.
- the aldehyde may be used alone or in combination of two or more. Further, a polyfunctional aldehyde, an aldehyde having another functional group, or the like may be used in a small amount within a range of 20% by mass or less of the total aldehyde.
- a polyvinyl butyral resin is most preferable.
- the polyvinyl butyral resin a modified polyvinyl butyral resin obtained by butyralizing a polyvinyl alcohol-based polymer obtained by saponifying a copolymer of a vinyl ester and another monomer with butyraldehyde can be used.
- the other monomer include ethylene, propylene, and styrene.
- a monomer having a hydroxyl group, a carboxyl group or a carboxylate group can be used as the other monomer.
- the layer B may further contain a plasticizer.
- the plasticizer is not particularly limited.
- a carboxylic acid ester plasticizer such as a monovalent carboxylic acid ester plasticizer or a polyvalent carboxylic acid ester plasticizer; a phosphate ester plasticizer or a phosphite ester plasticizer;
- a plasticizer a polymeric plasticizer such as a carbonated polyester-based plasticizer or a polyalkylene glycol-based plasticizer, or an ester compound of a hydroxycarboxylic acid such as castor oil and a polyhydric alcohol;
- a hydroxycarboxylic acid ester-based plasticizer such as an ester compound can also be used. Only one plasticizer may be used alone, or two or more plasticizers may be used in combination.
- Examples of the monovalent carboxylic acid ester-based plasticizer include monovalent carboxylic acids such as butanoic acid, isobutanoic acid, hexanoic acid, 2-ethylbutanoic acid, heptanoic acid, octylic acid, 2-ethylhexanoic acid and lauric acid, and ethylene.
- monovalent carboxylic acids such as butanoic acid, isobutanoic acid, hexanoic acid, 2-ethylbutanoic acid, heptanoic acid, octylic acid, 2-ethylhexanoic acid and lauric acid, and ethylene.
- Examples include compounds obtained by a condensation reaction with a polyhydric alcohol such as glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, polyethylene glycol, polypropylene glycol, or glycerin.
- the compound examples include triethylene glycol di-2-diethylbutanoate, triethylene glycol diheptanoate, triethylene glycol di-2-ethylhexanoate, triethylene glycol dioctanoate, and tetraethylene glycol.
- PEG # 400 di-2- Ethyl hexanoate, triethylene glycol mono-2-ethylhexanoate, and the complete or partial esterification of glycerin or diglycerin with 2-ethylhexanoic acid, and the like.
- PEG # 400 represents polyethylene glycol having an average molecular weight of 350 to 450.
- polyvalent carboxylic acid ester-based plasticizer examples include adipic acid, succinic acid, azelaic acid, sebacic acid, phthalic acid, isophthalic acid, terephthalic acid or trimetic acid and the like, and methanol, ethanol, butanol, hexanol, Examples include compounds obtained by a condensation reaction with an alcohol having 1 to 12 carbon atoms such as 2-ethylbutanol, heptanol, octanol, 2-ethylhexanol, decanol, dodecanol, butoxyethanol, butoxyethoxyethanol or benzyl alcohol.
- the compound examples include dihexyl adipate, di-2-ethylbutyl adipate, diheptyl adipate, dioctyl adipate, di-2-ethylhexyl adipate, di (butoxyethyl) adipate, and di (butoxyethoxyethyl) adipate.
- phosphate ester plasticizer or phosphite ester plasticizer examples include phosphoric acid or phosphorous acid, methanol, ethanol, butanol, hexanol, 2-ethylbutanol, heptanol, octanol, 2-ethylhexanol, decanol, dodecanol And compounds obtained by a condensation reaction with an alcohol having 1 to 12 carbon atoms such as butoxyethanol, butoxyethoxyethanol or benzyl alcohol.
- the compound examples include trimethyl phosphate, triethyl phosphate, tripropyl phosphate, tributyl phosphate, tri (2-ethylhexyl) phosphate, tri (butoxyethyl) phosphate and tri (2-ethylhexyl phosphite). ) And the like.
- carboxylic acid polyester plasticizer examples include oxalic acid, malonic acid, succinic acid, adipic acid, suberic acid, sebacic acid, dodecane diacid, 1,2-cyclohexanedicarboxylic acid, 1,3-cyclohexanedicarboxylic acid or 1-cyclohexanedicarboxylic acid.
- Polycarboxylic acids such as 1,4-cyclohexanedicarboxylic acid and ethylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,2-butylene glycol, 3-butylene glycol, 1,4-butylene glycol, 1,2-pentanediol, 1,5-pentanediol, 2,4-pentanediol, 1,2-hexanediol, 1,6-hexanediol, 3-methyl -1,5-pentanediol, 3- Cyl-2,4-pentanediol, 1,2-heptanediol, 1,7-heptanediol, 1,2-octanediol, 1,8-octanediol, 1,2-nonanediol, 1,9-nonanediol , 2-methyl-1,8
- Carboxylic acid polyester etc. It is.
- the terminal structure of the carboxylic acid polyester is not particularly limited, and may be a hydroxyl group or a carboxyl group, an ester bond formed by reacting a terminal hydroxyl group with a monovalent carboxylic acid, or an ester formed by reacting a terminal carboxyl group with a monohydric alcohol. It may be a combination.
- Examples of the carbonated polyester plasticizer include ethylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,2-butylene glycol, and 1,3-butylene glycol.
- 1,4-butylene glycol 1,2-pentanediol, 1,5-pentanediol, 2,4-pentanediol, 1,2-hexanediol, 1,6-hexanediol, 3-methyl-1,5 -Pentanediol, 3-methyl-2,4-pentanediol, 1,2-heptanediol, 1,7-heptanediol, 1,2-octanediol, 1,8-octanediol, 1,2-nonanediol, 1,9-nonanediol, 2-methyl-1,8-octanediol 1,2-decanediol, 1,10-decanediol, 1,2-dodecanediol, 1,12-dodecanediol, 1,2-cyclohexanediol, 1,3-cyclohexanediol
- polyalkylene glycol-based plasticizers include ring-opening polymerization of an alkylene oxide such as ethylene oxide, propylene oxide, butylene oxide or oxetane with a monohydric alcohol, polyhydric alcohol, monohydric carboxylic acid or polycarboxylic acid as an initiator. And a polymer obtained by the reaction.
- hydroxycarboxylic acid ester-based plasticizer examples include monohydric alcohol esters of hydroxycarboxylic acid, for example, methyl ricinoleate, ethyl ricinoleate, butyl ricinoleate, methyl 6-hydroxyhexanoate, ethyl 6-hydroxyhexanoate or 6-hydroxyhexanoate.
- Butyl hydroxyhexanoate; polyhydric alcohol ester of hydroxycarboxylic acid for example, ethylene glycol di (6-hydroxyhexanoate) ester, diethylene glycol di (6-hydroxyhexanoate) ester, triethylene glycol di (6-hydroxyhexanoate) ester 3-methyl-1,5-pentanediol di (6-hydroxyhexanoate) ester, 3-methyl-1,5-pentanediol di (2-hydroxybutyrate) ester, 3-methyl-1,5-pen Diol di (3-hydroxybutyrate) ester, 3-methyl-1,5-pentanediol di (4-hydroxybutyrate) ester, triethylene glycol di (2-hydroxybutyrate) ester, glycerin tri (ricinoleate) ester or L- Di (1- (2-ethylhexyl) tartrate); a compound in which a part of a group derived from a hydroxycarboxylic acid of castor oil
- the plasticizer preferably has a melting point of 30 ° C. or less and a hydroxyl value of 15 mgKOH / g or more and 450 mgKOH from the viewpoint of easily increasing compatibility with the polyvinyl butyral resin or low migration or non-migration to another layer. / G or less, or an ester plasticizer or ether plasticizer that is non-crystalline and has a hydroxyl value of 15 mgKOH / g to 450 mgKOH / g.
- non-crystalline means that no melting point is observed at a temperature of ⁇ 20 ° C. or higher. If a melting point is observed, said melting point is preferably below 15 ° C, particularly preferably below 0 ° C.
- the hydroxyl value is preferably 30 mgKOH / g or more, particularly preferably 45 mgKOH / g or more, more preferably 360 mgKOH / g or less, and particularly preferably 280 mgKOH / g or less, regardless of whether or not the melting point is observed.
- the ester plasticizer include polyesters (such as the above-mentioned carboxylic acid polyester-based plasticizer or carbonate polyester-based plasticizer) or hydroxycarboxylic acid ester compounds (such as the above-described hydroxycarboxylic acid ester-based plasticizer) that satisfy the above requirements.
- the ether-based plasticizer include polyether compounds satisfying the above-mentioned requirements (such as the aforementioned polyalkylene glycol-based plasticizer).
- the content of the plasticizer in the layer B is preferably 50 parts by mass or less, more preferably 45 parts by mass or less, and particularly preferably 40 parts by mass or less based on 100 parts by mass of the polyvinyl acetal resin.
- the lower limit of the content of the plasticizer is not particularly limited.
- the content of the plasticizer in the B layer may be, for example, 10 parts by mass or more, 5 parts by mass or more, or 0 part by mass with respect to 100 parts by mass of the thermoplastic resin constituting the B layer. Good.
- the compound having a hydroxyl group has a high compatibility with the polyvinyl acetal resin and a low migration property to the A layer, the sound insulating property of the laminated glass using the obtained interlayer film is stably exhibited, and therefore, as the plasticizer.
- a compound having a hydroxyl group is used.
- the plasticizer compound having a hydroxyl group include “Kuraray Polyol P-510” or “Kuraray Polyol P-1010”, a polyester polyol manufactured by Kuraray Co., Ltd.
- the content of the plasticizer compound having a hydroxyl group with respect to the total amount of the plasticizer contained in the layer B is preferably at least 10% by mass, more preferably at least 15% by mass, particularly preferably at least 20% by mass, and preferably at least 100% by mass. %, More preferably 90% by mass or less, particularly preferably 80% by mass or less.
- the ionomer resin is not particularly limited.
- the ionomer resin include a structural unit derived from ethylene and a structural unit derived from an ⁇ , ⁇ -unsaturated carboxylic acid, and at least a part of the structural unit derived from the ⁇ , ⁇ -unsaturated carboxylic acid is formed by a metal ion. And the like.
- the ⁇ , ⁇ -unsaturated carboxylic acid include acrylic acid, methacrylic acid, maleic acid, monomethyl maleate, monoethyl maleate and maleic anhydride, and acrylic acid or methacrylic acid is particularly preferred.
- the metal ion examples include a sodium ion.
- the content of the structural unit derived from the ⁇ , ⁇ -unsaturated carboxylic acid is preferably 2% by mass or more, more preferably 5% by mass or more. , Preferably 30% by mass or less, more preferably 20% by mass or less. From the viewpoint of availability, an ionomer resin of an ethylene / acrylic acid copolymer and an ionomer resin of an ethylene / methacrylic acid copolymer are preferable.
- the ethylene ionomer resin include a sodium ionomer resin of an ethylene / acrylic acid copolymer and a sodium ionomer resin of an ethylene / methacrylic acid copolymer.
- the ionomer resin only one type may be used alone, or two or more types may be used in combination.
- the layer B may contain a resin other than the polyvinyl acetal resin or the ionomer resin.
- the content of the polyvinyl acetal resin or the ionomer resin in the resin material constituting the B layer is preferably 40% by mass or more, more preferably 50% by mass or more, and more preferably It is at least 60% by mass, particularly preferably at least 80% by mass, most preferably at least 90% by mass.
- the resin material constituting the layer B is made of an ionomer resin. Even when an ionomer resin is used as the resin material constituting the B layer, a configuration in which a plurality of A layers having excellent sound insulation specified in the present invention are used, and a C layer described later is inserted between the plurality of A layers. By doing so, an interlayer having excellent sound insulation properties can be obtained.
- the resin material constituting the B layer further contains an antioxidant, an ultraviolet absorber, a light stabilizer, an antiblocking agent, a pigment, a dye, a functional inorganic compound, a heat shielding material, and the like as necessary. May be.
- the antioxidant As for the antioxidant, the ultraviolet absorber, the light stabilizer, the antiblocking agent or the heat shielding material, the same materials as those described in the description of the layer A can be used.
- the material or the amount added may be the same as or different from the suitable agent or material or the amount added in the layer A.
- the B layer may be a layer for controlling the adhesiveness of the obtained intermediate film to glass or the like, if necessary.
- a method of controlling the adhesiveness for example, a method of adding an additive used as an adhesiveness adjusting agent for laminated glass to the resin material constituting the B layer, or adjusting the adhesiveness to the resin material constituting the B layer For adding various additives for the purpose.
- an interlayer film for laminated glass containing an adhesiveness adjusting agent and / or various additives for adjusting the adhesiveness can be obtained.
- an alkali metal salt or an alkaline earth metal salt is used, and examples thereof include a potassium salt, a sodium salt, and a magnesium salt.
- the salts include salts of organic acids such as carboxylic acids (eg, octanoic acid, hexanoic acid, butyric acid, acetic acid, and formic acid); and salts of inorganic acids such as hydrochloric acid and nitric acid.
- the optimal amount of the adhesion modifier varies depending on the adhesion modifier used.
- the addition amount is preferably adjusted so that the adhesive strength of the obtained interlayer film to glass is generally 3 or more and 10 or less in a Pummel test (Pummel @ Test: described in WO 03/033583 or the like).
- Pummel @ Test described in WO 03/033583 or the like.
- the thickness is 3 or more and 6 or less.
- the adjustment is made to be 7 or more and 10 or less.
- high glass shatterproofing properties it is also a useful method not to add an adhesion regulator.
- the tensile storage modulus at 0 ° C. of the resin material constituting the layer B measured by performing a dynamic viscoelastic test under the condition of a frequency of 0.3 Hz according to JIS K 7244-4: 1999 is preferably 1 Less than 0.0 GPa.
- the thickness of one layer B layer is preferably 100 ⁇ m or more, more preferably 150 ⁇ m or more, particularly preferably 200 ⁇ m or more, preferably 600 ⁇ m or less, more preferably 500 ⁇ m or less, and particularly preferably. Is not more than 350 ⁇ m, most preferably not more than 300 ⁇ m.
- the thickness of the B layer is equal to or more than the lower limit, an appropriate bending rigidity is easily imparted to the interlayer film, a decrease in sound insulation in a high frequency range is easily suppressed, and sufficient adhesion of the B layer to glass or the like is achieved. Is easily expressed.
- the thickness of the layer B is equal to or less than the upper limit, the thickness of the interlayer film for laminated glass does not become too large, which is advantageous for reducing the weight of the laminated glass.
- their thickness may be the same or different. The thickness is measured with a thickness gauge.
- the interlayer film for a laminated glass of the present invention includes a C layer arranged so as to separate a plurality of A layers used.
- the C layer is a layer made of an inorganic glass having a thickness of 0.1 mm or more and 1.5 mm or less, or a thickness of 0.25 mm or more and 2.5 mm or less and containing a third thermoplastic resin.
- Layer. When the C layer is a layer containing a third thermoplastic resin, the resin material constituting the C layer is subjected to a dynamic viscoelasticity test at a frequency of 0.3 Hz according to JIS K 7244-4: 1999.
- the tensile storage modulus at 0 ° C. measured as described above is 1.0 GPa or more.
- the tensile storage modulus is preferably 1.5 GPa or more, more preferably 2.0 GPa or more.
- the C layer has a certain thickness and is composed of a material having a high tensile storage modulus, and the C layer has a plurality of A layers having an important role in sound insulation. By doing so, high sound insulation of the interlayer film is realized.
- the bending stiffness of a sheet material is correlated with the tensile storage modulus and thickness. It is considered that the high flexural rigidity of the C layer contributes to the development of the sound insulation of the plurality of A layers, and furthermore, the excellent sound insulation of the interlayer film. Therefore, the C layer has a high tensile storage modulus. The more the material is used, the higher the sound insulation can be designed even if the thickness of the C layer is thinner. As a result, the thickness of the laminated glass can be reduced, and the weight can be reduced.
- the material of the glass is not particularly limited.
- the inorganic glass include soda lime glass, aluminosilicate glass, borosilicate glass, non-alkali glass, and quartz glass.
- a glass plate obtained by chemically strengthening a glass such as an alkali aluminosilicate glass or an alkali aluminoborosilicate glass by an ion exchange process for example, Corning's Gorilla glass, AGC's) Dragon Trail
- the inorganic glass is a chemically strengthened inorganic glass (hereinafter, also referred to as “chemically strengthened inorganic glass”).
- inorganic glass when used for the C layer, its thickness is 0.1 mm or more and 1.5 mm or less. When the thickness of the inorganic glass is less than 0.1 mm, the glass becomes brittle and the effect of improving the sound insulation property is apt to be reduced. If the thickness of the inorganic glass exceeds 1.5 mm, the thickness of the laminated glass becomes thick and the laminated glass becomes heavy, or the frequency range where the coincidence effect occurs becomes a low frequency range.
- a problem may occur in the sound insulation in a frequency range from 4000 Hz to 6000 Hz where the sensitivity is high.
- the thickness is preferably at least 0.2 mm, more preferably at least 0.3 mm, and preferably at most 1.0 mm, more preferably at most 0.68 mm, even more preferably at most 0.58 mm.
- the C layer may be a layer made of an inorganic glass or a layer containing a third thermoplastic resin.
- the layer C is preferably a layer containing a third thermoplastic resin.
- the C layer is a layer containing the third thermoplastic resin, there is also an advantage in the production process from the viewpoint that all the layers of the intermediate film can be produced at once by co-extrusion.
- the resin material constituting the layer C is appropriately selected so that its tensile storage modulus is 1.0 GPa or more.
- the resin material constituting the C layer is made of a third thermoplastic resin or a resin composition containing the third thermoplastic resin.
- the thickness of the C layer required for improving sound insulation can be reduced, and the thickness of the interlayer for laminated glass or the thickness of laminated glass can be reduced.
- the weight can be reduced and the weight can be reduced.
- the third thermoplastic resin for example, polystyrene resin, acrylic resin, phenol resin, vinyl chloride resin, AS resin, polycarbonate resin, polyester resin, ABS resin, acetal resin, polyamide resin, ionomer resin or polyvinyl acetal resin can be used.
- the C layer is preferably a third thermoplastic resin, preferably an acrylic resin, a polycarbonate resin, a polyester resin or a polyvinyl acetal. Contains any of the resins.
- the layer C is a layer containing the third thermoplastic resin, the thickness is 0.25 mm or more and 2.5 mm or less.
- the thickness is less than 0.25 mm, the effect of improving sound insulation tends to decrease. If the thickness exceeds 2.5 mm, the thickness of the laminated glass becomes thick and the laminated glass becomes heavy, or the frequency range in which the coincidence effect occurs becomes a low frequency range. There may be a problem in sound insulation in a frequency range up to 6000 Hz, or a problem that the laminated glass does not follow the shape when laminated.
- the thickness is preferably at least 0.4 mm, more preferably at least 0.5 mm, and is preferably at most 2.2 mm, more preferably at most 1.5 mm, even more preferably at most 1.0 mm.
- the total thickness of the B layer, the C layer and the D layer existing between the two A layers, including the case where there are a plurality of B layers in contact with the C layer or the case where there is a D layer is preferably 0.5 mm or more, more preferably 0.8 mm or more, and preferably 2.5 mm or less, more preferably 1.5 mm or less, still more preferably 1.0 mm or less, and further B layer, C layer and The thickness of the C layer with respect to the total thickness of the D layer [thickness of the C layer / (total thickness of the B layer, the C layer, and the D layer)] is preferably 0.3 or more, and 0.6 or more.
- the C layer is a layer containing a third thermoplastic resin
- the resin material constituting the C layer has a high tensile storage modulus even at a high temperature side (eg, from 0 ° C.) such as 20 ° C. to 40 ° C. Is more preferable.
- a high temperature side eg, from 0 ° C.
- the resin material constituting the C layer has a high tensile storage modulus, as the thickness increases, the sheet may become difficult to be wound around a roll or the sheet may be difficult to cut out.
- the elastic modulus is high, the C layer preferably has a thickness of less than 1.5 mm.
- the acrylic resin that can be used as the third thermoplastic resin is not particularly limited as long as it provides a resin material satisfying the tensile storage modulus.
- the acrylic resin is obtained by polymerizing one of the monomers as exemplified below, or copolymerizing two or more of the monomers as exemplified below: methyl methacrylate, methacrylic acid, Acrylic acid, benzyl (meth) acrylate, n-butyl (meth) acrylate, i-butyl (meth) acrylate, t-butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) acrylate, tridecyl (meth) A) acrylate, stearyl (meth) acrylate, glycidyl (meth) acrylate, hydroxypropyl (meth) acrylate, 2-methoxyethyl (meth) acrylate, 2-ethoxye
- the acrylic resin may further include a monomer copolymerizable with the monomer as a constituent component.
- a copolymerizable monomer may be a monofunctional monomer, that is, a compound having one polymerizable carbon-carbon double bond in the molecule, or a polyfunctional monomer. It may be a compound, that is, a compound having at least two polymerizable carbon-carbon double bonds in the molecule.
- the acrylic resin contains a copolymerizable monomer as a component, only one copolymerizable monomer may be contained alone, or two or more copolymerizable monomers may be contained.
- monofunctional monomers examples include aromatic alkenyl compounds such as styrene, ⁇ -methylstyrene and vinyltoluene; alkenyl cyanide compounds such as acrylonitrile and methacrylonitrile; acrylic acid, methacrylic acid, maleic anhydride and N-substituted maleimides; and the like.
- polyfunctional monomers examples include polyunsaturated carboxylic esters of polyhydric alcohols such as ethylene glycol dimethacrylate, butanediol dimethacrylate and trimethylolpropane triacrylate; allyl acrylate, allyl methacrylate and cinnamon Alkenyl esters of unsaturated carboxylic acids such as allyl acid; polyalkenyl esters of polybasic acids such as diallyl phthalate, diallyl maleate, triallyl cyanurate and triallyl isocyanurate; aromatic polyalkenyls such as divinylbenzene Compounds; and the like.
- polyhydric alcohols such as ethylene glycol dimethacrylate, butanediol dimethacrylate and trimethylolpropane triacrylate
- Alkenyl esters of unsaturated carboxylic acids such as allyl acid
- the acrylic resin is preferably a methyl methacrylate-styrene copolymer.
- the methyl methacrylate-styrene copolymer generally has 30 to 95% by mass of methyl methacrylate unit and 5 to 70% by mass of styrene unit, preferably 40 to 70% by mass, based on all monomer constitutional units. Those having 95% by mass of methyl methacrylate units and 5 to 60% by mass of styrene units, more preferably those having 50 to 90% by mass of methyl methacrylate units and 10 to 50% by mass of styrene units are used.
- the acrylic resin that can be used in the present invention can be prepared by polymerizing the above-mentioned monomer components by a known method such as suspension polymerization, emulsion polymerization, or bulk polymerization. At that time, from the viewpoint of easily adjusting the glass transition temperature of the obtained acrylic resin to a desired temperature or from the viewpoint of easily obtaining a viscosity exhibiting suitable moldability when producing an intermediate film, using a chain transfer agent during polymerization. Is preferred.
- the amount of the chain transfer agent may be appropriately determined according to the type of the monomer component, the composition of the prepared acrylic resin, and the like.
- the polycarbonate resin that can be used as the third thermoplastic resin is not particularly limited as long as it provides a resin material satisfying the tensile storage modulus. At least one selected from the group consisting of aromatic polycarbonates, aliphatic polycarbonates, and alicyclic polycarbonates can be used.
- aromatic polycarbonate examples include i) those obtained by reacting a dihydric phenol with a carbonylating agent by an interfacial polycondensation method or a melt transesterification method, and ii) a carbonate prepolymer obtained by a solid phase transesterification method or the like. And iii) those obtained by polymerizing a cyclic carbonate compound by a ring-opening polymerization method. Among them, the aromatic polycarbonate of the above i) is preferable from the viewpoint of productivity.
- dihydric phenol used in the preparation of the aromatic polycarbonate of the above i) include the following compounds, and such compounds can be used alone or in combination of two or more if necessary: hydroquinone, resorcinol, 4 , 4'-Dihydroxydiphenyl, bis (4-hydroxyphenyl) methane, bis ⁇ (4-hydroxy-3,5-dimethyl) phenyl ⁇ methane, 1,1-bis (4-hydroxyphenyl) ethane, 1,1- Bis (4-hydroxyphenyl) -1-phenylethane, 2,2-bis (4-hydroxyphenyl) propane (commonly known as bisphenol A), 2,2-bis ⁇ (4-hydroxy-3-methyl) phenyl ⁇ propane, 2,2-bis ⁇ (4-hydroxy-3,5-dimethyl) phenyl ⁇ propane, 2,2-bis ⁇ (4-hydr Roxy-3,5-dibromo) phenyl ⁇ propane, 2,2-bis ⁇ (3-isopropyl-4-hydroxy) phen
- dihydric phenols bisphenol A, 2,2-bis ⁇ (4-hydroxy-3-methyl) phenyl ⁇ propane, 2,2-bis (4-hydroxyphenyl) butane, 2,2-bis (4-hydroxyphenyl) -3-methylbutane, 2,2-bis (4-hydroxyphenyl) -3,3-dimethylbutane, 2,2-bis (4-hydroxyphenyl) -4-methylpentane, 1,1 At least one dihydric phenol selected from the group consisting of -bis (4-hydroxyphenyl) -3,3,5-trimethylcyclohexane and ⁇ , ⁇ '-bis (4-hydroxyphenyl) -m-diisopropylbenzene It is preferable to use bisphenol A alone or 1,1-bis (4-hydroxyphenyl) -3,3,5-trimethyl At least one selected from the group consisting of rohexane and bisphenol A, 2,2-bis ⁇ (4-hydroxy-3-methyl) phenyl ⁇ propane and
- Examples of the carbonylating agent used in the preparation of the aromatic polycarbonate of the above i) include the following compounds, and such compounds can be used alone or in combination of two or more if necessary: carbonyl such as phosgene Halides, carbonate esters such as diphenyl carbonate, and haloformates such as dihaloformate of dihydric phenol.
- the polyester resin that can be used as the third thermoplastic resin is not particularly limited as long as it provides a resin material satisfying the above-mentioned tensile storage modulus.
- a resin composed of a general dicarboxylic acid structural unit and a diol structural unit can be used as the polyester resin.
- Suitable monomers for the dicarboxylic acid structural unit include terephthalic acid, isophthalic acid, phthalic acid, 2-methylterephthalic acid, 1,4-naphthalenedicarboxylic acid, 1,5-naphthalenedicarboxylic acid, and 2,6-naphthalenedicarboxylic acid
- Aromatic dicarboxylic acids such as acid, 2,7-naphthalenedicarboxylic acid, biphenyldicarboxylic acid and tetralindicarboxylic acid, and ester-forming derivatives thereof; succinic acid, glutaric acid, adipic acid, pimelic acid, corkic acid, azelaic acid, sebacic acid
- saturated alicyclic dicarboxylic acids such as decane dicarboxylic acid, dodecane dicarboxylic acid, cyclohexane dicarboxylic acid, norbornane dicarboxylic acid, tricyclodecane dicarboxylic acid and pent
- aromatic dicarboxylic acids and their ester-forming derivatives are preferred, and terephthalic acid, isophthalic acid, naphthalenedicarboxylic acids, and their ester-forming derivatives are more preferred.
- Suitable monomers for the diol structural unit include ethylene glycol, trimethylene glycol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, diethylene glycol, propylene glycol and neopentyl glycol.
- Aliphatic diols such as polyethylene glycol, polypropylene glycol and polybutylene glycol; 1,3-cyclohexanedimethanol, 1,4-cyclohexanedimethanol, 1,2-decahydronaphthalenedimethanol, 1,3-deca Hydronaphthalenedi-methanol, 1,4-decahydronaphthalenedi-methanol, 1,5-decahydronaphthalenedi-methanol, 1,6-decahydronaphthalenedi-methanol, 2,7-decahydronaphthalenedi-meta Alicyclic diols such as toluene, tetralin dimethanol, norbornene dimethanol, tricyclodecane dimethanol, and pentacyclododecane dimethanol; 4,4 ′-(1-methylethylidene) bisphenol, methylenebisphenol (bisphenol F), Bisphenols such as 4,4'-cyclohexylidenebisphenol (bisphenol Z) and 4,4'-s
- aromatic dihydroxy compounds such as hydroquinone, resorcin, 4,4'-dihydroxybiphenyl, 4,4'-dihydroxydiphenyl ether and 4,4'-dihydroxydiphenylbenzophenone; alkylene oxide adducts of the aromatic dihydroxy compounds; A diol having a cyclic acetal skeleton is also included.
- the polyester resin can be produced by a known method. For example, a general method of melt polymerization in which an esterification reaction and / or a transesterification reaction between a dicarboxylic acid and a diol is performed, and then a polycondensation reaction is performed under reduced pressure, or a known solution heat dehydration using an organic solvent It can be produced by a condensation method.
- the content of the plasticizer in the resin material constituting the C layer is preferably 30 parts by mass or less based on 100 parts by mass of the polyvinyl acetal resin. It is preferably at most 25 parts by mass, more preferably at most 23 parts by mass, even more preferably at most 10 parts by mass, particularly preferably at most 5 parts by mass, most preferably at most 0 part by mass.
- the lower limit of the content of the plasticizer in the resin material constituting the C layer is not particularly limited. The content may be 1 part by mass or more.
- the resin material constituting the C layer further includes, as other components, an antioxidant, an ultraviolet absorber, a light stabilizer, a blocking inhibitor, a pigment, A dye, a functional inorganic compound, a heat-shielding material, an adhesion regulator or the like may be contained as necessary.
- the antioxidant With respect to the antioxidant, the ultraviolet absorber, the light stabilizer, the antiblocking agent or the heat shielding material, the same materials as those described in the description of the above-mentioned A layer or B layer can be used, and suitable for the C layer.
- the suitable agent or material or the added amount may be the same as or different from the suitable agent or material or the added amount in the A layer or the B layer.
- adhesion regulator examples include polyolefin having an adhesive functional group such as a carboxyl group, a derivative group of a carboxyl group, an epoxy group, a boronic acid group, a derivative group of a boronic acid group, an alkoxyl group, or a derivative group of an alkoxyl group. And the like.
- the heat shielding materials there is a material that causes photodegradation due to ultraviolet rays.
- the C layer is a layer containing a third thermoplastic resin
- the C layer is located relatively at the center in the cross section of the intermediate film.
- the method for producing the interlayer film for laminated glass of the present invention is not particularly limited.
- the C layer is a layer made of inorganic glass
- two interlayer films having a configuration in which the B layer is laminated on both sides of the A layer (B layer / A layer / B layer) are produced, and the C layer is interposed therebetween.
- sandwiching an interlayer film for laminated glass (B layer / A layer / B layer / C layer / B layer / A layer / B layer) can be manufactured.
- the intermediate film is prepared by uniformly kneading the resin material constituting the B layer, and then forming the B layer by a known film forming method (for example, an extrusion method, a calender method, a pressing method, a casting method or an inflation method).
- the layer A may be produced from the resin material constituting the layer A by the method described above, and may be produced by laminating them by press molding or the like, or may be produced by co-extrusion of the layer B and the layer A. .
- a laminated glass can be produced according to a method for producing a laminated glass described later.
- the laminated glass may be manufactured by disposing and laminating between the two outermost transparent substrates, or laminating the interlayer film and the C layer, and the interlayer for the laminated glass and the outermost transparent substrate. By simultaneously laminating with the material (as a specific example, two intermediate film films are disposed between the two outermost transparent substrates, and a C film is interposed between the intermediate film films). Laminated glass may be produced (by laying out layers).
- the interlayer for laminated glass may be in a desired order (for example, B layer / A layer / C layer / A layer / B layer or B layer / (A layer / B layer / C layer / B layer / A layer / B layer, etc.) so that each layer is formed and then laminated or co-extruded as described above so as to include each layer, or an interlayer film for laminated glass. Can be manufactured.
- a desired order for example, B layer / A layer / C layer / A layer / B layer or B layer / (A layer / B layer / C layer / B layer / A layer / B layer, etc.
- the resin temperature (resin material temperature) at the time of extrusion is preferably 150 ° C or higher, more preferably 170 ° C or higher, preferably 250 ° C or lower, more preferably 230 ° C or lower.
- the resin temperature at the time of extrusion is within the range of the lower limit and the upper limit, the decomposition of the resin and the like contained in the resin material is unlikely to occur, so that the deterioration of the resin and the like hardly occurs, and the discharge from the extruder is stable.
- Cheap In order to remove volatile substances efficiently, it is preferable to remove volatile substances from the vent of the extruder by reducing the pressure.
- the laminated structure of the interlayer film for laminated glass of the present invention is appropriately determined depending on the purpose.
- the interlayer film for laminated glass has, for example, a configuration in which two interlayer films sandwiched by a layer A and a layer B sandwiched a layer C (layer B / layer A / B layer / C layer / B layer / A layer / B layer). Further, for example, in addition to the configuration shown in FIG.
- B layer / A layer / C layer / A layer / B layer B layer / A layer / B layer / C layer / B layer / A layer / B layer / A laminated structure using a plurality of C layers such as a C layer / B layer / A layer / B layer may be used.
- the interlayer film for laminated glass includes at least an A layer, a B layer, a C layer, a B layer, and an A layer in this order, and the C layer and the two B layers are directly adjacent to each other.
- the C layer is a layer made of inorganic glass.
- the interlayer film for laminated glass preferably includes at least a B layer, an A layer, a C layer, and an A layer in this order.
- the layer C is a layer containing a third thermoplastic resin.
- the interlayer film for a laminated glass of the present invention may include one or more layers other than the A layer, the B layer and the C layer (referred to as a D layer).
- a D layer Non-limiting examples of the layered structure when the interlayer film for a laminated glass also includes a D layer include B layer / A layer / D layer / B layer / C layer / B layer / A layer / B layer, B layer / A layer / B layer / C layer / B layer / A layer / B layer / D layer, B layer / D layer / A layer / D layer / B layer / C layer / B layer / A layer / B layer, B layer / D layer / A layer / B layer / C layer / B layer / A layer / D layer / B layer, B layer / D layer / A layer / B layer / D layer / C layer / B layer / A layer / D layer / B layer, B layer / D layer /
- a material (a material containing a resin) constituting each of the A, B, C, and D layers
- the resin material constituting each of the A, B, C, and D layers
- the thickness may be the same or different from each other.
- the D layer that can be included in the interlayer film for laminated glass of the present invention may be a layer made of a known resin.
- the resin constituting the D layer for example, polyethylene, polypropylene, polyvinyl chloride, polystyrene, polyvinyl acetate, polyurethane, polytetrafluoroethylene, acrylic resin, polyamide, polyacetal, polycarbonate, polyester, polyethylene terephthalate, polybutylene terephthalate, Cyclic polyolefin, polyphenylene sulfide, polytetrafluoroethylene, polysulfone, polyethersulfone, polyarylate, liquid crystal polymer, polyimide, or the like can be used.
- the D layer may contain additives such as a plasticizer, an antioxidant, an ultraviolet absorber, a light stabilizer, an antiblocking agent, a pigment, a dye, and a heat shielding material.
- a layer such as a metal conductive layer may be formed on at least a part of the D layer.
- ⁇ It is preferable to form a concavo-convex structure on the surface of the interlayer film for laminated glass of the present invention by a conventionally known method such as melt fracture or embossing.
- the shape of the concavo-convex structure is not particularly limited, and a conventionally known structure can be employed.
- the C layer is a layer made of inorganic glass, it is preferable to form an uneven structure also on the surface in contact with the C layer.
- the thickness of the interlayer film for laminated glass of the present invention is preferably 0.8 mm or more, more preferably 1.1 mm or more, preferably 3.6 mm or less, more preferably 3.2 mm or less, particularly preferably 2. 4 mm or less.
- the thickness is not less than the lower limit, it is easy to obtain a configuration excellent in sound insulation of the laminated glass, and when the thickness is not more than the upper limit, the weight of the entire laminated glass is reduced, and the cost of the interlayer film is reduced. This is preferable because it is easy to reduce the amount.
- the interlayer film for laminated glass of the present invention is formed by using a float glass having a length of 300 mm, a width of 25 mm and a thickness of 1.9 mm and a chemically strengthened inorganic glass having a length of 300 mm, a width of 25 mm and a thickness of 0.55 mm.
- the loss coefficient at 20 ° C. which is considered to be the temperature at which the intermediate film is normally used, was adopted as one index of the sound insulation.
- the bending stiffness at the tertiary resonance frequency calculated by the damping test in accordance with ISO 16940: 2008 is preferably 60 N ⁇ m to 200 N ⁇ m, more preferably 70 N ⁇ m to 180 N ⁇ m. When the bending stiffness is in the range between the lower limit and the upper limit, high sound insulation over a wide frequency range from a middle frequency range to a high frequency range can be realized.
- the loss coefficient tends to decrease. Therefore, even if the laminated glass has the same thickness, the two transparent substrates of the outermost layer have different thicknesses and the cross section of the laminated glass is asymmetric, so that the two transparent substrates of the outermost layer can be formed.
- the loss coefficient is lower than in a configuration in which the thickness of the base material is the same and the cross section of the laminated glass is symmetric.
- the glass on the exterior side of the vehicle is generally limited to a thickness of about 1.8 mm or more in order to impart chipping resistance to stepping stones.
- the interlayer film for laminated glass according to the present invention is useful as a method for solving such a problem.
- the interlayer film for laminated glass of the present invention is formed by sandwiching the interlayer film for laminated glass using two pieces of float glass having a length of 300 mm, a width of 25 mm, and a thickness of 1.9 mm.
- the loss coefficient at the tertiary resonance frequency measured by a damping test of the laminated glass by the central vibration method at 20 ° C. in the laminated glass crimped under the conditions of minutes is preferably 0.55 or more, more preferably 0.15. It is at least 60, particularly preferably at least 0.65.
- the bending stiffness at the tertiary resonance frequency calculated by the damping test in accordance with ISO 16940: 2008 is preferably 60 N ⁇ m to 200 N ⁇ m, more preferably 70 N ⁇ m to 180 N ⁇ m.
- the bending stiffness is in the range between the lower limit and the upper limit, high sound insulation over a wide frequency range from a middle frequency range to a high frequency range can be realized. Therefore, as an interlayer film used for laminated glass for automobiles, not only a windshield but also a glass having a symmetrical laminated glass cross section, such as a side glass, can be suitably used for the purpose of enhancing sound insulation.
- the sound transmission loss (TL2) calculated from the loss coefficient and bending stiffness obtained by the above-described damping test, and the sound transmission loss (TL1) according to the mass rule given at a sound field incidence of 0 ° to 78 ° given by the following equation:
- the smaller the difference ⁇ TL ( TL1 ⁇ TL2) from the above is, the more the decrease in sound insulation due to the coincidence effect is suppressed, and the desired sound insulation characteristics are obtained.
- TL1 20 ⁇ log (fm) ⁇ 47.5
- f represents each center frequency (Hz) of the 1/3 octave band
- m represents the areal density (kg / m 2 ) of the laminated glass.
- the interlayer film for laminated glass is formed by using a float glass having a length of 300 mm, a width of 25 mm and a thickness of 1.9 mm and a chemically strengthened inorganic glass having a length of 300 mm, a width of 25 mm and a thickness of 0.55 mm.
- Sound transmission loss (TL1-a) according to the mass rule given by sound field incidence from 0 ° to 78 ° in a laminated glass pressed at a temperature of 140 ° C., a pressure of 1 MPa and a pressure of 60 minutes, and the center at 20 ° C.
- the sound transmission loss (TL2 ⁇ ) calculated from the loss coefficient at the tertiary resonance frequency measured by the damping test of the laminated glass by the vibration method and the bending stiffness at the tertiary resonance frequency calculated according to ISO 16940: 2008.
- the interlayer film for laminated glass is sandwiched between two pieces of float glass having a length of 300 mm, a width of 25 mm, and a thickness of 1.9 mm, and a temperature of 140 ° C., a pressure of 1 MPa, and a pressure of 60 minutes.
- the sound transmission loss (TL1-b) according to the mass rule given at a sound field incidence of 0 ° to 78 ° and a damping test of the laminated glass by the central vibration method at 20 ° C.
- ⁇ TL The difference ⁇ TL between the loss coefficient at the tertiary resonance frequency and the sound transmission loss (TL2-b) calculated from the bending stiffness at the tertiary resonance frequency calculated according to ISO 16940: 2008 is 1000 Hz or more (1000 Hz). Center frequencies (1000, 1250, 1600, 2000, 2500, 3150, 4150 Hz) It is 4.1dB or less in the 00,5000,6300,8000,10000Hz). Note that TL1-a and TL1-b are values calculated by the above-described equation for obtaining TL1.
- the coincidence frequency has been possible to adjust the coincidence frequency by adjusting the bending stiffness by adjusting the elastic modulus of the interlayer, and to increase the sound transmission loss in a specific frequency range.
- the coincidence frequency is located in a high frequency range, so that in the frequency range from 1000 Hz to 5000 Hz, high sound insulation according to the mass rule can be exhibited. In the frequency range of 8000 Hz to 10000 Hz, the decrease in sound insulation due to the coincidence effect was remarkable.
- ⁇ TL is more preferably at most 3.8 dB, particularly preferably at most 3.5 dB.
- the laminated glass of the present invention is obtained by sandwiching the interlayer for laminated glass of the present invention between two transparent substrates.
- the interlayer film for a laminated glass of the present invention it is possible to obtain a laminated glass having excellent sound insulating properties, particularly in a frequency range from 2000 Hz to 10000 Hz. Therefore, the interlayer film for a laminated glass of the present invention can be suitably used for a vehicle (for example, an automobile) windshield, a vehicle side glass, a vehicle sunroof, a vehicle rear glass, a head-up display glass, and the like.
- the laminated glass is a vehicle windshield, vehicle side glass, vehicle sunroof, vehicle rear glass or head-up display glass.
- the vehicle in the present invention means a train, a train, a car, a ship, an aircraft, or the like.
- the cross-sectional shape of the interlayer film is such that one end face is thick and the other end face is thick.
- the side has a thin shape.
- the cross-sectional shape may be a shape in which the whole is wedge-shaped such that it gradually becomes thinner from one end face side to the other end face side, or between one end face and the other end face.
- a part of the cross-section having the same thickness up to an arbitrary position and gradually thinning from the arbitrary position to the other end surface may be wedge-shaped, or the position may be any position that does not pose a problem in manufacturing. It may have any cross-sectional shape regardless of the shape.
- the layer whose cross-sectional thickness changes may be all layers, or only some layers may change.
- the transparent substrate is not particularly limited, and for example, inorganic glass, organic glass, or a combination thereof can be used.
- inorganic glass include float glass, polished glass, template glass, meshed glass and heat ray absorbing glass.
- a material constituting the organic glass include an acrylic resin (for example, a polymethyl methacrylate resin) and a polycarbonate resin.
- the transparent substrate may be colorless, colored, transparent or non-transparent.
- the thickness of the transparent substrate is not particularly limited, but is preferably 100 mm or less.
- the thickness of the transparent substrate is preferably at least one sheet, preferably 3.0 mm or less, more preferably 2.5 mm or less, still more preferably 2.0 mm or less, and particularly preferably 1.8 mm or less.
- the thickness of one transparent substrate is set to 1.8 mm or more
- the thickness of the other transparent substrate is set to 1.8 mm or less
- the difference between the thicknesses of the two transparent substrates is set to 0.2 mm or more.
- the difference between the thicknesses of the two transparent substrates is preferably 0.5 mm or more, and may be 1.0 mm or more.
- a laminated glass having a configuration in which the thicknesses of the transparent base material on the outside and the inside of the vehicle are the same is used, but even in such a case, the interlayer having high sound insulation properties according to the present invention is preferably used. used.
- the laminated glass is a laminated glass in which the interlayer film for a laminated glass of the present invention is sandwiched between two transparent substrates, and at least one of the transparent substrates has a thickness of at least one.
- the thickness of the other transparent substrate is not particularly limited, but is preferably 0.2 to 2.0 mm, more preferably 0.2 to 2.0 mm. 3 to 1.0 mm.
- the transparent substrate may be a chemically strengthened inorganic glass.
- the sound insulation of the laminated glass can be evaluated by the loss coefficient obtained by the damping test by the central excitation method. It can be said that the nature is high.
- the loss coefficient of the laminated glass of the present invention at a tertiary resonance frequency measured by a damping test of the laminated glass by the central excitation method at 20 ° C. is preferably 0.55 or more, more preferably 0.60 or more, particularly Preferably it is 0.65 or more.
- the bending stiffness of the laminated glass of the present invention at the third resonance frequency calculated according to ISO 16940: 2008 by the above damping test is preferably from 60 N ⁇ m to 200 N ⁇ m, more preferably from 70 N ⁇ m to 180 N ⁇ m. m or less.
- the sound transmission loss (TL2) of the laminated glass of the present invention calculated from the loss coefficient and bending stiffness obtained by the above-described damping test, and the mass given by the sound field incidence of 0 ° to 78 ° given by the following equation
- ⁇ TL is more preferably at most 3.8 dB, particularly preferably at most 3.5 dB.
- TL1 20 ⁇ log (fm) ⁇ 47.5
- f is the center frequency (Hz) of each 1 / octave band
- m represents the areal density (kg / m 2 ) of the laminated glass.
- the laminated glass of the present invention can be manufactured by a conventionally known method. Examples of such a method include a method using a vacuum laminator device, a method using a vacuum bag, a method using a vacuum ring, a method using a nip roll, and the like. It is also possible to perform a method of additionally introducing into the autoclave step after the temporary press bonding.
- a vacuum laminator device for example, a known device used in the manufacture of a solar cell is used, and under a reduced pressure of 1 ⁇ 10 ⁇ 6 MPa or more and 3 ⁇ 10 ⁇ 2 MPa or less, 100 ° C. or more and 200 ° C. or less (especially 130 ° C. or less).
- the lamination is performed at a temperature of not lower than 170 ° C.
- a method using a vacuum bag or a vacuum ring is described in, for example, European Patent No. 1,235,683.
- lamination is performed at a temperature of 130 ° C. or more and 145 ° C. or less under a pressure of about 2 ⁇ 10 ⁇ 2 MPa.
- a method using a nip roll for example, there is a method in which after the first temporary compression bonding is performed at a temperature equal to or lower than the flow start temperature of the polyvinyl acetal resin, further pressure bonding or temporary compression bonding is performed under conditions close to the flow start temperature. Specifically, for example, after heating to 30 ° C. or more and 100 ° C. or less with an infrared heater or the like, deaeration with a roll is performed, and then, temporary press bonding is performed. Method.
- the autoclave step additionally performed after the temporary pressure bonding depends on the thickness and the configuration of the laminated glass, but for example, under a pressure of 1 MPa or more and 15 MPa or less, at a temperature of 120 ° C. or more and 160 ° C. or less, 0.5 hour or more and 2 hours or less. Time.
- polyvinyl butyral (PVB) resin the same viscosity average polymerization degree as the target viscosity average polymerization degree (viscosity average polymerization degree measured based on JIS @ K-6726 "Testing method for polyvinyl alcohol") was used. ) Obtained by acetalizing polyvinyl alcohol having n) with n-butyraldehyde under a hydrochloric acid catalyst.
- a resin material (hydrogenated block copolymer, hereinafter also referred to as a “hydrogenated block copolymer”) constituting the layer A is pressed at a temperature of 230 ° C. and a pressure of 10 MPa for 3 minutes to obtain a thickness of 1.0 mm. Was produced. This single-layer sheet was cut into a disc shape and used as a test sheet.
- ⁇ Measurement of tensile storage modulus of resin material constituting B layer or C layer> A sample having a thickness of 0.8 mm was produced by pressing the resin material constituting the layer B or the layer C at a temperature of 230 ° C. and a pressure of 10 MPa for 10 minutes. Each of these was cut into a width of 3 mm to obtain a sample for measuring dynamic viscoelasticity. The sample for measurement was subjected to a dynamic viscoelasticity test under the condition of a frequency of 0.3 Hz according to JIS K7244-4: 1999, thereby obtaining a tensile storage modulus at 0 ° C. Table 1 shows the results.
- a vibrating force built into an impedance head of a vibrator power ampli? Er / model 371-A
- a mechanical impedance device manufactured by Ono Sokki Co., Ltd .; mass cancel ampli? Er: mass scanamplifier MA-5500; channel data station: DS-2100.
- the center of the laminated glass having a thickness of 1.9 mm was fixed to the tip of the detector. Vibration is applied to the center of the laminated glass at a frequency of 0 to 10000 Hz at 20 ° C., and the excitation force and the acceleration waveform at this excitation point (the central part of the laminated glass to which the vibration is applied) are detected to obtain the center.
- a damping test of the laminated glass by the vibration method was performed.
- the mechanical impedance of the excitation point is determined based on the obtained excitation force and the velocity signal obtained by integrating the acceleration signal, and the frequency showing the peak in an impedance curve obtained with the horizontal axis representing the frequency and the vertical axis representing the mechanical impedance And the half value width, the loss coefficient of the laminated glass was determined. Further, using the third resonance frequency and the loss coefficient at the third resonance frequency, the bending rigidity at the third resonance frequency was calculated in accordance with ISO 16940: 2008.
- Example 1 According to the composition shown in Table 2, the resin material constituting the layer A contains 8% by mass of styrene units and 92% by mass of isoprene units, and has a tan ⁇ peak temperature of -11.8 ° C and a tan ⁇ peak height of 2.5.
- a resin material constituting the layer B a polyvinyl butyral resin (acetalization degree 70 mol%, vinyl acetate unit content 0.9 mol%, viscosity average polymerization degree of polyvinyl alcohol used as a raw material about 1700) and a plasticizer [ Kuraray Polyester Polyol “Kuraray Polyol P-510” (melting point: ⁇ 77 ° C., hydroxyl value: 213.0 to 235.0 mg KOH / g)] (plasticizer based on 100 parts by mass of polyvinyl butyral resin) The amount was 38.8 parts by mass).
- each of these resin materials was extruded to form an A layer having a thickness of 250 ⁇ m and a B layer having a thickness of 250 ⁇ m.
- the obtained layer A was sandwiched between two layers B and press-formed at 150 ° C. to produce an intermediate film 1 having a thickness of 750 ⁇ m, which is a composite film having a three-layer structure.
- Table 2 the outline is shown as Film 1.
- the tensile storage modulus at 0 ° C. of the resin material constituting the layer A measured by performing a dynamic viscoelasticity test at a frequency of 0.3 Hz according to JIS K 7244-4: 1999 is 1 It was less than 0.0 GPa.
- Examples 2 to 11 An interlayer film was prepared as shown in Table 2, and a laminated glass was prepared in the same manner as in Example 1 except that the laminated glass shown in Table 3 was used.
- Table 2 shows the structure of the interlayer film used, and Table 3 shows the sound insulating properties of the obtained laminated glass.
- the resin material constituting the layer A of the interlayer films 2 to 5 and 8 was the same as the resin material constituting the layer A of the interlayer film 1.
- the same resin material as that constituting the layer B of the intermediate film 1 was used as the resin material constituting the layer B of the intermediate films 2 to 4 and 6 to 8.
- the resin material constituting the layer A of the intermediate film 6 contains 8% by mass of styrene units and 92% by mass of isoprene units, and has a tan ⁇ peak temperature of ⁇ 4.5 ° C. and a tan ⁇ peak height of 2.5.
- the resin material constituting the layer A of the intermediate film 7 contains 8% by mass of styrene units and 92% by mass of isoprene units, and has a tan ⁇ peak temperature of ⁇ 16.4 ° C.
- the dynamic viscoelasticity test is performed on the resin material constituting the A layer of the intermediate film 6 and the A layer of the intermediate film 7 at a frequency of 0.3 Hz according to JIS K 7244-4: 1999.
- the measured tensile storage modulus at 0 ° C. was less than 1.0 GPa.
- SentryGlas (R) Interlayer manufactured by DuPont was used as an ionomer resin which is a resin material constituting the layer B of the intermediate film 5.
- SentryGlas (R) Interlayer manufactured by DuPont was used as the C layer in Examples 2 to 7, the same chemically strengthened inorganic glass as that in Example 1 was used.
- As the C layer in Examples 8 to 11 a commercially available acrylic resin sheet or polycarbonate resin sheet having a predetermined
- Example 12 As shown in Table 2, an intermediate film 8 was produced in the same manner as in Example 1 except that each of the A layer and the B layer was constituted by one sheet. Thereafter, a laminated glass was produced in the same manner as in Example 1 except that the layer A was placed in contact with a commercially available acrylic resin sheet having a thickness of 1 mm as the layer C. Table 3 shows the sound insulation properties of the obtained laminated glass.
- the resin material constituting the layer A of the intermediate film 9 is polyvinyl butyral resin (acetalization degree 70 mol%, vinyl acetate unit content 0.9 mol%, viscosity average polymerization degree of polyvinyl alcohol used as a raw material). 1700) and a plasticizer [polyester polyol “Kuraray polyol P-510” manufactured by Kuraray Co., Ltd.
- Comparative Example 5 uses the interlayer film for laminated glass composed of the C layer and the two interlayer films 9.
- the tan ⁇ peak height of the resin material constituting the A layer in the interlayer film 9 is 1. It is lower than 5.
- Comparative Example 6 uses the interlayer film for laminated glass composed of the C layer, the interlayer film 9 and the interlayer film 10, but the tan ⁇ peak height of the resin material constituting the A layer in the interlayer film 9 is low. It is lower than 1.5, and the intermediate film 10 has no layer corresponding to the layer A.
- the laminated glasses of Examples 1 to 12 have a high loss factor of 0.55 or more and a low maximum ⁇ TL of 4.1 or less, while Comparative Examples 1 to It can be seen that the laminated glass of No. 8 has a loss factor of less than 0.55 and a maximum ⁇ TL of greater than 4.1.
- the interlayer film for laminated glass and the laminated glass of the present invention are particularly suitably used for vehicle glass (for example, vehicle window glass) and the like which require high sound insulation.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207037469A KR20210027286A (ko) | 2018-06-29 | 2019-06-27 | 접합 유리용 중간막 및 접합 유리 |
| CN201980040960.1A CN112334424A (zh) | 2018-06-29 | 2019-06-27 | 夹层玻璃用中间膜和夹层玻璃 |
| EP19826834.4A EP3816131A4 (en) | 2018-06-29 | 2019-06-27 | INTERLAYER FILM FOR LAMINATED GLASS AND LAMINATED GLASS |
| US17/255,683 US11465392B2 (en) | 2018-06-29 | 2019-06-27 | Interlayer film for laminated glass, and laminated glass |
| JP2020527653A JP7432507B2 (ja) | 2018-06-29 | 2019-06-27 | 合わせガラス用中間膜および合わせガラス |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018124594 | 2018-06-29 | ||
| JP2018-124594 | 2018-06-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020004577A1 true WO2020004577A1 (ja) | 2020-01-02 |
Family
ID=68984912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/025680 Ceased WO2020004577A1 (ja) | 2018-06-29 | 2019-06-27 | 合わせガラス用中間膜および合わせガラス |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11465392B2 (https=) |
| EP (1) | EP3816131A4 (https=) |
| JP (1) | JP7432507B2 (https=) |
| KR (1) | KR20210027286A (https=) |
| CN (1) | CN112334424A (https=) |
| WO (1) | WO2020004577A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021200964A1 (https=) * | 2020-03-30 | 2021-10-07 | ||
| JPWO2021200961A1 (https=) * | 2020-03-30 | 2021-10-07 | ||
| WO2021246506A1 (ja) * | 2020-06-04 | 2021-12-09 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP2025532667A (ja) * | 2022-09-21 | 2025-10-01 | フーイャォ グラス インダストリー グループ カンパニー リミテッド | 合わせガラスおよび車両 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4363218A1 (en) * | 2021-06-28 | 2024-05-08 | Amcor Flexibles North America, Inc. | Packaging film having oxygen barrier |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1235683A1 (de) | 1999-10-25 | 2002-09-04 | Ht Troplast Ag | Verfahren und folie zur herstellung von verbundsicherheitsscheiben |
| WO2003033583A1 (de) | 2001-10-11 | 2003-04-24 | Ht Troplast Ag | Pvb-folie für verbundsicherheitsglas und verbundsicherheitsglas |
| WO2005018969A1 (ja) | 2003-08-22 | 2005-03-03 | Sekisui Chemical Co., Ltd. | 合わせガラス及び合わせガラス用中間膜 |
| JP2007091491A (ja) | 2005-09-27 | 2007-04-12 | Central Glass Co Ltd | 中間膜および合わせガラス |
| WO2013031884A1 (ja) | 2011-08-31 | 2013-03-07 | 積水化学工業株式会社 | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス |
| WO2016076339A1 (ja) * | 2014-11-10 | 2016-05-19 | 株式会社クラレ | 積層体及び合わせガラス |
| WO2017199983A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 水添ブロック共重合体、制振材、遮音材、合わせガラス用中間膜、ダムラバー、靴底材料、床材、積層体および合わせガラス |
| US20180082669A1 (en) * | 2016-09-20 | 2018-03-22 | Solutia Inc. | Sound attenuating multiple layer laminates |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6907234B2 (ja) * | 2016-05-09 | 2021-07-21 | クラレ・アメリカ・インコーポレイテッド | 多層中間膜及び合わせガラス |
-
2019
- 2019-06-27 JP JP2020527653A patent/JP7432507B2/ja active Active
- 2019-06-27 KR KR1020207037469A patent/KR20210027286A/ko not_active Withdrawn
- 2019-06-27 US US17/255,683 patent/US11465392B2/en active Active
- 2019-06-27 WO PCT/JP2019/025680 patent/WO2020004577A1/ja not_active Ceased
- 2019-06-27 EP EP19826834.4A patent/EP3816131A4/en active Pending
- 2019-06-27 CN CN201980040960.1A patent/CN112334424A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1235683A1 (de) | 1999-10-25 | 2002-09-04 | Ht Troplast Ag | Verfahren und folie zur herstellung von verbundsicherheitsscheiben |
| WO2003033583A1 (de) | 2001-10-11 | 2003-04-24 | Ht Troplast Ag | Pvb-folie für verbundsicherheitsglas und verbundsicherheitsglas |
| WO2005018969A1 (ja) | 2003-08-22 | 2005-03-03 | Sekisui Chemical Co., Ltd. | 合わせガラス及び合わせガラス用中間膜 |
| JP2007091491A (ja) | 2005-09-27 | 2007-04-12 | Central Glass Co Ltd | 中間膜および合わせガラス |
| WO2013031884A1 (ja) | 2011-08-31 | 2013-03-07 | 積水化学工業株式会社 | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス |
| WO2016076339A1 (ja) * | 2014-11-10 | 2016-05-19 | 株式会社クラレ | 積層体及び合わせガラス |
| JP2016108229A (ja) * | 2014-11-10 | 2016-06-20 | 株式会社クラレ | 合わせガラス用中間膜および合わせガラス |
| WO2017199983A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 水添ブロック共重合体、制振材、遮音材、合わせガラス用中間膜、ダムラバー、靴底材料、床材、積層体および合わせガラス |
| US20180082669A1 (en) * | 2016-09-20 | 2018-03-22 | Solutia Inc. | Sound attenuating multiple layer laminates |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3816131A4 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021200964A1 (https=) * | 2020-03-30 | 2021-10-07 | ||
| JPWO2021200961A1 (https=) * | 2020-03-30 | 2021-10-07 | ||
| WO2021200961A1 (ja) * | 2020-03-30 | 2021-10-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2021200964A1 (ja) * | 2020-03-30 | 2021-10-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| CN115315416A (zh) * | 2020-03-30 | 2022-11-08 | 积水化学工业株式会社 | 夹层玻璃用中间膜和夹层玻璃 |
| JP7733573B2 (ja) | 2020-03-30 | 2025-09-03 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP7733574B2 (ja) | 2020-03-30 | 2025-09-03 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| US12485641B2 (en) | 2020-03-30 | 2025-12-02 | Sekisui Chemical Co., Ltd. | Laminated glass interlayer film and laminated glass |
| US12594744B2 (en) | 2020-03-30 | 2026-04-07 | Sekisui Chemical Co., Ltd. | Interlayer film for laminated glass, and laminated glass |
| WO2021246506A1 (ja) * | 2020-06-04 | 2021-12-09 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP2025532667A (ja) * | 2022-09-21 | 2025-10-01 | フーイャォ グラス インダストリー グループ カンパニー リミテッド | 合わせガラスおよび車両 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210027286A (ko) | 2021-03-10 |
| JP7432507B2 (ja) | 2024-02-16 |
| EP3816131A4 (en) | 2022-03-23 |
| JPWO2020004577A1 (ja) | 2021-08-05 |
| EP3816131A1 (en) | 2021-05-05 |
| US20210268773A1 (en) | 2021-09-02 |
| US11465392B2 (en) | 2022-10-11 |
| CN112334424A (zh) | 2021-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11465392B2 (en) | Interlayer film for laminated glass, and laminated glass | |
| JP6653552B2 (ja) | 積層体及び合わせガラス | |
| US11518147B2 (en) | Method for recycling intermediate film for laminated glass | |
| JP6907234B2 (ja) | 多層中間膜及び合わせガラス | |
| EP3532290B1 (en) | Wedge-shaped multilayer interlayer and glass laminate | |
| WO2020230690A1 (ja) | 合わせガラス用中間膜および合わせガラス | |
| JP6792614B2 (ja) | 合わせガラス用中間膜および合わせガラス | |
| JP6833578B2 (ja) | 合わせガラス用中間膜および合わせガラス | |
| JP2020105393A (ja) | ポリビニルアセタール樹脂組成物、合わせガラス用中間膜および合わせガラス | |
| CN113454041B (zh) | 夹层玻璃用中间膜和夹层玻璃 | |
| WO2022112045A1 (en) | Interlayer films for use in laminated glass and laminated glass |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19826834 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2020527653 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20207037469 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019826834 Country of ref document: EP |