WO2018016557A1 - 伝動用vベルト - Google Patents
伝動用vベルト Download PDFInfo
- Publication number
- WO2018016557A1 WO2018016557A1 PCT/JP2017/026197 JP2017026197W WO2018016557A1 WO 2018016557 A1 WO2018016557 A1 WO 2018016557A1 JP 2017026197 W JP2017026197 W JP 2017026197W WO 2018016557 A1 WO2018016557 A1 WO 2018016557A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rubber layer
- rubber
- parts
- mass
- belt
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/042—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of natural rubber or synthetic rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/14—Layered products comprising a layer of natural or synthetic rubber comprising synthetic rubber copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
- C08J5/124—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives using adhesives based on a macromolecular component
- C08J5/128—Adhesives without diluent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/34—Heterocyclic compounds having nitrogen in the ring
- C08K5/3412—Heterocyclic compounds having nitrogen in the ring having one nitrogen atom in the ring
- C08K5/3415—Five-membered rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L11/00—Compositions of homopolymers or copolymers of chloroprene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/04—V-belts, i.e. belts of tapered cross-section made of rubber
- F16G5/06—V-belts, i.e. belts of tapered cross-section made of rubber with reinforcement bonded by the rubber
- F16G5/08—V-belts, i.e. belts of tapered cross-section made of rubber with reinforcement bonded by the rubber with textile reinforcement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/20—V-belts, i.e. belts of tapered cross-section with a contact surface of special shape, e.g. toothed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/22—V-belts, i.e. belts of tapered cross-section built-up from superimposed layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2413/00—Belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2433/00—Closed loop articles
- B32B2433/04—Driving belts
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2311/00—Characterised by the use of homopolymers or copolymers of chloroprene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2411/00—Characterised by the use of homopolymers or copolymers of chloroprene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2217—Oxides; Hydroxides of metals of magnesium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2296—Oxides; Hydroxides of metals of zinc
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2411/00—Presence of chloroprene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2411/00—Presence of chloroprene
- C09J2411/008—Presence of chloroprene in the pretreated surface to be joined
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/24983—Hardness
Abstract
本発明は、芯体(4a)と、芯体(4a)の少なくとも一部が埋設された接着ゴム層(4)と、この接着ゴム層(4)を介して積層された伸張ゴム層(3)及び圧縮ゴム層(5)とを備えた伝動用Vベルト(1)であって、前記伸張ゴム層(3)のゴム硬度が、圧縮ゴム層(5)のゴム硬度よりも小さく、前記接着ゴム層(4)において、芯体よりも伸張ゴム層側のゴム硬度が、圧縮ゴム層側のゴム硬度よりも小さい伝動用Vベルト(1)に関する。
Description
本発明は、摩擦伝動により動力を伝達するのに有用な伝動用Vベルトに関する。
摩擦伝動により動力を伝達するVベルトには、摩擦伝動面が露出したゴム層であるローエッジ(Raw-Edge)タイプ(ローエッジVベルト)と、摩擦伝動面(V字状側面)がカバー布で覆われたラップド(Wrapped)タイプ(ラップドVベルト)とがあり、摩擦伝動面の表面性状(ゴム層とカバー布との摩擦係数)の違いから用途に応じて使い分けられている。また、ローエッジタイプのベルトには、ベルトの下面(内周面)のみ、又はベルトの下面(内周面)及び上面(外周面)の両方にコグを設けて屈曲性を改善したローエッジコグドVベルトがある。
ローエッジVベルトやローエッジコグドVベルトは、主として、一般産業機械、農業機械の駆動、自動車エンジンでの補機駆動などに用いられる。また、他の用途として自動二輪車などのベルト式無段変速装置に用いられる変速ベルトと呼ばれるローエッジコグドVベルトがある。
ベルト式無段変速装置30は、図1に示すように、駆動プーリ31と従動プーリ32に伝動用Vベルト10を巻き掛けて、変速比を無段階で変化させる装置である。各プーリ31,32は、軸方向への移動が規制又は固定された固定プーリ片31a,32aと、軸方向に移動可能な可動プーリ片31b,32bとを備えており、固定プーリ片31a,32aの内周壁と可動プーリ片31b,32bの内周壁とでV溝状の傾斜対向面を形成している。各プーリ31,32は、これらの固定プーリ片31a,32aと可動プーリ片31b,32bとで形成されるプーリ31,32のV溝の幅を連続的に変更できる構造を有している。前記伝動用Vベルト10の幅方向の両端面は、各プーリ31,32のV溝状の傾斜対向面に対応して傾斜が合致するテーパ面で形成され、変更されたV溝の幅に応じて、V溝の対向面における任意の上下方向の位置に嵌まり込む。例えば、駆動プーリ31のV溝の幅を狭く、従動プーリ32のV溝の幅を広くすることにより、図1の(a)に示す状態から図1の(b)に示す状態に変更すると、伝動用Vベルト10は、駆動プーリ31側ではV溝の上方へ、従動プーリ32側ではV溝の下方へ移動し、各プーリ31,32への巻き掛け半径が連続的に変化して、変速比を無段階で変化できる。このような用途に用いる変速ベルトは、ベルトが大きく屈曲するとともに高負荷での過酷なレイアウトで用いられる。すなわち、駆動プーリと従動プーリとの二軸間の巻き掛け回転走行だけでなく、プーリ半径方向への移動、巻き掛け半径の連続的変化による繰り返される屈曲動作など、高負荷環境での過酷な動きに耐用すべく特異的な設計がなされている。
近年では、このようなVベルト、特にはベルト式無段変速装置に用いられる変速ベルトにおいては、耐側圧性と省燃費性とを高度なレベルで両立させることが要求されているが、耐側圧性と省燃費性とは二律背反の関係にあるために大きな課題となっている。そのため、ベルトの形状や配合設計などの観点から、種々の技術が提案されてきた。
変速ベルトなどのVベルトにおいて、耐久性や省燃費性の両立を担う重要な因子の1つは、プーリから受ける耐側圧性である。
耐久性に関しては、特に、特段に高い負荷が掛かる過酷なレイアウトで用いられるVベルトでは、駆動プーリと従動プーリとの二軸間を回転走行する過程において、ベルト両側面とプーリV溝との間に生じる推力が極めて大きく、ベルト側面がプーリから大きな側圧を受けるため、耐側圧性が大きく影響する。すなわち、その側圧により座屈変形(ディッシング)が生じ、極度なディッシングが生じると伝達性能が低下する他、層間(例えば、圧縮ゴム層と接着ゴム層との間)剥離(又は亀裂)が生じやすく耐久性が低下する。
一方、省燃費性(伝達効率)に関しても、ベルト幅方向への剛性(耐側圧性)を高めることが、伝達効率を高める(伝達ロスを低減する)ことに繋がるため、耐側圧性が重要な因子となる。また、ベルト周方向への剛性を低める(屈曲性を高める)ことも、伝達効率を高める(屈曲ロスを低減する)ことに繋がる為、耐側圧性を維持できる程度に、屈曲性を確保することも重要な因子となる。
このような「耐久性と省燃費性との両立」が検討されてきた背景の中、コスト低減や更なる伝達効率の向上を図る目的で、「ベルトの厚みを薄くすること(コンパクト化)」も要求されるようになってきた。しかし、ベルト厚みを薄くすると、(a)耐側圧性が低下、すなわち側圧に対して変形(ディッシング)して力学的特性の差がある層の界面に応力が集中して、層間の界面剥離(亀裂)が生じるという問題、(b)さらに、ベルト走行(加速、減速などの変速動作)における振動の影響を受け易く、その振動により界面剥離(亀裂)の発生が促進されるという問題が生じる。すなわち、「ベルトの厚みを薄くする(コンパクト化)」条件での「耐久性と省燃費性との両立」が、新たな課題となる。
従来から、耐側圧性を確保するために、圧縮ゴム層や伸張ゴム層には短繊維などの配合により補強した力学特性の大きいゴム組成物が用いられる。例えば、日本国特開平10-238596号公報(特許文献1)には、コードが埋設された接着ゴム層と、該接着ゴム層を介して積層された伸張ゴム層及び圧縮ゴム層と、前記伸張ゴム層及び圧縮ゴム層の少なくとも一方に積層された帆布層とを備え、両側面に上記各ゴム層が露出しかつ底面がコグ状に形成された伝動用Vベルトにおいて、伸張及び圧縮ゴム層の少なくとも一方のゴム硬度を90~96°、接着ゴム層のゴム硬度を83~89°の範囲に設定すること、伸張及び圧縮ゴム層にはアラミド短繊維をベルト幅方向に配向させて耐側圧性を向上させることが記載されている。この文献には、伸張及び圧縮ゴム層が、クロロプレンゴム100重量部と、補強性充填剤40~60重量部と、金属酸化物加硫剤1~20重量部と、ビスマレイミド2~10重量部と、前記アラミド短繊維とを含む短繊維入りゴムで形成され、接着ゴム層が、クロロプレンゴム100重量部と、補強性充填剤30~50重量部と、金属酸化物加硫剤1~20重量部と、シリカ5~30重量部と、ビスマレイミド2~10重量部とを含むゴムで形成されることも記載されている。
また、日本国特開2009-150538号公報(特許文献2)には、伸張ゴム層のゴム硬度が85~92の範囲内であり、圧縮ゴム層のゴム硬度が90~98の範囲内であり、圧縮ゴム層のゴム硬度が伸張ゴム層のゴム硬度よりも3~10以上高く設定されたコグドVベルトが開示されている。このコグドVベルトは、高負荷伝達であってもディッシングを抑え、かつ心線の埋設部でのベルトの上下間剥離や心線の飛び出しも起きず、さらにベルトの屈曲性も備えている。
しかし、厚みの薄いベルトで耐側圧性を確保するには、従来の厚みのベルトよりもさらに高硬度にする必要があるものの、厚みを薄くすると、以下の問題が生じる。
(c)先行文献1の方法のように、伸張ゴム層及び圧縮ゴム層の両層、特に伸張ゴム層を高硬度にすると、屈曲性を損なうため、伸張ゴム層に亀裂(クラック)が生じやすい。さらに、伸張ゴム/圧縮ゴム層と接着ゴム層との力学的特性の差が大きいため、その界面での剥離も生じやすい。
(d)先行文献2の方法では、圧縮ゴム層を高硬度にしても伸張ゴム層が低硬度であるため、プーリからの側圧に逆らうことなく弾性変形できるので屈曲性は確保できる。しかし、接着ゴム層については考慮されておらず、前述のベルト走行(加速、減速などの変速動作)によるベルト座屈変形や振動の影響により、心線と接着ゴム層との界面での剥離(心線を境に上側だけ剥がれる)が生じやすい。
日本国特開昭61-290255号公報(特許文献3)には、ゴムVベルトの接着ゴム層の材料として、クロロプレンゴム100質量部に対して金属酸化物加硫剤1~20質量部、シリカ5~30質量部、補強性充填剤15~50質量部及びビスマレイミド2~10質量部を含むゴム組成物が開示されている。この文献の実施例では、クロロプレンゴム100質量部に対してカーボンブラック35質量部、シリカ25質量部及びビスマレイミド2~8質量部を含む接着ゴム組成物が調製され、接着ゴム層にビスマレイミドを配合することで架橋密度の増加効果によって弾性率が上昇し、圧縮永久歪みも小さく、耐疲労性に優れると記載されている。
しかし、この接着ゴム層でも、変速ベルトのような過酷な高負荷環境下では十分には耐用できず、ビスマレイミドの配合量を増やして過度に硬度を高くすると耐屈曲疲労性が低下する。
従って、本発明の目的は、高負荷環境での走行において耐久性と省燃費性とを両立できる伝動用Vベルトを提供することにある。
本発明の他の目的は、ベルトの厚みが薄く(コンパクト化し)、座屈変形や振動の影響を受けやすい使用形態であっても、接着ゴム層に対する伸張ゴム層及び圧縮ゴム層の層間剥離や芯体(心線)の剥離、伸張ゴム層の亀裂(クラック)を抑制できる伝動用Vベルトを提供することにある。
本発明のさらに他の目的は、変速ベルトなどの高負荷環境での過酷な状況でも、伸張ゴム層の亀裂、芯体と接着ゴム層との界面剥離を長期間に亘り有効に抑制できる伝動用Vベルトを提供することにある。
本発明者らは、前記課題を達成するため鋭意検討した結果、圧縮ゴム層と伸張ゴム層とのゴム硬度の関係だけでなく、接着ゴム層と、圧縮ゴム層及び伸張ゴム層とのゴム硬度の関係がベルトの耐久性に大きく影響すること、特に、ベルトの厚みが薄くなると、接着ゴム層のゴム硬度の分布が、圧縮ゴム層及び伸張ゴム層との層間剥離、芯体(心線)との剥離に大きく影響していることを見いだし、本発明を完成した。
すなわち、本発明の伝動用Vベルト(伝動Vベルト)は、芯体と、芯体の少なくとも一部が埋設された接着ゴム層と、この接着ゴム層を介して積層された伸張ゴム層及び圧縮ゴム層とを備えている。
そして、前記伸張ゴム層のゴム硬度は、圧縮ゴム層のゴム硬度よりも小さく形成され、前記接着ゴム層において、芯体よりも伸張ゴム層側のゴム硬度は、圧縮ゴム層側のゴム硬度よりも小さく形成されている。上記接着ゴム層の硬度は、段階的又は連続的に調整してもよい。圧縮ゴム層に比べて伸張ゴム層を低硬度にすることに加えて、接着ゴム層において、圧縮ゴム層側(下層側)に比べて伸張ゴム層側(上層側)も低硬度とすることにより、伸張ゴム層の亀裂(クラック)が抑制できるとともに、芯体(又は心線)と接着ゴム層との界面での剥離(芯体又は心線を境にして上側(伸張ゴム層側)だけが剥離する現象)も抑制できる。さらに、芯体(又は心線)よりも上側又は外周側(接着ゴム層の上側層、伸張ゴム層側)のゴムに対して、芯体(又は心線)よりも下側又は内周側(接着ゴム層の下側層、圧縮ゴム層側)のゴムを高硬度とすることにより、耐側圧性を確保できる。そのため、変速ベルトなどの高負荷環境での過酷な状況での走行においても、耐久性と省燃費性とを両立でき、接着ゴム層に対する伸張ゴム層及び圧縮ゴム層の層間剥離や芯体(心線)の剥離、伸張ゴム層の亀裂(クラック)を抑制できる。特に、ベルトの厚みが薄く(コンパクト化し)ても、伸張ゴム層の亀裂、芯体と接着ゴム層との界面剥離を長期間に亘り有効に抑制できる。
このような伝動用Vベルトでは厚みを小さくしても、高負荷環境での過酷な状況での走行において耐久性と省燃費性とを両立できる。そのため、伝動用Vベルトの厚みは、例えば、6.5~8.5mm程度であってもよい。接着ゴム層のゴム硬度は、例えば、74~85°程度の範囲であり、接着ゴム層において、芯体よりも伸張ゴム層側と圧縮ゴム層側とのゴム硬度の差が2~12°程度であってもよい。例えば、接着ゴム層が、複数のゴム層で形成され、伸張ゴム層と接する第1の接着ゴム層のゴム硬度は74~82°程度であってもよく、圧縮ゴム層と接する第2の接着ゴム層のゴム硬度は77~85°程度であってもよく、第1の接着ゴム層と第2の接着ゴム層とのゴム硬度の差は2~10°程度であってもよい。
また、伸張ゴム層のゴム硬度は83~89°程度の範囲であってもよく、圧縮ゴム層のゴム硬度は89~95°程度の範囲であってもよく、両者のゴム硬度の差は3~10°程度であってもよい。
このようなゴム硬度の関係を有する伸張ゴム層及び圧縮ゴム層は、例えば、ゴム成分(クロロプレンゴムなど)100質量部に対して、カーボンブラック25~60質量部、短繊維15~30質量部、加硫剤(金属酸化物加硫剤など)1~20質量部、及びビスマレイミド類2~5質量部を含むゴム組成物でそれぞれ形成してもよく、カーボンブラック、ビスマレイミド類及び短繊維から選択された少なくとも一種の成分を、伸張ゴム層よりも圧縮ゴム層に多くの割合で含有することにより、ゴム硬度を調整してもよい。
接着ゴム層は、例えば、ゴム成分(クロロプレンゴムなど)100質量部に対して、カーボンブラック25~50質量部、シリカ10~30質量部、加硫剤(金属酸化物加硫剤など)1~20質量部及びビスマレイミド類0.5~5質量部を含むゴム組成物で形成してもよく、カーボンブラック、シリカ及びビスマレイミド類から選択された少なくとも一種の成分を、圧縮ゴム層側よりも伸張ゴム層側に少ない割合で含有することにより、ゴム硬度を調整してもよい。
前記伝動用Vベルトは、さらに、少なくとも内周面側にコグを有してもよい。さらには、伸張ゴム層(伸張ゴム層の上面)及び圧縮ゴム層(圧縮ゴム層の下面、圧縮ゴム層の内周面にコグが形成されている場合には、コグの下面)の少なくとも一方のゴム層(特に、双方のゴム層)には補強布層を積層してもよく、各ゴム層の両側面は露出していてもよい。
このような伝動用Vベルトは、変速ベルトなどとして有用である。
なお、本明細書において、各ゴム層のゴム硬度は、JIS K6301(加硫ゴム物理試験方法)に規定されているスプリング硬さ試験(A形)に準じて測定された値Hs(JIS A)を示し、単にゴム硬度と記載する場合がある。また、接着ゴム層のゴム硬度をH1、伸張ゴム層のゴム硬度をH2、圧縮ゴム層のゴム硬度をH3で示し、接着ゴム層のうち伸張ゴム層側のゴム硬度をH12、接着ゴム層のうち圧縮ゴム層側のゴム硬度をH13で示す場合がある。
本発明では、伸張ゴム層よりも圧縮ゴム層のゴム硬度を大きくするとともに、接着ゴム層において、伸張ゴム層側よりも圧縮ゴム層側のゴム硬度を大きくしているため、高負荷環境での走行においても耐久性と省燃費性とを両立できる。特に、ベルトの厚みが薄く(コンパクト化し)、座屈変形や振動の影響を受けやすい使用形態であっても、接着ゴム層に対する伸張ゴム層及び圧縮ゴム層の層間剥離や芯体(心線)の剥離、伸張ゴム層の亀裂(クラック)を抑制できる。さらに、変速ベルトなどの高負荷環境での過酷な状況でも、伸張ゴム層の亀裂、芯体と接着ゴム層との界面剥離を長期間に亘り有効に抑制できる。
[伝動用Vベルトの構造]
本発明の伝動用Vベルト(伝動Vベルト)は、芯体と、ベルトの長手方向に芯体の少なくとも一部を埋設した接着ゴム層と、この接着ゴム層の一方の面に形成された圧縮ゴム層と、前記接着ゴム層の他方の面に形成された伸張ゴム層とを備えている。
本発明の伝動用Vベルト(伝動Vベルト)は、芯体と、ベルトの長手方向に芯体の少なくとも一部を埋設した接着ゴム層と、この接着ゴム層の一方の面に形成された圧縮ゴム層と、前記接着ゴム層の他方の面に形成された伸張ゴム層とを備えている。
本発明の伝動用Vベルトとしては、例えば、Vベルト[ラップドVベルト、ローエッジVベルト、ローエッジコグドVベルト(ローエッジVベルトの内周側にコグが形成されたローエッジコグドVベルト、ローエッジVベルトの内周側及び外周側の双方にコグが形成されたローエッジダブルコグドVベルト)]、Vリブドベルトなどが例示できる。これらのVベルトのうち、プーリからの側圧を大きく受ける点から、伝動面がV字状に(又はV角度で)傾斜して形成されているVベルト又はVリブドベルトが好ましく、耐側圧性と省燃費性とを高度なレベルで両立させることが要求されるVベルト、例えば、ベルト式無段変速装置に用いられるVベルト(例えば、ローエッジコグドVベルト)が特に好ましい。
図2は、本発明の伝動用Vベルトの一例(ローエッジコグドVベルト)を示す概略斜視図であり、図3は、図2の伝動用Vベルトをベルト長手方向に切断した概略断面図である。
この例では、伝動用Vベルト1は、ベルト本体の内周面に、ベルトの長手方向(図中のA方向)に沿って所定の間隔をおいて形成された複数のコグ山部1aを有している。長手方向におけるこのコグ山部1aの断面形状は略半円状(湾曲状又は波形状)に形成され、長手方向に対して直交する方向(幅方向又は図中のB方向)における断面形状は、ベルト外周側から内周側(コグ山部1a側)に向かってベルト幅が小さくなる台形状に形成されている。すなわち、各コグ山部1aは、ベルト厚み方向において、コグ底部1bから長手方向(A方向)における断面形状が略半円状の形態で突出しており、突出した断面略半円状の突起が長手方向(A方向)に沿って連続している。
伝動用Vベルト1は、積層構造を有しており、ベルト外周側から内周側(コグ山部1aが形成された側)に向かって、補強布2、伸張ゴム層3、接着ゴム層4、圧縮ゴム層5、補強布(コグ山部1a及びコグ底部1bを被覆する補強布)6が順次積層されている。すなわち、接着ゴム層4を介して、伸張ゴム層3と圧縮ゴム層5とが積層され、伸張ゴム層3及び圧縮ゴム層5にそれぞれ補強布2,6が積層されている。さらに、接着ゴム層4内には、芯体4aが埋設されており、前記コグ部(コグ山部1a及びコグ底部1b)は、コグ付き成形型により圧縮ゴム層5に形成されている。
[接着ゴム層]
接着ゴム層(接着層)は、伸張ゴム層と圧縮ゴム層との間に介在して伸張ゴム層と圧縮ゴム層とを接着するとともに、接着ゴム層(接着層)には芯体の少なくとも一部が埋設又は接している。この接着ゴム層は、ゴム成分及びフィラーを含む加硫ゴム組成物で形成されていることが好ましい。
接着ゴム層(接着層)は、伸張ゴム層と圧縮ゴム層との間に介在して伸張ゴム層と圧縮ゴム層とを接着するとともに、接着ゴム層(接着層)には芯体の少なくとも一部が埋設又は接している。この接着ゴム層は、ゴム成分及びフィラーを含む加硫ゴム組成物で形成されていることが好ましい。
(ゴム成分)
ゴム成分としては、公知の加硫又は架橋可能なゴム成分及び/又はエラストマー、例えば、ジエン系ゴム[例えば、天然ゴム、イソプレンゴム、ブタジエンゴム、クロロプレンゴム(CR)、スチレンブタジエンゴム(SBR)、ビニルピリジン-スチレン-ブタジエン共重合体ゴム、アクリロニトリルブタジエンゴム(ニトリルゴム);水素化ニトリルゴム(水素化ニトリルゴムと不飽和カルボン酸金属塩との混合ポリマーを含む)などの前記ジエン系ゴムの水添物など]、オレフィン系ゴム[例えば、エチレン-α-オレフィン系ゴム(エチレン-α-オレフィンエラストマー)、ポリオクテニレンゴム、エチレン-酢酸ビニル共重合体ゴム、クロロスルホン化ポリエチレンゴム、アルキル化クロロスルホン化ポリエチレンゴムなど]、エピクロルヒドリンゴム、アクリル系ゴム、シリコーンゴム、ウレタンゴム、フッ素ゴムなどが例示できる。これらのゴム成分は単独で又は二種以上組み合わせて使用することができる。
ゴム成分としては、公知の加硫又は架橋可能なゴム成分及び/又はエラストマー、例えば、ジエン系ゴム[例えば、天然ゴム、イソプレンゴム、ブタジエンゴム、クロロプレンゴム(CR)、スチレンブタジエンゴム(SBR)、ビニルピリジン-スチレン-ブタジエン共重合体ゴム、アクリロニトリルブタジエンゴム(ニトリルゴム);水素化ニトリルゴム(水素化ニトリルゴムと不飽和カルボン酸金属塩との混合ポリマーを含む)などの前記ジエン系ゴムの水添物など]、オレフィン系ゴム[例えば、エチレン-α-オレフィン系ゴム(エチレン-α-オレフィンエラストマー)、ポリオクテニレンゴム、エチレン-酢酸ビニル共重合体ゴム、クロロスルホン化ポリエチレンゴム、アルキル化クロロスルホン化ポリエチレンゴムなど]、エピクロルヒドリンゴム、アクリル系ゴム、シリコーンゴム、ウレタンゴム、フッ素ゴムなどが例示できる。これらのゴム成分は単独で又は二種以上組み合わせて使用することができる。
これらのゴム成分のうち、加硫剤及び加硫促進剤が拡散し易い点から、エチレン-α-オレフィンエラストマー(エチレン-プロピレン共重合体(EPM)、エチレン-プロピレン-ジエン三元共重合体(EPDM)などのエチレン-α-オレフィン系ゴム)、クロロプレンゴムが汎用され、特に、変速ベルトなど高負荷環境で用いる場合、機械的強度、耐候性、耐熱性、耐寒性、耐油性、接着性などのバランスに優れる点から、クロロプレンゴム、EPDMが好ましい。さらに、前記特性に加えて、耐摩耗性にも優れる点から、クロロプレンゴムが特に好ましい。クロロプレンゴムは、硫黄変性タイプであってもよく、非硫黄変性タイプであってもよい。
ゴム成分がクロロプレンゴムを含む場合、ゴム成分中のクロロプレンゴムの割合は50質量%以上(特に80~100質量%程度)であってもよく、100質量%(クロロプレンゴムのみ)が特に好ましい。
(フィラー)
フィラーとしては、例えば、カーボンブラック、シリカ、クレー、炭酸カルシウム、タルク、マイカなどが挙げられる。フィラーは、補強性フィラーを含む場合が多く、このような補強性フィラーは、カーボンブラック、補強性シリカなどであってもよい。なお、通常、シリカの補強性は、カーボンブラックの補強性よりも小さい。これらのフィラーは、単独で又は二種以上組み合わせて使用できる。本発明では、耐疲労破壊性と耐摩耗性を飛躍的に向上させるため、フィラーは少なくとも補強性フィラー(特に、カーボンブラック)を含むのが好ましく、カーボンブラック及びシリカ(例えば、補強性シリカ)を含むのも好ましい。
フィラーとしては、例えば、カーボンブラック、シリカ、クレー、炭酸カルシウム、タルク、マイカなどが挙げられる。フィラーは、補強性フィラーを含む場合が多く、このような補強性フィラーは、カーボンブラック、補強性シリカなどであってもよい。なお、通常、シリカの補強性は、カーボンブラックの補強性よりも小さい。これらのフィラーは、単独で又は二種以上組み合わせて使用できる。本発明では、耐疲労破壊性と耐摩耗性を飛躍的に向上させるため、フィラーは少なくとも補強性フィラー(特に、カーボンブラック)を含むのが好ましく、カーボンブラック及びシリカ(例えば、補強性シリカ)を含むのも好ましい。
カーボンブラックの平均粒径は、例えば5~200nm、好ましくは10~150nm、さらに好ましくは15~100nm程度であり、補強効果が高い点から、小粒径、例えば、平均粒径が、5~38nm、好ましくは10~35nm、さらに好ましくは15~30nm程度のカーボンブラックであってもよい。小粒径のカーボンブラックとしては、例えば、SAF、ISAF-HM、ISAF-LM、HAF-LS、HAF、HAF-HSなどが例示できる。これらのカーボンブラックは単独又は組み合わせて使用できる。
カーボンブラックは、多量に配合しても加工性の低下を抑制でき、接着ゴム層の力学特性(弾性率)を向上できる。さらに、カーボンブラックは、接着ゴム層の摩擦係数を低減でき、接着ゴム層の耐摩耗性を向上できる。なお、カーボンブラックの含有量が多くなると、耐屈曲疲労性が低下する場合がある。
カーボンブラックの割合は、ゴム成分100質量部に対して20~100質量部(例えば、20~80質量部、好ましくは20~60質量部)程度の範囲から選択でき、通常、20~50質量部(例えば、25~50質量部)、好ましくは25~45質量部(例えば、30~40質量部)程度であってもよい。カーボンブラックの割合が少なすぎると、弾性率が不足して耐疲労破壊性や耐摩耗性が低下する虞があり、多すぎると、弾性率が高くなりすぎて、耐屈曲疲労性が低下する虞がある。
接着ゴム層の力学特性を低下させることなく、接着ゴム層の接着性を向上させるため、フィラーはさらにシリカ(補強性シリカなど)を含むのが好ましい。シリカ(例えば、補強性シリカ)は、珪酸(無水又は含水珪酸)及び/又は珪酸塩で形成された微細な嵩高い白色粉末であり、その表面には複数のシラノール基が存在するため、ゴム成分と化学的に接着できる。
シリカには、乾式シリカ、湿式シリカ、表面処理したシリカなどが含まれる。また、シリカは、製法での分類によって、例えば、乾式法ホワイトカーボン、湿式法ホワイトカーボン、コロイダルシリカ、沈降シリカ、ゲル法シリカ(シリカゲル)などにも分類できる。これらのシリカは、単独で又は二種以上組み合わせて使用できる。これらのうち、表面シラノール基が多く、ゴムとの化学的結合力が強い点から、含水珪酸を主成分とする湿式法ホワイトカーボンが好ましい。
シリカの平均粒径は、例えば1~1000nm、好ましくは3~300nm、さらに好ましくは5~100nm(特に10~50nm)程度である。シリカの粒径が大きすぎると、接着ゴム層の機械的特性が低下する虞があり、小さすぎると、均一に分散するのが困難となる虞がある。
また、シリカは、非多孔質又は多孔質のいずれであってもよいが、BET法による窒素吸着比表面積は、例えば50~400m2/g、好ましくは70~350m2/g、さらに好ましくは100~300m2/g(特に150~250m2/g)程度であってもよい。比表面積が大きすぎると、均一に分散するのが困難となる虞があり、比表面積が小さすぎると、接着ゴム層の機械的特性が低下する虞がある。
シリカの割合は、ゴム成分100質量部に対して、例えば、5~35質量部(例えば、10~35質量部)、好ましくは10~30質量部(例えば、15~25質量部)、さらに好ましくは12~25質量部(例えば、15~20質量部)程度であってもよい。シリカの割合が少なすぎると、接着性の向上効果が発現しない虞がある。
カーボンブラックとシリカとの質量比(前者/後者)は、40/60~100/0(例えば、45/55~90/10)程度の範囲から選択でき、例えば、40/60~85/15(例えば、50/50~80/20)、好ましくは60/40~75/25(例えば、60/40~70/30)程度であってもよい。シリカの割合は、通常、カーボンブラックよりも少ない場合が多い。
なお、フィラー全体に対して、カーボンブラックの割合は50質量%以上(例えば、60質量%以上)であってもよい。カーボンブラックの割合が少なすぎると、接着ゴム層の力学特性が低下する虞がある。
フィラーの割合(合計割合)は、ゴム成分100質量部に対して、30~100質量部程度の範囲から選択でき、例えば、30~75質量部、好ましくは35~70質量部、さらに好ましくは40~65質量部(例えば、45~60質量部)程度であってもよい。フィラーの割合が少なすぎると、弾性率の低下により耐摩耗性が低下する虞があり、逆に多すぎると、弾性率が高くなりすぎて、発熱も多く、伸張ゴム層及び圧縮ゴム層に亀裂が早期に発生する虞がある。
(添加剤)
接着ゴム層を形成するためのゴム組成物には、必要に応じて、加硫剤又は架橋剤、共架橋剤、加硫助剤、加硫促進剤、加硫遅延剤、金属酸化物(例えば、酸化亜鉛、酸化マグネシウム、酸化鉛、酸化カルシウム、酸化バリウム、酸化鉄、酸化銅、酸化チタン、酸化アルミニウムなど)、軟化剤(パラフィンオイル、ナフテン系オイルなどのオイル類など)、加工剤又は加工助剤(ステアリン酸などの脂肪酸、ステアリン酸金属塩などの脂肪酸金属塩、ステアリン酸アマイドなどの脂肪酸アマイド、ワックス、パラフィンなど)、接着性改善剤[レゾルシン-ホルムアルデヒド共縮合物(RF縮合物)、アミノ樹脂(窒素含有環状化合物とホルムアルデヒドとの縮合物、例えば、ヘキサメチロールメラミン、ヘキサアルコキシメチルメラミン(ヘキサメトキシメチルメラミン、ヘキサブトキシメチルメラミンなど)などのメラミン樹脂、メチロール尿素などの尿素樹脂、メチロールベンゾグアナミン樹脂などのベンゾグアナミン樹脂など)、これらの共縮合物(レゾルシン-メラミン-ホルムアルデヒド共縮合物など)など]、短繊維(ポリエステル短繊維、アラミド短繊維など)、老化防止剤(酸化防止剤、熱老化防止剤、屈曲き裂防止剤、オゾン劣化防止剤など)、着色剤、粘着付与剤、可塑剤、滑剤、カップリング剤(シランカップリング剤など)、安定剤(紫外線吸収剤、熱安定剤など)、難燃剤、帯電防止剤などを含んでいてもよい。なお、金属酸化物は架橋剤として作用してもよい。また、接着性改善剤において、レゾルシン-ホルムアルデヒド共縮合物及びアミノ樹脂は、レゾルシン及び/又はメラミンなどの窒素含有環状化合物とホルムアルデヒドとの初期縮合物(プレポリマー)であってもよい。
接着ゴム層を形成するためのゴム組成物には、必要に応じて、加硫剤又は架橋剤、共架橋剤、加硫助剤、加硫促進剤、加硫遅延剤、金属酸化物(例えば、酸化亜鉛、酸化マグネシウム、酸化鉛、酸化カルシウム、酸化バリウム、酸化鉄、酸化銅、酸化チタン、酸化アルミニウムなど)、軟化剤(パラフィンオイル、ナフテン系オイルなどのオイル類など)、加工剤又は加工助剤(ステアリン酸などの脂肪酸、ステアリン酸金属塩などの脂肪酸金属塩、ステアリン酸アマイドなどの脂肪酸アマイド、ワックス、パラフィンなど)、接着性改善剤[レゾルシン-ホルムアルデヒド共縮合物(RF縮合物)、アミノ樹脂(窒素含有環状化合物とホルムアルデヒドとの縮合物、例えば、ヘキサメチロールメラミン、ヘキサアルコキシメチルメラミン(ヘキサメトキシメチルメラミン、ヘキサブトキシメチルメラミンなど)などのメラミン樹脂、メチロール尿素などの尿素樹脂、メチロールベンゾグアナミン樹脂などのベンゾグアナミン樹脂など)、これらの共縮合物(レゾルシン-メラミン-ホルムアルデヒド共縮合物など)など]、短繊維(ポリエステル短繊維、アラミド短繊維など)、老化防止剤(酸化防止剤、熱老化防止剤、屈曲き裂防止剤、オゾン劣化防止剤など)、着色剤、粘着付与剤、可塑剤、滑剤、カップリング剤(シランカップリング剤など)、安定剤(紫外線吸収剤、熱安定剤など)、難燃剤、帯電防止剤などを含んでいてもよい。なお、金属酸化物は架橋剤として作用してもよい。また、接着性改善剤において、レゾルシン-ホルムアルデヒド共縮合物及びアミノ樹脂は、レゾルシン及び/又はメラミンなどの窒素含有環状化合物とホルムアルデヒドとの初期縮合物(プレポリマー)であってもよい。
加硫剤又は架橋剤としては、ゴム成分の種類に応じて慣用の成分が使用でき、例えば、前記金属酸化物加硫剤(酸化マグネシウム、酸化亜鉛、酸化鉛など)、有機過酸化物(ジアシルパーオキサイド、パーオキシエステル、ジアルキルパーオキサイドなど)、硫黄系加硫剤などが例示できる。硫黄系加硫剤としては、例えば、粉末硫黄、沈降硫黄、コロイド硫黄、不溶性硫黄、高分散性硫黄、塩化硫黄(一塩化硫黄、二塩化硫黄など)などが挙げられる。これらの架橋剤又は加硫剤は単独で又は二種以上組み合わせて使用してもよい。ゴム成分がクロロプレンゴムである場合、加硫剤又は架橋剤として金属酸化物(酸化マグネシウム、酸化亜鉛など)を使用してもよい。なお、金属酸化物は他の加硫剤(硫黄系加硫剤など)と組合せて使用してもよく、金属酸化物及び/又は硫黄系加硫剤は単独で又は加硫促進剤と組み合わせて使用してもよい。
加硫剤の割合は、加硫剤及びゴム成分の種類に応じて、ゴム成分100質量部に対して1~20質量部程度の範囲から選択できる。例えば、加硫剤としての金属酸化物の割合は、ゴム成分100質量部に対して1~20質量部、好ましくは3~17質量部、さらに好ましくは5~15質量部(例えば、7~13質量部)程度の範囲から選択でき、有機過酸化物の割合は、ゴム成分100質量部に対して1~8質量部、好ましくは1.5~5質量部、さらに好ましくは2~4.5質量部程度の範囲から選択できる。
共架橋剤(架橋助剤、又は共加硫剤co-agent)としては、公知の架橋助剤、例えば、多官能(イソ)シアヌレート[例えば、トリアリルイソシアヌレート(TAIC)、トリアリルシアヌレート(TAC)など]、ポリジエン(例えば、1,2-ポリブタジエンなど)、不飽和カルボン酸の金属塩[例えば、(メタ)アクリル酸亜鉛、(メタ)アクリル酸マグネシウムなどの(メタ)アクリル酸多価金属塩]、オキシム類(例えば、キノンジオキシムなど)、グアニジン類(例えば、ジフェニルグアニジンなど)、多官能(メタ)アクリレート[例えば、エチレングリコールジ(メタ)アクリレート、ブタンジオールジ(メタ)アクリレートなどのアルカンジオールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレートなどのアルカンポリオールポリ(メタ)アクリレート]、ビスマレイミド類(脂肪族ビスマレイミド、例えば、N,N’-1,2-エチレンジマレイミド、N,N′-ヘキサメチレンビスマレイミド、1,6’-ビスマレイミド-(2,2,4-トリメチル)シクロヘキサンなどのアルキレンビスマレイミド;アレーンビスマレイミド又は芳香族ビスマレイミド、例えば、N,N’-m-フェニレンジマレイミド、4-メチル-1,3-フェニレジマレイミド、4,4’-ジフェニルメタンジマレイミド、2,2-ビス[4-(4-マレイミドフェノキシ)フェニル]プロパン、4,4’-ジフェニルエーテルジマレイミド、4,4’-ジフェニルスルフォンジマレイミド、1,3-ビス(3-マレイミドフェノキシ)ベンゼンなど)などが挙げられる。これらの架橋助剤は、単独で又は二種以上組み合わせて使用できる。これらの架橋助剤のうち、多官能(イソ)シアヌレート、多官能(メタ)アクリレート、ビスマレイミド類(N,N’-m-フェニレンジマレイミドなどのアレーンビスマレイミド又は芳香族ビスマレイミド)が好ましく、ビスマレイミド類を用いる場合が多い。架橋助剤(例えば、ビスマレイミド類)の添加により架橋度を高め、粘着摩耗などを防止できる。
ビスマレイミド類などの共架橋剤(架橋助剤)の割合は、固形分換算で、ゴム成分100質量部に対して0.1~10質量部程度の範囲から選択でき、通常、0.5~6質量部、好ましくは0.5~5質量部(例えば1~5質量部)、より好ましくは1.5~3質量部(例えば、1.5~2.5質量部)程度であってもよく、通常、1~3質量部(例えば、1~2.5質量部)程度であってもよい。
加硫促進剤としては、例えば、チウラム系促進剤[例えば、テトラメチルチウラム・モノスルフィド(TMTM)、テトラメチルチウラム・ジスルフィド(TMTD)、テトラエチルチウラム・ジスルフィド(TETD)、テトラブチルチウラム・ジスルフィド(TBTD)、ジペンタメチレンチウラムテトラスルフィド(DPTT)、N,N’-ジメチル-N,N’-ジフェニルチウラム・ジスルフィドなど]、チアゾ-ル系促進剤[例えば、2-メルカプトベンゾチアゾ-ル、2-メルカプトベンゾチアゾ-ルの亜鉛塩、2-メルカプトチアゾリン、ジベンゾチアジル・ジスルフィド、2-(4’-モルホリノジチオ)ベンゾチアゾールなど]、スルフェンアミド系促進剤[例えば、N-シクロヘキシル-2-ベンゾチアジルスルフェンアミド(CBS)、N,N’-ジシクロヘキシル-2-ベンゾチアジルスルフェンアミドなど]、グアニジン類(ジフェニルグアニジン、ジo-トリルグアニジンなど)、ウレア系又はチオウレア系促進剤(例えば、エチレンチオウレアなど)、ジチオカルバミン酸塩類、キサントゲン酸塩類などが挙げられる。これらの加硫促進剤は、単独で又は二種以上組み合わせて使用できる。これらの加硫促進剤のうち、TMTD、DPTT、CBSなどが汎用される。
加硫促進剤の割合は、固形分換算で、ゴム成分100質量部に対して、例えば0.1~15質量部(例えば0.3~10質量部)、好ましくは0.5~5質量部(例えば0.5~3質量部)程度であってもよく、0.3~2.5質量部(例えば0.5~1.5質量部)程度であってもよい。
軟化剤(ナフテン系オイルなどのオイル類)の割合は、ゴム成分の総量100質量部に対して、例えば、1~30質量部(例えば3~20質量部)、好ましくは3~10質量部(例えば3~8質量部)程度であってもよい。また、加工剤又は加工助剤(ステアリン酸など)の割合は、ゴム成分100質量部に対して、10質量部以下(例えば、0~10質量部)、好ましくは0.1~5質量部(例えば0.5~3質量部)、さらに好ましくは1~3質量部(例えば、1.5~2.5質量部)程度であってもよい。
接着性改善剤(レゾルシン-ホルムアルデヒド共縮合物、ヘキサメトキシメチルメラミンなど)の割合は、ゴム成分100質量部に対して、0.1~20質量部(例えば0.2~10質量部)、好ましくは0.3~5質量部(例えば、0.5~2.5質量部)、さらに好ましくは0.5~3質量部(例えば、0.5~1.5質量部)程度であってもよい。
老化防止剤の割合は、ゴム成分の総量100質量部に対して、例えば0.5~15質量部、好ましくは1~10質量部、さらに好ましくは2.5~7.5質量部(特に3~7質量部)程度であってもよい。
[芯体]
接着ゴム層に埋設された芯体としては、通常、ベルト幅方向に所定間隔で配列した心線(撚りコード)を使用できる。心線は、ベルトの長手方向に延びて配設され、通常、ベルトの長手方向に平行に所定のピッチで並列的に延びて配設されている。芯体又は心線は、その一部が接着ゴム層に埋設されていればよく、耐久性を向上できる点から、接着ゴム層に心線が埋設された形態(心線の全体が接着ゴム層に完全に埋設された形態)が好ましい。
接着ゴム層に埋設された芯体としては、通常、ベルト幅方向に所定間隔で配列した心線(撚りコード)を使用できる。心線は、ベルトの長手方向に延びて配設され、通常、ベルトの長手方向に平行に所定のピッチで並列的に延びて配設されている。芯体又は心線は、その一部が接着ゴム層に埋設されていればよく、耐久性を向上できる点から、接着ゴム層に心線が埋設された形態(心線の全体が接着ゴム層に完全に埋設された形態)が好ましい。
心線を構成する繊維としては、例えば、ポリオレフィン系繊維(ポリエチレン繊維、ポリプロピレン繊維など)、ポリアミド繊維(ポリアミド6繊維、ポリアミド66繊維、ポリアミド46繊維、アラミド繊維など)、ポリエステル繊維(ポリアルキレンアリレート系繊維)[ポリエチレンテレフタレート(PET)繊維、ポリエチレンナフタレート(PEN)繊維などのポリC2-4アルキレンC6-14アリレート系繊維など]、ビニロン繊維、ポリビニルアルコール系繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維などの合成繊維;綿、麻、羊毛などの天然繊維;炭素繊維などの無機繊維などが汎用される。これらの繊維は、単独で又は二種以上組み合わせて使用できる。
これらの繊維のうち、高モジュラスの点から、エチレンテレフタレート、エチレン-2,6-ナフタレートなどのC2-4アルキレンアリレートを主たる構成単位とするポリエステル繊維(ポリアルキレンアリレート系繊維)、ポリアミド繊維(アラミド繊維など)などの合成繊維、炭素繊維などの無機繊維などが汎用され、ポリエステル繊維(特に、ポリエチレンテレフタレート系繊維、ポリエチレンナフタレート系繊維)、ポリアミド繊維(特に、アラミド繊維)が好ましい。
繊維はマルチフィラメント糸であってもよい。マルチフィラメント糸の繊度は、例えば2000~10000デニール(特に4000~8000デニール)程度であってもよい。マルチフィラメント糸は、例えば100~5,000本程度のモノフィラメント糸を含んでいてもよく、好ましくは500~4,000本、さらに好ましくは1,000~3,000本程度のモノフィラメント糸を含んでいてもよい。
心線としては、通常、マルチフィラメント糸を使用した撚りコード(例えば、諸撚り、片撚り、ラング撚りなど)を使用できる。心線の平均線径(撚りコードの繊維径)は、例えば0.5~3mmであってもよく、好ましくは0.6~2mm、さらに好ましくは0.7~1.5mm程度であってもよい。
心線は、前記接着ゴム層との接着性を向上させるため、表面処理されていてもよい。表面処理剤としては、例えば、レゾルシン(R)とホルムアルデヒド(F)とゴム又はラテックス(L)とを含むRFL液(例えば、レゾルシン(R)とホルムアルデヒド(F)とが縮合物(RF縮合物)を形成し、前記ゴム成分、例えば、ビニルピリジン-スチレン-ブタジエン共重合体ゴムを含むRFL液)、エポキシ化合物、ポリイソシアネート化合物、シランカップリング剤、前記ゴム成分及び前記シリカ(例えば、表面シラノール基を含み、ゴムとの化学的結合力を高めるのに有利な含水珪酸を主成分とする湿式法ホワイトカーボンなど)を含む加硫ゴム組成物などが例示される。これらの表面処理剤は単独で又は二種以上組み合わせてもよく、同一又は異なる表面処理剤で複数回に亘り順次に処理してもよい。心線は、少なくともRFL液で接着処理するのが好ましい。
(接着ゴム層の構造及び特性)
本発明では、接着ゴム層の硬度H1が、圧縮ゴム層側で高く、伸張ゴム層側で低く形成されている。接着ゴム層のゴム硬度H1は、圧縮ゴム層側から伸張ゴム層側にいくにつれて段階的(又は層状)又は連続的に小さく形成してもよい。芯体(心線)の少なくとも一部が接着ゴム層に埋設された形態では、芯体よりも伸張ゴム層側(上面側又は外周側)のゴム硬度H12が、通常、圧縮ゴム層側(下面側又は内周側)のゴム硬度H13よりも段階的又は連続的に小さく(H12<H13)形成されている。そのため、接着ゴム層の硬度H1は所定の分布幅(範囲)をもったゴム硬度として表すことができ、平均ゴム硬度(例えば、複数のゴム層の硬度と各層の厚みとに基づいて、加重平均ゴム硬度)として表してもよい。このような接着ゴム層は、ゴム硬度の異なる複数の接着ゴム層、例えば、伸張ゴム層と接する第1の接着ゴム層、圧縮ゴム層と接する第2の接着ゴム層とを少なくとも備えていてもよく、芯体は、第1の接着ゴム層と第2の接着ゴム層との間に、これらの接着ゴム層と接して直接的に又は1又は複数の中間ゴム層を介して介在していてもよい。
本発明では、接着ゴム層の硬度H1が、圧縮ゴム層側で高く、伸張ゴム層側で低く形成されている。接着ゴム層のゴム硬度H1は、圧縮ゴム層側から伸張ゴム層側にいくにつれて段階的(又は層状)又は連続的に小さく形成してもよい。芯体(心線)の少なくとも一部が接着ゴム層に埋設された形態では、芯体よりも伸張ゴム層側(上面側又は外周側)のゴム硬度H12が、通常、圧縮ゴム層側(下面側又は内周側)のゴム硬度H13よりも段階的又は連続的に小さく(H12<H13)形成されている。そのため、接着ゴム層の硬度H1は所定の分布幅(範囲)をもったゴム硬度として表すことができ、平均ゴム硬度(例えば、複数のゴム層の硬度と各層の厚みとに基づいて、加重平均ゴム硬度)として表してもよい。このような接着ゴム層は、ゴム硬度の異なる複数の接着ゴム層、例えば、伸張ゴム層と接する第1の接着ゴム層、圧縮ゴム層と接する第2の接着ゴム層とを少なくとも備えていてもよく、芯体は、第1の接着ゴム層と第2の接着ゴム層との間に、これらの接着ゴム層と接して直接的に又は1又は複数の中間ゴム層を介して介在していてもよい。
より具体的には、前記接着ゴム層のゴム組成物において、ゴム層の硬度に影響を及ぼす所定の成分とその量的割合を変化させて接着ゴム層を形成することができる。例えば、軟化剤、可塑剤などの軟化成分の含有量を、圧縮ゴム層側よりも伸張ゴム層側で増加させることにより前記接着ゴム層を形成してもよい。また、フィラー、加硫剤又は架橋剤、共架橋剤(ビスマレイミド類など)などから選択された成分、特に、フィラー及び共架橋剤(ビスマレイミド類など)から選択された少なくとも一種の成分の含有量を、圧縮ゴム層側よりも伸張ゴム層側で低減することにより前記接着ゴム層を形成してもよい。これらの成分のうち、フィラーは少なくとも補強性フィラー(カーボンブラックなど)を含んでいてもよく、補強性フィラー(カーボンブラックなど)と無機フィラー(補強性シリカなどのシリカなど)とを含んでいてもよく、補強性フィラーは、カーボンブラックと補強性シリカとを含んでいてもよい。前記接着ゴム層のゴム硬度H1は、少なくともカーボンブラックを含むフィラー及びビスマレイミド類から選択された少なくとも一種の成分の含有量によって調整する場合が多い。より具体的には、カーボンブラック、シリカ(補強性シリカなど)及び共架橋剤(ビスマレイミド類など)から選択された少なくとも一種の成分(特に、少なくともカーボンブラック及び共架橋剤(ビスマレイミド類など))の含有量を、伸張ゴム層と接する第1の接着ゴム層よりも圧縮ゴム層と接する第2の接着ゴム層で増加させることにより、伸張ゴム層側よりも圧縮ゴム層側のゴム硬度を大きくできる。
代表的な接着ゴム層を形成するゴム組成物は、ゴム成分(クロロプレンゴムなど)100質量部に対して、フィラーを、例えば、30~75質量部、好ましくは35~70質量部、さらに好ましくは40~65質量部(例えば、45~60質量部)程度の割合で含んでいてもよい。また、ゴム成分(クロロプレンゴムなど)100質量部に対して、フィラーのうち、カーボンブラックを、例えば、20~50質量部(例えば、25~50質量部)、好ましくは25~45質量部(例えば、30~40質量部)程度の割合で含んでいてもよく、シリカ(補強性シリカなど)を、例えば、10~30質量部、好ましくは12~25質量部(例えば、15~20質量部)程度の割合で含んでいてもよい。
また、加硫剤(金属酸化物加硫剤など)の含有量は、ゴム成分(クロロプレンゴムなど)100質量部に対して、例えば、1~20質量部(例えば、3~17質量部)、好ましくは5~15質量部(例えば、7~13質量部)程度であってもよく、共架橋剤(ビスマレイミド類など)の含有量は、例えば、0.3~7質量部(例えば、0.5~5質量部)、好ましくは0.7~4質量部(例えば、1~3質量部)程度であってもよい。
このような接着ゴム層において、伸張ゴム層と接する第1の接着ゴム層は、ゴム成分(クロロプレンゴムなど)100質量部に対して、フィラーを、例えば、25~65質量部(例えば30~62質量部)、好ましくは40~60質量部(例えば、45~55質量部)程度の割合で含んでいてもよい。また、ゴム成分(クロロプレンゴムなど)100質量部に対して、カーボンブラックの含有量は、例えば、20~50質量部(例えば25~45質量部)、好ましくは30~40質量部(例えば30~35質量部)程度であってもよく、シリカ(補強性シリカなど)の含有量は、例えば、5~30質量部(例えば10~25質量部)、好ましくは12~23質量部(例えば15~20質量部)程度であってもよい。ゴム成分(クロロプレンゴムなど)100質量部に対して、共架橋剤(ビスマレイミド類など)の含有量は、例えば、0.3~5質量部(例えば、0.5~3質量部)、好ましくは0.7~2.5質量部(例えば、1~2質量部)程度であってもよい。なお、加硫剤(金属酸化物加硫剤など)の含有量は、前記接着ゴム層での含有量と同様であってもよい。
また、圧縮ゴム層と接する第2の接着ゴム層は、ゴム成分(クロロプレンゴムなど)100質量部に対して、フィラーを、例えば、45~70質量部、好ましくは50~65質量部(例えば、55~65質量部)程度の割合で含んでいてもよく、カーボンブラックを、例えば、30~60質量部(例えば、30~50質量部)、好ましくは35~50質量部(例えば35~45質量部)程度の割合で含んでいてもよく、シリカ(補強性シリカなど)を、例えば、10~30質量部(例えば15~25質量部)程度の割合で含んでいてもよい。共架橋剤(ビスマレイミド類など)の含有量は、ゴム成分(クロロプレンゴムなど)100質量部に対して、例えば、1~7質量部(例えば、1.5~5質量部)、好ましくは1.5~4.5質量部(例えば、2~4質量部)程度であってもよい。なお、加硫剤(金属酸化物加硫剤など)の含有量は、前記接着ゴム層での含有量と同様であってもよい。
第1の接着ゴム層のフィラーの含有量と第2の接着ゴム層のフィラーの含有量との割合(質量比)は、前者/後者=60/100~99/100、好ましくは65/100~95/100、さらに好ましくは70/100~93/100程度であってもよい。また、第1の接着ゴム層のカーボンブラックの含有量と第2の接着ゴム層のカーボンブラックの含有量との割合(質量比)は、前者/後者=60/100~97/100、好ましくは65/100~95/100、さらに好ましくは70/100~90/100程度であってもよい。第1の接着ゴム層のシリカの含有量と第2の接着ゴム層のシリカの含有量との割合(質量比)は、前者/後者=60/100~110/100、好ましくは65/100~105/100、さらに好ましくは70/100~100/100程度であってもよい。
さらに、第1の接着ゴム層の共架橋剤(ビスマレイミド類など)の含有量と第2の接着ゴム層の共架橋剤の含有量との割合(質量比)は、前者/後者=10/100~80/100、好ましくは15/100~70/100、さらに好ましくは20/100~60/100程度であってもよい。
前記接着ゴム層のゴム硬度H1は、例えば、70~85°(例えば、72~84°)、好ましくは73~83°(例えば、74~82°)程度の範囲であってもよく、74~85°(例えば、75~84°)、好ましくは78~83°(例えば、80~82°)程度の範囲であってもよい。
接着ゴム層において、伸張ゴム層側(上面側又は外周側)のゴム硬度(例えば、第1の接着ゴム層のゴム硬度)H12は、例えば、70~83°(例えば、72~82°)、好ましくは74~82°(例えば、74~80°)程度であってもよく、76~83°(例えば、80~82°)程度であってもよい。また、圧縮ゴム層側(下面側又は内周側)のゴム硬度(例えば、第2の接着ゴム層のゴム硬度)H13は、伸張ゴム層側(上面側又は外周側)のゴム硬度よりも大きければよく、例えば、77~85°(例えば、78~85°)、好ましくは78~84°(例えば、79~83°)、さらに好ましくは80~84°(例えば、81~83°)程度であってもよい。
伸張ゴム層側(外周側)のゴム硬度H12と圧縮ゴム層側(内周側)とのゴム硬度H13の差(△(H13-H12))は、例えば、1~12°(例えば、2~12°)、好ましくは2~10°(例えば、3~9°)、さらに好ましくは2~8°程度であってもよい。
なお、接着ゴム層の硬度(又は平均ゴム硬度)H1は、通常、伸張ゴム層のゴム硬度H2及び圧縮ゴム層のゴム硬度H3よりも低く形成されており、伸張ゴム層のゴム硬度H2は圧縮ゴム層のゴム硬度H3よりも低く形成されている(H1<H2<H3)。接着ゴム層のゴム硬度H1に関し、伸張ゴム層と接する第1の接着ゴム層のゴム硬度(伸張ゴム層側(外周側)のゴム硬度)H12は、伸張ゴム層のゴム硬度H2と同等であってもよく(H12≒H2)、通常、ゴム硬度H2よりも低い場合が多い(H12<H2)。また、圧縮ゴム層と接する第2の接着ゴム層のゴム硬度(圧縮ゴム層側(内周側)のゴム硬度)H13は、圧縮ゴム層の硬度H3と同等であってもよく(H13≒H3)、通常、ゴム硬度H3よりも低い場合が多い(H13<H3)。
接着ゴム層の平均厚みは、伝動用Vベルトの種類に応じて選択でき、例えば、0.2~3mm(例えば、0.3~2.5mm)、好ましくは0.4~2.2mm(例えば、0.6~2mm)、さらに好ましくは0.8~1.5mm(例えば、0.8~1.4mm)程度であってもよい。
伝動用Vベルトの厚みを小さくする場合、接着ゴム層の平均厚みは、例えば0.1~2.5mm(例えば、0.2~2.0mm)、好ましくは0.3~1.5mm(例えば、0.4~1.0mm)程度であってもよい。
[伸張ゴム層及び圧縮ゴム層]
伸張ゴム層(背面ゴム層又は背面層)及び圧縮ゴム層(内面ゴム層又は内部層)を形成するための加硫ゴム組成物は、前記接着ゴム層の加硫ゴム組成物と同様の成分、例えば、ゴム成分(クロロプレンゴム、EPDMなど)、加硫剤又は架橋剤(酸化マグネシウム、酸化亜鉛などの金属酸化物、硫黄などの硫黄系加硫剤など)、共架橋剤又は架橋助剤(N,N’-m-フェニレンジマレイミドなどのビスマレイミド類など)、加硫促進剤(TMTD、DPTT、CBSなど)、フィラー(カーボンブラック、シリカ、クレー、炭酸カルシウム、タルク、マイカなど)、軟化剤(ナフテン系オイルなどのオイル類)、加工剤又は加工助剤(ステアリン酸、ステアリン酸金属塩、ワックス、パラフィンなど)、老化防止剤、接着性改善剤、着色剤、粘着付与剤、可塑剤、カップリング剤(シランカップリング剤など)、安定剤(紫外線吸収剤、熱安定剤など)、難燃剤、帯電防止剤などを含んでいてもよい。
伸張ゴム層(背面ゴム層又は背面層)及び圧縮ゴム層(内面ゴム層又は内部層)を形成するための加硫ゴム組成物は、前記接着ゴム層の加硫ゴム組成物と同様の成分、例えば、ゴム成分(クロロプレンゴム、EPDMなど)、加硫剤又は架橋剤(酸化マグネシウム、酸化亜鉛などの金属酸化物、硫黄などの硫黄系加硫剤など)、共架橋剤又は架橋助剤(N,N’-m-フェニレンジマレイミドなどのビスマレイミド類など)、加硫促進剤(TMTD、DPTT、CBSなど)、フィラー(カーボンブラック、シリカ、クレー、炭酸カルシウム、タルク、マイカなど)、軟化剤(ナフテン系オイルなどのオイル類)、加工剤又は加工助剤(ステアリン酸、ステアリン酸金属塩、ワックス、パラフィンなど)、老化防止剤、接着性改善剤、着色剤、粘着付与剤、可塑剤、カップリング剤(シランカップリング剤など)、安定剤(紫外線吸収剤、熱安定剤など)、難燃剤、帯電防止剤などを含んでいてもよい。
さらに、伸張ゴム層及び圧縮ゴム層を形成するための加硫ゴム組成物は、短繊維を含んでいてもよい。
短繊維としては、前記芯体を構成する繊維と同様の繊維が利用できる。前記繊維で形成された短繊維は、単独でまたは二種以上組み合わせて使用できる。これらの短繊維のうち、合成繊維や天然繊維、特に、エチレンテレフタレート、エチレン-2,6-ナフタレートなどのC2-4アルキレンC6-12アリレートを主たる構成単位とするポリエステル繊維(ポリアルキレンアリレート系繊維)、ポリアミド繊維(アラミド繊維など)などの合成繊維、炭素繊維などの無機繊維などが汎用され、中でも剛直で高い強度及びモジュラスの繊維、例えば、ポリエステル繊維(特に、ポリエチレンテレフタレート系繊維、ポリエチレンナフタレート系繊維)、ポリアミド繊維(特に、アラミド繊維)が好ましい。アラミド短繊維は、高い耐摩耗性をも有している。そのため、短繊維は、少なくともアラミド繊維を含むのが好ましい。アラミド繊維は、例えば、商品名「コーネックス」、「ノーメックス」、「ケブラー」、「テクノーラ」、「トワロン」などとして市販されている。
短繊維の平均繊維径は、2μm以上、例えば2~100μm、好ましくは3~50μm(例えば5~50μm)、さらに好ましくは7~40μm(特に10~30μm)程度であってもよい。短繊維の平均長さは、例えば1~20mm(例えば1.2~20mm)、好ましくは1.3~15mm(例えば1.5~10mm)、さらに好ましくは2~5mm(例えば2.5~4mm)程度であってもよい。
ゴム組成物中の短繊維の分散性や接着性の観点から、短繊維は、慣用の方法で接着処理(又は表面処理)されていてもよい。さらに、ベルトの表面(摩擦伝動面)を研磨することにより、短繊維を表面から突出させてもよい。短繊維の平均突出高さは50μm以上(例えば50~200μm)程度であってもよい。
短繊維は、プーリからの押圧に対するベルトの圧縮変形を抑制するため、ベルト幅方向に配向して伸張ゴム層及び圧縮ゴム層中に埋設又は含有させてもよい。
短繊維の割合は、ゴム成分100質量部に対して、5~50質量部程度の範囲から選択でき、通常、5~40質量部(例えば、10~35質量部)、好ましくは15~35質量部(例えば、15~30質量部)、さらに好ましくは20~30質量部(例えば、20~25質量部)程度であってもよい。
ゴム成分としては、前記接着ゴム層のゴム組成物のゴム成分と同系統又は同種(ジエン系ゴム、クロロプレンゴムなど)のゴムを使用する場合が多い。
伸張ゴム層及び圧縮ゴム層を形成するゴム組成物において、各成分(フィラー、加硫剤又は架橋剤、共架橋剤又は架橋助剤、軟化剤、可塑剤など)の割合は、前記伸張ゴム層のゴム硬度H2が、圧縮ゴム層のゴム硬度H3よりも小さくなる限り、それぞれ、前記接着ゴム層のゴム組成物と同様の範囲から選択してもよい。
伸張ゴム層及び圧縮ゴム層のゴム組成物において、フィラーの割合は、ゴム成分(クロロプレンゴムなど)100質量部に対して10~100質量部(例えば15~80質量部)程度の範囲から選択でき、通常、20~70質量部(例えば25~60質量部)、好ましくは30~55質量部(例えば30~50質量部)程度であってもよい。なお、フィラーとしては少なくともカーボンブラックを用いる場合が多く、シリカを併用してもよいが、シリカは必ずしも必要ではない。
加硫剤(金属酸化物加硫剤など)の割合は、ゴム成分100質量部に対して1~20質量部(例えば、3~17質量部、好ましくは5~15質量部、さらに好ましくは7~13質量部)程度であってもよい。共架橋剤又は架橋助剤(ビスマレイミド類など)の割合は、ゴム成分100質量部に対して1.5~7質量部程度の範囲から選択でき、通常、2~5質量部(例えば、2.5~4質量部)、好ましくは2.5~3.5質量部程度であってもよい。
本発明では、伸張ゴム層のゴム硬度H2が圧縮ゴム層のゴム硬度H3よりも低く形成されている(H2<H3)。これらのゴム層の硬度は、例えば、前記伸張ゴム層及び圧縮ゴム層のゴム組成物において、ゴム層の硬度に影響を及ぼす所定の成分とその量的割合を変化させて調整することができる。例えば、軟化剤、可塑剤などの軟化成分の含有量を、圧縮ゴム層よりも伸張ゴム層で増加させることにより調整してもよい。また、フィラー、加硫剤又は架橋剤、共架橋剤(ビスマレイミド類など)、短繊維などから選択された成分、特に、フィラー(カーボンブラックなどの補強性フィラーなど)及び共架橋剤(ビスマレイミド類など)から選択された少なくとも一種の成分の含有量を、圧縮ゴム層よりも伸張ゴム層で低減することにより調整してもよい。通常、補強性フィラー(カーボンブラックなど)、共架橋剤(ビスマレイミド類など)及び短繊維から選択された少なくとも一種の成分(特に、カーボンブラック及び短繊維から選択された少なくとも一種の成分)を、圧縮ゴム層よりも伸張ゴム層に少ない割合で含有させる(換言すれば、伸張ゴム層よりも圧縮ゴム層に多くの割合で含有させる)ことにより、前記伸張ゴム層及び圧縮ゴム層のゴム硬度を調整する場合が多い。
伸張ゴム層のゴム組成物は、ゴム成分(クロロプレンなど)100質量部に対して、フィラー(カーボンブラックなど)を、15~50質量部(例えば20~40質量部)、好ましくは25~45質量部(例えば30~40質量部)程度の割合で含んでいてもよい。短繊維の含有量は、ゴム成分(クロロプレンゴムなど)100質量部に対して、5~35質量部(例えば、10~35質量部)、好ましくは15~30質量部(例えば、15~25質量部)程度であってもよい。
圧縮ゴム層のゴム組成物は、ゴム成分(クロロプレンゴムなど)100質量部に対して、フィラー(カーボンブラックなど)を、20~70質量部(例えば25~60質量部)、好ましくは35~55質量部(例えば40~50質量部)程度の割合で含んでいてもよい。短繊維の含有量は、ゴム成分(クロロプレンゴムなど)100質量部に対して、10~40質量部(例えば、15~35質量部)、好ましくは20~35質量部(例えば、20~30質量部)程度であってもよい。
なお、加硫剤(金属酸化物加硫剤など)及び共架橋剤又は架橋助剤(ビスマレイミド類など)の含有量は、それぞれ、伸張ゴム層及び圧縮ゴム層のゴム組成物において同様であってもよく、伸張ゴム層よりも圧縮ゴム層での含有量を多くしてもよい。
伸張ゴム層のゴム硬度H2は、例えば、80~92°(例えば、81~92°)、好ましくは82~92°(例えば、82~90°)、さらに好ましくは83~90°(例えば、83~89°)程度であってもよく、80~86°(例えば、82~85°)程度であってもよい。
圧縮ゴム層のゴム硬度H3は、例えば、86~98°(例えば、87~97°)、好ましくは88~96°(例えば、89~95°)、さらに好ましくは88~95°程度であってもよく、86~95°(例えば、86~93°)、好ましくは87~92°(例えば、88~91°)程度であってもよい。
伸張ゴム層と圧縮ゴム層とのゴム硬度の差(△(H3-H2))は、例えば、2~12°(例えば、3~11°)、好ましくは3~10°(例えば、4~9°)、さらに好ましくは4~8°(例えば、5~7°)程度であってもよい。
伸張ゴム層の平均厚みは、伝動用Vベルトの種類に応じて選択でき、例えば、0.6~10mm(例えば、0.8~7mm)、好ましくは1~6.5mm(例えば、1.2~6mm)、さらに好ましくは1.4~5.2mm(例えば、1.6~5mm)程度であってもよく、圧縮ゴム層の平均厚みは、ベルトの種類に応じて、例えば、2~25mm(例えば、3~20mm)、好ましくは3~18mm(例えば、3~16mm)、さらに好ましくは4~15mm(例えば、5~12mm)程度であってもよい。
伝動用Vベルトの厚みを小さくする場合、伸張ゴム層の平均厚みは、例えば、0.4~5mm(例えば、0.5~4mm)、好ましくは0.6~3mm(例えば、0.7~2.5mm)程度であってもよく、圧縮ゴム層の平均厚みは、例えば、1~10mm(例えば、1.5~9mm)、好ましくは2~8mm(例えば、3~7mm)程度であってもよい。
なお、本態様の圧縮ゴム層の内周面側には、コグ山部及びコグ谷部で形成されたコグが形成されている。このコグの形状は、特に制限されず、例えば、湾曲波形状などであってもよい。
[補強布]
補強布層は必ずしも必要ではない。また、補強布層を設ける場合も、補強布層を形成する補強布を伸張ゴム層及び圧縮ゴム層(コグが圧縮ゴム層と一体に形成されている場合にはコグ)の双方(伸張ゴム層の上面及び圧縮ゴム層の下面)に積層する形態に限られない。例えば、伸張ゴム層及び圧縮ゴム層(コグを含む)のうちいずれか一方のゴム層の表面に補強布を積層する形態であってもよく、圧縮ゴム層及び/又は伸張ゴム層に補強層を埋設する形態(例えば、日本国特開2010-230146号公報に記載の形態など)であってもよい。補強布は、伸張ゴム層及び圧縮ゴム層のうち少なくとも一方のゴム層の表面(伸張ゴム層の上面及び/又は圧縮ゴム層の下面)に積層する形態、例えば、伸張ゴム層の上面及び圧縮ゴム層の双方に積層する形態である場合が多い。
補強布層は必ずしも必要ではない。また、補強布層を設ける場合も、補強布層を形成する補強布を伸張ゴム層及び圧縮ゴム層(コグが圧縮ゴム層と一体に形成されている場合にはコグ)の双方(伸張ゴム層の上面及び圧縮ゴム層の下面)に積層する形態に限られない。例えば、伸張ゴム層及び圧縮ゴム層(コグを含む)のうちいずれか一方のゴム層の表面に補強布を積層する形態であってもよく、圧縮ゴム層及び/又は伸張ゴム層に補強層を埋設する形態(例えば、日本国特開2010-230146号公報に記載の形態など)であってもよい。補強布は、伸張ゴム層及び圧縮ゴム層のうち少なくとも一方のゴム層の表面(伸張ゴム層の上面及び/又は圧縮ゴム層の下面)に積層する形態、例えば、伸張ゴム層の上面及び圧縮ゴム層の双方に積層する形態である場合が多い。
補強布は、例えば、織布、広角度帆布、編布、不織布などの布材(好ましくは織布)などで形成でき、必要であれば、接着処理、例えば、RFL液で処理(浸漬処理など)したり、接着ゴムを前記布材にすり込むフリクション処理や、前記接着ゴムと前記布材とを積層(コーティング)した後、前記の形態で圧縮ゴム層及び/又は伸張ゴム層に積層又は埋設してもよい。
本発明では、前記積層構造に加えてゴム層の硬度を調整しているため、ベルトの厚みを小さくしても、過酷な条件下での走行において、高い耐久性及び省燃費性(又は伝動効率)を示す。本発明の伝動用Vベルトの平均厚みは、例えば、12mm以下(例えば、3~12mm)、好ましくは10mm以下(例えば、5~10mm)、さらに好ましくは9mm以下(例えば、6~9mm)、特に6.5~8.5mm程度であってもよい。なお、伝動用Vベルトの厚みは、ベルト全体の厚みを意味し、補強布2が形成されている場合には、補強布2と、伸張ゴム層3と、芯体の少なくとも一部が埋設された接着ゴム層4と、圧縮ゴム層5との合計厚みを意味し、さらに、図2及び図3に示すように、コグ及び補強布6が形成されている場合には、補強布2からコグ(コグ山部1a)の補強布6に至る合計厚みTを意味する。
なお、プーリと接触して摩擦伝動させるため、通常、前記伝動用Vベルトの各ゴム層の両側面は露出していることが好ましい。
[伝動用Vベルトの製造方法]
本発明の伝動用Vベルトの製造方法は、特に限定されず、各層の積層工程(ベルトスリーブの製造方法)に関しては、ベルトの種類に応じて、慣用の方法を利用できる。
本発明の伝動用Vベルトの製造方法は、特に限定されず、各層の積層工程(ベルトスリーブの製造方法)に関しては、ベルトの種類に応じて、慣用の方法を利用できる。
例えば、コグドVべルトの代表的な製造方法について説明すると、まず、補強布(下布)と圧縮ゴム層用シート(未加硫ゴムシート)との積層体を、前記補強布を、歯部と溝部とが交互に配された平坦なコグ付き型に接触させて設置し、温度60~100℃(特に70~80℃)程度でプレス加圧することによりコグ部を型付けしたコグパッド(完全には加硫しておらず、半加硫状態にあるパッド)を作製する。このコグパッドの両端を適所(特にコグ山部の頂部)から垂直に切断してもよい。さらに、円筒状の金型に歯部と溝部とを交互に配した内母型を被せ、この歯部と溝部に係合させてコグパッドを巻き付けて両端(特にコグ山部の頂部)でジョイントし、この巻き付けたコグパッドの上に第2の接着ゴム層用シート(下接着ゴム:未加硫ゴムシート)を積層した後、芯体を形成する心線(撚りコード)を螺旋状にスピニングし、この上に第1の接着ゴム層用シート(上接着ゴム:未加硫ゴムシート)、伸張ゴム層用シート(未加硫ゴムシート)、補強布(上布)を順次に巻き付けて成形体を作製する。
その後、成形体にジャケットを被せて金型を加硫缶に設置し、温度120~200℃(特に150~180℃)程度で加硫してベルトスリーブを調製する。その後、カッターなどを用いて、V状に切断加工する。
なお、接着ゴム層は、複数の接着ゴム層用シートで形成でき、芯体を形成する心線(撚りコード)は、接着ゴム層への埋設位置に応じて、複数の接着ゴム層用シートの積層順序と関連付けてスピニングしてもよい。また、前記のように、必ずしもコグを形成する必要はなく、補強布(下布及び上布)は必ずしも必要ではない。
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。以下の例において、実施例に用いた原料、各物性における測定方法又は評価方法を以下に示す。なお、特に断りのない限り、「部」及び「%」は質量基準である。
[原料]
クロロプレンゴム:電気化学工業(株)製「PM-40」
カーボンブラック:東海カーボン(株)製「シースト3」
シリカ:東ソー・シリカ(株)製「Nipsil VN3」
ナフテン系オイル:出光興産(株)製「NS-900」
酸化マグネシウム
レゾルシン・ホルマリン共重合物(レゾルシノール樹脂):レゾルシノール20%未満、ホルマリン0.1%未満のレゾルシン・ホルマリン共重合物
老化防止剤:精工化学(株)製「ノンフレックスOD3」
酸化亜鉛
加硫促進剤TMTD:テトラメチルチウラム・ジスルフィド
N,N’-m-フェニレンジマレイミド:大内新興化学工業(株)製「バルノックPM」
ステアリン酸
ヘキサメトキシメチロールメラミン
アラミド短繊維:帝人テクノプロダクツ(株)製「コーネックス短繊維」、平均繊維長3mm、平均繊維径14μm、RFL液(レゾルシン2.6部、37%ホルマリン1.4部、ビニルピリジン-スチレン-ブタジエン共重合体ラテックス(日本ゼオン(株)製)17.2部、水78.8部)で接着処理した固形分の付着率6質量%の短繊維
ポリエステル短繊維:帝人テクノプロダクツ(株)製 平均短繊維長3mm
硫黄
心線:1,000デニールのPET繊維を2×3の撚り構成で、上撚り係数3.0、下撚り係数3.0で緒撚りしたトータルデニール6,000の撚糸コード。
クロロプレンゴム:電気化学工業(株)製「PM-40」
カーボンブラック:東海カーボン(株)製「シースト3」
シリカ:東ソー・シリカ(株)製「Nipsil VN3」
ナフテン系オイル:出光興産(株)製「NS-900」
酸化マグネシウム
レゾルシン・ホルマリン共重合物(レゾルシノール樹脂):レゾルシノール20%未満、ホルマリン0.1%未満のレゾルシン・ホルマリン共重合物
老化防止剤:精工化学(株)製「ノンフレックスOD3」
酸化亜鉛
加硫促進剤TMTD:テトラメチルチウラム・ジスルフィド
N,N’-m-フェニレンジマレイミド:大内新興化学工業(株)製「バルノックPM」
ステアリン酸
ヘキサメトキシメチロールメラミン
アラミド短繊維:帝人テクノプロダクツ(株)製「コーネックス短繊維」、平均繊維長3mm、平均繊維径14μm、RFL液(レゾルシン2.6部、37%ホルマリン1.4部、ビニルピリジン-スチレン-ブタジエン共重合体ラテックス(日本ゼオン(株)製)17.2部、水78.8部)で接着処理した固形分の付着率6質量%の短繊維
ポリエステル短繊維:帝人テクノプロダクツ(株)製 平均短繊維長3mm
硫黄
心線:1,000デニールのPET繊維を2×3の撚り構成で、上撚り係数3.0、下撚り係数3.0で緒撚りしたトータルデニール6,000の撚糸コード。
[加硫ゴム物性の測定]
ゴム硬度
各ゴム層用シートを温度160℃、時間30分でプレス加硫し、加硫ゴムシート(100mm×100mm×2mm厚み)を作製した。加硫ゴムシートを3枚重ね合わせた積層物を試料とし、JIS K6253(2012)に準じ、デュロメータA形硬さ試験機を用いて硬度を測定した。
ゴム硬度
各ゴム層用シートを温度160℃、時間30分でプレス加硫し、加硫ゴムシート(100mm×100mm×2mm厚み)を作製した。加硫ゴムシートを3枚重ね合わせた積層物を試料とし、JIS K6253(2012)に準じ、デュロメータA形硬さ試験機を用いて硬度を測定した。
[伝達性能試験]
伝達性能試験は、図4に示すように、直径φ95mmの駆動(DR)プーリ22と、直径φ95mmの従動(DN)プーリ23とからなる2軸走行試験機を用いて行なった。各プーリ22,23にローエッジコグドVベルト21を掛架し、駆動プーリ22の回転数4,500rpm、従動プーリ23に0.2kNの軸荷重を付与し、雰囲気温度室温(約20℃)にて、負荷装置(動力発生装置)で負荷2.5Nmを作用させてローエッジコグドVベルト21を走行させた。
伝達性能試験は、図4に示すように、直径φ95mmの駆動(DR)プーリ22と、直径φ95mmの従動(DN)プーリ23とからなる2軸走行試験機を用いて行なった。各プーリ22,23にローエッジコグドVベルト21を掛架し、駆動プーリ22の回転数4,500rpm、従動プーリ23に0.2kNの軸荷重を付与し、雰囲気温度室温(約20℃)にて、負荷装置(動力発生装置)で負荷2.5Nmを作用させてローエッジコグドVベルト21を走行させた。
そして、伝達効率を次式により算出した。
伝達効率とは、ベルトが駆動プーリからの回転トルクを従動プーリに伝える指標であり、この伝達効率が高いほどベルトの伝動ロスが小さく、省燃費性に優れることを意味する。
駆動プーリの回転数をρ1、プーリ半径をr1としたとき、駆動プーリの回転トルクT1は、ρ1×Te×r1で表すことができる。Teは張り側張力(ベルトが駆動プーリに向かう側の張力)から緩み側張力(ベルトが従動プーリに向かう側の張力)を差し引いた有効張力である。同様に、従動プーリの回転数をρ2、プーリ半径をr2としたとき、従動プーリの回転トルクT2は、ρ2×Te×r2で示される。そして、伝達効率T2/T1は、従動プーリの回転トルクT2を駆動プーリの回転トルクT1で除して算出され、次式で表すことができる。
T2/T1=(ρ2×Te×r2)/(ρ1×Te×r1)=(ρ2×r2)/(ρ1×r1)
なお、伝達効率の値は、伝動ロスがなければ1であり、伝動ロスがあればそのロス分だけ値が小さくなる。すなわち、1に近いほどベルトの伝動ロスが小さく、省燃費性に優れていることを表す。
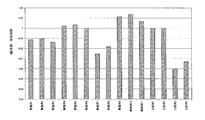
表3では、比較例1の伝達効率を「1」とし、実施例1~5及び比較例2~4の伝達効率を比較例1の伝達効率に対する相対値で示しており、この値が0.970より大きければ伝達効率が高い(実用的な合格水準)と判断した。
[ベルトの耐久走行試験]
耐久走行試験は、図5に示すように、直径φ50mmの駆動(DR)プーリ27と、直径φ130mmの従動(DN)プーリ28とからなる2軸走行試験機を用いて行なった。各プーリ27,28にVベルト26を掛架し、駆動プーリ27の回転数6,000rpm、従動プーリ28に0.4kNの軸荷重を付与し、雰囲気温度80℃にて、負荷装置(動力発生装置)で負荷5.0Nmを作用させてVベルト26を最大24時間走行させた。なお、駆動プーリ27は、回転数6,000rpmでの20秒間の回転と、この回転の後、回転数を20秒間で20%増加又は減少させる変動回転と、この変動回転の後、20秒間で回転数6,000rpmに戻す回転とを1つの回転サイクルとし、このサイクルを60分間繰り返した。
耐久走行試験は、図5に示すように、直径φ50mmの駆動(DR)プーリ27と、直径φ130mmの従動(DN)プーリ28とからなる2軸走行試験機を用いて行なった。各プーリ27,28にVベルト26を掛架し、駆動プーリ27の回転数6,000rpm、従動プーリ28に0.4kNの軸荷重を付与し、雰囲気温度80℃にて、負荷装置(動力発生装置)で負荷5.0Nmを作用させてVベルト26を最大24時間走行させた。なお、駆動プーリ27は、回転数6,000rpmでの20秒間の回転と、この回転の後、回転数を20秒間で20%増加又は減少させる変動回転と、この変動回転の後、20秒間で回転数6,000rpmに戻す回転とを1つの回転サイクルとし、このサイクルを60分間繰り返した。
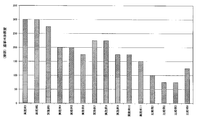
この耐久走行試験では、走行中のベルトの挙動を観察し、ベルトの振動の大小を目視で評価した。また、ベルトに故障部(欠陥部)が発生するまでの時間を測定するとともに、故障箇所(欠陥箇所)を確認した。なお、比較例1のベルトで故障部(欠陥部)が発生するまでの時間を「100」として、ベルトに故障部(欠陥部)が発生するまでの時間(故障発生時間(指数))を評価した。なお、比較例1のベルトでは、220時間の走行で心線と第1の接着ゴム層との間で剥離した。
実施例1~11及び比較例1~4
(ゴム層の形成)
表1(接着ゴム層)及び表2(圧縮ゴム層及び伸張ゴム層)のゴム組成物は、それぞれ、バンバリーミキサーなどの公知の方法を用いてゴム練りを行い、この練りゴムをカレンダーロールに通して圧延未加硫ゴムシート(接着ゴム層用シート、圧縮ゴム層用シート、伸張ゴム層用シート)を作製した。また、接着ゴム層に用いるゴム組成物については、表1に加硫ゴム物性(ゴム硬度及び厚み)を示した。
(ゴム層の形成)
表1(接着ゴム層)及び表2(圧縮ゴム層及び伸張ゴム層)のゴム組成物は、それぞれ、バンバリーミキサーなどの公知の方法を用いてゴム練りを行い、この練りゴムをカレンダーロールに通して圧延未加硫ゴムシート(接着ゴム層用シート、圧縮ゴム層用シート、伸張ゴム層用シート)を作製した。また、接着ゴム層に用いるゴム組成物については、表1に加硫ゴム物性(ゴム硬度及び厚み)を示した。

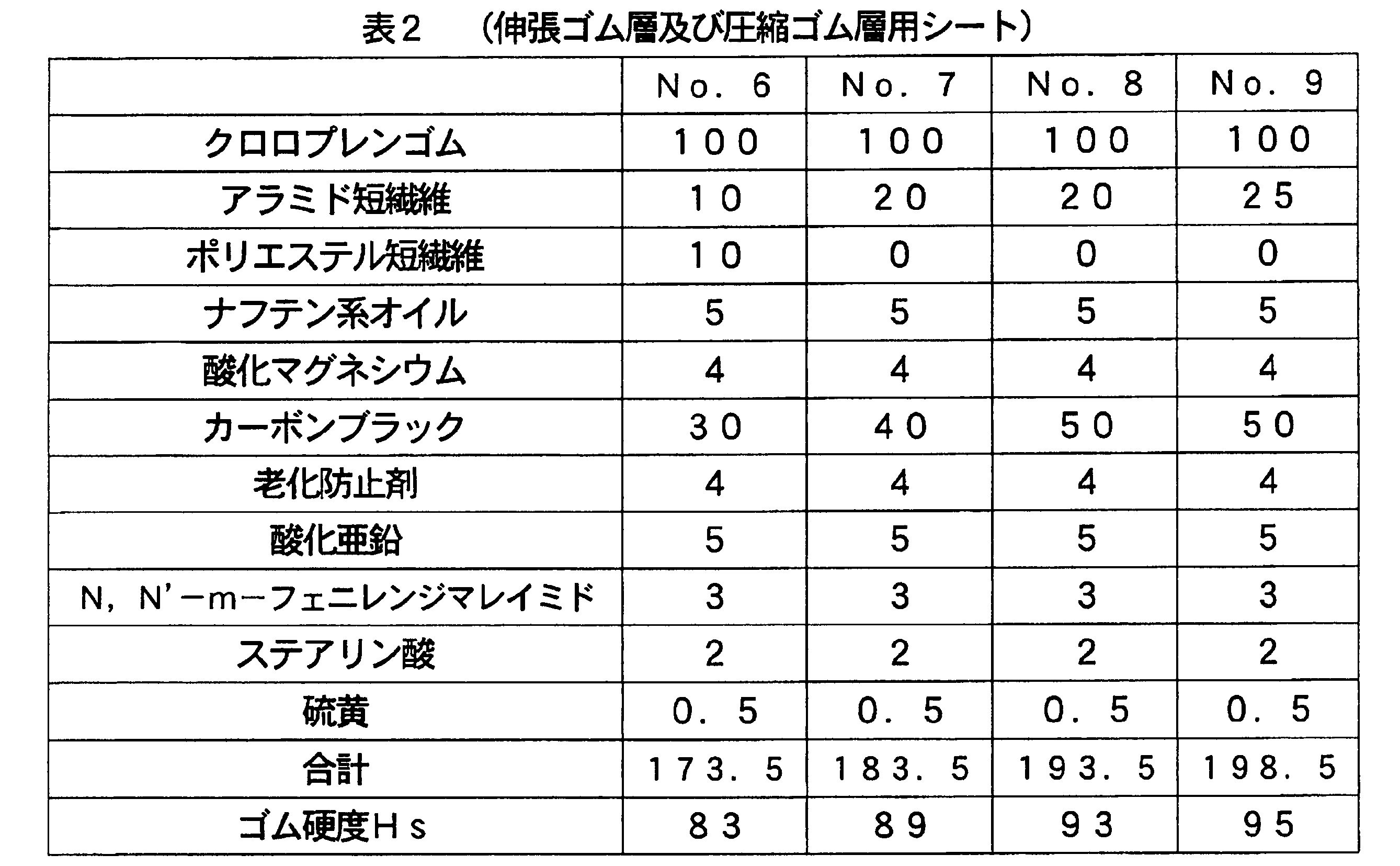
そして、表1に示す接着ゴム層用シートと、表2に示す圧縮ゴム層及び伸張ゴム層用シートとを、表3に示す組み合わせで積層し、圧縮ゴム層とコグとが一体に形成された伝動用Vベルトを作製した。すなわち、凸部と凹部とが交互に配された平坦なコグ付き型に、圧縮ゴム層用未加硫ゴムシートを接触させて加熱下でプレスし、コグ部が形成された半加硫状態のコグパッドを調製し、円筒状の金型に凸部と凹部とが交互に配された内母型を被せ、前記コグパッドを前記内母型に巻き付けて両端部をジョイントして装着し、装着したコグパッドに、第1の接着ゴムシート(未加硫ゴムシート)を巻き付け、心線をスピニングして芯体を形成した後、第2の接着ゴムシート(未加硫ゴムシート)と伸張ゴム層用シート(未加硫ゴムシート)と補強布(上布)とを順次に巻き付けて成形体を形成し、この成形体にジャケットを被せて加硫し、生成したベルトスリーブをV字状に切断加工し、コグ付き伝動用Vベルトを作製した。なお、比較例では、接着ゴム層を同じ種類の2枚の第1の接着ゴムシート(又は第2の接着ゴムシート)を用いて形成した。
得られた伝動用Vベルトの評価結果を表3、並びに図6及び図7に示す。なお、表3に記載のベルト厚みは、コグを含めたベルト全体の厚み(伸張ゴム層の表面からコグ山部の頂点に至る厚み)を意味する。
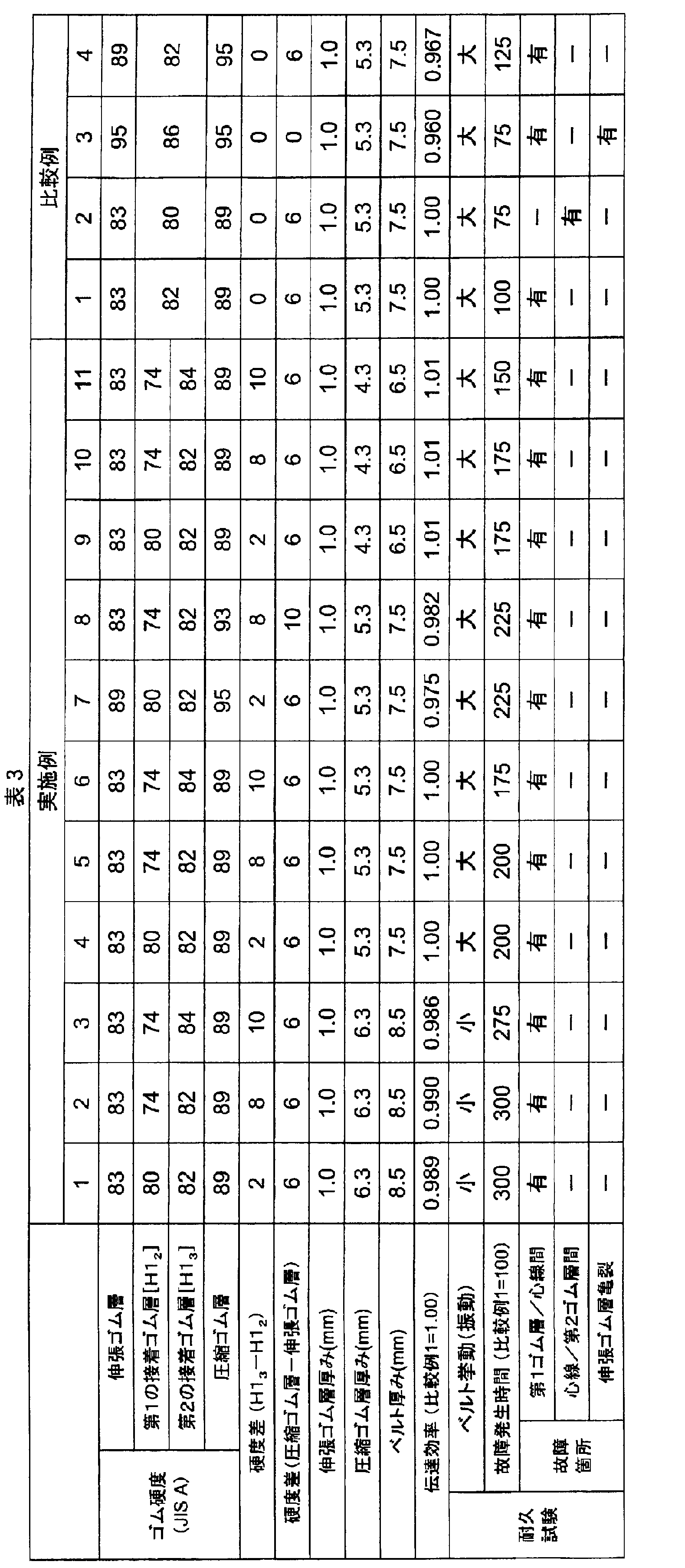
表3から明らかなように、従来の代表的な伝動用Vベルトに相当する比較例1では耐久性が十分でなく、比較例2では接着ゴム層のゴム硬度が低いためか、耐久性が低下するとともに、接着ゴム層において心線と下側(圧縮ゴム層側)のゴムとの間で剥離が発生した。また、特許文献1に相当する比較例3では、接着ゴム層のゴム硬度が高いためか、接着ゴム層において心線と上側(伸張ゴム層側)のゴムとの間で剥離が生じるとともに、伸張ゴム層に亀裂も発生し、伝達効率も改善できなかった。さらに、特許文献2に相当する比較例4では、伸張ゴム層及び圧縮ゴム層を高硬度化すると、故障は改善されたものの、伝達効率を十分に改善できなかった。このように、接着ゴム層を単一のゴム層とした伝動用Vベルトでは、ゴム硬度を調整しても、耐久性を向上しつつ伝達効率を改善できず、心線と接着ゴム層との剥離、伸張ゴム層の亀裂が生じる。特に、ベルト振動が大きい場合、心線と上側(伸張ゴム層側)のゴムとの間で剥離が早期発生する。
これに対して、実施例1~11では、接着ゴム層のゴム硬度の分布を調整する(心線よりも上側(伸張ゴム層側)の第1のゴム層を低硬度化する)ことにより、ベルトの厚みが小さくても、伝達効率を改善しつつ耐久性を大きく向上できる。特に、心線と下側(圧縮ゴム層側)のゴムとの間での耐剥離性を確保しつつ、心線と上側(伸張ゴム層側)のゴムとの間での剥離が発生するまでの時間を約2倍以上遅延させることができ、耐久性を大きく改善できる。
本発明を詳細に、また特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく、様々な修正や変更を加えることができることは、当業者にとって明らかである。
本出願は、2016年7月22日出願の日本特許出願2016-144298、及び2017年7月13日付出願の日本特許出願2017-136697に基づくものであり、その内容はここに参照として取り込まれる。
本出願は、2016年7月22日出願の日本特許出願2016-144298、及び2017年7月13日付出願の日本特許出願2017-136697に基づくものであり、その内容はここに参照として取り込まれる。
本発明の伝動用Vベルトは、例えば、Vベルト(ラップドVベルト、ローエッジVベルト、ローエッジコグドVベルト)、Vリブドベルトなどに適用できる。特に、ベルト走行中に変速比が無段階で変わる変速機(無段変速装置)に使用されるVベルト(変速ベルト)、例えば、自動二輪車やATV(四輪バギー)、スノーモービルなどの無段変速装置に使用されるローエッジコグドVベルト、ローエッジダブルコグドVベルトに適用するのが好ましい。
1…伝動用Vベルト
2,6…補強布
3…伸張ゴム層
4…接着ゴム層
4a…芯体
5…圧縮ゴム層
2,6…補強布
3…伸張ゴム層
4…接着ゴム層
4a…芯体
5…圧縮ゴム層
Claims (10)
- 芯体と、芯体の少なくとも一部が埋設された接着ゴム層と、この接着ゴム層を介して積層された伸張ゴム層及び圧縮ゴム層とを備えた伝動用Vベルトであって、
前記伸張ゴム層のゴム硬度が、圧縮ゴム層のゴム硬度よりも小さく、
前記接着ゴム層において、芯体よりも伸張ゴム層側のゴム硬度が、圧縮ゴム層側のゴム硬度よりも小さい伝動用Vベルト。 - 厚みが6.5~8.5mmである請求項1記載の伝動用Vベルト。
- 前記接着ゴム層のゴム硬度が74~85°の範囲であり、前記接着ゴム層において、伸張ゴム層側と圧縮ゴム層側とのゴム硬度の差が2~12°である請求項1又は2記載の伝動用Vベルト。
- 前記接着ゴム層が、複数のゴム層で形成され、伸張ゴム層と接する第1の接着ゴム層のゴム硬度が74~82°であり、圧縮ゴム層と接する第2の接着ゴム層のゴム硬度が77~85°であり、第1の接着ゴム層と第2の接着ゴム層とのゴム硬度の差が2~10°である請求項1~3のいずれか一項に記載の伝動用Vベルト。
- 前記伸張ゴム層のゴム硬度が83~89°の範囲であり、
前記圧縮ゴム層のゴム硬度が89~95°の範囲であり、両者のゴム硬度の差が3~10°である請求項1~4のいずれか一項に記載の伝動用Vベルト。 - 少なくとも内周面側にコグを有する請求項1~5のいずれか一項に記載の伝動用Vベルト。
- 前記伸張ゴム層及び圧縮ゴム層の少なくとも一方に積層された補強布層を備え、各ゴム層の両側面が露出している請求項1~6のいずれか一項に記載の伝動用Vベルト。
- 前記伸張ゴム層及び圧縮ゴム層が、クロロプレンゴム100質量部に対して、カーボンブラック25~60質量部、短繊維15~30質量部、金属酸化物加硫剤1~20質量部、及びビスマレイミド類2~5質量部を含むゴム組成物でそれぞれ形成され、カーボンブラック、ビスマレイミド類及び短繊維から選択された少なくとも一種の成分が、伸張ゴム層よりも圧縮ゴム層に多くの割合で含まれている請求項1~7のいずれか一項に記載の伝動用Vベルト。
- 前記接着ゴム層が、クロロプレンゴム100質量部に対して、カーボンブラック25~50質量部、シリカ10~30質量部、金属酸化物加硫剤1~20質量部及びビスマレイミド類0.5~5質量部を含むゴム組成物で形成され、カーボンブラック、シリカ及びビスマレイミド類から選択された少なくとも一種の成分が、圧縮ゴム層側よりも伸張ゴム層側に少ない割合で含まれている請求項1~8のいずれか一項に記載の伝動用Vベルト。
- 変速ベルトである請求項1~9のいずれか一項に記載の伝動用Vベルト。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17831073.6A EP3489544B1 (en) | 2016-07-22 | 2017-07-20 | Transmission v-belt |
| CN201780044876.8A CN109477548B (zh) | 2016-07-22 | 2017-07-20 | 传动用v带 |
| ES17831073T ES2912372T3 (es) | 2016-07-22 | 2017-07-20 | Correa trapezoidal de transmisión |
| US16/319,127 US11421752B2 (en) | 2016-07-22 | 2017-07-20 | Transmission V-belt |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016144298 | 2016-07-22 | ||
| JP2016-144298 | 2016-07-22 | ||
| JP2017136697A JP6616808B2 (ja) | 2016-07-22 | 2017-07-13 | 伝動用vベルト |
| JP2017-136697 | 2017-07-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018016557A1 true WO2018016557A1 (ja) | 2018-01-25 |
Family
ID=60992536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/026197 WO2018016557A1 (ja) | 2016-07-22 | 2017-07-20 | 伝動用vベルト |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3489544B1 (ja) |
| ES (1) | ES2912372T3 (ja) |
| WO (1) | WO2018016557A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023153405A1 (ja) * | 2022-02-14 | 2023-08-17 | デンカ株式会社 | ゴム組成物、加硫物、及び加硫成形体 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6616852B2 (ja) * | 2017-02-27 | 2019-12-04 | 三ツ星ベルト株式会社 | 伝動ベルト |
| JP6567210B1 (ja) | 2018-05-25 | 2019-08-28 | 三ツ星ベルト株式会社 | ラップドvベルト |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0554851U (ja) * | 1991-12-25 | 1993-07-23 | 三ツ星ベルト株式会社 | 動力伝動用ベルト |
| JPH10238596A (ja) * | 1997-02-26 | 1998-09-08 | Bando Chem Ind Ltd | 伝動用vベルト |
| JP2009150538A (ja) * | 2007-11-30 | 2009-07-09 | Mitsuboshi Belting Ltd | コグドvベルト |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004211755A (ja) * | 2002-12-27 | 2004-07-29 | Bando Chem Ind Ltd | コグ付きvベルト |
| JP6055430B2 (ja) * | 2013-03-29 | 2016-12-27 | 三ツ星ベルト株式会社 | 伝動用ベルト |
-
2017
- 2017-07-20 ES ES17831073T patent/ES2912372T3/es active Active
- 2017-07-20 WO PCT/JP2017/026197 patent/WO2018016557A1/ja unknown
- 2017-07-20 EP EP17831073.6A patent/EP3489544B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0554851U (ja) * | 1991-12-25 | 1993-07-23 | 三ツ星ベルト株式会社 | 動力伝動用ベルト |
| JPH10238596A (ja) * | 1997-02-26 | 1998-09-08 | Bando Chem Ind Ltd | 伝動用vベルト |
| JP2009150538A (ja) * | 2007-11-30 | 2009-07-09 | Mitsuboshi Belting Ltd | コグドvベルト |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3489544A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023153405A1 (ja) * | 2022-02-14 | 2023-08-17 | デンカ株式会社 | ゴム組成物、加硫物、及び加硫成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3489544A4 (en) | 2020-03-25 |
| ES2912372T3 (es) | 2022-05-25 |
| EP3489544B1 (en) | 2022-04-06 |
| EP3489544A1 (en) | 2019-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6616808B2 (ja) | 伝動用vベルト | |
| JP6055430B2 (ja) | 伝動用ベルト | |
| JP5727442B2 (ja) | 伝動用ベルト | |
| WO2012161141A1 (ja) | 伝動用ベルト | |
| US20190390047A1 (en) | Transmission Belt | |
| CA3053901C (en) | Transmission belt | |
| WO2017110784A1 (ja) | 摩擦伝動ベルト | |
| JP6483745B2 (ja) | 摩擦伝動ベルト | |
| WO2018016557A1 (ja) | 伝動用vベルト | |
| JP6809985B2 (ja) | 摩擦伝動ベルト | |
| WO2017110790A1 (ja) | 摩擦伝動ベルト及びその製造方法 | |
| JP6650388B2 (ja) | 摩擦伝動ベルト | |
| JP6616793B2 (ja) | 摩擦伝動ベルト | |
| JP6747924B2 (ja) | 摩擦伝動ベルト及びその製造方法 | |
| JP6567210B1 (ja) | ラップドvベルト | |
| WO2017179688A1 (ja) | 摩擦伝動ベルト | |
| JP7189381B2 (ja) | 伝動用vベルト | |
| WO2024004769A1 (ja) | 伝動ベルト用ゴム組成物、伝動ベルトおよび伝動ベルトの製造方法 | |
| WO2017179690A1 (ja) | 摩擦伝動ベルト | |
| WO2022176577A1 (ja) | 伝動用vベルト | |
| JP2024022495A (ja) | 伝動ベルト用ゴム組成物および伝動ベルト | |
| JP2022003268A (ja) | 伝動用vベルト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17831073 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017831073 Country of ref document: EP Effective date: 20190222 |