WO2018174180A1 - 吸音材及び車両部品 - Google Patents
吸音材及び車両部品 Download PDFInfo
- Publication number
- WO2018174180A1 WO2018174180A1 PCT/JP2018/011470 JP2018011470W WO2018174180A1 WO 2018174180 A1 WO2018174180 A1 WO 2018174180A1 JP 2018011470 W JP2018011470 W JP 2018011470W WO 2018174180 A1 WO2018174180 A1 WO 2018174180A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- absorbing material
- fiber layer
- sound
- sound absorbing
- fiber
- Prior art date
Links
Images




Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/172—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using resonance effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B19/00—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica
- B32B19/06—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/10—Interconnection of layers at least one layer having inter-reactive properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0838—Insulating elements, e.g. for sound insulation for engine compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0884—Insulating elements, e.g. for sound insulation for mounting around noise sources, e.g. air blowers
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
- G10K11/168—Plural layers of different materials, e.g. sandwiches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/108—Rockwool fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Multimedia (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
Description
そのため、エンジン、エンジンルーム内、車両内装、車両ボディ、排気管周辺部等での遮音・吸音による防音対策が行われている。
なお、シリカクロス層は、繊維層の非貫通孔が開口する面上に形成される。
繊維層上にさらにシリカクロス層が形成されていると、非貫通孔上に形成されたシリカクロス層の膜振動と通気抵抗の効果により、吸音率をさらに向上させることができる。
吸音材が音を受けると、その音は、繊維層の表面に開口する非貫通孔に入射され、非貫通孔で反射し、減衰するとともに繊維層内に吸収されることで音が吸音されることになる。
なお本発明では、繊維層のうち非貫通孔が表面に開口する面が音を受ける面となる。
繊維層の厚さが3mm未満であると、音を吸収するためには薄すぎ、充分な吸音性能を確保できない。
また、本発明の吸音材における繊維層の厚さは、3~50mmであることがより望ましい。繊維層の厚さが50mmを超えると、エンジン、エンジンルーム内、車両内装、車両ボディ、排気管等の車両用途に吸音材を用いたとき、厚みがネックとなり、車両用途で吸音材を配置することができなくなることがある。
なお、本発明の吸音材において、繊維層の厚さは、非貫通孔が形成されていない部分の厚さとする。このとき、繊維層の厚さは、ノギスを用いて測定した任意の3点の平均値とする。
非貫通孔の深さが繊維層の厚さの45~55%であると、500~2000Hzの周波数領域における吸音性能を向上させることができ、さらには、800~2000Hzの周波数領域における平均吸音率を0.6以上とすることができる。
なお、500~2000Hzの周波数領域における吸音性能が良好であるとは、500~2000Hzの周波数領域における平均吸音率が0.46以上であることを指す。
本発明において「吸音率」とは、JIS A 1405-2:2007「音響管による吸音率及びインピーダンスの測定-第2部:伝達関数法」に準じて測定された吸音率を意味する。また、500~2000Hzの周波数領域における平均吸音率は、500~2000Hzの周波数領域を1/3オクターブバンドに区切った、500Hz、630Hz、800Hz、1000Hz、1250Hz、1600Hz、2000Hzにおける吸音率の平均値で算出される。
非貫通孔において開口面積が底面積よりも小さいと、非貫通孔内に入射した音が非貫通孔内に留まりやすくなり、音が吸収されやすくなる。
非貫通孔を構成する壁面と底面とのなす角が上記範囲であると、非貫通孔内に入射した音が非貫通孔内に特に留まりやすくなり、音がより吸収されやすくなる。
2層以上の繊維層を用いることにより、吸音材の厚さを容易に調節することができる。また、非貫通孔の深さの調節も容易となる。
なお、繊維層が2層以上の繊維層を積層することにより構成されている場合、繊維層の厚さは各繊維層の厚さの合計とする。
無機繊維は耐熱性が高く、温度変化によって形状変化しにくい。そのため、繊維層として無機繊維を用いることで、繊維で形成された空隙内でも音の吸音がされるので吸音性能が得られやすい。
これらの無機繊維は耐熱性が高く、温度変化によって形状変化しにくい。従って、繊維層を形成する無機繊維として好適である。
非貫通孔の1つあたりの開口面積が、0.1mm2未満であると、音が非貫通孔に入りにくくなって、非貫通孔内で音が反射することによる減衰が起こりにくくなるため、吸音性能が得られにくくなる。
非貫通孔の1つあたりの開口面積が、15mm2を超えると、設計として設定している周波数の音が非貫通孔で反射し、吸収されにくくなる。その結果、吸音性能が得られにくくなる。
非貫通孔の1つあたりの開口面積が0.1~15mm2の範囲であると、非貫通孔内で音が反射し、吸収しやすくなり、吸音性能が得られやすくなる。さらに2000Hz以下の低周波数領域の音に対する吸音性能が得られやすくなる。
800~2000Hzの周波数領域の音は、人にとって不快な音である。この周波数領域における平均吸音率が0.6以上であると、人にとって不快な音が吸収され、車両内の人が不快さを感じにくくすることができるので、吸音材としての優れた吸音性能を有しているといえる。
800~2000Hzの周波数領域における平均吸音率は、800Hz~2000Hzを1/3オクターブバンドに区切った、800Hz、1000Hz、1250Hz、1600Hz、2000Hzにおける吸音率を測定し、平均値を求めればよい。
本発明の吸音材は、500~2000Hzの周波数領域における吸音性能が良好であるため、上記用途に好適に用いることができる。
本発明の吸音材は500~2000Hzの周波数領域の音に対して優れた吸音性能を有しているから、これを用いた本発明の車両部品は、車両内の人への音の伝達を妨げることができ、車両の静粛性能を向上させることができる。
以下、本発明の吸音材について詳述する。
なお、非貫通孔とは、繊維層に形成された直径0.5mm以上の孔のうち、繊維層表面の開口径が維持されており、かつ、繊維層の両面を貫通していないものを指す。
図1(a)は、本発明の吸音材の一例を模式的に示す斜視図であり、図1(b)は図1(a)におけるA-A線断面図である。
図1(a)に示すように、吸音材1は、繊維層10からなり、繊維層10には、表面に開口する非貫通孔20が形成されている。図1(b)に示すように、繊維層10の厚さ(図1(b)中、両矢印Tで示される長さ)は非貫通孔20の深さ(図1(b)中、両矢印dで示される長さ)よりも大きいため、非貫通孔20は繊維層10を貫通していない。
繊維層の厚さが3mm未満であると、音を吸収するためには薄すぎ、充分な吸音性能を確保しにくくなる。
なお、繊維層の厚さが50mmを超えると、吸音材としての機能性能、吸音性としては問題ないが、エンジン、エンジンルーム内、車両内装、車両ボディ、排気管の車両用途に吸音材を用いたとき、厚みがネックとなり、車両用途で吸音材を配置することができなくなることがある。
無機繊維は耐熱性が高く、温度変化によって形状変化しにくい。そのため、繊維層を無機繊維で構成することで、繊維で形成された空隙内でも音の吸音がされるので吸音性能が得られやすい。
これらの無機繊維は耐熱性が高く、形状変化しにくい。従って、繊維層を形成する無機繊維として好適である。
繊維層を構成する無機繊維は、アルミナ-シリカ繊維であることがより望ましい。
無機繊維の平均繊維長が0.1mm未満であると、繊維が短すぎるため、繊維層において繊維同士が絡みあいにくく、繊維層の強度が得られにくくなり、繊維層の形状保持性が低下してしまい、吸音材としての役目を果たせなくなる。
無機繊維の平均繊維長が150mmを超えると、繊維が長すぎるために繊維層の作製が難しくなる。さらに、繊維層の緻密性が低下し、せん断強度も低下するので、吸音材として割れ等の不具合が発生しやすくなり、吸音材としての役目を果たせなくなる。
繊維の平均繊維長が0.1mm未満であると、繊維の繊維長が短すぎるため、繊維同士の交絡が不充分となり、繊維層の強度が得られにくくなり、繊維層の形状保持性が低下してしまい、吸音材としての役目を果たせなくなる。さらに、吸音材を排気管等の管状物へ巻き付けると、巻き付け性が低下し、吸音材が割れやすくなる。
繊維の平均繊維長が150mmを超えると、繊維の繊維長が長すぎるため、吸音材を構成する繊維本数が減少し、繊維層の緻密性が低下するので吸音材として割れ等の不具合が発生しやすくなる。
繊維の平均繊維長が0.1mm未満であると、繊維の繊維長が短すぎるため、繊維層としての形状保持性が低下してしまう。さらに、繊維層の繊維集合体にしたときに繊維同士に好適な絡み合いが起こらず、充分な面圧を得ることが困難になる。
繊維の平均繊維長が20mmを超えると、繊維の繊維長が長すぎるため、抄造工程で水に繊維を分散したスラリー溶液中の繊維同士の絡み合いが強くなりすぎて、繊維層の繊維集合体としたときに繊維が不均一に集積しやすくなり、せん断強度も低下するので、吸音材として割れ等の不具合が発生しやすくなる。
本明細書において、平均繊維長とは、繊維層から繊維300本を抜き取り、繊維長を計測した平均長さを意味する。繊維層から繊維を破断せずに抜き取れない場合、繊維層を脱脂処理して、脱脂済み繊維層を水の中へ投入し、繊維同士の絡みをほぐしながら繊維が破断しないように採取するとよい。
繊維の平均繊維径が1μm未満であると、繊維強度が弱く、衝撃等により繊維が裁断されやすくなる。そのため、繊維層の強度が得られにくくなり、吸音材としての役目を果たせなくなる。
繊維の平均繊維径が20μmを超えると、繊維径が太すぎて繊維自体のヤング率が高くなり繊維層の柔軟性が低くなり吸音材として破壊されやすくなる。
非貫通孔の深さは、繊維層の厚さの45~55%であることが望ましい。
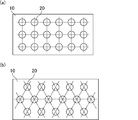
図2(a)及び図2(b)は、本発明の吸音材において繊維層の表面に開口する非貫通孔の配列パターンの一例を示す模式図である。
本発明の吸音材において繊維層の表面に開口する非貫通孔の配列パターンは、図2(a)に示すような、正方形を縦横に連続して配置した平面において正方形の頂点に非貫通孔20を配置する正方配列であってもよく、図2(b)に示すような、正三角形を縦横に連続して配置した平面において三角形の頂点に非貫通孔20を配置する千鳥配列であってもよい。
これらの中では、千鳥配列であることが望ましい。非貫通孔の配列パターンが千鳥配列であると、隣接する非貫通孔が全て等間隔となりやすいため、音の減衰効率がよい。
非貫通孔の形状は、全て同じ形状であってもよく、異なる形状であってもよい。
非貫通孔の開口面積が底面積よりも小さいと、非貫通孔内に入射した音が非貫通孔内に留まりやすくなり、音が吸収されやすくなる。
非貫通孔の形状が上記テーパー柱状であると、非貫通孔内に入った音が非貫通孔内で減衰しやすくなるため、吸音特性が向上する。
非貫通孔を構成する壁面と非貫通孔を構成する底面とのなす角が90°未満であると、非貫通孔の開口面積が底面積よりも小さくなり、非貫通孔内に入射した音が非貫通孔内に留まりやすくなり、音が吸収されやすくなる。
非貫通孔の1つあたりの開口面積が、0.1mm2未満であると、音が非貫通孔に入りにくくなって、非貫通孔内で音が反射することによる減衰が起こりにくくなるため、吸音性能が得られにくくなる。
非貫通孔の1つあたりの開口面積が、15mm2を超えると、設計として設定している周波数の音が非貫通孔で反射し、吸収されにくくなる。その結果、吸音性能が得られにくくなる。
非貫通孔の1つあたりの開口面積が0.1~15mm2の範囲であると、非貫通孔内で音が反射し、吸収しやすくなり、吸音性能が得られやすくなる。さらに2000Hz以下の低周波数領域の音に対する吸音性能が得られやすくなる。
図3(a)及び図3(b)は、本発明の吸音材を構成する非貫通孔の一例を模式的に示す断面図である。
図3(a)に示す非貫通孔21は、非貫通孔21を構成する壁面21aと非貫通孔21を構成する底面21bとのなす角αが90°となっている。一方、図3(b)に示す非貫通孔22は、非貫通孔22を構成する壁面22aと非貫通孔22を構成する底面22bとのなす角βが90°未満となっている。図3(b)に示すように、非貫通孔を構成する壁面と底面とのなす角が90°未満であると、非貫通孔の開口面積が底面積よりも小さくなるため、非貫通孔内に入射した音が非貫通孔内に留まりやすくなり、音が吸収されやすくなる。
2層以上の繊維層を積層することによって繊維層を構成することで、吸音材の厚さ及び非貫通孔の深さを容易に調節することができる。2層以上の繊維層は、無機接着剤や有機接着剤等の接着剤により接着されていてもよいが、この時、接着剤が音の吸収を阻害しないように、非貫通孔の底部分には接着剤を用いないことに留意する必要がある。
例えば、非貫通孔の深さを調整する場合、音源に近い側から第1繊維層、第2繊維層とすると、第1繊維層に貫通孔を形成し、第2貫通孔に貫通孔を形成せず、第1繊維層と第2繊維層とを接着剤等により接着することにより本発明の吸音材を製造することができる。この時、第1繊維層及び第2繊維層の厚さをそれぞれ調整することにより、吸音材の厚さ及び非貫通孔の厚さを容易に調節することができる。なお、第1繊維層と接触する側の第2繊維層の表面のうち、第1繊維層に形成された貫通孔の位置に対応する位置に接着剤が付着しないよう留意する。
2層以上の繊維層における各繊維層の厚さは、同じ厚さであっても、異なる厚さであってもよい。2層以上の繊維層における各繊維層の嵩密度は、同じ嵩密度であっても、異なる嵩密度であってもよい。
本発明の吸音材の他の態様について、図4を用いて説明する。
図4(a)は、本発明の吸音材の別の一例を模式的に示す斜視図であり、図4(b)は、図4(a)におけるB-B線断面図である。
図4(a)に示すように、吸音材2は、繊維層10からなり、繊維層10には表面に開口する非貫通孔20が形成されており、繊維層10上にはシリカクロス層30が形成されている。
なお、図4(b)に示すように、シリカクロス層30は、繊維層10のうち表面に非貫通孔20が開口する側の面上に所定の厚さtで形成され、非貫通孔20を覆っている。
またシリカクロス層の厚さは、0.5~3mmであることが望ましい。
シリカ繊維を織って織物とする方法は特に限定されない。
なお、シリカクロス層はシリカ繊維の織物であるから、縦糸と横糸からなる規則的な構造を有している。一方、繊維層は繊維のランダム集合体であるから、たとえ無機繊維としてシリカ繊維を使用した繊維層であっても、繊維の集合状態及び物理的特性がシリカクロス層とは明確に異なる。
800~2000Hzの周波数領域の音は、人にとって不快な音である。この周波数領域における平均吸音率が0.6以上であると、800~2000Hzの周波数領域の音が吸収され、車両内の人に不快さを感じにくくすることができるので、吸音材としての優れた吸音性能を有しているといえる。
以下に説明する本発明の吸音材の製造方法は、(1)繊維層作製工程、(2)非貫通孔形成工程を含む。
本工程では、繊維層を準備する。繊維層を準備する方法は特に限定されない。以下に、その一例であるニードル法(ニードリング法、ニードルパンチング法ともいう)及び抄造法による繊維層を準備する方法を説明する。
本工程では、上記(1)繊維層作製工程にて作製した繊維層に非貫通孔を形成する。
非貫通孔を形成する方法は、特に限定されないが、例えば、カッター、レーザー、ドリル等を用いて繊維層を貫通しないように、繊維層の一部を刳り貫く方法が挙げられる。
この場合、上記(1)繊維層作製工程において複数枚の繊維層を作製しておき、上記(2)非貫通孔形成工程を行わず、複数枚作製した繊維層のうちの1枚に貫通孔を形成し、貫通孔を形成していない繊維層と接着する方法が挙げられる。この時、貫通孔としてテーパー柱状の貫通孔を形成してもよい。テーパー柱状の貫通孔が形成された繊維層の開口面積が大きい側と貫通孔を形成していない繊維層とを接着することにより、開口面積が底面積よりも小さい非貫通孔を有する吸音材を得ることができる。
また、このような方法であると、上記(1)繊維層作製工程において作製する繊維層の厚さを調整することにより、得られる吸音材の厚さ及び形成される非貫通孔の深さを調整することができる。
本発明の吸音材は、500~2000Hzの周波数領域における吸音性能が良好であるため、上記用途に好適に用いることができる。
本発明の車両部品は、本発明の吸音材を、エンジン、エンジンルーム用部品、車両内装、車両ボディ又は排気管を構成する部材の表面に、上記繊維層のうち上記非貫通孔が開口する側の表面を向けて配置してなることを特徴とする。
本発明の吸音材は、500~2000Hzの周波数領域の音に対して優れた吸音性能を有しているから、これを用いた本発明の車両部品は、車両内の人への音の伝達を妨げることができ、車両の静粛性能を向上させることができる。
以下に本発明をより具体的に説明する実施例を示すが、本発明はこれらの実施例に限定されるものではない。
(1)繊維層作製工程
(繊維層の作製)
ニードリング法によって繊維層を作製した。
Al含有量が70g/Lであり、Al:Cl=1:1.8(原子比)となるように調製した塩基性塩化アルミニウム水溶液に対して、焼成後の無機繊維における組成比が、アルミナ(Al2O3):シリカ(SiO2)=72:28(重量比)となるようにシリカゾルを配合し、さらに、有機重合体(ポリビニルアルコール)を適量添加して混合液を調製した。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して無機繊維前駆体を作製した。
紡糸した無機繊維前駆体を積層して、ニードリング処理し、シート状物を2枚作製した。
得られた各シート状物を、最高温度1250℃で連続して焼成し、長さ600mm、幅200mm、厚さ7mmの、アルミナとシリカとを72:28(重量比)で含む無機繊維からなる繊維層を2枚得た。
得られた繊維層の嵩密度は0.15g/cm3であり、坪量は1050g/m2であった。
次に、形状が直径3mmの円形であり、間隔が8mmとなり、配列パターンが千鳥配列になるように、パンチングマシーンを用いて、得られた繊維層の1枚に繊維層を貫通する孔を形成した。
孔が形成された繊維層を第1繊維層とし、孔を形成しなかった繊維層を第2繊維層として積層することによって、実施例1に係る吸音材を作製した。第1繊維層の表面に形成された孔が非貫通孔となる。
実施例1に係る吸音材における、繊維層の厚さに対する非貫通孔の深さは50%であった。
上記(1)繊維層作製工程において作製する繊維層を、嵩密度を変更せずに、厚さをそれぞれ6.3mm及び7.7mmに変更した。続いて上記(2)孔形成工程において、厚さ6.3mmの繊維層に実施例1と同様の配列パターンで孔を形成した。孔が形成された繊維層(厚さ6.3mm)を第1繊維層とし、孔を形成しなかった繊維層(厚さ7.7mm)を第2繊維層として積層することで、実施例2に係る吸音材を作製した。
実施例2に係る吸音材における、繊維層の厚さに対する非貫通孔の深さは45%であった。
上記(2)孔形成工程において厚さ7.7mmの繊維層に孔を形成し、孔が形成された繊維層(厚さ7.7mm)を第1繊維層とし、孔を形成しなかった繊維層(厚さ6.3mm)を第2繊維層として積層したほかは、実施例2と同様の手順で実施例3に係る吸音材を作製した。
実施例3に係る吸音材における、繊維層の厚さに対する非貫通孔の深さは55%であった。
上記(1)繊維層作製工程において作製する繊維層を、嵩密度を変更せずに、厚さをそれぞれ3mm及び11mmに変更した。続いて上記(2)孔形成工程において、厚さ3mmの繊維層に実施例1と同様の孔を形成した。孔が形成された繊維層(厚さ3mm)を第1繊維層とし、孔を形成しなかった繊維層(厚さ11mm)を第2繊維層として積層することで、実施例4に係る吸音材を得た。
実施例4に係る吸音材における、繊維層の厚さに対する非貫通孔の深さは21%であった。
実施例1で得られた吸音材の表面(非貫通孔が開口する側の表面)に厚さ0.6mmのシリカクロスを接着剤で接合することで、実施例5に係る吸音材を得た。
上記(2)孔形成工程を行わずに、孔の形成されていない繊維層を2枚積層することにより、比較例1に係る吸音材を得た。
比較例1に係る吸音材には貫通孔及び非貫通孔は形成されていなかった(便宜上、繊維層の厚さに対する非貫通孔の深さが0%であるとも表現する)。
上記(2)孔形成工程において2枚の繊維層の両方に孔を形成し、第1の繊維層に形成された孔の位置と第2の繊維層に形成された孔の位置とが一致するように、第1の繊維層と第2の繊維層とを接合したほかは、実施例1と同様の手順により、比較例2に係る吸音材を得た。
比較例2に係る吸音材には貫通孔が形成されており、非貫通孔は形成されていなかった(便宜上、繊維層の厚さに対する非貫通孔の深さが100%であるとも表現する)。
吸音率は、垂直入射吸音率試験により行った。測定はJIS A 1405-2:2007「音響管による吸音率及びインピーダンスの測定-第2部:伝達関数法」に準じて行った。
吸音率を測定する際には、実施例1~5及び比較例1~2に係る吸音材を直径29mmの円形となるようにカットし、垂直入射吸音率の測定装置(日東紡音響エンジニアリング製 型番:WinZac MTX)における音響管に配置した後、周波数500~6400Hzの範囲で測定を行った。
この測定装置80では、音響管81の先端にサンプル82が配置されており、ノイズ発生器83からの信号によりスピーカー84からノイズを発生させ、音響管81の内部に音場を生成させる。そして、2本の1/4インチマイクロホン85、86の音圧信号をFFT分析器87によりFFT(高速フーリエ変換)分析し、垂直入射吸音率を算出する。
なお、この測定では、実施例1~5に係る吸音材を、形成された非貫通孔の開口する面がスピーカー84側に位置するように、各吸音材を配置した。
比較例1及び2に係る吸音材には非貫通孔が形成されていないため、非貫通孔が開口する面かどうかを考慮せず、繊維層のいずれかの面がスピーカー84側に位置するように吸音材を配置した。
得られた吸音率チャートから、500~2000Hzの周波数領域における平均吸音率を測定した。平均吸音率が0.46以上のものを吸音性能が良好(○)と評価し、0.46未満のものを吸音性能が不充分(×)と評価した。また、800~2000Hzの周波数領域における平均吸音率を求めた。結果を表1に示す。

800~2000Hzの周波数の音は、人にとって不快な音となるので、この周波数領域の平均吸音率が0.6以上である実施例1~3及び5に係る吸音材は、車両内の人に不快感を与えにくい特に優れた吸音材である。
また、繊維層上にシリカクロス層が形成された実施例5に係る吸音材は、800~2000Hzの周波数領域における平均吸音率に特に優れていた。
一方、繊維層に非貫通孔が形成されていない比較例1及び2に係る吸音材は、500~2000Hzの周波数領域における吸音性能が不充分だった。
10 繊維層
20、21、22 非貫通孔
21a、22a 壁面
21b、22b 底面
30 シリカクロス層
80 測定装置
81 音響管
82 サンプル
83 ノイズ発生器
84 スピーカー
85、86 マイクロホン
87 FFT分析器
Claims (13)
- 繊維層からなる吸音材であって、
前記繊維層には、表面に開口する複数の非貫通孔が形成され、
前記繊維層の厚さは3mm以上であることを特徴とする吸音材。 - 繊維層からなる吸音材であって、
前記繊維層には、表面に開口する複数の非貫通孔が形成され、
前記繊維層の厚さは3mm以上であり、
前記繊維層上に、さらにシリカクロス層が形成されていることを特徴とする吸音材。 - 前記繊維層の厚さは3~50mmである請求項1又は2に記載の吸音材。
- 前記非貫通孔の深さは、前記繊維層の厚さの45~55%である請求項1~3のいずれかに記載の吸音材。
- 前記非貫通孔は、開口面積が底面積よりも小さい請求項1~4のいずれかに記載の吸音材。
- 前記非貫通孔を構成する壁面と前記非貫通孔を構成する底面とのなす角は、45°以上90°未満である請求項5に記載の吸音材。
- 前記繊維層は、2層以上の繊維層を積層することにより構成されている請求項1~6のいずれかに記載の吸音材。
- 前記繊維層は、無機繊維で構成されている請求項1~7のいずれかに記載の吸音材。
- 前記無機繊維は、アルミナ繊維、アルミナ-シリカ繊維、シリカ繊維、グラスウール及びロックウールからなる群から選択される少なくとも1種からなる請求項8に記載の吸音材。
- 前記非貫通孔の1つあたりの開口面積は、0.1~15mm2である請求項1~9のいずれかに記載の吸音材。
- 800~2000Hzの周波数領域における平均吸音率が0.6以上である請求項1~10のいずれかに記載の吸音材。
- 前記吸音材は、エンジン、エンジンルーム内、車両内装、車両ボディ及び排気管からなる少なくとも1種の部分に用いられる請求項1~11のいずれかに記載の吸音材。
- 請求項1~11のいずれかに記載の吸音材を、エンジン、エンジンルーム用部品、車両内装、車両ボディ又は排気管を構成する部材の表面に、前記繊維層のうち前記非貫通孔が開口する側の表面を向けて配置してなることを特徴とする車両部品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019506981A JPWO2018174180A1 (ja) | 2017-03-24 | 2018-03-22 | 吸音材及び車両部品 |
| CN201880019423.4A CN110431620A (zh) | 2017-03-24 | 2018-03-22 | 吸音材料和车辆部件 |
| EP18771453.0A EP3605524A4 (en) | 2017-03-24 | 2018-03-22 | ISOPHONIC MATERIAL AND VEHICLE COMPONENT |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017059509 | 2017-03-24 | ||
| JP2017-059509 | 2017-03-24 | ||
| JP2017237145 | 2017-12-11 | ||
| JP2017-237145 | 2017-12-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018174180A1 true WO2018174180A1 (ja) | 2018-09-27 |
Family
ID=63584466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/011470 WO2018174180A1 (ja) | 2017-03-24 | 2018-03-22 | 吸音材及び車両部品 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3605524A4 (ja) |
| JP (1) | JPWO2018174180A1 (ja) |
| CN (1) | CN110431620A (ja) |
| WO (1) | WO2018174180A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020217862A1 (ja) * | 2019-04-26 | 2020-10-29 | ニチアス株式会社 | 排気管用減音構造体 |
| JP2021146877A (ja) * | 2020-03-19 | 2021-09-27 | 河西工業株式会社 | 自動車用遮音パネル |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3057416U (ja) * | 1998-07-07 | 1999-06-02 | 吉蔵 松本 | 低周波数音域用吸音板 |
| JP2000034938A (ja) | 1998-07-17 | 2000-02-02 | Mitsubishi Motors Corp | 吸音装置 |
| JP2003135249A (ja) * | 2001-11-05 | 2003-05-13 | Suzuko Seisakusho:Kk | インシュレーター |
| JP2003266572A (ja) * | 2002-03-20 | 2003-09-24 | Nichias Corp | 防音断熱材およびその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6983821B2 (en) * | 1999-10-01 | 2006-01-10 | Awi Licensing Company | Acoustical panel having a honeycomb structure and method of making the same |
| JP2006039379A (ja) * | 2004-07-29 | 2006-02-09 | Nishikawa Rubber Co Ltd | 遮音性シート |
| DE202004018241U1 (de) * | 2004-11-24 | 2006-04-06 | Fritz Egger Gmbh & Co | Deckschicht und Paneel mit schallabsorbierenden Eigenschaften |
| TWI651455B (zh) * | 2009-01-14 | 2019-02-21 | Kuraray Co., Ltd | 隔音板、隔音構造及隔音方法 |
| US8770344B2 (en) * | 2010-07-13 | 2014-07-08 | Bellmax Acoustic Pty Ltd. | Acoustic panel |
| CA2805333C (en) * | 2010-07-15 | 2016-02-09 | Aisin Kako Kabushiki Kaisha | Structure having sound absorption characteristic |
| KR101428426B1 (ko) * | 2013-12-19 | 2014-08-07 | 현대자동차주식회사 | 내열성 및 성형성이 개선된 흡차음재 및 이의 제조방법 |
| JP6221812B2 (ja) * | 2014-02-19 | 2017-11-01 | 株式会社オートネットワーク技術研究所 | 吸音材及び吸音材付きワイヤーハーネス |
-
2018
- 2018-03-22 JP JP2019506981A patent/JPWO2018174180A1/ja active Pending
- 2018-03-22 WO PCT/JP2018/011470 patent/WO2018174180A1/ja active Application Filing
- 2018-03-22 CN CN201880019423.4A patent/CN110431620A/zh active Pending
- 2018-03-22 EP EP18771453.0A patent/EP3605524A4/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3057416U (ja) * | 1998-07-07 | 1999-06-02 | 吉蔵 松本 | 低周波数音域用吸音板 |
| JP2000034938A (ja) | 1998-07-17 | 2000-02-02 | Mitsubishi Motors Corp | 吸音装置 |
| JP2003135249A (ja) * | 2001-11-05 | 2003-05-13 | Suzuko Seisakusho:Kk | インシュレーター |
| JP2003266572A (ja) * | 2002-03-20 | 2003-09-24 | Nichias Corp | 防音断熱材およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3605524A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020217862A1 (ja) * | 2019-04-26 | 2020-10-29 | ニチアス株式会社 | 排気管用減音構造体 |
| JP2020180604A (ja) * | 2019-04-26 | 2020-11-05 | ニチアス株式会社 | 排気管用減音構造体 |
| JP2021146877A (ja) * | 2020-03-19 | 2021-09-27 | 河西工業株式会社 | 自動車用遮音パネル |
| JP7394673B2 (ja) | 2020-03-19 | 2023-12-08 | 河西工業株式会社 | 自動車用遮音パネル |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2018174180A1 (ja) | 2019-12-12 |
| EP3605524A1 (en) | 2020-02-05 |
| CN110431620A (zh) | 2019-11-08 |
| EP3605524A4 (en) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11608014B2 (en) | Sound-absorbing material | |
| JP5586851B2 (ja) | 多孔質膜 | |
| JP6227804B2 (ja) | 多層天井タイル | |
| WO2018174180A1 (ja) | 吸音材及び車両部品 | |
| TWI755432B (zh) | 隔音構造體、以及隔音構造體的製造方法 | |
| JP6936597B2 (ja) | 車両部品 | |
| US11932178B2 (en) | Sound-absorbing material | |
| JP2001316961A (ja) | 吸音構造体 | |
| JP5599140B2 (ja) | 吸音構造体用部材及び吸音構造体 | |
| WO2020217862A1 (ja) | 排気管用減音構造体 | |
| US20220410525A1 (en) | Layered sound-absorbing material | |
| Tan et al. | Sound absorption analysis on micro-perforeted panel sound absorber with multiple size air cavities | |
| JP7142189B1 (ja) | 吸音材、及び吸音材の製造方法 | |
| WO2020217863A1 (ja) | 無機繊維含有マットおよび排気管用減音構造体 | |
| CN112659689B (zh) | 一种轻薄低频吸声材料及其制备方法和应用 | |
| Belakova et al. | Non-Wovens as Sound Reducers | |
| JP2023114375A (ja) | 複合吸音材 | |
| KR20240010649A (ko) | 이중공 섬유를 이용한 고흡음 부직포 | |
| JP2013139709A5 (ja) | ||
| KR20200011695A (ko) | 경량 흡음재 | |
| CN112659688A (zh) | 一种轻薄低频宽频吸声复合材料及其制备方法和应用 | |
| JP2004131894A (ja) | 遮音用含浸不織布及び遮音用含浸不織布の製造方法 | |
| Ulrich et al. | Sound Absorption of Nanofibrous Membranes | |
| VIJU | Acoustic Insulation by Textile Fibres | |
| Liu et al. | A Pre-Screening Study of Filling Materials for Filled Sound Absorbing Honeycomb Structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18771453 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019506981 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018771453 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2018771453 Country of ref document: EP Effective date: 20191024 |