WO2019163805A1 - マイクロニードルアレイの製造方法 - Google Patents
マイクロニードルアレイの製造方法 Download PDFInfo
- Publication number
- WO2019163805A1 WO2019163805A1 PCT/JP2019/006230 JP2019006230W WO2019163805A1 WO 2019163805 A1 WO2019163805 A1 WO 2019163805A1 JP 2019006230 W JP2019006230 W JP 2019006230W WO 2019163805 A1 WO2019163805 A1 WO 2019163805A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- needle
- mold
- drug
- microneedle array
- tip
- Prior art date
Links
Images














Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/0012—Galenical forms characterised by the site of application
- A61K9/0019—Injectable compositions; Intramuscular, intravenous, arterial, subcutaneous administration; Compositions to be administered through the skin in an invasive manner
- A61K9/0021—Intradermal administration, e.g. through microneedle arrays, needleless injectors
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
- A61M2037/0023—Drug applicators using microneedles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
- A61M2037/0046—Solid microneedles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
- A61M2037/0053—Methods for producing microneedles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
- A61M2037/0061—Methods for using microneedles
Definitions
- the present invention relates to a method for producing a microneedle array, and more particularly to a method for producing a self-dissolving microneedle array containing a drug.
- a microneedle array formed with a microneedle (needle part) containing a high aspect ratio containing the drug is used. Attention has been focused on a method of injecting a drug into the skin without penetrating through the stratum corneum barrier layer. For example, a self-dissolving microneedle array based on a substance having in vivo solubility has been reported. In the self-dissolving microneedle array, the drug can be administered into the skin by holding the drug on the base material and self-dissolving the base material when the microneedle is inserted into the skin.
- a filling process for filling the needle recess with the solution of the transdermal absorption material by flowing the layer film, a solidification process for solidifying the multilayer film while pressing the mold against the surface of the multilayer film, and solidification A method for producing a percutaneous absorption sheet, which comprises a peeling step of peeling the multilayer film from the mold.
- the inventors of the present invention have a step of filling a hydrophobic mold with a drug-containing liquid to form a needle tip, and the mold including the formed needle tip.
- the method for producing a microneedle array which includes a step of filling a liquid containing a water-soluble polymer or disaccharide into a needle portion base and a sheet portion, 0.01 mg / mL to 5 mg / mL of the drug-containing solution. It has been found that a microneedle array capable of concentrating a drug on the tip of the needle portion of the microneedle array can be produced by containing mL of a surfactant. The present invention has been completed based on these findings.
- the following inventions are provided.
- (1) Filling a hydrophobic mold with a drug-containing liquid to form a needle tip, and filling the mold containing the needle tip with a water-soluble polymer or disaccharide
- a method for producing a microneedle array comprising the step of forming a needle base and a sheet, wherein the drug-containing liquid contains 0.01 mg / mL to 5 mg / mL of a surfactant.
- the surfactant is a nonionic surfactant.
- (3) The mass of the drug in the needle tip region having a height corresponding to 2/3 or 575/800 of the height of the entire needle part, including the tip of the needle part.
- the method according to (1) or (2) which is 80% or more of the total mass of the filled drug.
- the drug comprises a peptide or a vaccine.
- the mold includes a silicon atom or a carbon atom.
- microneedle array that can concentrate a drug on the tip of the needle portion of the microneedle array.
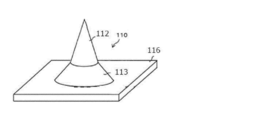
- FIG. 1A is a perspective view of a conical microneedle
- FIG. 1B is a perspective view of a pyramidal microneedle
- FIG. 1C is a cross-sectional view of the conical and pyramidal microneedles.
- FIG. 2 is a perspective view of another shape of the microneedle.
- FIG. 3 is a perspective view of another shape of the microneedle.
- FIG. 4 is a cross-sectional view of the microneedle shown in FIGS. 2 and 3.
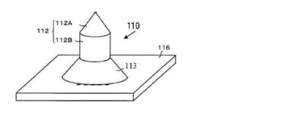
- FIG. 5 is a perspective view of another shape of the microneedle.
- FIG. 6 is a perspective view of another shape of the microneedle.
- FIG. 7 is a cross-sectional view of the microneedle shown in FIGS. 5 and 6.
- FIG. 8 is a cross-sectional view of another shape of microneedle in which the inclination (angle) of the side surface of the needle portion is continuously changed.
- 9A to 9C are process diagrams of the mold manufacturing method.
- FIG. 10 is an enlarged view of the mold.
- FIG. 11 is a cross-sectional view showing another mold.
- 12A to 12C are schematic views showing a process of filling a mold with a drug-containing liquid.
- FIG. 13 is a perspective view showing the tip of the nozzle.
- FIG. 14 is a partially enlarged view of the tip of the nozzle being filled and the mold.
- FIG. 15 is a partially enlarged view of the tip of the moving nozzle and the mold.
- 16A to 16D are explanatory views showing another microneedle array forming process.
- FIG. 17A to 17C are explanatory views showing another microneedle array forming process.
- FIG. 18 is an explanatory diagram showing a peeling process.
- FIG. 19 is an explanatory view showing another peeling step.
- FIG. 20 is an explanatory view showing a microneedle array.
- 21A and 21B are a plan view and a side view of the original plate.
- “comprising a drug” means including a drug in an amount that exhibits a medicinal effect when puncturing the body surface. “No drug” means that the drug does not contain an amount of the drug that is effective, and the range of the drug amount is from the range that does not include the drug to the amount that does not exhibit the drug effect. Including.
- the microneedle array manufactured by the method of the present invention is a microneedle array having a sheet portion and a plurality of needle portions existing on the upper surface of the sheet portion.
- the plural means one or more.
- the microneedle array includes at least a sheet part and a needle part, and the drug is carried on the needle part.
- a microneedle array is a device in which a plurality of needle portions are arranged in an array on the upper surface side of a sheet portion.
- the needle portion is preferably disposed on the upper surface side of the seat portion.
- the needle part may be arranged directly on the upper surface of the sheet part, or the needle part may be arranged on the upper surface of the frustum part arranged on the upper surface of the sheet part.
- the sheet part is a base for supporting the needle part, and has a planar shape like the sheet part 116 shown in FIGS.
- the upper surface of the sheet portion refers to a surface on which a plurality of needle portions are arranged in an array.
- the area of the sheet portion is not particularly limited, but is preferably 0.005 to 1000 mm 2 , more preferably 0.05 to 500 mm 2 , and still more preferably 0.1 to 400 mm 2 .
- the thickness of the sheet portion is represented by the distance between the surface in contact with the frustum portion or the needle portion and the opposite surface.
- the thickness of the sheet portion is preferably 1 ⁇ m or more and 2000 ⁇ m or less, more preferably 3 ⁇ m or more and 1500 ⁇ m or less, and further preferably 5 ⁇ m or more and 1000 ⁇ m or less.
- the sheet portion includes at least one of a water-soluble polymer and a disaccharide.
- the sheet portion may contain other additives.
- seat part does not contain a medicine.
- the water-soluble polymer contained in the sheet part is not particularly limited, and examples thereof include polysaccharides, polyvinyl pyrrolidone, polyoxyethylene polyoxypropylene glycol, polyethylene glycol, polyvinyl alcohol, and proteins (for example, gelatin).
- examples of the polysaccharide include hyaluronic acid, sodium hyaluronate, pullulan, dextran, dextrin, chondroitin sulfate, sodium chondroitin sulfate, and cellulose derivatives (for example, carboxymethyl cellulose, hydroxypropyl cellulose, hydroxypropyl methylcellulose, etc.) Modified water-soluble cellulose derivatives), hydroxyethyl starch, gum arabic and the like.
- Said component may be used individually by 1 type, and may be used as a 2 or more types of mixture.
- the water-soluble polymer contained in the sheet part is hydroxyethyl starch, dextran, chondroitin sulfate, sodium chondroitin sulfate, sodium hyaluronate, carboxymethyl cellulose, polyvinyl pyrrolidone, polyoxyethylene polyoxypropylene glycol, polyethylene glycol and polyvinyl It is preferably at least one selected from the group consisting of alcohols, and chondroitin sulfate is particularly preferable.
- the weight average molecular weight of the water-soluble polymer contained in the sheet part is preferably from 5,000 to 200,000, more preferably from 10,000 to 150,000, and more preferably from 30,000 to 120,000. More preferably, it is as follows.
- a disaccharide may be added to the sheet portion, and examples of the disaccharide include sucrose, lactulose, lactose, maltose, trehalose, and cellobiose, and sucrose, maltose, and trehalose are particularly preferable.
- the microneedle array is composed of a plurality of needle portions arranged in an array on the upper surface side of the sheet portion.
- the needle portion is a convex structure having a tip, and is not limited to a needle shape having a sharp tip, and may have a shape without a sharp tip.
- Examples of the shape of the needle part include a conical shape, a polygonal pyramid shape (such as a quadrangular pyramid shape), and a spindle shape.
- it has a shape like the needle portion 112 shown in FIGS. 1 to 8, and the entire shape of the needle portion may be a conical shape or a polygonal pyramid shape (such as a quadrangular pyramid shape). It may be a structure in which the inclination (angle) of is continuously changed.
- the microneedle array of the present invention is applied to the skin, it is preferable that the needle portion is inserted into the skin and the upper surface of the sheet portion or a part thereof comes into contact with the skin.
- the height (length) of the needle portion is represented by the length of a perpendicular line dropped from the tip of the needle portion to the frustum portion or the sheet portion (when there is no frustum portion).
- the height (length) of the needle part is not particularly limited, but is preferably 50 ⁇ m or more and 3000 ⁇ m or less, more preferably 100 ⁇ m or more and 1500 ⁇ m or less, and further preferably 100 ⁇ m or more and 1000 ⁇ m or less. If the length of the needle is 50 ⁇ m or more, the drug can be administered transdermally, and if the length of the needle is 3000 ⁇ m or less, pain caused by contact of the needle with the nerve can be prevented. This is preferable because it can prevent and avoid bleeding.
- the needle portion includes at least one of a water-soluble polymer and a disaccharide, a drug, and a surfactant. It is preferable that the water-soluble polymer is a biosoluble substance so that the human body is not affected even if the needle portion remains in the skin.
- Peptides or derivatives and proteins thereof include, for example, calcitonin, adrenocorticotropic hormone, parathyroid hormone (PTH), human PTH (1 ⁇ 34), insulin, exendin, secretin, oxytocin, angiotensin, ⁇ -endorphin, glucagon, Vasopressin, somatostatin, gastrin, luteinizing hormone releasing hormone, enkephalin, neurotensin, atrial natriuretic peptide, growth hormone, growth hormone releasing hormone, bradykinin, substance P, dynorphin, thyroid stimulating hormone, prolactin, interferon, interleukin, Granulocyte colony stimulating factor (G-CSF), glutathione peroxidase, superoxide dismutase, desmopressin, somato Jin, endothelin, and salts thereof.
- PTH parathyroid hormone
- human PTH 1 ⁇ 34
- insulin exendin
- secretin secretin
- adjuvants include aluminum salts such as aluminum phosphate, aluminum chloride and aluminum hydroxide, emulsions such as MF59 (trademark) and AS03 (trade name), liposomes, plant-derived components, nucleic acids, biopolymers, cytokines, peptides, Examples include proteins and sugar chains.
- the drug is preferably at least one selected from the group consisting of peptide hormones, vaccines and adjuvants, and peptide hormones or vaccines are particularly preferable.
- Growth hormone is particularly preferred as the peptide hormone.
- An influenza vaccine is particularly preferred as the vaccine.
- the needle part includes a surfactant.
- the surfactant may be any of a nonionic surfactant (electrically neutral surfactant), a cationic surfactant, an anionic surfactant, or an amphoteric surfactant, preferably nonionic.
- Surfactant electrically neutral surfactant
- the needle portion 112 has a conical shape, and in FIG. 1B, the needle portion 112 has a quadrangular pyramid shape.
- H indicates the height of the needle portion 112
- W indicates the diameter (width) of the needle portion 112
- T indicates the height (thickness) of the sheet portion 116.
- FIG. 4 is a cross-sectional view of the microneedle 110 shown in FIGS. 2 and 3.
- H indicates the height of the needle part 112
- W indicates the diameter (width) of the base part
- T indicates the height (thickness) of the sheet part 116.
- the microneedle array of the present invention preferably has the shape of the microneedle 110 of FIG. 4 rather than the shape of the microneedle 110 of FIG. 1C.
- the volume of the entire needle portion is increased, and more drug can be concentrated on the upper end of the needle portion when the microneedle array is manufactured.
- FIG. 7 is a cross-sectional view of the microneedle 110 shown in FIGS. 5 and 6.
- H represents the height of the needle portion 112
- W represents the diameter (width) of the base portion
- T represents the height (thickness) of the sheet portion 116.
- the microneedle array can be supplied in a form that is hermetically stored together with a desiccant.
- a desiccant for example, silica gel, quicklime, calcium chloride, silica alumina, sheet-like desiccant, etc.
- a known desiccant for example, silica gel, quicklime, calcium chloride, silica alumina, sheet-like desiccant, etc.
- the present invention includes a step of filling a hydrophobic mold with a drug-containing liquid to form a needle tip portion, and a liquid containing a water-soluble polymer or disaccharide in the mold including the needle tip tip formed.
- the present invention relates to a method for producing a microneedle array comprising a step of filling to form a needle base and a sheet, wherein the drug-containing liquid contains 0.01 mg / mL to 5 mg / mL of a surfactant.
- a microneedle array can be produced by the following method according to the method described in JP2013-153866A or International Publication WO2014 / 077742.
- the first method after applying a photoresist on a Si substrate, exposure and development are performed. Then, by performing etching by RIE (reactive ion etching) or the like, an array of conical shape portions (convex portions) 12 is produced on the surface of the original 11.
- RIE reactive ion etching
- a conical shape can be formed by etching from an oblique direction while rotating the Si substrate. Is possible.
- the second method is a method of forming an array of shape portions 12 such as square pyramids on the surface of the original plate 11 by processing a metal substrate such as Ni using a cutting tool such as a diamond tool.
- a mold 13 is produced from the original 11.
- the following four methods are conceivable.
- the first method is to pour a PDMS (polydimethylsiloxane, for example, Sylgard 184 (registered trademark) manufactured by Dow Corning) into the original plate 11, and heat cure at 100 ° C. to cure. This is a method of peeling from the original 11.
- the second method is a method in which a UV (Ultraviolet) curable resin that is cured by irradiating ultraviolet rays is poured into the original plate 11 and irradiated from the original plate 11 after being irradiated with ultraviolet rays in a nitrogen atmosphere.
- the third method a solution in which a plastic resin such as polystyrene or PMMA (polymethyl methacrylate) is dissolved in an organic solvent is poured into the original plate 11 coated with a release agent, and the organic solvent is volatilized and cured by drying. And then peeling from the original plate 11.
- the fourth method is a method of creating a reverse product by Ni electroforming.
- the mold 13 is produced in which the needle-like concave portions 15 which are the inverted shape of the conical shape or the pyramid shape of the original plate 11 are arranged in a two-dimensional arrangement.
- the mold 13 produced in this way is shown in FIG. 9C.
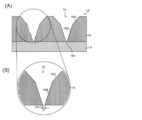
- FIG. 11 shows a more preferable embodiment of the mold composite 18 in manufacturing the microneedle array.
- part (A) shows the mold composite 18.
- part (B) is an enlarged view of a part surrounded by a circle in part (A).
- the mold composite 18 is bonded to the mold 13 having an air vent hole 15 ⁇ / b> C formed at the tip (bottom) of the needle-like recess 15 and the back surface of the mold 13. And a gas permeable sheet 19 formed of a material that transmits but does not transmit liquid.
- the air vent hole 15 ⁇ / b> C is formed as a through hole penetrating the back surface of the mold 13.
- the back surface of the mold 13 refers to the surface on which the air vent hole 15C is formed.
- gas permeable sheet 19 formed of a material that transmits gas but does not transmit liquid for example, a gas permeable film (manufactured by Sumitomo Electric Industries, Poreflon (registered trademark), FP-010) can be preferably used.
- a gas permeable film manufactured by Sumitomo Electric Industries, Poreflon (registered trademark), FP-010
- the material used for the mold 13 may be a hydrophobic material.
- an elastic material or a metal material can be used, an elastic material is preferable, and a material having high gas permeability is more preferable.
- the oxygen permeability which is representative of gas permeability, is preferably 1 ⁇ 10 ⁇ 12 (mL / s ⁇ m 2 ⁇ Pa) or more, more preferably 1 ⁇ 10 ⁇ 10 (mL / s ⁇ m 2 ⁇ Pa) or more. . 1 mL is 10 ⁇ 6 m 3 .
- silicone resins for example, Sylgard 184 (registered trademark) manufactured by Dow Corning, KE-1310ST (product number) manufactured by Shin-Etsu Chemical Co., Ltd.
- ultraviolet curable resins plastic resins (for example, , Polystyrene, PMMA (polymethylmethacrylate)), or those dissolved in a solvent.
- plastic resins for example, Polystyrene, PMMA (polymethylmethacrylate)
- a silicone rubber-based material is preferable because it is durable to transfer by repeated pressurization and has good peelability from the material.
- (solution) In the present invention, (I) Drug-containing liquid (preferably a liquid containing at least one of a water-soluble polymer and a disaccharide, a drug, and a surfactant) for forming the tip of the needle that is a part of the needle As well as (Ii) a liquid containing a water-soluble polymer or a disaccharide for forming a needle base and a sheet part (or a needle base, a frustum part, and a sheet part) of the needle part; It is preferable to prepare.
- Drug-containing liquid preferably a liquid containing at least one of a water-soluble polymer and a disaccharide, a drug, and a surfactant for forming the tip of the needle that is a part of the needle
- a liquid containing a water-soluble polymer or a disaccharide for forming a needle base and a sheet part (or a needle base, a frustum part, and a sheet part) of the needle
- the types of water-soluble polymer, disaccharide, drug, and surfactant are as described above in the present specification.
- the content of the surfactant in the drug-containing solution is 0.01 mg / mL to 5 mg / mL, preferably 0.05 mg / mL to 5 mg / mL.
- the surfactant content is 0.01 mg / mL or more, the drug can be concentrated on the tip of the needle.
- hook failure can be suppressed by making content of surfactant into 5 mg / mL or less.
- the tip of the needle portion is formed by filling a hydrophobic mold with a drug-containing liquid.
- a mold 13 having needle-like recesses 15 arranged two-dimensionally is disposed on a base 20.
- the mold 13 is formed with two sets of a plurality of needle-like recesses 15 that are two-dimensionally arranged in a 5 ⁇ 5 manner.
- a liquid supply device 36 having a tank 30 for storing the drug-containing liquid 22, a pipe 32 connected to the tank, and a nozzle 34 connected to the tip of the pipe 32 is prepared.
- the needle-like concave portions 15 are two-dimensionally arranged in 5 ⁇ 5 is illustrated, but the number of the needle-like concave portions 15 is not limited to 5 ⁇ 5, and M ⁇ N (M and N each independently represent an arbitrary integer of 1 or more, preferably 2 to 30, more preferably 3 to 25, and still more preferably 3 to 20).
- an elastic material or a metal material can be used as the material used for the nozzle 34.
- examples include Teflon (registered trademark), stainless steel (SUS (Steel Use Stainless)), titanium, and the like.
- the drug-containing liquid 22 can be sucked by sucking from the back surface of the mold 13, and the filling of the drug-containing liquid 22 into the needle-shaped recess 15 can be promoted. it can.
- the liquid supply device 36 extends in the direction perpendicular to the length direction of the opening 34 ⁇ / b> B while contacting the lip 34 ⁇ / b> A of the nozzle 34 and the surface of the mold 13.
- the nozzle 34 is moved to the needle-like recess 15 that is not filled with the drug-containing liquid 22.
- the position of the opening 34 ⁇ / b> B of the nozzle 34 is adjusted on the needle-like recess 15.
- the example in which the nozzle 34 is moved has been described, but the mold 13 may be moved.
- the nozzle 34 can scrape off the drug-containing liquid 22 remaining on the surface other than the needle-shaped recess 15 of the mold 13. It is possible to prevent the drug-containing liquid 22 from remaining other than the needle-like recess 15 of the mold 13.
- the embodiment may be such that the drug-containing liquid 22 is filled into the needle-like recess 15 while moving the nozzle 34, or (2) Alternatively, the nozzle 34 may be temporarily stopped and filled with the drug-containing liquid 22, and the nozzle 34 may be moved again after filling.
- the lip portion 34A of the nozzle 34 is in contact with the surface of the mold 13 between the filling step and the moving step.
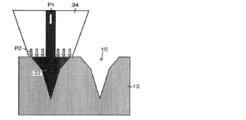
- FIG. 14 is a partially enlarged view of the tip of the nozzle 34 and the mold 13 during filling of the drug-containing liquid 22 into the needle-like recess 15.
- filling the drug-containing liquid 22 into the needle-like recess 15 can be promoted by applying a pressing force P ⁇ b> 1 in the nozzle 34.
- the pressing force P ⁇ b> 2 for bringing the nozzle 34 into contact with the surface of the mold 13 is equal to or higher than the pressure P ⁇ b> 1 in the nozzle 34.
- FIG. 15 is a partially enlarged view of the tip of the nozzle 34 and the mold 13 while the nozzle 34 is moving.
- the pressing force P ⁇ b> 3 for bringing the nozzle 34 into contact with the surface of the mold 13 is made smaller than the pressing force P ⁇ b> 2 for bringing the nozzle 34 being filled into contact with the surface of the mold 13. Is preferred. This is for reducing damage to the mold 13 and suppressing deformation due to compression of the mold 13.
- the drug-containing liquid 22 may flow from the nozzle 34 to other than the needle-shaped recess 15 of the mold 13, and in order to suppress this, the liquid pressure in the nozzle 34 is detected and it is determined that the liquid pressure becomes too high. At this time, it is preferable to stop the supply of the drug-containing liquid 22.
- a drying treatment after supplying the drug-containing liquid to the needle-shaped recess.
- a needle part forming mold filled with a drug-containing liquid is dried to form a needle part tip part; and a liquid containing a water-soluble polymer or a disaccharide It can be manufactured by a process of filling and drying the upper surface of the tip end portion of the needle portion formed in (1).
- the conditions for drying the needle-forming mold filled with the drug-containing liquid are preferably conditions such that the water content of the solution reaches 20% or less after 30 minutes to 300 minutes have elapsed since the start of drying.
- the above-mentioned drying can be controlled so that the water content of the solution reaches 20% or less after 60 minutes or more has elapsed after the start of drying, while maintaining the temperature at which the drug does not expire.
- any means capable of delaying drying such as temperature, humidity, amount of drying air, use of the container, volume and / or shape of the container can be taken.
- the drying can be preferably performed in a state where the needle-forming mold filled with the drug-containing liquid is covered with or contained in the container.
- the drying temperature is preferably 1 to 45 ° C., more preferably 1 to 40 ° C.
- the relative humidity during drying is preferably 10 to 95%, more preferably 20 to 95%, and still more preferably 30 to 95%.
- the needle part base part and the sheet part are formed by filling the mold including the needle part tip part formed as described above with a liquid containing a water-soluble polymer or disaccharide.
- a liquid containing a water-soluble polymer or disaccharide Several aspects of the process of forming the needle base and the sheet will be described. Regarding the process of forming the sheet portion, the first aspect will be described with reference to FIGS. 16A to 16D.
- the needle-like recess 15 of the mold 13 is filled with the drug-containing liquid 22 from the nozzle 34.
- the drug-containing liquid 22 is dried and solidified to form a layer 120 containing a drug in the needle-like recess 15.
- FIG. 16B the drug-containing liquid 22 is dried and solidified to form a layer 120 containing a drug in the needle-like recess 15.
- a liquid 24 containing a water-soluble polymer or disaccharide is applied to the mold 13 on which the layer 120 containing the drug is formed, using a dispenser.
- a dispenser In addition to application by a dispenser, application by bar coating, spin coating, spraying, or the like can be applied. Since the layer 120 containing the drug is solidified, the drug can be prevented from diffusing into the liquid 24.
- the liquid 24 is dried and solidified to form the microneedle array 1 including a plurality of needle portions 112, a frustum portion 113, and a sheet portion 116.
- the liquid 24 formed on the support 29 is overlaid on the mold 13 in which the layer 120 containing the drug is formed in the needle-like recess 15. As a result, the liquid 24 is filled into the needle-shaped recess 15. Since the layer containing the drug is solidified, the drug can be prevented from diffusing into the liquid 24. Next, by drying and solidifying the liquid 24, a microneedle array including a plurality of needle portions 112, a frustum portion 113, and a sheet portion 116 is formed.
- pressurization from the surface of the mold 13 and vacuum suction from the back surface of the mold 13 are performed in order to promote the filling of the liquid 24 containing the water-soluble polymer or disaccharide into the needle-shaped recess 15. It is also preferable to do this.
- any process may be used as long as the solvent in the solution is volatilized.
- the method is not particularly limited, and for example, methods such as heating, blowing, and decompressing are used.
- the drying treatment can be performed at 1 to 50 ° C. for 1 to 72 hours.
- air blowing a method of blowing warm air of 0.1 to 10 m / second can be mentioned.
- the drying temperature is preferably a temperature that does not cause thermal degradation of the drug in the drug-containing liquid 22.
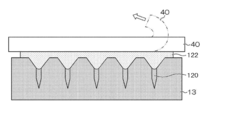
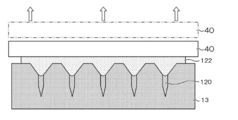
- the method for peeling the microneedle array from the mold 13 is not particularly limited. It is preferable that the needle portion does not bend or break during peeling. Specifically, as shown in FIG. 18, after the sheet-like base material 40 on which the adhesive adhesive layer is formed is attached on the microneedle array, the base material 40 is turned from the end. Can be peeled off. However, in this method, the needle portion may be bent. Therefore, as shown in FIG. 19, a method of installing a suction cup (not shown) on the base material 40 on the microneedle array and pulling it up vertically while sucking with air can be applied. In addition, you may use the support body 29 as the base material 40. FIG.
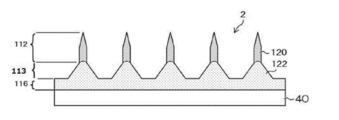
- FIG. 20 shows the microneedle array 2 peeled from the mold 13.
- the microneedle array 2 includes a base material 40, a needle part 112 formed on the base material 40, a frustum part 113, and a sheet part 116.
- the needle portion 112 has at least a conical shape or a polygonal pyramid shape at the tip, but the needle portion 112 is not limited to this shape.
- the method for producing the microneedle array of the present invention is not particularly limited, but (1) a mold production process, (2) a liquid containing at least one of a water-soluble polymer or disaccharide, a drug, and a surfactant. (3) filling the mold with the liquid obtained in (2) to form a needle tip region, (4) filling the mold with a liquid containing a water-soluble polymer or disaccharide, and the needle It is preferable to obtain by the manufacturing method including the process of forming the remainder of a part, (the frustum part if necessary), and a sheet
- HES hydroxyethyl starch 70000 (Fresenius Kabi Co., Ltd.) (weight average molecular weight is 70000)
- CS Sodium chondroitin sulfate (Maruhanichiro Co., Ltd.) (weight average molecular weight 90000)
- Sucrose Sucrose (Wako Pure Chemical Industries, Ltd.)
- Tw Tween (registered trademark) 80 (Seppic Inc.)
- SDS Sodium dodecyl sulfate (Wako Pure Chemical Industries, Ltd.)
- Pluronic registered trademark
- F-68 Nippon Yushi Co., Ltd.
- Triton registered trademark
- -X Alfa Aesar Co., Ltd.
- the bottom surface On the surface of a smooth Ni plate having a side of 40 mm, the bottom surface has a diameter D1 of 500 ⁇ m, a truncated cone 50 having a height H1 of 150 ⁇ m, a diameter D2 of 300 ⁇ m, and a height H2 of 500 ⁇ m, as shown in FIG.
- the original plate 11 was produced by grinding the needle-shaped structure portion 12 formed with the cone 52 into a two-dimensional square array of 100 needles in a square shape at a pitch L10 of 1000 ⁇ m.
- a film of silicon rubber (SILASTIC MDX4-4210 manufactured by Dow Corning) is formed with a thickness of 0.6 mm, and thermosetting is performed with the cone tip 50 ⁇ m of the original plate 11 protruding from the film surface. And peeled. Thereby, a reversal product of silicon rubber having a through hole having a diameter of about 30 ⁇ m was produced.
- This silicon rubber reversal product in which needle-like recesses arranged in a two-dimensional array of 10 columns ⁇ 10 rows in the center, was cut off from the flat portion of 30 mm on a side, and used as a mold. The wider one of the needle-like recesses was the mold surface, and the surface having a 30 ⁇ m diameter through hole (air vent hole) was the mold back surface.
- the above-prepared mold was filled with the aqueous solution containing human serum albumin prepared above. Subsequently, the mold was placed in a lid (box) in an environment of 23 ° C. and a relative humidity of 45%, and dried. At this time, the aqueous solution containing human serum albumin is gradually dried, and after 180 minutes or more, the water content becomes 20% or less.
- the drying means is not limited to the lid, and other means such as temperature / humidity control and air flow control may be used.
- PET polyethylene terephthalate
- Victor jvc cloud remover
- a water-soluble polymer solution was applied to the front and back surfaces with a film thickness of 75 ⁇ m.
- the microneedle array encapsulating human serum albumin was formed by carefully peeling the dried and solidified microneedle array from the mold.
- This microneedle is composed of a frustum part and a needle part, the length L of the needle-like convex part is about 600 ⁇ m in height, the width of the base part is about 270 ⁇ m, the frustum part is about 140 ⁇ m in height, It has a truncated cone structure with an upper base diameter of about 270 ⁇ m and a lower base diameter of about 500 ⁇ m, and is arranged with 100 needles and a needle interval of about 1 mm.
- influenza vaccine Preparation of an aqueous solution containing the influenza vaccine that forms the needle tip
- the influenza vaccine was centrifuged and then mixed with the bases and surfactants shown in Table 2 (in the case of Examples).
- the types and amounts of influenza vaccine, base and surfactant were adjusted as shown in Table 2.
- the aqueous solution containing the influenza vaccine prepared above was filled in the mold produced above. Subsequently, the mold was placed in a lid (box) in an environment of 23 ° C. and a relative humidity of 45%, and dried. At this time, the aqueous solution containing the influenza vaccine is gradually dried, and after a lapse of 180 minutes or more, the water content becomes 20% or less.
- the drying means is not limited to the lid, and other means such as temperature / humidity control and air flow control may be used.
- Needle tip filling rate sample 1 vaccine amount / (sample 1 vaccine amount + sample 2 vaccine amount)
Landscapes
- Health & Medical Sciences (AREA)
- Dermatology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Biomedical Technology (AREA)
- Pharmacology & Pharmacy (AREA)
- Heart & Thoracic Surgery (AREA)
- Anesthesiology (AREA)
- Medical Informatics (AREA)
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Hematology (AREA)
- Epidemiology (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Medicines That Contain Protein Lipid Enzymes And Other Medicines (AREA)
- Medicines Containing Antibodies Or Antigens For Use As Internal Diagnostic Agents (AREA)
- Medicinal Preparation (AREA)
- Cosmetics (AREA)
Abstract
本発明の課題は、マイクロニードルアレイの針先端に薬物を集中できるマイクロニードルアレイの製造方法を提供することである。本発明によれば、疎水性モールドに薬物含有液を充填して、針部先端部を形成する工程と、形成された針部先端部を含む上記モールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する工程を含む、マイクロニードルアレイの製造方法であって、上記薬物含有液が0.01mg/mL~5mg/mLの界面活性剤を含有する方法が提供される。
Description
本発明は、マイクロニードルアレイの製造方法、特に薬物を含有する自己溶解型マイクロニードルアレイの製造方法に関する。
適量の薬物を投与し、かつ十分な薬効を達成するための薬物の投与方法として、薬物を含有する高アスペクト比のマイクロニードル(針部)が形成されたマイクロニードルアレイを用いて、マイクロニードルによって角質バリア層を貫通して、苦痛を伴わずに薬物を皮膚内に注入する方法が注目されている。例えば、生体内溶解性を有する物質を基材とした自己溶解型マイクロニードルアレイが報告されている。自己溶解型マイクロニードルアレイにおいては、その基材に薬物を保持させておき、マイクロニードルが皮膚に挿入された際に基材が自己溶解することにより、薬物を皮内に投与することができる。
特許文献1には、支持体上に、第1の経皮吸収材料を含有する下層と、薬剤と第2の経皮吸収材料を含有し下層よりも低粘度の上層とを形成して、粘度差を持った複数層膜を形成する積層工程と、針状凸部が反転した針状凹部が2次元配列で配列されたモールドを、支持体に支持された複数層膜の表面に押し付けて複数層膜を流動させることにより、針条凹部に経皮吸収材料の溶液を充填する充填工程と、モールドを複数層膜の表面に押し付けたままの状態で複数層膜を固化する固化工程と、固化した複数層膜をモールドから剥離する剥離工程と、を含む経皮吸収シートの製造方法が記載されている。
薬物を含有する自己溶解型マイクロニードルアレイを製造するためには、薬物をマイクロニードルアレイに混入させる必要があるが、薬物は高価なものが多いことから、針先端部に薬物を集中させることが必要になる。針部先端部に薬物を集中させるための方法として、特許文献1に記載されているように、疎水性材料を含むモールドに多段階の充填を行う方法が知られている。一方、薬物の多くは疎水性材料の表面に吸着しやすいことから、針部先端部に薬物を集中させることが妨げられることがある。
本発明は、マイクロニードルアレイの針部先端部に薬物を集中できるマイクロニードルアレイの製造方法を提供することを解決すべき課題とした。
本発明者らは上記課題を解決するために鋭意検討した結果、疎水性モールドに薬物含有液を充填して、針部先端部を形成する工程と、形成された針部先端部を含む上記モールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する工程を含む、マイクロニードルアレイの製造方法において、上記薬物含有液に0.01mg/mL~5mg/mLの界面活性剤を含有させることによって、マイクロニードルアレイの針部先端部に薬物を集中できるマイクロニードルアレイを製造できることを見出した。本発明は、これらの知見に基づいて完成したものである。
即ち、本発明によれば、以下の発明が提供される。
(1) 疎水性モールドに薬物含有液を充填して、針部先端部を形成する工程と、形成された針部先端部を含む上記モールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する工程を含む、マイクロニードルアレイの製造方法であって、上記薬物含有液が0.01mg/mL~5mg/mLの界面活性剤を含有する方法。
(2) 界面活性剤がノニオン性界面活性剤である、(1)に記載の方法。
(3) 針部先端部を含む領域であって、針部全体の高さの2/3または575/800の長さに相当する高さを有する針部先端領域における薬物の質量が、モールドに充填した薬物の全質量の80%以上である、(1)または(2)に記載の方法。
(4) 上記薬物がペプチドまたはワクチンを含む、(1)から(3)の何れか一に記載の方法。
(5) 上記モールドが、ケイ素原子または炭素原子を含む、(1)から(4)の何れか一に記載の方法。
(1) 疎水性モールドに薬物含有液を充填して、針部先端部を形成する工程と、形成された針部先端部を含む上記モールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する工程を含む、マイクロニードルアレイの製造方法であって、上記薬物含有液が0.01mg/mL~5mg/mLの界面活性剤を含有する方法。
(2) 界面活性剤がノニオン性界面活性剤である、(1)に記載の方法。
(3) 針部先端部を含む領域であって、針部全体の高さの2/3または575/800の長さに相当する高さを有する針部先端領域における薬物の質量が、モールドに充填した薬物の全質量の80%以上である、(1)または(2)に記載の方法。
(4) 上記薬物がペプチドまたはワクチンを含む、(1)から(3)の何れか一に記載の方法。
(5) 上記モールドが、ケイ素原子または炭素原子を含む、(1)から(4)の何れか一に記載の方法。
本発明によれば、マイクロニードルアレイの針部先端部に薬物を集中できるマイクロニードルアレイを製造することができる。
以下、本発明の実施の形態について詳細に説明する。
本明細書において、「薬物を含む」とは、体表に穿刺する際に、薬効が発揮される量の薬物を含むことを意味する。「薬物を含まない」とは、薬効が発揮される量の薬物を含んでいないことを意味し、薬物の量の範囲が、薬物を全く含まない場合から、薬効が発揮されない量までの範囲を含む。
本明細書において、「薬物を含む」とは、体表に穿刺する際に、薬効が発揮される量の薬物を含むことを意味する。「薬物を含まない」とは、薬効が発揮される量の薬物を含んでいないことを意味し、薬物の量の範囲が、薬物を全く含まない場合から、薬効が発揮されない量までの範囲を含む。
[マイクロニードルアレイの構成]
本発明の方法で製造されるマイクロニードルアレイは、シート部と、シート部の上面に存在する複数の針部とを有するマイクロニードルアレイである。
本発明の方法で製造されるマイクロニードルアレイは、シート部と、シート部の上面に存在する複数の針部とを有するマイクロニードルアレイである。
本発明において複数とは、1つ以上のことを意味する。
マイクロニードルアレイは、薬物を効率的に皮膚中に投与するために、シート部及び針部を少なくとも含み、針部に薬物を担持させている。
マイクロニードルアレイは、薬物を効率的に皮膚中に投与するために、シート部及び針部を少なくとも含み、針部に薬物を担持させている。
マイクロニードルアレイとは、シート部の上面側に、複数の針部がアレイ状に配置されているデバイスである。針部は、シート部の上面側に配置されていることが好ましい。針部は、シート部の上面に直接配置されていてもよいし、あるいは針部は、シート部の上面に配置された錐台部の上面に配置されていてもよい。
好ましくは、針部は、シート部の上面に配置された錐台部の上面に配置されているが、この場合、本発明のマイクロニードルアレイは、シート部と複数の針部との間に複数の錐台部とを有するものとなる。この態様においては、針部先端部が、水溶性高分子および二糖類のうちの少なくとも一種、薬物、および界面活性剤を含み、針部基部、錐台部及びシート部が、水溶性高分子および二糖類のうちの少なくとも一種を含むことが好ましい。針部およびシート部に含まれる水溶性高分子は同一でも異なるものでもよい。水溶性高分子については後述する。
シート部は、針部を支持するための土台であり、図1~図8に示すシート部116のような平面状の形状を有する。このとき、シート部の上面とは、面上に複数の針部がアレイ状に配置された面を指す。
シート部の面積は、特に限定されないが、0.005~1000mm2であることが好ましく、0.05~500mm2であることがより好ましく、0.1~400mm2であることがさらに好ましい。
シート部の面積は、特に限定されないが、0.005~1000mm2であることが好ましく、0.05~500mm2であることがより好ましく、0.1~400mm2であることがさらに好ましい。
シート部の厚さは、錐台部又は針部と接している面と、反対側の面の間の距離で表す。シート部の厚さとしては、1μm以上2000μm以下であることが好ましく、3μm以上1500μm以下であることがより好ましく、5μm以上1000μm以下であることがさらに好ましい。
シート部は、水溶性高分子および二糖類のうちの少なくとも一種を含む。シート部には、それ以外の添加物を含んでいてもよい。なお、シート部には薬物を含まないことが好ましい。
シート部は、水溶性高分子および二糖類のうちの少なくとも一種を含む。シート部には、それ以外の添加物を含んでいてもよい。なお、シート部には薬物を含まないことが好ましい。
シート部に含まれる水溶性高分子としては、特に限定されないが、多糖類、ポリビニルピロリドン、ポリオキシエチレンポリオキシプロピレングリコール、ポリエチレングリコール、ポリビニルアルコール、タンパク質(例えば、ゼラチンなど)を挙げることができる。上記の多糖類としては、例えば、ヒアルロン酸、ヒアルロン酸ナトリウム、プルラン、デキストラン、デキストリン、コンドロイチン硫酸、コンドロイチン硫酸ナトリウム、セルロース誘導体(例えば、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロースなどの、セルロースを部分的に変性した水溶性セルロース誘導体)、ヒドロキシエチルスターチ、アラビアゴム等が挙げられる。上記の成分は、1種単独で用いてもよいし、2種以上の混合物として用いてもよい。
上記の中でも、シート部に含まれる水溶性高分子は、ヒドロキシエチルスターチ、デキストラン、コンドロイチン硫酸、コンドロイチン硫酸ナトリウム、ヒアルロン酸ナトリウム、カルボキシメチルセルロース、ポリビニルピロリドン、ポリオキシエチレンポリオキシプロピレングリコール、ポリエチレングリコール及びポリビニルアルコールからなる群より選択される少なくとも1種であることが好ましく、コンドロイチン硫酸が特に好ましい。
シート部に含まれる水溶性高分子の重量平均分子量は5,000以上200,000以下であることが好ましく、10,000以上150,000以下であることがより好ましく、30,000以上120,000以下であることがさらに好ましい。
シート部には、二糖類を添加してもよく、二糖類としては、スクロース、ラクツロース、ラクトース、マルトース、トレハロース又はセロビオースなどが挙げられ、特にスクロース、マルトース、トレハロースが好ましい。
マイクロニードルアレイは、シート部の上面側に、アレイ状に配置された複数の針部から構成される。針部は、先端を有する凸状構造物であって、鋭い先端を有する針形状に限定されるものではなく、先の尖っていない形状でもよい。
針部の形状の例としては、円錐状、多角錐状(四角錐状など)、又は紡錘状などが挙げられる。例えば、図1~図8に示す針部112のような形状を有し、針部の全体の形状が、円錐状又は多角錐状(四角錐状など)であってもよいし、針部側面の傾き(角度)を連続的に変化させた構造であってもよい。また、針部側面の傾き(角度)が非連続的に変化する、二層又はそれ以上の多層構造をとることもできる。
本発明のマイクロニードルアレイを皮膚に適用した場合、針部が皮膚に挿入され、シート部の上面又はその一部が皮膚に接するようになることが好ましい。
針部の形状の例としては、円錐状、多角錐状(四角錐状など)、又は紡錘状などが挙げられる。例えば、図1~図8に示す針部112のような形状を有し、針部の全体の形状が、円錐状又は多角錐状(四角錐状など)であってもよいし、針部側面の傾き(角度)を連続的に変化させた構造であってもよい。また、針部側面の傾き(角度)が非連続的に変化する、二層又はそれ以上の多層構造をとることもできる。
本発明のマイクロニードルアレイを皮膚に適用した場合、針部が皮膚に挿入され、シート部の上面又はその一部が皮膚に接するようになることが好ましい。
針部の高さ(長さ)は、針部の先端から、錐台部又はシート部(錐台部が存在しない場合)へ下ろした垂線の長さで表す。針部の高さ(長さ)は特に限定されないが、好ましくは50μm以上3000μm以下であり、より好ましくは100μm以上1500μm以下であり、さらに好ましくは100μm以上1000μm以下である。針部の長さが50μm以上であれば、薬物の経皮投与を行うことができ、また針部の長さが3000μm以下とすることで、針部が神経に接触することによる痛みの発生を防止し、また出血を回避できるため、好ましい。
錐台部(ただし、錐台部が存在しない場合には針部)とシート部の界面を基底部と呼ぶ。1つの針部の基底における最も遠い点間の距離が、50μm以上2000μm以下であることが好ましく、100μm以上1500μm以下であることがより好ましく、200μm以上1000μm以下であることがさらに好ましい。
針部は、1つのマイクロニードルアレイあたり1~2000本配置されることが好ましく、3~1000本配置されることがより好ましく、5~500本配置されることがさらに好ましい。1つのマイクロニードルアレイあたり2本の針部を含む場合、針部の間隔は、針部の先端から錐台部又はシート部(錐台部が存在しない場合)へ下ろした垂線の足の間の距離で表す。1つのマイクロニードルあたり3本以上の針部を含む場合、配列される針部の間隔は、全ての針部においてそれぞれ最も近接した針部に対して先端から錐台部又はシート部(錐台部が存在しない場合)へ下ろした垂線の足の間の距離を求め、その平均値で表す。針部の間隔は、0.1mm以上10mm以下であることが好ましく、0.2mm以上5mm以下であることがより好ましく、0.3mm以上3mm以下であることがさらに好ましい。
針部は、水溶性高分子および二糖類のうちの少なくとも一種、薬物、および界面活性剤を含む。
針部が皮膚内に残留しても人体に支障が生じないように、水溶性高分子は生体溶解性物質であることが好ましい。
針部が皮膚内に残留しても人体に支障が生じないように、水溶性高分子は生体溶解性物質であることが好ましい。
針部に含まれる水溶性高分子としては、特に限定されないが、多糖類、ポリビニルピロリドン、ポリオキシエチレンポリオキシプロピレングリコール、ポリエチレングリコール、ポリビニルアルコール、タンパク質(例えば、ゼラチンなど)を挙げることができる。上記の多糖類としては、例えば、ヒアルロン酸、ヒアルロン酸ナトリウム、プルラン、デキストラン、デキストリン、コンドロイチン硫酸、コンドロイチン硫酸ナトリウム、セルロース誘導体(例えば、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロースなどの、セルロースを部分的に変性した水溶性セルロース誘導体)、ヒドロキシエチルスターチ、アラビアゴム等が挙げられる。上記の成分は、1種単独で用いてもよいし、2種以上の混合物として用いてもよい。
上記の中でも、針部に含まれる水溶性高分子は、ヒドロキシエチルスターチ、デキストラン、コンドロイチン硫酸、コンドロイチン硫酸ナトリウム、ヒアルロン酸ナトリウム、カルボキシメチルセルロース、ポリビニルピロリドン、ポリオキシエチレンポリオキシプロピレングリコール、ポリエチレングリコール及びポリビニルアルコールからなる群より選択される少なくとも1種であることが好ましく、ヒドロキシエチルスターチが特に好ましい。更に、薬物との混合時に凝集しにくくするため、電気的に中性である水溶性高分子がより好ましい。針部に含まれる水溶性高分子は、シート部に含まれる水溶性高分子と同一であってもよいし、異なっていてもよい。
針部に含まれる水溶性高分子の重量平均分子量は1,000以上300,000以下であることが好ましく、3,000以上200,000以下であることがより好ましく、5,000以上100,000以下であることがさらに好ましい。
針部(特に、針部先端部)に含まれる二糖類としては、特に限定されないが、スクロース、ラクツロース、ラクトース、マルトース、トレハロース又はセロビオースなどが挙げられ、特にスクロース、マルトース、トレハロースが好ましい。
本発明においては、針部の全固形分の50質量%以上が、水溶性高分子または二糖類である。好ましくは針部の全固形分の55質量%以上、より好ましくは60質量%以上、さらに好ましくは65質量%以上が水溶性高分子または二糖類である。
上限は特に限定されないが、好ましくは、針部の全固形分の99.99質量%以下が水溶性高分子または二糖類であり、より好ましくは、針部の全固形分の99.9質量%以下が水溶性高分子または二糖類であり、さらに好ましくは、針部の全固形分の99質量%以下が水溶性高分子または二糖類である。
針部の全固形分の50質量%以上を水溶性高分子または二糖類とすることによって、良好な穿刺性及び良好な薬効を達成することができる。
上限は特に限定されないが、好ましくは、針部の全固形分の99.99質量%以下が水溶性高分子または二糖類であり、より好ましくは、針部の全固形分の99.9質量%以下が水溶性高分子または二糖類であり、さらに好ましくは、針部の全固形分の99質量%以下が水溶性高分子または二糖類である。
針部の全固形分の50質量%以上を水溶性高分子または二糖類とすることによって、良好な穿刺性及び良好な薬効を達成することができる。
針部の全固形分における水溶性高分子または二糖類の比率は、以下の方法により測定することができるが、特に限定されない。測定方法としては、たとえば、作製したマイクロニードルアレイの針部を切断し、針部を緩衝液(リン酸緩衝生理食塩水(PBS)など、針部を構成する水溶性高分子を溶解するのに適した緩衝液)中に溶解させ、溶液中の水溶性高分子または二糖類の量を高速液体クロマトグラフィー法にて測定することができる。
針部は、薬物を含有する。
薬物とは、人体に対して作用を及ぼす効能を有する物質である。薬物は、ペプチド(ペプチドホルモンなどを含む)またはその誘導体、タンパク質、核酸、多糖類、ワクチン、アジュバント、水溶性低分子化合物に属する医薬化合物、又は化粧品成分から選択することが好ましい。薬物の分子量は特には限定されないが、タンパク質の場合には分子量500以上のものが好ましい。
薬物とは、人体に対して作用を及ぼす効能を有する物質である。薬物は、ペプチド(ペプチドホルモンなどを含む)またはその誘導体、タンパク質、核酸、多糖類、ワクチン、アジュバント、水溶性低分子化合物に属する医薬化合物、又は化粧品成分から選択することが好ましい。薬物の分子量は特には限定されないが、タンパク質の場合には分子量500以上のものが好ましい。
ペプチドまたはその誘導体及びタンパク質としては、例えば、カルシトニン、副腎皮質刺激ホルモン、副甲状腺ホルモン(PTH)、ヒトPTH(1→34)、インスリン、エキセンディン、セクレチン、オキシトシン、アンギオテンシン、β-エンドルフィン、グルカゴン、バソプレッシン、ソマトスタチン、ガストリン、黄体形成ホルモン放出ホルモン、エンケファリン、ニューロテンシン、心房性ナトリウム利尿ペプチド、成長ホルモン、成長ホルモン放出ホルモン、ブラジキニン、サブスタンスP、ダイノルフィン、甲状腺刺激ホルモン、プロラクチン、インターフェロン、インターロイキン、顆粒球コロニー刺激因子(G-CSF)、グルタチオンパーオキシダーゼ、スーパーオキシドディスムターゼ、デスモプレシン、ソマトメジン、エンドセリン、及びこれらの塩等が挙げられる。
ワクチンとしては、インフルエンザ抗原(インフルエンザワクチン)、HBs抗原(B型肝炎ウイルス表面抗原)、HBe抗原(Hepatitis Be抗原)、BCG(Bacille de Calmette et Guerin)抗原、麻疹抗原、風疹抗原、水痘抗原、黄熱抗原、帯状疱疹抗原、ロタウイルス抗原、Hib(インフルエンザ桿菌b型)抗原、狂犬病抗原、コレラ抗原、ジフテリア抗原、百日咳抗原、破傷風抗原、不活化ポリオ抗原、日本脳炎抗原、ヒトパピローマ抗原、あるいはこれらの2~4種の混合抗原等が挙げられる。
アジュバントとしては、リン酸アルミニウム、塩化アルミニウム、水酸化アルミニウムなどのアルミニウム塩、MF59(商標)、AS03(商品名)などのエマルジョン、あるいは、リポソーム、植物由来成分、核酸、バイオポリマー、サイトカイン、ペプチド、タンパク、糖鎖等が挙げられる。
上記の中でも、薬物としては、ペプチドホルモン、ワクチン及びアジュバントからなる群より選択される少なくとも1種であることが好ましく、ペプチドホルモンまたはワクチンが特に好ましい。ペプチドホルモンとしては成長ホルモンが特に好ましい。ワクチンとしてはインフルエンザワクチンが特に好ましい。
針部全体における薬物の含有量は、特に限定されないが、針部の固形分質量に対して、好ましくは0.001~20質量%であり、より好ましくは0.003~10質量%であり、特に好ましくは0.005~5質量%である。
本発明においては、針部先端部を含む領域であって、針部全体の高さの2/3、575/800または1/2の長さに相当する高さを有する針部先端領域における薬物の質量が、モールドに充填した薬物の全質量の80%以上であることが好ましく、85%以上であることがより好ましく、90%以上であることがさらに好ましい。
針部先端領域における薬物の質量の比率は、以下の方法で測定することができるが、特に限定されない。
測定方法としては、たとえば、針部先端部を含む領域であって、針部全体の高さの2/3、575/800または1/2の長さに相当する高さを有する針部先端領域を、シート部と並行に切断し、切断した針部先端領域を、緩衝液(Tris(トリスヒドロキシメチルアミノメタン)緩衝液など、針部を構成する薬物を溶解するのに適した緩衝液)中に溶解させる。溶解液中の薬物量をELISA(Enzyme-Linked ImmunoSorbent Assay)法などにより測定することができる。
測定方法としては、たとえば、針部先端部を含む領域であって、針部全体の高さの2/3、575/800または1/2の長さに相当する高さを有する針部先端領域を、シート部と並行に切断し、切断した針部先端領域を、緩衝液(Tris(トリスヒドロキシメチルアミノメタン)緩衝液など、針部を構成する薬物を溶解するのに適した緩衝液)中に溶解させる。溶解液中の薬物量をELISA(Enzyme-Linked ImmunoSorbent Assay)法などにより測定することができる。
針部は、界面活性剤を含む。
界面活性剤としては、ノニオン性界面活性剤(電気的に中性である界面活性剤)、カチオン性界面活性剤、アニオン性界面活性剤、または両性界面活性剤のいずれでもよいが、好ましくはノニオン性界面活性剤(電気的に中性である界面活性剤)である。
界面活性剤としては、ノニオン性界面活性剤(電気的に中性である界面活性剤)、カチオン性界面活性剤、アニオン性界面活性剤、または両性界面活性剤のいずれでもよいが、好ましくはノニオン性界面活性剤(電気的に中性である界面活性剤)である。
ノニオン性界面活性剤としては、ショ糖脂肪酸エステル等の糖アルコール脂肪酸エステル、ソルビタン脂肪酸エステル、グリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレングリセリン脂肪酸エステル、ポリエチレングリコール脂肪酸エステル、ポリオキシエチレン/ポリオキシプロピレン共重合ポリマー、ポリオキシエチレンヒマシ油、ポリオキシエチレン硬化ヒマシ油、オクチルフェノールエトキシレート等が挙げられる。上記の中でも、ソルビタン脂肪酸エステル、ポリオキシエチレン/ポリオキシプロピレン共重合ポリマー、またはポリオキシエチレン硬化ヒマシ油が特に好ましい。ノニオン性界面活性剤としては、Tween(登録商標)80、Pluronic(登録商標)F-68、HCO-60、Triton(登録商標)-Xなどの市販品を使用することもできる。
カチオン性界面活性剤としては、例えば、第4級アンモニウム化合物(塩化ベンザルコニウム、塩化セチルピリジニウム、塩化ベンゼトニウムおよび臭化セチルトリメチルアンモニウムなど)またはその他のトリメチルアルキルアンモニウム塩が挙げられる。
アニオン性界面活性剤としては、例えば、過フッ化カルボン酸および過フッ化スルホン酸の塩、アルキル硫酸塩(ドデシル硫酸ナトリウムおよびラウリル硫酸アンモニウムなど)、硫酸エーテル(ラウリルエーテル硫酸ナトリウムなど)、およびアルキルベンゼンスルホン酸塩が挙げられる。
両性界面活性剤としては、例えば、ドデシルベタイン、ココアンホグリシネート、およびコカミドプロピルベタインが挙げられる。
界面活性剤の添加量は、特に限定されないが、マイクロニードルアレイ1枚(面積は1cm2)あたり0.01μg以上であることが好ましく、0.05μg以上であることがより好ましい。
以下、添付の図面に従って、本発明の好ましい実施の形態について説明するが、本発明はこれに限定されない。
図1~図8は、マイクロニードルアレイの一部拡大図であるマイクロニードル110を示している。本発明のマイクロニードルアレイは、シート部116の表面に複数個の針部112が形成されることで、構成される(図においては、シート部116上に1つの針部112のみ、あるいは1つの錐台部113と1つの針部112を表示し、これをマイクロニードル110と称する)。
図1Aにおいて、針部112は円錐状の形状を有し、図1Bにおいて、針部112は四角錐状の形状を有している。図1Cにおいて、Hは針部112の高さを、Wは針部112の直径(幅)を、Tはシート部116の高さ(厚み)を示す。
図2及び図3は、シート部116の表面に、錐台部113及び針部112が形成された別の形状を有するマイクロニードル110を示している。図2において、錐台部113は、円錐台の形状を有し、針部112は円錐の形状を有している。また、図3において、錐台部113は、四角錐台の形状を有し、針部112は四角錐の形状を有している。ただし、針部の形状は、これらの形状に限定されるものではない。
図4は、図2及び図3に示されるマイクロニードル110の断面図である。図4において、Hは針部112の高さを、Wは基底部の直径(幅)を、Tはシート部116の高さ(厚み)を示す。
本発明のマイクロニードルアレイは、図1Cのマイクロニードル110の形状より、図4のマイクロニードル110の形状とすることが好ましい。このような構造をとることで、針部全体の体積が大きくなり、マイクロニードルアレイの製造時において、より多くの薬物を針部の上端に集中させることができる。
図5及び図6は、さらに別の形状を有するマイクロニードル110を示している。
図5に示される針部第1層112Aは円錐状の形状を有し、針部第2層112Bは円柱状の形状を有している。図6に示される針部第1層112Aは四角錐状の形状を有し、針部第2層112Bは四角柱状の形状を有している。ただし、針部の形状は、これらの形状に限定されるものではない。
図7は、図5及び図6に示されるマイクロニードル110の断面図である。図7において、Hは針部112の高さを、Wは基底部の直径(幅)を、Tはシート部116の高さ(厚み)を示す。
図8は、針部112の側面の傾き(角度)が連続的に変化した別の形状のマイクロニードルの断面図である。図8において、Hは針部112の高さを、Tはシート部116の高さ(厚み)を示す。
マイクロニードルアレイにおいて、針部は、横列について1mm当たり約0.1~10本の間隔で配置されていることが好ましい。マイクロニードルアレイは、1cm2当たり1~10000本のマイクロニードルを有することがより好ましい。マイクロニードルの密度を1本/cm2以上とすることにより効率良く皮膚を穿孔することができ、またマイクロニードルの密度を10000本/cm2以下とすることにより、マイクロニードルアレイが十分に穿刺することが可能になる。針部の密度は、好ましくは10~5000本/cm2であり、さらに好ましくは25~1000本/cm2であり、特に好ましくは25~400本/cm2である。
マイクロニードルアレイは、乾燥剤と一緒に密閉保存されている形態で供給することができる。乾燥剤としては、公知の乾燥剤(例えば、シリカゲル、生石灰、塩化カルシウム、シリカアルミナ、シート状乾燥剤など)を使用することができる。
[マイクロニードルアレイの製造方法]
本発明は、疎水性モールドに薬物含有液を充填して、針部先端部を形成する工程と、形成された針部先端部を含む上記モールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する工程を含む、マイクロニードルアレイの製造方法であって、上記薬物含有液が0.01mg/mL~5mg/mLの界面活性剤を含有する方法に関する。
本発明においては、例えば、特開2013-153866号公報又は国際公開WO2014/077242号公報に記載の方法に準じて以下の方法によりマイクロニードルアレイを製造することができる。
本発明は、疎水性モールドに薬物含有液を充填して、針部先端部を形成する工程と、形成された針部先端部を含む上記モールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する工程を含む、マイクロニードルアレイの製造方法であって、上記薬物含有液が0.01mg/mL~5mg/mLの界面活性剤を含有する方法に関する。
本発明においては、例えば、特開2013-153866号公報又は国際公開WO2014/077242号公報に記載の方法に準じて以下の方法によりマイクロニードルアレイを製造することができる。
(モールドの作製)
本発明において使用するモールドは、疎水性モールドである。好ましくは、モールドはケイ素原子または炭素原子を含むモールドである。
図9Aから9Cは、モールド(型)の作製の工程図である。図9Aに示すように、モールドを作製するための原版を先ず作製する。この原版11の作製方法は2種類ある。
本発明において使用するモールドは、疎水性モールドである。好ましくは、モールドはケイ素原子または炭素原子を含むモールドである。
図9Aから9Cは、モールド(型)の作製の工程図である。図9Aに示すように、モールドを作製するための原版を先ず作製する。この原版11の作製方法は2種類ある。
1番目の方法は、Si基板上にフォトレジストを塗布した後、露光、現像を行う。そして、RIE(リアクティブイオンエッチング)等によるエッチングを行うことにより、原版11の表面に円錐の形状部(凸部)12のアレイを作製する。尚、原版11の表面に円錐の形状部を形成するようにRIE等のエッチングを行う際には、Si基板を回転させながら斜め方向からのエッチングを行うことにより、円錐の形状を形成することが可能である。2番目の方法は、Ni等の金属基板に、ダイヤモンドバイト等の切削工具を用いた加工により、原版11の表面に四角錘などの形状部12のアレイを形成する方法がある。
次に、モールドの作製を行う。具体的には、図9Bに示すように、原版11よりモールド13を作製する。方法としては以下の4つの方法が考えられる。
1番目の方法は、原版11にPDMS(ポリジメチルシロキサン、例えば、ダウコーニング社製のシルガード184(登録商標))に硬化剤を添加したシリコーン樹脂を流し込み、100℃で加熱処理し硬化した後に、原版11より剥離する方法である。2番目の方法は、紫外線を照射することにより硬化するUV(Ultraviolet)硬化樹脂を原版11に流し込み、窒素雰囲気中で紫外線を照射した後に、原版11より剥離する方法である。3番目の方法は、ポリスチレンやPMMA(ポリメチルメタクリレート)等のプラスチック樹脂を有機溶剤に溶解させた溶液を剥離剤の塗布された原版11に流し込み、乾燥させることにより有機溶剤を揮発させて硬化させた後に、原版11より剥離する方法である。4番目の方法は、Ni電鋳により反転品を作成する方法である。
1番目の方法は、原版11にPDMS(ポリジメチルシロキサン、例えば、ダウコーニング社製のシルガード184(登録商標))に硬化剤を添加したシリコーン樹脂を流し込み、100℃で加熱処理し硬化した後に、原版11より剥離する方法である。2番目の方法は、紫外線を照射することにより硬化するUV(Ultraviolet)硬化樹脂を原版11に流し込み、窒素雰囲気中で紫外線を照射した後に、原版11より剥離する方法である。3番目の方法は、ポリスチレンやPMMA(ポリメチルメタクリレート)等のプラスチック樹脂を有機溶剤に溶解させた溶液を剥離剤の塗布された原版11に流し込み、乾燥させることにより有機溶剤を揮発させて硬化させた後に、原版11より剥離する方法である。4番目の方法は、Ni電鋳により反転品を作成する方法である。
これにより、原版11の円錐形又は角錐形の反転形状である針状凹部15が2次元配列で配列されたモールド13が作製される。このようにして作製されたモールド13を図9Cに示す。
図10は他の好ましいモールド13の態様を示したものである。針状凹部15は、モールド13の表面から深さ方向に狭くなるテーパ状の入口部15Aと、深さ方向に先細りの先端凹部15Bとを備えている。入口部15Aをテーパ形状とすることで、溶液を針状凹部15に充填しやすくなる。
図11は、マイクロニードルアレイの製造を行う上で、より好ましいモールド複合体18の態様を示したものである。図11中、(A)部はモールド複合体18を示す。図11中、(B)部は、(A)部のうち、円で囲まれた部分の拡大図である。
図11の(A)部に示すように、モールド複合体18は、針状凹部15の先端(底)に空気抜き孔15Cが形成されたモールド13、及び、モールド13の裏面に貼り合わされ、気体は透過するが液体は透過しない材料で形成された気体透過シート19と、を備える。空気抜き孔15Cは、モールド13の裏面を貫通する貫通孔として形成される。ここで、モールド13の裏面とは、空気抜き孔15Cが形成された側の面を言う。これにより、針状凹部15の先端は空気抜き孔15C、及び気体透過シート19を介して大気と連通する。
このようなモールド複合体18を使用することで、針状凹部15に充填される溶液は透過せず、針状凹部15に存在する空気のみを針状凹部15から追い出すことができる。これにより、針状凹部15の形状を高分子に転写する転写性が良くなり、よりシャープな針部を形成することができる。
このようなモールド複合体18を使用することで、針状凹部15に充填される溶液は透過せず、針状凹部15に存在する空気のみを針状凹部15から追い出すことができる。これにより、針状凹部15の形状を高分子に転写する転写性が良くなり、よりシャープな針部を形成することができる。
空気抜き孔15Cの径D(直径)としては、1~50μmの範囲が好ましい。空気抜き孔15Cの径Dが1μm未満の場合、空気抜き孔としての役目を十分に果たせない。また、空気抜き孔15Cの径Dが50μmを超える場合、成形されたマイクロニードルの先端部のシャープ性が損なわれる。
気体は透過するが液体は透過しない材料で形成された気体透過シート19としては、例えば気体透過性フィルム(住友電気工業社製、ポアフロン(登録商標)、FP-010)を好適に使用できる。
モールド13に用いる材料としては、疎水性材料であればよく、例えば、弾性素材又は金属製素材を用いることができ、弾性素材が好ましく、気体透過性の高い素材が更に好ましい。気体透過性の代表である酸素透過性は、1×10-12(mL/s・m2・Pa)以上が好ましく、1×10-10(mL/s・m2・Pa)以上がさらに好ましい。なお、1mLは、10-6 m3である。気体透過性を上記範囲とすることにより、モールド13の凹部に存在する空気を型側から追い出すことができ、欠陥の少ないマイクロニードルアレイを製造することができる。このような材料として、具体的には、シリコーン樹脂(例えば、ダウコーニング社製のシルガード184(登録商標)、信越化学工業株式会社のKE-1310ST(品番))、紫外線硬化樹脂、プラスチック樹脂(例えば、ポリスチレン、PMMA(ポリメチルメタクリレート))を溶融、又は溶剤に溶解させたものなどを挙げることができる。これらの中でもシリコーンゴム系の素材は、繰り返し加圧による転写に耐久性があり、かつ素材との剥離性がよいため好ましい。また、金属製素材としては、Ni、Cu、Cr、Mo、W、Ir、Tr、Fe、Co、MgO、Ti、Zr、Hf、V、Nb、Ta、α-酸化アルミニウム,酸化ジルコニウム、ステンレス(例えば、ボーラー・ウッデホルム社(Bohler-Uddeholm KK)のスタバックス材(STAVAX)(商標))などやその合金を挙げることができる。
(溶液)
本発明においては、
(i)針部の一部である針部先端部を形成するための、薬物含有液(好ましくは、水溶性高分子および二糖類のうちの少なくとも一種、薬物、および界面活性剤を含む液)、並びに、
(ii)針部のうちの針部基部およびシート部(又は針部基部と、錐台部と、シート部)を形成するための、水溶性高分子または二糖類を含有する液、
を準備することが好ましい。
本発明においては、
(i)針部の一部である針部先端部を形成するための、薬物含有液(好ましくは、水溶性高分子および二糖類のうちの少なくとも一種、薬物、および界面活性剤を含む液)、並びに、
(ii)針部のうちの針部基部およびシート部(又は針部基部と、錐台部と、シート部)を形成するための、水溶性高分子または二糖類を含有する液、
を準備することが好ましい。
水溶性高分子、二糖類、薬物および界面活性剤の種類は、本明細書で上記した通りである。
薬物含有液における界面活性剤の含有量は、0.01mg/mL~5mg/mLであり、好ましくは、0.05mg/mL~5mg/mLである。界面活性剤の含有量を0.01mg/mL以上にすることにより、薬物を針部先端部に集中することができる。また、界面活性剤の含有量を5mg/mL以下にすることにより、針故障の発生を抑制することができる。
薬物含有液における界面活性剤の含有量は、0.01mg/mL~5mg/mLであり、好ましくは、0.05mg/mL~5mg/mLである。界面活性剤の含有量を0.01mg/mL以上にすることにより、薬物を針部先端部に集中することができる。また、界面活性剤の含有量を5mg/mL以下にすることにより、針故障の発生を抑制することができる。
上記溶液中の、水溶性高分子または二糖類の濃度は、使用する物質の種類によっても異なるが、一般的には1~50質量%であることが好ましい。また、溶解に用いる溶媒は、水以外であっても揮発性を有するものであればよく、メチルエチルケトン(MEK)、アルコールなどを用いることができる。
(針部先端部の形成)
本発明においては、疎水性モールドに薬物含有液を充填して、針部先端部を形成する。
図12Aに示すように、2次元配列された針状凹部15を有するモールド13が、基台20の上に配置される。モールド13には、5×5の2次元配列された、2組の複数の針状凹部15が形成されている。薬物含有液22を収容するタンク30、タンクに接続される配管32、及び、配管32の先端に接続されたノズル34、を有する液供給装置36が準備される。なお、本例では、針状凹部15が5×5で2次元配列されている場合を例示しているが、針状凹部15の個数は5×5に限定されるものではなく、M×N(M及びNはそれぞれ独立に1以上の任意の整数を示し、好ましくは2~30、より好ましくは3~25、さらに好ましくは3~20である)で2次元配列されていればよい。
本発明においては、疎水性モールドに薬物含有液を充填して、針部先端部を形成する。
図12Aに示すように、2次元配列された針状凹部15を有するモールド13が、基台20の上に配置される。モールド13には、5×5の2次元配列された、2組の複数の針状凹部15が形成されている。薬物含有液22を収容するタンク30、タンクに接続される配管32、及び、配管32の先端に接続されたノズル34、を有する液供給装置36が準備される。なお、本例では、針状凹部15が5×5で2次元配列されている場合を例示しているが、針状凹部15の個数は5×5に限定されるものではなく、M×N(M及びNはそれぞれ独立に1以上の任意の整数を示し、好ましくは2~30、より好ましくは3~25、さらに好ましくは3~20である)で2次元配列されていればよい。
図13はノズルの先端部の概略斜視図を示している。図13に示すように、ノズル34の先端には平坦面であるリップ部34A及びスリット形状の開口部34Bを備えている。スリット形状の開口部34Bにより、例えば、1列を構成する複数の針状凹部15に同時に、薬物含有液22を充填することが可能となる。開口部34Bの大きさ(長さと幅)は、一度に充填すべき針状凹部15の数に応じて適宜選択される。開口部34Bの長さを長くすることで、より多くの針状凹部15に一度に薬物含有液22を充填することができる。これにより、生産性を向上させることが可能となる。
ノズル34に用いる材料としては、弾性素材又は金属製素材を用いることができる。例えば、テフロン(登録商標)、ステンレス鋼(SUS(Steel Use Stainless))、チタン等が挙げられる。
図12Bに示すように、ノズル34の開口部34Bが針状凹部15の上に位置調整される。ノズル34のリップ部34Aとモールド13の表面とは接触している。液供給装置36から薬物含有液22がモールド13に供給され、ノズル34の開口部34Bから薬物含有液22が針状凹部15に充填される。本実施形態では、1列を構成する複数の針状凹部15に薬物含有液22が同時に充填される。ただし、これに限定されず、針状凹部15に一つずつ充填するようにすることもできる。
モールド13が気体透過性を有する素材で構成される場合、モールド13の裏面から吸引することで薬物含有液22を吸引でき、針状凹部15内への薬物含有液22の充填を促進させることができる。
図12Bを参照して充填工程に次いで、図12Cに示すように、ノズル34のリップ部34Aとモールド13の表面とを接触させながら、開口部34Bの長さ方向と垂直方向に液供給装置36を相対的に移動し、ノズル34を、薬物含有液22が充填されていない針状凹部15に移動する。ノズル34の開口部34Bが針状凹部15の上に位置調整される。本実施の形態では、ノズル34を移動させる例で説明したが、モールド13を移動させてもよい。
ノズル34のリップ部34Aとモールド13の表面とを接触させて移動しているので、ノズル34がモールド13の針状凹部15以外の表面に残る薬物含有液22を掻き取ることができる。薬物含有液22をモールド13の針状凹部15以外に残らないようにすることができる。
モールド13へのダメージを減らすことと、モールド13の圧縮による変形をできるだけ抑制するため、移動する際のノズル34のモールド13への押付け圧はできる限り小さい方が好ましい。また、薬物含有液22がモールド13の針状凹部15以外に残らないようにするため、モールド13もしくはノズル34の少なくとも一方がフレキシブルな弾性変形する素材であることが望ましい。
図12Bの充填工程と、図12Cの移動工程とを繰り返すことで、5×5の2次元配列された針状凹部15に薬物含有液22が充填される。5×5の2次元配列された針状凹部15に薬物含有液22が充填されると、隣接する5×5の2次元配列された針状凹部15に液供給装置36を移動し、図12Bの充填工程と、図12Cの移動工程とを繰り返す。隣接する5×5の2次元配列された針状凹部15にも薬物含有液22が充填される。
上述の充填工程と移動工程について、(1)ノズル34を移動しながら薬物含有液22を針状凹部15に充填する態様でもよいし、(2)ノズル34の移動中に針状凹部15の上でノズル34を一旦静止して薬物含有液22を充填し、充填後にノズル34を再度移動させる態様でもよい。充填工程と移動工程との間、ノズル34のリップ部34Aがモールド13の表面に接触している。
図14は、薬物含有液22を針状凹部15に充填中におけるノズル34の先端とモールド13との部分拡大図である。図14に示すように、ノズル34内に加圧力P1を加えることで、針状凹部15内へ薬物含有液22を充填するのを促進することができる。さらに、針状凹部15内へ薬物含有液22を充填する際、ノズル34をモールド13の表面に接触させる押付け力P2を、ノズル34内の加圧力P1以上とすることが好ましい。押付け力P2≧加圧力P1とすることにより、薬物含有液22が針状凹部15からモールド13の表面に漏れ出すのを抑制することができる。
図15は、ノズル34の移動中における、ノズル34の先端とモールド13との部分拡大図である。ノズル34をモールド13に対して相対的に移動する際、ノズル34をモールド13の表面に接触させる押付け力P3を、充填中のノズル34をモールド13の表面に接触させる押付け力P2より小さくすることが好ましい。モールド13へのダメージを減らし、モールド13の圧縮による変形を抑制するためである。
5×5で構成される複数の針状凹部15への充填が完了すると、ノズル34は、隣接する5×5で構成される複数の針状凹部15へ移動される。液供給に関して、隣接する5×5で構成される複数の針状凹部15へ移動する際、薬物含有液22の供給を停止するのが好ましい。5列目の針状凹部15から次の1列目の針状凹部15までは距離がある。その間をノズル34が移動する間、薬物含有液22を供給し続けると、ノズル34内の液圧が高くなりすぎる場合がある。その結果、ノズル34から薬物含有液22がモールド13の針状凹部15以外に流れ出る場合があり、これを抑制するため、ノズル34内の液圧を検出し、液圧が高くなりすぎると判定した際には薬物含有液22の供給を停止するのが好ましい。
なお、上記においてはノズルを有するディスペンサーを用いて薬物含有液を供給する方法を説明したが、ディスペンサーによる塗布に加えて、バー塗布、スピン塗布、スプレーなどによる塗布などを適用することもできる。
本発明においては、薬物含有液を針状凹部に供給した後、乾燥処理を実施することが好ましい。
好ましくは、マイクロニードルアレイは、薬物含有液を充填した針部形成用モールドを、乾燥することによって針部先端部を形成する工程;及び、水溶性高分子または二糖類を含有する液を、上記で形成された針部先端部の上面に充填して乾燥する工程によって製造することができる。
好ましくは、マイクロニードルアレイは、薬物含有液を充填した針部形成用モールドを、乾燥することによって針部先端部を形成する工程;及び、水溶性高分子または二糖類を含有する液を、上記で形成された針部先端部の上面に充填して乾燥する工程によって製造することができる。
薬物含有液を充填した針部形成用モールドを乾燥する際の条件としては、乾燥開始後30分から300分間経過してから、上記溶液の含水率が20%以下に到達する条件であることが好ましい。
特に好ましくは、上記の乾燥は、薬物が失効しない温度以下に保ち、かつ乾燥開始後60分以上経過してから、溶液の含水率が20%以下に到達するように制御することができる。
特に好ましくは、上記の乾燥は、薬物が失効しない温度以下に保ち、かつ乾燥開始後60分以上経過してから、溶液の含水率が20%以下に到達するように制御することができる。
上記した乾燥速度の制御の方法としては、例えば、温度、湿度、乾燥風量、容器の使用、容器の容積及び/又は形状など、乾燥を遅らすことが可能な任意の手段を取ることができる。
乾燥は、好ましくは、薬物含有液を充填した針部形成用モールドを、容器を被せた状態又は容器に収容した状態で、行うことができる。
乾燥の際の温度は、好ましくは1~45℃であり、より好ましくは1~40℃である。
乾燥の際の相対湿度は、好ましくは10~95%であり、より好ましくは20~95%であり、さらに好ましくは30~95%である。
乾燥の際の温度は、好ましくは1~45℃であり、より好ましくは1~40℃である。
乾燥の際の相対湿度は、好ましくは10~95%であり、より好ましくは20~95%であり、さらに好ましくは30~95%である。
(針部基部及びシート部の形成)
本発明においては、上記で形成された針部先端部を含むモールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する。
針部基部およびシート部を形成する工程について、いくつかの態様を説明する。
シート部を形成する工程について、第1の態様について図16Aから図16Dを参照して説明する。モールド13の針状凹部15に薬物含有液22をノズル34から充填する。次いで、図16Bに示すように、薬物含有液22を乾燥固化させることで、針状凹部15内に薬物を含む層120が形成される。次いで、図16Cに示すように、薬物を含む層120が形成されたモールド13に、水溶性高分子または二糖類を含む液24をディスペンサーにより塗布する。ディスペンサーによる塗布に加えて、バー塗布、スピン塗布、スプレーなどによる塗布などを適用することができる。薬物を含む層120は固化されているので、薬物が、上記液24に拡散するのを抑制することができる。次いで、図16Dに示すように、上記液24を乾燥固化させることで、複数の針部112、錐台部113及び、シート部116から構成されるマイクロニードルアレイ1が形成される。
本発明においては、上記で形成された針部先端部を含むモールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する。
針部基部およびシート部を形成する工程について、いくつかの態様を説明する。
シート部を形成する工程について、第1の態様について図16Aから図16Dを参照して説明する。モールド13の針状凹部15に薬物含有液22をノズル34から充填する。次いで、図16Bに示すように、薬物含有液22を乾燥固化させることで、針状凹部15内に薬物を含む層120が形成される。次いで、図16Cに示すように、薬物を含む層120が形成されたモールド13に、水溶性高分子または二糖類を含む液24をディスペンサーにより塗布する。ディスペンサーによる塗布に加えて、バー塗布、スピン塗布、スプレーなどによる塗布などを適用することができる。薬物を含む層120は固化されているので、薬物が、上記液24に拡散するのを抑制することができる。次いで、図16Dに示すように、上記液24を乾燥固化させることで、複数の針部112、錐台部113及び、シート部116から構成されるマイクロニードルアレイ1が形成される。
第1の態様において、薬物含有液22、及び水溶性高分子または二糖類を含む液24の針状凹部15内への充填を促進させるために、モールド13の表面からの加圧、及び、モールド13の裏面からの減圧吸引を行うことも好ましい。
次に、第2の態様について図17Aから17Cを参照して説明する。図17Aに示すように、モールド13の針状凹部15に薬物含有液22をノズル34から充填する。次いで、図16Bと同様に、薬物含有液22を乾燥固化させることで、薬物を含む層120が針状凹部15内に形成される。次に、図17Bに示すように、別の支持体29の上に、水溶性高分子または二糖類を含む液24を塗布する。支持体29は限定されるものではないが、例えば、ポリエチレン、ポリエチレンテレフタレート、ポリカーボネート、ポリプロピレン、アクリル樹脂、トリアセチルセルロース、ガラス等を使用することができる。次に、図17Cに示すように、針状凹部15に薬物を含む層120が形成されたモールド13に、支持体29の上に形成された上記液24を重ねる。これにより、上記液24を針状凹部15の内部に充填させる。薬物を含む層は固化されているので、薬物が、上記液24に拡散するのを抑制することができる。次に、上記液24を乾燥固化させることで、複数の針部112、錐台部113及びシート部116から構成されるマイクロニードルアレイが形成される。
第2の態様において、水溶性高分子または二糖類を含む液24の針状凹部15内への充填を促進させるために、モールド13の表面からの加圧及びモールド13の裏面からの減圧吸引を行うことも好ましい。
水溶性高分子または二糖類を含む液24を乾燥させる方法として、溶液中の溶媒を揮発させる工程であればよい。その方法は特に限定するものではなく、例えば加熱、送風、減圧等の方法が用いられる。乾燥処理は、1~50℃で1~72時間の条件で行うことができる。送風の場合には、0.1~10m/秒の温風を吹き付ける方法が挙げられる。乾燥温度は、薬物含有液22内の薬物を熱劣化させない温度であることが好ましい。
(剥離)
マイクロニードルアレイをモールド13から剥離する方法は特に限定されない。剥離の際に針部が曲がったり折れたりしないことが好ましい。具体的には、図18に示すように、マイクロニードルアレイの上に、粘着性の粘着層が形成されているシート状の基材40を付着させた後、端部から基材40をめくるように剥離を行うことができる。ただし、この方法では針部が曲がる可能性がある。そのため、図19に示すように、マイクロニードルアレイの上の基材40に吸盤(図示せず)を設置し、エアーで吸引しながら垂直に引き上げる方法を適用することができる。なお、基材40として支持体29を使用してもよい。
マイクロニードルアレイをモールド13から剥離する方法は特に限定されない。剥離の際に針部が曲がったり折れたりしないことが好ましい。具体的には、図18に示すように、マイクロニードルアレイの上に、粘着性の粘着層が形成されているシート状の基材40を付着させた後、端部から基材40をめくるように剥離を行うことができる。ただし、この方法では針部が曲がる可能性がある。そのため、図19に示すように、マイクロニードルアレイの上の基材40に吸盤(図示せず)を設置し、エアーで吸引しながら垂直に引き上げる方法を適用することができる。なお、基材40として支持体29を使用してもよい。
図20はモールド13から剥離されたマイクロニードルアレイ2を示している。マイクロニードルアレイ2は、基材40、基材40の上に形成された針部112、錐台部113及びシート部116で構成される。針部112は、円錐形状又は多角錐形状を少なくとも先端に有しているが、針部112はこの形状に限定されるものではない。
本発明のマイクロニードルアレイの製造法としては、特に限定されないが、(1)モールドの製造工程、(2)水溶性高分子または二糖類のうちの少なくとも一種、薬物、および界面活性剤を含む液を調製する工程、(3)(2)で得た液をモールドに充填し、針部先端領域を形成する工程、(4)水溶性高分子または二糖類を含む液をモールドに充填し、針部の残部、(所望により錐台部)、及びシート部を形成する工程、(5)モールドから剥離する工程、を含む製造法によって得ることが好ましい。
以下に、本発明の実施例を挙げて本発明をさらに具体的に説明する。なお、以下の実施例に示される材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
実施例における略号、商品名は以下を意味する。
HES:ヒドロキシエチルスターチ70000(Fresenius Kabi株式会社)(重量平均分子量は70000)
CS:コンドロイチン硫酸ナトリウム(マルハニチロ株式会社)(重量平均分子量は90000)
スクロース:ショ糖(和光純薬株式会社)
Tw:Tween(登録商標)80(Seppic株式会社)
SDS:ドデシル硫酸ナトリウム (和光純薬株式会社)
Pluronic(登録商標)F-68(日本油脂株式会社)
Triton(登録商標)-X (Alfa Aesar株式会社)
HES:ヒドロキシエチルスターチ70000(Fresenius Kabi株式会社)(重量平均分子量は70000)
CS:コンドロイチン硫酸ナトリウム(マルハニチロ株式会社)(重量平均分子量は90000)
スクロース:ショ糖(和光純薬株式会社)
Tw:Tween(登録商標)80(Seppic株式会社)
SDS:ドデシル硫酸ナトリウム (和光純薬株式会社)
Pluronic(登録商標)F-68(日本油脂株式会社)
Triton(登録商標)-X (Alfa Aesar株式会社)
<モールドの製造>
一辺40mmの平滑なNi板の表面に、図21に示すような、底面が500μmの直径D1で、150μmの高さH1の円錐台50上に、300μmの直径D2で、500μmの高さH2の円錐52が形成された針状構造の形状部12を、1000μmのピッチL10にて四角形状に100本の針を2次元正方配列に研削加工することで、原版11を作製した。この原版11の上に、シリコンゴム(ダウ・コーニング社製SILASTIC MDX4-4210)の膜を0.6mmの厚みで形成し、膜面から原版11の円錐先端部50μmを突出させた状態で熱硬化させ、剥離した。これにより、約30μmの直径の貫通孔を有するシリコンゴムの反転品を作製した。このシリコンゴム反転品の、中央部に10列×10行の2次元配列された針状凹部が形成された、一辺30mmの平面部外を切り落としたものをモールドとして用いた。針状凹部の開口部が広い方をモールドの表面とし、30μmの直径の貫通孔(空気抜き孔)を有する面をモールドの裏面とした。
一辺40mmの平滑なNi板の表面に、図21に示すような、底面が500μmの直径D1で、150μmの高さH1の円錐台50上に、300μmの直径D2で、500μmの高さH2の円錐52が形成された針状構造の形状部12を、1000μmのピッチL10にて四角形状に100本の針を2次元正方配列に研削加工することで、原版11を作製した。この原版11の上に、シリコンゴム(ダウ・コーニング社製SILASTIC MDX4-4210)の膜を0.6mmの厚みで形成し、膜面から原版11の円錐先端部50μmを突出させた状態で熱硬化させ、剥離した。これにより、約30μmの直径の貫通孔を有するシリコンゴムの反転品を作製した。このシリコンゴム反転品の、中央部に10列×10行の2次元配列された針状凹部が形成された、一辺30mmの平面部外を切り落としたものをモールドとして用いた。針状凹部の開口部が広い方をモールドの表面とし、30μmの直径の貫通孔(空気抜き孔)を有する面をモールドの裏面とした。
<ヒト血清アルブミンを用いた実験>
(針部先端部を形成するヒト血清アルブミンを含む水溶液の調製)
凍結乾燥されたヒト血清アルブミン(和光純薬株式会社)を注射用水に溶解した後、ヒドロキシエチルスターチ70000(HES、Fresenius Kabi株式会社、重量平均分子量70000)、スクロース(和光純薬株式会社)、Tween(登録商標)80(Seppic)(実施例の場合)と混合した。ヒト血清アルブミン、HES、スクロース、界面活性剤(Tween(登録商標)80)の量は表1に示す通りに調整した。
(針部先端部を形成するヒト血清アルブミンを含む水溶液の調製)
凍結乾燥されたヒト血清アルブミン(和光純薬株式会社)を注射用水に溶解した後、ヒドロキシエチルスターチ70000(HES、Fresenius Kabi株式会社、重量平均分子量70000)、スクロース(和光純薬株式会社)、Tween(登録商標)80(Seppic)(実施例の場合)と混合した。ヒト血清アルブミン、HES、スクロース、界面活性剤(Tween(登録商標)80)の量は表1に示す通りに調整した。
(針部基部およびシート部を形成する水溶性高分子溶解液の調製)
コンドロイチン硫酸ナトリウム(CS、マルハニチロ株式会社)を水に溶解して、CSの39質量%水溶液を調製した。
コンドロイチン硫酸ナトリウム(CS、マルハニチロ株式会社)を水に溶解して、CSの39質量%水溶液を調製した。
(ヒト血清アルブミンを含む水溶液のモールドへの充填)
上記で調製したヒト血清アルブミンを含む水溶液を、上記で製造したモールドに充填した。続けて、上記モールドを23℃、相対湿度45%の環境下でフタ(箱)内に収め、乾燥した。このとき、ヒト血清アルブミンを含む水溶液は、徐々に乾燥され、180分以上経過した後に、含水率が20%以下となる。また乾燥の手段は、フタに限定されるものではなく、温湿度制御や風量制御などの他の手段を用いても良い。
上記で調製したヒト血清アルブミンを含む水溶液を、上記で製造したモールドに充填した。続けて、上記モールドを23℃、相対湿度45%の環境下でフタ(箱)内に収め、乾燥した。このとき、ヒト血清アルブミンを含む水溶液は、徐々に乾燥され、180分以上経過した後に、含水率が20%以下となる。また乾燥の手段は、フタに限定されるものではなく、温湿度制御や風量制御などの他の手段を用いても良い。
(針部基部およびシート部の形成及び乾燥)
シート部を形成するための支持体としては、ポリエチレンテレフタレート(PET)シート(175μm)をクラウドリムーバー(Victor jvc社)を用いて、以下条件(使用ガス:O2、ガス圧:13Pa、高周波(RF)電力:100W、照射時間:3分、O2流量:SV250、目標真空度(CCG):2.0×10-4Pa)にて親水化プラズマ処理したものを用いる。処理を施したPET上に、水溶性高分子溶解液を、表裏面を75μmの膜厚で塗布した。一方で、薬物を含む高分子溶解液を充填したモールドを吸引台に吸引固定した。水溶性高分子溶解液を塗布したPETの表面側を、モールド表面を向かい合わせに配置し、更にPETとモールド間の空隙、また、PETのモールドと反対側の空間を2分間減圧した。減圧後、PETのモールドと反対側の空間のみ大気圧開放することで、水溶性高分子溶解液を塗布したPETと、モールドを貼り合せた。10分間接触状態を維持した後、PETとモールドが貼り合わさって一体となったものを23℃、45RH%(相対湿度%)の環境下で乾燥させた。
シート部を形成するための支持体としては、ポリエチレンテレフタレート(PET)シート(175μm)をクラウドリムーバー(Victor jvc社)を用いて、以下条件(使用ガス:O2、ガス圧:13Pa、高周波(RF)電力:100W、照射時間:3分、O2流量:SV250、目標真空度(CCG):2.0×10-4Pa)にて親水化プラズマ処理したものを用いる。処理を施したPET上に、水溶性高分子溶解液を、表裏面を75μmの膜厚で塗布した。一方で、薬物を含む高分子溶解液を充填したモールドを吸引台に吸引固定した。水溶性高分子溶解液を塗布したPETの表面側を、モールド表面を向かい合わせに配置し、更にPETとモールド間の空隙、また、PETのモールドと反対側の空間を2分間減圧した。減圧後、PETのモールドと反対側の空間のみ大気圧開放することで、水溶性高分子溶解液を塗布したPETと、モールドを貼り合せた。10分間接触状態を維持した後、PETとモールドが貼り合わさって一体となったものを23℃、45RH%(相対湿度%)の環境下で乾燥させた。
(剥離工程)
乾燥固化したマイクロニードルアレイをモールドから慎重に剥離することで、ヒト血清アルブミンを内包したマイクロニードルアレイが形成された。
本マイクロニードルは、錐台部と針部から構成されており、針状凸部の長さLが高さ:約600μm、基底部の幅:約270μm、錐台部が、高さ約140μm、上底面直径約270μm、下底面直径約500μmの円錐台構造であり、針本数100本、針の間隔約1mmで配置されている。
乾燥固化したマイクロニードルアレイをモールドから慎重に剥離することで、ヒト血清アルブミンを内包したマイクロニードルアレイが形成された。
本マイクロニードルは、錐台部と針部から構成されており、針状凸部の長さLが高さ:約600μm、基底部の幅:約270μm、錐台部が、高さ約140μm、上底面直径約270μm、下底面直径約500μmの円錐台構造であり、針本数100本、針の間隔約1mmで配置されている。
(評価1:マイクロニードルアレイの形状確認)
作製したマイクロニードルアレイをマイクロスコープ(VHX-5000、キーエンス株式会社)で観察した。観察結果を表1に示す。表1において、マイクロニードルアレイの形状に異常(ヒビや白濁)が観察されたものをB、上記異常が観察されなかったものをAとした。
作製したマイクロニードルアレイをマイクロスコープ(VHX-5000、キーエンス株式会社)で観察した。観察結果を表1に示す。表1において、マイクロニードルアレイの形状に異常(ヒビや白濁)が観察されたものをB、上記異常が観察されなかったものをAとした。
(評価2:針先端充填率の評価)
作製したマイクロニードルアレイの針部先端から約400μmまでの針部先端領域を、シート部と並行に切断し、切断した針部先端領域を純水に溶解させた(サンプル1)。同様にして、切断後に残ったマイクロニードルアレイも純水に溶解させた(サンプル2)。溶解液中のヒト血清アルブミン量をBradford法で測定した。以下の式により、針先端充填率を求めた。針先端充填率が80%以上の場合をA、針先端充填率が80%未満の場合をBとした。
針先端充填率=サンプル1のワクチン量÷(サンプル1のワクチン量+サンプル2のワクチン量)
作製したマイクロニードルアレイの針部先端から約400μmまでの針部先端領域を、シート部と並行に切断し、切断した針部先端領域を純水に溶解させた(サンプル1)。同様にして、切断後に残ったマイクロニードルアレイも純水に溶解させた(サンプル2)。溶解液中のヒト血清アルブミン量をBradford法で測定した。以下の式により、針先端充填率を求めた。針先端充填率が80%以上の場合をA、針先端充填率が80%未満の場合をBとした。
針先端充填率=サンプル1のワクチン量÷(サンプル1のワクチン量+サンプル2のワクチン量)

<インフルエンザワクチンを用いた実験>
(針部先端部を形成するインフルエンザワクチンを含む水溶液の調製)
インフルエンザワクチンを遠心濃縮した後、表2に示す基剤および界面活性剤(実施例の場合)と混合した。インフルエンザワクチン、基剤および界面活性剤の種類および量は表2に示す通りに調整した。
(針部先端部を形成するインフルエンザワクチンを含む水溶液の調製)
インフルエンザワクチンを遠心濃縮した後、表2に示す基剤および界面活性剤(実施例の場合)と混合した。インフルエンザワクチン、基剤および界面活性剤の種類および量は表2に示す通りに調整した。
(針部基部およびシート部を形成する水溶性高分子溶解液の調製)
コンドロイチン硫酸ナトリウム(CS、マルハニチロ株式会社、重量平均分子量は90000)を水に溶解して、CSの39質量%水溶液を調製した。
コンドロイチン硫酸ナトリウム(CS、マルハニチロ株式会社、重量平均分子量は90000)を水に溶解して、CSの39質量%水溶液を調製した。
(インフルエンザワクチンを含む水溶液のモールドへの充填)
上記で調製したインフルエンザワクチンを含む水溶液を、上記で製造したモールドに充填した。続けて、上記モールドを23℃、相対湿度45%の環境下でフタ(箱)内に収め、乾燥した。このとき、インフルエンザワクチンを含む水溶液は、徐々に乾燥され、180分以上経過した後に、含水率が20%以下となる。また乾燥の手段は、フタに限定されるものではなく、温湿度制御や風量制御などの他の手段を用いても良い。
上記で調製したインフルエンザワクチンを含む水溶液を、上記で製造したモールドに充填した。続けて、上記モールドを23℃、相対湿度45%の環境下でフタ(箱)内に収め、乾燥した。このとき、インフルエンザワクチンを含む水溶液は、徐々に乾燥され、180分以上経過した後に、含水率が20%以下となる。また乾燥の手段は、フタに限定されるものではなく、温湿度制御や風量制御などの他の手段を用いても良い。
(針部基部およびシート部の形成及び乾燥)
上記水溶液を充填したモールド上に、ステンレス製(SUS304)の型枠(厚み0.2mm、直径15mm)を置いた。ここに、上記CSの39質量%水溶液を直接塗布し、針状凹部に充填した後、乾燥させた(温度23℃、相対湿度45%)。
上記水溶液を充填したモールド上に、ステンレス製(SUS304)の型枠(厚み0.2mm、直径15mm)を置いた。ここに、上記CSの39質量%水溶液を直接塗布し、針状凹部に充填した後、乾燥させた(温度23℃、相対湿度45%)。
(剥離工程)
乾燥固化したマイクロニードルアレイをモールドから慎重に剥離することで、インフルエンザワクチンを内包したマイクロニードルアレイが形成された。本マイクロニードルは、錐台部と針部から構成されており、針状凸部の長さLが高さ:約800μm、基底部の幅:約360μm、錐台部が、高さ約170μm、上底面直径約360μm、下底面直径約750μmの円錐台構造であり、針本数109本、針の間隔約1mmで配置されている。
乾燥固化したマイクロニードルアレイをモールドから慎重に剥離することで、インフルエンザワクチンを内包したマイクロニードルアレイが形成された。本マイクロニードルは、錐台部と針部から構成されており、針状凸部の長さLが高さ:約800μm、基底部の幅:約360μm、錐台部が、高さ約170μm、上底面直径約360μm、下底面直径約750μmの円錐台構造であり、針本数109本、針の間隔約1mmで配置されている。
(評価1:マイクロニードルアレイ(MNA)の形状確認)
作製したマイクロニードルアレイをマイクロスコープ(VHX-5000、キーエンス株式会社)で観察した。観察結果を表2に示す。表2において、マイクロニードルアレイの形状に異常(ヒビや白濁)が観察されたものをB、上記異常が観察されなかったものをAとした。
作製したマイクロニードルアレイをマイクロスコープ(VHX-5000、キーエンス株式会社)で観察した。観察結果を表2に示す。表2において、マイクロニードルアレイの形状に異常(ヒビや白濁)が観察されたものをB、上記異常が観察されなかったものをAとした。
(評価2:針先端充填率評価)
作製したマイクロニードルアレイの針部先端から約575μmまでの針部先端領域を、シート部と並行に切断し、切断した針部先端領域をBuffer液(Tween(登録商標)20(Merck)、ウシ血清アルブミン(SIGMA)を含有するTris緩衝液)中に溶解させた(サンプル1)。同様にして、切断後に残ったマイクロニードルアレイもBuffer液に溶解させた(サンプル2)。溶解液中のワクチン量をELISA (Enzyme-Linked ImmunoSorbent Assay)法にて測定した。以下の式により、針先端充填率を求めた。針先端充填率が80%以上の場合をA、針先端充填率が80%未満の場合をBとした。
針先端充填率=サンプル1のワクチン量÷(サンプル1のワクチン量+サンプル2のワクチン量)
作製したマイクロニードルアレイの針部先端から約575μmまでの針部先端領域を、シート部と並行に切断し、切断した針部先端領域をBuffer液(Tween(登録商標)20(Merck)、ウシ血清アルブミン(SIGMA)を含有するTris緩衝液)中に溶解させた(サンプル1)。同様にして、切断後に残ったマイクロニードルアレイもBuffer液に溶解させた(サンプル2)。溶解液中のワクチン量をELISA (Enzyme-Linked ImmunoSorbent Assay)法にて測定した。以下の式により、針先端充填率を求めた。針先端充填率が80%以上の場合をA、針先端充填率が80%未満の場合をBとした。
針先端充填率=サンプル1のワクチン量÷(サンプル1のワクチン量+サンプル2のワクチン量)

1 マイクロニードルアレイ
2 マイクロニードルアレイ
110 マイクロニードル
112 針部
112A 針部第1層
112B 針部第2層
113 錐台部
116 シート部
120 薬物を含む層
122 薬物を含まない層
W 直径(幅)
H 高さ
T 高さ(厚み)
11 原版
12 形状部
13 モールド
15 針状凹部
15A 入口部
15B 先端凹部
15C 空気抜き孔
D 径(直径)
18 モールド複合体
19 気体透過シート
20 基台
22 薬物含有液
24 水溶性高分子または二糖類を含む液
29 支持体
30 タンク
32 配管
34 ノズル
34A リップ部
34B 開口部
36 液供給装置
P1 加圧力
P2 押付け力
P3 押付け力
40 基材
50 円錐台
52 円錐
D1 直径
D2 直径
L10 ピッチ
H1 高さ
H2 高さ
2 マイクロニードルアレイ
110 マイクロニードル
112 針部
112A 針部第1層
112B 針部第2層
113 錐台部
116 シート部
120 薬物を含む層
122 薬物を含まない層
W 直径(幅)
H 高さ
T 高さ(厚み)
11 原版
12 形状部
13 モールド
15 針状凹部
15A 入口部
15B 先端凹部
15C 空気抜き孔
D 径(直径)
18 モールド複合体
19 気体透過シート
20 基台
22 薬物含有液
24 水溶性高分子または二糖類を含む液
29 支持体
30 タンク
32 配管
34 ノズル
34A リップ部
34B 開口部
36 液供給装置
P1 加圧力
P2 押付け力
P3 押付け力
40 基材
50 円錐台
52 円錐
D1 直径
D2 直径
L10 ピッチ
H1 高さ
H2 高さ
Claims (5)
- 疎水性モールドに薬物含有液を充填して、針部先端部を形成する工程と、形成された針部先端部を含む前記モールドに水溶性高分子または二糖類を含有する液を充填して針部基部及びシート部を形成する工程を含む、マイクロニードルアレイの製造方法であって、前記薬物含有液が0.01mg/mL~5mg/mLの界面活性剤を含有する方法。
- 界面活性剤がノニオン性界面活性剤である、請求項1に記載の方法。
- 針部先端部を含む領域であって、針部全体の高さの2/3または575/800の長さに相当する高さを有する針部先端領域における薬物の質量が、モールドに充填した薬物の全質量の80%以上である、請求項1又は2に記載の方法。
- 前記薬物がペプチドまたはワクチンを含む、請求項1から3の何れか一項に記載の方法。
- 前記モールドが、ケイ素原子または炭素原子を含む、請求項1から4の何れか一項に記載の方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020500982A JPWO2019163805A1 (ja) | 2018-02-20 | 2019-02-20 | マイクロニードルアレイの製造方法 |
| US16/997,696 US20200376247A1 (en) | 2018-02-20 | 2020-08-19 | Method of producing microneedle array |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018027824 | 2018-02-20 | ||
| JP2018-027824 | 2018-12-20 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/997,696 Continuation US20200376247A1 (en) | 2018-02-20 | 2020-08-19 | Method of producing microneedle array |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019163805A1 true WO2019163805A1 (ja) | 2019-08-29 |
Family
ID=67686813
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/006230 WO2019163805A1 (ja) | 2018-02-20 | 2019-02-20 | マイクロニードルアレイの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20200376247A1 (ja) |
| JP (1) | JPWO2019163805A1 (ja) |
| WO (1) | WO2019163805A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021151201A (ja) * | 2020-03-24 | 2021-09-30 | 国立研究開発法人産業技術総合研究所 | マイクロニードルアレイ及びそれを用いた植物細胞への物質導入方法 |
| WO2021201266A1 (ja) * | 2020-04-03 | 2021-10-07 | コスメディ製薬株式会社 | 短時間溶解マイクロニードル |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114903843B (zh) * | 2022-06-02 | 2023-01-13 | 优微(珠海)生物科技有限公司 | 一种微针制剂、微针贴片及其制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009233170A (ja) * | 2008-03-27 | 2009-10-15 | Fujifilm Corp | 高アスペクト比構造シートの製造方法 |
| US20120027810A1 (en) * | 2008-12-22 | 2012-02-02 | The University Of Queensland | Patch production |
| WO2016143792A1 (ja) * | 2015-03-10 | 2016-09-15 | 富士フイルム株式会社 | 経皮吸収シートの製造方法 |
| JP2017517295A (ja) * | 2014-04-24 | 2017-06-29 | ジョージア テック リサーチ コーポレイション | マイクロニードル及びその製造方法 |
-
2019
- 2019-02-20 JP JP2020500982A patent/JPWO2019163805A1/ja not_active Abandoned
- 2019-02-20 WO PCT/JP2019/006230 patent/WO2019163805A1/ja active Application Filing
-
2020
- 2020-08-19 US US16/997,696 patent/US20200376247A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009233170A (ja) * | 2008-03-27 | 2009-10-15 | Fujifilm Corp | 高アスペクト比構造シートの製造方法 |
| US20120027810A1 (en) * | 2008-12-22 | 2012-02-02 | The University Of Queensland | Patch production |
| JP2017517295A (ja) * | 2014-04-24 | 2017-06-29 | ジョージア テック リサーチ コーポレイション | マイクロニードル及びその製造方法 |
| WO2016143792A1 (ja) * | 2015-03-10 | 2016-09-15 | 富士フイルム株式会社 | 経皮吸収シートの製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021151201A (ja) * | 2020-03-24 | 2021-09-30 | 国立研究開発法人産業技術総合研究所 | マイクロニードルアレイ及びそれを用いた植物細胞への物質導入方法 |
| JP7466181B2 (ja) | 2020-03-24 | 2024-04-12 | 国立研究開発法人産業技術総合研究所 | マイクロニードルアレイ及びそれを用いた植物細胞への物質導入方法 |
| WO2021201266A1 (ja) * | 2020-04-03 | 2021-10-07 | コスメディ製薬株式会社 | 短時間溶解マイクロニードル |
| CN113766913A (zh) * | 2020-04-03 | 2021-12-07 | 考司美德制药株式会社 | 短时间溶解微针 |
| AU2021249948B2 (en) * | 2020-04-03 | 2023-07-20 | Cosmed Pharmaceutical Co., Ltd. | Fast-dissolving microneedle |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2019163805A1 (ja) | 2021-02-25 |
| US20200376247A1 (en) | 2020-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6736337B2 (ja) | マイクロニードルアレイ | |
| AU2016320947B2 (en) | Microneedle array | |
| JP6606600B2 (ja) | マイクロニードルアレイ | |
| JP2016030072A (ja) | マイクロニードルアレイ | |
| CN109310854B (zh) | 微针阵列 | |
| US20200376247A1 (en) | Method of producing microneedle array | |
| JP2016067681A (ja) | マイクロニードルアレイ | |
| US20210121674A1 (en) | Japanese encephalitis vaccine-containing microneedle array | |
| JP6778296B2 (ja) | マイクロニードルアレイ | |
| WO2017179615A1 (ja) | マイクロニードルアレイ及びマイクロニードルアレイの製造方法 | |
| CN113677363B (zh) | 含有流感疫苗的微针阵列及微针阵列的制造方法 | |
| JP7165471B2 (ja) | マイクロニードルアレイ及びマイクロニードルアレイの製造方法 | |
| EP4183410A1 (en) | Preventive agent for japanese encephalitis and japanese encephalitis vaccine | |
| WO2017179613A1 (ja) | マイクロニードルアレイの製造方法 | |
| JP2020189038A (ja) | ポリオワクチン内包マイクロニードルアレイ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19757052 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020500982 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19757052 Country of ref document: EP Kind code of ref document: A1 |