WO2020003588A1 - ピッキング支援システムおよび支援方法 - Google Patents
ピッキング支援システムおよび支援方法 Download PDFInfo
- Publication number
- WO2020003588A1 WO2020003588A1 PCT/JP2019/005965 JP2019005965W WO2020003588A1 WO 2020003588 A1 WO2020003588 A1 WO 2020003588A1 JP 2019005965 W JP2019005965 W JP 2019005965W WO 2020003588 A1 WO2020003588 A1 WO 2020003588A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shelf
- sorting
- picking
- work
- shelves
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000012545 processing Methods 0.000 claims description 4
- 230000004308 accommodation Effects 0.000 claims 1
- 239000008186 active pharmaceutical agent Substances 0.000 abstract description 59
- 230000008569 process Effects 0.000 abstract description 3
- 230000032258 transport Effects 0.000 description 73
- 238000007726 management method Methods 0.000 description 47
- JUJBNYBVVQSIOU-UHFFFAOYSA-M sodium;4-[2-(4-iodophenyl)-3-(4-nitrophenyl)tetrazol-2-ium-5-yl]benzene-1,3-disulfonate Chemical compound [Na+].C1=CC([N+](=O)[O-])=CC=C1N1[N+](C=2C=CC(I)=CC=2)=NC(C=2C(=CC(=CC=2)S([O-])(=O)=O)S([O-])(=O)=O)=N1 JUJBNYBVVQSIOU-UHFFFAOYSA-M 0.000 description 23
- 230000006870 function Effects 0.000 description 22
- 238000011156 evaluation Methods 0.000 description 16
- 238000004891 communication Methods 0.000 description 8
- 238000013439 planning Methods 0.000 description 8
- 238000012546 transfer Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 4
- 239000000969 carrier Substances 0.000 description 2
- 238000012384 transportation and delivery Methods 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000010801 machine learning Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
- B65G1/1378—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses the orders being assembled on fixed commissioning areas remote from the storage areas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/10—Storage devices mechanical with relatively movable racks to facilitate insertion or removal of articles
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/08—Logistics, e.g. warehousing, loading or distribution; Inventory or stock management
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/08—Logistics, e.g. warehousing, loading or distribution; Inventory or stock management
- G06Q10/087—Inventory or stock management, e.g. order filling, procurement or balancing against orders
Definitions
- the present invention relates to a picking support system and a picking support method.
- picking work is performed by workers.
- the picking work is a work in which the worker collects the articles specified by the order from the stored articles and sorts them to the destination.
- Patent Document 1 discloses a technique of automatically transporting a target article or a shelf storing the target article to a picking station in a distribution warehouse.
- Patent Literature 2 in a distribution warehouse, an unmanned transporter transports a shelf storing target articles and boxes in which the target articles are sorted to an operator's place, and the worker performs a picking operation. Then, a technique of moving a shelf to a storage space according to an event is disclosed.
- the prior art does not consider moving the shelf for storing the articles to be picked to the worker but moving the sorting shelf for storing the articles taken out of the shelves.
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a picking support system and a support method capable of improving work efficiency.
- a picking support system includes a plurality of shelves that are movable and can accommodate at least one article, and a control device that controls movement of each shelf, The apparatus moves a sorting shelf selected from each shelf to a work place selected from a plurality of work places, and picks an item from a storage shelf arranged at the selected work place to the sorting shelf. Is repeatedly executed while changing the work place until the sorting shelf accommodates a predetermined article.
- FIG. 1 is an overall schematic diagram of a picking support system according to an embodiment. Explanatory drawing which shows the state of the warehouse to which the picking support system is applied.
- FIG. 2 is a functional configuration diagram of the picking support system.
- 5 is a flowchart of a picking support method.
- 9 is a flowchart of a picking support method according to the second embodiment.
- the picking support system according to the present embodiment accommodates articles as ordered while moving the sorting shelf between a plurality of work stations. That is, in the picking support system according to the present embodiment, not only storage shelves but also sorting shelves can be moved in, for example, a warehouse, and a plurality of sorting shelves and a plurality of storage shelves can be moved between a plurality of work stations provided in the warehouse. Are moved, and a predetermined article is stored in the sorting shelf, and the sorting shelf is completed.
- the work station corresponds to “work place”, “predetermined position”, and “next predetermined position”.
- the sorting shelf (article storage shelf) is first conveyed to a predetermined work station to store the articles on the storage shelf, and then conveyed to the next predetermined work station to be transferred to another work station. Another article is stored from the storage shelf. Thereafter, in this manner, the sorting shelf accommodates articles while walking between a plurality of predetermined work stations.
- the sorting shelf containing the articles (predetermined articles) according to the order moves to, for example, a shipping station, where the predetermined articles are taken out for shipment.
- the sorting shelves from which the predetermined articles have been taken out are returned to the shelves provided in the warehouse.
- the storage shelf and the sorting shelf have basically the same structure, but may differ in shape, color, accessories, and the like.
- Sorting shelves standing by at shelves are usually in a state where no items are stored (empty state), while storage shelves waiting at shelves are storing one or more items. It is thought that there are many. However, the storage shelf from which all the stored articles are taken out by the picking operation is empty until the articles are refilled.
- the picking support system 1 is applied to a facility for storing and sorting articles such as a distribution warehouse 1, for example.
- One area in the warehouse 100 is a shelf area (also referred to as a storage area).
- a plurality of movable shelves DS and SS are provided in the shelves.
- Each of the shelves DS and SS has basically the same structure, and includes a storage section for storing at least one article Gd.
- the first shelf among the plurality of shelves is a storage shelf DS for storing articles to be picked.
- the second shelf among the plurality of shelves is a sorting shelf SS in which articles are stored.
- the other area in the warehouse 100 is a work area.
- a plurality of work stations WST are provided in the work area.
- an operator takes out articles from the storage shelves DS and stores them in the sorting shelf SS.
- the sorting shelf SS moves between predetermined work stations until a predetermined article is stored in the sorting shelf SS.
- sorting shelf SS contains all the predetermined articles
- the articles are transported to the shipping station SST, and the predetermined articles are taken out.
- the empty sorting shelf SS is returned to the shelf place.
- the movement of the shelves DS and SS and the instruction of the picking work in each work station are controlled by the control device 200.
- the control device 200 can be configured using, for example, a computer including an arithmetic device, a memory, an auxiliary storage device, an input / output circuit, a communication circuit, and a user interface device (all not shown).
- the functions 201 to 204 as the picking support system 1 described later are realized by the arithmetic device executing a predetermined computer program called into the memory.
- the control device 200 includes, for example, an order information acquisition function 201, a shelf information acquisition function 202, a transfer plan planning and instruction function 203, and a work plan planning and instruction function 204.
- the order information acquisition function 201 is a function for acquiring order information from an order reception server or an inventory management system (not shown).
- the order information is information for specifying the type and quantity of articles to be taken out (shipped) from the warehouse 100.
- the shelf information acquisition function 202 is a function of acquiring information on each of the shelves DS and SS arranged in the warehouse 100.
- the shelf information includes, for example, the type of shelf (storage shelf DS or sorting shelf SS), the position of the shelf, the number of the automatic guided vehicle assigned to the shelf, the moving speed of the shelf, and the type of article stored in the shelf. And quantity.
- the transfer plan planning and instruction function 203 creates a transfer plan that specifies when and to which work station WST the shelves DS and SS are to be moved, and according to the transfer plan, sends the unmanned guided vehicle assigned to each shelf to the unmanned guided vehicle. This function gives instructions.
- the work planning and instruction function 204 is a function for creating a plan for picking work at each work station and instructing work contents to a terminal PC installed at each work station.
- the work plan includes the work contents such as how many articles are to be moved from which storage shelf DS to which sorting shelf SS at which work station.
- the content of the work performed in the work station is displayed on the terminal PC associated with each work station.
- the operator transfers articles between the storage shelf DS and the sorting shelf SS arriving at the work station in accordance with the work content displayed on the terminal PC.
- the step S1 of performing the product sorting from the first storage shelf DS1 to the sorting shelf SS1 at the first position (predetermined position) WST2, and the sorting shelf SS1 includes: Step S2 of moving to the second position (the next predetermined position) WST1 by the carrier, and Step S3 of performing product sorting from the second storage shelf DS2 to the sorting shelf SS1 at the second position. .
- the sorting shelf SS1 is transported to the predetermined position (which can also be referred to as a predetermined position) to store the articles.
- the number of picking operations is not limited to three, but may be four or five.
- the sorting shelf SS1 walks across a plurality of work stations until all the designated predetermined articles are stored, and picking work is performed at each work station.
- step S4 When the sorting shelf SS1 stores a predetermined article, it is conveyed to the shipping station SST and delivers the stored predetermined article (step S4).
- the predetermined article taken out of the sorting shelf SS1 is packed and shipped.
- the sorting shelf SS1 from which the predetermined article has been taken out is returned to the shelf place and stands by (step S5).
- the second storage shelves DS2 and the first storage shelves DS1 that have been performing the sorting work (picking work) at the first position WST2 may match.
- the second storage shelf DS may be different from the first storage shelf DS1 that has been sorting at the first position WST2.
- the sorting shelf SS is moved. Move from the first position WST2 to the second position WST1.
- the predetermined condition may be that the time estimated to be required for completing the sorting operation at the second position WST1 is equal to or less than a predetermined threshold.
- the time required for completing the sorting operation (estimated work completion time) is calculated based on at least one of the number of articles to be picked out from the storage shelf DS, the number of types, and the number of sorting destinations. Is also good.
- the sorting shelf SS that moves to the second position WST1 is transported to the second position WST1 based on the estimated start time of the sorting operation performed with the second storage shelf DS2 at the second position WST1. May be determined.
- the estimated start time of the sorting operation is a time estimated to be required until the second storage shelf DS2 arrives at the second position WST1, and is estimated to be required until the sorting shelf SS arrives at the second position WST1. May be calculated using at least one of the following times.
- the sorting shelf SS1 can be transported between a plurality of different positions WST, and the sorting operation can be performed at each position WST. For this reason, in the picking support system 1 of the present embodiment, the efficiency of the picking operation can be improved.
- FIG. 2 is an explanatory diagram showing an outline of a picking operation performed in the warehouse 100.
- a storage area 101 for storing articles and a work area 102 for performing a picking operation (sorting operation) are set.
- the shipping station described in FIG. 1 is omitted in FIG.
- Each storage shelf DS stores one or more types of articles.
- a plurality of transport vehicles AC are arranged. The transport vehicle AC is controlled by an operation management device 230 described later.
- each of the shelves DS and SS and each of the transport vehicles AC are separated from each other, and a combination of both is provided with a degree of freedom.
- This makes it possible to flexibly draft a rack transport plan, and further improves the workability of maintenance work such as inspection and replacement of the transport vehicle AC.
- at least a part of the transport vehicle AC may be associated with a specific shelf.
- the transport vehicle AC may be fixedly attached to the lower part of the shelf, or control for always assigning a specific transport vehicle AC to a specific shelf may be executed.
- the transport vehicle AC moves from the operation management device 230 to the designated storage shelf DS or the sorting shelf SS.
- the jack mechanism (not shown) provided on the upper surface of the transport vehicle AC lifts the storage shelf DS or the sorting shelf SS directly above.
- the transport vehicle AC moves to the designated work stations WST1 and WST2 in the work area 102 while keeping the storage shelf DS or the sorting shelf SS lifted.
- work stations WST1 and WST2 are not distinguished, they are described as work stations WST.
- the transport vehicle AC When the transport vehicle AC reaches the work station WST specified by the operation management device 230, the transport vehicle AC lowers the storage shelf DS or the sorting shelf SS to the floor. When the work (sorting work, picking work) of transferring the articles stored in the storage shelf DS to the sorting shelf SS is completed, the transport vehicle AC lifts the storage shelf DS or the sorting shelf SS again and moves. The transport vehicle AC returns the storage shelf DS or the sorting shelf SS to the original position, or moves the storage shelf DS or the sorting shelf SS to another work station WST.
- a plurality of work stations WSTi (i is an integer satisfying 1 ⁇ i ⁇ n.
- the work station WSTi is a gate Gij (i is an integer satisfying 1 ⁇ j ⁇ m.
- a terminal PCi a terminal PCi.
- the gate Gij is an arrival point of the storage shelf DS and the sorting shelf SS.
- One gate Gij corresponds to one storage shelf DS or sorting shelf SS.
- a predetermined gate among the gates G installed in the work station corresponds to the storage shelf DS, and the other predetermined gates correspond to the sorting shelf SS.
- the gates G11 and G12 correspond to the storage shelves DS, respectively, and the gate G13 corresponds to the sorting shelf SS.
- each work station WST can receive a plurality of storage shelves DS and one sorting shelf SS.
- the replacement time of the storage shelf DS can be shortened, so that the efficiency of the picking operation can be improved.
- the storage shelf DS used for the next picking operation is received by the other gate G12. Can be kept. As a result, picking work can be continuously performed on different sorting shelves SS, and work efficiency is improved.
- the terminal PCi is a computer that displays information from the order management device 220 and is operated by the worker Wi.
- the terminal PC may be a physical computer terminal installed in the work station WST, or may be a virtual terminal on which a headset worn by an operator projects.
- FIG. 3 is an explanatory diagram showing a control configuration of the picking support system 1.
- the picking support system 1 includes at least one control device 200, a plurality of transport vehicles AC, a plurality of terminals PCi, and a plurality of gates Gij.
- the control device 200 includes, for example, a warehouse management system 210, an order management device 220, and an operation management device 230.
- the warehouse management system 210 is referred to as a WMS (Warehouse ⁇ Management ⁇ System).
- Each of the devices 210, 220, and 230 may be configured as a separate device, and connected so as to enable two-way communication over a network.
- the functions of the devices 210 to 230 may be provided in one physical computer.
- the order management device 220 and the operation management device 230 may be provided in parallel, and the WMS 210 may cooperatively control the order management device 220 and the operation management device 230.
- the WMS 210 is communicably connected to the order management device 220.
- the order management device 220 is communicably connected to the operation management device 230.
- the order management device 220, the operation management device 230, each carrier AC, each terminal PCi, and each gate Gij are communicably connected via a communication network CN.
- Each carrier AC is connected to a communication network CN via a wireless communication device (not shown).
- each transport vehicle AC is connected to the operation management device 230 via the communication network CN so as to be capable of two-way communication.
- At least a part of each gate Gij or at least a part of each terminal PCi may be wirelessly connected to the communication network CN.
- the WMS 210 controls the order management device 220.
- the WMS 210 transmits, for example, order information, storage shelf data, and sorting shelf data to the order management device 220.
- the order is information including the article name, quantity, and delivery destination of the article.
- the storage shelf data is data relating to the transport shelf DS in which articles are stored.
- Sorting shelf data is data relating to the sorting shelf SS for sorting articles.
- the order management device 220 controls the operation management device 230. For example, when receiving the notification of the end of the sorting work from the work station WSTn, the order management device 220 instructs the operation management device 230 to return the storage shelf DS and the sorting shelf SS to the original positions.
- the order information acquisition function 201 and the shelf information acquisition function 202 are provided in the WMS 210.
- the transfer planning and instruction function 203 and the work planning and instruction function 204 are provided in the order management device 220.
- step may be abbreviated as “S”.
- the order management device 220 receives a notification from the terminal PC2 of the work station WST2 that the sorting work from the storage shelf DS1 to the sorting shelf SS1 has been completed (S11).
- the order management device 220 instructs the operation management device 230 to move the sorting shelf SS1 from the work station WST2 to the work station WST1 (S12).
- the operation management device 230 instructs the transport vehicle AC1 to transport the sorting shelf SS1 to the gate G13 of the work station WST1 according to the instruction from the order management device 220 (S13).
- the transport vehicle AC1 transports the sorting shelf SS1 to the gate G13 of the work station WST1 according to an instruction from the operation management device 230.
- the order management device 220 transmits a message for notifying the work contents to the terminal PC1 of the work station WST1 (S14).
- this message is displayed on the terminal PC1, the worker W1 starts the sorting work from the storage shelf DS2 to the sorting shelf SS1.
- the sorting shelf SS1 can be transported between a plurality of different positions WST, and the sorting operation can be performed at each position WST.
- the efficiency of the picking operation can be improved.
- the second embodiment will be described with reference to FIGS. In the present embodiment, the description will focus on the differences from the first embodiment.
- FIG. 5 is a flowchart of the picking support processing according to the present embodiment.
- the terminal PC2 of the work station WST2 monitors whether the estimated work completion time (remaining work time) required to complete the sorting work from the storage shelf DS1 to the sorting shelf SS1 is equal to or less than a predetermined threshold ThE. (S21). When the estimated work completion time is equal to or less than the threshold ThE (S21: YES), the terminal PC1 notifies the order management device 220 (S22).
- the estimated work completion time can be appropriately determined based on, for example, the number of articles, the number of types of articles, the number of sorting destinations, and the like related to the sorting work from the storage shelf DS1 to the sorting shelf SS1.
- the order management device 220 may be notified before the completion of the sorting operation. Thereby, the efficiency of the picking operation can be further improved.
- the order management device 220 extracts a combination of the storage shelf DS, the sorting shelf SS, and the transport vehicle AC to be transported to the work station WST2 (S23).
- FIG. 6 shows an example of the table 30 indicating combinations of shelves and transport vehicles.
- the table 30 shows a result of extracting a combination of the storage shelf DS, the sorting shelf SS, and the transport vehicle AC to be transported to the work station WST2.
- the table 30 includes, for example, a combination number 301, a storage shelf 302, a sorting shelf 303, a transport vehicle 304 for transporting the storage shelf, and a transport vehicle 305 for transporting the sorting shelf.
- the combination number 301 is information for identifying the combination.
- the storage shelf 302 is information for specifying the storage shelf DS related to the combination.
- the sorting shelf 303 is information for specifying the sorting shelf SS related to the combination.
- the transport vehicle 304 that transports the storage shelves is information for specifying the transport vehicle AC that transports the storage shelves DS according to the combination.
- the transport vehicle 305 that transports the sorting shelves is information for specifying the transport vehicle AC that transports the sorting shelves SS related to the combination.
- the combination of the storage shelf DS and the sorting shelf SS is extracted to process an unprocessed order among the orders transmitted from the WMS 210 to the order management device 220.
- the order management device 220 calculates an evaluation index for each combination of the extracted storage shelf DS, sorting shelf SS, and carrier AC (S24).
- FIGS. 7 to 9 show examples of information used to calculate an evaluation index.
- the table 31 in FIG. 7 represents an estimated time until the storage shelf DS and the sorting shelf SS can be moved to the work station WST2.
- the table 31 includes, for example, a shelf 311 and an estimated time 312 until it becomes movable.
- the shelf 311 is information for specifying target shelves DS and SS.
- the estimated time 312 indicates a time until the shelf specified by the shelf 311 can be moved to the work station WST2.
- the estimated movement time is “0 seconds”. It is assumed that the storage shelf DS2 is currently used for the sorting operation at the work station WST1. The time required for the storage shelf DS2 to be movable to the work station WST2 is estimated to be "10 seconds" based on the number of articles remaining in the sorting work and the like. Since the storage shelves DS3 and the sorting shelves SS2 are currently waiting in the storage area 101, the time until they can be moved is estimated to be “0 seconds”.
- FIG. 8 is a table 32 showing the estimated time required for the transport vehicle AC to move to the position of the storage shelf DS or the sorting shelf SS.
- the table 32 includes, for example, a transport vehicle 321 and a required time 322 of arrival at a target shelf.
- the transport vehicle 321 is information for specifying the transport vehicle AC.
- the required arrival time at the target shelf 322 is an estimated value of the time required for the specified transport vehicle AC to arrive at the target shelf DS, SS.
- the estimated time until the transport vehicle AC arrives at the target shelf can be appropriately estimated, for example, according to the distance between the transport vehicle AC and the target shelf.
- the time required for the transport vehicle AC to reach the target shelf is “0 seconds”.
- the transport vehicle AC determines that the transport of the other shelf is completed at the estimated time required for the transport vehicle AC to move to the target shelf position. It also includes the time required.
- the transporting vehicle AC transports another shelf to the work station WST and waits for completion of the sorting work at the work station WST, the time required for completing the sorting work is also included.
- the transport vehicle AC2 is transporting the storage shelf DS4. Therefore, the estimation of the time required for the transport vehicle AC2 to move to the positions of the storage shelves DS1 to DS3 and the sorting shelves SS2 and SS3 includes the time required for the transport vehicle AC2 to finish transporting the storage shelf DS4. Further, in FIG. 2, the transport vehicle AC1 is waiting at the work station WST2 while holding the sorting shelf SS1. Therefore, the estimated time for the transport vehicle AC1 to move to the position of the sorting shelf SS1 is “0 second”, but the estimated time for the transport vehicle AC1 to move to the positions of the storage shelves DS1 to DS3 and the sorting shelf SS2 is estimated. Includes an estimated time until the sorting operation of the sorting shelf SS1 is completed.
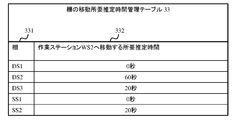
- FIG. 9 is a table 33 showing estimated values of the time required to move the storage shelf DS and the sorting shelf SS to the work station WST2.
- the table 33 includes, for example, a shelf 331 and an estimated time 332 required for the shelf to move to the work station WST2.
- the shelf 331 is information for specifying a target shelf.
- the required estimated time 332 is an estimated value of the time required for the target shelf to reach the mobile station WST2.
- the estimated required movement time 332 can be appropriately calculated according to the distance between the target shelf and the work station WST2. In the example of FIG. 2, since the storage shelf DS1 and the sorting shelf SS1 are already in the work station WST2, the estimated time is “0 second”. Since the storage shelf DS2 is waiting for the completion of the sorting work at another work station WST1, the time required to complete the sorting work and the time required to move from the work station WST1 to the work station WST2 are considered. And is estimated to be “60 seconds”.
- Table 30A shown in FIG. 10 is obtained by adding evaluation index value 306 to table 30 described in FIG.
- the evaluation index is an estimated value of the time required for the combination of each storage shelf DS, sorting shelf SS, and carrier AC to start sorting at the work station WST2 by using the information in FIGS. Is calculated.
- the evaluation index can be calculated as a simple sum of the estimated times described in FIGS.
- the evaluation index is calculated more precisely than the simple sum of the estimated times described in FIGS.
- the estimated time until the sorting shelf SS2 becomes movable is “5 seconds”.
- the estimated time required for the transportation vehicle AC3 to move to the position of the sorting shelf SS2 is “10 seconds”. Therefore, when the transport vehicle AC3 moves to the position of the sorting shelf SS2, it can be estimated that the work at the work station WST1 of the sorting shelf SS2 has been completed. In this case, the estimated time until the sorting shelf SS2 becomes movable does not need to be considered as an evaluation index.
- the time required for the transport vehicle AC1 to transport the storage rack DS1 and start work at the work station WST2 is “15 seconds”, and the transport vehicle AC3 transports the sorting shelf SS2.
- the time required until work can be started at the work station WST2 is estimated to be “30 seconds”.
- the time required for the combination of the transport vehicle AC1 and the storage shelf DS1, and the transport vehicle AC3 and the sorting shelf SS2 to be able to start work at the work station WST2 is “15 seconds” or “30 seconds”. It may be estimated as the longer “30 seconds”. That is, in the present embodiment, the estimated required time at each stage is not simply summed, but the actual required time is estimated and used as the evaluation index. This makes it possible to more accurately create a delivery plan (shelf transport plan) for the transport vehicle AC.
- the method of calculating the evaluation index is not limited to the above example.
- an estimation model for estimating an evaluation index may be learned from the past picking work actual value and simulation data, and the estimation result of the learning model may be used as the evaluation index.
- the order management device 201 determines which of the combinations shown in the table 30A of FIG. 10 has the smallest evaluation index (the storage shelf DS, the transport vehicle AC that transports the storage shelf DS, the sorting shelf SS, the sorting shelf, Is selected (combination of transport vehicles AC for transporting) (S25).
- the combination with the combination number 301 of “NO. 2” has the smallest evaluation index “30” and is selected.
- the order management device 220 instructs the operation management device 230 to carry, based on the combination selected in step S25 (S26). Further, the order management device 220 transmits the work contents to the terminal PC and causes the work contents to be displayed on the screen of the terminal PC (S27).
- this embodiment also has the same operation and effect as the first embodiment.
- the estimated time required to start the work at the work station WST is calculated as an evaluation index from the estimated time required for the transport vehicle AC to transfer the storage shelf DS and the sorting shelf SS to the work station WST. Then, in this embodiment, a combination of the storage shelf DS, the sorting shelf SS, and the transport vehicle AC is selected based on the evaluation index such that the operation start time at the work station WST is shortened.
- the time until the completion of the sorting operation can be shortened, and the efficiency of the picking operation can be improved.
- the sorting shelf SS at the work station WST1, the sorting operation of the articles stored in the storage shelves DS2 and DS4 is performed. Then, after the sorting shelf SS moves to the work station WST2, sorting of the articles stored in different storage shelves DS1 is performed. The combination of the storage shelves DS and the sorting shelves SS that have been sorted at the work station WST1 may be further sorted at the work station WST2.
- the combination of the storage shelves DS and the sorting shelves SS that have been sorted at a certain first work station WST can be moved to another work station WST to perform the sorting work again.
- the storage shelf DS is stored in another work station WST where the worker W qualified to sort the article is present.
- the sorting operation can be performed by transporting the sorting shelf SS.
- the storage shelf DS and the sorting shelf SS are transported to the work station WST where the human worker W is arranged. This allows the human worker W to sort the articles that the picking robot cannot sort.
- the present invention is not limited to the above embodiment. Those skilled in the art can make various additions and changes without departing from the scope of the present invention.
- the above embodiment is not limited to the configuration example illustrated in the accompanying drawings.
- the configuration and the processing method of the embodiment can be appropriately changed within a range that achieves the object of the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Business, Economics & Management (AREA)
- Economics (AREA)
- Mechanical Engineering (AREA)
- Strategic Management (AREA)
- Quality & Reliability (AREA)
- Theoretical Computer Science (AREA)
- Entrepreneurship & Innovation (AREA)
- Human Resources & Organizations (AREA)
- Marketing (AREA)
- Operations Research (AREA)
- Development Economics (AREA)
- General Physics & Mathematics (AREA)
- Tourism & Hospitality (AREA)
- Physics & Mathematics (AREA)
- General Business, Economics & Management (AREA)
- Accounting & Taxation (AREA)
- Finance (AREA)
Abstract
作業効率を向上できるようにしたピッキング支援システムを提供すること。 ピッキング支援システム1は、移動可能であって、かつ少なくとも一つの物品を収容可能な複数の棚DS,SSと、各棚の移動を制御する制御装置200と、を備え、制御装置は、各棚の中から選択された仕分け棚SSを複数の作業場所WSTの中から選択された作業場所へ移動させて、選択された作業場所に配置された保管棚DSから仕分け棚へ物品をピッキング作業により移動させる、所定の一連の処理を、仕分け棚が所定の物品を収容するまで作業場所を変えながら繰り返して実行させる。
Description
本発明は、ピッキング支援システムおよび支援方法に関する。
倉庫内または工場内では、作業者によりピッキング作業が行われる。ピッキング作業とは、作業者が、保管された物品の中からオーダーで指示された物品を収集し、出荷先へと仕分ける作業である。
従来、作業者が、物品を収容する複数の棚が配置された倉庫内を歩行して、目的の棚からオーダーに対応する所定の物品を取り出している。これに対し近年では、物品を保管する棚を無人搬送車により作業者のもとへ自動搬送し、作業者により棚から物品を取り出させるピッキング支援システムが提案されている(特許文献1,2)。
特許文献1では、物流倉庫において、ピッキングステーションへ対象物品または対象物品が格納されている棚を自動搬送する技術が開示されている。
特許文献2では、物流倉庫において、作業者の場所へ、対象物品および対象物品が仕分けられる箱が格納されている棚を無人搬送車で搬送し、作業者によりピッキング作業を実行させる。その後、イベントに応じて、棚を格納スペースに移動させる技術が開示されている。
従来技術は、ピッキング作業の対象となる物品を保管する棚を作業者のところへ移動させるに留まり、棚から取り出された物品を収容する仕分け棚を移動させることについては検討されていない。
本発明は、上記問題に鑑みてなされたもので、その目的は、作業効率を向上できるようにしたピッキング支援システムおよび支援方法を提供することにある。
上記課題を解決すべく、本発明に従うピッキング支援システムは、移動可能であって、かつ少なくとも一つの物品を収容可能な複数の棚と、各棚の移動を制御する制御装置と、を備え、制御装置は、各棚の中から選択された仕分け棚を複数の作業場所の中から選択された作業場所へ移動させて、選択された作業場所に配置された保管棚から仕分け棚へ物品をピッキング作業により移動させる、所定の一連の処理を、仕分け棚が所定の物品を収容するまで作業場所を変えながら繰り返して実行させる。
本発明によれば、仕分け棚の作業場所への移動とその移動場所でのピッキング作業という所定の一連の処理を、仕分け棚が所定の物品を収容するまで作業場所を変えながら繰り返して実行することができる。
以下、図面に基づいて、本発明の実施の形態を説明する。本実施形態に係るピッキング支援システムは、仕分け棚を複数の作業ステーション間で移動させながら、オーダー通りの物品を収容させる。すなわち、本実施形態に係るピッキング支援システムは、保管棚だけでなく仕分け棚も例えば倉庫内を移動可能であり、倉庫内に設けられた複数の作業ステーション間を複数の仕分け棚と複数の保管棚とがそれぞれ移動することにより、仕分け棚に所定の物品が収容されて仕分け棚が完成する。作業ステーションは、「作業場所」、「所定の位置」、「次の所定の位置」に該当する。
上述の通り、本実施形態では、仕分け棚(物品収容棚)が、最初に所定の作業ステーションへ搬送されて保管棚の物品が収容され、続いて次の所定の作業ステーションへ搬送されて他の保管棚から別の物品が収容される。以後このようにして、仕分け棚は、複数の所定の作業ステーション間を渡り歩きながら、物品を収容していく。オーダー通りの物品(所定の物品)を収容した仕分け棚は、例えば出荷ステーションへ移動し、出荷のために所定の物品が取り出される。所定の物品が取り出された仕分け棚は、倉庫内に設けられた棚置場へ戻される。保管棚と仕分け棚とは、基本的に同一構造であるが、形状または色彩、付属物などに違いがあってもよい。棚置場で待機する仕分け棚は、通常、物品を収容していない状態(空の状態)であるのに対し、棚置場で待機する保管棚は、一つまたは複数の物品を収容していることが多いと考えられる。ただし、収容していた全ての物品がピッキング作業により取り出された保管棚は、物品が補充されるまで空の状態である。
図1に示すように、ピッキング支援システム1は、例えば、物流倉庫1等の物品を保管して仕分けする施設に適用される。
倉庫100内の一つの領域は、棚置場(保管エリアとも呼ぶ)となっている。棚置場には、移動可能な複数の棚DS,SSが設けられている。各棚DS,SSは基本的に同一構造を有しており、少なくとも一つの物品Gdを収容するための収容部を備える。複数の棚のうち第1の棚は、ピッキング作業の対象となる物品を保管する保管棚DSである。複数の棚のうち第2の棚は、物品が収容される仕分け棚SSである。
倉庫100内の他の領域は、作業エリアとなっている。作業エリアには、複数の作業ステーションWSTが設けられている。一つまたは複数の保管棚DSと一つの仕分け棚SSとが作業ステーションに到着すると、作業者は、保管棚DSから物品を取り出して仕分け棚SSへ収容する。仕分け棚SSに所定の物品が収容されるまで、仕分け棚SSは所定の作業ステーション間を移動する。
仕分け棚SSが所定の物品を全て収容すると、出荷ステーションSSTへ搬送され、所定の物品が取り出される。空になった仕分け棚SSは、棚置場へ戻される。
各棚DS,SSの移動と各作業ステーションにおけるピッキング作業の指示とは、制御装置200により制御される。制御装置200は、例えば、演算装置と、メモリと、補助記憶装置と、入出力回路と、通信回路と、ユーザインターフェース装置(いずれも不図示)とを含む計算機を用いて構成することができる。演算装置がメモリに呼び出した所定のコンピュータプログラムを実行することにより、後述するピッキング支援システム1としての機能201~204が実現する。
制御装置200は、例えば、オーダー情報取得機能201、棚情報取得機能202、搬送計画の立案と指示機能203、作業計画の立案と指示機能204を備える。
オーダー情報取得機能201は、図外の注文受付サーバまたは在庫管理システム等からオーダー情報を取得する機能である。オーダー情報とは、倉庫100から取り出して出庫(出荷)すべき物品の種類および数量を特定する情報である。
棚情報取得機能202は、倉庫100に配置された各棚DS,SSの情報を取得する機能である。棚の情報としては、例えば、棚の種類(保管棚DSか仕分け棚SSか)、棚の位置、棚に割り当てられた無人搬送車の番号、棚の移動速度、棚に収容された物品の種類と数量等がある。
搬送計画の立案と指示機能203は、各棚DS,SSを何時どの作業ステーションWSTへ移動させるかを規定する搬送計画を作成し、その搬送計画にしたがって、各棚に割り当てられた無人搬送車へ指示を与える機能である。
作業計画の立案と指示機能204は、各作業ステーションでのピッキング作業の計画を作成し、各作業ステーションに設置された端末PCへ作業内容を指示する機能である。作業計画は、どの作業ステーションでどの保管棚DSからどの仕分け棚SSへどの物品をいくつ移動させるかといった作業内容を含む。各作業ステーションに対応付けられた端末PCには、その作業ステーションで実施される作業内容が表示される。作業者は、端末PCに表示された作業内容にしたがって、作業ステーションに到着した保管棚DSおよび仕分け棚SS間で物品を移し替える。
上述の実施形態は、以下の特徴を備える。すなわち、本実施形態に係るピッキング支援システム1では、第1の位置(所定の位置)WST2にて第1の保管棚DS1から仕分け棚SS1への商品仕分けを実施するステップS1と、仕分け棚SS1が搬送車によって第2の位置(次の所定の位置)WST1へ移動するステップS2と、第2の位置にて第2の保管棚DS2から仕分け棚SS1への商品仕分けを実施するステップS3とを含む。
2箇所の作業ステーションWST2,WST1だけでは、仕分け棚SS1に所定の指示情報(オーダー情報)に示された所定の物品を収容できない場合、さらに別の位置(第3の位置、または、さらに別の所定の位置と呼ぶこともできる)に仕分け棚SS1を搬送して物品を収容させる。3回のピッキング作業に限らず、4回でも5回でもよい。仕分け棚SS1は、指示された所定の物品を全て収容するまで複数の作業ステーションを渡り歩き、各作業ステーションでそれぞれピッキング作業が行われる。
仕分け棚SS1は、所定の物品を収容すると、出荷ステーションSSTへ搬送され、収容した所定の物品を引き渡す(ステップS4)。仕分け棚SS1から取り出された所定の物品は、梱包等されて出荷される。所定の物品が取り出された仕分け棚SS1は、棚置場へ戻されて待機する(ステップS5)。
ピッキング支援システム1では、第2の保管棚DS2と、第1の位置WST2にて仕分け作業(ピッキング作業)をしていた第1の保管棚DS1とが一致してもよい。
ピッキング支援システム1では、第2の保管棚DSと、第1の位置WST2で仕分け作業をしていた第1の保管棚DS1とが異なってもよい。
ピッキング支援システム1では、第2の位置WST1での仕分け作業が所定の条件を満たした場合、あるいは、第1の位置WST2での仕分け作業が完了した場合のいずれかの場合に、仕分け棚SSを第1の位置WST2から第2の位置WST1へ移動させる。
所定の条件とは、第2の位置WST1での仕分け作業の完了に要すると推定される時間が所定の閾値以下になったこと、と定めてもよい。
仕分け作業が完了するまでに要する時間(作業完了推定時間)は、保管棚DSからピッ取り出されるべき物品の数、種類の数、仕分け先の数のうち少なくともいずれか一つに基づいて算出してもよい。
第2の位置WST1に移動する仕分け棚SSは、第2の位置WST1において第2の保管棚DS2との間で実行される仕分け作業の開始推定時刻に基づいて、第2の位置WST1へ搬送することが決定されてもよい。
仕分け作業の開始推定時刻は、第2の保管棚DS2が第2の位置WST1へ到着するまでに要すると推定される時間、仕分け棚SSが第2の位置WST1へ到着するまでに要すると推定される時間、のうち少なくともいずれか一つを用いて算出してもよい。
本実施形態によれば、仕分け棚SS1を、複数の異なる位置WST間で搬送させることができ、各位置WSTにおいて仕分け作業を実施することができる。このため本実施形態のピッキング支援システム1では、ピッキング作業の効率を高めることができる。
図2~図4を用いて第1実施例を説明する。図2は、倉庫100内で行われるピッキング作業の概要を示す説明図である。倉庫100には、物品を保管する保管エリア101と、ピッキング作業(仕分け作業)を行う作業エリア102とが設定されている。図1で述べた出荷ステーションは、図2では省略している。
保管エリア101には、複数の保管棚DSと複数の仕分け棚SSとが配置される。各保管棚DSは、1種類以上の物品を保管する。保管エリア101には、複数の搬送車ACが配置されている。搬送車ACは、後述する運行管理装置230により制御される。
本実施例では、各棚DS,SSと各搬送車ACとを分離し、両者の組合せに自由度を持たせている。これにより、棚の搬送計画を柔軟に立案することができ、さらに、搬送車ACの点検および交換といった保守作業の作業性が向上する。このような利点はあるものの、搬送車ACの少なくとも一部を特定の棚に対応づけてもよい。例えば、搬送車ACを棚の下部に固定的に取り付けたり、特定の搬送車ACを常に特定の棚へ割り当てる制御を実行したりしてもよい。
搬送車ACは、運行管理装置230から指定された保管棚DSまたは仕分け棚SSまで移動する。搬送車ACは、保管棚DSまたは仕分け棚SSの真下に潜り込むと、搬送車ACの上面に設けられた図示しないジャッキ機構により、保管棚DSまたは仕分け棚SSを真上に持ち上げる。搬送車ACは、保管棚DSまたは仕分け棚SSを持ち上げたまま、作業エリア102内の指定された作業ステーションWST1,WST2へ移動する。説明上、作業ステーションWST1,WST2を区別しない場合は、作業ステーションWSTと表記する。
搬送車ACは、運行管理装置230から指定された作業ステーションWSTに到着すると、保管棚DSまたは仕分け棚SSを床に下す。保管棚DSに保管された物品を仕分け棚SSに移し替える作業(仕分け作業、ピッキング作業)が終了すると、搬送車ACは、再び保管棚DSまたは仕分け棚SSを持ち上げて、移動する。搬送車ACは、保管棚DSまたは仕分け棚SSを元の位置に戻すか、あるいは、保管棚DSまたは仕分け棚SSを他の作業ステーションWSTへ移動させる。
作業エリア102には、複数の作業ステーションWSTi(iは、1≦i≦nを満たす整数。nは2以上の整数で、作業ステーションWSTの総数を示す。本例では、n=2とする)がある。
作業ステーションWSTiは、ゲートGij(iは、1≦j≦mを満たす整数。mは2以上の整数で、1作業ステーションWSTiあたりのゲートGijの総数を示す。本例では、m=2とする)と、端末PCiと、を有する。
ゲートGijは、保管棚DSおよび仕分け棚SSの到着地点となる。1つのゲートGijは、1つの保管棚DSまたは仕分け棚SSに対応する。作業ステーションに設置されたゲートGのうち所定のゲートは、保管棚DSに対応しており、他の所定のゲートは仕分け棚SSに対応する。例えば、作業ステーションWST1の場合、ゲートG11,G12にはそれぞれ保管棚DSに対応し、ゲートG13は仕分け棚SSに対応する。
本実施例では、各作業ステーションWSTは、複数の保管棚DSと一つの仕分け棚SSとを受入れ可能である。これにより、1つの保管棚DSおよび仕分け棚SSのみ受入れ可能な場合に比べて、保管棚DSの交代時間を短縮できるため、ピッキング作業の効率を向上できる。さらに、保管棚用のゲートG11,G12のうち一方のゲートG11に到着した保管棚DSから仕分け棚SS1へのピッキング作業中に、次のピッキング作業に使用する保管棚DSを他方のゲートG12に受け付けておくことができる。これにより、異なる仕分け棚SSへ連続的にピッキング作業することができ、作業効率が向上する。
端末PCiは、オーダー管理装置220からの情報を表示したり、作業者Wiが操作したりするコンピュータである。端末PCは、作業ステーションWSTに設置された物理的コンピュータ端末であってもよいし、あるいは、作業者の装着するヘッドセットが映し出す仮想的な端末であってもよい。
図3は、ピッキング支援システム1の制御構成を示す説明図である。ピッキング支援システム1は、少なくとも一つの制御装置200と、複数の搬送車ACと、複数の端末PCiと、複数のゲートGijと、を有する。
制御装置200は、例えば、倉庫管理システム210と、オーダー管理装置220と、運行管理装置230とを備える。以下、倉庫管理システム210をWMS(Warehouse Management System)と呼ぶ。各装置210,220,230をそれぞれ別々の装置として構成し、ネットワークで双方向通信可能に接続してもよい。あるいは、一つの物理計算機の中に各装置210~230の機能を設けてもよい。または、オーダー管理装置220と運行管理装置230とを並列に設け、WMS210がオーダー管理装置220と運行管理装置230とを連携制御してもよい。
WMS210は、オーダー管理装置220と通信可能に接続される。オーダー管理装置220は、運行管理装置230と通信可能に接続される。オーダー管理装置220、運行管理装置230、各搬送車AC、各端末PCi、および各ゲートGijは、通信ネットワークCN介して通信可能に接続される。各搬送車ACは、図示せぬ無線通信装置を介して、通信ネットワークCNに接続される。これにより、各搬送車ACは、通信ネットワークCNを介して運行管理装置230と双方向通信可能に接続される。各ゲートGijの少なくとも一部、または、各端末PCiの少なくとも一部も、通信ネットワークCNへ無線接続されてもよい。
WMS210は、オーダー管理装置220を制御する。例えば、WMS210は、オーダー管理装置220に対して、例えばオーダー情報、保管棚データ、仕分け棚データを送信する。オーダーとは、物品の物品名、個数、および配送先を含む情報である。保管棚データとは、物品が保管される搬送棚DSに関するデータである。仕分け棚データとは、物品を仕分ける仕分け棚SSに関するデータである。オーダー管理装置220は運行管理装置230を制御する。例えば、オーダー管理装置220は、作業ステーションWSTnから仕分け作業の終了通知を受けると、運行管理装置230に、当該保管棚DSと当該仕分け棚SSを元の位置に戻すよう指示する。
図1で述べた制御構成と図3に示す制御構成との対応関係の例を説明する。例えばオーダー情報取得機能201と棚情報取得機能202とは、WMS210に設けられる。搬送計画の立案と指示機能203と作業計画の立案と指示機能204とは、オーダー管理装置220に設けられる。
図4のフローチャートを用いて、ピッキング支援処理を説明する。以下の説明では「ステップ」を「S」と略記する場合がある。
オーダー管理装置220は、作業ステーションWST2の端末PC2から、保管棚DS1から仕分け棚SS1への仕分け作業が終了した旨の通知を受け取る(S11)。オーダー管理装置220は、運行管理装置230に対して、仕分け棚SS1を作業ステーションWST2から作業ステーションWST1へ移動させるよう指示する(S12)。
運行管理装置230は、オーダー管理装置220からの指示にしたがって、搬送車AC1に対し、仕分け棚SS1を作業ステーションWST1のゲートG13へ搬送するよう指示する(S13)。搬送車AC1は、運行管理装置230からの指示にしたがって、仕分け棚SS1を作業ステーションWST1のゲートG13へ搬送する。
オーダー管理装置220は、作業ステーションWST1の端末PC1に対して、作業内容を通知するためのメッセージを送信する(S14)。このメッセージが端末PC1に表示されることにより、作業者W1は、保管棚DS2から仕分け棚SS1への仕分け作業を開始する。
本実施例によれば、仕分け棚SS1を、複数の異なる位置WST間で搬送させることができ、各位置WSTにおいて仕分け作業を実施できる。これにより、本実施例のピッキング支援システム1では、ピッキング作業の効率を向上できる。
図5~図10を用いて、第2実施例を説明する。本実施例では、第1実施例との差分を中心に説明する。
図5は、本実施例に係るピッキング支援処理のフローチャートである。作業ステーションWST2の端末PC2は、保管棚DS1から仕分け棚SS1への仕分け作業の完了に要すると推定される作業完了推定時間(作業の残り時間)が所定の閾値ThE以下になったか監視している(S21)。端末PC1は、作業完了推定時間が閾値ThE以下になると(S21:YES)、オーダー管理装置220へ通知する(S22)。
作業完了推定時間は、例えば、保管棚DS1から仕分け棚SS1への仕分け作業に係る物品の数、物品の種類の数、仕分け先数などに基づいて適宜定めることができる。なお、作業完了時にオーダー管理装置220へ通知するのではなく、仕分け作業の完了前にオーダー管理装置220へ通知してもよい。これにより、ピッキング作業のさらなる効率化が可能となる。
オーダー管理装置220は、作業ステーションWST2へ搬送する保管棚DSと仕分け棚SSと搬送車ACの組み合わせを抽出する(S23)。
図6に、棚と搬送車の組合せを示すテーブル30の例を示す。テーブル30は、作業ステーションWST2へ搬送する保管棚DSと仕分け棚SSと搬送車ACとの組み合わせを抽出した結果を示している。
テーブル30は、例えば、組合せ番号301、保管棚302、仕分け棚303、保管棚を搬送する搬送車304、仕分け棚を搬送する搬送車305を備える。組合せ番号301は、組合せを識別する情報である。保管棚302は、組合せに係る保管棚DSを特定する情報である。仕分け棚303は、組合せに係る仕分け棚SSを特定する情報である。保管棚を搬送する搬送車304は、組合せに係る保管棚DSを搬送する搬送車ACを特定する情報である。仕分け棚を搬送する搬送車305は、組合せに係る仕分け棚SSを搬送する搬送車ACを特定する情報である。
保管棚DSと仕分け棚SSの組み合わせは、WMS210からオーダー管理装置220へ送信されたオーダーのうち、未処理のオーダを処理するために抽出される。
図5に戻る。オーダー管理装置220は、抽出した保管棚DSと仕分け棚SSと搬送車ACとの各組み合わせに対して、評価指標を算出する(S24)。
図7~図9は、評価指標を算出するために使用する情報の例である。図7のテーブル31は、保管棚DSおよび仕分け棚SSが作業ステーションWST2へ移動可能になるまでの推定時間を表す。テーブル31は、例えば、棚311と、移動可能になるまでの推定時間312とを備える。棚311は、対象となる棚DS,SSを特定する情報である。推定時間312は、棚311で特定された棚が作業ステーションWST2へ移動可能になるまでの時間を示す。
図7では、保管棚DS1および仕分け棚SS1は、既に作業ステーションWST2に存在するため、移動推定時間は「0秒」である。保管棚DS2は、現在作業ステーションWST1において仕分け作業に利用されているものとする。保管棚DS2が作業ステーションWST2へ移動可能となるまでの時間は、残りの仕分け作業の物品数などに基づいて「10秒」と推定されている。保管棚DS3および仕分け棚SS2は、現在保管エリア101で待機しているため、移動可能となるまでの時間は「0秒」と推定されている。
図8は、搬送車ACが保管棚DSまたは仕分け棚SSの位置まで移動するのにかかる時間の推定時間を示すテーブル32である。テーブル32は、例えば、搬送車321と、目標とする棚への到着所要時間322とを備える。搬送車321は、搬送車ACを特定する情報である。目標とする棚への到着所要時間322は、特定された搬送車ACが目標の棚DS,SSへ到着するまでに要する時間の推定値である。
搬送車ACが目標の棚に到着するまでの推定時間は、例えば、搬送車ACと目標の棚との距離に応じて適宜推定することができる。搬送車ACが目標の棚を搬送中である場合、搬送車ACが目標の棚へ到着するまでの時間は「0秒」となる。搬送車ACが目標の棚とは異なる他の棚を搬送中の場合、搬送車ACが目標の棚の位置まで移動するのにかかる推定時間には、搬送車ACが他の棚の搬送完了に要する時間も含む。搬送車ACが別の棚を作業ステーションWSTへ搬送して、作業ステーションWSTでの仕分け作業の完了を待っている場合には、仕分け作業の完了に要する時間も含む。
図2と図8の例で説明する。図2に示すように、搬送車AC2は、保管棚DS4を搬送中である。したがって、搬送車AC2が保管棚DS1~DS3および仕分け棚SS2,SS3の位置まで移動するのにかかる時間の推定には、搬送車AC2が保管棚DS4の搬送を終えるのに要する時間が含まれる。さらに図2において、搬送車AC1は、作業ステーションWST2において、仕分け棚SS1を保持して待機している。したがって、搬送車AC1が仕分け棚SS1の位置へ移動する推定時間は「0秒」であるが、搬送車AC1が保管棚DS1~DS3および仕分け棚SS2の位置まで移動するのにかかる時間の推定には、仕分け棚SS1の仕分け作業が完了するまでの推定時間が含まれる。
図9は、保管棚DSおよび仕分け棚SSを作業ステーションWST2まで移動するのに要する時間の推定値を示すテーブル33である。テーブル33は、例えば、棚331と、棚が作業ステーションWST2へ移動する所要推定時間332とを備える。
棚331は、対象の棚を特定する情報である。所要推定時間332は、対象の棚が移動ステーションWST2へ到達するのに要する時間の推定値である。移動所要推定時間332は、対象の棚と作業ステーションWST2との距離に応じて適宜算出できる。図2の例では、保管棚DS1および仕分け棚SS1は、既に作業ステーションWST2にあるため、推定時間は「0秒」となる。保管棚DS2は、他の作業ステーションWST1で仕分け作業の完了を待っているので、仕分け作業の完了に要すると推定される時間と、作業ステーションWST1から作業ステーションWST2への移動に要する時間とを考慮し、「60秒」と推定されている。
図10に示すテーブル30Aは、図6で説明したテーブル30に対して、評価指標の値306を加えたものである。評価指標は、図7~図9の情報を用いることにより、各保管棚DSと仕分け棚SSと搬送車ACとの組み合わせが、作業ステーションWST2で仕分け作業を開始するまでに要する時間の推定値として算出される。
ここで、評価指標は、図7~図9で述べた各推定時間の単純な合計として算出することもできる。これに対し、本実施例では、評価指標を、図7~図9で述べた各推定時間の単純な合計ではなく、より精緻に計算する。
例えば、図7において、仕分け棚SS2が移動可能になるまでの推定時間は「5秒」である。搬送車AC3が仕分け棚SS2の位置に移動するのに要する時間の推定時間は「10秒」である。したがって、搬送車AC3が仕分け棚SS2の位置に移動したときには、仕分け棚SS2の作業ステーションWST1での作業は完了していると推定することができる。この場合、仕分け棚SS2が移動可能になるまでの推定時間は、評価指標として考慮する必要がない。
同様に、搬送車AC1が保管棚DS1を搬送して、作業ステーションWST2で作業開始可能になるまでに要する時間が「15秒」と推定されており、搬送車AC3が仕分け棚SS2を搬送して作業ステーションWST2で作業開始可能になるまでに要する時間が「30秒」と推定されている場合を検討する。この場合、搬送車AC1および保管棚DS1と、搬送車AC3および仕分け棚SS2との組み合わせが、作業ステーションWST2で作業開始可能となるまでに要する時間は、「15秒」と「30秒」のうち長い方の「30秒」と推定すればよい。すなわち、本実施例では、各段階での推定時間を単純に合計するのではなく、実質的な所要時間を推定して評価指標に用いる。これにより、より正確に搬送車ACの配送計画(棚の搬送計画)を作成することができる。
評価指標の算出方法は、上述の例に限らない。例えば機械学習技術を用いて、過去のピッキング作業の実績値とシミュレーションデータとから、評価指標を推定するための推定モデルを学習させ、その学習モデルによる推定結果を評価指標として用いてもよい。
図5に戻る。オーダー管理装置201は、図10のテーブル30Aに示された組合せのうち、評価指標が最小となる組合せ(保管棚DSと、保管棚DSを搬送する搬送車ACと、仕分け棚SSと、仕分け棚を搬送する搬送車ACの組み合わせ)を一つ選択する(S25)。図10の例では、組み合わせ番号301が「NO.2」の組み合わせは、最も小さい評価指標「30」を有するため、選択される。
オーダー管理装置220は、ステップS25で選択した組合せに基づいて、運行管理装置230に対して、搬送を指示する(S26)。さらに、オーダー管理装置220は、端末PCに作業内容を送信し、端末PCの画面に作業内容を表示させる(S27)。
このように本実施例も第1実施例と同様の作用効果を奏する。さらに本実施例では、搬送車ACが保管棚DSおよび仕分け棚SSを作業ステーションWSTへ搬送するのに要する推定時間から、作業ステーションWSTでの作業開始の推定時間を評価指標として算出する。そして、本実施例では、評価指標に基づいて、作業ステーションWSTでの作業開始時間が短くなるような保管棚DSと仕分け棚SSと搬送車ACとの組み合わせを選択する。これにより、本実施例によれば、仕分け作業完了までの時間を短くすることができ、ピッキング作業の効率を向上させることができる。
本実施例では、図2に示すとおり、仕分け棚SSには、作業ステーションWST1において、保管棚DS2および保管棚DS4に保管された物品の仕分け作業が行われる。そして、仕分け棚SSが作業ステーションWST2に移動した後に、異なる保管棚DS1に保管された物品の仕分け作業が行われる。作業ステーションWST1で仕分け作業が行われた保管棚DSと仕分け棚SSとの組み合わせが、さらに作業ステーションWST2においても仕分け作業されることもあり得る。
或る最初の作業ステーションWSTで仕分け作業がされた保管棚DSと仕分け棚SSとの組み合わせを、別の作業ステーションWSTに移動させて再び仕分け作業を行わせることもできる。これにより、例えば最初の作業ステーションの作業者Wが、ある物品の仕分けを行なう資格を有しない場合に、その物品の仕分けを行なう資格を有する作業者Wの居る別の作業ステーションWSTに保管棚DSおよび仕分け棚SSを搬送させることにより、仕分け作業を行うことができる。
あるいは、最初のステーションの作業者Wがピッキングロボットでり、仕分けできる物品に制限がある場合に、人間の作業者Wが配置された作業ステーションWSTへ保管棚DSおよび仕分け棚SSを搬送させる。これにより、ピッキングロボットが仕分けできない物品を、人間の作業者Wにより仕分けることができる。
なお、本発明は、上述した実施形態に限定されない。当業者であれば、本発明の範囲内で、種々の追加や変更等を行うことができる。上述の実施形態において、添付図面に図示した構成例に限定されない。本発明の目的を達成する範囲内で、実施形態の構成や処理方法は適宜変更することが可能である。
また、本発明の各構成要素は、任意に取捨選択することができ、取捨選択した構成を具備する発明も本発明に含まれる。さらに特許請求の範囲に記載された構成は、特許請求の範囲で明示している組合せ以外にも組み合わせることができる。
1:システム、100:倉庫、200:制御装置、201:オーダー情報取得機能、202:棚情報取得機能、203:搬送計画の立案と指示機能、204:作業計画の立案と指示機能、210:倉庫管理システム(WMS)、220:オーダー管理装置、230:運行管理装置、DS:保管棚、SS:仕分け棚、AC:搬送車、WST:作業ステーション、G:ゲート、PC:端末
Claims (13)
- ピッキング作業を支援するピッキング支援システムにおいて、
移動可能であって、かつ少なくとも一つの物品を収容可能な複数の棚と、
前記各棚の移動を制御する制御装置と、
を備え、
前記制御装置は、
前記各棚の中から選択された仕分け棚を複数の作業場所の中から選択された作業場所へ移動させて、前記選択された作業場所に配置された保管棚から前記仕分け棚へ物品をピッキング作業により移動させる、所定の一連の処理を、前記仕分け棚が所定の物品を収容するまで作業場所を変えながら繰り返して実行させる、
ピッキング支援システム。 - 前記保管棚は前記各棚の中から選択されて、前記作業場所へ配置される、
請求項1に記載のピッキング支援システム。 - 前記制御装置は、前記所定の物品の前記仕分け棚への収容を指示する所定の指示情報に基づいて、前記所定の一連の処理を前記仕分け棚が前記所定の物品を収容するまで繰り返して実行させる、
請求項2に記載のピッキング支援システム。 - 前記制御装置は、前記所定の物品を収容した前記仕分け棚を出荷場へ移動させ、前記仕分け棚に収容された前記所定の物品が取り出された後で、前記各棚の中へ戻す、
請求項3に記載のピッキング支援システム。 - 移動可能な棚へのピッキング作業を計算機を用いて支援する方法であって、
前記計算機は、
複数の移動可能な棚であって、かつ少なくとも一つの物品を収容可能な棚の中から仕分け棚を選択し、
所定の位置にて実施されるピッキング作業により、第1の保管棚から前記仕分け棚へ物品を移動させ、
前記仕分け棚を次の所定の位置へ移動させ、
前記次の所定の位置にて実施されるピッキング作業により、第2の保管棚から前記仕分け棚へ物品を移動させる、
ピッキング支援方法。 - 前記第1の保管棚と前記第2の保管棚とは、前記複数の移動可能な棚の中から選択されるものであり、
前記第1の保管棚と前記第2の保管棚とは一致する、
請求項5に記載のピッキング支援方法。 - 前記第1の保管棚と前記第2の保管棚とは異なる、
請求項5に記載のピッキング支援方法。 - 前記計算機は、前記次の所定の位置におけるピッキング作業が所定の条件を満たした場合に、前記仕分け棚を前記所定の位置から前記次の所定の位置へ移動させる、
請求項5に記載のピッキング支援方法。 - 前記計算機は、前記所定の位置におけるピッキング作業が完了した場合に、前記仕分け棚を前記所定の位置から前記次の所定の位置へ移動させる、
請求項5に記載のピッキング支援方法。 - 前記所定の条件は、前記次の所定の位置においてピッキング作業の完了に要すると推定される作業完了推定時間が所定の閾値以下になることである、
請求項8に記載のピッキング支援方法。 - 前記計算機は、前記作業完了推定時間を、前記第2の保管棚から前記仕分け棚へピッキング作業により移動させるべき物品の数、物品の種類、仕分け先の数のうち少なくともいずれか一つに基づいて算出する、
請求項10に記載のピッキング支援方法。 - 前記所定の条件は、前記次の位置においてピッキング作業が開始されると推定される作業開始推定時刻までの時間が他の所定の閾値以下になることである、
請求項8に記載のピッキング支援方法。 - 前記作業開始推定時間は、前記第2の保管棚が前記次の所定の位置へ到着するのに要する時間、または、前記仕分け棚が前記次の所定の位置へ到着するのに要する時間のうち少なくともいずれか一つを用いて算出される、
請求項12に記載のピッキング支援方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/650,293 US11440733B2 (en) | 2018-06-27 | 2019-02-19 | Picking assistance system and assistance method |
| CN201980004605.9A CN111683882B (zh) | 2018-06-27 | 2019-02-19 | 拣选支援系统及支援方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-121477 | 2018-06-27 | ||
| JP2018121477A JP7199848B2 (ja) | 2018-06-27 | 2018-06-27 | ピッキング支援方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020003588A1 true WO2020003588A1 (ja) | 2020-01-02 |
Family
ID=68986271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/005965 WO2020003588A1 (ja) | 2018-06-27 | 2019-02-19 | ピッキング支援システムおよび支援方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11440733B2 (ja) |
| JP (1) | JP7199848B2 (ja) |
| CN (1) | CN111683882B (ja) |
| WO (1) | WO2020003588A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6786743B1 (ja) | 2020-06-25 | 2020-11-18 | 和則 藤沢 | ピッキング支援システム及びプログラム |
| JP2022012801A (ja) | 2020-07-02 | 2022-01-17 | 株式会社日立製作所 | 物品自動搬送システムおよび物品自動搬送方法 |
| JP7524088B2 (ja) | 2021-01-21 | 2024-07-29 | 株式会社東芝 | プログラム |
| JP7404424B2 (ja) * | 2022-03-16 | 2023-12-25 | 株式会社東芝 | 情報処理装置、情報処理方法、プログラムおよび情報処理システム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012521338A (ja) * | 2009-03-27 | 2012-09-13 | キヴァ システムズ,インコーポレイテッド | 在庫システムにおいて要求を履行する方法及びシステム |
| JP5329431B2 (ja) * | 2007-01-05 | 2013-10-30 | アマゾン・テクノロジーズ・インコーポレーテッド | 在庫要求を遂行する方法及びシステム |
| JP2015535787A (ja) * | 2012-10-04 | 2015-12-17 | アマゾン・テクノロジーズ・インコーポレーテッド | 在庫ピアでの注文対応 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8805573B2 (en) | 2012-01-04 | 2014-08-12 | Amazon Technologies, Inc. | System and method for order fulfillment |
| WO2015097736A1 (ja) | 2013-12-24 | 2015-07-02 | 株式会社日立製作所 | ピッキングシステム |
| US20160355338A1 (en) | 2014-02-18 | 2016-12-08 | Hitachi, Ltd. | Carrier control device and carrier control system |
| US9656806B2 (en) * | 2015-02-13 | 2017-05-23 | Amazon Technologies, Inc. | Modular, multi-function smart storage containers |
| CN107922119B (zh) * | 2015-11-25 | 2020-05-29 | 株式会社日立制作所 | 货架配置系统、搬运机器人以及货架配置方法 |
| US11076137B1 (en) * | 2016-06-20 | 2021-07-27 | Amazon Technologies, Inc. | Modifying projected images |
| JP6739299B2 (ja) * | 2016-09-13 | 2020-08-12 | 株式会社日立製作所 | 搬送システム及び搬送方法 |
-
2018
- 2018-06-27 JP JP2018121477A patent/JP7199848B2/ja active Active
-
2019
- 2019-02-19 WO PCT/JP2019/005965 patent/WO2020003588A1/ja active Application Filing
- 2019-02-19 CN CN201980004605.9A patent/CN111683882B/zh active Active
- 2019-02-19 US US16/650,293 patent/US11440733B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5329431B2 (ja) * | 2007-01-05 | 2013-10-30 | アマゾン・テクノロジーズ・インコーポレーテッド | 在庫要求を遂行する方法及びシステム |
| JP2012521338A (ja) * | 2009-03-27 | 2012-09-13 | キヴァ システムズ,インコーポレイテッド | 在庫システムにおいて要求を履行する方法及びシステム |
| JP2015535787A (ja) * | 2012-10-04 | 2015-12-17 | アマゾン・テクノロジーズ・インコーポレーテッド | 在庫ピアでの注文対応 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111683882B (zh) | 2021-11-26 |
| US11440733B2 (en) | 2022-09-13 |
| JP7199848B2 (ja) | 2023-01-06 |
| US20200231383A1 (en) | 2020-07-23 |
| CN111683882A (zh) | 2020-09-18 |
| JP2020001868A (ja) | 2020-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020003588A1 (ja) | ピッキング支援システムおよび支援方法 | |
| CN110544058B (zh) | 物品运送系统、订单管理装置和物品运送系统的控制方法 | |
| JP7052147B2 (ja) | 荷物搬送システムおよび方法 | |
| JP6633815B2 (ja) | 中継式物品仕分けシステムおよび仕分け方法 | |
| CN110245890B (zh) | 货品分拣方法及货品分拣系统 | |
| JP7084257B2 (ja) | ピッキング支援システムおよび支援方法 | |
| JP7186160B2 (ja) | 中継式物品仕分けシステムおよび仕分け方法 | |
| CN117921713A (zh) | 一种机器人控制系统和方法、计算设备及存储介质 | |
| KR20220010737A (ko) | 자동화 보관 시스템에 보관된 상품의 주문을 준비하기 위한 방법 및 제어 시스템 | |
| CN111226239B (zh) | 运输操作控制设备、运输操作控制方法和存储有运输操作控制程序的记录介质 | |
| US20220398528A1 (en) | System and method for order processing | |
| CN109823757A (zh) | 一种板件出库方法、系统及存储介质 | |
| US10928792B2 (en) | Parallel manufacturing systems and methods | |
| CN117406737A (zh) | 一种车间无人化分拣与配送方法及系统 | |
| JP7450819B2 (ja) | 倉庫管理システム、倉庫管理装置、倉庫管理方法およびプログラム | |
| KR101568644B1 (ko) | 이벤트 기반 생산-물류 통합 시뮬레이션 시스템 및 시뮬레이션 방법 | |
| CN114535143A (zh) | 物流货物拣选方法、装置、设备及存储介质 | |
| CN115557145A (zh) | 仓储系统 | |
| CN114655621A (zh) | 搬运控制系统、搬运系统、部件安装系统及搬运控制方法 | |
| US11714419B2 (en) | Automatic article conveying system and automatic article conveying method | |
| WO2022270162A1 (ja) | 情報処理システム、倉庫の管理方法及び倉庫制御装置 | |
| Singgih et al. | Remarshaling in A Bin-to-Person-based Smart Automated Warehouse | |
| KR20240125644A (ko) | 창고 저장 시스템 및 그 제어 방법 | |
| CN115907584A (zh) | 拣选任务的执行方法、装置、设备及存储介质 | |
| JPH04125208A (ja) | 物品の多重出庫方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19826361 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19826361 Country of ref document: EP Kind code of ref document: A1 |