WO2019039306A1 - 剥離検知ラベル - Google Patents
剥離検知ラベル Download PDFInfo
- Publication number
- WO2019039306A1 WO2019039306A1 PCT/JP2018/029969 JP2018029969W WO2019039306A1 WO 2019039306 A1 WO2019039306 A1 WO 2019039306A1 JP 2018029969 W JP2018029969 W JP 2018029969W WO 2019039306 A1 WO2019039306 A1 WO 2019039306A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- detection label
- resin
- peeling
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F3/03—Forms or constructions of security seals
- G09F3/0305—Forms or constructions of security seals characterised by the type of seal used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J167/00—Adhesives based on polyesters obtained by reactions forming a carboxylic ester link in the main chain; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/14—Polyurethanes having carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/241—Polyolefin, e.g.rubber
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F3/03—Forms or constructions of security seals
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/08—Fastening or securing by means not forming part of the material of the label itself
- G09F3/10—Fastening or securing by means not forming part of the material of the label itself by an adhesive layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/10—Homopolymers or copolymers of propene
- C09J123/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/338—Applications of adhesives in processes or use of adhesives in the form of films or foils as tamper-evident tape or label
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
- C09J2433/006—Presence of (meth)acrylic polymer in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
- C09J2475/006—Presence of polyurethane in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
Definitions
- the present invention relates to a peeling detection label.
- tamper-proof labels are used for the purpose of checking whether they have been opened once.
- tamper-proof labels are used for the purpose of preventing unauthorized opening of filled containers such as dangerous goods such as medicine bottles and fuel tanks, sealed letters, cosmetic boxes, etc., and for the purpose of preventing unauthorized use of identification photographs of identification cards such as passports, etc.
- tamper-proof labels are used.
- Anti-tampering labels are used for this purpose.
- Patent Document 1 a polystyrene film having a thickness of 10 ⁇ m to 40 ⁇ m and a heat-resistant adhesive layer having an adhesive strength of 15 N / 25 mm or more at 80 ° C. according to JIS Z 0237 laminated on one side thereof
- a tamper-proof label or sheet is disclosed, characterized in that it comprises:
- the present inventors in this order, a support, a patterned layer formed on a part of the surface of the support, and an adhesive laminate having at least an adhesive layer (X) and a substrate layer (Y). It has been found that the problem can be solved by forming a peeling detection label in which the base material layer (Y) satisfies the specific elastic modulus, and is a laminate satisfying the specific requirements.
- the present invention relates to the following [1] to [11].
- a support, a pattern layer formed on part of the surface of the support, and an adhesive laminate having at least an adhesive layer (X) and a substrate layer (Y) are laminated in this order
- the peeling detection label which is a laminated body which satisfy
- Requirement (1) When the peeling detection label is attached to an adherend and then peeled from the adherend, interfacial peeling is caused between the support and the pattern layer, whereby the peeling is visually performed. The presence or absence of peeling of the detection label from the adherend can be detected.
- the ratio [(Xt) / (Yt)] of the thickness (Xt) of the pressure-sensitive adhesive layer (X) to the thickness (Yt) of the base material layer (Y) is 1/3 to 3/1.
- the adhesive laminate is a laminate having an adhesive layer (X) on one surface side of a substrate layer (Y), wherein the substrate layer (Y) is the surface of the support and The peeling detection label according to the above [1] or [2], which is in contact with the pattern layer.
- the adhesive laminate is a laminate (P1) in which the first pressure-sensitive adhesive layer (X1), the base material layer (Y), and the second pressure-sensitive adhesive layer (X2) are laminated in this order.
- the peeling detection label according to any one of the above [1] to [5], wherein the surface of the support on the side on which the pattern layer is formed is a surface subjected to a matte treatment.
- the pattern layer is a layer formed from a composition including one or more selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin
- the pressure-sensitive adhesive layer (X) was formed from a composition (x) containing a tacky resin containing one or more selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin.
- the base layer (Y) is a layer formed from a composition (y) containing one or more non-adhesive resins (y1) selected from the group consisting of acrylic urethane resins and olefin resins
- y1 selected from the group consisting of acrylic urethane resins and olefin resins
- the peeling detection label according to any one of the above [1] to [10] wherein at least one layer selected from the pressure-sensitive adhesive layer (X) and the base material layer (Y) is a layer containing a colorant.
- the peeling detection label which does not produce the adhesive residue to a to-be-adhered body can be provided.
- FIG. 1 It is a cross-sectional schematic diagram of the peeling detection label 101 which shows an example of a structure of the peeling detection label of this invention. It is a cross-sectional schematic diagram of the peeling detection label 102 which shows an example of a structure of the peeling detection label of this invention. It is a cross-sectional schematic diagram which shows the condition in the middle of peeling the peeling label 102 which is an example of a structure of the peeling detection label of this invention from the adherend 40.
- Procedure (1) A 20 ⁇ m thick resin layer formed only of the target resin is provided on a 50 ⁇ m thick polyethylene terephthalate (PET) film, and a test piece cut into a size of 300 mm ⁇ 25 mm is cut. Make. ⁇ Procedure (2): Under the environment of 23 ° C and 50% RH (relative humidity), attach the surface of the resin layer on the exposed side of the test piece to a stainless steel plate (SUS304 No. 360 polished), Let stand for 24 hours under environment. Procedure (3): After standing, in an environment of 23 ° C.
- the "active ingredient” refers to the ingredient contained in the composition of interest excluding the diluent solvent.
- peeling detection label means, for example, when the peeling detection label is a peeling material on the adhesive surface of the pressure sensitive adhesive layer (X) of the peeling detection label, the peeling detection label Refers to the peeling operation when peeling off.
- re-peel of the peeling detection label refers to when the peeling detection label is peeled off the adherend after the peeling detection label from which the peeling material is removed is attached to the adherend
- visually detectable means that changes before and after re-peeling of the peeling detection label can be confirmed by human eyes.
- (meth) acrylic acid indicates both “acrylic acid” and “methacrylic acid”, and the other similar terms are also the same.
- mass mean molecular weight (Mw) is a value of standard polystyrene conversion measured by gel permeation chromatography (GPC) method, and is specifically a value measured based on the method as described in an Example.
- GPC gel permeation chromatography
- the lower limit and upper limit which were described in steps can be combined independently, respectively about a preferable numerical range (for example, ranges, such as content etc.). For example, from the description “preferably 10 to 90, more preferably 30 to 60”, “preferred lower limit (10)” and “more preferred upper limit (60)” are combined to obtain “10 to 60”. It can also be done.
- the peeling detection label of the present invention comprises a support, a pattern layer formed on a part of the surface of the support, and an adhesive laminate having at least an adhesive layer (X) and a substrate layer (Y). It is a laminated body which laminated
- the elastic modulus of a base material layer (Y) is a peeling detection label which is 10 Mpa or more and 800 Mpa or less.
- the presence or absence of peeling of the detection label from the adherend can be detected.
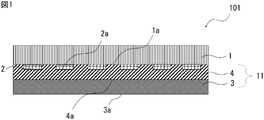
- FIG. 1 is a schematic cross-sectional view of a peeling detection label 101 showing an example of the configuration of the peeling detection label of the present invention.
- the peeling detection label of the present invention has a support 1, a pattern layer 2, an adhesive layer (X) 3 and a base material layer (Y) 4 as in the peeling detection label 101 shown in FIG. 1. What laminated the elastic laminated body 11 in this order is mentioned. And when the peeling detection label of this invention is an aspect like the peeling detection label 101 shown in FIG.
- the adhesive laminated body 11 is an adhesive layer in the one surface 4a side of the base material layer (Y) 4 (X)
- a laminate having 3 and the base material layer (Y) 4 may be in contact with the surface 1a on the side on which the pattern layer of the support 1 is formed and the pattern layer 2;
- the material layer (Y) 4 may be in contact with the surface 1a on the side on which the pattern layer 2 of the support 1 is formed and the surface 2a on the side opposite to the support 1 side of the pattern layer 2 as shown in FIG.
- the base layer (Y) 4 is in contact with the surface 1 a of the side of the support 1 on which the pattern layer 2 is formed, and the surface 1 a of the support 1 of the pattern layer 2 as in the peeling detection label 101 shown in FIG.
- the pressure-sensitive adhesive layer may be provided in a mode in which the surface other than the surface in contact with the surface is covered.
- X) 3 and the substrate layer (Y) 4 are preferably are stacked directly in this order.
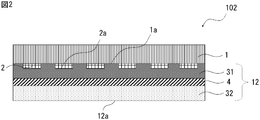
- FIG. 2 is a cross-sectional schematic diagram of the peeling detection label 102 which shows an example of a structure of the peeling detection label of this invention.
- the peeling detection label of the present invention includes the support 1, the pattern layer 2, and the first pressure-sensitive adhesive layer (X1) (hereinafter also referred to as “pressure-sensitive adhesive layer (X1)” It is said that it is an adhesive layered product which said 31 and substrate layer (Y) 4 and the 2nd pressure sensitive adhesive layer (X2) (Hereafter, it is also called “pressure sensitive adhesive layer (X2)”) 32 in this order.
- FIG. 2 shows the embodiment in the case where the pressure-sensitive adhesive laminate has the pressure-sensitive adhesive layer (X) on both sides of the substrate layer (Y) 4, and the pressure-sensitive adhesive layer (X) in which the two layers are present
- the pressure-sensitive adhesive layer (X) located on the side of the pattern layer is referred to as the first pressure-sensitive adhesive layer (X1) 31, and the pressure-sensitive adhesive layer (X1) 31 of the substrate layer (Y) 4 is located on the opposite side
- the pressure-sensitive adhesive layer (X) is a second pressure-sensitive adhesive layer (X2) 32.
- the adhesive layer (X1) 31 is in contact with the surface 1 a on the side on which the pattern layer of the support 1 is formed and the pattern layer 2
- the pressure-sensitive adhesive layer (X1) 31 is preferably in contact with the surface 1a of the support 1 on which the pattern layer 2 is formed and the surface 2a of the pattern layer 2 opposite to the support 1
- the pressure-sensitive adhesive layer (X1) 31 is in contact with the surface 1 a on the side on which the pattern layer 2 of the support 1 is formed, and the support 1 of the pattern layer 2 In the laminate (P1) 12, the pressure-sensitive adhesive layer (X1) 31, the base material layer (Y) 4 and the pressure-sensitive adhesive layer (X2) are more preferable. It is further preferred that 32) be directly laminated in this order .
- the aforementioned “direct lamination” has another layer between the pressure-sensitive adhesive layer (X) 3 and the base material layer (Y) 4 Rather, it refers to a configuration in which the two layers are in direct contact.
- between the pressure-sensitive adhesive layer (X1) 31 and the base material layer (Y) 4 and between the base material layer (Y) 4 and the pressure-sensitive adhesive layer (X2) 32 It refers to a stacked state in which the three layers are in direct contact without any other layer.
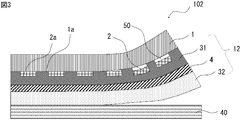
- FIG. 3 is a cross-sectional view showing a state in the middle of peeling from the adherend 40 after the peelable label 102 shown in FIG. 2 is attached to the adherend 40, that is, a state in which the peeling detection label 102 is peeled again.
- FIG. 3 shows a schematic diagram.
- interfacial peeling is caused between the support 1 and the pattern layer 2 to form a void 50.
- a release material may be further laminated on at least one surface selected from the surface on the opposite side (not shown).
- n represents an integer of 3 or more.
- middle layer (M) formed from the composition which is a formation material which is further different between a base material layer (Y) and an adhesive layer (X) (for example, It is good also as composition which laminated a primer layer, a metal system vapor deposition film, a colored layer, etc. (not shown).
- the peeling detection label of this invention is not limited to these aspects, as long as the effect of this invention expresses.
- the thickness of the peeling detection label is preferably 5 to 150 ⁇ m, more preferably 10 to 100 ⁇ m, still more preferably 20 to 80 ⁇ m, and still more preferably 30 to 70 ⁇ m.
- the thickness of the said peeling detection label points out the total thickness of the peeling detection label except the said peeling material.
- the thickness of the peeling detection label can be measured by the method described in the examples.
- the adhesive strength of the peeling detection label on the sticking surface in contact with the adherend is preferably 0.5 N / 25 mm or more, more preferably 1.0 N / 25 mm or more, still more preferably 3.0 N / 25 mm or more, still more preferably 5.0 N / 25 mm or more, still more preferably 8.0 N / 25 mm or more, and preferably 40.0 N / 25 mm or less, more preferably 30.0 N / 25 mm or less, still more preferably 25.0 N / 25 mm
- the adhesion value of the peeling detection label can be measured by the method described in the examples.
- mode of this invention produces the interfacial peeling between the said support body and the said pattern layer at the time of the peeling of the said peeling detection label, Therefore The said peeling detection label is visually detected. It is possible to detect the presence or absence of re-peeling. Therefore, when the peeling detection label is attached to the adherend, it is a peeling detection label having transparency to such a degree that at least the change caused by the interfacial peeling can be visually recognized from the support side of the peeling detection label It is more preferable that it is a peeling detection label which has transparency in which the information on the adherend is visually recognizable.
- the peeling detection label is transparent and any object present on the other surface side of the peeling detection label can be visually observed from the surface side of the peeling detection label on the support side.
- each member constituting the peeling detection label will be described in more detail.
- the support is not particularly limited as long as the support (1) satisfies the requirement (1) in the peeling detection label, but the support having the surface on which the pattern layer is formed is a surface subjected to a matte finish.
- the satin treatment refers to a treatment for processing the surface of the support to a surface on which fine asperities are formed, and the satin generally means roughness like the surface of a pear skin It is In the present specification, the "finely textured surface" may have an irregular shape or a regular shape.
- interfacial peeling can be more effectively prevented from occurring at these interfaces. That is, it is preferable to satisfy the requirement (1).
- interfacial peeling occurs between the support and the pattern layer to form a void in the peeled portion, and the textured surface is exposed in the void.
- the light is irregularly reflected at the top, and the peeling portion can change from transparent to translucent or opaque before or after peeling, or form a mat-like pattern. This is preferable because the visibility at the time of detecting re-peeling of the peeling detection label is improved.
- the peeling detection label which is a suitable mode of the present invention causes the peeling of the interface between the support and the pattern layer when the peeling detection label is peeled again, whereby the peeling is visually performed. It is possible to detect the presence or absence of re-peeling of the detection label. Therefore, as the support, when the support is incorporated into the release detection label, the support is transparent, and from the surface side of the release detection label on the support side, at least the other side of the support. It is preferable that it is a support having transparency to the extent that any object present on the surface side is visible.
- the surface by which the above-mentioned pattern layer is formed is a surface treated with a satin finish. Is more preferred.
- a transparent plastic film is preferably used as the support.
- the material of the plastic film include acrylic resins such as poly (meth) acrylate; polyamides such as wholly aromatic polyamide, nylon 6, nylon 66 and nylon copolymer; polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, Polyester resin such as polyarylate; polyurethane resin such as polyurethane acrylate; polyethylene resin; polypropylene resin; poly (4-methylpentene-1); polyvinyl chloride resin; polyvinylidene chloride resin; polyvinyl alcohol resin Ethylene-vinyl acetate copolymer; polystyrene resin; polycarbonate resin; norbornene resin; cycloolefin resin and the like.
- polyamides and polyester resins are preferable in terms of transparency, cost and versatility, and polyethylene terephthalate is more preferable.
- the satin treatment for example, embossing treatment using an embossing roll having a satin finish, sand blast treatment (sand mat treatment), plasma treatment, chemical etching treatment using a solvent, kneading treatment of transparent fine resin particles, The fine asperity process by the coating process of a mat material etc. is mentioned.
- embossing treatment or sandblasting treatment using an embossing roll preferably having a satin finish, and more preferably sandblasting treatment may be mentioned.
- a film made of a polyamide film or a polyester-based resin having a surface obtained by processing the surface of the support on the side on which the pattern layer is formed is more preferable, and the pattern layer is more preferable. More preferred is a polyethylene terephthalate film having a textured surface of the support on the side to be formed.
- the thickness of the support is preferably 1 to 150 ⁇ m, more preferably 5 to 130 ⁇ m, still more preferably 10 to 80 ⁇ m, still more preferably 20 to 60 ⁇ m, and still more preferably 30 to 50 ⁇ m.
- the thickness of the support can be measured by the method described in the examples.
- a print receptive layer may be provided on the side opposite to the adhesive laminate of the body to provide a print layer.
- a release agent layer may be provided on the surface of the support opposite to the adhesive laminate in order to form a wound tape.
- the pattern layer is a layer required to visually detect that the peeling detection label has been peeled again when the peeling detection label is peeled again. And it is a layer formed from the material which fulfills the above-mentioned requirement (1) in a exfoliation detection label. Moreover, since it is preferable that the pattern is latent before the re-peeling of a peeling detection label as said pattern layer, it is preferable that it is a layer which has transparency.
- the pattern layer having transparency, it is possible to make the change before and after re-peeling of the peeling detection label clearer, and in the state where the peeling detection label is attached to the adherend, It is also preferable from the viewpoint of being able to confirm information such as characters and designs on the surface of the adherend or that the peeling detection label itself is transparent and the label can be made inconspicuous.
- the pattern layer is not particularly limited as long as it satisfies the requirement (1) in the peeling detection label, but a cellulose resin such as methyl cellulose, carboxymethyl cellulose, hydroxyethyl cellulose, etc .; poly (meth) acrylate, polymethyl (meth) 1) or more selected from the group consisting of acrylic resins such as acrylates; urethane resins; acrylic urethane resins; polyester resins such as polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate and polyarylate; and epoxy resins And a layer formed of a composition including one or more selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin. Layer is more preferably formed of a composition containing one or more selected from the group consisting of an acrylic resin and an acrylic urethane resin, more preferably a layer containing an acrylic resin Even more preferably, it is a layer.
- the pattern layer is preferably a layer formed of a resin having an adhesive force lower than the adhesive force of the pressure-sensitive adhesive layer (X), and more preferably a layer formed of a non-adhesive resin. Therefore, the layer formed of the composition containing the acrylic resin is an acrylic resin which can form a layer having lower adhesive strength than the resin used in the pressure-sensitive adhesive layer (X) among the acrylic resins described later.
- the layer is preferably formed, and more preferably a layer formed of a composition containing an acrylic polymer whose main monomer is methyl (meth) acrylate.
- the said "main monomer” means the monomer component with most content (use amount) in the monomer component which forms a polymer.
- the pattern layer and the support The adhesive force of the adhesive layer is preferably lower than the adhesive force of the adhesive laminate and the support, and the adhesive force of the pattern layer and the adhesive laminate is the adhesive laminate and the support. It is more preferable that the adhesive strength of the pattern layer and the adhesive laminate is lower than the adhesive strength of the adhesive layer.
- the adhesion between the pattern layer and the support is determined by the adhesion between the base material layer (Y) and the support.
- the adhesion between the pattern layer and the support is preferably lower than the adhesion between the substrate layer (Y) and the support, and the adhesion between the pattern layer and the substrate layer (Y) is preferred. It is more preferable that the adhesive strength be lower.
- the adhesive laminate is a laminate (P1)
- the adhesive strength between the pattern layer and the support is lower than the adhesive strength between the adhesive layer (X1) and the support
- the adhesion between the pattern layer and the support is lower than the adhesion between the pressure-sensitive adhesive layer (X1) and the support, and the adhesion between the pattern layer and the pressure-sensitive adhesive layer (X1) is preferred. Is also more preferable.
- it is such an aspect for example, since it can prevent more effectively that peeling arises in interfaces other than the interface between the said support body and the said pattern layer, it is preferable. That is, it is preferable to satisfy the requirement (1).
- the total content of each of the above-mentioned resins in the pattern layer is preferably 50% by mass or more, more preferably 70% by mass or more, still more preferably 80% by mass or more, still more preferably 90% by mass or more Preferably, it is 100 mass% or less.
- the pattern layer is formed on a part of the surface of the support.
- peeling occurs on the entire surface of the interface between the support and the pattern layer, resulting in adhesive residue on the adherend.
- to be formed on a part of the surface of the support means the size of the state in which the peeling detection label is actually affixed, or the peeling detection label after being punched into a predetermined size for use.
- the area on which the pattern layer of the support is formed may be less than 100%, preferably 1 to 99%, more preferably 2 to It is 95%, more preferably 3 to 90%, still more preferably 5 to 80%, still more preferably 8 to 70%, still more preferably 10 to 60%, still more preferably 12 to 45%.
- the formation method of the said pattern layer will not be specifically limited if it is a method which can form a pattern layer on the said support body.
- the ink containing the said resin and a solvent can be formed by the general printing method, for example, gravure, screen printing, offset printing, a flexographic printing etc.
- the shape of the pattern to be formed is not particularly limited as long as the presence or absence of re-peeling of the peeling detection label can be detected, and may be a geometrical pattern or a pattern, or may be a character pattern. .
- the said pattern not only what was necessarily arrange
- the material for pattern layer when not only printing a specific regular shape using the printing method, but simply processing the material for pattern layer into an irregular (random) shape, such as spraying on a support, etc. Even when it is possible to visually recognize that the color tone and light transmittance of the label are randomly changed in some places, it is formed from the material for the pattern layer formed on the support. The location is included in the pattern layer.
- the interface between the support and the pattern layer be present in a certain area or more, so it is preferable to form a predetermined regular pattern.
- the pattern layer since it is possible to form a predetermined pattern by the pattern layer itself, when the pattern layer is a layer having transparency, the pattern is formed as a hidden pattern such as a hidden character. Can.
- the “hidden pattern” since the formed pattern is transparent before re-peeling of the peeling detection label, it is manifested and can not be detected visually, and after the peeling detection label is peeled back It refers to a pattern that can be visually detected as the pattern becomes apparent.
- the pattern layer used in the present invention since the pattern layer itself peels off the interface from the support, it is necessary to provide a layer in which each function is separated as a pattern layer Has the advantage of eliminating And, by adopting the constitution of the above-mentioned peeling detection label of the present invention, interfacial peeling can be caused between the support and the pattern layer, and on the other hand, interfacial peeling at other places can be effectively suppressed. Therefore, even when a pattern having a relatively complicated shape such as characters is formed by the pattern layer itself, when the peeling detection label is peeled again, it is possible to display the pattern to an extent that the pattern can be visually detected. .
- the thickness of the pattern layer may be less than the thickness of the adhesive laminate to be described later, and as described above, when the support is in contact with the base layer (Y), the base layer ( It is preferable that it is less than the thickness of Y), and when the adhesive laminated body mentioned later is an aspect of a laminated body (P), it is preferable that it is less than the thickness of an adhesive layer (X1).
- the thickness of the pattern layer is, for example, preferably 0.05 to 16 ⁇ m, more preferably 0.1 to 12 ⁇ m, and still more preferably 0.5 to 8 ⁇ m.
- the thickness of the pattern layer can be measured by the method described in the examples.
- the pressure-sensitive adhesive laminate is a laminate having a pressure-sensitive adhesive layer (X) and a base material layer (Y), and as described above, preferably a laminate having two or more pressure-sensitive adhesive layers (X). It is preferably a laminate (P1) which is an adhesive laminate in which the first pressure-sensitive adhesive layer (X1), the base material layer (Y) and the second pressure-sensitive adhesive layer (X2) are laminated in this order.
- Adhesive layer (X) is preferably a layer formed from the composition (x) containing the adhesive resin, and the coating film (x ′) made of the composition (x) containing the adhesive resin is dried More preferably, it is a layer formed by
- the “coating film” is a film formed from a composition which is a forming material by a known coating method, and a residual ratio of volatile components such as a solvent contained in the film. Indicates a state in which 10 to 100% by mass with respect to 100% by mass of the total of volatile components contained in the composition before application. That is, in the present specification, the coating film contains a fixed amount of volatile components such as a solvent.
- each pressure-sensitive adhesive layer (X) in the present specification is an adhesive layer (X1) and an adhesive layer (X2), respectively, as a composition (x-1) and a composition (x-2) Also referred to.
- the coating corresponding to the coating (x ') is also referred to as coating (x-1') and coating (x-2 '), respectively.
- the pattern layer and the pressure-sensitive adhesive layer (X) contain the same kind of resin, for example, in the case where the pattern layer is formed of an acrylic resin, the pressure-sensitive adhesive layer ( X) is also preferably an acrylic resin described later.
- the interfacial adhesion between the pressure-sensitive adhesive layer (X) and the pattern layer is improved, and the requirement (1) is more easily satisfied, which is preferable.
- the adhesive laminate is a laminate (P1)
- the pattern layer and the adhesive layer (X1) contain the same kind of resin for the same reason, for example, When the said pattern layer is a layer formed from acrylic resin, it is preferable that an adhesive layer (X1) is also acrylic resin mentioned later.
- composition (x) which is a formation material of adhesive layer (X) contains adhesive resin.
- components other than the adhesive resin contained in the composition (x) can be appropriately adjusted depending on the use of the peeling detection label of the present invention.
- the composition (x) may further contain one or more selected from the group consisting of a tackifier and a crosslinking agent, from the viewpoint of adjusting the adhesive strength to a desired range. In addition to these, it may contain one or more selected from the group consisting of a dilution solvent and an additive for an adhesive used in a general adhesive.
- the mass average molecular weight (Mw) of the adhesive resin is preferably 10,000 to 2,000,000, more preferably 20,000 to 1.5,000,000, and still more preferably 30,000 to 1,000,000.
- an adhesive resin contained in a composition (x) the acrylic resin which satisfy
- acrylic resins, urethane resins, acrylic urethane resins and polyester resins is preferable, and acrylic resins are more preferable.
- these tackifying resins may be used alone or in combination of two or more.
- these adhesive resins are copolymers which have 2 or more types of structural units, the form of the said copolymer is not specifically limited, A block copolymer, a random copolymer, and a graft co It may be any of polymers.
- these tackifying resins are non-UV curable tackifying resins having no polymerizable functional group. Is preferred.
- the content of the adhesive resin in the composition (x) is preferably 30 to 99.99% by mass, more preferably 40 to 99.95% of the total amount (100% by mass) of the active ingredients of the composition (x).
- the weight percentage is more preferably 50 to 99.90 weight percent, still more preferably 55 to 99.80 weight percent, still more preferably 60 to 99.50 weight percent.
- the adhesive resin contained in the composition (x) preferably contains an acrylic resin, from the viewpoint of further improving the interface adhesion with the base material layer (Y).
- the content of the acrylic resin in the adhesive resin is preferably 30 to 100 mass% of the total amount (100% by mass) of the adhesive resin contained in the composition (x) from the viewpoint of further improving the interface adhesion. %, More preferably 50 to 100% by mass, still more preferably 70 to 100% by mass, still more preferably 85 to 100% by mass.
- acrylic resin for example, a polymer containing a structural unit derived from an alkyl (meth) acrylate having a linear or branched alkyl group, a (meth) acrylate having a cyclic structure And the like.
- the mass average molecular weight (Mw) of the acrylic resin is preferably 100,000 to 1,500,000, more preferably 200,000 to 1,300,000, still more preferably 350,000 to 1,200,000, and still more preferably 500,000 to 1,100,000. .
- the acrylic resin is preferably an acrylic polymer (A0) having a structural unit (a1) derived from an alkyl (meth) acrylate (a1 ′) (hereinafter also referred to as “monomer (a1 ′)”),
- An acrylic copolymer (A1) having a structural unit (a2) derived from a functional group-containing monomer (a2 ′) (hereinafter also referred to as “monomer (a2 ′)”) together with the structural unit (a1) is more preferable .
- the number of carbon atoms of the alkyl group of the monomer (a1 ′) is preferably 1 to 24, more preferably 1 to 12, still more preferably 1 to 8, still more preferably 4 to 6 from the viewpoint of improving adhesion properties. It is.
- the alkyl group which a monomer (a1 ') has may be a linear alkyl group, and a branched alkyl group may be sufficient.
- the monomer (a1 ′) for example, methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) acrylate, tridecyl ( Meta) acrylate, stearyl (meth) acrylate, etc. are mentioned.
- methyl (meth) acrylate, butyl (meth) acrylate and 2-ethylhexyl (meth) acrylate are preferable.
- the pressure-sensitive adhesive laminate is a laminate (P1) and the pressure-sensitive adhesive layer (X) is a pressure-sensitive adhesive layer (X1), methyl (meth) acrylate and butyl (meth) as monomers (a1 ′) Acrylate is more preferable, and when the pressure-sensitive adhesive layer (X) is a pressure-sensitive adhesive layer (X2), 2-ethylhexyl (meth) acrylate and butyl (meth) acrylate are more preferable as the monomer (a1 ′). These monomers (a1 ′) may be used alone or in combination of two or more.
- the content of the structural unit (a1) is preferably 50 to 100% by mass, more preferably 60 to 100% by mass, based on 100% by mass of all the structural units (100% by mass) of the acrylic polymer (A0) or the acrylic copolymer (A1).
- the content is 99.9% by mass, more preferably 70 to 99.5% by mass, and still more preferably 80 to 99.0% by mass.
- the functional group possessed by the monomer (a2 ′) refers to a functional group capable of reacting with a crosslinking agent which may be contained in the composition (x) described later and becoming a crosslinking origin or having a crosslinking promoting effect, for example, hydroxyl group , Carboxy group, amino group, epoxy group and the like. That is, as a monomer (a2 '), a hydroxyl-containing monomer, a carboxy-group containing monomer, an amino-group containing monomer, an epoxy-group containing monomer etc. are mentioned, for example. These monomers (a2 ′) may be used alone or in combination of two or more. As the monomer (a2 ′), a hydroxyl group-containing monomer and a carboxy group-containing monomer are preferable.
- hydroxyl group-containing monomer for example, 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxybutyl (meth) And hydroxyalkyl (meth) acrylates such as acrylate and 4-hydroxybutyl (meth) acrylate; and unsaturated alcohols such as vinyl alcohol and allyl alcohol.
- carboxy group-containing monomers examples include ethylenically unsaturated monocarboxylic acids such as (meth) acrylic acid and crotonic acid; and ethylenically unsaturated dicarboxylic acids such as fumaric acid, itaconic acid, maleic acid and citraconic acid, and anhydrides thereof 2- (acryloyloxy) ethyl succinate, 2-carboxyethyl (meth) acrylate and the like.
- monomer (a2 ′) 2-hydroxyethyl (meth) acrylate and (meth) acrylic acid are preferable.
- These monomers (a2 ′) may be used alone or in combination of two or more.
- the adhesive laminate is a laminate (P1) and the adhesive layer (X) is an adhesive layer (X1)
- 2-hydroxyethyl (meth) acrylate is more preferred as the monomer (a2 ′)
- the pressure-sensitive adhesive layer (X) is a pressure-sensitive adhesive layer (X2)
- the content of the structural unit (a2) is preferably 0.1 to 40% by mass, more preferably 0.3 to 30% by mass, based on the total structural units (100% by mass) of the acrylic copolymer (A1). More preferably, it is 0.5 to 20% by mass, and still more preferably 0.7 to 10% by mass.
- the acrylic copolymer (A1) may further have a structural unit (a3) derived from another monomer (a3 ′) other than the monomers (a1 ′) and (a2 ′), and an adhesive laminate
- the content of the structural units (a1) and (a2) is preferably 70 to 100 in the total structural units (100% by mass) of the acrylic copolymer (A1). % By mass, more preferably 80 to 100% by mass, still more preferably 85 to 100% by mass, still more preferably 90 to 100% by mass.
- Examples of the monomer (a3 ′) include olefins such as ethylene, propylene and isobutylene; halogenated olefins such as vinyl chloride and vinylidene chloride; diene-based monomers such as butadiene, isoprene and chloroprene; cyclohexyl (meth) acrylate, Has a cyclic structure such as benzyl (meth) acrylate, isobornyl (meth) acrylate, dicyclopentanyl (meth) acrylate, dicyclopentenyl (meth) acrylate, dicyclopentenyl oxyethyl (meth) acrylate, imide (meth) acrylate (Meth) acrylate; styrene, ⁇ -methylstyrene, vinyl toluene, vinyl formate, vinyl acetate, acrylonitrile, (meth) acrylamide, (meth) acrylonitrile, (
- the urethane resin that can be used as the adhesive resin is not particularly limited as long as it is a polymer having one or more of a urethane bond and a urea bond in at least one of the main chain and the side chain.
- the urethane type prepolymer (UX) etc. which are obtained by reacting a polyol and a polyvalent isocyanate compound are mentioned, for example.
- the urethane prepolymer (UX) may be one obtained by further performing a chain extension reaction using a chain extender.
- the mass average molecular weight (Mw) of the urethane resin is preferably 10,000 to 200,000, more preferably 12,000 to 150,000, further preferably 15,000 to 100,000, and still more preferably 20,000 to 70,000.
- polyol used as a raw material of urethane type prepolymer (UX) for example, polyol compounds such as alkylene type polyol, polyether type polyol, polyester type polyol, polyester amide type polyol, polyester-polyether type polyol, polycarbonate type polyol and the like
- polyol compounds such as alkylene type polyol, polyether type polyol, polyester type polyol, polyester amide type polyol, polyester-polyether type polyol, polycarbonate type polyol and the like
- alkylene type polyol such as alkylene type polyol, polyether type polyol, polyester type polyol, polyester amide type polyol, polyester-polyether type polyol, polycarbonate type polyol and the like
- diols are preferable, and alkylene type diols are more preferable.
- alkylene type diol for example, alkanediol such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, etc .; ethylene glycol, propylene glycol, And alkylene glycols such as diethylene glycol and dipropylene glycol; polyalkylene glycols such as polyethylene glycol, polypropylene glycol and polybutylene glycol; and polyoxyalkylene glycols such as polytetramethylene glycol.
- Mw mass average molecular weight
- aromatic polyisocyanate As a polyvalent isocyanate compound used as a raw material of urethane type prepolymer (UX), aromatic polyisocyanate, aliphatic polyisocyanate, alicyclic polyisocyanate etc. are mentioned.
- aromatic polyisocyanates include 1,3-phenylene diisocyanate, 1,4-phenylene diisocyanate, 4,4′-diphenylmethane diisocyanate (MDI), 2,4-tolylene diisocyanate (2,4-TDI), 2 , 6-tolylene diisocyanate (2,6-TDI), 4,4'-toluidine diisocyanate, 2,4,6-triisocyanate toluene, 1,3,5-triisocyanate benzene, dianisidine diisocyanate, 4,4 ' And -diphenylether diisocyanate, 4,4 ', 4 "-triphenylmethane triisocyanate, 1,4-te
- aliphatic polyisocyanates examples include trimethylene diisocyanate, tetramethylene diisocyanate, hexamethylene diisocyanate (HMDI), pentamethylene diisocyanate, 1,2-propylene diisocyanate, 2,3-butylene diisocyanate, 1,3-butylene diisocyanate, dodeca Methylene diisocyanate, 2,4,4-trimethylhexamethylene diisocyanate and the like can be mentioned.
- HMDI hexamethylene diisocyanate
- alicyclic polyisocyanate for example, 3-isocyanatomethyl-3,5,5-trimethylcyclohexyl isocyanate (IPDI: isophorone diisocyanate), 1,3-cyclopentadiisocyanate, 1,3-cyclohexane diisocyanate, 1,4- Cyclohexane diisocyanate, methyl-2,4-cyclohexane diisocyanate, methyl-2,6-cyclohexane diisocyanate, 4,4'-methylenebis (cyclohexyl isocyanate), 1,4-bis (isocyanatomethyl) cyclohexane, 1,4-bis (isocyanate) Methyl) cyclohexane and the like.
- IPDI isophorone diisocyanate
- 1,3-cyclopentadiisocyanate 1,3-cyclohexane diisocyanate
- the polyvalent isocyanate compound may be a trimethylolpropane adduct type modified product of the above-mentioned polyisocyanate, a burette type modified product reacted with water, or an isocyanurate type modified product containing an isocyanurate ring.
- polyvalent isocyanate compounds from the viewpoint of obtaining a urethane-based polymer having excellent adhesion properties, 4,4′-diphenylmethane diisocyanate (MDI), 2,4-tolylene diisocyanate (2,4-TDI), 2, One or more selected from 6-tolylene diisocyanate (2,6-TDI), hexamethylene diisocyanate (HMDI), 3-isocyanatomethyl-3,5,5-trimethylcyclohexyl isocyanate (IPDI) and their modified products are preferable. From the viewpoint of weather resistance, one or more selected from HMDI, IPDI and their modified products are more preferable.
- the isocyanate group content (NCO%) in the urethane prepolymer (UX) is preferably 0.5 to 12% by mass, more preferably 1 to 4 in the value measured according to JIS K 1603-1: 2007. It is mass%.
- the chain extender is preferably a compound having at least one of a hydroxyl group and an amino group, or a compound having at least one of a hydroxyl group and an amino group.
- the compound having at least one of hydroxyl group and amino group is preferably at least one compound selected from the group consisting of aliphatic diols, aliphatic diamines, alkanolamines, bisphenols and aromatic diamines.
- aliphatic diols include alkanediols such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol and 1,7-heptanediol.
- alkylene glycols such as ethylene glycol, propylene glycol, diethylene glycol and dipropylene glycol; and the like.
- Examples of aliphatic diamines include ethylene diamine, 1,3-propane diamine, 1,4-butane diamine, 1,5-pentane diamine, and 1,6-hexane diamine.
- Examples of alkanolamines include monoethanolamine, monopropanolamine, isopropanolamine and the like.
- Examples of the bisphenol include bisphenol A and the like.
- Examples of the aromatic diamine include diphenylmethane diamine, tolylene diamine and xylylene diamine.
- Examples of the compound having at least one of a hydroxyl group and an amino group include polyols such as trimethylolpropane, ditrimethylolpropane, pentaerythritol, and dipentaerythritol; 1-amino-2,3-propanediol, 1-methyl Amino alcohols such as amino-2,3-propanediol, N- (2-hydroxypropyl ethanolamine); ethylene oxide or propylene oxide adducts of tetramethyl xylylene diamine; and the like.
- polyols such as trimethylolpropane, ditrimethylolpropane, pentaerythritol, and dipentaerythritol
- 1-amino-2,3-propanediol 1-methyl Amino alcohols such as amino-2,3-propanediol, N- (2-hydroxypropyl ethanolamine)
- the polyisobutylene-based resin (hereinafter also referred to as "PIB-based resin") that can be used as the adhesive resin is not particularly limited as long as it is a resin having a polyisobutylene skeleton in at least one of the main chain and the side chain.
- the mass average molecular weight (Mw) of the PIB resin is preferably 20,000 or more, more preferably 30,000 to 1,000,000, still more preferably 50,000 to 800,000, and still more preferably 70,000 to 600,000.
- PIB resins examples include polyisobutylene which is a homopolymer of isobutylene, copolymer of isobutylene and isoprene, copolymer of isobutylene and n-butene, copolymer of isobutylene and butadiene, and these copolymers. Brominated or chlorinated halogenated butyl rubber and the like can be mentioned.
- the structural unit which consists of isobutylene shall be contained most among all the structural units.
- the content of the structural unit consisting of isobutylene is preferably 80 to 100% by mass, more preferably 90 to 100% by mass, still more preferably 95 to 100% by mass, based on the total constituent units (100% by mass) of the PIB resin. is there.
- These PIB resins may be used alone or in combination of two or more.
- PIB type resin when using PIB type resin, it is preferable to use together PIB type resin with high mass mean molecular weight (Mw), and PIB type resin with low mass mean molecular weight (Mw). More specifically, a PIB resin (pb1) (hereinafter also referred to as “PIB resin (pb1)”) having a mass average molecular weight (Mw) of 270,000 to 600,000 and a mass average molecular weight (Mw) of 5 It is preferable to use 10,000 to 250,000 PIB resins (pb2) (hereinafter also referred to as “PIB resins (pb2)”) in combination.
- PIB resins (pb2) hereinafter also referred to as “PIB resins (pb2)
- a PIB-based resin (pb1) having a high mass average molecular weight (Mw) By using a PIB-based resin (pb1) having a high mass average molecular weight (Mw), the durability and the weather resistance of the formed pressure-sensitive adhesive layer can be improved, and also the adhesion can be improved. Further, by using a PIB resin (pb2) having a low mass average molecular weight (Mw), it can be well compatible with the PIB resin (pb1), and the PIB resin (pb1) can be appropriately plasticized. The wettability of the pressure-sensitive adhesive layer to the adherend can be enhanced, and the adhesion properties, flexibility, and the like can be improved.
- Mw mass average molecular weight
- the mass average molecular weight (Mw) of the PIB resin (pb1) is preferably 270,000 to 600,000, more preferably 290,000 to 480,000, further preferably 310,000 to 450,000, still more preferably 320,000 to 400,000. It is.
- the mass average molecular weight (Mw) of the PIB resin (pb2) is preferably 50,000 to 250,000, more preferably 80,000 to 230,000, still more preferably 140,000 to 220,000, and still more preferably 180,000 to 210,000. It is.
- the content ratio of PIB resin (pb2) is preferably 5 to 55 parts by mass, more preferably 6 to 40 parts by mass, still more preferably 7 to 30 parts by mass, per 100 parts by mass of PIB resin (pb1). Preferably, it is 8 to 20 parts by mass.
- the olefin-based resin that can be used as the adhesive resin is not particularly limited as long as it is a polymer having a structural unit derived from an olefin compound such as ethylene and propylene.
- the said olefin resin may be used independently, and may be used in combination of 2 or more type.
- olefin resins include, for example, polyethylenes such as low density polyethylene, medium density polyethylene, high density polyethylene, linear low density polyethylene, polypropylene, copolymers of ethylene and propylene, ethylene and other ⁇ - Copolymers of olefins, copolymers of propylene and other ⁇ -olefins, copolymers of ethylene and propylene and other ⁇ -olefins, copolymer of ethylene and other ethylenically unsaturated monomers And the like (ethylene-vinyl acetate copolymer, ethylene-alkyl (meth) acrylate copolymer, etc.) and the like.
- polyethylenes such as low density polyethylene, medium density polyethylene, high density polyethylene, linear low density polyethylene, polypropylene, copolymers of ethylene and propylene, ethylene and other ⁇ - Copolymers of olefins, copolymers of propylene and other ⁇
- Examples of the above ⁇ -olefins include 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 4-methyl-1-pentene, 4-methyl-1-hexene and the like.
- Examples of the ethylenically unsaturated monomer include vinyl acetate, alkyl (meth) acrylate, vinyl alcohol and the like.
- acrylic urethane resin examples include those in which the types and amounts of the monomer components, the crosslinking agent, and the like are appropriately adjusted so as to have adhesiveness in an acrylic urethane resin to be described later. There is no particular limitation as long as it is possessed.
- polyester resin It will not specifically limit, if it has adhesiveness as a polyester-type resin which can be used as adhesive resin.
- the main component of the polyester-based resin include, for example, aromatics such as terephthalic acid, isophthalic acid, methylterephthalic acid and naphthalene dicarboxylic acid
- aromatics such as terephthalic acid, isophthalic acid, methylterephthalic acid and naphthalene dicarboxylic acid
- the random copolymer of an acid component and glycol components such as ethylene glycol, diethylene glycol, butylene glycol, neopentyl glycol etc., is mentioned.
- the polyester-based pressure-sensitive adhesive using the polyester-based resin is composed of polyester, a solvent, a crosslinking agent, a tackifier and the like, and as a crosslinking system, methylol group condensation, ionic crosslinking, isocyanate crosslinking, epoxy crosslinking, etc. It's being used.
- the composition (x) in the case of forming a pressure-sensitive adhesive layer (X) having a further improved adhesion, preferably further contains a tackifier. Therefore, when the adhesive laminate is a laminate (P1), as described later, it is preferable that the adhesive strength of the adhesive layer (X1) is larger than the adhesive strength of the adhesive layer (X2), so In the case where the composition (x-1) forming the pressure-sensitive adhesive layer (X1) further contains a tackifier, the composition (x-1) forming the pressure-sensitive adhesive layer (X1) Furthermore, it is more preferable that the composition (x-2) containing a tackifier and forming the pressure-sensitive adhesive layer (X2) does not contain a tackifier.
- a "tackifier” is a component which assists and improves the adhesive force of adhesive resin, Comprising:
- the mass mean molecular weight (Mw) points out an oligomer less than 10,000, and the above-mentioned adhesive resin It is distinguished.
- the mass average molecular weight (Mw) of the tackifier is preferably 400 to 10,000, more preferably 500 to 8,000, and still more preferably 800 to 5,000.
- rosin resins such as rosin resin, rosin ester resin, rosin modified phenolic resin; hydrogenated rosin based resins obtained by hydrogenating these rosin based resins; terpene resins, aromatic modified terpene resins, terpene phenols Terpene-based resins such as epoxy-based resins; Hydrogenated terpene-based resins obtained by hydrogenating these terpene-based resins; Styrene obtained by copolymerizing a styrene-based monomer such as ⁇ -methylstyrene or ⁇ -methylstyrene with an aliphatic monomer Based resins; Hydrogenated styrenic resins obtained by hydrogenating these styrenic resins; C5 systems obtained by copolymerizing C5 fractions such as pentene, isoprene, piperine, 1.3-pentadiene, etc.
- tackifiers may be used alone or in combination of two or more different in softening point or structure.
- the softening point of the tackifier is preferably 60 to 170 ° C., more preferably 65 to 160 ° C., still more preferably 70 to 150 ° C.
- the "softening point" of a tackifier means the value measured based on JISK2531.
- the weighted average of the softening point of the several tackifier belongs to the said range.
- the content of the tackifier in the composition (x) is preferably 0% of the total amount (100% by mass) of the active ingredient in the composition (x). .01 to 65% by mass, more preferably 0.05 to 55% by mass, still more preferably 0.1 to 50% by mass, still more preferably 0.5 to 45% by mass, still more preferably 1.0 to 40% It is mass%.
- the total content of the tackifying resin and the tackifier in the composition (x) is preferably 70% by mass or more, more preferably 80% of the total amount (100% by mass) of the active ingredient of the composition (x). % By mass, more preferably 85% by mass or more, still more preferably 90% by mass or more, still more preferably 95% by mass or more.
- the composition (x) further contains a crosslinking agent, together with the above-mentioned adhesive resin having a functional group such as an acrylic copolymer having the above-mentioned structural units (a1) and (a2). It is preferable to do.
- the said crosslinking agent reacts with the functional group which the said adhesive resin has, and bridge
- crosslinking agent for example, isocyanate type crosslinking agents such as tolylene diisocyanate, xylylene diisocyanate, hexamethylene diisocyanate and adducts thereof; epoxy type crosslinking agents such as ethylene glycol glycidyl ether; hexa [1- (2- (2-) And the like.
- Aziridine-based crosslinking agents such as methyl) -aziridinyl] trifosphatriazine; and chelate-based crosslinking agents such as aluminum chelate; and the like.
- These crosslinking agents may be used alone or in combination of two or more.
- isocyanate-based crosslinking agents are preferable from the viewpoint of enhancing the cohesion and improving the adhesiveness, and from the viewpoint of availability and the like.
- content of a crosslinking agent is suitably adjusted with the number of the functional groups which adhesive resin has, for example, 100 mass parts of above-mentioned adhesive resins which have the above-mentioned functional groups, such as the above-mentioned acrylic copolymer etc.
- it is 0.01 to 10 parts by mass, more preferably 0.03 to 7 parts by mass, and still more preferably 0.05 to 4 parts by mass.
- the composition (x) contains an additive for a pressure-sensitive adhesive used in a general pressure-sensitive adhesive other than the above-mentioned tackifier and crosslinking agent, as long as the effects of the present invention are not impaired. It may be done.
- the pressure-sensitive adhesive additive include an antioxidant, a softener (plasticizer), a rust inhibitor, a retarder, a catalyst, an ultraviolet absorber, and the like. These pressure-sensitive adhesive additives may be used alone or in combination of two or more.
- the content of each adhesive additive is preferably independently 0.0001 to 20 parts by mass, more preferably 100 parts by mass of the adhesive resin. The amount is 0.001 to 10 parts by mass.
- the composition (x) may be in the form of a solution, containing water or an organic solvent as a dilution solvent, together with the various active ingredients described above.
- the organic solvent include toluene, xylene, ethyl acetate, butyl acetate, methyl ethyl ketone, diethyl ketone, methyl isobutyl ketone, methanol, ethanol, isopropyl alcohol, tert-butanol, s-butanol, acetylacetone, cyclohexanone, n-hexane, cyclohexane Etc.
- These dilution solvents may be used alone or in combination of two or more.
- the concentration of the active ingredient of the composition (x) is preferably 1 to 65% by mass, more preferably 5 to 60% by mass, still more preferably Is 10 to 50% by mass, more preferably 25 to 45% by mass, and still more preferably 30 to 45% by mass.
- the adhesive strength of the pressure-sensitive adhesive layer (X) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, still more preferably 10.0 N / 25 mm or more, still more preferably 14.0 N / 25 mm or more It is.
- the upper limit of the adhesive strength of the pressure-sensitive adhesive layer (X) is not particularly limited, but is preferably 40.0 N / 25 mm or less, more preferably 35.0 N / 25 mm or less, still more preferably 30.0 N / 25 mm or less Still more preferably, it is 25.0 N / 25 mm or less.
- the adhesive strength of the adhesive layer (X1) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, more preferably 10.0 N / 25 mm or more, still more preferably 14.0 N / 25 mm or more, still more preferably 18.0 N / 25 mm or more.
- the upper limit of the adhesive strength of the pressure-sensitive adhesive layer (X1) is not particularly limited, but is preferably 40.0 N / 25 mm or less, more preferably 35.0 N / 25 mm or less, still more preferably 30.0 N / 25 mm or less More preferably, it is 25.0 N / 25 mm or less.
- the adhesive strength of the adhesive layer (X2) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, more preferably 10.0 N / 25 mm or more, still more preferably 14.0 N / 25 mm or more, and preferably 40.0 N / 25 mm or less, more preferably 30.0 N / 25 mm or less, more preferably Is 25.0 N / 25 mm or less, more preferably 18.0 N / 25 mm or less.
- the adhesive force of the pressure-sensitive adhesive layer (X2) satisfies the above range, for example, when the peeling detection label has a peeling material, a pattern is not expressed when peeling the peeling detection label from the peeling material, It is preferable because the function of expressing a pattern at the time of re-peeling of the peeling detection label can be more easily expressed.
- the adhesive force of an adhesive layer (X1) is larger than the adhesive force of the said adhesive layer (X2) preferable.
- the adhesive force of the pressure-sensitive adhesive layer (X1) is greater than the adhesive force of the pressure-sensitive adhesive layer (X2), so when peeling off the peeling detection label, before supporting the pressure-sensitive adhesive layer (X2) from the adherend, support Peeling occurs at the interface between the body and / or the pattern layer and the pressure-sensitive adhesive layer (X1), and the adhesive laminate remains on the adherend to cause generation of adhesive residue more effectively. It is preferable because it can be prevented.
- the adhesive force of the pressure-sensitive adhesive layer (X1) is larger than the adhesive force of the pressure-sensitive adhesive layer (X2), for example, at the time of manufacture such as extraction and peeling of the peeling detection label or winding and unwinding the peeling detection label It is preferable because the interfacial peeling can be prevented more effectively in a scene different from the supposed scene, such as storage and peeling of the peeling detection label from the peeling material immediately before use.
- the elastic modulus of the pressure-sensitive adhesive layer (X) is preferably 0.05 MPa or more, more preferably 0.08 MPa or more, still more preferably 0.10 MPa or more, still more preferably, from the viewpoint of obtaining more excellent pattern expression.
- the following is more preferably 0.25 MPa or less.
- the elastic modulus of the adhesive layer (X1) is preferably 0.05 MPa or more, more preferably 0.08 MPa or more, More preferably, it is 0.10 MPa or more, more preferably 0.12 MPa or more, still more preferably 0.15 MPa or more, and preferably 0.70 MPa or less, more preferably 0.50 MPa or less, still more preferably 0 It is not more than .40 MPa, more preferably not more than 0.30 MPa, still more preferably not more than 0.25 MPa.
- the pressure-sensitive adhesive layer (X1) When the elastic modulus of the pressure-sensitive adhesive layer (X1) satisfies the above range, the pressure-sensitive adhesive layer (X1) does not break at the time of re-peeling of the peeling detection label and can be sufficiently deformed It is considered that interfacial peeling is likely to occur between the support and the pattern layer by pulling the pattern layer with the deformation of 2.). As a result, it is preferable because it is considered that better pattern expression can be obtained.
- the elastic modulus of the adhesive layer (X2) is preferably 0.05 MPa or more, more preferably 0.08 MPa or more, More preferably, it is 0.10 MPa or more, more preferably 0.12 MPa or more, still more preferably 0.15 MPa or more, and preferably 0.70 MPa or less, more preferably 0.50 MPa or less, still more preferably 0 It is not more than .40MPa, more preferably not more than 0.30MPa, still more preferably not more than 0.25MPa, still more preferably not more than 0.18MPa.
- the elastic modulus of the pressure-sensitive adhesive layer (X2) satisfies the above range, the pressure-sensitive adhesive layer (X2) is sufficiently deformed and does not break when the peeling detection label is re-peeled, resulting in adhesive residue It is preferable because occurrence of a defect can be prevented more effectively.
- the values of adhesive strength and elastic modulus of the pressure-sensitive adhesive layer (X) are measured by the methods described in the examples. can do.
- the adhesive force and elastic modulus of the pressure-sensitive adhesive layer (X) are, for example, the types of the respective components such as the pressure-sensitive adhesive resin forming the pressure-sensitive adhesive layer, the tackifier, the crosslinking agent, and the additive for pressure-sensitive adhesive. It can also be adjusted by adjusting the selection as well as their content.
- the base material layer (Y) used for the peeling detection label of the present invention has an elastic modulus of 10 MPa or more and 800 MPa or less.
- the elastic modulus of the base material layer (Y) is preferably 15 MPa or more, more preferably 18 Mpa or more, still more preferably 50 MPa.
- the base material layer (Y) is preferably a layer having a lower elastic modulus than the elastic modulus of the support, and the elastic modulus of the support is higher than that of the support. It is more preferable that the layer has a low elastic modulus and a higher elastic modulus than the pressure-sensitive adhesive layer (X).
- the value of the elastic modulus of the base material layer (Y) means the value of the storage elastic modulus E ′ at 23 ° C. measured by the torsional shear method, and the value is When it exceeds 100 MPa, it means the value of storage elastic modulus E ′ at 23 ° C. measured by the tensile method. Specifically, it can be measured by the method described in the examples.
- any layer satisfying the elastic modulus may be used.
- those satisfying the elastic modulus may also be used as the base material layer (Y) can do.
- a film formed of an acrylic urethane resin, an olefin resin, a polyamide, and a polyester resin is preferable in terms of transparency, cost, and versatility.
- the layer formed by drying the coating film which consists of a composition containing non-adhesive resin as base-material layer (Y) may be sufficient.
- a layer formed from a composition (y) containing at least one non-adhesive resin (y1) selected from the group consisting of an acrylic urethane resin and an olefin resin Formed by drying a coating film (y ') comprising a composition (y) comprising at least one non-adhesive resin (y1) selected from the group consisting of acrylic urethane resins and olefin resins More preferably, it is a layer.
- the substrate layer (Y) When the substrate layer (Y) is a layer formed by drying a coating film (y ') comprising the composition (y), it becomes a non-stretched film or sheet, for example, melt extrusion Compared with the base material layer (Y) comprised with the plastic film or sheet
- non-oriented film or sheet excludes a film or sheet obtained by intentionally stretching in a specific direction.
- a specific direction in the case of intentionally adjusting the rotational speed ratio between the respective rolls for the purpose of stretching the film or sheet, that is, Roll to Roll as a stretching machine.
- This is the case of using a manufacturing apparatus.
- a continuous production process such as using a Roll to Roll production apparatus
- stretching by force-wise stress in the flow direction it is not limited thereto. It can be regarded as
- composition (y) which is a forming material of the base material layer (Y) is a composition containing one or more non-adhesive resins (y1) selected from the group consisting of acrylic urethane resins and olefin resins. Is preferred.
- the components other than the non-adhesive resin (y1) contained in the composition (y) can be appropriately adjusted according to the application of the peeling detection label of the present invention.
- the composition (y) may contain a resin other than the acrylic urethane resin and the olefin resin within the range not impairing the effects of the present invention, and a dilution solvent and general
- the adhesive sheet may contain one or more selected from the group consisting of base material additives contained in the base material.
- the non-adhesive resin (y1) is preferably a resin belonging to an acrylic urethane resin or an olefin resin.
- the non-adhesive resin (y1) is a copolymer having two or more structural units, the form of the copolymer is not particularly limited, and a block copolymer, a random copolymer, and a graft co-polymer may be used. It may be any of polymers.
- the non-adhesive resin (y1) contained in the composition (y) from the viewpoint of further improving the interface adhesion with the base material layer (Y) and the pressure-sensitive adhesive layer (X). It is preferable that it is an ultraviolet-ray non-hardening-type resin which does not have a polymerizable functional group.
- the content of the non-adhesive resin (y1) in the composition (y) is preferably 50 to 100% by mass, more preferably 65 to 100% of the total amount (100% by mass) of the active ingredients of the composition (y). % By mass, more preferably 80 to 98% by mass, still more preferably 90 to 96% by mass.
- acrylic urethane resin for example, a reaction product of an acrylic polyol compound and an isocyanate compound, a linear urethane prepolymer (UY) having an ethylenically unsaturated group at both ends, and (meth) acrylic acid ester
- UY linear urethane prepolymer having an ethylenically unsaturated group at both ends
- acrylic acid ester The copolymer formed by polymerizing the vinyl compound (VY) to be contained is mentioned.
- An acrylic urethane resin (hereinafter also referred to as “acrylic urethane resin (I)”), which is a reaction product of an acrylic polyol compound and an isocyanate compound, has an acrylic resin main chain as a skeleton and intermolecular components thereof. Have a chemical structure which is crosslinked and cured by urethane bonds. Since the acrylic resin which is the main chain is rich in rigidity, the adhesive laminate is less likely to break due to the tensile stress generated in the process of deformation of the peeling detection label at the time of peeling of the peeling detection label, so adhesive residue is generated.
- an acrylic urethane resin (copolymer formed by polymerizing a linear urethane prepolymer (UY) having an ethylenically unsaturated group at both terminals and a vinyl compound (VY) containing (meth) acrylic acid ester
- acrylic urethane resin (II) is also referred to as “(meth) acrylic acid at both ends of the linear urethane prepolymer (UY) while using the backbone of the linear urethane prepolymer (UY) as a skeleton It has a structural unit derived from a vinyl compound (VY) containing an ester.
- the acrylic urethane resin (II) since the site derived from the linear urethane polymer (UY) is interposed between the acrylic moieties in the main chain skeleton, the distance between crosslinking points is longer than that of the acrylic urethane resin (I) And its molecular structure tends to be a two-dimensional structure (network-like structure). Moreover, since the urethane prepolymer (UY) of the main chain is linear, the stretching effect is high when an external force is applied.
- the adhesive laminated body is also easily deformed following the deformation of the peeling detection label in the process of deformation, thereby making it difficult to break and contributing to the improvement of the effect of suppressing the generation of adhesive residue. It is considered to gain.
- the side chain of the structural unit derived from the vinyl compound (VY) containing a (meth) acrylic acid ester has a structure that is easily entangled with the adhesive resin in the adhesive layer (X). Therefore, it is thought that it can contribute to the improvement of interface adhesiveness with adhesive layer (X) by using acrylic urethane type resin (II) as a forming material of base material layer (Y). It is thought that the interfacial peeling between the pressure-sensitive adhesive layer (X) and the base material layer (Y) in the pressure-sensitive adhesive laminate is also suppressed by the effect, and the generation of adhesive residue can be more effectively suppressed.
- the mass average molecular weight (Mw) of the acrylic urethane resin is preferably 2,000 to 500,000, more preferably 4,000 to 300,000, still more preferably 5,000 to 200,000, still more preferably 10,000 to 500 It is 150,000.
- an acrylic urethane resin (II) is preferable as the acrylic urethane resin contained in the composition (y) as the non-adhesive resin (y1).
- an acrylic urethane resin (II) is preferable as the acrylic urethane resin contained in the composition (y) as the non-adhesive resin (y1).
- the acrylic urethane resins (I) and (II) will be described below.
- An acrylic copolymer (B1) having a structural unit (b2) derived from a hydroxyl group-containing monomer (b2 ′) (hereinafter, also referred to as “monomer (b2 ′)”) is preferable.
- the carbon number of the alkyl group of the monomer (b1 ′) is preferably 1 to 12, more preferably 4 to 8, and still more preferably 4 to 6.
- the alkyl group which a monomer (b1 ') has may be a linear alkyl group, and a branched alkyl group may be sufficient.
- the monomers (b1 ′) may be used alone or in combination of two or more. However, as the monomer (b1 ′), butyl (meth) acrylate and 2-ethylhexyl (meth) acrylate are preferable, and butyl (meth) acrylate is more preferable.
- the content of the structural unit (b1) is preferably 60 to 99.9 mass%, more preferably 70 to 99.7 mass based on the total structural units (100 mass%) of the acrylic copolymer (B1). %, More preferably 80 to 99.5% by mass.
- a monomer (b2 ') the same thing as the hydroxyl-containing monomer which can be selected as above-mentioned monomer (a2') is mentioned.
- the monomers (b2 ') may be used alone or in combination of two or more.
- the content of the structural unit (b2) is preferably 0.1 to 40% by mass, more preferably 0.3 to 30% by mass, based on the total structural units (100% by mass) of the acrylic copolymer (B1). More preferably, it is 0.5 to 20% by mass.
- the acrylic copolymer (B1) may further have a structural unit (b3) derived from another monomer (b3 ') other than the monomers (b1') and (b2 ').
- the monomer (b3 ′) include functional group-containing monomers other than the hydroxyl group-containing monomer that can be selected as the above-mentioned monomer (a2 ′), and the same as the above-mentioned monomer (a3 ′).
- the content of the structural units (b1) and (b2) is preferably 70 to 100 in the total structural units (100% by mass) of the acrylic copolymer (B1). % By mass, more preferably 80 to 100% by mass, still more preferably 90 to 100% by mass, still more preferably 95 to 100% by mass.
- an isocyanate type compound used as the raw material of acrylic urethane type resin (I) the same thing as the polyvalent isocyanate compound used as the raw material of the above-mentioned urethane type prepolymer (UX) is mentioned.
- an isocyanate type compound an isocyanate type compound which does not have an aromatic ring is preferred from the viewpoint of stretchability when external force is applied, and aliphatic polyisocyanate and alicyclic polyisocyanate are more preferable.
- the ratio of the structural unit derived from the acrylic polyol compound to the structural unit derived from the isocyanate compound [acrylic polyol compound / isocyanate compound] is preferably 10/90 by mass ratio. It is preferably at least 90/10, more preferably 20/80 to 80/20, still more preferably 30/70 to 70/30, and still more preferably 40/60 to 60/40.
- a linear urethane prepolymer (UY) used as the raw material of acrylic urethane type resin (II) the reaction material of diol and a diisocyanate compound is mentioned.
- the said diol and diisocyanate compound may be used independently, and may be used in combination of 2 or more type.
- the mass average molecular weight (Mw) of the linear urethane prepolymer (UY) is preferably 1,000 to 300,000, more preferably 3,000 to 200,000, still more preferably 5,000 to 100,000, still more preferably It is 10,000 to 80,000, and more preferably 20,000 to 60,000.
- diol constituting the linear urethane prepolymer (UY) examples include alkylene glycol, polyether type diol, polyester type diol, polyesteramide type diol, polyester / polyether type diol, polycarbonate type diol and the like. Among these diols, polycarbonate type diols are preferable.
- diisocyanate compound constituting the linear urethane prepolymer (UY) examples include aromatic diisocyanates, aliphatic diisocyanates, alicyclic diisocyanates, etc., and from the viewpoint of stretchability when an external force is applied, alicyclic compounds Diisocyanate is preferred.
- alicyclic compounds Diisocyanate is preferred.
- the thing applicable to the diisocyanate compound is mentioned among the compounds illustrated as a polyvalent isocyanate used as the raw material of above-mentioned urethane type prepolymer (UX).
- the linear urethane prepolymer (UY) may be obtained by subjecting a diol and a diisocyanate compound to a chain extension reaction using a chain extender.
- a chain extender the same thing as the thing illustrated as a chain extender which can be used at the time of synthesis of the above-mentioned urethane type prepolymer (UX) is mentioned.
- the linear urethane prepolymer (UY) is one having an ethylenically unsaturated group at both ends.
- an NCO group at the end of the urethane prepolymer formed by reacting a diol and a diisocyanate compound, and a hydroxyalkyl (meth) acrylate And the method of making it react.
- hydroxyalkyl (meth) acrylates examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxy Examples include butyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate and the like.
- the (meth) acrylic acid ester As a vinyl compound (VY) used as the raw material of acrylic urethane type resin (II), at least (meth) acrylic acid ester is included.
- the monomers (a1 ′) to (a3 ′) used as the raw material of the above-mentioned acrylic copolymer (A1) the (meth) acrylic acid esters are the same as those corresponding to (meth) acrylic acid esters. The thing is mentioned.
- the (meth) acrylic acid ester one or more selected from alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate is preferable, and it is more preferable to use alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate in combination preferable.
- the blending ratio of hydroxyalkyl (meth) acrylate is preferably 0.1 to 100 parts by mass with respect to 100 parts by mass of alkyl (meth) acrylate.
- the amount is preferably 0.2 to 90 parts by mass, more preferably 0.5 to 30 parts by mass, still more preferably 1.0 to 20 parts by mass, and still more preferably 1.5 to 10 parts by mass.
- the carbon number of the alkyl group contained in the alkyl (meth) acrylate is preferably 1 to 24, more preferably 1 to 12, still more preferably 1 to 8, and still more preferably 1 to 3.
- the said alkyl (meth) acrylate the same thing as what was illustrated as a monomer (a1 ') used as the raw material of the above-mentioned acrylic copolymer (A1) is mentioned.
- hydroxyalkyl (meth) acrylate the same as those exemplified as the hydroxyalkyl (meth) acrylate used for introducing the ethylenically unsaturated group at both ends of the linear urethane prepolymer (UY) described above Can be mentioned.
- vinyl compounds other than (meth) acrylic acid esters for example, aromatic hydrocarbon vinyl compounds such as styrene, ⁇ -methylstyrene, vinyl toluene; vinyl ethers such as methyl vinyl ether, ethyl vinyl ether; And polar group-containing monomers such as (meth) acrylonitrile, N-vinylpyrrolidone, (meth) acrylic acid, maleic acid, fumaric acid, itaconic acid and meta (acrylamide). These may be used alone or in combination of two or more.
- aromatic hydrocarbon vinyl compounds such as styrene, ⁇ -methylstyrene, vinyl toluene
- vinyl ethers such as methyl vinyl ether, ethyl vinyl ether
- polar group-containing monomers such as (meth) acrylonitrile, N-vinylpyrrolidone, (meth) acrylic acid, maleic acid, fumaric acid, itaconic acid and meta (acrylamide).
- the total amount (100% by mass) of the vinyl compound (VY) is preferably 40 to 100% by mass, more preferably 65 to 100% by mass, still more preferably 80 to 100% by mass, and still more preferably 90 to 100% by mass.
- the total content of the alkyl (meth) acrylate and the hydroxyalkyl (meth) acrylate in the vinyl compound (VY) used as a raw material of the acrylic urethane resin (II) is the vinyl compound (VY)
- it is 40 to 100% by mass, more preferably 65 to 100% by mass, still more preferably 80 to 100% by mass, and still more preferably 90 to 100% by mass in the total amount (100% by mass) of
- the acrylic urethane resin (II) can be obtained by polymerizing a linear urethane prepolymer (UY), which is a raw material, and a vinyl compound (VY).
- a radical generating agent is blended with an organic solvent in combination with the linear urethane prepolymer (UY) and the vinyl compound (VY) as raw materials, and both ends of the linear urethane prepolymer (UY) It can synthesize
- radical generator to be used examples include diazo compounds such as azobisisobutyronitrile, benzoyl peroxide and the like.
- a chain transfer agent such as a thiol group-containing compound may be added to the solvent to adjust the degree of polymerization of the acrylic.
- the content ratio of the structural unit derived from the linear urethane prepolymer (UY) to the structural unit derived from the vinyl compound (VY) [(UY) / (VY)] is preferably 10/90 to 80/20, more preferably 20/80 to 70/30, still more preferably 30/70 to 60/40, still more preferably 35/70 by mass ratio. It is 65-55 / 45.
- the olefin-based resin contained as the non-adhesive resin (y1) in the composition (y) is a polymer having at least a structural unit derived from an olefin monomer.
- the olefin monomer is preferably an ⁇ -olefin having 2 to 8 carbon atoms, and specific examples thereof include ethylene, propylene, butylene, isobutylene and 1-hexene. Among these, ethylene and propylene are preferable.
- olefinic resins for example, ultra low density polyethylene (VLDPE, density: 880 kg / m 3 or more 910 kg / m less than 3), low density polyethylene (LDPE, density: 910 kg / m 3 or more 915 kg / m less than 3 ), Medium density polyethylene (MDPE, density: 915 kg / m 3 or more and less than 942 kg / m 3 ), high density polyethylene (HDPE, density: 942 kg / m 3 or more), polyethylene resins such as linear low density polyethylene; (PP); polybutene resin (PB); ethylene-propylene copolymer; olefin elastomer (TPO); ethylene-vinyl acetate copolymer (EVA); ethylene-propylene- (5-ethylidene-2-norbornene) And olefin-based terpolymers.
- VLDPE ultra low density polyethylene
- LDPE low density polyethylene
- MDPE
- the olefin-based resin may be a modified olefin-based resin further subjected to one or more kinds of modification selected from acid modification, hydroxyl group modification, and acryl modification.
- an acid-modified olefin-based resin obtained by acid-modifying an olefin-based resin a modified polymer obtained by graft polymerizing an unsaturated carboxylic acid or an anhydride thereof to the above-mentioned non-modified olefin-based resincan be mentioned.
- unsaturated carboxylic acids or their anhydrides examples include maleic acid, fumaric acid, itaconic acid, citraconic acid, glutaconic acid, tetrahydrophthalic acid, aconitic acid, (meth) acrylic acid, maleic anhydride, itaconic anhydride And glutaconic anhydride, citraconic anhydride, aconitic acid anhydride, norbornene dicarboxylic acid anhydride, tetrahydrophthalic acid anhydride and the like.
- unsaturated carboxylic acid or its anhydride may be used independently, and may be used in combination of 2 or more type.
- an acrylic modified olefin resin formed by subjecting an olefin resin to acrylic modification a modified polymer obtained by graft polymerizing alkyl (meth) acrylate as a side chain to the above-mentioned unmodified olefin resin which is the main chain Polymers may be mentioned.
- the carbon number of the alkyl group contained in the above alkyl (meth) acrylate is preferably 1 to 20, more preferably 1 to 16, and still more preferably 1 to 12.
- alkyl (meth) acrylate the same thing as the compound which can be selected as above-mentioned monomer (a1 ') is mentioned, for example.
- Examples of the hydroxyl group-modified olefin resin obtained by subjecting an olefin resin to hydroxyl group modification include a modified polymer obtained by graft polymerizing a hydroxyl group-containing compound to the above-mentioned non-modified olefin resin which is the main chain.
- As said hydroxyl-containing compound the same thing as the hydroxyl-containing monomer which can be selected as above-mentioned monomer (a2 ') is mentioned.
- the mass average molecular weight (Mw) of the olefin resin is preferably 2,000 to 1,000,000, more preferably 10,000 to 500,000, further preferably 20,000 to 400,000, and still more preferably 50,000 to 300,000. is there.
- the composition (y) may contain a resin other than the acrylic urethane resin and the olefin resin as long as the effects of the present invention are not impaired.
- vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, ethylene-vinyl alcohol copolymer, etc .; polyethylene terephthalate, polybutylene terephthalate, polyethylene na Polyester resins such as phthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polycarbonate; polyurethane not corresponding to acrylic urethane resin; polymethylpentene; polysulfone; polyetherether ketone; polyethersulfone; Sulfides; Polyimide resins such as polyetherimide and polyimide; Polyamide resins; Acrylic resins; Fluororesins and the like.
- vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, ethylene-vin
- non-adhesive resin (y1) chosen from the group which consists of acrylic urethane system resin and olefin system resin contained in composition (y) Is preferably less than 30 parts by mass, more preferably less than 20 parts by mass, more preferably less than 10 parts by mass, still more preferably less than 5 parts by mass, still more preferably less than 1 part by mass .
- the composition (y) contains an acrylic urethane resin
- the isocyanate type compound as a crosslinking agent is preferable, for example.
- various isocyanate-based compounds can be used as long as they react with the functional group of the acrylic urethane-based resin to form a crosslinked structure.
- the polyisocyanate compound which has 2 or more of isocyanate groups per molecule is preferable.
- a polyisocyanate compound As a polyisocyanate compound, a diisocyanate compound, a triisocyanate compound, a tetraisocyanate compound, a pentaisocyanate compound, a hexaisocyanate compound etc. are mentioned, for example.
- aromatic polyisocyanate compounds such as tolylene diisocyanate, diphenylmethane diisocyanate, xylylene diisocyanate; dicyclohexylmethane-4,4-diisocyanate, bicycloheptane triisocyanate, cyclopentylene diisocyanate, cyclohexylene diisocyanate, methylcyclohexylene
- aromatic polyisocyanate compounds such as tolylene diisocyanate, diphenylmethane diisocyanate, xylylene diisocyanate; dicyclohexylmethane-4,4-diisocyanate, bicycloheptane triisocyanate, cyclopentylene diisocyanate, cyclohexylene diisocyanate, methylcyclohexylene
- Alicyclic isocyanate compounds such as diisocyanate and hydrogenated xylylene diisocyanate
- biuret and isocyanurate of these isocyanate compounds and adducts which are the reaction products of these isocyanate compounds with non-aromatic low molecular weight active hydrogen-containing compounds such as ethylene glycol, trimethylolpropane and castor oil. Modified forms can also be used.
- isocyanate compounds aliphatic isocyanate compounds are preferable, aliphatic diisocyanate compounds are more preferable, and pentamethylene diisocyanate, hexamethylene diisocyanate, and heptamethylene diisocyanate are more preferable.
- one type of isocyanate compound may be used alone, or two or more types may be used in combination.
- the content ratio of the acrylic urethane resin and the isocyanate compound as a crosslinking agent is an isocyanate resin as a crosslinking agent based on a total of 100 parts by mass of the acrylic urethane resin in terms of solid content.
- the compound is preferably 1 to 30 parts by mass, more preferably 2 to 20 parts by mass, still more preferably 3 to 15 parts by mass.
- the composition (y) when the composition (y) contains an acrylic urethane resin and the above-mentioned crosslinking agent, the composition (y) further preferably contains a catalyst together with the above-mentioned crosslinking agent.
- a metal type catalyst is preferable and the metal type catalyst except the tin type compound which has a butyl group is more preferable.
- the metal-based catalyst include tin-based catalysts, bismuth-based catalysts, titanium-based catalysts, vanadium-based catalysts, zirconium-based catalysts, aluminum-based catalysts, nickel-based catalysts and the like. Among these, preferred are tin-based catalysts or bismuth-based catalysts, and more preferred are tin-based catalysts or bismuth-based catalysts except tin-based compounds having a butyl group.
- tin-based catalysts include organometallic compounds of tin and compounds having a structure such as alkoxide, carboxylate, chelate, etc.
- acetylacetone complexes of these metals, acetylacetonate, octylic acid compounds or naphthenes An acid compound etc. are mentioned.
- a bismuth-based catalyst, a titanium-based catalyst, a vanadium-based catalyst, a zirconium-based catalyst, an aluminum-based catalyst or a nickel-based catalyst is an organometallic compound of bismuth, titanium, vanadium, zirconium, aluminum or nickel, respectively.
- metal acetylacetone complexes include acetylacetone tin, acetylacetone titanium, acetylacetone vanadium, acetylacetone zirconium, acetylacetone aluminum, acetylacetone nickel and the like.
- acetylacetonate include tin acetylacetonate, bismuth acetylacetonate, titanium acetylacetonate, vanadium acetylacetonate, zirconium acetylacetonate, aluminum acetylacetonate, nickel acetylacetonate and the like.
- octylic acid compound examples include bismuth 2-ethylhexylate, nickel 2-ethylhexylate, zirconium 2-ethylhexylate, and tin 2-ethylhexylate.
- naphthenic acid compounds include bismuth naphthenate, nickel naphthenate, zirconium naphthenate, tin naphthenate and the like.
- tin-based catalyst a compound represented by the general formula RzSn (L) (4-z) (wherein R represents an alkyl group having 1 to 25 carbon atoms, preferably an alkyl group having 1 to 3 or 5 to 25 carbon atoms, or It is an aryl group, L is an organic group other than an alkyl group and an aryl group, or an inorganic group, and z is 1, 2 or 4.
- R represents an alkyl group having 1 to 25 carbon atoms, preferably an alkyl group having 1 to 3 or 5 to 25 carbon atoms, or It is an aryl group
- L is an organic group other than an alkyl group and an aryl group, or an inorganic group
- z is 1, 2 or 4.
- a tin compound represented by these is preferable.
- the alkyl group for R is more preferably an alkyl group having 5 to 25 carbon atoms, still more preferably an alkyl group having 5 to 20 carbon atoms, and the aryl group for R is The carbon number is not particularly limited, but an aryl group having 6 to 20 carbon atoms is preferable.
- each R may be the same or different.
- L is preferably an aliphatic carboxylic acid having 2 to 20 carbon atoms, an aromatic carboxylic acid, or an aromatic sulfonic acid, and more preferably an aliphatic carboxylic acid having 2 to 20 carbon atoms.
- aliphatic carboxylic acid having 2 to 20 carbon atoms examples include aliphatic monocarboxylic acids having 2 to 20 carbon atoms and aliphatic dicarboxylic acids having 2 to 20 carbon atoms.
- each L may be the same or different.
- the catalyst may be used alone or in combination of two or more.
- the content ratio of the acrylic urethane resin and the catalyst is preferably 0.001 to 5 parts by mass, in terms of solid content, based on the total of 100 parts by mass of the acrylic urethane resin.
- the amount is preferably 0.01 to 3 parts by mass, more preferably 0.1 to 2 parts by mass.
- the composition (y) may contain a base additive contained in a base of a general adhesive sheet, as long as the effects of the present invention are not impaired.
- a base material additive an ultraviolet absorber, a light stabilizer, an antioxidant, an antistatic agent, a slip agent, an antiblocking agent etc. are mentioned, for example.
- These base material additives may be used alone or in combination of two or more.
- the content of each base material additive is preferably 0.0001 to 20 parts by mass, more preferably 100 parts by mass of the non-adhesive resin. The amount is 0.001 to 10 parts by mass.
- the composition (y) may be in the form of a solution, containing water or an organic solvent as a dilution solvent, together with the various active ingredients described above.
- an organic solvent the same thing as the organic solvent used when preparing the above-mentioned composition (x) in the form of a solution is mentioned.
- the dilution solvent contained in the composition (y) may be used alone or in combination of two or more.
- the active ingredient concentration of the composition (y) is preferably independently 0.1 to 60% by mass, more preferably 0. It is 5 to 50% by mass, more preferably 1.0 to 40% by mass.
- At least one layer selected from the pressure-sensitive adhesive layer (X) and the base material layer (Y) preferably further contains a colorant, and the base material layer (Y) contains a colorant. Is preferred.
- the visibility of the peeling detection pattern is further improved, and the peeling detection label has no re-peeling Detection is easier.
- a metal deposition film layer or another colored layer may be provided between the base material layer (Y) and the pressure-sensitive adhesive layer (X) in order to improve pattern visibility.
- the base material layer (Y) preferably contains a colorant.
- the colorant may be either a pigment or a dye, and is preferably a pigment.
- the pigment may be either an inorganic pigment or an organic pigment, preferably an organic pigment.
- the inorganic pigment include carbon black and metal oxides. In black ink, carbon black is preferred.
- the organic pigment include azo pigments, diazo pigments, phthalocyanine pigments, quinacridone pigments, isoindolinone pigments, dioxazine pigments, perylene pigments, perinone pigments, thioindigo pigments, anthraquinone pigments, and quinophthalone pigments.
- the dye examples include acid dyes, reactive dyes, direct dyes, oil-soluble dyes, disperse dyes, cationic dyes and the like.
- the hue is not particularly limited, and any of colored pigments or dyes such as yellow, magenta, cyan, blue, red, orange and green can be used.
- the above colorants may be used alone or in combination of two or more in any proportion.
- the content of the colorants is independently contained in each layer in terms of solid content.
- the amount is preferably 0.1 to 40 parts by mass, more preferably 1.0 to 35 parts by mass, and still more preferably 5.0 to 30 parts by mass with respect to 100 parts by mass of the resin.
- the adhesive laminate after directly coating the coating film (x ') and the coating film (y') in this order, the coating film (x ') and the coating film (y') are simultaneously dried. It is more preferable that the adhesive laminate is formed by removing volatile components, and the composition (x) and the composition (y) are simultaneously applied to form a coating (x ′) An adhesive laminate formed by removing the volatile component by directly laminating the coating film (y ') in this order and simultaneously drying the coating film (x') and the coating film (y ') It is even more preferable that The adhesive laminate directly coats the coating (x) and the coating (y ') in this order, and then "simultaneously" drying the coating (x') and the coating (y ') When the adhesive layer (X) is formed, the interface adhesion between the pressure-sensitive adhesive layer (X) and the base material layer (Y) forms the pressure-sensitive adhesive layer (X) later on the base layer (Y) formed in advance.
- a coating film (x ') comprising the composition (x) which is a forming material of the pressure-sensitive adhesive layer (X) and a coating film comprising the composition (y) which is a forming material of the substrate layer (Y)
- each coating film is formed as compared to the case where each composition is sequentially applied. Since a dry film of a thin film is difficult to be formed on the surface, the adhesion between the respective layers obtained is excellent, and therefore it is more preferable from the viewpoint of effectively eliminating adhesive residue.
- the adhesive laminate is a laminate (P1)
- the coating (x-1 '), the coating (y') and the coating (x-2 ') are directly applied in this order
- An adhesive laminate is formed by removing volatile components by simultaneously drying the coated film (x-1 ′), the coated film (y ′) and the coated film (x-2 ′) after laminating.
- the composition (x-1), the composition (y) and the composition (x-2) are simultaneously applied to form a coating film (x-1 ') Directly after laminating the coating (y ') and the coating (x-2') in this order, the coating (x-1 '), the coating (y') and the coating (x-2 ') It is still more preferable that it is an adhesive laminate (P1) which is formed by removing volatile components by drying at the same time.
- the film surface is coated on each film surface. Since it is difficult to form a dry film, the adhesion between the obtained layers is excellent, and therefore it is preferable from the viewpoint of more effectively eliminating adhesive residue.
- the laminate (P1) was formed by directly laminating the coating film (x-1 '), the coating film (y'), and the coating film (x-2 ') in this order for the same reason as the reason described above. After that, when the coating (x-1 ′), the coating (y ′) and the coating (x-2 ′) are formed by drying simultaneously, the pressure-sensitive adhesive layer (X1) and the base material layer ((1) Not only the interfacial adhesion with Y) but also the interfacial adhesion between the pressure-sensitive adhesive layer (X2) and the base material layer (Y) can be formed on the previously formed base material layer (Y) later with the pressure-sensitive adhesive layer (X1) And the pressure-sensitive adhesive layer (X2), or after the laminate of the pressure-sensitive adhesive layer (X1) or (X2) and the base material layer (Y) is formed in advance by the method described above, the remaining pressure-sensitive adhesive layer Since it becomes high compared with the case where either X1) or (X2) is formed in the exposed surface of a base material layer (Y),
- each composition is sequentially added Compared to the case where it is formed by coating, a dried film of a thin film is less likely to be formed on the surface of each coated film, and the adhesion between the resulting layers is excellent. More preferable.
- the adhesive laminate of the peeling detection label is specified by the manufacturing method as described above, but in this case, such a case.
- a cross section in the thickness direction cut in the direction perpendicular to the surface of the base material layer (Y) of the laminate is cut with a base material layer (Y) and an adhesive layer (X) using an electron microscope or the like.
- the method of measuring surface roughness is considered, for example.
- the pressure-sensitive adhesive laminate of the peeling detection label may have to be specified by the manufacturing method.
- the pressure-sensitive adhesive laminate is obtained by, for example, directly laminating a coating (x-1 ′), a coating (y ′), and a coating (x-2 ′) in this order, and then coating (x ⁇ 1 '), the base material layer (Y) and the pressure-sensitive adhesive layer (X1) in the case of a laminate (P1) formed by simultaneously drying the coating film (y') and the coating film (x-2 ') The same applies to the relationship between the base layer (Y) and the pressure-sensitive adhesive layer (X2).
- the thickness of the adhesive laminate is preferably 2 to 100 ⁇ m, more preferably 4 to 80 ⁇ m, still more preferably 5 to 50 ⁇ m, still more preferably 10 to 40 ⁇ m, and further more Preferably, it is 15 to 35 ⁇ m, still more preferably 15 to 30 ⁇ m.
- the thickness (Xt) of the pressure-sensitive adhesive layer (X) is preferably 0.5 to 50.0 ⁇ m, more preferably 1.0 to 30.0 ⁇ m, still more preferably 2.0 to 20.0 ⁇ m, still more preferably It is 3.0 to 15.0 ⁇ m, more preferably 4.0 to 12.0 ⁇ m.
- the thickness (Yt) of the base material layer (Y) is preferably 0.5 to 50.0 ⁇ m, more preferably 1.0 to 30.0 ⁇ m, still more preferably 2.0 to 20.0 ⁇ m, still more preferably It is preferably 2.5 to 15.0 ⁇ m, more preferably 3.0 to 12.0 ⁇ m.
- the total thickness (total thickness) of the adhesive laminate is a value measured using a constant-pressure thickness measuring device according to JIS K6783-1994, Z1702-1994, Z1709-1995. In fact, it can measure based on the method as described in an Example.
- the thickness of each layer constituting the pressure-sensitive adhesive laminate may be measured by the same method as the total thickness of the above-mentioned pressure-sensitive adhesive layer laminate, or, for example, may be measured by the method described in the examples.
- the cross section obtained by cutting the adhesive laminate in the thickness direction is observed with a scanning electron microscope to measure the thickness ratio of each layer and calculated from the total thickness of the adhesive laminate measured by the method described above. You may
- the ratio [(Xt) / (Yt)] of the thickness (Xt) of the pressure-sensitive adhesive layer (X) to the thickness (Yt) of the base material layer (Y) is preferably 1/3 to The ratio is preferably 3/1, more preferably 2/5 to 5/2, still more preferably 1/2 to 2/1.
- the thickness (Xt) and the thickness ratio [(Xt) / (Yt)] are the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) as in the laminate (P1).
- the thickness (Xt) of the pressure-sensitive adhesive layer (X) is the thickness (X1t) of the pressure-sensitive adhesive layer (X1) and the thickness (X2t) of the pressure-sensitive adhesive layer (X2) It is synonymous with That is, the respective preferable ranges of thickness (X1t), thickness (X2t), thickness ratio [(X1t) / (Yt)], thickness ratio [(X2t) / (Yt)] It is the same as the ratio of thickness (Xt) and thickness [(Xt) / (Yt)].
- the said peeling detection label has the adhesive layer (Xn) (n is an integer greater than or equal to 3) and the intermediate
- the said adhesive laminated body forms the said adhesive laminated body as mentioned above, a volatile component is removed by drying a coating film (x ') and a coating film (y') simultaneously.
- a coating film of the pressure-sensitive adhesive layer (X) and the substrate layer (Y) in the drying process of the coating film A mixed layer may occur between the layers, and the interface between the pressure-sensitive adhesive layer (X) and the base material layer (Y) may become unclear as the interface disappears.
- the cross section obtained by cutting the adhesive laminate in the thickness direction is observed with a scanning electron microscope and If the thickness ratio is to be measured and if a mixed layer is generated between the pressure-sensitive adhesive layer (X) and the base material layer (Y), the middle point in the thickness direction of the mixed layer is The thickness ratio of each layer may be measured on the assumption that an interface exists in a plane parallel to the surface of the pressure-sensitive adhesive layer (X) opposite to the substrate layer (Y). The same applies to the case where the adhesive laminate is an adhesive laminate (P1).
- peeling detection label from the viewpoint of handleability, for example, in the aspect as shown in FIG. A configuration having a release material may be used.
- a configuration having a release material may be used.
- FIG. Further, in any case of the embodiment of FIG. 1 or FIG. 2, it is further sandwiched by two release materials provided with a release material on the surface of the support 1 opposite to the pressure-sensitive adhesive layer (X). It may be the following aspect. When two sheets of release material are used, the release materials may be the same as or different from each other.
- peeling material a peeling sheet subjected to double-sided peeling treatment, a peeling sheet subjected to single-sided peeling treatment, and the like are used, and examples thereof include those obtained by applying a peeling agent on a substrate for peeling material.
- substrates for release materials include papers such as high-quality paper, glassine paper, kraft paper, etc .; polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin, polyethylene naphthalate resin, polypropylene resin, polyethylene resin, etc. Plastic films, such as an olefin resin film ;; etc. are mentioned.
- release agents include silicone resins, olefin resins, isoprene resins, rubber elastomers such as butadiene resins, long chain alkyl resins, alkyd resins, fluorine resins, and the like.
- a method of effectively preventing the interface peeling at the time of peeling of the peeling material a method of subjecting the surface of the support to a matte finish as mentioned above can also be mentioned.
- the means of adjusting the peeling force of the said peeling material and the method of the said satin treatment may be used independently, respectively may be used together, it is more preferable to use together.
- the thickness of the release material is not particularly limited, but is preferably 10 to 200 ⁇ m, more preferably 25 to 170 ⁇ m, still more preferably 30 to 125 ⁇ m, and still more preferably 50 to 100 ⁇ m.
- Method of manufacturing peeling detection label for example, after obtaining a support with a pattern layer provided with a pattern layer by the method described above on one side of the support, the side provided with the pattern layer is further provided.
- the above-mentioned adhesive laminate can be produced by forming the above-mentioned adhesive laminate.
- a method of forming the said adhesive laminated body each method shown next is mentioned. In the following description, a case of manufacturing an example of the configuration of the peeling detection label described in FIGS. 1 and 2 will be described as an example.
- the support body 1 (Hereafter, it is also called “support with a pattern layer.") In which the pattern layer 2 was formed previously is prepared. And base material layer (Y) 4 is formed so that the pattern layer 2 concerned may be covered to the field in which pattern layer 2 of a support with a pattern layer was formed.
- the raw material for forming the base material layer (Y) 4 may be heated and melted, and extrusion lamination may be performed on the surface on which the pattern layer 2 of the support with the pattern layer is formed.
- the coating film made of the composition containing the non-adhesive resin that forms the above may be applied and dried on the surface of the support with the pattern layer on which the pattern layer 2 is formed.
- the pressure-sensitive adhesive layer (X) 3 is formed on the surface of the formed base material layer (Y) 4 on the side opposite to the support with the patterned layer.
- the raw material for forming the pressure-sensitive adhesive layer (X) 3 may be heated and melted to be extrusion laminated on the substrate layer (Y) 4.
- the coating film (x ′) made of the composition (x) containing a resin may be applied to the substrate layer (Y) 4 later and then dried.
- the pressure-sensitive adhesive layer (X) 3 may be directly pasted on the base material layer (Y) 4 by extruding or drying the coating film (x ′) in advance.
- the coating (y) is formed on the surface on which the pattern layer 2 of the support with the pattern layer is formed. ') And the coating film (x') are directly laminated in this order, and then the coating film (y ') and the coating film (x') are simultaneously dried to remove volatile components, thereby forming an adhesive laminate. It is preferable to form a body.
- composition (y) and a composition (x) are simultaneously apply
- adhesive layer (X1) 31 is a layer formed from composition (x1) containing adhesive resin, for example, the said composition is heat-melted and the pattern layer 2 of the support body with said pattern layer is made.
- the film may be extrusion laminated on the surface on which the film is formed, and a coating film (x1 ') comprising the composition (x1) containing the adhesive resin on the surface on which the pattern layer 2 of the support with the pattern layer is formed. It may be applied and dried later.
- the base material layer (Y) 4 is formed on the surface of the formed pressure-sensitive adhesive layer (X1) 31 on the side opposite to the support with the pattern layer.
- the raw material which forms base-material layer (Y) 4 may be heat-melted, and extrusion lamination may be carried out on adhesive layer (X1) 31, and a composition
- the coating film (y ′) consisting of (y) may be applied to the adhesive layer (X1) 31 later and then dried.
- a substrate layer (Y) 4 prepared by previously extruding or drying a coating (y ') may be directly stuck on the pressure-sensitive adhesive layer (X1) 31.
- a coating film is formed on the surface on which the pattern layer 2 of the support with the pattern layer is formed. Volatile components are removed by directly laminating (x-1 ') and the coating film (y') in this order, and simultaneously drying the coating film (x-1 ') and the coating film (y'). To form a laminate.
- composition (x-1) and a composition (y) are simultaneously apply
- the pressure-sensitive adhesive layer (X2) 32 is formed on the surface of the formed base material layer (Y) 4 on the side opposite to the pressure-sensitive adhesive layer (X1) 31.
- the composition (x2) containing the adhesive resin may be heated and melted to be extrusion laminated on the base material layer (Y) 4
- the coating film (x2 ') consisting of x2) may be applied later on the substrate layer (Y) 4 and dried.
- the pressure-sensitive adhesive layer (X2) one obtained by previously extruding or drying a coating (x2 ') may be directly stuck on the base material layer (Y) 4.
- extrusion molding or coating (y)
- the laminate having an adhesive layer (X2) 32 formed by the above-mentioned method on any one surface of the substrate layer (Y) 4 prepared by drying ') is prepared in advance, and the substrate of the laminate The exposed surface of the layer (Y) 4 may be directly stuck on the pressure-sensitive adhesive layer (X1) 31.
- the base material layer (Y) 4 is formed on the surface of the pressure-sensitive adhesive layer (X2) 32 on the opposite side to the release material by the method described above.
- the laminate having the above may be prepared in advance, and the exposed surface of the base layer (Y) 4 of the laminate may be directly stuck on the exposed surface of the pressure-sensitive adhesive layer (X1) 31.
- the coating film (x-2 ') and the coating film (y') are directly applied in this order It is preferable to form a laminate by removing volatile components by simultaneously drying the coating (x-2 ′) and the coating (y ′) after laminating. Then, the composition (x-2) and the composition (y) are simultaneously applied, and the coating film (x-2 ') and the coating film (y') are directly laminated in this order, More preferably, volatile components are removed by drying x-2 ') and the coating (y') simultaneously.
- the said pattern layer is attached.
- the coating film (x-1 ′), the coating film (y ′), and the coating film (x-2 ′) is directly laminating the coating film (x-1 ′), the coating film (y ′), and the coating film (x-2 ′) in this order on the surface of the support on which the pattern layer 2 is formed. It is further preferable to remove the volatile components by simultaneously drying the coating (x-1 ′), the coating (y ′) and the coating (x-2 ′) to form a laminate.
- composition (x-1), the composition (y) and the composition (x-2) are simultaneously coated on the surface on which the pattern layer 2 of the support with the pattern layer is formed, and a coating film is formed.
- a coating film is formed.
- a coater used for application of each composition for example, a spin coater, a spray coater, a bar coater, a knife coater, a roll coater, a knife roll coater, a blade coater, a gravure coater And curtain coaters and die coaters.
- a multilayer coater As a coater used when apply
- each composition further contains a dilution solvent independently from a viewpoint of making formation of each coating film easy and improving productivity.
- a dilution solvent the above-mentioned dilution solvent described in the section of the peeling detection label can be used.
- blending a dilution solvent with each composition is as having mentioned above in the column of the peeling detection label.
- the curing reaction of the coating is performed after the coating of one or more layers is formed before the simultaneous drying.
- a drying temperature at the time of performing a pre-drying process although normally set suitably in the temperature range which hardening of the formed coating film does not advance, Preferably it is less than the drying temperature at the time of performing a simultaneous drying process.
- the specific drying temperature is, for example, preferably 10 to 45 ° C., more preferably 10 to 34 ° C., and still more preferably 15 to 30 ° C.
- the drying temperature for simultaneous drying of the plurality of coating films is, for example, preferably 60 to 150 ° C., more preferably 70 to 145 ° C., still more preferably 80 to 140 ° C., still more preferably 90 to 135 ° C.
- peeling detection label When using the peeling detection label, as described above, no adhesive residue is generated on the adherend, and therefore, it is not desirable that the adhesive residue is generated on the adherend when the peeling detection label is peeled when peeling is necessary. And it can be used conveniently for the use where exfoliation detection is required. For example, for preventing tampering with displayed contents of automobile parts, electric / electronic parts, precision machine parts, etc .; for preventing packing or opening of unfair goods in consignment or packing of articles; Sealing labels for guaranteeing safety; for preventing improper opening and closing of various opening and closing ports provided in vehicles such as various passenger cars, aircrafts, trains, ships etc. For prevention of various certificates such as passports or identification of product certificates etc.
- the peeling detection label can be attached to an object (adherend) in these applications and used, and when peeling from the adherend, as described above, the support and the pattern layer The occurrence of interfacial peeling between them makes it possible to visually detect the presence or absence of peeling of the peeling detection label from the adherend.
- ⁇ Measurement of glass transition point> The temperature was measured at a temperature rising rate of 20 ° C./minute using a differential scanning calorimeter (manufactured by TA Instruments Japan Co., Ltd., product name “DSC Q2000”) in accordance with JIS K 7121.
- the thickness was measured using a constant-pressure thickness measuring device (model number: “PG-02J”, standard standard: in accordance with JIS K6783-1994, Z1702-1994, Z1709-1995) manufactured by Teclock Co., Ltd.
- the thickness of a pattern layer is the total of the location which laminated
- the thickness of the pressure-sensitive adhesive laminate is obtained by measuring the total thickness of the peeling detection label to be measured and subtracting the thickness of the previously measured support (where the pattern layer is not laminated) Thickness of the elastic laminate.
- the total thickness of the peeling detection label was measured as a value obtained by removing the peeling material on the pressure-sensitive adhesive layer (X2).
- the cross section in the thickness direction cut in the direction perpendicular to the surface of the pressure-sensitive adhesive layer (X2) of the measurement sample is observed using a scanning electron microscope (product name "S-4700” manufactured by Hitachi, Ltd.) Of the pressure-sensitive adhesive layer (X1), the base material layer (Y) and the pressure-sensitive adhesive layer (X2) relative to the total thickness of the pressure-sensitive adhesive layer (X1), the base material layer (Y) and the pressure-sensitive adhesive layer (X2)
- the ratio of each thickness (thickness ratio) was measured. And based on the thickness ratio of each layer, the thickness of each layer was computed from the actual value of the "thickness of an adhesive laminated body" measured by the above-mentioned method. Table 1 shows the thickness ratio of each layer.
- Example 6 what cut
- a base material layer (Y) does not exist substantially.
- MD of MD direction is an abbreviation of Machine Direction, and MD direction means the long direction at the time of exfoliation detection label molding.
- TD in the TD direction is an abbreviation of Transverse Direction
- the TD direction means the width direction at the time of molding of the peeling detection label.
- the “MD direction” in the base material layer (Y) used in Examples 1 to 5 indicates the direction in which the composition is applied when forming a coating film.
- SUS304 No. 360 polish The surface of the test piece on which the adhesive layer is exposed is attached to a stainless steel plate (SUS304 No. 360 polish) under an environment of 23 ° C. and 50% RH (relative humidity), It stood still in the same environment
- Procedure (3) After the procedure (2), under an environment of 23 ° C. and 50% RH (relative humidity), based on JIS Z 0237: 2000, by a 180 ° peeling method, a tensile speed (peeling speed) 300 mm / The adhesion of the pressure-sensitive adhesive layer was measured in minutes. The measurement result was taken as the adhesive force of the target adhesive layer.
- RH relative humidity
- Acrylic copolymer having a structural unit derived from a raw material monomer consisting of 0 / 9.0 / 1.0 (mass ratio), mass average molecular weight (Mw): 1,000,000, dilution solvent: ethyl acetate, solid content concentration: 100 parts by mass (solid content ratio): 45 parts by mass of hydrogenated rosin resin (manufactured by Arakawa Chemical Industry Co., Ltd., product name “KE-359”, softening point: 94 to 104 ° C.) as a tackifier Parts (solid content ratio) and, as a crosslinking agent, an isocyanate-based crosslinking agent (Mitsui Chemical Co., Ltd., product name “Takenate D-110N”) 1.62 parts by mass (solid content ratio) is blended and mixed. The mixture was further diluted with toluene and stirred uniformly to prepare a composition (x-1) having a solid content concentration (active ingredient concentration) of 40% by mass.
- Mw mass average mole
- composition (y-a) A crosslinking agent was added to 100 parts by mass (solid content ratio) of the solution of acrylic urethane resin (II) obtained in the above (2) which is the non-adhesive resin (y1) 6.3 parts by mass (solids ratio) of a hexamethylene diisocyanate-based crosslinking agent (product name: Coronate HL, manufactured by Tosoh Corporation), and dioctyltin bis (2-ethylhexanoate) 1.4 as a catalyst Parts by mass (solid content ratio) were blended and mixed. Further, the mixture was diluted with toluene and stirred uniformly to prepare a composition (ya) having a solid content concentration (active ingredient concentration) of 30% by mass.
- a hexamethylene diisocyanate-based crosslinking agent product name: Coronate HL, manufactured by Tosoh Corporation
- dioctyltin bis (2-ethylhexanoate) 1.4 as a catalyst Part
- composition (y-b) Solution of acid-modified olefin resin which is a non-adhesive resin (y1) (Mitsui Chemical Co., Ltd., product name "Unistol H-200", mass average molecular weight (Mw): 145,000, glass transition point: -53.degree. C., dilution solvent: mixed solvent of methylcyclohexane and methyl ethyl ketone, solid content concentration (active ingredient concentration): 20% by mass) was used as a composition (y-b).
- y1 Non-adhesive resin
- y1 Mitsubishi Chemical Co., Ltd., product name "Unistol H-200", mass average molecular weight (Mw): 145,000, glass transition point: -53.degree. C.
- dilution solvent mixed solvent of methylcyclohexane and methyl ethyl ketone, solid content concentration (active ingredient concentration): 20% by mass
- composition (y-c) 100 parts by mass (solid content ratio) of the solution of the acrylic urethane resin (II) obtained in the above-mentioned Production Example 3 which is a non-adhesive resin (y1), a hexamethylene diisocyanate based crosslinking agent (made by Tosoh Corporation) Product name "Coronato HL") 6.3 parts by mass (solids ratio), 1.4 parts by mass of dioctyltin bis (2-ethylhexanoate) as catalyst (solids ratio), and copper phthalocyanine blue as a colorant 27.9 parts by mass (solid content ratio) (made by Nikko Bixs Co., Ltd.) was blended and mixed to obtain a mixture. Further, the mixture was diluted with toluene and uniformly stirred to prepare a composition (y-c) having a solid content concentration (active ingredient concentration) of 30% by mass.
- Patterned support (1) One side textured polyethylene terephthalate film (Toray Industries, Inc., product name "Lumirror (registered trademark)", one surface of which is sand-matted to a satined surface, thickness: On the surface of the textured side of 38 ⁇ m.), A letter solution of “opened” is gravure printed with a resin solution containing an acrylic resin (an acrylic polymer whose main monomer is methyl methacrylate) and dried A 5 ⁇ m thick pattern layer is formed.
- Toray Industries, Inc. product name "Lumirror (registered trademark)", one surface of which is sand-matted to a satined surface, thickness: On the surface of the textured side of 38 ⁇ m.
- a letter solution of “opened” is gravure printed with a resin solution containing an acrylic resin (an acrylic polymer whose main monomer is methyl methacrylate) and dried A 5 ⁇ m thick pattern layer is formed.
- Patterned support (2) One side textured polyethylene terephthalate film (Toray Industries, Inc., product name “Lumirror (registered trademark)", one surface of which is sand-matted, thickness: A resin solution containing an acrylic resin (an acrylic polymer whose main monomer is methyl methacrylate) is coated and dried on the entire surface of the textured side of 38 ⁇ m. A 5 ⁇ m patterned layer is formed.
- Base layer film (1) biaxially stretched polyester film (manufactured by Mitsubishi Chemical Co., Ltd., product name “Diafoil (registered trademark)”, polyethylene terephthalate film, thickness: 6 ⁇ m). Release material: manufactured by Lintec Co., Ltd., product name “SP-8LK Ao”, thickness: 88 ⁇ m, coated with glassine paper and coated with polyolefin, and subjected to silicone release treatment.
- Example 1 Formation of Coating Film A coating film (x-1 ′) comprising the composition (x-1) prepared in Production Example 1 is formed on the pattern layer forming surface of the support (1) with a pattern layer. A coating (y-a ') comprising the composition (y-a) prepared in Production Example 3 on the coating (x-1'), and Production Example 2 on the coating (y-a ') The coating film (x-2 ') consisting of the composition (x-2) prepared in the above was simultaneously applied using a multilayer die coater (width: 250 mm) and simultaneously formed.
- a multilayer die coater width: 250 mm
- each composition for forming the coating film (x-1 ′), the coating film (ya ′) and the coating film (x-2 ′) are as described in Table 1 (Total thickness) of the adhesive laminate (P1) and thickness (thickness ratio of each layer (first pressure-sensitive adhesive layer (X1), base material layer (Y), second pressure-sensitive adhesive layer (X2)) Adjusted to be).
- the formed coating film (x-1 '), the coating film (ya') and the coating film (x-2 ') are simultaneously dried at a drying temperature of 125 ° C for 60 seconds, and from the support side
- stacked the support body, the pattern layer, the 1st adhesive layer (X1), the base material layer (Y), and the 2nd adhesive layer (X2) directly in order was formed. And the said peeling material prepared previously was laminated on the surface of the exposed adhesive layer (X2), and the peeling detection label 1 was obtained.
- the adhesive laminates described in Table 1 are the coating amounts of the respective compositions for forming the coating film (x-1 ′), the coating film (ya ′) and the coating film (x-2 ′)
- the thickness (total thickness) of (P1) and the thickness (thickness ratio) of each layer (first pressure-sensitive adhesive layer (X1), base material layer (Y), second pressure-sensitive adhesive layer (X2)) Peeling detection labels 2 and 3 were obtained using the same method as in Example 1 except that adjustment was made as described above.
- Example 4 A peeling detection label 4 was obtained in the same manner as in Example 1 except that the composition (y-b) prepared in Production Example 4 was used instead of the composition (y-a).
- Example 5 A peeling detection label 5 was obtained in the same manner as in Example 1 except that the composition (y-c) prepared in Production Example 5 was used instead of the composition (y-a).
- Example 6 A coated film (x-1 ') composed of the composition (x-1) prepared in Production Example 1 is applied onto the patterned layer-formed surface of the patterned layer support (1) using an applicator, and the drying temperature is It was dried at 110 ° C. for 120 seconds to form a pressure-sensitive adhesive layer (X1). Furthermore, on the exposed surface of the pressure-sensitive adhesive layer (X1), the film (1) for a base layer was bonded as a base layer (Y) and laminated. Further, a coating film (x-2 ′) comprising the composition (x-2) prepared in Production Example 2 is applied onto the release material prepared in advance using an applicator, and the drying temperature is 110 ° C. for 120 seconds. It dried and formed the adhesive layer (X2). Then, the exposed surface of the release-material-attached pressure-sensitive adhesive layer (X2) was bonded onto the exposed surface of the substrate layer film (1) to obtain a release detection label 6.
- Comparative Example 1 (1) Formation of a Coating A coating comprising the composition (x-2) prepared in Production Example 2 using an applicator on the surface of the support (1) having a pattern layer and on which the textured treatment has been applied. (X-2 ') was formed to have the thickness described in Table 1 (total thickness). (2) Drying treatment The formed coating film (x-2 ′) was dried at a drying temperature of 110 ° C. for 120 seconds, and formed from a support, a pattern layer and a composition (x-2) in this order from the support side The laminated body which laminated
- Comparative example 2 A base material layer (Y) was prepared in the same manner as in Example 1 except that the composition (x-2) prepared in Production Example 2 was used instead of the composition (y-a). No peeling detection label 8 was obtained.
- Comparative example 3 Styrene-isoprene-styrene block copolymer (manufactured by Nippon Zeon Co., Ltd., product name “Quintac (registered trademark) 3433N”) is diluted with toluene and uniformly stirred to obtain solid concentration (active ingredient concentration) 30 A mass% composition (y-d) was prepared. A peeling detection label 9 was obtained in the same manner as in Example 1 except that the composition (y-d) was used instead of the composition (y-a).
- Comparative example 4 The peeling detection label 10 was obtained using the method similar to Example 1 except having replaced with the support body (1) with a pattern layer, and using the support body (2) with a pattern layer.
- the peeling detection label produced in the example and the comparative example is cut into a size of 40 mm in length (MD direction) ⁇ 25 mm in width (TD direction), and the peeling material on the second pressure-sensitive adhesive layer (X2) is further cut.
- the removed sample was used as a test sample.
- Acrylic coated plate made by Paltec Co., Ltd., “SPCC-SD,” an adherend, under the environment of 23 ° C.
- the rubber roll was made to reciprocate for 1 time using a 2 kg rubber roll on acrylic coated one side / white, size: 150 mm in length ⁇ 70 mm in width ⁇ 0.4 mm in thickness, and was allowed to stand in the same environment for 24 hours. After standing for 24 hours, peeling was performed by hand at a peeling angle of 135 °, and the pattern expression of the peeling detection label after peeling and the presence or absence of adhesive residue on the adherend were visually evaluated according to the following criteria. The pattern expression was evaluated by the following criteria.
- a pattern was developed with an area of 80% or more in 100% of the total area of the surface on which the pattern layer was formed.
- B A pattern was developed with an area of 50% or more and less than 80% in 100% of the total area of the surface on which the pattern layer was formed.
- C A pattern was developed with an area of 30% or more and less than 50% in 100% of the total area of the surface on which the pattern layer was formed.
- D The pattern appeared in an area of less than 30% in 100% of the total area of the surface on which the pattern layer was formed.
- F The pattern was not expressed.
- the peeling detection labels 1 to 6 obtained in Examples 1 to 6 have pattern developability, and no adhesive residue on the adherend occurs.
- the peeling detection labels 1 to 5 obtained in Examples 1 to 5 are excellent in pattern expression.
- the texture of the expressed "opened" character pattern is matte. This is considered to be derived from the fact that the surface of the support on the side on which the pattern layer is formed is a surface that has been subjected to a matte treatment. From this point, it was confirmed that the pattern was developed by interfacial peeling between the support and the pattern layer, that is, it satisfies the requirement (1).
- the peeling detection label of the comparative example 1 is an aspect which does not have the said adhesive laminated body, and the adhesive residue to the to-be-adhered body arose.
- the peeling detection label of the comparative example 2 is an aspect which does not have a base material layer (Y) in the said adhesive laminated body, and the adhesive residue to the to-be-adhered body arose.
- the strength of the pressure-sensitive adhesive layer to be adhered to the adherend is poor or the adhesive sheet is broken without being able to follow the deformation of the pressure-sensitive adhesive layer when peeling off the peeling detection label. It is thought that adhesive residue will occur.
- the peeling detection label of the present invention is used for detection of the opening / closing of various containers etc., identification of various certificates such as passport etc., product certification etc., detection of peeling / tampering of tampering labels, etc. It is useful as a peeling detection label to be used where it is required that no adhesive residue on the body occurs.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Computer Security & Cryptography (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201880053257.XA CN110998699A (zh) | 2017-08-21 | 2018-08-09 | 剥离检测标签 |
| EP18848895.1A EP3675091A4 (en) | 2017-08-21 | 2018-08-09 | TAKE-OFF DETECTION LABEL |
| CN202211413355.4A CN115746724A (zh) | 2017-08-21 | 2018-08-09 | 剥离检测标签 |
| JP2019505539A JPWO2019039306A1 (ja) | 2017-08-21 | 2018-08-09 | 剥離検知ラベル |
| CN202211412379.8A CN115717039A (zh) | 2017-08-21 | 2018-08-09 | 剥离检测标签 |
| US16/639,344 US20200410902A1 (en) | 2017-08-21 | 2018-08-09 | Peel detection label |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017158845 | 2017-08-21 | ||
| JP2017-158845 | 2017-08-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019039306A1 true WO2019039306A1 (ja) | 2019-02-28 |
Family
ID=65440084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/029969 Ceased WO2019039306A1 (ja) | 2017-08-21 | 2018-08-09 | 剥離検知ラベル |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200410902A1 (enExample) |
| EP (1) | EP3675091A4 (enExample) |
| JP (4) | JPWO2019039306A1 (enExample) |
| CN (3) | CN110998699A (enExample) |
| TW (2) | TWI833704B (enExample) |
| WO (1) | WO2019039306A1 (enExample) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020013212A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| WO2020013211A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| JP2020163810A (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 意匠発現シート |
| WO2020203344A1 (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 剥離検知ラベル |
| US20230060951A1 (en) * | 2020-01-22 | 2023-03-02 | Custom Laminating Corp. | High Temperature Polymer Adhesive and Laminate Using the Adhesive |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115424950B (zh) * | 2022-08-04 | 2023-10-20 | 淮安澳洋顺昌光电技术有限公司 | 检验金属薄膜应力的方法 |
| KR200499359Y1 (ko) * | 2022-08-23 | 2025-07-11 | 주식회사 신전 | 보안 라벨 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345255A (ja) * | 2002-05-28 | 2003-12-03 | Sealex Corp | 改ざん防止ラベル及び改ざん防止ラベルの製造方法 |
| JP2004170776A (ja) * | 2002-11-21 | 2004-06-17 | Lintec Corp | 改ざん防止用部材 |
| JP2004285243A (ja) * | 2003-03-24 | 2004-10-14 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| US20050175823A1 (en) * | 2003-10-10 | 2005-08-11 | Nick Yu | Adhesive security tape |
| JP2007155885A (ja) * | 2005-12-01 | 2007-06-21 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| JP2010281948A (ja) | 2009-06-03 | 2010-12-16 | Nichiei Kako Kk | 改ざん防止シート及び改ざん防止ラベル |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2732653B2 (ja) * | 1989-03-17 | 1998-03-30 | 富士特殊紙業株式会社 | インモールド成形用ラベル |
| US6372341B1 (en) | 1998-04-27 | 2002-04-16 | 3M Innovative Properties Company | Tampa-indicating article for reusable substrates |
| EP0976580A1 (en) * | 1998-07-28 | 2000-02-02 | Heineken Technical Services B.V. | Pressure sensitive transfer label and method of applying such a label |
| DE10022002A1 (de) * | 1999-12-29 | 2001-07-12 | Beiersdorf Ag | Sicherheitsklebeband zum Nachweis des unbefugten Öffnens einer Verpackung |
| US6537634B2 (en) | 1999-12-29 | 2003-03-25 | Tesa Ag | Adhesive security tape for detecting unauthorized broaching of a package |
| EP1225554A1 (en) | 2001-01-19 | 2002-07-24 | 3M Innovative Properties Company | Tamper indicating retroreflective article |
| US20050175818A1 (en) * | 2002-03-01 | 2005-08-11 | Shigeo Kawabata | Decorative sheet and process for producing the same |
| JP2004177927A (ja) * | 2002-09-30 | 2004-06-24 | Dainippon Ink & Chem Inc | 剥がし検知表示機能付き粘着シート |
| JP2004331696A (ja) * | 2003-04-30 | 2004-11-25 | Dainippon Ink & Chem Inc | 剥離表示機能付き粘着シート |
| US7166930B2 (en) * | 2003-07-21 | 2007-01-23 | Eaton Power Quality Corporation | Uninterruptible power supply apparatus and methods using a display with variable backlighting |
| CN100564002C (zh) * | 2004-11-18 | 2009-12-02 | 优泊公司 | 带标签的模内成型体及模内成型用标签 |
| JP5509516B2 (ja) * | 2006-03-31 | 2014-06-04 | 大日本印刷株式会社 | 床材用化粧材 |
| DE102007007413A1 (de) | 2007-02-12 | 2008-08-14 | Tesa Ag | Sicherheitsetikett |
| US7681732B2 (en) * | 2008-01-11 | 2010-03-23 | Cryovac, Inc. | Laminated lidstock |
| TWM339522U (en) | 2008-03-13 | 2008-09-01 | Seal King Ind Co Ltd | Anti-fake tape |
| CN201266454Y (zh) * | 2008-09-25 | 2009-07-01 | 王佳实业股份有限公司 | 防伪胶带 |
| JP2011242489A (ja) | 2010-05-17 | 2011-12-01 | Fuji Seal International Inc | 封緘シール |
| JP3185671U (ja) | 2013-05-24 | 2013-08-29 | 王子ホールディングス株式会社 | 開封認識用積層フィルム |
| JP2015121738A (ja) * | 2013-12-25 | 2015-07-02 | 王子ホールディングス株式会社 | 偽造判定用封緘ラベル |
| JP6409242B2 (ja) * | 2014-07-25 | 2018-10-24 | リンテック株式会社 | 改ざん防止ラベル及び改ざん防止ラベルの再利用有無の判定方法 |
| TWI632069B (zh) * | 2014-09-02 | 2018-08-11 | 郡是股份有限公司 | Heat shrinkable multilayer film and heat shrinkable label |
| EP3006532A1 (en) * | 2014-10-06 | 2016-04-13 | Lintec Corporation | Pressure sensitive adhesive tape |
| JP6587811B2 (ja) * | 2015-02-24 | 2019-10-09 | 日東電工株式会社 | 熱剥離型粘着シート |
| WO2017022541A1 (ja) * | 2015-08-04 | 2017-02-09 | 株式会社ユポ・コーポレーション | 易剥離性積層ラベル、その製造方法およびその使用方法、易剥離性積層ラベル付被着体、並びに開封済判定方法 |
| US11479695B2 (en) * | 2018-07-11 | 2022-10-25 | Linetec Corporation | Peel-off detection label |
| JP6857285B2 (ja) * | 2018-07-11 | 2021-04-14 | リンテック株式会社 | 剥離検知ラベル |
-
2018
- 2018-08-09 US US16/639,344 patent/US20200410902A1/en not_active Abandoned
- 2018-08-09 CN CN201880053257.XA patent/CN110998699A/zh active Pending
- 2018-08-09 CN CN202211412379.8A patent/CN115717039A/zh active Pending
- 2018-08-09 WO PCT/JP2018/029969 patent/WO2019039306A1/ja not_active Ceased
- 2018-08-09 EP EP18848895.1A patent/EP3675091A4/en not_active Withdrawn
- 2018-08-09 JP JP2019505539A patent/JPWO2019039306A1/ja active Pending
- 2018-08-09 CN CN202211413355.4A patent/CN115746724A/zh active Pending
- 2018-08-14 TW TW107128257A patent/TWI833704B/zh active
- 2018-08-14 TW TW112107750A patent/TWI834511B/zh active
-
2021
- 2021-05-10 JP JP2021079864A patent/JP7183336B2/ja active Active
- 2021-05-10 JP JP2021079860A patent/JP7102579B2/ja active Active
-
2022
- 2022-11-22 JP JP2022186318A patent/JP7389209B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345255A (ja) * | 2002-05-28 | 2003-12-03 | Sealex Corp | 改ざん防止ラベル及び改ざん防止ラベルの製造方法 |
| JP2004170776A (ja) * | 2002-11-21 | 2004-06-17 | Lintec Corp | 改ざん防止用部材 |
| JP2004285243A (ja) * | 2003-03-24 | 2004-10-14 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| US20050175823A1 (en) * | 2003-10-10 | 2005-08-11 | Nick Yu | Adhesive security tape |
| JP2007155885A (ja) * | 2005-12-01 | 2007-06-21 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| JP2010281948A (ja) | 2009-06-03 | 2010-12-16 | Nichiei Kako Kk | 改ざん防止シート及び改ざん防止ラベル |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3822955A4 (en) * | 2018-07-11 | 2022-06-08 | Lintec Corporation | PERFORMANCE LABEL |
| WO2020013211A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| US12146081B2 (en) | 2018-07-11 | 2024-11-19 | Lintec Corporation | Peel-off detection label |
| US11479695B2 (en) | 2018-07-11 | 2022-10-25 | Linetec Corporation | Peel-off detection label |
| WO2020013212A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| JPWO2020013211A1 (ja) * | 2018-07-11 | 2021-02-15 | リンテック株式会社 | 剥離検知ラベル |
| EP3822956A4 (en) * | 2018-07-11 | 2022-06-15 | Lintec Corporation | PEEL-OFF DETECTION LABEL |
| JPWO2020203344A1 (enExample) * | 2019-03-29 | 2020-10-08 | ||
| CN113631381A (zh) * | 2019-03-29 | 2021-11-09 | 琳得科株式会社 | 剥离检测标签 |
| WO2020203344A1 (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 剥離検知ラベル |
| EP3950330A4 (en) * | 2019-03-29 | 2022-12-14 | Lintec Corporation | PEEL DETECTION TAG |
| JP7469851B2 (ja) | 2019-03-29 | 2024-04-17 | リンテック株式会社 | 意匠発現シート |
| JP7492948B2 (ja) | 2019-03-29 | 2024-05-30 | リンテック株式会社 | 剥離検知ラベル |
| TWI848080B (zh) * | 2019-03-29 | 2024-07-11 | 日商琳得科股份有限公司 | 剝離檢測標籤 |
| JP2020163810A (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 意匠発現シート |
| US12159556B2 (en) | 2019-03-29 | 2024-12-03 | Lintec Corporation | Peeling detection label |
| US20230060951A1 (en) * | 2020-01-22 | 2023-03-02 | Custom Laminating Corp. | High Temperature Polymer Adhesive and Laminate Using the Adhesive |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3675091A4 (en) | 2021-05-05 |
| CN115717039A (zh) | 2023-02-28 |
| JP2021107946A (ja) | 2021-07-29 |
| TWI834511B (zh) | 2024-03-01 |
| EP3675091A1 (en) | 2020-07-01 |
| JP2023024454A (ja) | 2023-02-16 |
| JP2021121870A (ja) | 2021-08-26 |
| TW202323477A (zh) | 2023-06-16 |
| JPWO2019039306A1 (ja) | 2020-07-30 |
| JP7102579B2 (ja) | 2022-07-19 |
| CN115746724A (zh) | 2023-03-07 |
| JP7183336B2 (ja) | 2022-12-05 |
| TWI833704B (zh) | 2024-03-01 |
| CN110998699A (zh) | 2020-04-10 |
| US20200410902A1 (en) | 2020-12-31 |
| TW201925392A (zh) | 2019-07-01 |
| JP7389209B2 (ja) | 2023-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7102579B2 (ja) | 剥離検知ラベル | |
| CN112424854B (zh) | 剥离检测标签 | |
| CN112400200B (zh) | 剥离检测标签 | |
| JP7492948B2 (ja) | 剥離検知ラベル | |
| TWI906203B (zh) | 剝離檢測標籤 | |
| JP7469851B2 (ja) | 意匠発現シート | |
| WO2018181108A1 (ja) | 印刷印字用粘着シート、及び印刷印字用粘着シートの製造方法 | |
| JP2019095709A (ja) | 剥離検知ラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019505539 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18848895 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018848895 Country of ref document: EP Effective date: 20200323 |