WO2018230666A1 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- WO2018230666A1 WO2018230666A1 PCT/JP2018/022798 JP2018022798W WO2018230666A1 WO 2018230666 A1 WO2018230666 A1 WO 2018230666A1 JP 2018022798 W JP2018022798 W JP 2018022798W WO 2018230666 A1 WO2018230666 A1 WO 2018230666A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- compound
- less
- liquid film
- sheet
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15731—Treating webs, e.g. for giving them a fibrelike appearance, e.g. by embossing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15804—Plant, e.g. involving several steps
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51113—Topsheet, i.e. the permeable cover or layer facing the skin comprising an additive, e.g. lotion or odour control
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
- A61F13/51305—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability having areas of different permeability
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/06—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by welding-together thermoplastic fibres, filaments, or yarns
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/643—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds containing silicon in the main chain
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15861—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding
- A61F2013/15878—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding by thermal bonding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15934—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for making non-woven
Definitions
- the present invention relates to an absorbent article such as a sanitary napkin.
- Patent Document 1 describes that a liquid film generated in a narrow space between fibers of a nonwoven fabric can be cleaved with a liquid film cleaving agent to reduce liquid residue in the nonwoven fabric. Thereby, the dryness of a nonwoven fabric can be improved significantly.
- the present invention is an absorbent article having a top sheet, a back sheet, and an absorbent body sandwiched between the top sheet and the back sheet, wherein the liquid film cleaving agent is disposed at an intermediate position in the thickness of the top sheet.
- An absorbent article is provided.
- the present invention is an absorbent article having a top sheet, a back sheet, and an absorbent body sandwiched between the top sheet and the back sheet, wherein the following compound C1 and Provided is an absorbent article having an arrangement part of one or more compounds selected from compound C2.
- [Compound C1] A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- [Compound C2] A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
- the present invention is an absorbent article having a top sheet, a back sheet, and an absorbent body sandwiched between the top sheet and the back sheet, the liquid film cleaving agent on the absorbent side of the top sheet.
- An absorbent article having a placement portion is provided.
- the present invention is an absorbent article having a top sheet, a back sheet, and an absorbent body sandwiched between the top sheet and the back sheet, and the following compound C1 and the following compound on the absorber side of the top sheet
- An absorbent article having an arrangement part of one or a plurality of compounds selected from the compound C2 is provided.
- [Compound C1] A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- [Compound C2] A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
- the present invention provides a step of applying a liquid film cleaving agent to one side of the first fiber layer having a heat-fusible fiber and a surface of the first fiber layer to which the liquid film cleaving agent has been applied.
- the manufacturing method of the nonwoven fabric which has these.
- the present invention provides a step of applying one or more compounds selected from the following compound C1 and the following compound C2 to one side of the first fiber layer having a heat-fusible fiber, and the first fiber layer, A step of laminating a second fiber layer having a heat-fusible fiber on a surface provided with one or more compounds selected from the compound C1 and the compound C2, and at a temperature equal to or higher than the melting point of the heat-fusible fiber.
- a method for producing a nonwoven fabric comprising a step of joining the first fiber layer and the second fiber layer by heat fusion by heat treatment.
- [Compound C1] A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- [Compound C2] A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
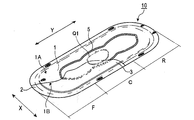
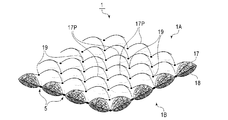
- FIG. 1 It is a partially cutaway perspective view showing a preferred embodiment of an absorbent article according to the present invention. It is a partial cross section perspective view which expands the preferred mode of the surface sheet in the absorptive article of this embodiment partially, and shows typically. It is explanatory drawing which shows the aspect which provided the arrangement
- FIG. 2 is a drawing-substituting photograph showing a result of a cleaving action on a liquid membrane of simulated menstrual blood when the liquid film cleaving agent macroscopically expands in the plane direction of the nonwoven fabric, and (A) is a state of the nonwoven fabric in which no liquid film cleaving agent is arranged.
- (B) shows the arrangement part of the liquid film cleaving agent in the form of dots with a diameter of 0.8 mm at an arrangement ratio of the coating liquid to the fiber mass of the arrangement part (arrangement part OPU: Oil Per Unit)
- the state of the formed nonwoven fabric is shown
- (C) shows the state of the nonwoven fabric in which the arrangement ratio of the coating liquid (arrangement part OPU) to the fiber mass of the arrangement part shown in (B) is increased to 8.0% by mass. ing.
- (A) is explanatory drawing which shows the content of the test for confirming that the liquid film cleaving agent carries out the cleaving action with respect to the liquid film of pseudo menstrual blood by the macro expansion to the thickness direction of a surface sheet
- (B ) Is an explanatory view showing a state in which an arrangement portion of a liquid film cleaving agent is formed on the surface facing the absorber side of the top sheet in (A).
- 6 is a drawing representative photograph showing the results of the test shown in FIG. 6, (A) shows the state of the surface 1A of the topsheet 1 immediately after the injection of pseudomenstrual blood, (B) after 20 seconds, (C) is It shows after 30 seconds. It is a partial cross section perspective view which expands partially and shows typically another desirable aspect of the surface sheet in the absorbent article of this embodiment partially.
- the present invention relates to an absorptive article that can simultaneously realize a reduction in liquid residue and a reduction in skin stickiness by using the liquid film cleaving agent.
- the inventors of the present invention have been able to achieve an improvement in liquid residue reduction of the nonwoven fabric that becomes the top sheet using the liquid film cleaving agent described in Patent Document 1.
- the surface sheet of the absorbent article if the amount of the liquid film cleaving agent that contacts the skin of the wearer is too large, a sticky feeling of the skin is likely to occur, and there is room for improvement from the viewpoint of good touch. It was.
- the absorbent article of the present invention can simultaneously reduce the liquid residue and the skin stickiness.
- the sanitary napkin 10 as the preferable embodiment is shown, and it demonstrates below, referring drawings.
- the side in contact with the human body is referred to as the skin side, the skin contact surface side or the surface side, and the opposite side is referred to as the non-skin side, the non-skin contact surface. It is called side or back side.
- the direction positioned on the front side of the human body when worn is referred to as the front, and its end is referred to as the front end, and the direction positioned on the rear is referred to as the rear, and the end is referred to as the rear end.
- the normal line direction of the surface or back surface of an absorbent article is called thickness direction, and the quantity is called thickness.
- a sanitary napkin 10 (hereinafter, also simply referred to as a napkin 10) of the present embodiment is disposed on a surface sheet 1 disposed on the skin contact surface side and on the non-skin contact surface side.
- the liquid-retaining absorbent 3 is sandwiched between the back sheet 2 and the top sheet 1 and the back sheet 2.
- a leak-proof groove 5 squeezed from the top sheet 1 to the absorber 3 is disposed, and the leak-proof groove 5 has an annular shape in plan view.
- channel 5 can be arrange
- the napkin 10 may include other components.
- a liquid diffusible intermediate sheet may be included between the top sheet 1 and the absorbent body 3, and a pair of wing parts for fixing to the clothes may be provided on both sides in the longitudinal direction of the napkin 10.
- the napkin 10 has a vertically long shape having a vertical direction (Y direction) and a horizontal direction (X direction) orthogonal to the vertical direction.
- the napkin 10 is arranged so that the topsheet 1 side faces the wearer's skin contact surface side, and the longitudinal direction is arranged from the lower abdomen side to the buttocks side, and the width direction is along the line connecting the left and right feet. Arranged and worn.
- the napkin 10 has a crotch part C covering the excretion part of the wearer in the vertical direction (Y direction), a front part F corresponding to the lower abdominal part side of the crotch part C, and a rear buttock part. It has a rear portion R corresponding to the side.
- the liquid receiving region Q1 that directly receives excretion liquid at the center in the width direction.
- the liquid receiving region Q1 that is, “the center in the width direction” of the crotch C is a line that bisects the length in the width direction in the width direction of the sanitary napkin when the absorbent article is a sanitary napkin. Therefore, it is an area of 2.5 cm or less in the left-right width direction, and is an area arranged in the entire longitudinal direction of the crotch C in the longitudinal direction.
- the crotch C is the second area from the front when the napkin is divided into four in the longitudinal direction in the case of a night napkin, and the central area where the napkin is divided into three in the longitudinal direction in the case of a daytime napkin It is.
- the liquid receiving region Q1 has a width of 3.5 cm or less in the width direction from the line that bisects the length in the width direction in the width direction of the diaper. It is an area, and in the longitudinal direction, it is an area of 8.0 cm or less in the front F direction from a line that bisects the longitudinal direction of the diaper.
- the absorbent article is a urine absorption pad or an incontinence pad, it is the same as the daytime napkin.
- the liquid receiving region Q1 is a region surrounded by the leak-proof groove 5 in the crotch part.
- the division position of the crotch part C, the front part F, and the rear part R can be appropriately set according to the length of the absorbent article set according to the purpose of use and the like.
- the sanitary napkin 10 of the present embodiment shows an example of a shape set for daytime or the like, and the front part F, the crotch part C, and the rear part R are divided into about three equal lengths in the vertical direction. Is set.
- the crotch part C is closer to the front of the napkin, and for example, the second region from the front part F obtained by dividing the napkin into four equal parts in the longitudinal direction may correspond to the crotch part C.
- the crotch part C can be set as a part at a certain distance from the front part F regardless of the shape of the napkin 10.
- the top sheet 1 is made of a fiber sheet that is closer to the skin than the absorbent body 3 and contacts the wearer's skin.
- the fiber sheet has sheet integrity (for example, non-woven fabric) by joining the fibers by heat fusion.
- heat-fusible fibers are used as constituent fibers. Specifically, the heat-fusible fiber is melted by heat treatment, and the fibers are fused to each other by the melted component. In this case, the melting may occur in both fibers to be fused, or may occur only in one of the fibers.
- the heat treatment include hot air treatment (air-through treatment) and emboss pressure bonding treatment.
- the fiber sheet is a laminated sheet composed of a plurality of fiber layers
- the fiber layers are bonded to each other by the heat fusion or an adhesive. That is, at the interface between the fiber layers, the fibers of both fiber layers are joined together by heat fusion or by an adhesive.
- the fiber layers may be bonded to each other or may be partially bonded.
- there is no bonding with an adhesive from the viewpoint of quickly passing excretion liquid from the top sheet to the absorbent body, and from the viewpoint of maintaining the soft touch of the top sheet.
- it is.
- N1 A laminated nonwoven fabric formed by hot air treatment at a temperature at which two fiber webs (fiber layers in a state in which fiber fusion does not occur) are laminated and the fibers can be melted.
- N2 A fiber web is laminated on a non-woven fabric (fiber layer in a state where fibers are fusion-bonded), the non-woven fabric and the fiber web are fusion-bonded by an embossing pressure-bonding process, and the temperature is higher than the melting point of the fibers.
- Laminated nonwoven fabric in which fiber layers are joined by hot air treatment is exemplified.
- N3 A laminated nonwoven fabric in which a fiber web is laminated on a nonwoven fabric, the nonwoven fabric and the fiber web are fusion-bonded by an embossing pressure-bonding treatment, and a hot air treatment at a temperature lower than the melting point of the fibers is applied.
- N4 A laminated nonwoven fabric in which another long fiber is spun and laminated on a long fiber layer formed by spinning a molten resin, and bonded by an emboss pressure bonding process.
- the fiber layers are bonded to each other by hot air treatment.
- the fiber layers are joined to each other mainly at the embossed pressure-bonded portion.
- the top sheet 1 has hydrophilicity as a whole, and has liquid permeability that allows the fluid to be rapidly drawn into the internal absorbent body 3 upon receiving excretion of the body fluid.
- various forms usually used for absorbent articles can be employed without particular limitation. Examples thereof include the nonwoven fabrics described in paragraphs [0100] to [0110] of the specification of International Publication No. 2016/098796 and FIGS.
- the 1B side has an uneven shape. More specifically, it has a structure in which a skin-side fiber layer (hereinafter also referred to as skin-side layer) 17 and a non-skin-side fiber layer (hereinafter also referred to as non-skin-side layer) 18 are laminated. Both layers are partly joined by a concave joint 19.
- the concave joint portion 19 is formed by heat fusion of fibers by an emboss pressure bonding process.
- the surface 1A has an uneven shape, so that the contact area between the skin and the surface sheet 1 is reduced, and the feeling of stickiness and stuffiness of the skin is suppressed, resulting in an excellent dry feeling. It becomes.
- corrugated shape is a dome shape filled with the fiber, cushioning properties when touching the skin are increased, which is preferable.
- the surface sheet 1 as shown in FIG. 2 preferably has a fiber structure described in paragraphs [0010] to [0055] of JP-A-2015-11084.
- the non-skin side layer 18 includes a spiral crimped fiber, and the fiber density of the non-skin side layer 18 is higher than the fiber density of the skin side layer 17.
- the topsheet 1 has quick liquid permeability due to capillary pressure difference and bulky and high cushioning properties. Thereby, the liquid residual reduction effect
- the topsheet 1 has a liquid film cleaving agent arrangement part 11.
- the arrangement unit 11 is arranged as shown in FIG. 3 or as shown in FIG.
- the surface sheet 1 may have the arrangement part 11 in the whole in the plane direction, or may have it in part.
- positioning part 11 exists in the liquid receiving area
- the arrangement part 11 of the liquid film cleaving agent takes into account the possibility that the excretion liquid diffuses out from the liquid reception region Q1 due to the displacement of the mounting position of the napkin 10 or the increase in the amount of excretion liquid due to physical condition.
- positioning part 11 may be pattern-arranged in the whole plane direction or the whole liquid receiving area
- FIG. The pattern arrangement is to regularly arrange a plurality of arrangement portions 11 apart from each other. In this case, it is preferable that the arrangement portions 11 and non-arrangement portions 12 described later are alternately arranged in the planar direction of the topsheet 1.
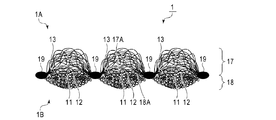
- the liquid film cleaving agent placement portion 11 is located at the intermediate thickness position 13 of the topsheet 1. There are a plurality of arrangement portions 11 in the plane direction of the topsheet 1 at the intermediate thickness position 13. In FIG. 4, there is a liquid film cleaving agent placement portion 11 on the back surface 1 ⁇ / b> B side (absorber side) of the topsheet 1. There are a plurality of arrangement portions 11 in the plane direction of the topsheet 1 on the back surface 1B side.
- positioning part 11 are parts in which the liquid film cleaving agent is not arrange
- the topsheet 1 When the topsheet 1 is divided into approximately three equal parts in the thickness direction, when the placement portion 11 is in the layer on the skin side layer surface side that is the section closest to the skin side, from the surface 1A side, the most skin side layer When it is in the surface side of the non-skin side layer, which is a distant segment, the rear surface 1B surface side (absorber side), and when it is in the middle segment layer, there is a liquid film cleaving agent arrangement portion 11 at the intermediate thickness position 13 to decide.
- the arrangement portion 11 is shown with a pattern in order to understand the arrangement position of the arrangement portion 11, but in actuality, the arrangement portion 11 cannot always be visually determined. 3 and 4, the arrangement portion 11 is shown in a circular shape and separated from each other. However, specific aspects such as the arrangement interval and the number of the arrangement portions 11 are not limited to this, and can be set as appropriate from the viewpoint of the effect of reducing the remaining liquid.
- the liquid film cleaving agent in the arrangement part 11 exists in the middle of the path
- positioning part 11 exists in the exit vicinity where a bodily fluid transfers to the absorber 3 side from the surface sheet 1.
- the liquid film cleaving agent expands (transfers) from the position of the placement portion 11 and performs a liquid film cleaving action described later on the body fluid. This expansion action will be described later.
- the “thickness intermediate position 13 of the top sheet 1” refers to a portion inside the front surface 1A and the back surface 1B.
- the intermediate thickness position 13 is preferably a central area obtained by dividing the thickness of the topsheet into three equal parts, and more preferably near the center of the thickness width.
- the intermediate thickness position 13 is an inner position than the surface of the front surface 1A and the back surface 1B along the uneven shape.
- the intermediate thickness position 13 can be a boundary surface between the fiber layers.
- positioning part 11 may exist in the surface of either side among the opposing surfaces of both adjacent fiber layers.
- positioning part 11 is in any surface of the opposing surface 17A with the non-skin side layer 18 of the skin side layer 17, and the opposing surface 18A with the skin side layer 17 of the non skin side layer 18.
- the arrangement part 11 may be present on both opposing surfaces.
- a surface sheet consists of a some fiber layer, not only two layers like FIG. 3 but three layers or more may be sufficient.
- positioning part 11 should just exist in an at least one boundary surface, may exist in one interface, and may exist in a some interface.
- the formation of the arrangement portion 11 at the “thickness intermediate position 13 of the topsheet 1” can be performed by various methods that are usually used in the manufacturing process of the fiber sheet to be the topsheet 1.
- the topsheet 1 is composed of a single-layer fiber layer (nonwoven fabric)
- there is a method of applying (disposing) a liquid film cleaving agent during the fiber-filling process for forming a fiber web containing heat-fusible fibers. is there.
- the liquid film cleaving agent after the liquid film cleaving agent is applied, the remaining necessary fiber bundle treatment is performed, the fibers are fused together by heat treatment at a temperature equal to or higher than the melting point of the heat-fusible fiber, and the fiber web is made into a nonwoven fabric.
- the nonwoven fabric can be produced by performing the following processing steps (P1) to (P3).
- P1 A step of applying (disposing) a liquid film cleaving agent to one surface of the first fiber layer having the heat-fusible fiber.
- P2 The process of laminating
- (P3) A step of joining the first fiber layer and the second fiber layer by heat fusion by heat treatment at a temperature equal to or higher than the melting point of the heat-fusible fiber.
- the “first fiber layer” and the “second fiber layer” mean various fiber assemblies such as a nonwoven fabric, a fiber web, and a long fiber layer.
- the “first fiber layer” and the “second fiber layer” may be laminated in the same form or in different forms.
- the “heat treatment at a temperature equal to or higher than the melting point of the heat-fusible fiber” in (P3) may be either one of the embossing pressure-bonding process and the hot air process, or both.
- a hot air process may be performed at a temperature not higher than the “melting point of the heat-fusible fiber” but not lower than the “melting point of the heat-fusible fiber”.
- the compound having a liquid film cleavage effect one or a plurality of compounds selected from the compound C1 and the compound C2 described later may be used (hereinafter referred to as “liquid film for convenience in this specification”). Collectively referred to as "cleaving agents").
- the liquid film cleaving agent and a hydrophilizing agent described later may be mixed and applied.
- the non-woven fabric produced as described above is cut into an appropriate size as a surface sheet and molded.
- the surface sheet becomes an absorbent article through a process of laminating and bonding with other constituent members of the absorbent article by a normal method.
- an absorbent body and a back sheet are laminated in this order on one surface side (back surface side) of the top sheet and joined to form an absorbent article.
- side sheets for preventing side leakage are laminated on both sides in the longitudinal direction of the top sheet, an adhesive part for fixing the absorbent article to the clothes on the non-skin side of the back sheet, or wrapped around the clothes.
- the liquid film cleaving agent contained in the surface sheet 1 is an agent having the following properties (characteristics that cause the liquid film to disappear). Specifically, liquids such as highly viscous liquids such as menstrual blood and excretion liquids (body fluids) such as urine touch the nonwoven fabric to cleave the liquid film formed between the fibers of the nonwoven fabric or on the fiber surface. An agent that inhibits the formation of a liquid film.
- the liquid film cleaving agent has an action of cleaving the formed liquid film and an action of inhibiting the formation of the liquid film. The former can be called the main action, and the latter can be called the subordinate action.
- the liquid film cleaving agent acts as described in paragraphs [0024] and [0025] and FIGS.
- the liquid film cleaving agent does not perform liquid modification such as lowering the surface tension of the liquid film, but cleaves and pushes away the liquid film itself generated between the fibers or on the fiber surface, thereby inhibiting it from the nonwoven fabric. Encourage drainage of liquid.
- the liquid film cleaving agent used in the present invention has the property of eliminating the liquid film, and due to this property, the liquid film cleaving agent is applied to a test liquid or artificial urine mainly composed of plasma components. Moreover, the liquid film disappearance effect can be expressed. Artificial urine is 1.940% by mass of urea, 0.795% by mass of sodium chloride, 0.111% by mass of magnesium sulfate, 0.062% by mass of calcium chloride, 0.198% by mass of potassium sulfate, red No.
- test solution is a liquid component extracted from equine defibrinated blood (manufactured by Nippon Biotest Co., Ltd.). Specifically, when 100 mL of equine defibrinated blood is allowed to stand at a temperature of 22 ° C. and a humidity of 65% for 1 hour, the equine defibrinated blood is separated into an upper layer and a lower layer. It is.
- the upper layer mainly contains plasma components
- the lower layer mainly contains blood cell components.
- a transfer pipette manufactured by Nippon Micro Corporation
- the liquid film disappearance effect here refers to the effect of inhibiting the liquid film formation of the structure and the formed structure of the structure in which air is held by the liquid film formed from the test liquid or artificial urine. It can be said that an agent that exhibits both of the effects of disappearing the body and that exhibits at least one of the effects has the property of exhibiting the effect of disappearing the liquid film.
- the degree of the “property of disappearing the liquid film” of a certain agent is determined when the structure formed from the test solution or artificial urine to which the agent is applied is easily generated. It is judged by the amount of the structure, that is, the liquid film. That is, the test solution or artificial urine is adjusted to a temperature of 25 ° C., and then 10 g is put into a screw tube (manufactured by Maruemu Co., Ltd., No. 5, body diameter 27 mm, total length 55 mm) to obtain a standard sample. In addition, a measurement sample obtained by adding 0.01 g of an agent to be measured, which is adjusted in advance to 25 ° C., to the same sample as the standard sample is obtained.
- the standard sample and the measurement sample are vigorously shaken twice in the vertical direction of the screw tube, and then quickly placed on a horizontal plane.
- the structure of the liquid layer (lower layer) without the structure and a large number of structures formed on the liquid layer (the lower layer) is formed inside the screw tube after shaking.
- Upper layer After the elapse of 10 seconds immediately after shaking, the height of the structure layers of both samples (the height from the liquid surface of the liquid layer to the upper surface of the structure layer) is measured.
- the height of the structure layer of the measurement sample is 90% or less with respect to the height of the structure layer of the standard sample, it is assumed that the agent to be measured has a liquid film cleavage effect.
- the liquid film cleaving agent used in the present invention satisfies the above properties by a single compound that meets the above properties, a mixture of a plurality of single compounds that meet the above properties, or a combination of a plurality of compounds (liquid Agent capable of developing membrane cleavage). That is, the liquid film cleaving agent is an agent limited to those having a liquid film cleaving effect as defined above. Therefore, when the compound applied in the absorbent article contains a third component that does not meet the above definition, it is distinguished from a liquid film cleaving agent.
- the “single compound” is a concept including compounds having the same composition formula but having different molecular weights due to different numbers of repeating units.
- the liquid film cleaving agent it can be appropriately selected from those described in paragraphs [0007] to [0186] of the specification of WO2016 / 098796.
- That the surface sheet 1 has a liquid film cleaving agent mainly means that it adheres to the surface of the fiber.
- the liquid film cleaving agent may be a liquid film cleaving agent that is encapsulated in the fiber or that is present inside the fiber by internal addition.
- a method for attaching (applying) the liquid film cleaving agent to the surface of the fiber various commonly used methods can be employed without particular limitation. For example, application processes such as flexographic printing, ink jet printing, gravure printing, screen printing, spraying, and brush application can be used.
- These treatments may be carried out after the fibers are made into a web by various methods, and then after the web is made into a nonwoven fabric or incorporated into an absorbent article.
- the fiber having the liquid film cleaving agent attached to the surface is dried at a temperature sufficiently lower than the melting point of the fiber resin (for example, 120 ° C. or less) by, for example, a hot air blowing type dryer.
- the liquid film cleaving agent In order for the liquid film cleaving agent to have a liquid film cleaving effect to be described later in the nonwoven fabric, the liquid film cleaving agent needs to exist as a liquid when it comes into contact with body fluid. From this point, the melting point of the compound contained in the liquid film cleaving agent is preferably 40 ° C. or less, and more preferably 35 ° C. or less. Furthermore, the melting point of the compound contained in the liquid film cleaving agent according to the present invention is preferably ⁇ 220 ° C. or higher, more preferably ⁇ 180 ° C. or higher.
- the liquid film cleaving agent exhibits an expansibility to the liquid film between and on the fibers in the placement portion 11 to cause cleavage. Furthermore, the liquid film cleaving agent moves from the position of the arrangement part 11 to another area of the surface sheet 1 (an area other than the arrangement part, that is, the non-arrangement part 12) due to its expansibility, and exhibits a liquid film cleaving action.
- the former is called micro expansion
- the latter is called macro expansion. Macro expansion of the liquid film cleaving agent is manifested in both the planar direction and the thickness direction of the topsheet 1.
- the area ratio of the arrangement part 11 of the liquid film cleaving agent can be kept low. That is, in the area
- positioning part 11 refers to the area
- an arrangement part (basis weight 1.3 g / m 2 , OPU 0.4 mass%) of a liquid film cleaving agent is formed in a dot shape with a diameter of 0.8 mm on the surface of the nonwoven fabric having the same structure as that of the top sheet 1.
- Menstrual blood (6.0 g) was added dropwise.
- the liquid film cleaving agent was colored with a red paint so that the range of the arrangement portion could be confirmed.
- the color to be colored may be colored with an arbitrary color such as blue as long as the arrangement portion can be visually recognized.
- the simulated menstrual blood is prepared by adjusting equine defibrinated blood manufactured by Japan Biotest Laboratory Co., Ltd. to a viscosity of 8.0 cP. Specifically, it was adjusted under the condition of 30 rpm with a TVB10 type viscometer manufactured by Toki Sangyo Co., Ltd. When the equine defibrinated blood is allowed to stand, a highly viscous portion (such as red blood cells) precipitates, and a low viscosity portion (plasma) remains as a supernatant. The mixing ratio of the portion was adjusted to 8.0 cP (hereinafter, pseudo menstrual blood described in this specification is prepared by the same method unless otherwise specified).
- an absorbent article from a sanitary napkin (trade name: Laurie F, happy bare skin 22.5 cm, made in 2016) from a sanitary napkin, after cold spray is applied and the adhesive is solidified, it is carefully treated
- the top sheet was removed (in this specification, this method is used for removing the constituent members from the absorbent article).
- the above-mentioned nonwoven fabric is laminated so that the surface of the concavo-convex structure is on the skin contact surface side, and an acrylic plate having a perforation hole with an inner diameter of 1 cm is overlapped with the center of the permeation hole and the arrangement portion. Put it on.
- the liquid film cleaving action can be expressed by expanding to a wider range.
- the basis weight is 25.9 g / m 2 (OPU 8.0% by mass) in the arrangement part 11 having the same diameter
- the liquid film reaches a range of 12 mm in diameter (K2) that is about 15 times the diameter of the arrangement part 11. It was confirmed that the cleaving agent expanded concentrically and exhibited a liquid film cleaving action, and the redness M1 of simulated menstrual blood was eliminated (see FIGS. 5A and 5C).
- the liquid film cleaving agent is the liquid receiving surface from the thickness intermediate position 13 or the back surface 1B side of the top sheet 1 when the flow of the liquid is settled as compared with that during and immediately after the liquid injection. Expands to the surface 1A side.
- the surface 1A which is the liquid receiving surface, may exhibit a phenomenon of developing a liquid film cleaving action with a time difference with respect to the intermediate thickness position 13 or the back surface 1B side.
- the arrangement part 11 of the liquid film cleaving agent is not on the front surface 1A and is on the thickness intermediate position 13 or the back surface 1B side, the liquid residue of the entire topsheet 1 is suppressed low, and a high level of dryness is realized. be able to. Moreover, since the elimination of redness can be confirmed on the surface 1A side, the wearer can realize with the skin and eyes that the remaining liquid is kept low. Furthermore, when the arrangement
- the placement portion 11 is more effective in reducing the liquid residue when it is at the intermediate thickness position 13 than when it is on the back surface 1B side.
- the arrangement part 11 of the liquid film cleaving agent is located at the intermediate thickness position 13 or the back surface 1B side of the topsheet 1, so that the non-arrangement part on the surface 1A side between the skin and the arrangement part 11 of the liquid film cleaving agent Therefore, the contact opportunity between the liquid film cleaving agent and the skin of the wearer is suppressed, and the skin stickiness is highly prevented.
- the liquid film cleaving agent arrangement portion OPU in the thickness intermediate position 13 or the arrangement portion 11 on the back surface 1B side, excessive expansion of the liquid film cleaving agent to the surface 1A is controlled, and the liquid film cleaving agent and skin It is possible to suitably suppress contact with.
- the surface sheet 1 can suppress the feeling of sticking to or clinging to the skin, and can keep the dry feeling of the skin high.
- the preferable range of the arrangement ratio (arrangement part OPU) of the liquid film cleaving agent in the arrangement part 11 and the measuring method are the arrangement ratio of the liquid film cleaving agent with respect to the total fiber mass of the surface sheet (hereinafter referred to as “ It will be described later together with a preferable range and measurement method of “average OPU”.
- each fiber layer can be changed, which is preferable.
- the capillary pressure on the back surface 1B side can be made higher than the front surface 1A side, and the capillary pressure difference between both surfaces can be increased, and the liquid after cleaving with the liquid film cleaving agent can be transferred to the absorber 3 rather than the single layer. And can be easily pulled in.
- the specific form of each fiber layer that increases the capillary pressure difference is to increase the fiber weight by increasing the basis weight of the non-skin side layer or reducing the fiber diameter than the skin side layer, or increasing the hydrophilicity. A raised form can be mentioned.
- the arrangement pattern of the arrangement part 11 of a liquid film cleaving agent and the arrangement ratio of a liquid film cleaving agent can be set with high precision. Therefore, when the topsheet 1 is a laminated sheet, the liquid film cleaving action of the liquid film cleaving agent arranged with high accuracy at the intermediate thickness position 13 is coupled with the pulling force of the liquid due to the above-described capillary pressure difference, etc. A higher liquid residue reducing effect is achieved, which is preferable.
- the liquid film cleaving agent arrangement part 11 (arrangement part OPU 0.4 mass%) is formed on the convex top of the back surface 1B as shown in FIG. 6B. It formed in the shape of a 0.8mm diameter dot.
- the liquid film cleaving agent was colored with a red paint so that the range of the arrangement portion could be confirmed.
- FIG. 6 (A) the top sheet 1 was placed on the absorber 3 with the top surface 1A facing up, and the acrylic plate 100 having the inlet of the cylinder 101 was placed on the sample. .
- the degree of macro expansion of the liquid film cleaving agent depends on various factors. For example, the larger the expansion coefficient described later, the longer the expansion distance in the droplet, and the higher the expandability. In addition, the larger the arrangement ratio of the liquid film cleaving agent in the arrangement portion 11, the longer the expansion distance in the droplet and the higher extensibility. In addition, the liquid film cleaving agent exhibits a suitable high expandability with respect to droplets by appropriately suppressing the viscosity.
- the liquid film cleaving agent When the arrangement part 11 of the liquid film cleaving agent is located at the thickness intermediate position 13 or the back surface 1B side, in consideration of extending in the thickness direction from the arrangement part 11 to the surface 1A that is the liquid receiving surface, In comparison, it is preferable that the liquid film cleaving agent moderately suppresses the viscosity.
- the viscosity of the liquid film cleaving agent when the liquid film cleaving agent arrangement portion 11 is at the middle thickness position 13 or the back surface 1B side is 0 cps or more, preferably 6000 cps or less, more preferably 600 cps or less. 200 cps or less is more preferable.
- the viscosity of the liquid film cleaving agent can be measured by the following method. First, 40 g of a liquid film cleaving agent is prepared. Next, the viscosity of the liquid film cleaving agent is measured using a tuning fork type vibration viscometer SV-10 (manufactured by A & D Co., Ltd.) in an environmental region of a temperature of 25 ° C. and a relative humidity (RH) of 65%. This is repeated three times, and the average value is adopted as the viscosity.
- SV-10 tuning fork type vibration viscometer
- the liquid film cleaving agent When the liquid film cleaving agent is solid, the liquid film cleaving agent is heated to the melting point of the liquid film cleaving agent + 5 ° C. to cause a phase transition to the liquid, and the measurement is carried out while maintaining the temperature condition.
- a liquid film cleaving agent is taken out from a fiber by the method used in measurement of the expansion coefficient etc. which are mentioned later. In this case, when only a small amount can be taken out for the above measurement, the viscosity is measured in the same manner as in the case of measuring the expansion coefficient described later.
- the liquid (body fluid) that touched the surface sheet 1 can easily pass through without remaining in a very small space between the fibers. 1 can be achieved at a higher level. Furthermore, even if the arrangement of the liquid film cleaving agent on the surface 1A of the surface sheet 1 is reduced or eliminated, the liquid film cleaving agent at the thickness intermediate position 13 or the back surface 1B side of the surface sheet 1 expands the macro. It is expressed and the liquid remaining reduction effect of the entire surface sheet 1 can be obtained as in the case of the surface 1A. In addition, as described above, contact between the liquid film cleaving agent and the skin on the surface 1A of the topsheet 1 is suppressed. Thereby, in this embodiment, reduction of a liquid residue and reduction of the stickiness of skin can be implement
- the surface flow of the liquid on the surface 1A of the topsheet 1 can be suitably suppressed. That is, since the liquid film cleaving agent has high expandability with respect to the liquid film, the surface tension is smaller than that of a conventional hydrophilizing agent used for nonwoven fabric fibers. Therefore, when the liquid film cleaving agent is arranged, the wettability of the fibers in the initial contact stage with the liquid is slightly reduced as compared with the case where no liquid film cleaving agent is arranged. On the surface 1A of the topsheet 1, a surface flow of body fluid (for example, excretion fluid such as menstrual blood or urine) is more likely to occur than when no liquid film cleaving agent is disposed.
- body fluid for example, excretion fluid such as menstrual blood or urine
- positioning part 11 of the liquid film cleaving agent is arrange
- the liquid film cleaving agent can exhibit a liquid film cleaving action not only in the arrangement portion 11 but also in a wide range in the thickness direction and the planar direction of the topsheet 1 due to its expandability. Thereby, even when the liquid film cleaving agent is at the intermediate thickness position 13 or the back surface 1B side, the effect of reducing the remaining liquid of the entire top sheet 1 can be obtained as in the case of the front surface 1A.
- the liquid film cleaving agent can hold a passage space for transferring body fluid from the topsheet 1 to the absorber 3 on the back surface 1B side of the topsheet 1. In addition, the liquid drawing force of the absorber 3 is easily transmitted to the surface 1A side through the passage space.
- the placement of the placement portion 11 on the topsheet 1A side of the topsheet 1 is preferably reduced.
- the area ratio of the arrangement portion 11 occupying the area of the topsheet 1 is the surface 1A (wearer) of the topsheet 1 rather than the middle thickness position 13 or the backside 1B (surface facing the absorber) of the topsheet 1. It is preferable that it is made small in the surface facing the skin side. Furthermore, it is more preferable that the arrangement
- the surface 1 ⁇ / b> A is shown as an aspect in which the liquid film cleaving agent arrangement portion 11 is not provided.
- the area ratio of the placement part 11 is calculated by (total area of placement part / total area of placement part and non-placement part) ⁇ 100. “The total area of the arrangement part and the non-arrangement part” is the area of the topsheet 1.
- the area of the topsheet 1 relating to the calculation of the area ratio is an area defined by the outer shape of the topsheet 1 in any case of the thickness intermediate position 13 of the topsheet 1, the top surface 1A, and the back surface 1B.
- the surface sheet 1 is carefully peeled off from the absorbent article to be measured, taken out, a sample cut into a 3.0 cm square is created, and placed in the liquid receiving region of the absorbent article.
- a surface sheet is taken out from a sanitary napkin (manufactured by Kao Corporation, trade name: Why F happy bare skin, 22.5 cm, manufactured in 2016), and the sample is prepared. Then, the sample is stacked on the liquid receiving area of the napkin.
- the liquid-receiving area in the sanitary napkin is between 7.5 cm and 15.0 cm from the front part F, and is an area that is 2.5 cm or less in the width direction from a line that bisects the short direction. .
- an acrylic plate having a transmission hole with an inner diameter of 1 cm is placed so that the transmission hole and the center of the sample overlap each other, and a constant load of 100 Pa is applied to the napkin.
- Inject 6.0 g of menstrual blood Immediately after the injection, the acrylic plate is removed, the sample is immersed in liquid nitrogen, and is cut along the width direction of the topsheet 1 passing through the center of the sample using a cutter.
- the cut section is observed with an optical microscope, and at the intermediate thickness position of the sample, the portion where the redness of pseudo menstrual blood is eliminated more than the front side and the back side is the placement portion 11, and the other portion is the non-placement portion 12. It is. And when the surface sheet 1 is divided into about three equal parts in the thickness direction, when the part where redness is eliminated is in the layer on the skin side layer surface side which is the section closest to the skin side, When it is in the layer on the surface side of the non-skin side layer, which is the section farthest from the skin side layer, the arrangement part 11 of the liquid film cleaving agent is located at the middle position of the thickness in the case of the back side (absorber side) and in the middle section. Judge that there is.
- the presence or absence of the liquid film cleaving agent when the liquid film cleaving agent placement portion 11 of the top sheet 1 is on the front surface 1A side or the back surface 1B side can be confirmed by the following method. That is, after blotting paper is applied to each surface of the top sheet 1, an acrylic plate having a thickness of 4 mm is placed, and a weight is applied for 30 seconds so as to be 600 g / cm 2 from the top. Immediately after the loading, the oil-blotting paper is peeled off, and the oil-blotting paper is placed on a black mount and the color change is visually confirmed.
- the portion of the surface sheet 1 corresponding to the discolored portion of the blotting paper is the placement portion 11 of the liquid film cleaving agent, and the other portion is the non-placement portion 12.
- Various materials can be used as the above-mentioned oil blotting paper, and examples thereof include gold leaf punching paper manufacturing oil blotting paper manufactured by Katani Sangyo Co., Ltd.
- the presence or absence of the liquid film cleaving agent when the arrangement portion 11 of the surface sheet 1 is in the middle position as shown in FIG. 3 is the same as the above (Method for confirming the presence or absence of the liquid film cleaving agent in the thickness direction).
- the arrangement portion 11 of the topsheet 1 is on the front surface 1A side or the back surface 1B side
- the previous stage of the above-described method for confirming the presence or absence of the liquid film cleaving agent in the planar direction with respect to the entire surface of the topsheet 1 Measure according to the procedure described in. That is, the area of the placement part 11 is defined as the area of the part that is loaded and the discolored part of the blotting paper is copied to the OHP sheet, and the value obtained by subtracting the area of the placement part 11 from the area of the top sheet 1 The area.
- positioning part 11 of the surface sheet 1 exists in the thickness intermediate position 13 like FIG.
- the capillary pressure on the back surface 1B side it is preferable to increase the capillary pressure difference between the two surfaces.
- the liquid film cleaving agent slightly reduces the wettability of the fiber. That is, there is a possibility that the contact angle of the fibers is slightly increased and the capillary pressure difference is affected.
- the capillary pressure difference between both surfaces can be controlled to an appropriate state by taking the following mode.
- the liquid film cleaving agent can sufficiently exhibit the liquid film cleaving action even in the non-arranged portion 12 by macro expansion as described above.
- the mixture it is possible to suitably suppress the reduction of the hydrophilicity of the fiber by the liquid film cleaving agent as the entire surface region on the thickness intermediate position 13 or the back surface 1B side.
- the hydrophilicity on the absorber 3 side can be made higher than the top surface 1 ⁇ / b> A side, and the capillary pressure difference between both surfaces can be controlled to be large.
- the area ratio of the placement portion 11 is preferably 75% or less, more preferably 60% or less, and even more preferably 50% or less from the viewpoint of appropriately maintaining the capillary pressure difference at each of the intermediate thickness position 13 and the back surface 1B.
- the area ratio of the placement portion 11 is preferably 5% or more, more preferably 10% or more, and still more preferably 20% or more, from the viewpoint of effectively expressing the liquid film cleaving action.
- both the placement portion 11 and the non-placement portion 12 extend in a strip shape in the vertical direction (Y direction), and the strip-like placement portion 11 and the non-placement portion 12 are alternately arranged in the width direction (X direction).
- One vertical stripe pattern
- a plurality of arrangement parts 11 arranged in a circle (dot shape) in the non-arrangement part 12 are arranged apart from each other.
- a hydrophilizing agent on the top sheet 1 as follows. That is, it is preferable to increase the amount of the hydrophilizing agent disposed on the surface (back surface) 1B facing the absorber 3 side, rather than the surface (front surface) 1A facing the wearer skin side of the top sheet 1.
- positioning part 11 of a liquid film cleaving agent it is preferable to apply
- the mass ratio of the total amount of the hydrophilic agent arranged on the back surface 1B of the top sheet 1 to the total amount of the hydrophilic agent arranged on the surface 1A of the top sheet 1 is preferably 1.2 or more from the viewpoint of increasing the capillary pressure difference. 1.7 or more is more preferable, and 2.7 or more is still more preferable. In addition, the mass ratio is preferably 17.3 or less, more preferably 9.1 or less, and even more preferably 5.9 or less, from the viewpoint of successfully draining the surface sheet 1 from the top sheet 1 to the absorber. This mass ratio is calculated based on a “method for measuring the arrangement ratio” of the hydrophilizing agent described later.
- the mass ratio of the total amount of the hydrophilizing agent in the coating solution to the total amount of the coating solution (hydrophilizing agent / coating solution) is preferably 0.3 or more from the viewpoint of clarifying the capillary pressure difference in the thickness direction of the surface sheet, 0.5 or more is more preferable, and 0.75 or more is still more preferable.
- the mass ratio (hydrophilizing agent / coating solution in the coating solution) is preferably 0.9 or less, more preferably 0.85 or less, and 0.8 or less from the viewpoint of successfully obtaining the effect of the liquid film cleaving agent. Is more preferable. This mass ratio is calculated on the basis of the “measurement method of the arrangement ratio” of the liquid film cleaving agent and the hydrophilizing agent in the coating solution described later.
- the mass ratio can be measured by applying the method described in paragraph [0018] of the specification of International Publication No. 2016/098796.
- the total amount of the hydrophilizing agent (“the hydrophilizing agent pre-applied to the fiber web as the nonwoven fabric sample” and “the hydrophilizing agent in the coating solution”) is an arrangement ratio (average OPU) with respect to the total fiber mass of the topsheet 1. From the viewpoint of increasing the capillary pressure difference in the thickness direction of the surface sheet while giving moderate hydrophilicity that allows the liquid to easily enter between the fibers on the surface of the nonwoven fabric forming the surface sheet, it is preferably 0.3% by mass or more. .6% by mass or more is more preferable, and 0.9% by mass or more is still more preferable.
- the average OPU of the total amount of the hydrophilizing agent (“the hydrophilizing agent previously applied to the fiber web as the nonwoven fabric sample” and “the hydrophilizing agent in the coating liquid”) is promptly transmitted to the absorbent body. Is preferably 6% by mass or less, more preferably 3% by mass or less, and still more preferably 2% by mass or less.
- the total amount of the liquid film cleaving agent is preferably 0.1% by mass or more from the viewpoint of effectively expressing the liquid film cleaving action as an arrangement ratio (average OPU) with respect to the total fiber mass of the top sheet 1. More preferably 2% by mass or more, and still more preferably 0.3% by mass or more.
- the average OPU of the liquid film cleaving agent is preferably 10% by mass or less, more preferably 7.5% by mass or less, and still more preferably 5% by mass or less from the viewpoint of effectively suppressing the surface flow of the liquid.
- average OPU shows the arrangement
- average OPU shows the arrangement
- the total amount of the liquid film cleaving agent is sufficient as the arrangement ratio (arrangement part OPU) with respect to the fiber mass in the arrangement part 11 of the topsheet 1 to the non-arrangement part 12 in the planar direction and the thickness direction of the topsheet 1.
- the content is preferably 0.1% by mass or more, more preferably 0.4% by mass or more, and still more preferably 0.8% by mass or more.
- the liquid film cleaving agent arrangement portion OPU is 8 mass% or less, preferably 4 mass% or less, more preferably 1.5 mass% or less.
- positioning part OPU shows the arrangement
- the disposing portion OPU indicates the disposition ratio of the total amount of the liquid film cleaving agent to the fiber mass in the disposing portion 11 of the topsheet 1, and the disposed component is a hydrophilizing agent and When it is / or a coating liquid, the arrangement ratio of the total amount of the hydrophilizing agent and / or the coating liquid to the fiber mass in the arrangement portion 11 of the topsheet 1 is shown.
- the total mass of the liquid film cleaving agent, the hydrophilizing agent and other components is clarified from the mass of the residue. Then, after setting the measurement conditions such as column and solvent appropriately, the extract is separated and isolated using liquid chromatography. From the mass ratio of the separated substance, the liquid membrane cleaving agent, hydrophilizing agent and other components The mass ratio of is clarified. Moreover, the above-mentioned average OPU (mass%) regarding each component is calculated using the mass ratio, the mass of the residue, and the mass of the top sheet.
- the molecular structure of the substance is identified by the following measurement method, and the corresponding structural unit is obtained to determine the physical properties.
- the molecular weight of the separated product is measured using either mass spectrometry (MS) or gel permeation chromatograph (GPC).
- MS mass spectrometry
- GPC gel permeation chromatograph
- the molecular skeleton is identified using 1 H-NMR, 13 C-NMR, 29 Si-NMR, the functional group owned is identified using IR, and the ratio of elements using elemental analysis.
- the molecular structure is identified by combining all the above information.
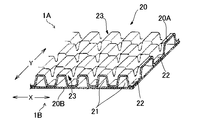
- topsheet 1 used in the absorbent article of the present invention is a topsheet 20 made of laminated fiber sheets as shown in FIG.
- the top sheet 20 has a two-layer structure having a hollow portion 21. Both layers contain thermoplastic fibers.
- the upper layer sheet 20A that is a skin side layer and the lower layer sheet 20B that is a non-skin side layer have a joint portion 22 that is partially heat-sealed.
- the upper layer sheet 20A protrudes in a direction away from the lower layer sheet 20B, and has a large number of convex parts 23 each having a hollow part 21 therein.
- the joint portion 22 is a concave portion located between the adjacent convex portions 23, 23, and constitutes an uneven surface 1 ⁇ / b> A together with the convex portion 23.
- the topsheet 20 can be formed by a commonly used method. For example, after the upper layer sheet 20A is unevenly shaped by meshing two uneven rolls, the lower sheet 20B is bonded to obtain the top sheet 20. From the viewpoint of shaping the nonwoven fabric by meshing the concavo-convex rolls, it is preferable that both the upper layer sheet 20A and the lower layer sheet 20B include non-heat-extensible and non-heat-shrinkable heat-fusible fibers.
- the topsheet 20 is excellent in liquid permeability from the top surface 1A side to the back surface 1B side when used by laminating the top surface 1A on the absorbent body with the front surface 1A facing the skin contact surface side. Specifically, liquid permeation through the hollow portion 21 is performed. Moreover, a wearer's body pressure is added to the convex part 23, and the liquid in the convex part 23 transfers to the lower layer sheet 20B directly. Thereby, there is little liquid residue on the surface 1A side. Such an action can be continuously exerted at a higher level by the action of the liquid film cleaving agent described above or the cooperative action of the liquid film cleaving agent and the phosphate ester type anionic surfactant.
- the arrangement part 11 of the liquid film cleaving agent is in “the intermediate thickness position of the surface sheet 20” means that the arrangement part 11 faces the lower sheet 20B of the upper layer sheet 20A or the lower layer sheet 20B. It says that it exists in the opposing surface with 20 A of upper layer sheets.
- positioning part 11 of a liquid film cleaving agent exists in the "absorber side of the surface sheet 20” means that this arrangement
- the liquid film cleaving action accompanied by the macro and micro expansion of the liquid film cleaving agent described above simultaneously achieves a reduction in liquid residue and a reduction in skin stickiness in absorbent articles. can do.
- the hydrophilizing agent in the present invention is preferably an agent that hardly reduces the liquid film cleaving action.
- the agent is difficult to reduce the surface tension of the body fluid to be subjected to liquid film cleavage. That is, the agent is preferably an agent having a low dissolution rate or low solubility in the body fluid.
- the expandability on the liquid film of the liquid film cleaving agent is maintained, and the liquid film cleaving action can be sufficiently exhibited. .
- the hydrophilizing agent includes one or more selected from (D1) a nonionic surfactant and (D2) a compound having a surface tension of 42 mN / m or more as specific examples of those having a slow dissolution rate or low solubility in body fluids. It is preferable to include.
- the hydrophilizing agent (D1) and the hydrophilizing agent (D2) respectively.
- the hydrophilizing agent (D1) is a hydrocarbon-based nonionic surfactant having a hydrophobic group having a hydrophobicity lower than that of a fluorocarbon group, as a component for enhancing hydrophilicity on the fiber surface of the nonwoven fabric in which the liquid film cleaving agent is disposed. It is preferable to include one or more selected from silicone-based nonionic surfactants. More specifically, it is preferable to include a nonionic surfactant having “an alkyl chain or a silicone chain excluding a polyhydric alcohol fatty acid skeleton” as a hydrophobic group.
- the hydrophilic group structure of the nonionic surfactant that forms the hydrophilizing agent (D1) preferably includes a polyethylene oxide type, a polyol (polyhydric alcohol) type, a block polymer type, a nitrogen-containing type, and the like.
- the polyethylene oxide type nonionic surfactant preferably contains polyoxyethylene alkyl ether, polyoxyethylene fatty acid ester and the like.
- Examples of the polyol (polyhydric alcohol) type nonionic surfactant include sorbitan monoalkylate, polyoxyethylene sorbitan monoalkylate, glycerol monoalkylate, polyglyceryl monoalkylate, alkyl glucoside, pentaerythritol monoalkylate, etc. preferable.
- the block polymer type nonionic surfactant preferably contains an alkyl ether of polyoxyethylene polyoxypropylene glycol, polyoxyethylene polyoxypropylene alkyl ether, or the like.
- the nitrogen-containing nonionic surfactant preferably includes polyoxyethylene alkylamine, alkyl polyoxyethylene fatty acid amide, and the like. Among these, it is preferable to have at least a “polyoxyethylene (hereinafter also referred to as“ POE ”)” group as a hydrophilic group.
- Hydrophilic agent (D1) has solubility in water alone. That is, the hydrophilizing agent (D1) is a surfactant, and its solubility in water is determined by the following method using the fact that the aqueous solution has foamability and foam stability. Specifically, having solubility in water alone is determined by the following measurement when a 2.5 wt% aqueous solution of the hydrophilizing agent (D1) is prepared by immersing in water for 20 minutes alone. The foaming height is 10 mm or more.
- the height of the structure layer of the aqueous solution (the height from the liquid surface of the liquid layer to the upper surface of the structure layer in which air is held) is measured. This height is defined as the foaming height after shaking of the aqueous solution of the hydrophilizing agent (D1).
- the hydrophilizing agent (D1) preferably contains a compound having a higher HLB value than the liquid film cleaving agent from the viewpoint of increasing the hydrophilicity of the fiber surface.
- the HLB value is more preferably 10 or more, further preferably 11 or more, and particularly preferably 13 or more.
- the HLB value is preferably 20 or less, more preferably 17 or less, and still more preferably 15 or less, from the viewpoint of not increasing the solubility of the agent in body fluids.
- the HLB value in the above range can be obtained by appropriately setting the total molecular weight in the nonionic surfactant by selecting the number of moles of oxyethylene added in the POE chain and the alkyl chain length.
- HLB value 20 ⁇ sum of formula weight of hydrophilic part / molecular weight
- the nonionic surfactant of the hydrophilizing agent (D1) has the following properties and structure from the viewpoint of suppressing a decrease in the surface tension of the body fluid.
- the expansibility (expansion coefficient mentioned later) of a liquid film cleaving agent can be kept as high as possible. That is, the body fluid touching the nonwoven fabric of this embodiment is cleaved by the liquid film before the surface tension is lowered, and the formation of the liquid film is inhibited.
- the nonionic surfactant of the hydrophilizing agent (D1) does not contain a solvent at the time of production, and it is preferable that the component alone is liquid.
- the hydrophilizing agent (D1) when exposed to body fluid, (i) gelled by exposure to body fluid, or (ii) solidified when exposed to body fluid, For the reason (i) or (ii), it is preferable to have a property of slowing the dissolution rate in water. Due to such properties, the hydrophilizing agent (D1) has a lower dissolution rate in body fluid, and can cause liquid film cleavage before reducing the surface tension of the body fluid. “Liquid” means fluidity, and “solidification” means loss of fluidity.
- the temperature condition of the hydrophilizing agent (D1) if the melting point of the single substance is 5 ° C. or more, it becomes easy to solidify during storage of the product and can be kept in a solid state at least until wearing, so it has been exposed to body fluids. The dissolution rate at that time is likely to decrease.
- the nonionic surfactant of the hydrophilizing agent (D1) preferably contains a compound having the following structure (D11) or (D12).
- D11 The foaming height after shaking of the aqueous solution is 10 mm or more, and the hydrophilic group is a group consisting of only a POE group, or a POE group and another polyoxyalkylene (hereinafter also referred to as “POA”) group.
- POA polyoxyalkylene
- the hydrophobic group is linear or branched Hydrocarbon nonionic surfactant having a hydrocarbon chain (excluding the polyhydric alcohol fatty acid skeleton).
- the foaming height after shaking of the aqueous solution is 10 mm or more, and the hydrophilic group is a group consisting of only a POE group or a group consisting of a POE group and another POA group (such as a POP group or a POB group).
- a silicone-based nonionic surfactant having a linear or branched silicone chain as a hydrophobic group.
- the number of moles of oxyethylene in the POE group constituting the hydrophilic group is preferably 5 moles or more, and more preferably 7 moles or more from the viewpoint of enhancing hydrophilicity. Further, the number of moles of oxyethylene added in the POE group is preferably 15 moles or less, more preferably 10 moles or less, from the viewpoint of reducing the dissolution rate of the body fluid.
- the hydrocarbon chain constituting the hydrophobic group preferably has an alkyl chain length of about 10 to 22 carbon atoms. From the viewpoint of reducing the dissolution rate, the number of carbon atoms is more preferably 10 or more, and still more preferably 12 or more.
- the number of carbon atoms is more preferably 22 or less, and still more preferably 18 or less, from the viewpoint of easily liquefying during coating.
- the number of moles of oxyalkyl added in the POA group including the POE group that constitutes the hydrophilic group is preferably 30 moles or more.
- the hydrophobic group has a linear structure, so that it has a branched structure. Is also preferable because it is easy to solidify and it is difficult to reduce the surface tension of body fluids. More specifically, nonionic surfactants as shown in any of (D11-1) to (D12-2) below are preferred.
- the term “linear” means that it does not contain a tertiary or higher carbon atom in the middle of continuous carbon bonds.
- (D11-1) A linear POE alkyl ether having a POE group having an addition mole number of oxyethylene of 5 mol or more as a hydrophilic group, and having a hydrophobic group having from 10 to 22 carbon atoms Hydrocarbon nonionic surfactant having a linear hydrocarbon chain.
- the number of carbon atoms is preferably 12 or more from the viewpoint of reducing the dissolution rate.
- the number of carbon atoms is preferably 18 or less from the viewpoint of easily liquefying during coating.
- the added mole number of oxyethylene in the POE group is 5 moles or more and the added mole number of oxypropylene in the POP group is 3 moles or less, and a copolymer of the POP group and the POE group is present as a hydrophilic group. And a hydrocarbon-based nonionic surfactant having a linear hydrocarbon chain as a hydrophobic group.
- the added mole number of oxyethylene in the POE group is more preferably 7 moles or more from the viewpoint of enhancing hydrophilicity.
- the number of moles of oxyethylene added in the POE group is preferably 15 moles or less, more preferably 10 moles or less, from the viewpoint of reducing the dissolution rate of body fluids.
- (D12-1) A silicone-based nonionic surfactant having a POE group in a linear silicone chain, which is a side chain-modified silicone.
- (D12-2) The total number of moles of oxyethylene added in the POE group and the number of moles of oxypropylene added in the POP group is 30 moles or more, and the number of moles of oxyethylene added in the POE group is the POP group.
- the total number of moles added in the POE group and the POP group is more preferably 40 moles or more from the viewpoint of enhancing hydrophilicity.
- the total number of moles added in the POE group and the POP group is preferably 100 moles or less, more preferably 90 moles or less, from the viewpoint of making the viscosity easy to handle in the production process.
- the nonionic surfactant of the hydrophilizing agent (D1) is the hydrocarbon nonionic surfactant or POA having an addition mole number of oxyethylene in the POE group of 5 mol or more, particularly by having the above-mentioned structure. It is a silicone surfactant in which the number of moles of oxyalkylene in the group is 30 moles or more and the number of moles of oxyethylene in the POE group is greater than the number of moles of oxypropylene in the POP group.
- the water solubility is higher than the liquid film cleaving agent.
- the hydrophilizing agent (D1) is a surfactant having the water solubility, unlike the liquid film cleaving agent, the aqueous solution has foamability and foam stability, so the foaming height after shaking of the aqueous solution is high. Can be 10 mm or more. From the viewpoint of suitably suppressing a decrease in the surface tension of the body fluid, the foaming height of the hydrophilizing agent (D1) is preferably 20 mm or less, more preferably 18 mm or less, and even more preferably 15 mm or less.
- the compound contained in the nonionic surfactant of the hydrophilizing agent (D1) preferably has a melting point of 5 ° C. or higher, more preferably 10 ° C. or higher, from the viewpoint of reducing the solubility rate in body fluids. More preferably, the temperature is higher than or equal to ° C.
- the melting point is preferably less than 25 ° C., more preferably 24 ° C. or less, and still more preferably 22 ° C. or less from the viewpoint of easily liquefying during coating.
- the melting point in the above range can be obtained by shortening the alkyl chain length in the nonionic surfactant or by setting the number of moles of oxyethylene added in the POE group to 12 or less.
- the nonionic surfactant of the hydrophilizing agent (D1) is solidified as the melting point is higher, and the linear molecule has a lower molecular diffusion rate, that is, a lower dissolution rate. It preferably has a hydrocarbon chain or silicone chain of the type.
- melting point of hydrophilizing agent (D1) In the case of a solid, put the obtained sample in a vial, put it in a constant temperature and humidity chamber that can be visually observed from the outside, and after acclimatizing for about 30 minutes, raising the temperature condition by 1 ° C., The melting point is determined by looking at the temperature at which the substance melts. In the case of liquids, place the obtained sample in a vial, place it in a thermo-hygrostat that can be visually observed from the outside, reduce the temperature to -20 ° C and allow it to acclimatize for about 30 minutes. While the temperature is raised by 1 ° C., the melting temperature of the substance is observed to determine the melting point.
- the weight average molecular weight of the nonionic surfactant of the hydrophilizing agent (D1) is preferably 50 or more, more preferably 100 or more, and more preferably 200 or more from the viewpoint of weakening irritation to the skin. Further preferred.
- the mass average molecular weight is preferably 1500 or less, more preferably 1000 or less, and even more preferably 750 or less from the viewpoint of making the melting point easy to handle in the production process.
- the mass average molecular weight of the nonionic surfactant of the hydrophilizing agent (D1) can be measured by a liquid separation technique such as GPC or liquid chromatography mass spectrometry (LC-MS).
- the compound is identified by the method described in the above (Method for identifying molecular structure).
- the melting point is 20 ° C. or higher
- the hydrophilic group has a POE group in which the number of moles of oxyethylene added is 9 moles, as satisfying the preferred ranges of the melting point and the weight average molecular weight.
- hydrocarbon nonionic surfactants having a lauryl group as a hydrophobic group.
- hydrophilizing agent (D2) Next, the hydrophilizing agent (D2) will be described.
- the hydrophilizing agent (D2) has a surface tension of 42 mN / m or more.
- the surface tension is higher than that of the liquid film cleaving agent.
- the hydrophilizing agent (D2) has the surface tension, the wettability of the fiber surface can be enhanced.
- the surface tension of the hydrophilizing agent (D2) is a value close to the surface tension of 50 mN / m assumed as a body fluid forming a liquid film, even if the hydrophilizing agent (D2) is dissolved in the body fluid, Reduction of body fluid surface tension can be suppressed. Thereby, the expansibility (expansion coefficient mentioned later) of a liquid film cleaving agent can be kept as high as possible.
- the compound contained in the hydrophilizing agent (D2) preferably has a surface tension of 42.5 mN / m or more, more preferably 43 mN / m or more, and still more preferably 44 mN / m or more.
- the compound contained in the hydrophilizing agent (D2) has a surface tension of preferably 60 mN / m or less, more preferably 55 mN / m or less, and even more preferably 50 mN / m or less, from the viewpoint of hydrophilic expression.
- the surface tension of the hydrophilizing agent (D2) is measured by a plate method in an environmental region at a temperature of 25 ° C. and a relative humidity (RH) of 65%. At this time, a platinum plate (purity 99.9%, width 25 mm ⁇ length 10 mm) and an automatic surface tension meter “CBVP-Z” (trade name, manufactured by Kyowa Interface Science Co., Ltd.) are used.
- the hydrophilizing agent (D2) preferably contains a compound having only a structure having no hydrophilic structure and having a hydrophilic group in order to have the above surface tension.
- the structure having a hydrophilic group includes a structure having a POE group or a structure having a block copolymer of a POE group and a POP group.
- No hydrophobic structure means a structure having no alkyl chain, silicone chain or fluorine chain having 5 or more carbon atoms.
- As the hydrophilizing agent (D2) compound polyethylene glycol (PEG) comprising a POE group, or a copolymer of a POE compound and a POP compound is preferable.
- PEG, polypropylene glycol (PPG) or a copolymer thereof, or polypropylene Diglycerol is more preferred.
- the mass average molecular weight of the compound of the hydrophilizing agent (D2) is preferably 200 or more, more preferably 300 or more, and still more preferably 400 or more, from the viewpoint of suppressing volatility.
- the mass average molecular weight is preferably 10,000 or less, more preferably 8000 or less, and still more preferably 6000 or less from the viewpoint of making the viscosity easy to apply.
- the compound of the hydrophilizing agent (D2) includes a copolymer of a POE compound and a POP compound
- the polymerization ratio of the POE compound to the POP compound (POE / POP) is a dissolution rate in a body fluid in a mass ratio.
- the polymerization ratio is preferably 10/65 or less, more preferably 8/50 or less, and even more preferably 6/40 or less from the viewpoint of improving hydrophilicity in terms of mass ratio.
- the hydrophilizing agent (D2) includes a compound obtained by polymerizing PEG having a mass average molecular weight of 400, PEG and PPG at a mass ratio of about 1: 7.
- liquid film cleaving agent in the present invention will be described.
- Preferred embodiments of the liquid film cleaving agent can include those described in paragraphs [0013] to [0088] of WO2016 / 098796. Specifically, the following first embodiment and second embodiment can be included.
- the compound contained in the liquid film cleaving agent of the first embodiment has an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less with respect to a liquid having a surface tension of 50 mN / m.
- a compound having this property may be referred to as compound C1.
- the compound contained in the liquid film cleaving agent of the second embodiment has an expansion coefficient larger than 0 mN / m for a liquid having a surface tension of 50 mN / m, that is, a positive value, and has a water solubility of 0 g or more and 0.025 g or less.
- the interfacial tension for a liquid having a surface tension of 50 mN / m is 20 mN / m or less.
- a compound having this property may be referred to as compound C2.
- the expansion coefficient is 15 mN / m or more, so that the liquid film cleaving agent is movable on the surface of the liquid film generated in a narrow space region between fibers. That is, it becomes highly diffusive. Furthermore, the liquid film cleaving agent also has expandability that moves from the region where the topsheet 1 is disposed to a position where it is not disposed. From the viewpoint of sufficiently exhibiting these expandability, the expansion coefficient of the compound contained in the liquid film cleaving agent is more preferably 20 mN / m or more, further preferably 25 mN / m or more, and particularly preferably 30 mN / m or more.
- the upper limit is not particularly limited, but from the formula (1) described in paragraph [0015] of International Publication No. 2016/098796, the upper limit value is obtained when a liquid having a surface tension of 50 mN / m is used.
- the upper limit is 60 mN / m.
- the upper limit is 70 mN / m.
- the surface tension of the liquid forming the film is the upper limit. Therefore, in the present invention, from the viewpoint of using a liquid having a surface tension of 50 mN / m, it is 50 mN / m or less.
- the water solubility is 0 g or more and 0.025 g or less, so that the liquid film cleaving agent is difficult to dissolve and forms an interface with the liquid film,
- the water solubility of the compound contained in the liquid film cleaving agent is preferably 0.0025 g or less, more preferably 0.0017 g or less, and still more preferably less than 0.0001 g.
- the water solubility is preferably as small as possible, and is 0 g or more. From the viewpoint of diffusibility into the liquid film, it is practical to set the water solubility to 1.0 ⁇ 10 ⁇ 9 g or more. In addition, it is thought that said water solubility is applicable also to the menstrual blood, urine, etc. which have a water
- the liquid film cleaving agent of the first embodiment preferably further contains a compound having an interface tension of 20 mN / m or less with respect to a liquid having a surface tension of 50 mN / m. That is, it is preferable that the “interfacial tension ( ⁇ wo ) of the liquid film cleaving agent with respect to the liquid film”, which is one variable for determining the value of the expansion coefficient (S) in the above-described mathematical formula (1), is 20 mN / m or less.
- the “interfacial tension with respect to a liquid having a surface tension of 50 mN / m” of the compound contained in the liquid film cleaving agent is more preferably 17 mN / m or less, further preferably 13 mN / m or less, and even more preferably 10 mN / m or less.
- the lower limit is not particularly limited, and may be larger than 0 mN / m from the viewpoint of insolubility in the liquid film. Note that when the interfacial tension is 0 mN / m, that is, when dissolved, an interface between the liquid film and the liquid film cleaving agent cannot be formed, so Equation (1) does not hold and the agent does not expand. As can be seen from the mathematical expression, the expansion coefficient changes depending on the surface tension of the target liquid.
- the expansion coefficient is 50.8 mN / m.
- the surface tension of the target liquid is 30 mN / m
- the surface tension of the liquid film cleaving agent is 21 mN / m
- the interfacial tension is 0.2 mN / m
- the expansion coefficient is 8.8 mN / m.
- the larger the expansion coefficient the greater the liquid film cleavage effect.
- the numerical value at the surface tension of 50 mN / m is defined.
- the surface tension of the compound contained in the liquid film cleaving agent of the first embodiment is preferably 32 mN / m or less, more preferably 30 mN / m or less, still more preferably 25 mN / m or less, and particularly preferably 22 mN / m or less. Moreover, the said surface tension is so good that it is small, and the minimum is not specifically limited. From the viewpoint of durability of the liquid film cleaving agent, 1 mN / m or more is practical and may be 20 mN / m or more.
- the “interfacial tension with respect to a liquid having a surface tension of 50 mN / m” is set to 20 mN / m or less as described above. This means that the diffusibility on the liquid film increases. Thereby, even when the expansion coefficient is relatively small such that the “expansion coefficient for a liquid having a surface tension of 50 mN / m” is less than 15 mN / m, many liquid film cleaving agents are removed from the fiber surface due to high diffusibility. By dispersing in the liquid film and pushing the liquid film at many positions, the same effect as in the first embodiment can be achieved.
- the compound contained in the liquid film cleaving agent according to the second embodiment has the above-mentioned “interfacial tension with respect to a liquid having a surface tension of 50 mN / m” from the viewpoint of making the action of the liquid film cleaving agent more effective.
- m or less is preferred, 13 mN / m or less is more preferred, 10 mN / m or less is more preferred, 9 mN / m or less is even more preferred, and 1 mN / m or less is particularly preferred.
- the lower limit is not particularly limited as in the first embodiment, and is practically over 0 mN / m from the viewpoint of not dissolving in a liquid film (a liquid having a surface tension of 50 mN / m). It is good also as 3 mN / m or more.
- the “expansion coefficient for a liquid having a surface tension of 50 mN / m” of the compound contained in the liquid film cleaving agent of the second embodiment is 9 mN / m or more, preferably 10 mN / m or more, and more preferably 15 mN / m or more.
- the upper limit in particular is not restrict
- the more preferable ranges of the surface tension and the water solubility of the compound contained in the liquid film cleaving agent of the second embodiment are the same as those of the first embodiment.
- the compound included in the liquid film cleaving agent of the first embodiment has the above expansion coefficient and water solubility
- the compound included in the liquid film cleaving agent of the second embodiment includes the above expansion coefficient and interface.
- the surface sheet 1 containing the liquid film cleaving agent of the first embodiment and the surface sheet 1 containing the liquid film cleaving agent of the second embodiment further include a phosphate ester type anionic surfactant.
- a phosphate ester type anionic surfactant This increases the hydrophilicity of the fiber surface and improves the wettability, thereby increasing the area where the liquid film and the liquid film cleaving agent are in contact. Since blood and urine have a surface-active substance having a phosphate group derived from a living body, when a surfactant having a phosphate group is used in combination with a liquid film cleaving agent, the surfactant is compatible with the liquid film cleaving agent. It has solubility and also has good affinity with phospholipids contained in blood and urine.
- the arrangement ratio between the total amount of the liquid membrane cleaving agent and the total amount of the phosphate ester type anionic surfactant is 1: 1 to 19 in terms of mass ratio (liquid membrane cleavage agent: phosphate type anionic surfactant). 1 is preferable, 2: 1 to 15: 1 is more preferable, and 3: 1 to 10: 1 is still more preferable. Particularly, the arrangement ratio is preferably 5: 1 to 19: 1, more preferably 8: 1 to 16: 1, and still more preferably 11: 1 to 13: 1 in terms of mass ratio.
- the phosphoric acid ester type anionic surfactant is not particularly limited. For example, what is described in paragraph [0031] of International Publication No. 2016/098796 can be included.
- the liquid film cleaving agent in the first embodiment and the second embodiment preferably contains a compound having a mass average molecular weight of 500 or more.
- This mass average molecular weight greatly affects the viscosity of the liquid film cleaving agent.
- the liquid film cleaving agent keeps the viscosity high so that it does not easily flow off when the liquid passes between the fibers, and the liquid film cleaving effect in the nonwoven fabric can be maintained.
- the mass average molecular weight of the compound contained in the liquid film cleavage agent is more preferably 1000 or more, further preferably 1500 or more, and particularly preferably 2000 or more.
- the measurement of the mass average molecular weight is performed using GPC “CCPD” (trade name, manufactured by Tosoh Corporation). The measurement conditions are as follows. The calculated molecular weight is calculated with polystyrene. Separation column: GMHHR-H + GMHHR-H (cation) Eluent: L Farmin DM20 / CHCl 3 Solvent flow rate: 1.0 mL / min Separation column temperature: 40 ° C
- the liquid film cleaving agent in the first embodiment includes a compound having at least one structure selected from the group consisting of the following structures X, XY, and YXY, as will be described later. It is preferable. Structure X is> C (A)- ⁇ C represents a carbon atom. ⁇ ,>, And-indicate a bond. The same applies hereinafter.
- a hydrogen atom or —C (A) 3 , —C (A) 2 B, —C (A) (B) 2, —C (A) 2 —C (R 1 ) 3 , -C (R 1 ) 2 A, -C (R 1 ) 3 , -OSi (R 1 ) 3 , -OSi (R 1 ) 2 (R 2 ), -Si (R 1 ) 3 , -Si (R 1 ) having at least one group selected from the group consisting of 2 (R 2 ).
- R 1 and R 2 are each independently a hydrogen atom, an alkyl group (preferably having a carbon number of 1 to 20, preferably a methyl group, an ethyl group or a propyl group), an alkoxy group (having a carbon number of 1 to 20).
- Preferred examples include various substituents such as a methoxy group and an ethoxy group, an aryl group (preferably having 6 to 20 carbon atoms, eg a phenyl group), and a halogen atom (eg a fluorine atom is preferred). Show.
- a and B each independently represent a substituent containing an oxygen atom or a nitrogen atom, such as a hydroxyl group, a carboxylic acid group, an amino group, an amide group, an imino group, or a phenol group.
- R 1 , R 2 , A, and B in the structure X may be the same as or different from each other.
- a continuous bond between C (carbon atom) and Si is usually a single bond, but may include a double bond or a triple bond, and the bond between C and Si includes an ether group (- O—), amide group (—CONR A —: RA is a hydrogen atom or a monovalent group), ester group (—COO—), carbonyl group (—CO—), carbonate group (—OCOO—), etc. Groups may be included.
- the number of one C and Si bonded to the other C or Si is 1 to 4, and a long-chain silicone chain (siloxane chain) or mixed chain is branched or has a radial structure. There may be cases.
- Y represents a hydrophilic group having hydrophilicity including an atom selected from a hydrogen atom, a carbon atom, an oxygen atom, a nitrogen atom, a phosphorus atom, and a sulfur atom.
- a hydroxyl group, a carboxylic acid group, an amino group, an amide group, an imino group, a phenol group, a POA group the oxyalkylene group preferably has 1 to 4 carbon atoms.
- a POE group or a POP group is preferable
- a sulfonic acid Group for example, a POE group or a POP group is preferable
- a sulfonic acid Group for example, a POE group or a POP group is preferable
- a sulfate group for example, a POE group or a POP group is preferable
- a sulfate group for example, a POE group or a POP group
- phosphate group sulfobetaine group
- carbobetaine group for example, a POE group or a POP group is preferable
- phosphobetaine group are betaine residues obtained by removing one hydrogen atom from each betaine compound
- a hydrophilic group such as a group alone or a combination thereof.
- the groups and functional groups mentioned in M 1 described later are also included.
- Y is plural, they may be the same or different. In structures XY and YXY, Y is attached to X or
- the terminal group of X is bonded to Y by removing, for example, the same number of hydrogen atoms as the number of bonds to Y.
- the hydrophilic groups Y, A, and B can be selected from the groups specifically described to satisfy the aforementioned expansion coefficient, water solubility, and interfacial tension.
- the target liquid film cleavage effect is expressed.
- the liquid film cleaving agent preferably contains a compound in which the structure X is a siloxane structure. Furthermore, in the liquid film cleaving agent, as specific examples of the structures X, XY, and YXY, the structures represented by the following formulas (1) to (11) are arbitrarily combined from a siloxane chain. Is preferably included. Furthermore, it is preferable from the viewpoint of the liquid film cleaving action that this compound has a mass average molecular weight in the above-mentioned range.
- M 1 , L 1 , R 21 , and R 22 represent the following monovalent or polyvalent (divalent or higher) groups.
- R 23 and R 24 represent the following monovalent or polyvalent (divalent or higher) group or a single bond.
- M 1 represents a hydrophilic group having a plurality of hydroxyl groups such as a POE group, a POP group, a POB group, a group having a POA group or a combination thereof, an erythritol group, a xylitol group, a sorbitol group, a glycerin group, or an ethylene glycol group.
- hydroxyl groups such as erythritol, a hydroxyl group, a carboxylic acid group, a mercapto group, and an alkoxy group (preferably having 1 to 20 carbon atoms, for example, a methoxy group is preferred.
- M 1 When M 1 is a polyvalent group, M 1 represents a group obtained by removing one or more hydrogen atoms from each of the above groups or functional groups.
- L 1 is an ether group, an amino group (an amino group that can be taken as L 1 is represented by> NR C (R C is a hydrogen atom or a monovalent group)), an amide group, an ester group, a carbonyl group, The bonding group of a carbonate group is shown.
- R 21 , R 22 , R 23 , and R 24 are each independently an alkyl group (preferably having 1 to 20 carbon atoms.
- methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group) Group, heptyl group, 2-ethylhexyl group, nonyl group and decyl group are preferred
- alkoxy group preferably having 1 to 20 carbon atoms, for example, preferably methoxy group and ethoxy group
- aryl group having 6 to 6 carbon atoms.
- R 20 is preferable, for example, a phenyl group is preferable), a fluoroalkyl group, an aralkyl group, a hydrocarbon group obtained by combining them, or a halogen atom (for example, a fluorine atom is preferable).
- R ⁇ 22 > and R ⁇ 23 > are polyvalent groups
- examples of the group that can be taken as R 22 or R 23 include an imino group that can be taken as R 32 in addition to the above groups, the hydrocarbon group, or the halogen atom. It is done.
- the liquid film cleaving agent has a structure represented by any one of formulas (1), (2), (5) and (10) as X, and the end of X or the end of X and Y It is preferable that the group consisting of includes a compound having a structure represented by any of the above formulas other than these formulas. Further, X or a group consisting of X terminal and Y has a structure represented by any of the above formulas (2), (4), (5), (6), (8) and (9). It is preferable to include a compound composed of at least one siloxane chain.
- the compound include organic surfactants (polysiloxanes) that are silicone surfactants.
- organic surfactants polysiloxanes
- examples of the organic modified silicone modified with a reactive organic group include amino modified, epoxy modified, carboxy modified, diol modified, carbinol modified, (meth) acryl modified, mercapto modified, and phenol modified.
- examples of the organically modified silicone modified with a non-reactive organic group include polyether modified (including POA modified), methylstyryl modified, long chain alkyl modified, higher fatty acid ester modified, higher alkoxy modified, higher fatty acid modified, Examples include fluorine-modified ones.
- the expansion coefficient exhibiting the above-mentioned liquid film cleavage action can be obtained.
- long chain refers to those having 12 or more carbon atoms, preferably those having 12 to 20 carbon atoms.
- “higher” means one having 6 or more carbon atoms, preferably 6 to 20 carbon atoms.
- a modified silicone having a structure in which the liquid film cleaving agent, which is a modified silicone, such as POA-modified silicone, epoxy-modified silicone, carbinol-modified silicone, and diol-modified silicone has at least one oxygen atom in the modified group is preferable.
- POA modified silicone is preferred. Since the POA-modified silicone has a polysiloxane chain, it hardly penetrates into the fiber and tends to remain on the surface.
- the addition of a hydrophilic POA chain is preferable because the affinity with water is increased and the interfacial tension is low. Therefore, it is preferable that the movement on the surface of the liquid film described above easily occurs.
- the POA-modified silicone is subjected to hot melt processing such as embossing, it tends to remain on the fiber surface at that portion, and the liquid film cleavage action is difficult to reduce.
- the liquid film cleaving action is sufficiently exhibited at the embossed portion where the liquid tends to accumulate, which is preferable.
- the POA-modified silicone examples include those represented by the following formulas [I] to [IV]. Further, the POA-modified silicone preferably has a mass average molecular weight within the above-mentioned range from the viewpoint of the liquid film cleavage action.
- R 31 is an alkyl group (preferably having 1 to 20 carbon atoms. For example, methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group, heptyl group, 2-ethyl-hexyl group, Nonyl group and decyl group are preferred).
- R 32 represents a single bond or an alkylene group (preferably having a carbon number of 1 to 20, for example, a methylene group, an ethylene group, a propylene group or a butylene group is preferred), and preferably represents the alkylene group.
- the plurality of R 31 and the plurality of R 32 may be the same as or different from each other.
- M 11 represents a group having a POA group, and a POA group is preferred.
- the POA group include a POE group, a POP group, a POB group, or a copolymer of these constituent monomers.
- m and n are each independently an integer of 1 or more. Note that the symbols of these repeating units are determined separately in each of the formulas [I] to [IV], and do not necessarily indicate the same integer, and may be different.
- the POA-modified silicone may have one or both modified groups of POE modification and POP modification. Further, in order to have a low interfacial tension that is insoluble in water, it is desirable to have a methyl group in the alkyl group R 31 of the silicone chain.
- a group having a modifying group and a silicone chain is not particularly limited, and examples thereof include those described in paragraphs [0006] and [0012] of JP-A No. 2002-161474. More specifically, POE / POP-modified silicone, POE-modified silicone, POP-modified silicone and the like can be mentioned.
- Examples of the POE-modified silicone include POE (3) -modified dimethyl silicone added with 3 moles of POE.
- POP-modified silicone examples include POP (10) -modified dimethyl silicone, POP (12) -modified dimethyl silicone, POP (24) -modified dimethyl silicone to which POP is added at 10 mol, 12 mol, or 24 mol.
- the expansion coefficient and water solubility of the compound included in the first embodiment described above are, for example, the number of moles of POA groups added in POA-modified silicone (the number of bonds of oxyalkylene groups forming POA groups to 1 mole of POA-modified silicone),
- a predetermined range can be obtained by the following modification rate.
- the surface tension and the interfacial tension can be similarly set within a predetermined range. From the above viewpoint, those having an added mole number of the POA group of 1 or more are preferable.
- the number of added moles is more preferably 3 or more, and further preferably 5 or more.
- the added mole number is preferably 30 or less, more preferably 20 or less, and still more preferably 10 or less.
- the modification rate of the modified silicone is preferably 5% or more, more preferably 10% or more, and even more preferably 20% or more in order to maintain the hydrophilicity necessary for the liquid film cleaving action (particularly expandability). Further, in order to maintain water insolubility necessary for the liquid film cleaving action, it is preferably 95% or less, more preferably 70% or less, still more preferably 40% or less.
- the modification rate of the modified silicone is the ratio of the number of repeating units of the modified siloxane bonding portion to the total number of repeating units of the siloxane bonding portion in one molecule of the modified silicone.
- the polyalkylene-modified silicone used as the liquid film cleaving agent is disposed as 0.02% by mass or more and 5% by mass or less (OPU) with respect to the fiber mass.
- the arrangement ratio (OPU) of the polyalkylene-modified silicone is more preferably 1% by mass or less, and further preferably 0.4% by mass or less. By doing so, the tactile sensation of the nonwoven fabric becomes preferable.
- the arrangement ratio (OPU) is more preferably 0.04% by mass or more, and further preferably 0.1% by mass or more.
- the liquid film cleaving agent may contain a compound other than the polyalkylene-modified silicone.
- the total amount of the liquid film cleaving agent is preferably in the above-mentioned range.
- the fiber mass here means the fiber mass of the whole nonwoven fabric including the arrangement
- the liquid film cleaving agent in the second embodiment includes a compound having at least one structure selected from the group consisting of the following structures Z, ZY, and YZY. preferable.
- the structure Z includes:> C (A)- ⁇ C: carbon atom>, -C (A) 2- , -C (A) (B)-,> C (A) -C (R 3 ) ⁇ ,> C Any basic structure of (R 3 ) —, —C (R 3 ) (R 4 ) —, —C (R 3 ) 2 —,> C ⁇ is repeated, or two or more are combined Represents a hydrocarbon chain of structure.
- R 3 and R 4 are each independently a hydrogen atom or an alkyl group (preferably having 1 to 20 carbon atoms.
- methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group, heptyl Group, 2-ethyl-hexyl group, nonyl group and decyl group are preferable
- alkoxy group preferably having 1 to 20 carbon atoms, for example, methoxy group and ethoxy group are preferable
- aryl group having 6 to 20 carbon atoms.
- Preferred examples thereof include a phenyl group.
- a and B each independently represent a substituent containing an oxygen atom or a nitrogen atom, such as a hydroxyl group, a carboxylic acid group, an amino group, an amide group, an imino group, or a phenol group.
- R 3 , R 4 , A, and B in the structure Z they may be the same as or different from each other.
- the bond between successive C (carbon atoms) is usually a single bond, but may include a double bond or a triple bond, and the bond between C includes an ether group, an amide group, an ester group.
- a linking group such as a carbonyl group or a carbonate group may be included.
- Y represents a hydrophilic group having hydrophilicity including an atom selected from a hydrogen atom, a carbon atom, an oxygen atom, a nitrogen atom, a phosphorus atom, and a sulfur atom.
- a hydrophilic group having hydrophilicity including an atom selected from a hydrogen atom, a carbon atom, an oxygen atom, a nitrogen atom, a phosphorus atom, and a sulfur atom.
- hydroxyl group, carboxylic acid group, amino group, amide group, imino group, phenol group; or POA group (oxyalkylene group preferably has 1 to 4 carbon atoms.
- POE group, POP group, POB group, or A POA group combining them is preferable.
- a hydrophilic group having a plurality of hydroxyl groups such as an erythritol group, a xylitol group, a sorbitol group, a glycerin group, and an ethylene glycol group; or a sulfonic acid group, a sulfuric acid group, and phosphoric acid Group, a sulfobetaine group, a carbobetaine group, a phosphobetaine group, a quaternary ammonium group, an imidazolium betaine group, an epoxy group, a carbinol group, a methacryl group or the like alone; or a hydrophilic group comprising a combination thereof .
- Y When Y is plural, they may be the same or different.
- Y is bonded to Z or a terminal group of Z.
- the terminal group of Z is bonded to Y by removing, for example, the same number of hydrogen atoms as the number of bonds to Y.
- the hydrophilic groups Y, A, and B can be selected from the groups specifically described to satisfy the aforementioned expansion coefficient, water solubility, and interfacial tension. Thus, the target liquid film cleavage effect is expressed.
- the compound contained in the liquid film cleaving agent is an arbitrary combination of structures represented by the following formulas (12) to (25) as specific examples of the structures Z, ZY, and YZY. Is preferred. Furthermore, it is preferable from the viewpoint of the liquid film cleaving action that this compound has a mass average molecular weight in the above-mentioned range.
- M 2 , L 2 , R 41 , R 42 , and R 43 represent the following monovalent or polyvalent groups (divalent or higher).
- M 2 is a POE group, a POP group, a POB group, a group having a POA group or a combination thereof, a hydrophilic group having a plurality of hydroxyl groups such as an erythritol group, a xylitol group, a sorbitol group, a glycerin group or an ethylene glycol group, Hydroxyl group, carboxylic acid group, mercapto group, alkoxy group (preferably having 1 to 20 carbon atoms, preferably methoxy group), amino group, amide group, imino group, phenol group, sulfonic acid group, quaternary ammonium group, sulfo group A betaine group, a hydroxysulfobetaine group, a phosphobetaine group, an imidazolium betaine
- L 2 represents a bonding group such as an ether group, an amino group, an amide group, an ester group, a carbonyl group, a carbonate group, or a POE group, a POP group, a POB group, or a POA group obtained by combining them.
- R 41 , R 42 , and R 43 are each independently a hydrogen atom or an alkyl group (preferably having 1 to 20 carbon atoms.
- a methyl group, an ethyl group, a propyl group, an isopropyl group, a butyl group, a pentyl group, a hexyl group) , A heptyl group, a 2-ethylhexyl group, a nonyl group and a decyl group are preferable, an alkoxy group (preferably having 1 to 20 carbon atoms, for example, a methoxy group and an ethoxy group are preferable), an aryl group (having 6 to 20 carbon atoms).
- a phenyl group is preferable), a fluoroalkyl group, an aralkyl group, a hydrocarbon group obtained by combining them, or various substituents composed of a halogen atom (for example, a fluorine atom is preferable).
- R 42 is a polyvalent group
- R 42 is the above-described substituent, further showing a group obtained by removing one or more hydrogen atoms.
- another structure may be arbitrarily connected to the tip of the bond described in each structure, or a hydrogen atom may be introduced.
- polyether compounds and nonionic surfactants can be mentioned.
- the POA alkyl ether represented by any one of the formula [V] the POA glycol represented by the formula [VI] having a mass average molecular weight of 1000 or more, steareth, behenez, PPG myristyl ether, PPG stearyl ether, PPG behenyl ether etc. are mentioned.
- the POA alkyl ether is preferably lauryl ether to which POP is added in an amount of 3 to 24 mol, preferably 5 mol.
- polyether compound PPG having a mass average molecular weight of 1,000 to 10,000, preferably 3,000 to which PPG is added in an amount of 17 to 180 mol, preferably about 50 mol, is preferable.
- the measurement of said mass mean molecular weight can be performed with the measuring method mentioned above.
- the polyether compound and the nonionic surfactant are preferably arranged in an amount of 0.1% by mass or more and 5% by mass or less as an arrangement ratio (OPU) with respect to the mass of the fiber.
- the arrangement ratio (OPU) of the polyether compound or nonionic surfactant is more preferably 1% by mass or less, and further preferably 0.4% by mass or less. By doing so, the tactile sensation of the nonwoven fabric becomes preferable.
- the arrangement ratio (OPU) is more preferably 0.15% by mass or more, and further 0.2% by mass or more. preferable.
- L 21 represents a bonding group such as an ether group, an amino group, an amide group, an ester group, a carbonyl group, a carbonate group, a POE group, a POP group, a POB group, or a POA group obtained by combining them.
- R 51 represents a hydrogen atom, methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group, heptyl group, 2-ethylhexyl group, nonyl group, decyl group, methoxy group, ethoxy group, phenyl group , A fluoroalkyl group, an aralkyl group, a hydrocarbon group obtained by combining them, or various substituents composed of a fluorine atom.
- A, b, m and n are each independently an integer of 1 or more.
- the number of carbon atoms and the number of hydrogen atoms are determined independently in each of the formulas [V] and [VI], and may not necessarily represent the same integer and may be different.
- “m” in — (C a H b O) m — is an integer of 1 or more.
- the value of this repeating unit is determined independently in each of the formulas [V] and [VI], and does not necessarily indicate the same integer, and may be different.
- the expansion coefficient, surface tension, and water solubility of the second embodiment described above can be set within predetermined ranges in the polyether compound and the nonionic surfactant, for example, depending on the number of moles of the POA group. From this point of view, it is preferable that the number of moles of the POA group is 1 or more and 70 or less. By setting it to 1 or more, the above-mentioned liquid film cleavage action is sufficiently exhibited. In this respect, the number of moles is more preferably 5 or more, and even more preferably 7 or more. On the other hand, the added mole number is preferably 70 or less, more preferably 60 or less, and still more preferably 50 or less.
- the expansion coefficient, surface tension, interfacial tension, and water solubility described above are determined by using a water-soluble POE group, a water-insoluble POP group, and a POB group in a polyether compound or nonionic surfactant, respectively. Changing the chain length, using a hydrocarbon chain having a branched chain, using a hydrocarbon chain having a double bond, using a hydrocarbon chain having a benzene ring or a naphthalene ring Or by combining the above as appropriate.
- hydrocarbon compounds having 5 or more carbon atoms can be mentioned.
- the number of carbon atoms is preferably 100 or less, more preferably 50 or less, from the viewpoint that the liquid is more easily expanded to the liquid film surface.
- This hydrocarbon compound excludes polyorganosiloxane, and is not limited to a straight chain, but may be a branched chain, and the chain is not particularly limited to saturated or unsaturated.
- OPU positioning ratio
- the arrangement ratio (OPU) of the hydrocarbon compound is preferably 1% by mass or less, more preferably 0.99% by mass or less, and still more preferably 0.4% by mass or less. By doing so, the tactile sensation of the nonwoven fabric becomes preferable. Further, from the viewpoint of sufficiently exhibiting the liquid film cleavage effect due to the arrangement ratio of the hydrocarbon compound, the arrangement ratio (OPU) is more preferably 0.15% by mass or more, and further preferably 0.2% by mass or more.
- Hydrocarbon compounds include oils or fats, such as natural oils or natural fats. Specific examples include coconut oil, camellia oil, castor oil, coconut oil, corn oil, olive oil, sunflower oil, tall oil, and mixtures thereof. Moreover, fatty acids as represented by the formula [VII] such as caprylic acid, capric acid, oleic acid, lauric acid, palmitic acid, stearic acid, myristic acid, behenic acid, and mixtures thereof can be mentioned.
- n and n are each independently an integer of 1 or more.
- C m H n is a hydrocarbon group of each of the above fatty acids.
- Examples thereof include glycerin fatty acid esters and pentaerythritol fatty acid esters, and specific examples include glyceryl tricaprylate, glyceryl tripalmitate, and mixtures thereof.
- the mixture of glycerin fatty acid ester and pentaerythritol fatty acid ester typically contains some mono-, di-, and triesters.
- glycerin fatty acid ester examples include glyceryl tricaprylate, a mixture of glyceryl tricapryate, and the like. Further, from the viewpoint of reducing the interfacial tension and obtaining a higher expansion coefficient, a polyhydric alcohol fatty acid ester having a POA group introduced to the extent that water insolubility can be maintained may be used.
- m, m ′, m ′′, n, n ′, and n ′′ are each independently an integer of 1 or more.
- the plurality of m and the plurality of n may be the same as or different from each other.
- C m H n, C m 'H n' and C m '' H n '' are each a hydrocarbon group of each of the fatty acid.
- fatty acids or fatty acid mixtures in which linear or branched, saturated or unsaturated fatty acids form esters with polyols having a large number of hydroxyl groups, and some of the hydroxyl groups remain unesterified are represented by the formula [ IX], glycerin fatty acid ester, sorbitan fatty acid ester, and partial esterified product of pentaerythritol fatty acid ester represented by any of formula [X] or any of formula [XI].
- a mixture composed of partially esterified products such as glycerin fatty acid ester, sorbitan fatty acid ester, and pentaerythritol fatty acid ester typically contains some fully esterified compound.
- m and n are each independently an integer of 1 or more.
- the plurality of m and the plurality of n may be the same as or different from each other.
- C m H n is a hydrocarbon group of each of the above fatty acids.
- R 52 represents a linear or branched, saturated or unsaturated hydrocarbon group (an alkyl group, an alkenyl group, an alkynyl group, or the like) having 2 to 22 carbon atoms. Specific examples include 2-ethylhexyl group, lauryl group, myristyl group, palmityl group, stearyl group, behenyl group, oleyl group, linole group and the like.
- m and n are each independently an integer of 1 or more.
- the plurality of m and the plurality of n may be the same as or different from each other.
- C m H n is a hydrocarbon group of each of the above fatty acids.
- sterols can be mentioned.
- Specific examples include cholesterol, sitosterol, stigmasterol, ergosterol, and mixtures thereof having a sterol structure of the formula [XII].
- the alcohol examples include lauryl alcohol, myristyl alcohol, cetyl alcohol, stearyl alcohol, cetostearyl alcohol, behenyl alcohol, and mixtures thereof as represented by the formula [XIII].
- n and n are each independently an integer of 1 or more.
- C m H n is a hydrocarbon group of each of the above alcohol.
- fatty acid ester examples include isopropyl myristate, isopropyl palmitate, cetylethylhexanoate, triethylhexanoin, octyldodecyl myristate, ethylhexyl palmitate, ethylhexyl stearate, butyl stearate as represented by the formula [XIV]. Rate, myristyl myristate, stearyl stearate, cholesteryl isostearate and mixtures thereof.
- m and n are each independently an integer of 1 or more.
- two C m H n may be the same or different.
- C m H n -COO- of C m H n is a hydrocarbon group of each of the above fatty acids.
- C m H n in —COOC m H n represents an alcohol-derived hydrocarbon group that forms an ester.
- wax examples include ceresin, paraffin, petrolatum, mineral oil, liquid isoparaffin, and the like represented by the formula [XV].
- n and n are each independently an integer of 1 or more.
- the expansion coefficient, surface tension, water solubility, and interfacial tension of the second embodiment described above are such that, for example, in the above hydrocarbon compound having 5 or more carbon atoms, the hydrophilic POE group can be maintained water-insoluble.
- Introducing a small amount introducing a POP group or POB group that is hydrophobic but capable of reducing the interfacial tension, changing the chain length of the hydrocarbon chain, using a hydrocarbon chain having a branched chain, By using a hydrocarbon chain having a double bond, using a hydrocarbon chain having a benzene ring or a naphthalene ring, the predetermined range can be set.
- liquid film cleaving agent of the first embodiment and the liquid film cleaving agent of the second embodiment may be used in combination of both agents in addition to the forms used separately.
- first compound that is, the aforementioned polyether compound or nonionic surfactant
- second compound that is, the aforementioned hydrocarbon compound having 5 or more carbon atoms
- the compound having a liquid film cleavage effect one or a plurality of compounds selected from the aforementioned compound C1 and compound C2 may be used.
- the surface tension of the liquid film (liquid with a surface tension of 50 mN / m) is used.
- the identification method described in the measurement method such as ( ⁇ w) can be used.
- the component of the liquid film cleaving agent is a compound having a main chain having a siloxane chain or a hydrocarbon compound having 1 to 20 carbon atoms
- the arrangement ratio (OPU) with respect to the fiber mass is determined by the analysis method described above. Based on the mass of the substance obtained, it can be determined by dividing the amount of the liquid film cleaving agent arranged by the mass of the fiber.
- the sanitary napkin 10 of the present embodiment can achieve a reduction in liquid residue and has excellent liquid permeability due to the above action of the liquid film cleaving agent. In addition to this, the stickiness of the skin on the surface 1A of the topsheet 1 is effectively reduced. As a result, the sanitary napkin 10 can realize excellent liquid absorption performance and good wearing feeling. Further, as described in paragraphs [0089] to [0092] of International Publication No. 2016/098796, the non-woven fabric constituting the top sheet 1 has a fiber-to-fiber distance required for the liquid permeability of the top sheet 1 as compared with the conventional one. It can be made smaller. Thereby, it becomes possible to set it as the surface sheet 1 with a softer touch using a finer fiber than before.
- the fiber entanglement points or fiber fusion as described in paragraphs [0095] to [0096] of International Publication No. 2016/098796. It is preferable that the liquid film cleaving agent is localized near the point.
- the liquid film cleaving agent placement portion 11 can be formed using various methods. For example, the method described in paragraphs [0098] and [0099] of International Publication No. 2016/098796 can be used. Among these, application by spraying, application by slot coater, application by gravure method, flexo method, dipping method and the like are preferable. From the viewpoint of localization described above, and from the viewpoint of suitably controlling the coating range on the back surface 1B side of the top sheet 1, a flexo coating method is particularly preferable.
- the surface sheet 1 is liquid-permeable, and those used for this type of article can be used without particular limitation.
- a hydrophilic thermal bond nonwoven fabric is preferable, and an air-through nonwoven fabric is particularly preferable from the viewpoint of promptly absorbing the excreted body fluid and transmitting it to the absorbent body and the good touch.
- It is preferably a thermoplastic resin fiber that has been subjected to a hydrophilic treatment, and the fiber is a fiber that has undergone a three-dimensional crimp such as a secondary crimp or a tertiary crimp.
- Examples of the uneven surface sheet shown in FIG. 2 include those made of nonwoven fabrics described in paragraphs [0010] to [0055] of Japanese Patent Application Laid-Open No. 2015-110846.
- hydrophilizing agents various alkyl sulfonates represented by ⁇ -olefin sulfonate, acrylate, acrylate / acrylamide copolymer, ester amide, ester amide salt, PEG and its derivatives, water-soluble Hydrophilic treatment with a hydrophilizing agent known to those skilled in the art such as polyester resin, various silicone derivatives, various sugar derivatives, and mixtures thereof can be used.
- the absorber 3 what is used for this kind of article can be arbitrarily adopted without any particular limitation.
- seat etc. is mentioned.
- a superabsorbent polymer may be further disposed on the absorbent core.
- the material for the core wrap sheet include paper and pulp sheets manufactured using hydrophilic fibers as raw materials, and hydrophilic nonwoven fabrics.
- the absorbent body 3 may be a sheet. Examples of the sheet-like material include paper and pulp sheets manufactured using hydrophilic fibers as raw materials.
- a water absorbent sheet for example, a water absorbent described in JP-A-8-246395, in which an absorbent core made of an aggregate of superabsorbent polymer materials is sandwiched and fixed between two base sheets (absorbent paper or nonwoven fabric). And a polymer sheet described in JP-A No. 2004-275225).
- the fibers of the fiber assembly and the hydrophilic fibers include, for example, natural fibers such as wood pulp and plant pulp such as softwood pulp and hardwood pulp, regenerated fibers such as cupra and rayon, semi-synthetic fibers such as acetate, polyolefins, Examples thereof include synthetic fibers such as polyamides and polyesters, and one of these can be used alone or two or more of them can be used in combination.
- a moisture permeable film alone, a laminate obtained by bonding a film and a nonwoven fabric, or a water-repellent nonwoven fabric can be used. It is most preferable to use a moisture permeable film alone as a leak-proof material from the viewpoint of cost and matching with an anti-displacement adhesive.
- a film material in this case a film obtained by stretching and extruding a thermoplastic resin and an inorganic filler that is incompatible with the thermoplastic resin and extruding the film to a predetermined size, or essentially moisture
- the non-porous film which is highly compatible and can discharge water vapor, such as a permeable membrane.
- the sanitary napkin 10 of the present embodiment is not limited to the above-described configuration, and may be various modifications and may include other components.
- the leak-proof groove 5 may be a combination of grooves separated into a plurality instead of being annular.
- the rear portion R may have a rear flap portion that extends long so as to cover the wearer's buttocks, and the crotch portion C has a pair of wing portions that are fixed to the crotch of the underwear. May be.
- seat which prevents the side leakage of excretion liquid may be distribute
- the adhesion part fixed to underwear in the non-skin contact surface side of the back surface sheet 2, and also there may be a peeling sheet etc. which covers this adhesion part so that peeling is possible.
- the liquid film cleaving agent may be disposed on another member in addition to the top sheet 1.
- the absorbent article of the present invention is not limited to the sanitary napkin described above, and may be various ones that absorb and retain excretory fluid.
- it may be a panty liner, an incontinence pad, a diaper, a urine collection pad, or the like.
- the present invention further discloses the following non-woven fabric manufacturing method, top sheet manufacturing method, and absorbent article with respect to the above-described embodiment.
- ⁇ 1> Applying a liquid film cleaving agent to one side of the first fiber layer having heat-fusible fibers; Laminating a second fiber layer having a heat-fusible fiber on the surface of the first fiber layer provided with the liquid film cleaving agent; The manufacturing method of a nonwoven fabric which has the process of joining the said 1st fiber layer and the said 2nd fiber layer by heat sealing
- ⁇ 2> Providing one or more compounds selected from the following compound C1 and the following compound C2 on one side of the first fiber layer having the heat-fusible fiber; A step of laminating a second fiber layer having a heat-fusible fiber on the surface of the first fiber layer to which one or a plurality of compounds selected from the compound C1 and the compound C2 is applied; The manufacturing method of a nonwoven fabric which has the process of joining the said 1st fiber layer and the said 2nd fiber layer by heat sealing
- [Compound C1] A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- [Compound C2] A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
- ⁇ 3> In the step of applying the liquid film cleaving agent or one or more compounds selected from the compound C1 and the compound C2, one or more selected from the liquid film cleaving agent or the compound C1 and the compound C2.
- the heat treatment at a temperature equal to or higher than the melting point of the heat-fusible fiber is an embossing pressure-bonding treatment, and after the embossing pressure-bonding treatment, hot air treatment at a temperature equal to or lower than the melting point of the heat-fusible fiber is performed.
- the manufacturing method of the nonwoven fabric any one of ⁇ 3>.
- ⁇ 5> The method for producing a nonwoven fabric according to any one of ⁇ 1> to ⁇ 4>, wherein the nonwoven fabric is a surface sheet for absorbent articles.
- ⁇ 6> Using the nonwoven fabric produced by the production method according to any one of ⁇ 1> to ⁇ 4> as a top sheet, and laminating and bonding an absorber and a back sheet on one surface side of the top sheet A method for manufacturing an absorbent article.
- ⁇ 7> The absorbent article manufactured by the manufacturing method according to ⁇ 6> above, wherein the top sheet is selected from an arrangement portion of the liquid film cleaving agent or the compound C1 and the compound C2 at an intermediate thickness position.
- the said surface sheet is an absorbent article which has the arrangement
- the said surface sheet is an absorptive article which has the arrangement
- [Compound C1] A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- [Compound C2] A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
- the intermediate thickness position of the surface sheet is a portion on the inner side of the surface of the surface sheet facing the wearer's skin and the surface of the surface facing the absorber, and preferably the surface sheet is divided into three equal parts.
- ⁇ 11> The absorbent article according to any one of ⁇ 7> to ⁇ 10>, wherein the topsheet is a laminated sheet in which a plurality of fiber layers are bonded by heat fusion.
- the intermediate thickness position of the topsheet is a boundary surface between the fiber layers.
- the said surface sheet is an absorbent article which has the arrangement
- the said surface sheet is an absorptive article which has the arrangement part of one or a plurality of compounds chosen from the following compound C1 and the following compound C2 on the above-mentioned absorber side.
- [Compound C1] A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- [Compound C2] A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
- ⁇ 15> Any one of ⁇ 7> to ⁇ 14>, wherein a non-arranged part of the liquid film cleaving agent or a non-arranged part of the compound C1 and the compound C2 is further provided in the region having the arranged part. 2.
- ⁇ 16> The absorbent article according to any one of ⁇ 7> to ⁇ 15>, wherein there are a plurality of the arrangement portions in a planar direction of the top sheet.
- the area having the arrangement portion is an area of the entire plane direction of the topsheet in the plane direction at the intermediate thickness position of the topsheet or the surface facing the absorber side of the topsheet, ⁇ 7> to ⁇ 16 > Any one of>.
- the area ratio of the arrangement portion occupying the area of the surface sheet is smaller on the surface facing the wearer skin side of the surface sheet than the surface facing the thickness intermediate position or the absorber side of the surface sheet,
- the area ratio of the arrangement part is 5% or more and 75% or less, preferably 10% or more, and more preferably 20% or more, in the thickness intermediate position of the top sheet or the surface facing the absorber side of the top sheet.
- the absorbent article according to any one of ⁇ 7> to ⁇ 18> preferably 60% or less and more preferably 50% or less.
- the area ratio of the arrangement part is any one of the above items ⁇ 7> to ⁇ 18>, which is 20% or more and 50% or less at a thickness intermediate position of the surface sheet or a surface facing the absorber side of the surface sheet.
- the surface sheet contains a hydrophilizing agent, and the amount of the hydrophilizing agent disposed is greater on the surface facing the absorbent side of the surface sheet than on the surface facing the wearer's skin side of the surface sheet, ⁇ 7> to The absorbent article according to any one of ⁇ 20>.
- the mass ratio of the total amount of the hydrophilic agent arranged on the surface facing the absorber side of the top sheet to the total amount of the hydrophilic agent arranged on the surface facing the wearer skin of the top sheet 1 is 1. 2 or more and 17.3 or less, 1.7 or more are preferable, 2.7 or more are more preferable, 9.1 or less are preferable, and 5.9 or less are more preferable, Absorbency as described in said ⁇ 21> Goods.
- the mass ratio of the total amount of the hydrophilic agent arranged on the surface facing the absorber side of the top sheet to the total amount of the hydrophilic agent arranged on the surface facing the wearer skin of the top sheet is 2.7 or more.
- the absorbent article as described in said ⁇ 21> which is 5.9 or less.
- the total amount of the liquid film cleaving agent or the mass ratio of the total amount of the hydrophilizing agent to the total amount of the compound C1 and the compound C2 (the hydrophilizing agent / the liquid film cleaving agent or the compound) is 3/10 or more. Any of the above ⁇ 21> to ⁇ 23>, which is 9/10 or less, preferably 1/2 or more, more preferably 3/4 or more, more preferably 17/20 or less, and more preferably 4/5 or less. 2.
- the total amount of the liquid film cleaving agent or the mass ratio of the total amount of the hydrophilizing agent to the total amount of the compound C1 and the compound C2 (the hydrophilizing agent / the liquid film cleaving agent or the compound) is 3/4 or less.
- the viscosity of the liquid film cleaving agent or the viscosity of one or more compounds selected from the compound C1 and the compound C2 is 0 cps or more, preferably 6000 cps or less, more preferably 600 cps or less, and even more preferably 200 cps or less.
- ⁇ 27> The absorbent article according to any one of ⁇ 21> to ⁇ 26>, wherein the hydrophilizing agent includes one or more selected from a nonionic surfactant and a compound having a surface tension of 42 mN / m or more.
- the hydrophilizing agent includes one or more selected from a hydrocarbon-based nonionic surfactant and a silicone-based nonionic surfactant having a hydrophobic group having a hydrophobicity lower than that of a fluorocarbon group.
- the absorbent article according to any one of ⁇ 7> to ⁇ 28>, wherein the arrangement portion is provided in a liquid receiving region in a surface sheet of the absorbent article.
- the liquid-receiving region has a width direction 2 in the width direction from a line that bisects the length in the width direction in the width direction of the article. .5 cm or less, and in the longitudinal direction, the region is arranged in the entire longitudinal direction of the crotch C.
- the length in the width direction is It is an area of 3.5 cm or less in the left-right width direction from a line that bisects the height, and in the longitudinal direction, it is an area of 8.0 cm or less in the front direction from the line that bisects the vertical direction of the diaper.
- the liquid film cleaving agent or the compound C1 includes a compound having an expansion coefficient of 20 mN / m or more, a water solubility of 0 g or more and 0.025 g or less, and a viscosity of 200 cps or less with respect to a liquid having a surface tension of 50 mN / m.
- the absorbent article according to any one of ⁇ 7> to ⁇ 30>.
- the liquid film cleaving agent or the compound C1 has an expansion coefficient of 20 mN / m or more for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and a surface tension of 20 mN / m or more and 30 mN / m.
- An absorbent article having a top sheet, a back sheet, and an absorbent body sandwiched between the top sheet and the back sheet, Use for the liquid film cleavage of an absorbent article, wherein the surface sheet has an arrangement portion of one or more compounds selected from the following compound C1 and the following compound C2 at an intermediate thickness position.
- Compound C1 A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- Compound C2 A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
- An absorbent article having a top sheet, a back sheet, and an absorbent body sandwiched between the top sheet and the back sheet, Use for the liquid film cleavage of an absorbent article, wherein the top sheet has an arrangement portion of one or a plurality of compounds selected from the following compound C1 and the following compound C2 on the absorber side.
- Compound C1 A compound having an expansion coefficient of 15 mN / m or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m.
- Compound C2 A compound having an expansion coefficient greater than 0 mN / m for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m or less of 20 mN / m or less. .
- Example 1 Preparation of nonwoven fabric sample (raw material of surface sheet sample) As a raw fiber nonwoven fabric to be the skin side layer 17, a core-sheath type composite heat fusion of a core: polyethylene terephthalate, sheath: polyethylene component with a fineness of 1.2 dtex A card web was produced by the card method using an adhesive fiber, and this was subjected to hot air treatment with an air-through heat treatment machine to form a sheet to prepare a skin side fiber nonwoven fabric having a basis weight of 18 g / m 2 .
- Non-skin side having a basis weight of 22 g / m 2 using a side-by-side composite latent crimpable fiber having a fineness of 2.3 dtex and two components of polyethylene and polypropylene as a raw fiber web to be the non-skin side layer 18 A fiber web was prepared.
- the raw material nonwoven fabric and raw material fiber web which were used were coated with 0.4% by mass of the hydrophilizing agent based on the fiber mass.
- the skin-side non-woven fabric and the non-skin-side fiber web were laminated, and ultrasonic embossing was performed from the upper fiber web side with the same emboss pattern as in Example 1 described in JP-A-2015-186543.
- the concave joining part 19 which fusion-joins a skin side fiber nonwoven fabric and a non-skin side fiber web was formed. Then, the process which sprays the hot air of the temperature of 110 degreeC for 10 second from the upper direction of the non-skin side fiber web side used as a non-skin side layer to the thickness direction was performed.
- the crimped fibers of the non-skin-side fiber web are crimped, the non-skin-side fiber web is contracted and the non-skin-side fiber nonwoven fabric is projected in a convex shape
- the obtained nonwoven fabric was cut into a length of 225 mm and a width of 70 mm to obtain a nonwoven fabric sample of Example 1.
- a coating solution comprising the following liquid film cleaving agent was prepared.
- ⁇ Liquid film cleaving agent> POE-modified dimethyl silicone (trade name KF-6015, manufactured by Shin-Etsu Chemical Co., Ltd.), wherein X in the structure XY is a dimethyl silicone chain composed of —Si (CH 3 ) 2 O—, and Y is — (C 2 It consists of a POE chain consisting of H 4 O) —, the terminal group of the POE chain is a methyl group (CH 3 ), the modification rate is 20%, and the POE addition mole number is 3.
- Tables 1 and 2 show the expansion coefficient of the liquid film cleaving agent for a liquid having a surface tension of 50 mN / m. These numerical values are measured by the measurement method described above, and the same applies to the following examples and reference examples.
- the “liquid with a surface tension of 50 mN / m” is obtained by adding a nonionic surfactant POE sorbitan monolaurate (trade name: Leoor Super TW-L120, manufactured by Kao Corporation) to 100 g of deionized water.
- a solution having a surface tension adjusted to 50 ⁇ 1 mN / m by adding 3.75 ⁇ L with a pipette (trade name ACURA825, manufactured by Socorex Isba SA) was used.
- the water solubility was measured by adding an agent every 0.0001 g. As a result, what was observed as not dissolving 0.0001 g was defined as “less than 0.0001 g”, 0.0001 g was dissolved, and 0.0002 g observed as not dissolved was defined as “0.0001 g”. The other numerical values were also measured by the same method.
- the viscosity of the liquid film cleaving agent was 163 cps as a result of measurement by the method described above (Method for Measuring Viscosity of Liquid Cleavage Agent).
- the average arrangement ratio of the coating liquid with respect to the total fiber mass of the surface sheet sample (average OPU, hereinafter referred to as arrangement ratio 1), and the arrangement ratio of the coating liquid with respect to the fiber mass in the arrangement portion 11 (arrangement part OPU. Hereinafter, arrangement).
- arrangement ratio is 2.
- Table 1 shows the average arrangement ratio of the hydrophilizing agent and the liquid film cleaving agent (hereinafter referred to as arrangement ratio 5) with respect to the total fiber mass of the surface sheet sample.
- sanitary napkin sample was removed from the sanitary napkin (trade name Why F, happy bare skin 22.5 cm, manufactured by Kao Corporation, manufactured by Kao Corporation), and the surface sheet sample was surface 1A up. And laminated. During lamination, a hot-melt adhesive was intermittently applied in a summit shape and bonded so as to have a coating basis weight of 4.0 g / m 2 between the surface sheet sample and the absorber. . Furthermore, the periphery was sealed and fixed.
- Example 2 A sanitary napkin sample of Example 2 was produced in the same manner as in Example 1 except that the arrangement part of the liquid film cleaving agent was formed in a vertical stripe pattern. At this time, the longitudinal direction of the arrangement
- MD machine flow direction
- Examples 3 and 4 The sanitary napkin samples of Examples 3 and 4 were produced in the same manner as in Example 2 except that the arrangement ratios 1, 2 and 5 were changed as shown in Table 1.
- Example 5 is the same as Example 2 except that the coating solution was applied in a vertical stripe pattern to the non-skin side of the skin-side fiber web before becoming a nonwoven fabric sample (the surface facing the non-skin-side fiber web).
- a sanitary napkin sample was prepared. That is, the arrangement part 11 of the liquid film cleaving agent was formed at the middle position of the thickness of the topsheet 1.
- the skin-side fiber web contracts with the non-skin-side fiber web by hot air treatment (MD contraction rate 76%, CD contraction rate 86%).
- the vertical stripe pattern of the arrangement portion 11 was formed. That is, the width of the placement portion 11 was 1.45 mm, and the width of the non-placement portion 12 was 4.34 mm.
- the width of the placement portion 11 in the surface sheet sample was 1.25 mm, and the width of the non-placement portion 12 was 3.75 mm.
- the area ratio of the arrangement part 11 was 25% unchanged. Arrangement ratios 1, 2 and 5 were as shown in Table 1.
- Example 6 The coating liquid was applied to the entire surface of the non-skin side surface of the skin-side fiber web, and the arrangement ratios 1, 2 and 5 were changed as shown in Table 1 in the same manner as in Example 5 except for Examples 6 to 9.
- a sanitary napkin sample was prepared.
- Example 10 The liquid film cleaving agent used in Example 2 and the following hydrophilizing agent were blended at a mass ratio of 0.65 (total amount of hydrophilizing agent / coating liquid in the coating liquid) at room temperature of 25 ° C.
- a sanitary napkin sample of Example 10 was produced in the same manner as in Example 2 except that the preparation was performed.
- Example 11 A sanitary napkin sample of Example 11 was produced in the same manner as Example 10 except that the arrangement ratios 1, 2 and 5 were as shown in Table 1.
- Example 12 The liquid film cleaving agent used in Example 6 and the following hydrophilizing agent were blended at a mass ratio of 0.5 (total amount of hydrophilizing agent / coating liquid in the coating liquid) at room temperature of 25 ° C. was applied to the entire surface of the non-skin side of the skin-side fiber web before becoming a nonwoven fabric sample (the surface facing the non-skin-side fiber web) as shown in Table 1.
- a sanitary napkin sample of Example 12 was produced in the same manner as Example 6 except for the above.
- Example 13 The sanitary napkin of Example 13 was the same as Example 6, except that PPG was used as the liquid film cleaving agent, X in the structure X consisted of POP chains, and the number of moles of POP groups was 52. A sample was prepared.
- Example 14 POP-modified dimethylsilicone as a liquid film cleaving agent, wherein X in structure XY is composed of a dimethylsilicone chain composed of SiOC 2 H 6 , Y is composed of a POP chain composed of C 3 H 6 O, and the POP addition mole number is A sanitary napkin sample of Example 14 was produced in the same manner as in Example 6 except that 12 samples were used.
- Example 15 Tricaprylic acid / glycolic caprate as a liquid film cleaving agent, Z in the structure ZY is * —O—CH (CH 2 O— *) 2 (* represents a bond), and Y is C 8 H 15 O— or C 10 H 19 O— hydrocarbon chain, the fatty acid composition is the same as in Example 6 except that the caprylic acid is 82% and the capric acid is 18%.
- a sanitary napkin sample of Example 15 was prepared.
- Example 16 A sanitary napkin sample of Example 16 was prepared in the same manner as Example 6 except that liquid isoparaffin was used as the liquid film cleaving agent as the liquid film cleaving agent.
- Example 17 POP alkyl ether as a liquid film cleaving agent, wherein the structure Z is composed of a hydrocarbon chain composed of —CH 2 —, and Y is composed of a POP chain composed of — (C 3 H 6 O) —
- a sanitary napkin sample of Example 17 was prepared in the same manner as in Example 6 except that the number of moles of the group was 15.
- Example 18 Epoxy-modified dimethyl silicone as a liquid film cleaving agent, X in structure XY consisting of a dimethyl silicone chain consisting of —Si (CH 3 ) 2 O—, and Y consisting of an epoxy group consisting of — (RC 2 H 3 O) — A sanitary napkin sample of Example 18 was prepared in the same manner as in Example 6 except that a denaturation rate of 32% was used.
- Example 19 The raw material nonwoven fabric used as the upper layer sheet
- a nonwoven fabric was prepared using a fiber having a fineness of 2.3 dtex according to the method described in JP-A No. 2004-174234.
- the basis weight of the nonwoven fabric was 41 g / m 2 .
- the obtained nonwoven fabric was cut into a length of 400 mm and a width of 105 mm to obtain raw material nonwoven fabrics for the upper layer sheet and the lower layer sheet of Example 19, respectively.
- the same coating liquid as in Example 1 was applied to the entire surface of the non-skin side surface (opposite surface to the lower layer sheet) of the raw material nonwoven fabric to be the upper layer sheet of Example 19, and laminated with the raw material nonwoven fabric to be the lower layer sheet,
- the joint shown in FIG. 8 was intermittently formed by an embossing process, and a surface sheet sample of Example 19 was produced. That is, the arrangement part 11 of the liquid film cleaving agent was formed at the middle position of the thickness of the topsheet 1.
- Arrangement ratios 1, 2 and 5 were as shown in Table 2. Subsequently, the surface sheet was removed from the baby diaper (trade name Merry's Sarah Air-through M size tape type, manufactured by Kao Corporation, manufactured in 2017), and the surface sheet sample was laminated with the surface 1A up instead. The periphery was fixed and the baby diaper sample of Example 19 was produced.
- Comparative Example 1 A sanitary napkin sample of Comparative Example 1 was prepared in the same manner as in Example 1 except that the raw material nonwoven fabric sample (no coating solution was disposed) in Example 1 was used as a top sheet sample. Although the sanitary napkin sample of Comparative Example 1 did not have a hydrophilizing agent derived from the coating solution, the raw material nonwoven fabric sample contained a hydrophilizing agent (a hydrophilizing agent not derived from the coating solution) from the beginning. The whole napkin sample had a hydrophilizing agent.
- Comparative Example 2 A baby diaper sample of Comparative Example 2 was prepared in the same manner as in Example 19 except that the raw material nonwoven fabric sample (no coating solution was disposed) in Example 19 was used as a top sheet sample.
- the baby diaper sample of Comparative Example 2 did not have a hydrophilic agent derived from the coating solution, but the raw material nonwoven fabric sample contained a hydrophilic agent (a hydrophilic agent not derived from the coating solution) from the beginning.
- the whole diaper sample had a hydrophilizing agent.
- Reference Example 1 A sanitary napkin sample of Reference Example 1 was prepared in the same manner as in Example 1 except that the surface having the liquid film cleaving agent placement portion 11 was the surface 1A of the topsheet sample.
- Reference Example 2 The pattern is a lattice pattern (vertical direction of arrangement part 11: pitch 13 mm, horizontal pitch: 8 mm, width of arrangement part 11: 0.8 mm, area ratio: 23.4%), and arrangement ratios 1, 2 and 5
- a sanitary napkin sample of Reference Example 2 was prepared in the same manner as Reference Example 1 except that the values were as shown in Table 2.
- Example 19 Each baby diaper sample was flattened and placed horizontally so that the skin side (surface sheet side) faced upward. Under this condition, after injecting 40 g of artificial urine at a flow rate of 5 g / second and then leaving it for 10 minutes, a total of 3 times was repeated (injection of 120 g in total), and then the mass (W2) of the nonwoven fabric sample was measured.
- the difference (W2 ⁇ W1) which was measured in advance, was calculated from the mass (W1) of the nonwoven fabric sample before the artificial urine was poured. Similar to the measurement of the remaining amount of liquid in the sanitary napkin sample, the above operation was performed three times, and the average of the three times was defined as the remaining amount of liquid (mg).
- the artificial urine was injected at the central portion in the horizontal direction at a position spaced 155 mm inward in the vertical direction from the end on the ventral side in the vertical direction (longitudinal direction) of the absorber.
- Comparative Example 1 no arrangement of liquid film cleaving agent was “5”
- Reference Example 1 average OPU of liquid film cleaving agent 0.4% by mass
- the stickiness of the test sample was evaluated from 1 to 5 when) was "2".
- the average value of a total of 4 adult men and women (2 men and 2 women) was used as the evaluation value for the prevention of stickiness. The higher the score, the better the prevention of skin stickiness.
- Example 1 As shown in Tables 1 and 2, in Comparative Example 1 containing no liquid film cleaving agent, the liquid remaining amount was 198 mg, and in Comparative Example 2, the liquid remaining amount was 99 mg, whereas the liquid remaining amounts in Examples 1 to 18 were The amount of remaining liquid in Comparative Example 1 was about 40 to 90% and the amount of remaining liquid in Example 19 was reduced to about 70% or less of Comparative Example 2. Thus, effective cleavage of the liquid film was confirmed. That is, Examples 1 to 19 were highly effective in reducing liquid residue in the liquid film cleaving agent. In particular, in Examples 10 to 12, since the arrangement portion contained both the liquid film cleaving agent and the hydrophilizing agent, the remaining amount of the liquid was about half or less that of the comparative example with the drawability of the liquid.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Vascular Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Animal Behavior & Ethology (AREA)
- Biomedical Technology (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Botany (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201880018165.8A CN110461290B (zh) | 2017-06-16 | 2018-06-14 | 吸收性物品 |
| RU2020100871A RU2738315C1 (ru) | 2017-06-16 | 2018-06-14 | Впитывающее изделие |
| EP18817925.3A EP3639802B1 (en) | 2017-06-16 | 2018-06-14 | Absorbent article |
| US16/607,155 US20200383844A1 (en) | 2017-06-16 | 2018-06-14 | Absorbent article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017119148 | 2017-06-16 | ||
| JP2017-119148 | 2017-06-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018230666A1 true WO2018230666A1 (ja) | 2018-12-20 |
Family
ID=64660081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/022798 Ceased WO2018230666A1 (ja) | 2017-06-16 | 2018-06-14 | 吸収性物品 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200383844A1 (enExample) |
| EP (1) | EP3639802B1 (enExample) |
| JP (1) | JP6539768B2 (enExample) |
| CN (1) | CN110461290B (enExample) |
| RU (1) | RU2738315C1 (enExample) |
| TW (1) | TWI763865B (enExample) |
| WO (1) | WO2018230666A1 (enExample) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019171595A (ja) * | 2018-03-27 | 2019-10-10 | セイコーエプソン株式会社 | インク吸収体 |
| TWI673493B (zh) * | 2018-10-26 | 2019-10-01 | 國立交通大學 | 氣體感測器 |
| JP7448764B2 (ja) * | 2021-01-27 | 2024-03-13 | エム・エーライフマテリアルズ株式会社 | 繊維用親水剤及び不織布 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08246395A (ja) | 1994-12-28 | 1996-09-24 | Inogami Kk | 吸収性シート及びその製造方法 |
| JP2002161474A (ja) | 2000-11-22 | 2002-06-04 | Matsumoto Yushi Seiyaku Co Ltd | 耐久透水性付与剤及びその繊維 |
| JP2004000465A (ja) * | 2002-03-22 | 2004-01-08 | Kao Corp | 吸収性物品 |
| JP2004174234A (ja) | 2002-11-13 | 2004-06-24 | Kao Corp | 吸収性物品用の表面シート |
| JP2004275225A (ja) | 2003-03-12 | 2004-10-07 | Livedo Corporation | 使い捨て吸収性物品 |
| JP2014502928A (ja) * | 2011-01-19 | 2014-02-06 | ザ プロクター アンド ギャンブル カンパニー | 親水性不織布と疎水性不織布との間の接着部製造プロセス |
| JP2015110846A (ja) | 2013-12-06 | 2015-06-18 | 花王株式会社 | 不織布 |
| JP2015186543A (ja) | 2014-03-27 | 2015-10-29 | 花王株式会社 | 吸収性物品用の表面シート |
| JP2016060995A (ja) * | 2014-09-19 | 2016-04-25 | 花王株式会社 | 凹凸不織布 |
| WO2016098796A1 (ja) | 2014-12-17 | 2016-06-23 | 花王株式会社 | 液膜開裂剤 |
| JP2017119148A (ja) | 2017-02-09 | 2017-07-06 | 京楽産業.株式会社 | 遊技機 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5258129A (en) * | 1987-12-02 | 1993-11-02 | Takemoto Yushi Kabushiki Kaisha | Fluid-permeable agent for non-woven sheets of polyolefin fibers and method of application thereof |
| JP4052906B2 (ja) * | 2002-09-09 | 2008-02-27 | 花王株式会社 | 不織布 |
| JP3883530B2 (ja) * | 2003-09-08 | 2007-02-21 | 花王株式会社 | 複合伸縮部材及びその製造方法 |
| JP5665338B2 (ja) * | 2010-03-24 | 2015-02-04 | ユニ・チャーム株式会社 | 体液処理用品およびその製法 |
| JP5449056B2 (ja) * | 2010-06-25 | 2014-03-19 | 花王株式会社 | 吸収性物品の表面シート |
| JP6933879B2 (ja) * | 2012-02-20 | 2021-09-08 | スミス アンド ネフュー インコーポレイテッド | 多孔質構造体、及びその作製方法 |
| WO2014171388A1 (ja) * | 2013-04-19 | 2014-10-23 | 花王株式会社 | 不織布及び繊維処理剤 |
| JP6360399B2 (ja) * | 2013-12-12 | 2018-07-18 | 花王株式会社 | 長繊維不織布 |
| JP6408320B2 (ja) * | 2014-09-19 | 2018-10-17 | 花王株式会社 | 親水性不織布及び不織布用繊維処理剤 |
| JP5809341B1 (ja) * | 2014-09-29 | 2015-11-10 | 花王株式会社 | 積層不織布及びその製造方法 |
| JP2017039111A (ja) * | 2015-08-21 | 2017-02-23 | 花王株式会社 | 高吸収ポリマー材 |
| CN107920939A (zh) * | 2015-08-24 | 2018-04-17 | 花王株式会社 | 无纺布及具备其的吸收性物品 |
-
2018
- 2018-06-14 TW TW107120442A patent/TWI763865B/zh active
- 2018-06-14 CN CN201880018165.8A patent/CN110461290B/zh active Active
- 2018-06-14 WO PCT/JP2018/022798 patent/WO2018230666A1/ja not_active Ceased
- 2018-06-14 EP EP18817925.3A patent/EP3639802B1/en active Active
- 2018-06-14 US US16/607,155 patent/US20200383844A1/en not_active Abandoned
- 2018-06-14 RU RU2020100871A patent/RU2738315C1/ru active
- 2018-06-14 JP JP2018113821A patent/JP6539768B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08246395A (ja) | 1994-12-28 | 1996-09-24 | Inogami Kk | 吸収性シート及びその製造方法 |
| JP2002161474A (ja) | 2000-11-22 | 2002-06-04 | Matsumoto Yushi Seiyaku Co Ltd | 耐久透水性付与剤及びその繊維 |
| JP2004000465A (ja) * | 2002-03-22 | 2004-01-08 | Kao Corp | 吸収性物品 |
| JP2004174234A (ja) | 2002-11-13 | 2004-06-24 | Kao Corp | 吸収性物品用の表面シート |
| JP2004275225A (ja) | 2003-03-12 | 2004-10-07 | Livedo Corporation | 使い捨て吸収性物品 |
| JP2014502928A (ja) * | 2011-01-19 | 2014-02-06 | ザ プロクター アンド ギャンブル カンパニー | 親水性不織布と疎水性不織布との間の接着部製造プロセス |
| JP2015110846A (ja) | 2013-12-06 | 2015-06-18 | 花王株式会社 | 不織布 |
| JP2015186543A (ja) | 2014-03-27 | 2015-10-29 | 花王株式会社 | 吸収性物品用の表面シート |
| JP2016060995A (ja) * | 2014-09-19 | 2016-04-25 | 花王株式会社 | 凹凸不織布 |
| WO2016098796A1 (ja) | 2014-12-17 | 2016-06-23 | 花王株式会社 | 液膜開裂剤 |
| JP2016117981A (ja) | 2014-12-17 | 2016-06-30 | 花王株式会社 | 液膜開裂剤 |
| JP2017119148A (ja) | 2017-02-09 | 2017-07-06 | 京楽産業.株式会社 | 遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3639802A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6539768B2 (ja) | 2019-07-03 |
| CN110461290B (zh) | 2021-12-28 |
| US20200383844A1 (en) | 2020-12-10 |
| EP3639802B1 (en) | 2023-12-06 |
| JP2019000645A (ja) | 2019-01-10 |
| EP3639802A1 (en) | 2020-04-22 |
| TW201905274A (zh) | 2019-02-01 |
| EP3639802A4 (en) | 2021-04-07 |
| CN110461290A (zh) | 2019-11-15 |
| TWI763865B (zh) | 2022-05-11 |
| RU2738315C1 (ru) | 2020-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6051333B1 (ja) | 液膜開裂剤 | |
| JP6330016B2 (ja) | 積層不織布 | |
| JP6515133B2 (ja) | 不織布 | |
| WO2018230666A1 (ja) | 吸収性物品 | |
| JP6310536B2 (ja) | 不織布 | |
| JP6330083B2 (ja) | 長繊維不織布 | |
| JP6298560B2 (ja) | 吸収性物品 | |
| JP6329670B2 (ja) | 不織布 | |
| JP6996875B2 (ja) | 不織布 | |
| JP6366640B2 (ja) | 不織布 | |
| JP6387148B2 (ja) | 不織布 | |
| JP2019000482A (ja) | 吸収性物品 | |
| JP6744134B2 (ja) | 吸収性物品 | |
| JP6329991B2 (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18817925 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018817925 Country of ref document: EP Effective date: 20200116 |