WO2019163416A1 - 防眩性ハードコート積層フィルム - Google Patents
防眩性ハードコート積層フィルム Download PDFInfo
- Publication number
- WO2019163416A1 WO2019163416A1 PCT/JP2019/002639 JP2019002639W WO2019163416A1 WO 2019163416 A1 WO2019163416 A1 WO 2019163416A1 JP 2019002639 W JP2019002639 W JP 2019002639W WO 2019163416 A1 WO2019163416 A1 WO 2019163416A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hard coat
- mass
- parts
- meth
- laminated film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G75/00—Macromolecular compounds obtained by reactions forming a linkage containing sulfur with or without nitrogen, oxygen, or carbon in the main chain of the macromolecule
- C08G75/02—Polythioethers
- C08G75/04—Polythioethers from mercapto compounds or metallic derivatives thereof
- C08G75/045—Polythioethers from mercapto compounds or metallic derivatives thereof from mercapto compounds and unsaturated compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
- C08J7/0423—Coating with two or more layers, where at least one layer of a composition contains a polymer binder with at least one layer of inorganic material and at least one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D135/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a carboxyl radical, and containing at least another carboxyl radical in the molecule, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Coating compositions based on derivatives of such polymers
- C09D135/02—Homopolymers or copolymers of esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D147/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds; Coating compositions based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D181/00—Coating compositions based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur, with or without nitrogen, oxygen, or carbon only; Coating compositions based on polysulfones; Coating compositions based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/006—Anti-reflective coatings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/63—Additives non-macromolecular organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/65—Additives macromolecular
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/66—Additives characterised by particle size
- C09D7/69—Particle size larger than 1000 nm
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/18—Materials not provided for elsewhere for application to surfaces to minimize adherence of ice, mist or water thereto; Thawing or antifreeze materials for application to surfaces
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
- G02B1/111—Anti-reflection coatings using layers comprising organic materials
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/0228—Vinyl resin particles, e.g. polyvinyl acetate, polyvinyl alcohol polymers or ethylene-vinyl acetate copolymers
- B32B2264/0242—Vinyl halide, e.g. PVC, PVDC, PVF or PVDF (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/025—Acrylic resin particles, e.g. polymethyl methacrylate or ethylene-acrylate copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
- B32B2264/1021—Silica
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
- B32B2264/1023—Alumina
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/302—Average diameter in the range from 100 nm to 1000 nm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/303—Average diameter greater than 1µm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2327/00—Polyvinylhalogenides
- B32B2327/12—Polyvinylhalogenides containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2333/00—Polymers of unsaturated acids or derivatives thereof
- B32B2333/04—Polymers of esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2383/00—Polysiloxanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/202—LCD, i.e. liquid crystal displays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/204—Plasma displays
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2435/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a carboxyl radical, and containing at least one other carboxyl radical in the molecule, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Derivatives of such polymers
- C08J2435/02—Characterised by the use of homopolymers or copolymers of esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/36—Sulfur-, selenium-, or tellurium-containing compounds
- C08K5/37—Thiols
Definitions
- the present invention relates to an antiglare hard coat laminated film. More specifically, the present invention relates to an antiglare hard coat laminated film having good scratch resistance.
- a car navigation device equipped with a touch panel that is installed on an image display device such as a liquid crystal display, a plasma display, and an electroluminescence display and can be input by touching with a finger or a pen while watching the display. It is popular.
- a plastic display face plate or the surface of a glass display face plate is used. Bonding an anti-scattering film is widely performed. Further, the image display device of the car navigation device is provided with anti-glare properties in order to cope with the problem that light from the outside is incident on the screen and this light is reflected to make it difficult to see the display image.
- the antiglare property is imparted by bonding an antiglare hard coat laminated film to the surface of a plastic display face plate, or forming an antiglare hard coat on the surface of the anti-scattering film.
- a first object of the present invention is to provide a novel antiglare hard coat laminated film having excellent antiglare properties.
- the further subject of this invention is providing the anti-glare hard-coat laminated film which is excellent in anti-glare property and has favorable abrasion resistance.
- Still another subject of the present invention is preferably excellent in antiglare property and scratch resistance, and has at least one characteristic of crack resistance, surface appearance, transparency, color tone, surface hardness, and bending resistance. It is excellent, and more preferably, to provide an antiglare hard coat laminated film excellent in substantially all of these.
- the first hard coat is (A) 100 parts by mass of a copolymer of (a1) polyfunctional (meth) acrylate and (a2) polyfunctional thiol; (B) 0.01 to 7 parts by mass of a water repellent agent; and (C) A hard coat laminated film formed from a paint containing 0.1 to 10 parts by mass of resin fine particles having an average particle size of 0.5 to 10 ⁇ m and no inorganic particles. [2].
- the first hard coat is (A) a copolymer of (a1) polyfunctional (meth) acrylate and (a2) polyfunctional thiol; (B) a water repellent; (C) formed of a paint containing resin fine particles having an average particle size of 0.5 to 10 ⁇ m and no inorganic particles; Hard coat laminated film satisfying the following characteristics (i) to (iii): (I) Place the hard coat laminated film on the Gakushin type testing machine of JIS L0849: 2013 with the first hard coat on the surface, and attach # 0000 steel wool to the friction terminal of the Gakushoku type testing machine Then, after applying a load of 500 g, rubbing the surface of the first hard coat 100 times in a reciprocating manner under the conditions of a moving speed of the friction terminal of 300 mm / min and a moving distance of 30 mm, unacceptable; (Ii) the total light transmittance is
- the third hard coat is formed from a paint containing inorganic particles.
- the hard coat laminated film as described in the above item [1] or [2]. [4].
- the antiglare hard coat laminated film of the present invention is excellent in antiglare property and has good scratch resistance.
- the preferred antiglare hard coat laminated film of the present invention is substantially excellent in all of antiglare properties, scratch resistance, crack resistance, surface appearance, transparency, color tone, surface hardness, and bending resistance. Therefore, this antiglare hard coat laminated film does not have an image display device (an image display device having a touch panel function and a touch panel function) such as an article or an article member, for example, a liquid crystal display, a plasma display, and an electroluminescence display.
- image display devices these display faceplates and members such as housings; devices that are often used in an environment where light from the outside is incident on the screen of a car navigation device or the like, and has a touch panel function It can be suitably used as a member of the apparatus.
- the term “resin” is used as a term including a resin mixture containing two or more resins and a resin composition containing components other than the resin.
- the term “film” is used interchangeably or interchangeably with “sheet”.
- laminating a certain layer and another layer in order means laminating those layers directly and interposing one or more other layers such as anchor coats between these layers. Including both lamination.
- the terms “film” and “sheet” are used for what can be rolled up in a roll form industrially.
- the term “plate” is used for those that cannot be rolled up industrially in roll form.
- ⁇ The term “more” related to a numerical range is used to mean a certain numerical value or a certain numerical value. For example, 20% or more means 20% or more than 20%.
- the term “below” relating to a numerical range is used to mean a certain numerical value or less than a certain numerical value. For example, 20% or less means 20% or less than 20%.
- the symbol “ ⁇ ” in a numerical range is used to mean a certain numerical value, a certain numerical value and less than a certain other numerical value, or another certain numerical value.
- 10-90% means 10%, more than 10% and less than 90%, or 90%.
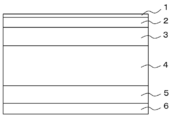
- the hard coat laminated film of this invention has a 1st hard coat and the layer of a transparent resin film in order from the surface layer side.
- the “surface layer side” refers to the outer surface (display surface when used in an image display device) when an article formed from a hard coat laminated film having a multilayer structure is used in the field. It means close.
- the first hard coat usually forms the surface of the antiglare hard coat laminated film of the present invention.
- the first hard coat generally forms a touch surface when the antiglare hard coat laminated film of the present invention is used as a display face plate of an image display device having a touch panel function.
- the first hard coat exhibits good antiglare properties and good scratch resistance, and functions to prevent scratches even when repeatedly rubbed with steel wool or the like.
- the first hard coat is a copolymer of (A) (a1) polyfunctional (meth) acrylate and (a2) polyfunctional thiol (compound having two or more thiol groups in one molecule), (B) It is formed from a paint containing a water repellent and (C) resin fine particles having an average particle size of 0.5 to 10 ⁇ m and no inorganic particles.
- the first hard coat is preferably 100 parts by mass of (A) (a1) polyfunctional (meth) acrylate and (a2) polyfunctional thiol copolymer, and (B) 0.01 to 7 mass of water repellent. And (C) a coating material containing 0.1 to 10 parts by mass of resin fine particles having an average particle diameter of 0.5 to 10 ⁇ m and not containing inorganic particles.
- Inorganic particles for example, silica (silicon dioxide); metal oxide particles such as aluminum oxide, zirconia, titania, zinc oxide, germanium oxide, indium oxide, tin oxide, indium tin oxide, antimony oxide, and cerium oxide; fluorination Metal fluoride particles such as magnesium and sodium fluoride; metal sulfide particles; metal nitride particles; and metal particles
- silica silicon dioxide
- metal oxide particles such as aluminum oxide, zirconia, titania, zinc oxide, germanium oxide, indium oxide, tin oxide, indium tin oxide, antimony oxide, and cerium oxide
- fluorination Metal fluoride particles such as magnesium and sodium fluoride
- metal sulfide particles metal nitride particles
- metal particles are highly effective in increasing the hardness of the hard coat.
- inorganic particles having an appropriate average particle size are also useful in terms of imparting antiglare properties.
- the inorganic particles have a weak interaction with the resin component such as the
- “does not contain” inorganic particles means that it does not contain a significant amount of inorganic particles from the viewpoint of increasing the hardness of the hard coat.
- the significant amount of the inorganic particles in the above viewpoint is usually about 1 part by mass or more with respect to 100 parts by mass of the copolymer of the component (A). Therefore, “does not contain” inorganic particles means that the amount of inorganic particles is usually 0 parts by mass or more and less than 1 part by mass, preferably 0.5 parts by mass with respect to 100 parts by mass of the copolymer of component (A).
- it can be paraphrased more preferably as 0.1 parts by mass or less, and still more preferably as 0.01 parts by mass or less.
- (A) (a1) Copolymer of polyfunctional (meth) acrylate and (a2) polyfunctional thiol
- the copolymer of component (A) is composed of (a1) polyfunctional (meth) acrylate and (a2) polyfunctional. It is composed of thiol. Since both the component (a1) and the component (a2) are polyfunctional monomers, the component (A) is usually a copolymer having a highly branched structure, a so-called dendrimer structure.
- (meth) acrylate means acrylate or methacrylate.
- the copolymer of the component (A) functions to form a hard coat by being polymerized and cured by an active energy ray such as an ultraviolet ray or an electron beam.
- the component (a1) polyfunctional (meth) acrylate is a (meth) acrylate having two or more (meth) acryloyl groups in one molecule.
- the number of (meth) acryloyl groups in one molecule of the component (a1) is preferably 3 or more, more preferably from the viewpoint of making the copolymer of the component (A) have a so-called dendrimer structure. May be 4 or more, more preferably 5 or more.
- the number of (meth) acryloyl groups in one molecule is usually 20 or less, preferably 12 or less, from the viewpoint of crack resistance.
- polyfunctional (meth) acrylate for example, diethylene glycol di (meth) acrylate, neopentyl glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, polyethylene Glycol di (meth) acrylate, 2,2′-bis (4- (meth) acryloyloxypolyethyleneoxyphenyl) propane, 2,2′-bis (4- (meth) acryloyloxypolypropyleneoxyphenyl) propane, etc.
- diethylene glycol di (meth) acrylate for example, diethylene glycol di (meth) acrylate, neopentyl glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, polyethylene Glycol di (meth) acrylate, 2,2′-bis (4- (meth) acryloyloxypolyethyleneoxyphenyl) propane, 2,2′-bis (4- (meth
- (Meth) acryloyl group-containing bifunctional reactive monomers (meth) acryloyl such as trimethylolpropane tri (meth) acrylate, trimethylolethane tri (meth) acrylate, and ethoxylated trimethylolpropane tri (meth) acrylate -Containing trifunctional reactive monomer; (meth) acryloyl group-containing tetrafunctional reactive monomer such as ditrimethylolpropane tetra (meth) acrylate and pentaerythritol tetramethacrylate; (meth) acryloyl group-containing hexafunctional such as dipentaerythritol hexaacrylate Examples include reactive monomers; (meth) acryloyl group-containing octafunctional reactive monomers such as tripentaerythritol octaacrylate; and polymers (oligomers and prepolymers) containing one or more of these
- the component (a1) polyfunctional (meth) acrylate for example, polyurethane (meth) acrylate, polyester (meth) acrylate, polyacryl (meth) acrylate, polyepoxy (meth) acrylate, polyalkylene glycol Examples thereof include prepolymers or oligomers such as poly (meth) acrylate and polyether (meth) acrylate having two or more (meth) acryloyl groups in one molecule.
- these 1 type, or 2 or more types of mixtures can be used.
- the component (a2) polyfunctional thiol is a compound having two or more thiol groups in one molecule.
- the number of thiol groups in one molecule of the component (a2) is preferably 3 or more, more preferably 4 from the viewpoint of making the copolymer of the component (A) have a so-called dendrimer structure. It may be above.
- the number of thiol groups in one molecule may be usually 20 or less, preferably 12 or less, from the viewpoint of crack resistance of the hard coat laminated film.
- the thiol group of the component (a2) polyfunctional thiol is preferably a secondary thiol group from the viewpoint of the balance between reactivity and handleability.
- the component (a2) polyfunctional thiol has one or more polymerizable functional groups other than thiol groups such as (meth) acryloyl group, vinyl group, epoxy group, and isocyanate group in one molecule. There may be.
- a compound having two or more thiol groups in one molecule and having two or more (meth) acryloyl groups is the component (a2) and not the component (a1).
- Examples of the component (a2) polyfunctional thiol include 1,2-ethanedithiol, ethylene glycol bis (3-mercaptopropionate), diethylene glycol bis (3-mercaptopropionate), 1,4-bis (3 -Compounds having two thiol groups in one molecule such as mercaptobutyryloxy) butane and tetraethylene glycol bis (3-mercaptopropionate); 1,3,5-tris (3-mercaptobutyryloxy) Ethyl) -1,3,5-triazine-2,4,6 (1H, 3H, 5H) -trione, trimethylolpropane tris (3-mercaptobutyrate), trimethylolethane tris (3-mercaptobutyrate), And tris [(3-mercaptopropionyloxy) ethyl] isocyanurate Compounds having three thiol groups in the molecule; compounds having four thiol groups in one molecule such as pentaerythritol
- the copolymer of the component (A) contains a constituent unit derived from a monomer copolymerizable with the component (a1) and the component (a2) in addition to the component (a1) and the component (a2) as long as the object of the present invention is not adversely affected. It may be.
- the copolymerizable monomer is usually a compound having a carbon / carbon double bond, and typically a compound having an ethylenic double bond.
- the content of the structural unit derived from the component (a1) polyfunctional (meth) acrylate in the copolymer of the component (A) (hereinafter sometimes abbreviated as (a1) content) is the polymerizable monomer.
- (a1) content is the polymerizable monomer.
- it may be 50 mol% or more, preferably 60 mol% or more, more preferably 70 mol% or more, still more preferably 80 mol% or more.
- the content of (a1) is from the viewpoint of making the copolymer structure of the component (A) have a so-called dendrimer structure, and from the viewpoint of crack resistance and handling properties of the hard coat laminated film to be formed.
- it may be 99 mol% or less, preferably 97 mol% or less, more preferably 95 mol% or less, and still more preferably 93 mol% or less.
- the content of (a1) is usually 50 mol% or more and 99 mol% or less, preferably 50 mol% or more and 97 mol% or less, with the total of structural units derived from the polymerizable monomer being 100 mol%, 50 mol% to 95 mol%, 50 mol% to 93 mol%, 60 mol% to 99 mol%, 60 mol% to 97 mol%, 60 mol% to 95 mol%, 60 mol% to 93 mol Mol% or less, 70 mol% or more and 99 mol% or less, 70 mol% or more and 97 mol% or less, 70 mol% or more and 95 mol% or less, 70 mol% or more and 93 mol% or less, 80 mol% or more and 99 mol% or less, 80 It may be from mol% to 97 mol%, from 80 mol% to 95 mol%, or from 80 mol% to 93 mol%.
- the content of the structural unit derived from the component (a2) polyfunctional thiol in the copolymer of the component (A) (hereinafter sometimes abbreviated as (a2) content) is derived from the polymerizable monomer. From the viewpoint of making the structure of the component (A) have a so-called dendrimer structure, with the total unit being 100 mol%, and from the viewpoint of crack resistance and handling properties of the hard coat laminated film to be formed, it is usually 1 mol%.
- the content may be 3 mol% or more, more preferably 5 mol% or more, and even more preferably 7 mol% or more.
- the content of (a2) is usually 50 mol from the viewpoint of making the copolymer of the component (A) have a so-called dendrimer structure and from the viewpoint of scratch resistance of the hard coat laminated film to be formed. % Or less, preferably 40 mol% or less, more preferably 30 mol% or less, still more preferably 20 mol% or less.
- the content of (a2) is usually 1 mol% or more and 50 mol% or less, preferably 1 mol% or more and 40 mol% or less, with the total of structural units derived from the polymerizable monomer being 100 mol%, 1 mol% to 30 mol%, 1 mol% to 20 mol%, 3 mol% to 50 mol%, 3 mol% to 40 mol%, 3 mol% to 30 mol%, 3 mol% to 20 Mol% or less, 5 mol% or more and 50 mol% or less, 5 mol% or more and 40 mol% or less, 5 mol% or more and 30 mol% or less, 5 mol% or more and 20 mol% or less, 7 mol% or more and 50 mol% or less, 7 It may be from mol% to 40 mol%, from 7 mol% to 30 mol%, or from 7 mol% to 20 mol%.
- the sum of the content (a1) and the content (a2) is usually 80 mol% or more, preferably 90 mol% or more, with the total of structural units derived from the polymerizable monomer being 100 mol%. Preferably it is 95 mol% or more, More preferably, it may be 99 mol% or more and 100 mol% or less.
- the “polymerizable monomer” means the component (a1) polyfunctional (meth) acrylate, the component (a2) polyfunctional thiol, and a monomer copolymerizable therewith.
- the copolymerizable monomer is usually a compound having a carbon / carbon double bond, and typically a compound having an ethylenic double bond.
- the sulfur content in the copolymer of the component (A) is usually 0.1 to 12% by mass, preferably 0.5 to 10% by mass, from the viewpoint of setting the content (a2) to the above-mentioned preferable range. More preferably, it may be 1 to 7% by mass, and still more preferably 1.5 to 5% by mass. In one embodiment, the sulfur content is 0.1-10 wt%, 0.1-7 wt%, 0.1-5 wt%, 0.5-12 wt%, 0.5-7 wt%, 0.5-5% by mass, 1-12% by mass, 1-10% by mass, 1-5% by mass, 1.5-12% by mass, 1.5-10% by mass, or 1.5-7% by mass It may be.
- the sulfur content is a value measured by atomic absorption spectrometry. Specifically, using a microwave device, using a mixed acid of nitric acid and hydrochloric acid (volume ratio 8: 2), ashing (wet decomposition) of the sample, adding an aqueous hydrochloric acid solution and filtering, It is the value which measured the measurement sample obtained by carrying out the constant volume of a filtrate with purified water by the atomic absorption spectrometry. At this time, yttrium was used as an internal standard. It should be noted that sulfur should be prevented because it binds to iron and the like and precipitates easily. The measurement of the sulfur content by atomic absorption spectrometry was specifically performed according to the following procedure.
- the polytetrafluoroethylene ashing container was allowed to stand until the temperature inside the ashing container reached room temperature, and then degassed for the second time.
- the pressure was increased to 400 PSI at a power of 40 PSI and a temperature of 130 ° C. over 10 minutes, held for 3 minutes, and then increased to a pressure of 60 PSI at a power of 400 P and a temperature of 150 ° C. over 10 minutes.
- the temperature is raised and held for 5 minutes, then the pressure is raised to 400 PSI at a pressure of 100 PSI and a temperature of 160 ° C. over 10 minutes.
- the pressure is raised to a pressure of 250 PSI and a temperature of 180 ° C. over 10 minutes.
- the temperature was raised and held for 3 minutes, and then the temperature was raised to a pressure of 550 PSI at a power of 400 W and a temperature of 200 ° C. over 10 minutes, and maintained for 7 minutes.
- the second heat treatment was performed under the condition that the pressure was raised to a pressure of 600 PSI at a power of 400 W and a temperature of 230 ° C. over 20 minutes and held for 10 minutes.
- 10 mL of a 1: 1 hydrochloric acid aqueous solution of hydrochloric acid for atomic absorption analysis and purified water from Kanto Chemical Co., Inc. was added, mixed, and allowed to stand at room temperature for 6 hours. Filtration was performed using “filter paper No.
- a differential molecular weight distribution curve (hereinafter abbreviated as “GPC curve”) measured by gel permeation chromatography (hereinafter abbreviated as “GPC”) of the copolymer of component (A) using tetrahydrofuran as the mobile phase.
- the weight average molecular weight (Mw) calculated in terms of polystyrene is preferably 5,000 or more, more preferably 8,000, from the viewpoint of the balance between scratch resistance and crack resistance of the hard coat laminated film to be formed. More preferably, it may be 10,000 or more.
- this mass average molecular weight (Mw) is preferably 200,000 or less, more preferably 100,000 or less, and still more preferably 50,000 or less, from the viewpoint of the coating property of the coating material containing the copolymer of the component (A). It may be.
- the mass average molecular weight (Mw) of the copolymer of the component (A) is preferably 5,000 to 200,000, more preferably 5,000 to 100,000, 5,000 to 50,000, It may be 8,000 to 200,000, 8,000 to 100,000, 8,000 to 50,000, 10,000 to 200,000, 10,000 to 100,000, or 10,000 to 50,000.
- the polystyrene-equivalent Z-average molecular weight (Mz) determined from the GPC curve of the copolymer of component (A) is the scratch resistance and crack resistance of the hard coat laminated film to be formed. From the viewpoint of balance, it may be preferably 5,000 or more, more preferably 10,000 or more, and still more preferably 30,000 or more. On the other hand, the Z average molecular weight (Mz) is preferably 200,000 or less, more preferably 150,000 or less, and further preferably 120,000 or less, from the viewpoint of the coating property of the coating material containing the copolymer of the component (A). It may be.
- the Z average molecular weight (Mz) of the copolymer of the component (A) is preferably 5,000 to 200,000, more preferably 5,000 to 150,000, 5,000 to 120,000, It may be 10,000 or more and 200,000 or less, 10,000 or more and 150,000 or less, 10,000 or more and 120,000 or less, 30,000 or more and 200,000 or less, 30,000 or more and 150,000 or less, or 30,000 or more and 120,000 or less.
- GPC measurement uses Tosoh Corporation's high-performance liquid chromatography system “HLC-8320” (trade name) (a system that includes a degasser, liquid feed pump, autosampler, column oven, and RI (differential refractive index) detector).
- HLC-8320 high-performance liquid chromatography system
- GPC column Shodex's GPC columns “KF-806L” (trade name), 2 pieces, “KF-802” (trade name) and “KF-801” (trade name), one each Four tubes are connected in the order of KF-806L, KF-806L, KF-802, and KF-801 from the upstream side; tetrahydrofuran for high-performance liquid chromatograph manufactured by Wako Pure Chemical Industries, Ltd.
- flow rate 1.0 ml / min, column temperature 40 ° C., sample concentration 1 mg / ml, and sample injection volume 00 can be carried out under the conditions of a micro liter.
- the elution amount in each holding volume can be determined from the detection amount of the RI detector, assuming that the refractive index of the measurement sample does not depend on the molecular weight.
- the calibration curve from the retention capacity to the polystyrene-converted molecular weight is the standard polystyrene “EasiCal PS-1” (trade name) (Plain A molecular weight 6335000, 573000, 117000, 31500, 3480; Agilent Technology, Inc .; The molecular weight of Plain B 2517000, 270600, 71800, 10750, 705) can be used.
- the analysis program can use “TOSOH HLC-8320GPC EcoSEC” (trade name) manufactured by Tosoh Corporation.
- FIG. 1 shows a differential molecular weight distribution curve of a copolymer of the following component (A-1) used in the examples.
- A-1 the following component used in the examples.
- Three distinct peaks are observed in a relatively low molecular weight region, and the polystyrene equivalent molecular weights at the peak top positions are 340, 570, and 970 in order from the low molecular weight side.
- a plurality of overlapping and broad peaks are observed on the high molecular weight side from these three peaks, and the polystyrene equivalent molecular weight of the highest molecular weight component is recognized to be about 200,000.
- the overall mass average molecular weight is 12,000, the number average molecular weight is 940, and the Z average molecular weight is 73,000.
- the component (B) water-repellent agent functions to improve the scratch resistance, slipping property, dirt adhesion prevention property, and dirt wiping property of the hard coat laminated film to be formed.
- water repellent examples include wax-based water repellents such as paraffin wax, polyethylene wax, and acrylic / ethylene copolymer wax; silicon-based water repellents such as silicon oil, silicon resin, polydimethylsiloxane, and alkylalkoxysilane. Agents; fluorine-containing water repellents such as fluoropolyether water repellents and fluoropolyalkyl water repellents.
- the component (B) water repellent is preferably a fluorine-containing water repellent from the viewpoint of the scratch resistance and water repellent performance of the hard coat laminated film to be formed.
- the component (B) water-repellent agent the hard coat laminated film formed has scratch resistance, water-repellent performance, and the above-mentioned component (B) is chemically bonded to or strongly interacted with the copolymer of component (A).
- the water-repellent agent containing a (meth) acryloyl group and containing a (meth) acryloyl group (hereinafter referred to as “(meth) acryloyl group-containing)” It may be abbreviated as “fluorinated water repellent”).
- the (meth) acryloyl group-containing fluorine-based water repellent has one or more (meth) acryloyl groups in the molecule and one or more, preferably three or more, more preferably five in the molecule.
- a compound having the above fluorine-carbon bond (typically, a structure in which one or two or more hydrogen atoms of an organic functional group such as a hydrocarbon group are substituted with fluorine atoms).
- Examples of the (meth) acryloyl group-containing fluorine-based water repellent include (meth) acryloyl group-containing fluoroether-based water repellent, (meth) acryloyl group-containing fluoroalkyl-based water repellent, and (meth) acryloyl group-containing fluorophore.
- Oroalkenyl water repellent (meth) acryloyl group-containing fluoropolyether water repellent, (meth) acryloyl group-containing fluoropolyalkyl water repellent, and (meth) acryloyl group-containing fluoropolyalkenyl water repellent And so on.
- the component (B) water repellent includes a water repellent (hereinafter referred to as a (meth) acryloyl group-containing fluoropolyether water repellent) containing a compound containing a (meth) acryloyl group and a fluoropolyether group in the molecule. Is abbreviated).
- a water repellent hereinafter referred to as a (meth) acryloyl group-containing fluoropolyether water repellent
- the chemical bond or interaction of the said component (B) and the copolymer of the said component (A) is adjusted suitably, and transparency of the hard coat laminated
- the most suitable mixture is an acryloyl group-containing fluoropolyether water repellent and a methacryloyl group-containing fluoropolyether water repellent. preferable.
- component (B) water repellent one or a mixture of two or more thereof can be used.
- the (meth) acryloyl group-containing fluorine-based water repellent is clearly distinguished from the component (a1) polyfunctional (meth) acrylate in that it has one or more fluorine / carbon bonds in the molecule.
- a compound containing two or more (meth) acryloyl groups in one molecule and having one or more fluorine / carbon bonds in the molecule is the component (B).
- the (meth) acryloyl group-containing fluoropolyether water repellent is clearly distinguished from the component (a1) polyfunctional (meth) acrylate in that it contains a fluoropolyether group in the molecule.
- the compound containing two or more (meth) acryloyl groups in one molecule and containing a fluoropolyether group is the component (B).
- the blending amount of the component (B) water repellent is appropriately determined from the viewpoint of improving the sufficient scratch resistance of the hard coat laminated film to be formed, particularly the property (i) (steel wool resistance). be able to.
- the blending amount of the component (B) water repellent in the first hard coat forming coating material In general, 0.01 parts by mass or more, preferably 0.02 parts by mass or more, more preferably 0.03 parts by mass or more, still more preferably 0.05 parts by mass or more, still more preferably 0.1 parts by mass or more, Even more preferably, it may be 0.3 parts by mass or more.
- this blending amount is usually 7 parts by mass or less, preferably 4 parts by mass or less, more preferably 2 parts by mass or less from the viewpoint of preventing troubles such as bleeding out of the component (B).
- the amount of the component (B) water repellent is usually 0.01 to 7 parts by mass, preferably 0.01 to 4 parts by mass, 0.01 to 2 parts by mass. 0.02 parts by mass to 7 parts by mass, 0.02 parts by mass to 4 parts by mass, 0.02 parts by mass to 2 parts by mass, 0.03 parts by mass to 7 parts by mass, 0.03 parts by mass Parts by mass to 4 parts by mass, 0.03 parts by mass to 2 parts by mass, 0.05 parts by mass to 7 parts by mass, 0.05 parts by mass to 4 parts by mass, 0.05 parts by mass to 2 parts by mass 0.1 to 7 parts by mass, 0.1 to 4 parts by mass, 0.1 to 2 parts by mass, 0.3 to 7 parts by mass, 0.3 parts by mass It may be 4 parts by mass or less, or 0.3 parts by mass or more and 2 parts by mass or less.
- (C) Resin fine particles having an average particle size of 0.5 to 10 ⁇ m
- the resin fine particles of the above component (C) impart antiglare properties to the antiglare hard coat laminated film of the present invention, and are externally displayed on the screen of the image display device. Even if the light from the light enters and reflects, the display image can be visually recognized.
- the resin fine particles include resin fine particles such as silicon resin, styrene resin, acrylic resin, fluorine resin, polycarbonate resin, ethylene resin, and a cured resin of an amino compound and formaldehyde. .
- resin fine particles such as silicon resin, styrene resin, acrylic resin, fluorine resin, polycarbonate resin, ethylene resin, and a cured resin of an amino compound and formaldehyde.
- fine particles of silicon resin, acrylic resin, and fluorine resin are preferable.
- a spherical shape is preferable.
- the resin fine particles one or a mixture of two or more of these can be used.
- the average particle diameter of the resin fine particles of the component (C) is usually 0.5 ⁇ m or more, preferably 1 ⁇ m or more from the viewpoint of reliably obtaining the antiglare property of the hard coat laminated film. On the other hand, this average particle diameter is usually 10 ⁇ m or less, preferably 6 ⁇ m or less, from the viewpoint of maintaining the transparency of the hard coat laminated film. In one embodiment, the average particle size of the resin fine particles of the component (C) is usually 0.5 ⁇ m to 10 ⁇ m, preferably 0.5 ⁇ m to 6 ⁇ m, 1 ⁇ m to 10 ⁇ m, 1 ⁇ m to 6 ⁇ m. .
- the average particle diameter of the resin fine particles is a particle diameter at which the accumulation from the smaller particles becomes 50 mass% in the particle diameter distribution curve measured by the laser diffraction / scattering method.
- the average particle size of the resin fine particles is 50% by mass from the smaller particle size in a particle size distribution curve measured using a laser diffraction / scattering particle size analyzer “MT3200II” (trade name) manufactured by Nikkiso Co., Ltd.
- the particle diameter can be calculated as follows.
- the blending amount of the resin fine particles of the component (C) depends on the antiglare level to be imparted, but the characteristic (iii) is a viewpoint for setting the Y value of the XYZ display system based on the 2-degree visual field to a suitable range. Can be determined as appropriate.
- the blending amount of the resin fine particles of the component (C) is usually 0.1 to 10 mass, although it depends on the antiglare level to be imparted to 100 parts by mass of the copolymer of the component (A). Parts, preferably 0.2 to 5 parts by weight, more preferably 0.3 to 3 parts by weight. Further, from the viewpoint of scratch resistance and transparency of the hard coat laminated film, it may be preferably 0.5 to 3 parts by mass. In one embodiment, the amount of the resin fine particles of the component (C) is 0.1 to 5 parts by weight, 0.1 to 3 parts by weight, 0 parts by weight with respect to 100 parts by weight of the copolymer of the component (A). 2-10 parts by weight, 0.2-3 parts by weight, 0.3-10 parts by weight, 0.3-5 parts by weight, 0.5-10 parts by weight, or 0.5-5 parts by weight Good.
- the first hard coat forming coating composition includes a compound having two or more isocyanate groups (—N ⁇ C ⁇ O) in one molecule and / or photopolymerization from the viewpoint of improving curability by active energy rays. It is preferable to further include an initiator.
- Examples of the compound having two or more isocyanate groups in one molecule include methylene bis-4-cyclohexyl isocyanate; a trimethylolpropane adduct of tolylene diisocyanate, a trimethylolpropane adduct of hexamethylene diisocyanate, and a trimethylolpropane adduct of isophorone diisocyanate.
- Polyisocyanates such as methylolpropane adduct, isocyanurate of tolylene diisocyanate, isocyanurate of hexamethylene diisocyanate, isocyanurate of isophorone diisocyanate, biuret of hexamethylene diisocyanate; and block isocyanates of the above polyisocyanates, etc.
- examples thereof include a urethane cross-linking agent.
- the compound having two or more isocyanate groups in one molecule one or a mixture of two or more thereof can be used.
- a catalyst such as dibutyltin dilaurate or dibutyltin diethylhexoate may be added as necessary.
- photopolymerization initiator examples include benzophenone, methyl-o-benzoylbenzoate, 4-methylbenzophenone, 4,4′-bis (diethylamino) benzophenone, methyl o-benzoylbenzoate, 4-phenylbenzophenone, 4-benzoyl.
- Benzophenone compounds such as -4'-methyldiphenyl sulfide, 3,3 ', 4,4'-tetra (tert-butylperoxycarbonyl) benzophenone, 2,4,6-trimethylbenzophenone; benzoin, benzoin methyl ether, benzoin Benzoin compounds such as ethyl ether, benzoin isopropyl ether, benzyl methyl ketal; acetophenone, 2,2-dimethoxy-2-phenylacetophenone, 1-hydroxycyclohexyl phenyl ketone Acetophenone compounds; anthraquinone compounds such as methylanthraquinone, 2-ethylanthraquinone, 2-amylanthraquinone; thioxanthone compounds such as thioxanthone, 2,4-diethylthioxanthone, 2,4-diisopropylthioxanthone; alkyls such
- acetophenone photopolymerization initiators such as 1-hydroxy-cyclohexyl-phenylketone and 2-hydroxy-1- ⁇ 4- [4- (2-hydroxy-2-methyl-) are used. It is preferred to use in combination with propionyl) -benzyl] phenyl ⁇ -2-methyl-propan-1-one. Thereby, it can fully harden, suppressing coloring of a hard coat lamination film.
- the first hard coat-forming coating material includes, as desired, an antistatic agent, a surfactant, a leveling agent, a thixotropic agent, a stain-preventing agent, a printability improving agent, an antioxidant, a weathering stabilizer, One or more additives such as a light resistance stabilizer, an ultraviolet absorber, a heat stabilizer, and an organic colorant can be included.
- the first hard coat-forming coating material may contain a solvent as desired in order to dilute to a concentration that facilitates coating.
- the solvent is not particularly limited as long as it does not react with the above components (A) to (C) and other optional components, nor does it catalyze (promote) the self-reaction (including deterioration reaction) of these components.
- the solvent include 1-methoxy-2-propanol, ethyl acetate, n-butyl acetate, toluene, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, and acetone.
- these 1 type, or 2 or more types of mixtures can be used.
- the first hard coat forming paint can be obtained by mixing and stirring these components.
- the method for forming the first hard coat using the first hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, dip coating, spray coating, spin coating, air knife coating, and die coating.
- the thickness of the first hard coat is usually 0.5 ⁇ m or more, preferably 1 ⁇ m or more, from the viewpoint of scratch resistance of the hard coat laminated film to be formed, in particular, from the viewpoint of satisfying the above characteristic (i) and the surface hardness. More preferably, it may be 1.5 ⁇ m or more, more preferably 1.8 ⁇ m or more.
- the thickness of the first hard coat is preferably 3 times the average particle diameter of the resin fine particles of the component (C) used in the first hard coat forming coating material from the viewpoint of antiglare property of the hard coat laminated film. Hereinafter, it may be more preferably 2 times or less, and still more preferably 1x or less.
- the thickness of the first hard coat is preferably 6 ⁇ m or less, more preferably 4 ⁇ m.
- the thickness of the first hard coat is preferably 9 ⁇ m or less, more preferably 6 ⁇ m or less, More preferably, it may be 3 ⁇ m or less.
- the thickness of the first hard coat is preferably 0.5 ⁇ m or more and not more than 3 times the average particle diameter of the resin fine particles of the component (C), 0.5 ⁇ m or more and the thickness of the component (C). 2 times or less the average particle diameter of the resin fine particles, 0.5 ⁇ m or more and 3 times the average particle diameter of the resin fine particles of the above component (C) and 1 ⁇ m or more and 1 ⁇ m or more.
- the average particle diameter of the resin fine particles of the component (C) is 3 times or less, 1.8 ⁇ m or more, and the average particle diameter of the resin fine particles of the above component (C) is 2 times or less, or 1.8 ⁇ m or more and of the above component (C). It may be less than or equal to the average particle diameter of the resin fine particles.
- the hard coat laminated film of the present invention preferably has a first hard coat, a transparent resin film layer, and a second hard coat in order from the surface layer side.
- a first hard coat a transparent resin film layer
- a second hard coat in order from the surface layer side.
- the second hard coat is not particularly limited, and can be formed by any method using any paint.
- the second hard coat is preferably (A) (a1) polyfunctional (meth) acrylate and (a2) two or more thiol groups in one molecule from the viewpoint of curl resistance of the resulting hard coat laminated film. It is formed from the coating material containing the copolymer with the compound which has this.
- the second hard coat is more preferably (A) (a1) a polyfunctional (meth) acrylate and (a2) a copolymer of a compound having two or more thiol groups in one molecule, and (D) leveling. It is formed from a paint containing an agent.
- the second hard coat is more preferably 100 parts by mass of a copolymer of (A) (a1) polyfunctional (meth) acrylate and (a2) a compound having two or more thiol groups in one molecule, and ( D) It is formed from a paint containing 0.01 to 10 parts by weight of a leveling agent.
- copolymer of the above component (A) those described above in the description of the first hard coat forming paint can be used.
- these 1 type, or 2 or more types of mixtures can be used.
- the copolymer of the component (A) from the viewpoint of curling resistance of the hard coat laminated film to be obtained, the same one as that used for the first hard coat forming paint is more preferable.
- Leveling agent is preferably included in the second hard coat forming coating material from the viewpoint of smoothening the surface of the second hard coat.
- the leveling agent examples include acrylic leveling agents, silicon leveling agents, fluorine leveling agents, silicon / acrylic copolymer leveling agents, fluorine-modified acrylic leveling agents, fluorine-modified silicon leveling agents, and functionalities thereof.
- a leveling agent having a group introduced therein for example, alkoxy group such as methoxy group, ethoxy group, acyloxy group, halogen group, amino group, vinyl group, epoxy group, methacryloxy group, acryloxy group, and isocyanate group.
- an acrylic leveling agent and a silicon / acrylic copolymer leveling agent are preferable from the viewpoint of printability.
- these 1 type, or 2 or more types of mixtures can be used.
- the amount of the component (D) leveling agent is usually 0.01 parts by mass from the viewpoint of smoothening the surface of the second hard coat with respect to 100 parts by mass of the copolymer of the component (A). As mentioned above, Preferably it may be 0.1 mass part or more, More preferably, it may be 0.2 mass part or more. On the other hand, the blending amount is usually 10 parts by mass or less, preferably 7 parts by mass or less, more preferably 4 parts by mass or less, and still more preferably, from the viewpoint of preventing troubles such as bleeding out of the component (D) leveling agent. It may be 2 parts by mass or less.
- the compounding quantity of the said component (D) leveling agent is 0.01 mass part or more normally 10 mass parts or less with respect to 100 mass parts of copolymers of the said component (A), Preferably, it is 0.00. 01 parts by mass to 7 parts by mass, 0.01 parts by mass to 4 parts by mass, 0.01 parts by mass to 2 parts by mass, 0.1 parts by mass to 10 parts by mass, 0.1 parts by mass to 7 parts by mass Parts by weight, 0.1 parts by weight or more and 4 parts by weight or less, 0.1 parts by weight or more and 2 parts by weight or less, 0.2 parts by weight or more and 10 parts by weight or less, 0.2 parts by weight or more and 7 parts by weight or less, 0.2 It may be no less than 4 parts by mass and no greater than 0.2 parts by mass and no greater than 2 parts by mass.
- the second hard coat-forming coating material has a compound having two or more isocyanate groups (—N ⁇ C ⁇ O) in one molecule and / or photopolymerization. It is preferable to further include an initiator.
- the compound having two or more isocyanate groups in one molecule those described above in the description of the first hard coat forming paint can be used.
- the compound having two or more isocyanate groups in one molecule one or a mixture of two or more thereof can be used.
- photopolymerization initiator those described above in the description of the first hard coat forming paint can be used.
- photopolymerization initiator one or a mixture of two or more of these can be used.
- an antistatic agent for the second hard coat forming coating, an antistatic agent, a surfactant, a thixotropic agent, a stain inhibitor, a printability improver, an antioxidant, a weather resistance stabilizer, and a light resistance stability are optionally added.
- One or more additives such as an agent, an ultraviolet absorber, a heat stabilizer, a colorant, inorganic particles, and organic particles can be included.
- the second hard coat-forming coating material may contain a solvent as desired in order to dilute to a concentration that is easy to apply. If the said solvent does not react with the said component (A), the said component (D), and other arbitrary components, or does not catalyze (promote) the self-reaction (including deterioration reaction) of these components, There is no particular limitation.
- the solvent include 1-methoxy-2-propanol, ethyl acetate, n-butyl acetate, toluene, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, and acetone. As said solvent, these 1 type, or 2 or more types of mixtures can be used.
- the second hard coat forming paint can be obtained by mixing and stirring these components.
- the method for forming the second hard coat using the second hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, dip coating, spray coating, spin coating, air knife coating, and die coating.
- the thickness of the second hard coat is not particularly limited, but is usually 60 ⁇ m or less, preferably 30 ⁇ m or less, more preferably 25 ⁇ m or less, and even more preferably 20 ⁇ m or less from the viewpoint of bending resistance of the obtained hard coat laminated film. It's okay.
- the thickness of the second hard coat is usually 0.5 ⁇ m or more, preferably 1 ⁇ m or more, more preferably 1.5 ⁇ m or more, and further preferably 1.8 ⁇ m or more, from the viewpoint of suppressing the curling force of the hard coat laminated film. It may be.
- the thickness of the second hard coat is usually 0.5 ⁇ m to 60 ⁇ m, preferably 0.5 ⁇ m to 30 ⁇ m, 0.5 ⁇ m to 25 ⁇ m, 0.5 ⁇ m to 20 ⁇ m, 1 ⁇ m to 60 ⁇ m. 1 ⁇ m to 30 ⁇ m, 1 ⁇ m to 25 ⁇ m, 1 ⁇ m to 20 ⁇ m, 1.5 ⁇ m to 60 ⁇ m, 1.5 ⁇ m to 30 ⁇ m, 1.5 ⁇ m to 25 ⁇ m, 1.5 ⁇ m to 20 ⁇ m, 1.8 ⁇ m to 60 ⁇ m 1.8 ⁇ m to 30 ⁇ m, 1.8 ⁇ m to 25 ⁇ m, or 1.8 ⁇ m to 20 ⁇ m.
- the thickness of the second hard coat may be the same as that of the first hard coat from the viewpoint of curl resistance of the hard coat laminated film.
- the“ same thickness ” should not be interpreted as completely the same thickness in a physicochemically strict sense.
- the thickness should be construed as the same thickness within the range of process / quality control that is usually performed in industry. This is because the curl resistance of the hard coat laminated film can be kept good if the thickness is the same within the range of the amplitude of the process and quality control that are usually performed industrially. Since the thickness of the hard coat (after curing) is usually controlled in process and quality with a width of about ⁇ 0.5 to +0.5 ⁇ m, for example, when the set thickness is 10 ⁇ m, the thickness is 9.5 ⁇ m and the thickness 10 .5 ⁇ m should be interpreted as the same.
- the “same thickness” here is also referred to as “substantially the same thickness”.
- the hard coat laminated film of the present invention may preferably have a first hard coat, a third hard coat, and a transparent resin film layer in order from the surface layer side.
- the hard coat laminated film of the present invention may more preferably have a first hard coat, a third hard coat, a transparent resin film layer, and a second hard coat in order from the surface layer side.
- the third hard coat By forming the third hard coat, the surface hardness of the first hard coat can be increased.
- the third hard coat is not particularly limited, and can be formed by any method using any paint.
- As the third hard coat forming coating material (E) a coating material containing inorganic particles is preferable from the viewpoint of increasing the surface hardness of the first hard coat.
- the paint for forming the third hard coat is more preferably a paint containing (F) an active energy ray-curable resin and (E) inorganic particles.
- containing inorganic particles means that the particles contain a significant amount of inorganic particles to increase the hardness of the hard coat.
- the amount of inorganic particles significant for increasing the hardness of the hard coat is usually about 5 parts by mass or more with respect to 100 parts by mass of the resin component of the paint. Therefore, “containing” the inorganic particles means that the amount of the inorganic particles is usually 5 parts by mass or more, preferably 30 parts by mass or more, more preferably 50 parts by mass or more, and still more preferably with respect to 100 parts by mass of the resin component of the paint. Can be paraphrased as 80 parts by mass or more, still more preferably 100 parts by mass or more, and most preferably 120 parts by mass or more.
- the upper limit of the amount of the inorganic particles is not particularly limited. For example, it is usually 1000 parts by mass or less, preferably 500 parts by mass or less, and more preferably 300 parts by mass or less with respect to 100 parts by mass of the resin component of the paint. It's okay.
- the amount of the component (E) inorganic particles is usually 5 parts by mass or more and 1000 parts by mass or less, preferably 5 parts by mass or more and 500 parts by mass or less, 5 parts by mass with respect to 100 parts by mass of the resin component of the paint.
- Part by mass to 300 parts by mass, 30 parts by mass to 1000 parts by mass, 30 parts by mass to 500 parts by mass, 30 parts by mass to 300 parts by mass, 50 parts by mass to 1000 parts by mass, 50 parts by mass to 500 parts by mass. 50 to 300 parts by mass, 80 to 1000 parts by mass, 80 to 500 parts by mass, 80 to 300 parts by mass, 100 to 1000 parts by mass, 100 parts by mass 500 parts by weight or less, 100 parts by weight or more and 300 parts by weight or less, 120 parts by weight or more and 1000 parts by weight or less, 120 parts by weight or more and 500 parts by weight or less, or 1 0 may be at mass parts to 300 parts by weight.
- the component (F) active energy ray-curable resin functions to form a hard coat by being polymerized and cured by active energy rays such as ultraviolet rays and electron beams.
- component (F) active energy ray-curable resin examples include polyfunctional (meth) acrylates, polyfunctional thiols, monomers copolymerizable therewith, and polymers containing one or more of these as constituent monomers (pre-polymers). Polymer or oligomer). Examples of the polymer include a copolymer of a polyfunctional (meth) acrylate and a polyfunctional thiol.
- polyfunctional (meth) acrylate those described above as the component (a1) in the description of the first hard coat-forming coating material can be used.
- polyfunctional thiol what was mentioned above as a component (a2) in description of the coating material for 1st hard-coat formation can be used.
- Examples of the monomer copolymerizable with these include, for example, methyl (meth) acrylate, ethyl (meth) acrylate, n-butyl (meth) acrylate, hexyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) ) Acrylate, isobornyl (meth) acrylate, dicyclopentenyl (meth) acrylate, dicyclopentenyloxyethyl (meth) acrylate, phenyl (meth) acrylate, phenyl cellosolve (meth) acrylate, 2-methoxyethyl (meth) acrylate, Hydroxyethyl (meth) acrylate, hydroxypropyl (meth) acrylate, 2-acryloyloxyethyl hydrogen phthalate, dimethylaminoethyl (meth) acrylate, trifluoroethy
- component (F) active energy ray-curable resin one or a mixture of two or more of these can be used.
- (meth) acrylate means acrylate or methacrylate.
- the component (E) inorganic particles function to dramatically increase the hardness of the hard coat laminated film of the present invention.
- the inorganic particles include silica (silicon dioxide); metal oxide particles such as aluminum oxide, zirconia, titania, zinc oxide, germanium oxide, indium oxide, tin oxide, indium tin oxide, antimony oxide, and cerium oxide.
- Metal fluoride particles such as magnesium fluoride and sodium fluoride; metal sulfide particles; metal nitride particles; and metal particles.
- silica or aluminum oxide particles are preferable, and silica particles are more preferable.
- examples of commercially available silica particles include Snowtex (trade name) manufactured by Nissan Chemical Industries, Ltd., Quartron (trade name) manufactured by Fuso Chemical Industries, Ltd., and the like.
- the surface of the inorganic particles is treated with a silane coupling agent such as vinylsilane or aminosilane; a titanate cup. Ringing agent; aluminate coupling agent; organic compound having reactive functional group such as ethylenically unsaturated bond group such as (meth) acryloyl group, vinyl group and allyl group and epoxy group; and fatty acid, fatty acid metal salt It is preferable to use those treated with a surface treating agent such as
- component (E) inorganic particles one kind or a mixture of two or more kinds thereof can be used.
- the average particle size of the above component (E) inorganic particles is usually 300 nm or less, preferably 200 nm or less, more preferably 120 nm or less, from the viewpoint of maintaining the transparency of the hard coat and ensuring the effect of improving the hardness. It's okay. On the other hand, there is no particular lower limit on the average particle diameter, but usually available inorganic particles are at most about 1 nm even if they are fine.
- the average particle diameter of the inorganic particles is a particle diameter at which the accumulation from the smaller particles becomes 50% by mass in the particle diameter distribution curve measured by the laser diffraction / scattering method.
- the average particle size of the inorganic particles is 50% by mass from the smaller particle size in a particle size distribution curve measured using a laser diffraction / scattering particle size analyzer “MT3200II” (trade name) manufactured by Nikkiso Co., Ltd.
- the particle diameter can be calculated as follows.
- the amount of the component (E) inorganic particles is based on 100 parts by mass of the component (F). From the viewpoint of the surface hardness of the hard coat laminated film, it is usually 30 parts by mass or more, preferably 50 parts by mass or more, more preferably 80 parts by mass or more, still more preferably 100 parts by mass or more, and most preferably 120 parts by mass or more. Good. On the other hand, the blending amount is usually 300 parts by mass or less, preferably 250 parts by mass or less, more preferably 200 parts by mass or less, from the viewpoint of the transparency of the hard coat laminated film.
- the compounding amount of the component (E) inorganic particles is usually 30 parts by mass or more and 300 parts by mass with respect to 100 parts by mass of the component (F) active energy ray curable resin (when the resin is used). Parts by mass or less, preferably 30 parts by mass to 250 parts by mass, 30 parts by mass to 200 parts by mass, 50 parts by mass to 300 parts by mass, 50 parts by mass to 250 parts by mass, 50 parts by mass to 200 parts by mass 80 to 300 parts by mass, 80 to 250 parts by mass, 80 to 200 parts by mass, 100 to 300 parts by mass, 100 to 250 parts by mass, 100 parts by mass 200 parts by mass or less, 120 parts by mass or more and 300 parts by mass or less, 120 parts by mass or more and 250 parts by mass or less, or 120 parts by mass or more and 200 parts by mass or less. .
- the third hard coat forming coating composition further includes (D) a leveling agent from the viewpoint of making the surface of the third hard coat smooth and facilitating the formation of the first hard coat. Preferably.
- the component (D) leveling agent used in the third hard coat forming coating material, an acrylic leveling agent and a silicon / acrylic copolymer leveling agent are preferable.
- the component (D) leveling agent these 1 type, or 2 or more types of mixtures can be used.
- the amount of the component (D) leveling agent is based on 100 parts by mass of the component (F). From the viewpoint of making the surface of the third hard coat smooth and facilitating the formation of the first hard coat, it is usually 0.01 parts by mass or more, preferably 0.1 parts by mass or more, more preferably 0.2 parts by mass. Or more. On the other hand, the blending amount is usually 1 part by mass or less, preferably 0. From the viewpoint of allowing the first hard coat-forming paint to be satisfactorily applied without being repelled on the third hard coat. It may be 6 parts by mass or less, more preferably 0.4 parts by mass or less.
- the compounding amount of the component (D) leveling agent is usually 0.01 parts by mass with respect to 100 parts by mass of the component (F) active energy ray-curable resin (when the resin is used). 1 part by mass or less, preferably 0.01 part by mass or more and 0.6 part by mass or less, 0.01 part by mass or more and 0.4 part by mass or less, 0.1 part by mass or more and 1 part by mass or less, 0.1 part by mass Part by mass to 0.6 part by mass, 0.1 part by mass to 0.4 part by mass, 0.2 part by mass to 1 part by mass, 0.2 part by mass to 0.6 part by mass, or 0.2 part by mass It may be not less than 0.4 parts by mass.
- the third hard coat-forming coating material includes a compound having two or more isocyanate groups (—N ⁇ C ⁇ O) in one molecule and / or photopolymerization. It is preferable to further include an initiator.
- the compound having two or more isocyanate groups in one molecule those described above in the description of the first hard coat forming paint can be used.
- the compound having two or more isocyanate groups in one molecule one or a mixture of two or more thereof can be used.
- photopolymerization initiator those described above in the description of the first hard coat forming paint can be used.
- photopolymerization initiator one or a mixture of two or more of these can be used.
- an antistatic agent for the third hard coat forming coating, an antistatic agent, a surfactant, a thixotropic agent, a stain inhibitor, a printability improver, an antioxidant, a weather resistance stabilizer, and a light resistance stability are optionally added.
- One or more additives such as an agent, an ultraviolet absorber, a heat stabilizer, a colorant, and organic particles can be included.
- the third hard coat-forming coating material may contain a solvent as desired in order to dilute to a concentration that is easy to apply.
- the solvent reacts with the component (E), the component (F), the component (D), and other optional components, or catalyzes (accelerates) the self-reaction (including deterioration reaction) of these components.
- the solvent include 1-methoxy-2-propanol, ethyl acetate, n-butyl acetate, toluene, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, and acetone. Of these, 1-methoxy-2-propanol is preferred.
- these 1 type, or 2 or more types of mixtures can be used.
- the third hard coat forming paint can be obtained by mixing and stirring these components.
- the method for forming the third hard coat using the third hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, dip coating, spray coating, spin coating, air knife coating, and die coating.
- the thickness of the third hard coat is preferably 10 ⁇ m or more, more preferably 15 ⁇ m or more, from the viewpoint of the surface hardness of the hard coat laminated film.
- the thickness of the third hard coat is preferably 30 ⁇ m or less, more preferably 27 ⁇ m or less, and even more preferably 25 ⁇ m or less, from the viewpoint of curl resistance and bending resistance of the hard coat laminated film.
- the thickness of the third hard coat is preferably 10 ⁇ m to 30 ⁇ m, 10 ⁇ m to 27 ⁇ m, 10 ⁇ m to 25 ⁇ m, 15 ⁇ m to 30 ⁇ m, 15 ⁇ m to 27 ⁇ m, or 15 ⁇ m to 25 ⁇ m. Good.
- the aspect which forms the said 3rd hard coat the aspect which uses the same coating material as the said 3rd hard coat formation coating material as said 2nd hard coat formation coating material is also preferable.
- the paint for forming the second hard coat and the thickness in consideration of the sum of the curling force by the first hard coat and the curling force by the third hard coat. It goes without saying that should be set.
- the transparent resin film includes the first hard coat; the first hard coat and the third hard coat; the first hard coat and the second hard coat; or the first hard coat and the second hard coat. It is a layer used as a transparent film base material for forming a coat and the said 3rd hard coat on it.
- the transparent resin film is not limited except that it has high transparency, and preferably is not limited except that it has high transparency and is not colored. Any transparent resin film Can be used.
- the transparent resin film examples include cellulose ester resins such as triacetyl cellulose; polyester resins such as polyethylene terephthalate; cyclic hydrocarbon resins such as ethylene norbornene copolymers; polymethyl methacrylate, polyethyl methacrylate, And acrylic resins such as vinylcyclohexane- (meth) acrylate methyl copolymer; aromatic polycarbonate resins; polyolefin resins such as polypropylene and 4-methyl-pentene-1; polyamide resins; polyarylate resins; Examples thereof include polymer type urethane acrylate resins; and films such as polyimide resins. These films include unstretched films, uniaxially stretched films, and biaxially stretched films. Moreover, these films include the laminated
- the thickness of the transparent resin film is not particularly limited, and can be any thickness as desired. From the viewpoint of handleability of the antiglare hard coat laminated film of the present invention, the thickness of the transparent resin film is usually 20 ⁇ m or more, preferably 50 ⁇ m or more. When the antiglare hard coat laminated film of the present invention is used as a display face plate of a touch panel, the thickness of the transparent resin film is usually 100 ⁇ m or more, preferably 200 ⁇ m or more, more preferably 300 ⁇ m or more from the viewpoint of maintaining rigidity. It may be. Further, the thickness of the transparent resin film is usually 1500 ⁇ m or less, preferably 1200 ⁇ m or less, more preferably 1000 ⁇ m or less, from the viewpoint of meeting the demand for thinner devices.
- the thickness of the transparent resin film is usually 250 ⁇ m or less, preferably from the viewpoint of economy, when the antiglare hard coat laminated film of the present invention is used for applications that do not require high rigidity other than the display faceplate of the touch panel, preferably It may be 150 ⁇ m or less.
- the transparent resin film is preferably an acrylic resin transparent resin film.
- the acrylic resin include structural units derived from (meth) acrylic acid ester (co) polymers and (meth) acrylic acid esters (usually usually 50 mol% or more, preferably 65 mol% or more, more preferably Are 70 mol% or more) and copolymers thereof, and modified products thereof.
- (meth) acryl means acryl or methacryl.
- the (co) polymer means a polymer or a copolymer.
- Examples of the (meth) acrylate ester (co) polymer include poly (meth) acrylate methyl, poly (meth) acrylate ethyl, poly (meth) acrylate propyl, poly (meth) acrylate butyl, ( And (meth) methyl acrylate / (meth) butyl acrylate copolymer and (meth) ethyl acrylate / (meth) butyl acrylate copolymer.
- Examples of the copolymer mainly containing a structural unit derived from the (meth) acrylic acid ester include, for example, ethylene / methyl (meth) acrylate copolymer, styrene / methyl (meth) acrylate copolymer, vinylcyclohexane / Examples thereof include (meth) methyl acrylate copolymer, maleic anhydride / (meth) methyl acrylate copolymer, and N-substituted maleimide / (meth) methyl acrylate copolymer.
- modified substance examples include a polymer in which a lactone ring structure is introduced by an intramolecular cyclization reaction; a polymer in which glutaric anhydride is introduced by an intramolecular cyclization reaction; and an imidizing agent (for example, methyl
- an imidizing agent for example, methyl
- examples thereof include a polymer in which an imide structure is introduced by reaction with amine, cyclohexylamine, ammonia, and the like (hereinafter sometimes referred to as “poly (meth) acrylimide resin”).
- acrylic resin transparent resin film examples include films of one kind or a mixture of two or more kinds. Moreover, these films include the laminated
- the transparent resin film is more preferably a vinyl cyclohexane / (meth) methyl acrylate copolymer film.
- this transparent resin film becomes an anti-glare hard coat laminated film excellent in surface hardness, scratch resistance, transparency, surface smoothness, appearance, rigidity, moisture resistance, and anti-glare property, and is a display face plate for touch panels.
- the content of structural units derived from methyl (meth) acrylate in the vinylcyclohexane- (meth) acrylate methyl copolymer is usually 50%, with the total of structural units derived from all polymerizable monomers being 100 mol%.
- polymerizable monomer means methyl (meth) acrylate, vinylcyclohexane, and a monomer copolymerizable therewith.
- the copolymerizable monomer is usually a compound having a carbon / carbon double bond, and typically a compound having an ethylenic double bond.
- the transparent resin film is more preferably a poly (meth) acrylimide resin film.
- this transparent resin film becomes an antiglare hard coat laminated film excellent in surface hardness, scratch resistance, transparency, surface smoothness, appearance, rigidity, heat resistance, heat resistant dimensional stability, and antiglare property. It can be suitably used as a display face plate of a touch panel.
- the yellowness index of the acrylic resin constituting the transparent resin film is preferably 3 or less. More preferably, it may be 2 or less, more preferably 1 or less.
- an acrylic resin having a yellowness index of 3 or less an antiglare hard coat laminated film suitable as a member of an image display device can be obtained. The lower the yellowness index, the better.
- the melt mass flow rate of the acrylic resin constituting the transparent resin film is preferably 0.1 to 20 g from the viewpoint of extrusion load and melt film stability. / 10 minutes, more preferably 0.5 to 10 g / 10 minutes.
- the acrylic resin may include a thermoplastic resin other than the acrylic resin; a pigment, an inorganic filler, an organic filler, a resin filler; a lubricant, an antioxidant, and a stable weather resistance, as long as it does not contradict the purpose of the present invention.
- An additive such as an agent, a heat stabilizer, a release agent, an antistatic agent, and a surfactant can be further included.
- the amount of these optional components is usually about 0.01 to 10 parts by mass with 100 parts by mass of the acrylic resin.
- the transparent resin film is preferably a transparent multilayer film in which a first acrylic resin layer ( ⁇ 1); an aromatic polycarbonate resin layer ( ⁇ ); and a second acrylic resin layer ( ⁇ 2) are directly laminated in this order. is there.
- a first acrylic resin layer ( ⁇ 1); an aromatic polycarbonate resin layer ( ⁇ ); and a second acrylic resin layer ( ⁇ 2) are directly laminated in this order. is there.
- the present invention will be described on the assumption that the touch surface is formed on the ⁇ 1 layer side.
- Acrylic resins are excellent in surface hardness, but cutting processability tends to be insufficient, whereas aromatic polycarbonate resins are excellent in cutting processability, but surface hardness tends to be insufficient. . Therefore, by using the transparent multilayer film having the above-mentioned layer structure, it is possible to easily obtain an antiglare hard coat laminated film which compensates for both weak points and is excellent in both surface hardness and cutting workability. .
- the layer thickness of the ⁇ 1 layer is not particularly limited. This thickness is usually 20 ⁇ m or more, preferably 40 ⁇ m or more, more preferably 60 ⁇ m or more, and still more preferably 80 ⁇ m or more, from the viewpoint of the surface hardness of the antiglare hard coat laminated film of the present invention.
- the layer thickness of the ⁇ 2 layer is not particularly limited. This thickness is preferably the same layer thickness as the ⁇ 1 layer from the viewpoint of curling resistance of the antiglare hard coat laminated film of the present invention.
- the “same layer thickness” should not be interpreted as the same layer thickness in a physicochemically strict sense. It should be construed that the layer thickness is the same within the range of process and quality control that is usually performed industrially. This is because the curl resistance of the multilayer film can be kept good if the layer thickness is the same within the range of the amplitude of process and quality control that is usually performed industrially.
- the process and quality are usually controlled with a width of about ⁇ 5 to +5 ⁇ m. For example, when the set layer thickness is 70 ⁇ m, the layer thickness is the same as 65 ⁇ m. 75 ⁇ m should be interpreted as the same.
- “the same layer thickness” is also referred to as “substantially the same layer thickness”.
- the layer thickness of the ⁇ layer is not particularly limited. This thickness may be usually 20 ⁇ m or more, preferably 80 ⁇ m or more, from the viewpoint of the machinability of the antiglare hard coat laminated film of the present invention.
- acrylic resin used for the ⁇ 1 layer and the ⁇ 2 layer those described above can be used.
- the acrylic resin used for the ⁇ 1 layer and the acrylic resin used for the ⁇ 2 layer may have different resin characteristics, for example, different acrylic resins such as types, melt mass flow rates, and glass transition temperatures. Good. From the viewpoint of curling resistance of the antiglare hard coat laminated film of the present invention, it is preferable to use those having the same resin characteristics. For example, using the same lot of the same grade is one preferred embodiment.
- aromatic polycarbonate resin used for the ⁇ layer examples include aromatic dihydroxy compounds such as bisphenol A, dimethylbisphenol A, 1,1-bis (4-hydroxyphenyl) -3,3,5-trimethylcyclohexane, and phosgene.
- One or a mixture of two or more aromatic polycarbonate resins such as a polymer obtained by a transesterification reaction with a diester can be used.
- the aromatic polycarbonate resin include core-shell rubber.
- the core-shell rubber is 0-30 parts by mass (aromatic polycarbonate-based resin 100-70 parts by mass), preferably 0-10 parts by mass (aromatic By using it in an amount of 100 to 90 parts by mass of a polycarbonate-based resin, it is possible to further improve the cutting workability and impact resistance of the hard coat laminated film.
- core shell rubber examples include methacrylic ester / styrene / butadiene rubber graft copolymer, acrylonitrile / styrene / butadiene rubber graft copolymer, acrylonitrile / styrene / ethylene / propylene rubber graft copolymer, and acrylonitrile / styrene / acrylic.
- Acid ester graft copolymer methacrylate ester / acrylate rubber graft copolymer, methacrylate ester / styrene / acrylate rubber graft copolymer, and methacrylate ester / acrylonitrile / acrylate rubber graft copolymer And core-shell rubber.
- core shell rubber these 1 type, or 2 or more types of mixtures can be used.
- the aromatic polycarbonate-based resin may be a thermoplastic resin other than the aromatic polycarbonate-based resin and the core-shell rubber; a pigment, an inorganic filler, an organic filler, a resin filler; An additive such as an antioxidant, a weather resistance stabilizer, a heat stabilizer, a mold release agent, an antistatic agent, and a surfactant may be further included.
- the amount of these optional components is usually about 0.01 to 10 parts by mass, where the total of the aromatic polycarbonate resin and the core-shell rubber is 100 parts by mass.
- the method for producing the transparent resin film is not particularly limited.
- the transparent resin film is directly laminated in this order: a first poly (meth) acrylimide resin layer ( ⁇ 1); an aromatic polycarbonate resin layer ( ⁇ ); a second poly (meth) acrylimide resin layer ( ⁇ 2).
- a method described in JP-A-2015-083370 can be exemplified.
- corona discharge treatment or anchor coat formation in advance. Easy adhesion treatment may be performed.
- FIG. 2 is a conceptual cross-sectional view showing a non-limiting example of the antiglare hard coat laminated film of the present invention.
- this hard coat laminated film is, in order from the touch surface side, a first hard coat 1, a third hard coat 2, a first poly (meth) acrylimide resin layer ( ⁇ 1) 3, an aromatic polycarbonate resin layer. ( ⁇ ) 4, second poly (meth) acrylimide resin layer ( ⁇ 2) 5, and second hard coat 6.
- the antiglare hard coat laminated film of the present invention has an optional layer other than the first hard coat, the second hard coat, the third hard coat, and the transparent resin film, if desired. Also good.
- the optional layer include a fourth hard coat, an anchor coat layer, an adhesive layer, a transparent conductive layer, a high refractive index layer, a low refractive index layer, and an antireflection functional layer.
- the component and thickness of the optional fourth hard coat are not particularly limited, and may be, for example, those described above for the second hard coat or the third hard coat.
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film. Layer, first hard coat / third hard coat / transparent resin film layer / second hard coat), and in accordance with JIS L0849: 2013 ,
- the # 0000 steel wool was attached to the friction terminal of the above-mentioned Gakushin type testing machine, a 500 g load was placed, the friction terminal moving speed was 300 mm / min, and the moving distance was 30 mm. After the surface is rubbed 100 times, it is preferable that no scratches are observed when the friction part is visually observed.
- the antiglare hard coat laminated film is more preferably one in which no scratches are observed after the surface of the first hard coat is rubbed back and forth 150 times with steel wool.
- the antiglare hard coat laminated film is more preferably one in which no scratches are observed after the surface of the first hard coat is rubbed 200 times with steel wool.
- the antiglare hard coat laminated film is more preferably one in which no scratches are observed after the surface of the first hard coat is rubbed 250 times with steel wool.
- the antiglare hard coat laminated film is most preferably one in which no scratches are observed after the surface of the first hard coat is rubbed 300 times with steel wool.
- the antiglare hard coat laminated film of the present invention is preferably such that no scratches are observed after the surface of the first hard coat is rubbed more times with steel wool.
- scratch resistance steel wool resistance
- the antiglare hard coat laminated film of the present invention can be suitably used as an image display device member.
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film.
- the Y value of the XYZ display system based on the two-degree field of view is usually from the viewpoint of antiglare properties (any of the constitution of the layer, the first hard coat / the third hard coat / the transparent resin film layer / the second hard coat) It may be 4.2% or less, preferably 3.5% or less, more preferably 3.0% or less.
- the Y value of the XYZ display system based on the two-degree field of view is usually 1.5% or more, preferably 2.0% or more, from the viewpoint of preventing the displayed image from becoming whitish.
- the Y value of an XYZ display system based on a two-degree field of view is usually 1.5% to 4.2%, preferably 1.5% to 3.5%, 1.5% to 3 It may be 0.0% or less, 2.0% or more and 4.2% or less, 2.0% or more and 3.5% or less, or 2.0% or more and 3.0% or less.
- the Y value of the XYZ display system based on the 2-degree field of view uses the spectrophotometer “SolidSpec-3700” (trade name) of Shimadzu Corporation and the reflection unit “absolute reflectance measuring device incident angle 5 °” (trade name). Then, according to the spectrophotometer instructions, it can be measured under the conditions of regular reflection of 5 degrees (a reflection unit is installed in front of the integrating sphere; the value of regular reflection excluding diffused light is obtained).
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film.
- it may usually be 3% or more, preferably 5% or more.
- the Y value of the XYZ display system based on the two-degree field of view is usually 30% or less, preferably 25% or less, from the viewpoint of preventing the displayed image from becoming whitish.
- the haze may be 3% to 30%, preferably 3% to 25%, 5% to 30%, or 5% to 25%.
- Haze can be measured according to JIS K7136: 2000 using a turbidimeter “NDH2000” (trade name) manufactured by Nippon Denshoku Industries Co., Ltd.
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film. Layer, first hard coat / third hard coat / transparent resin film layer / second hard coat), the total light transmittance is preferably 85% or more, more preferably 88% or more, and still more preferably. It may be 90% or more.
- the antiglare hard coat laminated film of the present invention can be suitably used as an image display device member. A higher total light transmittance is preferable.
- the total light transmittance can be measured using a turbidimeter “NDH2000” (trade name) manufactured by Nippon Denshoku Industries Co., Ltd. according to JIS K7361-1: 1997.
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film. Layer, first hard coat / third hard coat / transparent resin film layer / second hard coat)), the minimum bending radius is preferably 70 mm or less, more preferably 60 mm or less, still more preferably 50 mm or less, More preferably, it may be 40 mm or less, and most preferably 30 mm or less.
- the minimum bending radius is preferably 70 mm or less, the antiglare hard coat laminated film of the present invention can be easily handled as a film roll, which is advantageous in terms of production efficiency. The smaller the minimum bending radius, the better.
- the minimum bending radius can be measured according to the test (vi) of the following example.
- the minimum bending radius is a bending radius immediately before a crack is generated on the surface of the bent portion when the antiglare hard coat laminated film is bent, and is an index indicating the limit of bending.
- the bending radius is defined in the same way as the curvature radius.
- the curvature radius is defined as follows.
- the length from the M point to the N point of the curve is ⁇ S; the difference between the slope of the tangent at the M point and the slope of the tangent at the N point is ⁇ ; a straight line perpendicular to the tangent at the M point and intersecting at the M point When the intersection point with a straight line that is perpendicular to the tangent line at the N point and intersects at the N point is O; and when ⁇ S is sufficiently small, the curve from the M point to the N point can be approximated to an arc. (See FIG. 3).
- the radius at this time is defined as the radius of curvature.
- R radius of curvature
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film. Layer, first hard coat / third hard coat / transparent resin film layer / second hard coat), and the water contact angle of the first hard coat surface is preferably 95 degrees or more, more preferably 100. It may be at least 150 degrees, more preferably at least 105 degrees.
- the antiglare hard coat laminated film of the present invention is used as a display face plate of a touch panel, the first hard coat forms a touch surface.
- the touch panel can be operated by sliding a finger or a pen as desired on the touch surface. From the viewpoint of sliding a finger or pen as desired, a higher water contact angle is preferable. There is no particular upper limit for the water contact angle, but about 120 degrees is usually sufficient.
- the water contact angle can be measured according to the test (viii) of the following Examples.
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film.
- Layer, first hard coat / third hard coat / transparent resin film layer / second hard coat), and the water contact angle after wiping the surface of the first hard coat is preferably 5000 times reciprocating. After wiping, more preferably after reciprocating 7500 cotton swabs, more preferably after 10,000 cotton swabs, most preferably after 12,500 swabs, preferably 95 degrees or more, more preferably 100 degrees or more, still more preferably 105 It may be more than degrees.
- the water contact angle after reciprocating 5000 cotton swabs on the surface of the first hard coat is 95 degrees or more, surface characteristics such as slipperiness can be maintained even if the surface is repeatedly wiped with a handkerchief or the like.
- the water contact angle after wiping can be measured according to the test (ix) in the following Examples.
- the antiglare hard coat laminated film of the present invention comprises (first hard coat / transparent resin film layer, first hard coat / transparent resin film layer / second hard coat, first hard coat / third hard coat / transparent resin film. Layer, first hard coat / third hard coat / transparent resin film layer / second hard coat), and yellowness index is preferably 3 or less, more preferably 2 or less, and still more preferably 1 or less. It is. The lower the yellowness index, the better. By having a yellowness index of 3 or less, the antiglare hard coat laminated film of the present invention can be suitably used as an image display device member.
- the yellowness index can be measured using a color meter “SolidSpec-3700” (trade name) manufactured by Shimadzu Corporation according to JIS K7105: 1981.
- the antiglare hard coat laminated film of the present invention has preferable characteristics as described above, it can be suitably used as an article or a member of an article.
- the article or a member of the article include image display devices such as a liquid crystal display, a plasma display, and an electroluminescence display, and members such as a display face plate and a casing; a television, a personal computer, a tablet information device, Smartphones and members such as housings and display faceplates; further refrigerators, washing machines, cupboards, clothes racks, and panels constituting them; windows and doors of buildings; vehicles, vehicle windows, windshields, Examples include a roof window and an instrument panel; an electronic signboard and a protective plate thereof; a show window; a solar cell and members such as a casing and a front plate.
- Scratch resistance 1 (steel wool resistance) JIS L0849: 2013 is a test piece that is 150 mm long and 50 mm wide and is taken so that the machine direction of the antiglare hard coat laminated film is the vertical direction of the test piece so that the first hard coat is on the surface.
- a Gakushin type testing machine type 2 friction testing machine.
- # 0000 steel wool was placed, the friction terminal moving speed was 300 mm / min, and the moving distance was 30 mm.
- the surface of the hard coat) was rubbed back and forth 100 times, and the friction part was visually observed.
- Water contact angle A method for calculating the first hard coat surface of the antiglare hard coat laminated film from the width and height of water droplets using an automatic contact angle meter “DSA20” (trade name) manufactured by KRUS ( The water contact angle was measured according to JIS R3257: 1999).
- Classification 2 The coating film was peeled along the edge of the cut and / or at the intersection. The area affected by the crosscut portion clearly exceeded 5% but never exceeded 15%.
- Classification 3 The coating film was partially or completely peeled along the edge of the cut, and / or various parts of the eyes were partially or completely peeled off. The area affected by the crosscut portion clearly exceeded 15% but never exceeded 35%.
- Classification 4 The coating film was partially or completely peeled along the edge of the cut, and / or several eyes were partially or completely peeled off. The area affected by the crosscut portion clearly exceeded 35% but never exceeded 65%.
- Category 5 The case where the degree of peeling exceeded Category 4 was determined as the main category.
- Raw material used (A) (a1) Copolymer of polyfunctional (meth) acrylate and (a2) polyfunctional thiol (A-1) “STAR-501” (trade name) of Osaka Organic Chemical Industry Co., Ltd.
- Sulfur content 2.2 mass%.
- a ′ Reference (A′-1) Dipentaerythritol hexaacrylate (hexafunctional). (A′-2) “Karenz MT PE-1” (trade name) having four secondary thiol groups in one molecule of Showa Denko KK Pentaerythritol tetrakis (3-mercaptobutyrate).
- B Water repellent
- B-1 An acryloyl group-containing fluoropolyether water repellent “KY-1203” (trade name) manufactured by Shin-Etsu Chemical Co., Ltd. Solid content 20% by weight.
- B-2) A methacryloyl group-containing fluoropolyether water repellent “FOMBLIN MT70” (trade name) manufactured by Solvay. Solid content 70% by weight.
- B-3) Fluoropolyether water repellent (does not have a (meth) acryloyl group).
- B-4) Acrylic / ethylene copolymer wax-based water repellent.
- C Resin fine particles having an average particle diameter of 0.5 to 10 ⁇ m
- C-1 True spherical silicon resin fine particles “Tospearl 120” (trade name) manufactured by Momentive Performance Materials. Average particle size 2 ⁇ m.
- C-2) Spherical silicon resin fine particles “Tospearl 130” (trade name) manufactured by Momentive Performance Materials. Average particle size 3 ⁇ m.
- C ′ Reference fine particles (C′-1) Silica fine particles “SO-E6” (trade name) manufactured by Admatechs Co., Ltd. Average particle diameter 2 ⁇ m.
- D Leveling agent
- BYK-399 An acrylic polymer leveling agent “BYK-399” (trade name) manufactured by Big Chemie Japan, Inc. Solid content 100 mass%.
- E Inorganic particles (E-1) Silica fine particles having an average particle diameter of 20 nm and surface-treated with a silane coupling agent having a vinyl group.
- G-1 An acetophenone photopolymerization initiator (1-hydroxy-cyclohexyl-phenylketone) “IRGACURE184” (trade name) manufactured by BASF.
- G-2) Acetophenone-based photopolymerization initiator (2-hydroxy-1- ⁇ 4- [4- (2-hydroxy-2-methyl-propionyl) -benzyl] phenyl ⁇ -2-methyl-propane- from BASF 1-on) “IRGACURE127” (trade name).
- G-3) Methyl isobutyl ketone (G-4) 1-methoxy-2-propanol
- (H1) First hard coat forming paint (H1-1) 100 parts by mass of the component (A-1), 2 parts by mass of the component (B-1) (0.4 parts by mass in terms of solid content), B-2) 0.1 parts by mass (0.07 parts by mass in terms of solid content), 2 parts by mass of the above component (C-1), 2 parts by mass of the above (G-1), 1 part by mass of the above (G-2) Then, 40 parts by mass of (G-3) and 100 parts by mass of (G-4) were mixed and stirred to obtain a paint.
- Table 1 shows the composition of this paint. The table shows values in terms of solid content, excluding the solvents (above (G-3) and (G-4)).
- the “first HC paint” in the table means the first hard coat forming paint. The same applies hereinafter.
- (H2) Second hard coat forming paint 100 parts by mass of the component (A-1), 0.5 parts by mass of the component (D-1), 2 parts by mass of the (G-1), (G-2) 1 part by mass, (G-3) 40 parts by mass, and (G-4) 100 parts by mass were mixed and stirred to obtain a paint.
- Table 1 shows the composition of this paint.
- the table shows values in terms of solid content, excluding the solvents (above (G-3) and (G-4)).
- the “second HC paint” in the table means the second hard coat forming paint. The same applies hereinafter.
- P Transparent resin film
- P-1 Two-type three-layer multi-manifold co-extrusion T-die 7 and first mirror roll 9 (roll on the side of holding the molten film and feeding it to the next transfer roll) and the first As an outer layer ( ⁇ 1 layer and ⁇ 2 layer) of a two-kind three-layer multilayer resin film, using a device (see FIG. 4) equipped with a winder having a mechanism for pressing the molten film 8 with the two mirror rolls 10.
- the setting conditions were a T-die setting temperature of 300 ° C., a first mirror surface roll 9 setting temperature of 130 ° C .; a second mirror surface roll 10 setting temperature of 120 ° C., and a take-up speed of 6.5 m / min.
- P-3 A biaxially stretched polyethylene terephthalate film “Diafoil” (trade name) manufactured by Mitsubishi Plastics, Inc., having a thickness of 250 ⁇ m.
- Example 1 Corona discharge treatment was performed on both sides of the above (P-1).
- the wetness index on both sides was 64 mN / m.
- the above (H2-1) was applied on the surface of the ⁇ 2 layer side so as to have a thickness of 18 ⁇ m after curing using a die type coating apparatus.
- the high-pressure mercury lamp type ultraviolet irradiation device 11 and a diameter of 25.4 cm are passed.
- the second hard coat was formed by using a curing device facing the mirror surface metal roll 12 (see FIG. 5) and treating the mirror surface metal roll 12 at a temperature of 60 ° C.
- the wet coating film (H3-1) was a dry-to-touch coating film (without tackiness). Subsequently, the above (H1-1) was coated on the (H3-1) touch-dried coating film using a die coating apparatus so that the thickness after curing was 2 ⁇ m. Next, after passing the drying furnace set at a furnace temperature of 80 ° C. at a line speed that takes 1 minute to pass from the inlet to the outlet, the high-pressure mercury lamp type ultraviolet irradiation device 11 and a diameter of 25.4 cm are passed. Using a curing device (see FIG.
- first HC thickness means the thickness of the first hard coat after curing.
- second HC thickness means the thickness of the second hard coat after curing.
- 3rd HC thickness means the thickness of the third hard coat after curing. The same applies to Tables 2-4. Further, in this specification, “the coating film is in a dry-to-touch state (without tackiness)” means that there is no handling problem even if the coating film directly touches the web device. .
- Examples 2-4 As the first hard coat forming paint, the paint shown in Table 1 is used instead of (H1-1), and as the second hard coat forming paint, shown in Table 1 instead of (H2-1). Except that the paint was used, the formation of the hard coat laminated film and the measurement / evaluation of each physical property were performed in the same manner as in Example 1. The results are shown in Table 1.
- Examples 5-12, 14 In the same manner as in Example 1 except that the paint shown in any one of Tables 1 to 3 was used instead of (H1-1) as the first hard coat forming paint, Physical properties were measured and evaluated. The results are shown in any one of Tables 1 to 3.
- Example 13 As in Example 1, except that (H1-13) was used instead of (H1-1) as the first hard coat forming coating, and the thickness after curing of the first hard coat was changed to 3 ⁇ m. Formation of a hard coat laminated film and measurement / evaluation of each physical property were performed. The results are shown in Table 3.
- Example 15 Except that the thickness of the first hard coat after curing was changed to 1 ⁇ m, the formation of the hard coat laminated film and the measurement / evaluation of each physical property were performed in the same manner as in Example 1. The results are shown in Table 3.
- Example 16 Except that the thickness after curing of the first hard coat was changed to 3 ⁇ m, the formation of the hard coat laminated film and the measurement / evaluation of each physical property were performed in the same manner as in Example 1. The results are shown in Table 4.
- Example 17 Except that the above (P-2) was used in place of the above (P-1) as the transparent resin film, the formation of a hard coat laminated film and the measurement and evaluation of each physical property were performed in the same manner as in Example 1. The results are shown in Table 4.
- Example 18 A hard coat laminated film was formed and the physical properties were measured and evaluated in the same manner as in Example 1 except that the above (P-3) was used instead of the above (P-1) as the transparent resin film. The results are shown in Table 4.
- Example 19 Corona discharge treatment was performed on both sides of the above (P-1).
- the wetness index on both sides was 64 mN / m.
- the above (H1-1) was applied on the surface of the ⁇ 1 layer side so as to have a thickness of 2 ⁇ m after curing using a die type coating apparatus.
- the high-pressure mercury lamp type ultraviolet irradiation device 11 and a diameter of 25.4 cm are passed.
- the first hard coat is formed by using a curing device facing the mirror surface metal roll 12 (see FIG. 5) and processing the mirror surface metal roll 12 at a temperature of 60 ° C. and an integrated light quantity of 500 mJ / cm 2.
- a dazzling hard coat laminated film was obtained.
- the above tests (i) to (xiii) were performed. The results are shown in Table 4.
- the antiglare hard coat laminated film of the present invention was excellent in antiglare property and had good scratch resistance.
- the preferred antiglare hard coat laminated film of the present invention is excellent in substantially all of antiglare properties, scratch resistance, crack resistance, surface appearance, transparency, color tone, surface hardness, and bending resistance, and has a touch panel function. It was found that physical properties suitable as a display face plate of an image display device having the above were developed.
- First hard coat 2 Third hard coat 3: First poly (meth) acrylimide resin layer ( ⁇ 1) 4: Layer of aromatic polycarbonate resin ( ⁇ ) 5: Second poly (meth) acrylimide resin layer ( ⁇ 2) 6: 2nd hard coat 7: Co-extrusion T die 8: Molten film 9: 1st mirror surface roll 10: 2nd mirror surface roll 11: Ultraviolet irradiation apparatus 12: Mirror surface metal roll 13: Web 14: Holding angle
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Combustion & Propulsion (AREA)
- Inorganic Chemistry (AREA)
- Nanotechnology (AREA)
- Laminated Bodies (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
- Polymers With Sulfur, Phosphorus Or Metals In The Main Chain (AREA)
- Paints Or Removers (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/975,091 US20200398541A1 (en) | 2018-02-22 | 2019-01-28 | Antiglare hardcoat multilayer film |
| KR1020207024219A KR102846866B1 (ko) | 2018-02-22 | 2019-01-28 | 눈부심 방지 하드 코트 다층 필름 |
| CN201980008450.6A CN111741848B (zh) | 2018-02-22 | 2019-01-28 | 一种防眩性硬质涂层层压膜 |
| EP19757134.2A EP3756885A4 (en) | 2018-02-22 | 2019-01-28 | MULTI-LAYER ANTI-REFLECTIVE HARD COATING FILM |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018029307 | 2018-02-22 | ||
| JP2018-029307 | 2018-02-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019163416A1 true WO2019163416A1 (ja) | 2019-08-29 |
Family
ID=67687053
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/002639 Ceased WO2019163416A1 (ja) | 2018-02-22 | 2019-01-28 | 防眩性ハードコート積層フィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200398541A1 (enExample) |
| EP (1) | EP3756885A4 (enExample) |
| JP (1) | JP7333174B2 (enExample) |
| KR (1) | KR102846866B1 (enExample) |
| CN (1) | CN111741848B (enExample) |
| TW (1) | TWI869338B (enExample) |
| WO (1) | WO2019163416A1 (enExample) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI667303B (zh) * | 2018-08-02 | 2019-08-01 | 明基材料股份有限公司 | 硬塗層光學膜、具有此硬塗層光學膜的偏光板、及含此硬塗層光學膜及/或偏光板的影像顯示裝置 |
| TWI684632B (zh) * | 2018-08-02 | 2020-02-11 | 明基材料股份有限公司 | 抗反射膜、具此抗反射膜之偏光板、及含此抗反射膜及/或含具此抗反射膜之偏光板的影像顯示裝置 |
| JP7483661B2 (ja) * | 2021-06-22 | 2024-05-15 | 株式会社ダイセル | 防眩フィルム |
| JP7706316B2 (ja) * | 2021-09-10 | 2025-07-11 | 日東電工株式会社 | 積層体、積層体付光学部材および画像表示装置 |
| CN116478607B (zh) * | 2023-04-17 | 2024-11-22 | 西安交通大学 | 一种抗冲蚀耐磨透光聚合物涂层及其制备方法 |
| CN116640347A (zh) * | 2023-06-30 | 2023-08-25 | 太仓斯迪克新材料科技有限公司 | 耐弯折高耐磨低反射保护膜及其制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254650A (ja) * | 2006-03-24 | 2007-10-04 | Fujifilm Corp | 硬化膜、反射防止フィルム、それらを用いた偏光板及び画像表示装置 |
| JP2010211150A (ja) | 2009-03-12 | 2010-09-24 | Lintec Corp | 光学フィルム |
| JP2011201087A (ja) * | 2010-03-24 | 2011-10-13 | Toppan Printing Co Ltd | タッチパネル用ハードコートフィルム及びタッチパネル |
| JP2015083370A (ja) | 2013-09-20 | 2015-04-30 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミド系樹脂透明多層フィルム、及びその製造方法 |
| JP2015113414A (ja) * | 2013-12-12 | 2015-06-22 | 日油株式会社 | 硬化性樹脂組成物、及び該組成物の硬化物が積層された積層体 |
| WO2016147424A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | ハードコート積層フィルム及びその製造方法 |
| WO2016163478A1 (ja) * | 2015-04-07 | 2016-10-13 | 日産化学工業株式会社 | 防眩性コーティング用硬化性組成物 |
| WO2017002779A1 (ja) * | 2015-06-28 | 2017-01-05 | 日本製紙株式会社 | ハードコートフィルム |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100523875C (zh) * | 2006-03-28 | 2009-08-05 | 日东电工株式会社 | 防眩性硬涂薄膜、防眩性硬涂薄膜的制造方法、光学元件、偏振片及图像显示装置 |
| JP6088484B2 (ja) * | 2012-02-29 | 2017-03-01 | Hoya株式会社 | コーティング組成物及びその製造方法、並びに、プラスチックレンズ及びその製造方法 |
| TWI572624B (zh) * | 2012-03-06 | 2017-03-01 | Arakawa Chemical Industries Ltd | A polyfunctional sulfur (meth) acrylate resin, an active energy ray-hardening hard coat resin composition containing the same, a hardened film obtained by hardening the plastic film, a plastic film having a hardened film, a plastic film And processed products |
| TWI582117B (zh) * | 2012-04-03 | 2017-05-11 | Arakawa Chemical Industries Ltd | A polyfunctional thio (meth) acrylate resin, an active energy ray-hardening hard coat resin composition having a hardened film obtained by hardening it, a plastic film having a hardened film laminated thereon, and a plastic film Molding and processing products |
| CN104379621B (zh) * | 2012-06-22 | 2018-02-23 | 索马龙株式会社 | 能量射线固化型树脂组合物、固化物及层叠体 |
| WO2015036421A1 (en) * | 2013-09-13 | 2015-03-19 | Basf Se | Scratch-resistant radiation-cured coatings |
| JP6303948B2 (ja) * | 2014-09-18 | 2018-04-04 | 三菱ケミカル株式会社 | 硬化性組成物、硬化物及び積層体 |
| US10809418B2 (en) * | 2015-03-18 | 2020-10-20 | Riken Technos Corporation | Anti-glare hard coat laminated film |
| KR102560202B1 (ko) * | 2017-05-10 | 2023-07-26 | 리껭테크노스 가부시키가이샤 | 하드 코트 적층 필름 |
-
2019
- 2019-01-28 EP EP19757134.2A patent/EP3756885A4/en active Pending
- 2019-01-28 CN CN201980008450.6A patent/CN111741848B/zh active Active
- 2019-01-28 WO PCT/JP2019/002639 patent/WO2019163416A1/ja not_active Ceased
- 2019-01-28 US US16/975,091 patent/US20200398541A1/en not_active Abandoned
- 2019-01-28 KR KR1020207024219A patent/KR102846866B1/ko active Active
- 2019-02-15 JP JP2019025034A patent/JP7333174B2/ja active Active
- 2019-02-18 TW TW108105222A patent/TWI869338B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254650A (ja) * | 2006-03-24 | 2007-10-04 | Fujifilm Corp | 硬化膜、反射防止フィルム、それらを用いた偏光板及び画像表示装置 |
| JP2010211150A (ja) | 2009-03-12 | 2010-09-24 | Lintec Corp | 光学フィルム |
| JP2011201087A (ja) * | 2010-03-24 | 2011-10-13 | Toppan Printing Co Ltd | タッチパネル用ハードコートフィルム及びタッチパネル |
| JP2015083370A (ja) | 2013-09-20 | 2015-04-30 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミド系樹脂透明多層フィルム、及びその製造方法 |
| JP2015113414A (ja) * | 2013-12-12 | 2015-06-22 | 日油株式会社 | 硬化性樹脂組成物、及び該組成物の硬化物が積層された積層体 |
| WO2016147424A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | ハードコート積層フィルム及びその製造方法 |
| WO2016163478A1 (ja) * | 2015-04-07 | 2016-10-13 | 日産化学工業株式会社 | 防眩性コーティング用硬化性組成物 |
| WO2017002779A1 (ja) * | 2015-06-28 | 2017-01-05 | 日本製紙株式会社 | ハードコートフィルム |
Non-Patent Citations (1)
| Title |
|---|
| MORI SADAO: "Size Exclusion Chromatography, high performance Liquid Chromatography of Polymers", 10 December 1991, KYORITSU SHUPPAN CO., LTD. |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20200124672A (ko) | 2020-11-03 |
| JP7333174B2 (ja) | 2023-08-24 |
| EP3756885A1 (en) | 2020-12-30 |
| EP3756885A4 (en) | 2021-11-24 |
| TW201936395A (zh) | 2019-09-16 |
| US20200398541A1 (en) | 2020-12-24 |
| KR102846866B1 (ko) | 2025-08-14 |
| CN111741848B (zh) | 2023-08-18 |
| CN111741848A (zh) | 2020-10-02 |
| TWI869338B (zh) | 2025-01-11 |
| JP2019142220A (ja) | 2019-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101970093B1 (ko) | 방현성 하드 코트 적층 필름 | |
| JP5870222B1 (ja) | ハードコート積層フィルム | |
| JP7333174B2 (ja) | 防眩性ハードコート積層フィルム | |
| WO2016147424A1 (ja) | ハードコート積層フィルム及びその製造方法 | |
| JP6644534B2 (ja) | ハードコート積層フィルム | |
| WO2018096921A1 (ja) | ハードコート積層フィルム | |
| JP2016172424A (ja) | ハードコート積層フィルム | |
| JP2017138626A (ja) | 防眩性ハードコート積層フィルム | |
| JP7074541B2 (ja) | ハードコート積層フィルム | |
| EP3808800B1 (en) | Hard coat laminated film | |
| JP2016177260A (ja) | ハードコート積層フィルム | |
| KR102651209B1 (ko) | 하드 코트 적층 필름 | |
| JP2017128136A (ja) | ハードコート積層フィルム | |
| JP6146833B1 (ja) | 防眩性ハードコート積層フィルム | |
| JP2016177259A (ja) | ハードコート積層フィルム | |
| JP2022017317A (ja) | 防眩性ハードコート積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19757134 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019757134 Country of ref document: EP Effective date: 20200922 |