WO2017195811A1 - アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法 - Google Patents
アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法 Download PDFInfo
- Publication number
- WO2017195811A1 WO2017195811A1 PCT/JP2017/017645 JP2017017645W WO2017195811A1 WO 2017195811 A1 WO2017195811 A1 WO 2017195811A1 JP 2017017645 W JP2017017645 W JP 2017017645W WO 2017195811 A1 WO2017195811 A1 WO 2017195811A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum alloy
- alloy material
- film
- adhesive resin
- resin layer
- Prior art date
Links
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 229
- 239000000956 alloy Substances 0.000 title claims abstract description 207
- 239000004840 adhesive resin Substances 0.000 title claims description 116
- 229920006223 adhesive resin Polymers 0.000 title claims description 116
- 238000004519 manufacturing process Methods 0.000 title claims description 40
- 238000000576 coating method Methods 0.000 claims abstract description 85
- 239000011248 coating agent Substances 0.000 claims abstract description 81
- 239000000463 material Substances 0.000 claims abstract description 56
- -1 silane compound Chemical class 0.000 claims abstract description 51
- 229910000077 silane Inorganic materials 0.000 claims abstract description 42
- 239000002585 base Substances 0.000 claims abstract description 41
- 229920000642 polymer Polymers 0.000 claims abstract description 26
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 23
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 22
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 21
- 125000005369 trialkoxysilyl group Chemical group 0.000 claims abstract description 18
- 239000010703 silicon Substances 0.000 claims abstract description 16
- 229910052708 sodium Inorganic materials 0.000 claims abstract description 16
- 229910052700 potassium Inorganic materials 0.000 claims abstract description 15
- 229910052744 lithium Inorganic materials 0.000 claims abstract description 14
- 229910052783 alkali metal Inorganic materials 0.000 claims abstract description 9
- 150000001340 alkali metals Chemical class 0.000 claims abstract description 8
- 239000007864 aqueous solution Substances 0.000 claims description 94
- 238000000034 method Methods 0.000 claims description 64
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 claims description 57
- 238000005530 etching Methods 0.000 claims description 36
- 239000000758 substrate Substances 0.000 claims description 35
- 239000012528 membrane Substances 0.000 claims description 33
- 238000010438 heat treatment Methods 0.000 claims description 32
- 229920005989 resin Polymers 0.000 claims description 26
- 239000011347 resin Substances 0.000 claims description 26
- 229910045601 alloy Inorganic materials 0.000 claims description 17
- 239000006087 Silane Coupling Agent Substances 0.000 claims description 15
- 229910052749 magnesium Inorganic materials 0.000 claims description 15
- 230000015572 biosynthetic process Effects 0.000 claims description 13
- 229910052802 copper Inorganic materials 0.000 claims description 11
- 125000000524 functional group Chemical group 0.000 claims description 9
- 239000002253 acid Substances 0.000 claims description 8
- 239000003822 epoxy resin Substances 0.000 claims description 8
- 229920000647 polyepoxide Polymers 0.000 claims description 8
- 239000012670 alkaline solution Substances 0.000 claims description 6
- 239000004925 Acrylic resin Substances 0.000 claims description 4
- 229920000178 Acrylic resin Polymers 0.000 claims description 4
- 239000004677 Nylon Substances 0.000 claims description 4
- 150000002825 nitriles Chemical class 0.000 claims description 4
- 229920001778 nylon Polymers 0.000 claims description 4
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 4
- 229910018134 Al-Mg Inorganic materials 0.000 claims description 3
- 229910021365 Al-Mg-Si alloy Inorganic materials 0.000 claims description 3
- 229910018467 Al—Mg Inorganic materials 0.000 claims description 3
- 229910018571 Al—Zn—Mg Inorganic materials 0.000 claims description 3
- 229910017818 Cu—Mg Inorganic materials 0.000 claims description 3
- 230000007935 neutral effect Effects 0.000 claims description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 66
- 239000010410 layer Substances 0.000 description 65
- 239000011777 magnesium Substances 0.000 description 40
- 238000001035 drying Methods 0.000 description 39
- 239000003921 oil Substances 0.000 description 35
- 239000010949 copper Substances 0.000 description 28
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 28
- 239000004115 Sodium Silicate Substances 0.000 description 25
- 229910052911 sodium silicate Inorganic materials 0.000 description 25
- 239000000853 adhesive Substances 0.000 description 24
- 230000001070 adhesive effect Effects 0.000 description 24
- 230000000052 comparative effect Effects 0.000 description 21
- 235000010210 aluminium Nutrition 0.000 description 20
- 239000011734 sodium Substances 0.000 description 20
- 235000019795 sodium metasilicate Nutrition 0.000 description 19
- 239000000243 solution Substances 0.000 description 18
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 15
- 239000003513 alkali Substances 0.000 description 15
- 230000007797 corrosion Effects 0.000 description 15
- 238000005260 corrosion Methods 0.000 description 15
- 229910052751 metal Inorganic materials 0.000 description 15
- 238000012986 modification Methods 0.000 description 14
- 230000004048 modification Effects 0.000 description 14
- 239000000126 substance Substances 0.000 description 14
- 239000002184 metal Substances 0.000 description 13
- 230000000694 effects Effects 0.000 description 12
- 238000012545 processing Methods 0.000 description 12
- 238000006243 chemical reaction Methods 0.000 description 10
- 238000001336 glow discharge atomic emission spectroscopy Methods 0.000 description 10
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 9
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 9
- 238000005554 pickling Methods 0.000 description 9
- 238000000137 annealing Methods 0.000 description 8
- 150000001768 cations Chemical class 0.000 description 8
- 238000005238 degreasing Methods 0.000 description 8
- 239000011151 fibre-reinforced plastic Substances 0.000 description 8
- 238000004381 surface treatment Methods 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 7
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 7
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 7
- 239000010721 machine oil Substances 0.000 description 7
- 229910052760 oxygen Inorganic materials 0.000 description 7
- 239000001301 oxygen Substances 0.000 description 7
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 6
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- 230000032683 aging Effects 0.000 description 6
- 238000004140 cleaning Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 235000019353 potassium silicate Nutrition 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 125000004429 atom Chemical group 0.000 description 5
- 238000005097 cold rolling Methods 0.000 description 5
- 238000005304 joining Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 239000003973 paint Substances 0.000 description 5
- 238000005507 spraying Methods 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 4
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 4
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 238000000265 homogenisation Methods 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 4
- 239000011591 potassium Substances 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- 238000005406 washing Methods 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004111 Potassium silicate Substances 0.000 description 3
- 230000002950 deficient Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- NNHHDJVEYQHLHG-UHFFFAOYSA-N potassium silicate Chemical compound [K+].[K+].[O-][Si]([O-])=O NNHHDJVEYQHLHG-UHFFFAOYSA-N 0.000 description 3
- 229910052913 potassium silicate Inorganic materials 0.000 description 3
- 235000012239 silicon dioxide Nutrition 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 239000013585 weight reducing agent Substances 0.000 description 3
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 2
- OBMBUODDCOAJQP-UHFFFAOYSA-N 2-chloro-4-phenylquinoline Chemical compound C=12C=CC=CC2=NC(Cl)=CC=1C1=CC=CC=C1 OBMBUODDCOAJQP-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- LVGKNOAMLMIIKO-UHFFFAOYSA-N Elaidinsaeure-aethylester Natural products CCCCCCCCC=CCCCCCCCC(=O)OCC LVGKNOAMLMIIKO-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 229910001335 Galvanized steel Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004954 Polyphthalamide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- IVLBGFRTARNACQ-UHFFFAOYSA-N [3-[3,3-bis(triethoxysilyl)propyltetrasulfanyl]-1-triethoxysilylpropyl]-triethoxysilane Chemical compound CCO[Si](OCC)(OCC)C([Si](OCC)(OCC)OCC)CCSSSSCCC([Si](OCC)(OCC)OCC)[Si](OCC)(OCC)OCC IVLBGFRTARNACQ-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- LVGKNOAMLMIIKO-QXMHVHEDSA-N ethyl oleate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCC LVGKNOAMLMIIKO-QXMHVHEDSA-N 0.000 description 2
- 229940093471 ethyl oleate Drugs 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 239000008397 galvanized steel Substances 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 230000036571 hydration Effects 0.000 description 2
- 238000006703 hydration reaction Methods 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- PAZHGORSDKKUPI-UHFFFAOYSA-N lithium metasilicate Chemical compound [Li+].[Li+].[O-][Si]([O-])=O PAZHGORSDKKUPI-UHFFFAOYSA-N 0.000 description 2
- 229910052912 lithium silicate Inorganic materials 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 229910017604 nitric acid Inorganic materials 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920006375 polyphtalamide Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- JXUKBNICSRJFAP-UHFFFAOYSA-N triethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CCO[Si](OCC)(OCC)CCCOCC1CO1 JXUKBNICSRJFAP-UHFFFAOYSA-N 0.000 description 2
- QMMJWQMCMRUYTG-UHFFFAOYSA-N 1,2,4,5-tetrachloro-3-(trifluoromethyl)benzene Chemical compound FC(F)(F)C1=C(Cl)C(Cl)=CC(Cl)=C1Cl QMMJWQMCMRUYTG-UHFFFAOYSA-N 0.000 description 1
- DCQBZYNUSLHVJC-UHFFFAOYSA-N 3-triethoxysilylpropane-1-thiol Chemical compound CCO[Si](OCC)(OCC)CCCS DCQBZYNUSLHVJC-UHFFFAOYSA-N 0.000 description 1
- URDOJQUSEUXVRP-UHFFFAOYSA-N 3-triethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CCO[Si](OCC)(OCC)CCCOC(=O)C(C)=C URDOJQUSEUXVRP-UHFFFAOYSA-N 0.000 description 1
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 1
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 1
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 241001163841 Albugo ipomoeae-panduratae Species 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- HVUMOYIDDBPOLL-XWVZOOPGSA-N Sorbitan monostearate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O HVUMOYIDDBPOLL-XWVZOOPGSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000003483 aging Methods 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000005536 corrosion prevention Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000009503 electrostatic coating Methods 0.000 description 1
- 238000010828 elution Methods 0.000 description 1
- 238000004993 emission spectroscopy Methods 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000008235 industrial water Substances 0.000 description 1
- 229910017053 inorganic salt Inorganic materials 0.000 description 1
- 229910052909 inorganic silicate Inorganic materials 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 229910001425 magnesium ion Inorganic materials 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 125000000962 organic group Chemical group 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- PARWUHTVGZSQPD-UHFFFAOYSA-N phenylsilane Chemical compound [SiH3]C1=CC=CC=C1 PARWUHTVGZSQPD-UHFFFAOYSA-N 0.000 description 1
- 229920002577 polybenzoxazole Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000002990 reinforced plastic Substances 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 125000003808 silyl group Chemical group [H][Si]([H])([H])[*] 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L sodium carbonate Substances [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000001587 sorbitan monostearate Substances 0.000 description 1
- 229940035048 sorbitan monostearate Drugs 0.000 description 1
- 235000011076 sorbitan monostearate Nutrition 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- POWFTOSLLWLEBN-UHFFFAOYSA-N tetrasodium;silicate Chemical compound [Na+].[Na+].[Na+].[Na+].[O-][Si]([O-])([O-])[O-] POWFTOSLLWLEBN-UHFFFAOYSA-N 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- HQYALQRYBUJWDH-UHFFFAOYSA-N trimethoxy(propyl)silane Chemical compound CCC[Si](OC)(OC)OC HQYALQRYBUJWDH-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/14—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a face layer formed of separate pieces of material which are juxtaposed side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/092—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/60—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using alkaline aqueous solutions with pH greater than 8
- C23C22/66—Treatment of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
Definitions
- the present invention relates to an aluminum alloy material, an aluminum alloy material with an adhesive resin layer, a method for producing an aluminum alloy material, and a method for producing an aluminum alloy material with an adhesive resin layer.
- a surface treatment for improving the corrosion resistance and paint adhesion of a metal surface is known from the viewpoint of corrosion prevention.
- Patent Document 1 discloses an adhesive formed on a metal such as aluminum by treating it with an aqueous composition containing a tetraalkylsilicate such as tetraethylorthosilicate and a hydrated oxide sol such as silica sol. A method for improving the initial adhesion of the coating film and the long-term stability of the adhesion is described.
- Patent Document 2 discloses that after treating a metal substrate with a first treatment solution consisting essentially of at least one polyfunctional silane having at least two trisubstituted silyl groups, at least one kind of organo A technique for improving the corrosion resistance of a metal by applying a second coating containing a second treatment solution containing a functional silane is described.
- Patent Document 3 describes a technique for improving the corrosion resistance of a metal by treating the metal substrate with a solution containing aminosilane and polysilyl functional silane.
- Patent Document 4 describes a method of improving corrosion resistance by rinsing the surface of a galvanized steel sheet with an aqueous solution containing a silicate compound and then treating it with a silane coupling agent.
- Patent Document 5 discloses that a solution containing a silicate ester, an aluminum inorganic salt and polyethylene glycol and further containing a silane coupling agent is applied onto a galvanized steel sheet and dried to form a film. Thus, a technique for improving paint adhesion and white rust resistance is described.
- Patent Document 6 discloses a technique for improving paint adhesion by treating the surface of a metal material such as aluminum or aluminum alloy with an aqueous solution containing water glass such as sodium water glass and silane such as aminosilane. Are listed.
- Patent Document 7 improves corrosion resistance and paint adhesion by treating a metal sheet with an alkaline solution containing an inorganic silicate, an organofunctional silane, and a crosslinking agent containing two or more trialkoxysilyl groups. The method is described.
- Patent Documents 4 to 7 are intended only for the purpose of preventing corrosion of metal surfaces and improving the adhesion of paints. Therefore, although the formed film is thick, the mechanical film itself has low mechanical strength and becomes brittle with respect to tension and stress, and high adhesive strength cannot be obtained.
- the surface-treated aluminum alloy material is coated with oil after the surface treatment to improve workability, and then molded and bonded.
- machine oil such as lubricating oil, press oil or processing oil is included between the surface treatment film and the adhesive, the adhesiveness of the adhesive is greatly reduced, and high adhesive strength cannot be obtained.
- machine oil such as press oil or processing oil adheres to the surface.
- the present invention provides an aluminum alloy material, an aluminum alloy material with an adhesive resin layer, and an aluminum alloy that have excellent adhesion durability, even when exposed to a high-temperature and humid environment.
- the main object is to provide a method for producing a material and a method for producing an aluminum alloy material with an adhesive resin layer.
- the inventor formed a film made of an oxide of aluminum containing silicon by silicate treatment on the surface of the aluminum base material, While forming a film containing a silane compound, a hydrolyzate thereof or a polymer thereof and adjusting the amount of each component in the first film, it was found that excellent adhesion durability was obtained, and the present invention was achieved. .
- the present invention provides an aluminum alloy base material, a first film made of an aluminum oxide containing silicon, formed on at least a part of the surface of the aluminum alloy base material, and at least a part of the first film.
- An aluminum alloy material provided with a second film containing a silane compound having two or more hydrolyzable trialkoxysilyl groups in the molecule, a hydrolyzate thereof, or a polymer thereof Contains 15 atomic percent or more and less than 80 atomic percent of Si and Mg of 0.1 atomic percent or more and less than 30 atomic percent, Cu is restricted to less than 0.6 atomic percent, and Na, K and Li
- the Si amount, Mg amount, Cu amount, Na amount, K amount and Li amount in the first film are values measured by a high-frequency glow discharge emission spectroscopic analysis (GD-OES: Glow Discharge-Optical Emission Spectroscopy). It is.
- the amount of Si in the first coating is preferably 20 atomic% or more and less than 75 atomic%, and more preferably 30 atomic% or more and less than 70 atomic%.
- the second film may further contain a silane coupling agent having a reactive functional group capable of chemically bonding with the organic resin component, a hydrolyzate thereof, or a polymer thereof.
- the coating amount of the second coating is preferably 0.01 to 30 mg / m 2 , more preferably 0.2 to 20 mg / m 2 , and 0.5 to 10 mg. further preferably / m 2.
- the aluminum alloy base material is made of an Al—Mg alloy, an Al—Cu—Mg alloy, an Al—Mg—Si alloy, or an Al—Zn—Mg alloy. Also good.
- the present invention also provides an aluminum alloy material with an adhesive resin layer in which an adhesive resin layer is formed on the second film of the aluminum alloy material described above.
- the adhesive resin layer may contain at least one selected from an epoxy resin, a urethane resin, a nitrile resin, a nylon resin, and an acrylic resin.
- the present invention also provides a first film forming step of forming a first film made of an oxide of aluminum containing silicon on at least a part of the surface of an aluminum alloy substrate, and an intramolecular structure in at least a part of the first film.
- the oxide film is treated with a first aqueous solution containing silicate
- the first film is treated with a second aqueous solution containing a silane compound having two or more hydrolyzable trialkoxysilyl groups in the molecule, a hydrolyzate thereof, or a polymer thereof.
- a manufacturing method is also provided.
- the etching amount in the etching treatment stage it is preferable to control the etching amount in the etching treatment stage to less than 700 nm.
- the silicate treatment stage is after the etching treatment stage, and at least one of acid treatment and alkaline solution treatment is performed as the etching treatment stage. May be performed.
- the silicate treatment stage is the same as the etching treatment stage, and the first aqueous solution is a neutral or alkaline aqueous solution containing silicate. There may be.
- the second aqueous solution is an aqueous solution further containing a silane coupling agent having a reactive functional group capable of chemically bonding to an organic resin component, a hydrolyzate thereof, or a polymer thereof. Also good.
- the present invention includes an adhesive resin layer forming step of forming an adhesive resin layer on the second film of the aluminum alloy material manufactured by the above-described method for manufacturing an aluminum alloy material.
- a manufacturing method is also provided.
- the present invention it is possible to realize an aluminum alloy material that is hardly deteriorated in adhesive strength and is excellent in adhesion durability even when exposed to a high-temperature and humid environment.
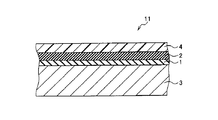
- FIG. 1 is a cross-sectional view schematically showing a configuration of an aluminum alloy material according to the first embodiment of the present invention.
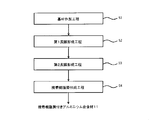
- FIG. 2 is a flowchart showing a method for manufacturing the aluminum alloy material shown in FIG.
- FIG. 3 is a cross-sectional view schematically showing a configuration of an aluminum alloy material with an adhesive resin layer according to a modification of the first embodiment of the present invention.
- FIG. 4 is a flowchart showing a method of manufacturing the aluminum alloy material with an adhesive resin layer shown in FIG.
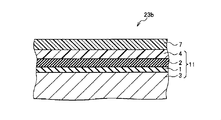
- FIG. 5 is a cross-sectional view schematically showing a configuration example of a joined body according to the second embodiment of the present invention.
- FIG. 6A is a cross-sectional view schematically showing another configuration example of the joined body according to the second embodiment of the present invention.
- FIG. 1 is a cross-sectional view schematically showing a configuration of an aluminum alloy material according to the first embodiment of the present invention.
- FIG. 2 is a flowchart showing a method for manufacturing the aluminum alloy material
- FIG. 6B is a cross-sectional view schematically showing another configuration example of the joined body according to the second embodiment of the present invention.
- FIG. 7 is a cross-sectional view schematically showing another configuration example of the joined body according to the second embodiment of the present invention.
- FIG. 8A is a cross-sectional view schematically showing another configuration example of the joined body according to the second embodiment of the present invention.
- FIG. 8B is a cross-sectional view schematically showing another configuration example of the joined body according to the second embodiment of the present invention.
- FIG. 9A is a side view schematically showing a method for measuring the cohesive failure rate.
- FIG. 9B is a plan view schematically showing a method for measuring the cohesive failure rate.
- the aluminum alloy material according to the present embodiment includes an aluminum alloy base material, a first film made of an oxide of aluminum containing silicon, formed on at least a part of the surface of the aluminum alloy base material, and the first film.
- An aluminum alloy material provided with a second film formed on at least a part of the silane compound having two or more hydrolyzable trialkoxysilyl groups in the molecule, a hydrolyzate thereof, or a polymer thereof,
- the first coating contains Si at 15 atomic% or more and less than 80 atomic% and Mg at 0.1 atomic% or more and less than 30 atomic%, Cu is restricted to less than 0.6 atomic%, and Na
- FIG. 1 is a cross-sectional view schematically showing the configuration of the aluminum alloy material of the present embodiment.
- an aluminum alloy material 10 of the present embodiment is made of an oxide of aluminum containing silicon in at least a part of the surface of an aluminum alloy substrate 3 (hereinafter also referred to as a substrate 3).
- a first film 1 (hereinafter also referred to as film 1) containing 0.01 to 25 atomic% of an alkali metal element is formed, and a trialkoxysilyl group in the molecule is formed on at least a part of the first film 1
- a second film 2 (hereinafter also referred to as film 2) containing a silane compound having two or more thereof, a hydrolyzate thereof, or a polymer thereof is formed.
- the substrate 3 is made of an aluminum alloy.
- the type of aluminum alloy that forms the base material 3 is not particularly limited, and various non-heat-treatable or heat-treated aluminums that are defined in JIS or approximate to JIS, depending on the use of the processed member. It can be used by appropriately selecting from alloys.
- the non-heat treatment type aluminum alloy there are pure aluminum (1000 series), Al—Mn series alloy (3000 series), Al—Si series alloy (4000 series), and Al—Mg series alloy (5000 series).
- the heat-treatable aluminum alloy there are an Al—Cu—Mg alloy (2000 series), an Al—Mg—Si alloy (6000 series), and an Al—Zn—Mg alloy (7000 series).
- the base material 3 preferably has a 0.2% proof stress of 100 MPa or more from the viewpoint of strength.
- Aluminum alloys that can form a base material that satisfies such characteristics include those containing relatively large amounts of magnesium, such as 2000 series, 5000 series, 6000 series, and 7000 series, and these alloys are necessary. Depending on the condition, it may be tempered. Among various aluminum alloys, it is preferable to use a 6000 series aluminum alloy because it has excellent age-hardening ability, has a relatively small amount of alloy elements, and is excellent in scrap recyclability and formability.
- the first film 1 (hereinafter also referred to as film 1) is a film made of an oxide of aluminum containing silicon and formed on at least a part of the surface of the substrate 3.
- the coating 1 contains 0.1 atomic% or more and less than 30 atomic% of Mg and 15 atomic% or more and less than 80 atomic% of Si, Cu is restricted to less than 0.6 atomic%, and Li, Na, and 0.01 to 25 atomic% of at least one alkali metal element selected from K is contained.
- the film 1 has excellent corrosion resistance under a high temperature and humidity environment, and is provided to improve the adhesion durability.
- the suitable range of each component amount contained in the film 1 will be described.
- the coating 1 is formed on the entire surface of one side of the substrate 3, but the present embodiment is not limited to this.
- the film 1 may be formed on only a part of the surface of the substrate 3. Further, the coating 1 may be formed on both surfaces of the substrate 3.
- the aluminum alloy constituting the base material of the aluminum alloy material usually contains magnesium (Mg) as an alloy component, and an oxide film that is a composite oxide of aluminum and magnesium is formed on the surface of the base material 3.
- Mg magnesium
- an oxide film that is a composite oxide of aluminum and magnesium is formed on the surface of the base material 3.
- magnesium will be present in a concentrated state on the surface. For this reason, when an adhesive resin is formed on the oxide film, the surface magnesium becomes a weak boundary layer of the adhesive interface, and the initial adhesiveness is lowered.
- the adhesion durability of the aluminum alloy material tends to decrease. Therefore, in the aluminum alloy material 10 of the present embodiment, it is preferable to limit the Mg content in the coating 1 to less than 30 atomic%. Thereby, adhesion durability can be improved.
- the Mg content of the film 1 is more preferably less than 25 atomic%, more preferably less than 20 atomic%, and still more preferably less than 10 atomic%, from the viewpoint of improving adhesion durability.
- the lower limit of the Mg content of the coating 1 is preferably 0.1 atomic% or more from the viewpoint of economy.
- the Mg content in the film 1 can be measured by a high-frequency glow discharge optical emission spectrometry (GD-OES).
- the method for adjusting the Mg content of the film 1 is not particularly limited.
- acids or mixed acids such as nitric acid, sulfuric acid and hydrofluoric acid, or potassium hydroxide, sodium hydroxide, silicate and carbonate
- a method of surface treatment with an alkaline solution containing the above can be applied. This method adjusts the Mg content of the film 1 by dissolving magnesium in an acid or alkali solution, and adjusts the treatment time, temperature, concentration and pH of the surface treatment liquid, and thereby in the film 1.
- the amount of Mg can be in the range described above.
- Mg Even if Mg is contained to the extent of an impurity element, Mg may be concentrated in the film 1 when heat treatment is performed at a high temperature, and adjustment by surface treatment with acid or alkali is possible. Is necessary as appropriate. It is also possible to adjust the surface treatment chemical solution by containing Mg ions.
- Silicon has the effect of improving the corrosion resistance of the coating 1 and stabilizing it in a wet environment, and also has the effect of improving the adhesion to the second coating (coating 2) described later. For this reason, it becomes possible to improve adhesion durability by making the film 1 contain silicon.
- the Si content in the film 1 is less than 15 atomic%, the above-described effect tends to be small, and when the Si content is 80 atomic% or more, the film becomes thick and brittle. Adhesive strength is greatly reduced. Further, the spot weldability and the uniformity of the chemical conversion treatment tend to decrease. Therefore, in the aluminum alloy material 10 of the present embodiment, the Si content in the coating 1 is preferably 15 atomic percent or more and less than 80 atomic percent.
- the Si content in the film 1 is preferably 15 atomic% or more, more preferably 20 atomic% or more, and further preferably 30 atomic% or more. Further, from the viewpoint of preventing the decrease in adhesive strength and the uniformity of spot weldability and chemical conversion treatment, the Si content in the film 1 is preferably less than 80 atomic% and more preferably less than 75 atomic%. Preferably, it is less than 70 atomic%.
- the natural oxide film formed on the surface of the aluminum alloy substrate is treated with silicic acid such as sodium silicate or potassium silicate. It is important to perform treatment (silicate treatment) with an aqueous solution containing a salt (silicate aqueous solution).
- the Cu content in the film 1 is preferably restricted to less than 0.6 atomic%.
- the amount of Cu in the film 1 is less than 0.5 atomic% from the viewpoint of improving the adhesion with the second film (film 2).
- the etching method is not limited.
- the same processing method as described in the numerical value limitation of Mg Can be applied. That is, for example, etching can be performed by treatment with an acid or alkali solution.
- the concentration of elements such as Mg, Si, Cu, Li, Na, and K in the first coating 1 is measured by, for example, high-frequency glow discharge emission spectroscopy (GD-OES: Glow Discharge-Optical Emission Spectroscopy). be able to.
- GD-OES Glow Discharge-Optical Emission Spectroscopy
- Mg, copper (Cu), sodium (Na), lithium (Li), potassium (K), iron (Fe), titanium (Ti) and other metal elements and silicon (Si) and other elements were measured, and the results
- the value obtained by calculating the content of Mg, Si, Al, Cu, Na, Li, K, etc. as a percentage is taken as the amount of each element.
- the film 1 is formed by treating the oxide film on the surface of the aluminum alloy substrate with an aqueous solution containing a silicate compound, it is inevitable as a charge guarantee for silicate ions taken into the oxide film.
- a silicate compound in the form of a cation (Na + , K + , Li +, etc.).
- This cation reacts with carbon dioxide in the atmosphere and precipitates as an alkali component in the film, and also plays a role of enhancing the corrosion resistance of the film. Accordingly, these cations are preferably contained in the coating 1 in an amount of 0.01 atomic% or more, and more preferably 0.02 atomic% or more.
- the proportion of cations in the coating 1 has a correlation with the proportion of silicon atoms.
- the proportion of silicon atoms in the coating 1 exceeds 25 atomic%, the proportion of silicon atoms in the coating 1 also becomes 80 atomic percent or more.
- coat 1 is 0.01 atomic% or more and 25 atomic% or less.
- the content of these alkali metal elements (Na, K, Li) contained in the film 1 can be measured by GD-OES. Moreover, when multiple types of these cations are contained in the film 1, the total content thereof is preferably within the above range.
- the film 1 preferably has a thickness of 1 to 30 nm.
- the ester in the press oil used when producing a joined body or an automobile member from the rust preventive oil or the aluminum alloy material 10 used when the base material 3 is produced. Adsorption of components is suppressed. For this reason, even if it does not provide the membrane
- in order to control the film thickness of the film 1 to be less than 1 nm excessive acid cleaning or the like is required, so that productivity is inferior and practicality tends to be lowered.
- excessive etching by alkali degreasing or acid causes the Cu contained in the base material 3 to be concentrated on the surface, and causes a decrease in adhesion durability.
- the film thickness of the film 1 is preferably 2 nm or more and less than 25 nm, and more preferably 3 nm or more and less than 20 nm, from the viewpoints of chemical conversion and productivity.
- the coating amount of the silicate aqueous solution is preferably adjusted so that the coating amount after drying is 0.3 mg / m 2 or more and 30 mg / m 2 or less from the viewpoint of obtaining a sufficient effect of improving the adhesion durability. More preferably, the coating amount after drying is adjusted to 0.5 mg / m 2 or more and 25 mg / m 2 or less, more preferably 1 mg / m 2 or more and 20 mg / m 2 or less. If the coating amount of the silicate aqueous solution is too small, the amount of silicate is too small, and good adhesion durability may not be obtained. Moreover, when the application amount of the silicate aqueous solution becomes too large, the formed film becomes too thick, peeling occurs in the film, and the adhesion durability may be impaired.
- the second film 2 (hereinafter also referred to as film 2) contains, as a main component, a silane compound having a plurality of hydrolyzable trialkoxysilyl groups in the molecule, a hydrolyzate thereof, or a polymer thereof.
- Silane compounds with multiple hydrolyzable trialkoxysilyl groups in the molecule not only form dense siloxane bonds by self-polymerization, but also form highly chemically reactive bonds with metal oxides. Therefore, the wet durability of the film 1 can be further improved.
- the film containing the silane compound, its hydrolyzate or its polymer has high mutual solubility with organic compounds such as machine oils and adhesives, and even if machine oil adheres to the film, the influence can be mitigated. For this reason, it also plays a role in preventing a decrease in adhesion durability due to oiling.
- the kind of the silane compound is not particularly limited, from the economical viewpoint, a silane compound (bissilane compound) having two hydrolyzable trialkoxysilyl groups in the molecule is preferable.
- bistrialkoxysilylethane bistrialkoxysilylethane, bistrialkoxy Silylbenzene, bistrialkoxysilylpropylhexane, bistrialkoxysilylpropylamine, bistrialkoxysilylpropyltetrasulfide, and the like can be used.
- bistriethoxysilylethane BTSE
- BTSE bistriethoxysilylethane
- silane compound its hydrolyzate, or its polymer, only 1 type may be used independently and it may be used in combination of 2 or more type.
- the amount of the silane compound having a plurality of trialkoxysilyl groups in the molecule, its hydrolyzate or its polymer in the film 2 is preferably 0.01% by mass or more, and 0.2% by mass or more. It is more preferable that the content is 0.5% by mass or more. Moreover, although it does not specifically limit as an upper limit, For example, 100 mass% may be sufficient.
- the film 2 further includes a silane coupling agent having a reactive functional group capable of chemically bonding to the organic resin component, a hydrolyzate thereof or a polymer thereof in addition to the silane compound, a hydrolyzate thereof or a polymer thereof.
- a silane coupling agent having a reactive functional group capable of chemically bonding to the organic resin component, a hydrolyzate thereof or a polymer thereof in addition to the silane compound, a hydrolyzate thereof or a polymer thereof.
- the silane coupling agent include silane coupling agents having a reactive functional group such as an amino group, an epoxy group, a methacryl group, a vinyl group, or a mercapto group.
- silane coupling agent which has various functional groups can be selected suitably according to the adhesive resin to be used.
- suitable silane coupling agents include, for example, 3-aminopropyltrimethoxysilane, 3-aminopropyltriethoxysilane, 3- (N-aminoethyl) -aminopropyltrimethoxysilane, 3- (N— Aminoethyl) -aminopropyltriethoxysilane, 3-mercaptopropyltrimethoxysilane, 3-mercaptopropyltriethoxysilane, 3-glycidoxypropyltrimethoxysilane, 3-glycidoxypropyltriethoxysilane, 3-methacryloxy Examples thereof include propyltrimethoxysilane and 3-methacryloxypropyltriethoxysilane.
- the coating amount after drying of the coating 2 is preferably 0.01 mg / m 2 or more and less than 30 mg / m 2 . Further, the coating amount after drying of the coating 2 is more preferably 0.2 mg / m 2 or more and less than 20 mg / m 2 , and further preferably 0.5 mg / m 2 or more and less than 10 mg / m 2 .
- FIG. 2 is a flowchart showing a method for manufacturing the aluminum alloy material 10 of the present embodiment shown in FIG. As shown in FIG. 2, when manufacturing the aluminum alloy material 10 of this embodiment, base material preparation process S1, 1st film formation process S2, and 2nd film formation process S3 are performed. Hereinafter, each step will be described.
- the shape of the substrate is not particularly limited, and depending on the shape of a member produced using an aluminum alloy material, in addition to a plate shape, a cast material, a forged material, an extruded material (for example, a hollow bar shape), etc. Any shape that can be taken as In the base material manufacturing step S1, when a plate-shaped base material (substrate) is manufactured as an example, the substrate is manufactured by the following procedure, for example. First, an aluminum alloy having a predetermined composition is melted by continuous casting and cast to produce an ingot (melting casting process). Next, the produced ingot is subjected to homogenization heat treatment (homogenization heat treatment step).
- the ingot subjected to homogenization heat treatment is hot-rolled to produce a hot-rolled sheet (hot-rolling step).
- the hot-rolled sheet is subjected to rough annealing or intermediate annealing at 300 to 580 ° C., and cold rolling with a final cold rolling rate of 5% or more is performed at least once, so that a cold-rolled sheet (substrate) having a predetermined thickness is obtained. (Cold rolling process).
- the temperature of rough annealing or intermediate annealing it is preferable to set the temperature of rough annealing or intermediate annealing to 300 ° C. or higher, and thereby the effect of improving formability is more exhibited.
- the temperature of rough annealing or intermediate annealing shall be 580 degrees C or less, and this becomes easy to suppress the fall of the moldability by generation
- the final cold rolling rate is preferably 5% or more, and thereby, the effect of improving the formability is more exhibited.
- the conditions of homogenization heat processing and hot rolling are not specifically limited, It can carry out on the conditions in the case of obtaining a hot rolled sheet normally. Further, intermediate annealing may not be performed.
- Step S2 First film formation step>
- the film 1 is formed on at least a part (that is, a part or all) of the surface of the base material 3 produced in the base material production process of step S1.
- the first film forming step (step S2) specifically includes, for example, a heat treatment stage in which the base material 3 is heat-treated to form an oxide film on the surface of the base material 3, and the heat treatment stage.
- a subsequent etching process step and a silicate treatment step As, the oxide film formed on the surface of the substrate 3 is treated with an aqueous solution containing silicate as a silicate treatment step.
- the film 1 is formed so that the Mg amount, the Si amount, the Cu amount, and the total amount of Na, K, and Li in the film 1 are in a specific range.
- the base material 3 is heated to, for example, 400 to 580 ° C. to form an oxide film on the surface of the base material 3. Further, the heat treatment also has an effect of adjusting the strength of the aluminum alloy material 10.
- the heat treatment performed here is a solution treatment when the substrate 3 is formed of a heat-treatable aluminum alloy, and is annealed when the substrate 3 is formed of a non-heat-treatable aluminum alloy. It is heat processing in (final annealing).
- This heat treatment is preferably rapid heating at a heating rate of 100 ° C./min or more from the viewpoint of improving the strength.
- the strength of the aluminum alloy material 10 and the strength after heating (baking) of the aluminum alloy material 10 can be further increased by setting the heating temperature to 400 ° C. or higher and performing rapid heating.
- the heating temperature is set to 580 ° C. or less and performing rapid heating, it is possible to suppress a decrease in formability due to the occurrence of burning.
- the holding time in the heat treatment is preferably 3 to 30 seconds.
- the surface treatment of the oxide film formed by the above-described method is preferably performed so that the Mg amount, Si amount, Cu amount, and total amount of Na, K, and Li in the first film are in a specific range.
- the chemical solution (acid detergent) used in the pickling is not particularly limited, for example, a solution containing one or more selected from the group selected from sulfuric acid, nitric acid and hydrofluoric acid can be used.
- the acid detergent may contain a surfactant in order to improve the degreasing property.
- the pickling conditions can be appropriately set in consideration of the alloy composition of the base material 3, the thickness of the oxide film, etc., and are not particularly limited. For example, the pH is 2 or less, the treatment temperature is 10 to 80 ° C., Conditions with a processing time of 1 to 120 seconds can be applied.
- the chemical solution used for alkali cleaning is not particularly limited, and for example, a solution containing at least one selected from the group selected from sodium hydroxide and potassium hydroxide can be used.
- the conditions for the treatment with the alkaline solution can be appropriately set in consideration of the alloy composition of the substrate 3, the thickness of the oxide film, and the like, and are not particularly limited.
- the pH is 10 or more
- the treatment temperature is 10 to 80.
- Conditions of ° C and a treatment time of 1 to 120 seconds can be applied.
- the rinsing method is not particularly limited, and examples thereof include spraying and dipping.
- Examples of the cleaning liquid used for rinsing include industrial water, pure water, and ion exchange water.
- the processing conditions are adjusted so that the etching amount of the oxide film is preferably less than 700 nm, more preferably less than 500 nm.
- the etching amount in the etching treatment stage in the present specification is the dissolution amount of the oxide film or the base material including the oxide film, and the decrease in weight before and after the etching treatment is measured, and the thickness (film thickness) is measured. ).
- the conversion from the weight reduction amount to the film thickness is performed by calculating the aluminum thickness using the aluminum density of 2.7 g / cm 3 for convenience.
- the total etching amount of the oxide film and the base material is defined as the etching amount.
- the base material 3 having an oxide film is treated with an aqueous solution containing silicate (also referred to as an aqueous silicate solution or a first aqueous solution).
- the treatment with the silicate aqueous solution includes not only the application of the silicate aqueous solution but also the immersion in the silicate aqueous solution.
- the silicate treatment stage is performed as the final stage of film formation in the film formation process, and no pickling is performed after the silicate treatment.
- washing and / or drying is performed after the treatment with the silicate aqueous solution, the washing and / or drying is also included in the silicate treatment stage, and the order thereof is not limited.
- the silicate concentration in the silicate aqueous solution is not particularly defined, but from the viewpoint of practicality, it is desirable to treat with an aqueous solution of 0.001% by mass or more.
- the pH of the silicate aqueous solution is also particularly limited. Although it is not a thing, since it may precipitate in liquids other than alkali, it is preferable to set it as pH9 or more.
- silicate aqueous solution having a silicate concentration of 0.001% by mass or more and 0.5% by mass or less, and 0.01% by mass or more. More preferably, it is 0.4 mass% or less.
- the type of silicate contained in the silicate aqueous solution is not particularly limited.
- basic silicates include silicates of alkali metals such as lithium, sodium, and potassium, and ammonium silicates. Can be mentioned.
- silicates only 1 type may be used independently and may be used in combination of 2 or more type.
- the lithium silicate include lithium silicate.
- sodium silicate examples include, for example, crystalline sodium orthosilicate (n / m: about 0.5), meta Sodium silicate (n / m: about 1), layered crystal sodium silicate (n / m: in the range of about 2 to 3), amorphous sodium silicate, or liquid water glass (JIS No. 1, 2 and 3).
- crystalline sodium orthosilicate n / m: about 0.5
- meta Sodium silicate n / m: about 1
- layered crystal sodium silicate n / m: in the range of about 2 to 3
- amorphous sodium silicate or liquid water glass (JIS No. 1, 2 and 3).
- potassium silicate, potassium silicate etc. are mentioned, for example.
- Examples of the application method of the silicate aqueous solution include immersion treatment, spraying, roll coating, bar coating, electrostatic coating and the like.
- the oxide film is treated with the silicate aqueous solution, it may be washed (rinsed) if necessary.
- the silicate aqueous solution is dried.
- the drying temperature is preferably 70 ° C. or higher, more preferably 80 ° C. or higher, and still more preferably 90 ° C. or higher.
- the drying temperature is preferably 220 ° C. or lower, more preferably 200 ° C. or lower, and further preferably 190 ° C. or lower.
- the drying time depends on the drying temperature, but is preferably 2 seconds or more, more preferably 5 seconds or more, and further preferably 10 seconds or more. Moreover, the said drying time becomes like this. Preferably it is 20 minutes or less, More preferably, it is 5 minutes or less, More preferably, it is 2 minutes or less.
- the silicate treatment stage is performed after the etching treatment stage, but these may be performed in a single process.
- the oxide film may be treated using a neutral or alkaline aqueous solution containing silicate.
- Step S3 Second film forming step>
- a film 2 containing a silane compound having a plurality of hydrolyzable trialkoxysilyl groups in the molecule, a hydrolyzate thereof, or a polymer thereof is formed.
- the film 2 is formed of an aqueous solution (also referred to as a silane compound aqueous solution or a second aqueous solution) mainly containing a silane compound having a plurality of hydrolyzable trialkoxysilyl groups in the molecule, a hydrolyzate thereof, or a polymer thereof. It is formed by processing.
- the aqueous silane compound solution may further contain a silane coupling agent, a hydrolyzate thereof, or a polymer thereof.
- the silane compound aqueous solution may further contain one or more stabilizers, auxiliary agents, and the like as desired.
- the stabilizer may include organic compounds such as carboxylic acids having 1 to 4 carbon atoms such as formic acid and acetic acid, and alcohols having 1 to 4 carbon atoms such as methanol and ethanol.
- the coating amount of the silane compound aqueous solution from the viewpoint of the adhesion durability, coating amount of the film 2 after drying, per side, it is preferable to be 0.01 mg / m 2 or more 30 mg / m of less than 2.
- the coating amount of the coating 2 is, for example, diluting the silane compound with a solvent (water, organic solvent, or a mixture thereof) to reduce the solid content concentration or viscosity, or adjusting the wet coating amount by the coater count It can be easily controlled.
- the concentration of the silane compound having a plurality of hydrolyzable trialkoxysilyl groups in the molecule, the hydrolyzate thereof, or the polymer thereof in the second aqueous solution is not particularly limited, but for example 0.001% by mass to It is 5% by mass, more preferably 0.003% by mass to 2% by mass, and still more preferably 0.005% by mass to 1% by mass.
- the coating method of the silane compound aqueous solution is not particularly limited, and an existing method can be applied. Specifically, a coating method by dipping, a method using various coating machines such as a roll coater, a bar coater, a gravure coater, a micro gravure coater, a reverse gravure coater, and a dip coater, a spray coating method, and the like can be applied.
- the silane compound aqueous solution is dried by heating after coating. By applying heat and drying, the formation of a covalent bond between the trialkoxysilyl group contained in the silane compound in the film 2 and the metal element in the film 1 is further promoted. Densify and stabilize.
- the heating temperature is preferably 60 ° C. or higher, more preferably 75 ° C. or higher, and still more preferably 90 ° C. or higher. In addition, when the heating temperature is too high, it affects the decomposition of the functional group of the silane compound and the characteristics of the aluminum alloy. Therefore, the heating temperature is preferably 250 ° C. or less, more preferably 200 ° C. or less, and even more preferably 150 ° C. It is as follows.
- the drying time is preferably 2 seconds or more, more preferably 5 seconds or more, and further preferably 10 seconds or more, although it depends on the heating temperature. Moreover, the said drying time becomes like this. Preferably it is 20 minutes or less, More preferably, it is 5 minutes or less, More preferably, it is 2 minutes or less.
- ⁇ Other processes> In the manufacturing process of the aluminum alloy material 10 of the present embodiment, other processes may be included between or before and after each process as long as the processes described above are not adversely affected.
- This preliminary aging treatment is preferably performed by heating at 40 to 120 ° C. within 72 hours at a low temperature of 8 to 36 hours.
- pre-aging treatment By performing pre-aging treatment under these conditions, it is possible to improve moldability and strength after baking.
- a foreign matter removing step for removing foreign matter on the surface of the aluminum alloy material 10 or a defective product removing step for removing defective products generated in each step may be performed.
- the manufactured aluminum alloy material 10 may be coated with machine oil such as press oil on the surface before manufacturing the joined body or before processing into a member for an automobile.
- press oil one containing an ester component is mainly used.
- the method and conditions for applying the press oil to the aluminum alloy material 10 are not particularly limited, and methods and conditions for applying the normal press oil can be widely applied.
- a press containing ethyl oleate as an ester component What is necessary is just to immerse the aluminum alloy material 10 in oil.
- the ester component is not limited to ethyl oleate, and various materials such as butyl stearate and sorbitan monostearate can be used.
- the aluminum alloy material 10 of this embodiment is provided with the coating 2 rich in the solubility of machine oil on the outermost surface, even after the machine oil is applied, the adhesive resin is satisfactorily bonded thereon. be able to.
- the oxide film formed on the surface of the aluminum alloy substrate 3 is silicate-treated to form the film 1 made of an aluminum oxide containing silicon, and then silane.
- the aluminum alloy material 10 is manufactured by processing the first film with the compound aqueous solution to form the film 2.
- the covalent bond of a silane compound and a metal oxide is formed in the interface of the membrane
- the outstanding adhesive durability can be obtained.
- the amount of Mg in the film 1 is adjusted to a specific range, the formation of an oxide film that is mechanically brittle and has low corrosion resistance can be suppressed, and deterioration of the adhesive resin interface can be suppressed.
- the coating 1 contains at least one of a specific amount of Si and a specific amount of Na, K and Li, and the amount of Cu in the coating 1 is regulated to be less than a specific amount, the adhesion between the coating 1 and the coating 2 Will improve. As a result, even when the aluminum alloy material 10 of the present embodiment is exposed to a high-temperature and humid environment, the interfacial peeling is suppressed, and a decrease in adhesive strength can be suppressed over a long period of time.
- FIG. 3 is a cross-sectional view schematically showing a configuration of an aluminum alloy material with an adhesive resin layer according to this modification.
- the same components as those of the aluminum alloy material 10 shown in FIG. 1 are denoted by the same reference numerals, and detailed description thereof is omitted.
- the aluminum alloy material 11 with an adhesive resin layer of the present modification is an adhesive resin layer made of an adhesive resin so as to cover the film 1 and the film 2 of the aluminum alloy material of the first embodiment described above. 4 is formed.
- the adhesive resin layer 4 is made of an adhesive resin or the like, and the aluminum alloy material 11 with the adhesive resin layer of the present modification is joined to another member via the adhesive resin layer 4.
- the other members include another aluminum alloy material in which a film is formed as in the case of the aluminum alloy material 11 with the adhesive resin layer, an aluminum alloy material in which no oxide film is formed, a resin molded body, and the like. .
- the adhesive resin that constitutes the adhesive resin layer 4 is not particularly limited. When an aluminum alloy material such as an epoxy resin, a urethane resin, a nitrile resin, a nylon resin, or an acrylic resin is conventionally joined. The adhesive resin that has been used can be used. Of these, epoxy resins are preferable from the viewpoint of adhesive strength. Further, only one kind of adhesive resin may be used, or a plurality of adhesive resins may be used in combination.
- the thickness of the adhesive resin layer 4 is not particularly limited, but is preferably 10 to 500 ⁇ m, and more preferably 50 to 400 ⁇ m. When the thickness of the adhesive resin layer 4 is less than 10 ⁇ m, the aluminum alloy material 11 with the adhesive resin layer and the aluminum alloy material not provided with another adhesive resin layer are joined via the adhesive resin layer 4. , High adhesion durability may not be obtained. On the other hand, when the thickness of the adhesive resin layer 4 exceeds 500 ⁇ m, the adhesive strength may be reduced.
- FIG. 4 is a flowchart showing a method for manufacturing the aluminum alloy material 11 with an adhesive resin layer of the present modification. As shown in FIG. 4, when manufacturing the aluminum alloy material 11 with an adhesive resin layer of this modification, an adhesive resin layer forming step S4 is performed in addition to the above-described steps S1 to S3.
- Step S4 Adhesive resin layer forming step>
- the adhesive resin layer 4 is formed so as to cover the film 1 and the film 2.
- the method for forming the adhesive resin layer 4 is not particularly limited. For example, when the adhesive resin is a solid, it is heated and pressure-bonded, or dissolved in a solvent to obtain a solution. Further, when the adhesive resin is in a liquid state, a method of spraying or coating the surface of the film 2 as it is can be mentioned.
- a preliminary aging treatment step for performing preliminary aging treatment may be provided.
- the adhesive resin layer is provided in advance, the work such as applying the adhesive resin to the surface of the aluminum alloy material is omitted when producing a joined body or an automobile member. can do.
- the configuration and effects other than those described above in the aluminum alloy material with an adhesive resin layer of the present modification are the same as those in the first embodiment described above.
- the joined body of this embodiment uses the aluminum alloy material of the first embodiment described above or an aluminum alloy material with an adhesive resin layer of a modification thereof.
- 5 to 8B are cross-sectional views schematically showing a configuration example of the joined body of this embodiment. 5 to 8B, the same components as those of the aluminum alloy material 10 and the aluminum alloy material 11 with the adhesive resin layer shown in FIGS. 1 and 3 are denoted by the same reference numerals, and detailed description thereof is omitted.
- the two aluminum alloy materials 10 shown in FIG. 1 are opposed to each other on the surfaces on which the film 1 and the film 2 are formed. It can be set as the structure which has arrange
- the same adhesive resin as the adhesive resin layer 4 described above can be used as the adhesive resin 5.
- an epoxy resin, a urethane resin, a nitrile resin, a nylon resin, an acrylic resin, or the like can be used as the adhesive resin 5.
- the thickness of the adhesive resin 5 is not particularly limited, but is preferably 10 to 500 ⁇ m, more preferably 50 to 400 ⁇ m from the viewpoint of improving the adhesive strength.
- both surfaces of the adhesive resin 5 are the film 1 and the film 2 of the aluminum alloy material 10 of the first embodiment. Even if it does, the adhesive strength of the interface of the adhesive resin 5 and the membrane
- the surface on which the coating 1 and the coating 2 of the aluminum alloy material 10 shown in FIG. It can also be set as the structure which joined the other aluminum alloy material 6 or the resin molding 7 in which the 1st membrane
- the other aluminum alloy material 6 in which the first film and the second film are not formed the same material as the base material 3 described above can be used, and specifically, it is defined in JIS. Or what consists of various non-heat processing type
- Examples of the resin molded body 7 include glass fiber reinforced plastic (GFRP), carbon fiber reinforced plastic (CFRP), boron fiber reinforced plastic (BFRP), aramid fiber reinforced plastic (AFRP, KFRP), polyethylene fiber reinforced plastic (A fiber reinforced plastic molded body formed of various fiber reinforced plastics such as DFRP) and Zylon reinforced plastic (ZFRP) can be used. By using these fiber-reinforced plastic molded bodies, it is possible to reduce the weight of the joined body while maintaining a certain strength.
- GFRP glass fiber reinforced plastic
- CFRP carbon fiber reinforced plastic
- BFRP boron fiber reinforced plastic
- AFRP aramid fiber reinforced plastic
- KFRP polyethylene fiber reinforced plastic
- a fiber reinforced plastic molded body formed of various fiber reinforced plastics such as DFRP
- ZFRP Zylon reinforced plastic
- the resin molded body 7 is made of polypropylene (PP), acrylic-butadiene-styrene copolymer (ABS) resin, polyurethane (PU), polyethylene (PE), polyvinyl chloride (PVC). , Nylon 6, nylon 6,6, polystyrene (PS), polyethylene terephthalate (PET), polyamide (PA), polyphenylene sulfide (PPS), polybutylene terephthalate (PBT), polyphthalamide (PPA), etc. Not engineering plastics can be used.
- the joined bodies 21a and 21b shown in FIGS. 6A and 6B since one surface of the adhesive resin 5 is joined to the coating 1 and the coating 2 side of the aluminum alloy material 10, as in the joined body 20 described above, a member for an automobile. When used in the above, even when exposed to a high temperature and humidity environment, the adhesion durability at the interface is improved without being affected by the type of the adhesive resin. Moreover, since the joined body 21b shown to FIG. 6B has joined the aluminum alloy material 10 and the resin molding 7, it is lightweight compared with the joined body of aluminum alloy materials, By using this joined body 21b, Further weight reduction of the automobile can be realized. The other configurations and effects of the joined bodies 21a and 21b shown in FIGS. 6A and 6B are the same as those of the joined body 20 shown in FIG.
- the aluminum alloy material 11 with the adhesive resin layer provided with the adhesive resin layer 4 shown in FIG. 3, and the aluminum alloy material 10 not provided with the adhesive resin layer 4 shown in FIG. It can also be set as the structure which joined. Specifically, the film 1 and the film 2 side of the aluminum alloy material 10 are joined to the adhesive resin layer 4 side of the aluminum alloy material 11 with the adhesive resin layer. As a result, the coating 1 and coating 2 side of the aluminum alloy material 10 and the coating 1 and coating 2 side of the aluminum alloy material 11 with the adhesive resin layer are respectively connected via the adhesive resin layer 4 of the aluminum alloy material 11 with the adhesive resin layer. It is the structure arrange
- both surfaces of the adhesive resin layer 4 are joined to the film 1 and film 2 side of the aluminum alloy material 10 and the film 1 and film 2 side of the aluminum alloy material 11 with the adhesive resin layer, respectively.
- the adhesion durability at the interface is improved without being affected by the type of the adhesive resin.
- the structure and effect other than the above in the joined body 22 shown in FIG. 7 are the same as those of the joined body 20 shown in FIG.
- Another aluminum alloy material 6 or a resin molded body 7 such as a fiber reinforced plastic molded body on which the film and the second film are not formed may be joined.
- the joined body 23 since one surface of the adhesive resin layer 4 is joined to the coating 1 and the coating 2 side of the aluminum alloy material 11 with the adhesive resin layer, the joined body 23 is formed in the same manner as the joined body 20 described above.
- the adhesion durability at the interface is improved without being affected by the type of adhesive resin.
- the joined body 23b shown in FIG. 8B joins the aluminum alloy material 11 with the adhesive resin layer and the resin molded body 7, it is lighter than the joined body of the aluminum alloy materials, and weight reduction is required. It is suitable for the members of automobiles and vehicles.
- the structures and effects of the joined bodies 23a and 23b shown in FIGS. 8A and 8B other than those described above are the same as those of the joined body 20 shown in FIG.
- a manufacturing method of the joined bodies 20 to 23 particularly a joining method, a conventionally known joining method can be used.
- the method for forming the adhesive resin 5 on the aluminum alloy material is not particularly limited.
- an adhesive sheet prepared in advance using the adhesive resin 5 may be used, or the adhesive resin 5 may be formed on the surface of the film 2. You may form by spraying or apply
- the bonded bodies 20 to 23 may be coated with press oil on their surfaces before being processed into automobile members, similarly to the aluminum alloy material 10 and the aluminum alloy material 11 with an adhesive layer.
- the member for motor vehicles of this embodiment uses the joined object of a 2nd embodiment mentioned above, for example, is a panel for motor vehicles.
- the manufacturing method of the automobile member of the present embodiment is not particularly limited, but a conventionally known manufacturing method can be applied.
- the joined members 20 to 23b shown in FIGS. 5 to 8B are cut or pressed to produce a member for an automobile having a predetermined shape.
- the adhesive resin or the adhesive resin layer and the oxide film (first film) can be formed even when exposed to a high temperature and wet environment.
- the elution of the aluminum alloy base material can be suppressed with almost no influence of hydration.
- an aluminum alloy material was produced by the following method and conditions, and adhesion durability and the like were evaluated.
- Example 1 Using a 6000 series aluminum alloy of JIS 6016 (Mg: 0.54 mass%, Si: 1.11 mass%, Cu: 0.14 mass%), an aluminum alloy cold-rolled sheet having a thickness of 1 mm was produced. And this cold-rolled board was cut
- JIS 6016 Mg: 0.54 mass%, Si: 1.11 mass%, Cu: 0.14 mass%
- an aqueous solution containing 0.0122% by mass of sodium metasilicate sodium metasilicate aqueous solution
- sodium metasilicate aqueous solution sodium metasilicate aqueous solution
- an aqueous solution (BTSE aqueous solution) containing 0.010% by mass of bistriethoxysilylethane (BTSE) was uniformly applied to the surface on the first film side with a bar coater, and heated and dried at 100 ° C. for 1 minute, A film was formed to produce the aluminum alloy material of Example 1.
- Example 2 An aluminum alloy material of Example 2 was obtained in the same manner as in Example 1 except that the concentration of the BTSE aqueous solution was 0.1% by mass. Moreover, the press oil diluted with toluene was apply
- Example 3 An aluminum alloy material of Example 3 was obtained in the same manner as Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.0244 mass% and the concentration of the BTSE aqueous solution was 0.05 mass%. Moreover, the press oil diluted with toluene was apply
- Example 4 An aluminum alloy material of Example 4 was obtained in the same manner as Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.24 mass% and the concentration of the BTSE aqueous solution was 0.05 mass%. Moreover, the press oil diluted with toluene was apply
- Example 5 An aluminum alloy material of Example 5 was obtained in the same manner as Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.061% by mass and the concentration of the BTSE aqueous solution was 1% by mass. Moreover, the press oil diluted with toluene was apply
- Example 6 An aluminum alloy material of Example 6 was obtained in the same manner as in Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.061 mass% and the concentration of the BTSE aqueous solution was 0.01 mass%. Moreover, the press oil diluted with toluene was apply
- Example 7 An aluminum alloy material of Example 7 was obtained in the same manner as Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.061 mass% and the concentration of the BTSE aqueous solution was 0.5 mass%. Moreover, the press oil diluted with toluene was apply
- Example 9 Example 1 except that after applying a sodium metasilicate aqueous solution having a concentration of 0.61% by mass, the substrate was washed with water, heated and dried at 100 ° C. for 1 minute, and then a BTSE aqueous solution having a concentration of 0.1% by mass was applied. In the same manner as described above, an aluminum alloy material of Example 9 was obtained. Moreover, the press oil diluted with toluene was apply
- Example 10 An aluminum alloy material of Example 10 was obtained in the same manner as Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.024 mass% and the concentration of the BTSE aqueous solution was 0.005 mass%. Moreover, the press oil diluted with toluene was apply
- Example 11> This was carried out except that the concentration of the sodium metasilicate aqueous solution was 0.024% by mass, and 0.005% by mass of BTSE was added, and 3-aminopropyltriethoxysilane 0.05% by mass was added.
- an aluminum alloy material of Example 11 was obtained.
- the press oil diluted with toluene was apply
- Example 12 The concentration of the sodium metasilicate aqueous solution was 0.024% by mass, and a BTSE aqueous solution containing 0.005% by mass of BTSE and 0.05% by mass of 3-glycidoxypropyltriethoxysilane was used.
- a BTSE aqueous solution containing 0.005% by mass of BTSE and 0.05% by mass of 3-glycidoxypropyltriethoxysilane was used.
- an aluminum alloy material of Example 12 was obtained.
- Example 13 was carried out in the same manner as in Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.061% by mass, and an aqueous solution containing 0.05% by mass of bistriethoxysilylbenzene (BTSB) was used instead of the BTSE aqueous solution.
- BTSB bistriethoxysilylbenzene
- An aluminum alloy material was obtained.
- the press oil diluted with toluene was apply
- Example 1 was carried out in the same manner as in Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.061% by mass, and an aqueous solution containing 0.1% by mass of bistriethoxysilylpropylamine (BTSA) was used instead of the BTSE aqueous solution. 14 aluminum alloy materials were obtained. Moreover, the press oil diluted with toluene was apply
- BTSA bistriethoxysilylpropylamine
- Example 15 Implementation was carried out in the same manner as in Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.12% by mass, and an aqueous solution containing 0.15% by mass of bistriethoxysilylpropyltetrasulfide (BTSS) was used instead of the BTSE aqueous solution.
- BTSS bistriethoxysilylpropyltetrasulfide
- the aluminum alloy material of Example 15 was obtained.
- the aluminum alloy material of Example 16 was obtained.
- the press oil diluted with toluene was apply
- Comparative Example 1 An aluminum alloy material of Comparative Example 1 was obtained in the same manner as in Example 1 except that the concentration of the sodium metasilicate aqueous solution was 0.61% by mass and the concentration of the BTSE aqueous solution was 0.05% by mass. Moreover, the press oil diluted with toluene was apply
- Comparative Example 2 An aluminum alloy material of Comparative Example 2 was obtained in the same manner as in Example 1 except that the treatment with the sodium metasilicate aqueous solution was not performed and the concentration of the BTSE aqueous solution was changed to 0.18% by mass. Moreover, the press oil diluted with toluene was apply
- Comparative Example 3 An aluminum alloy material of Comparative Example 3 was obtained in the same manner as in Example 1 except that the treatment with the BTSE aqueous solution was not performed. Moreover, the press oil diluted with toluene was apply
- Comparative Example 4 was carried out in the same manner as in Example 1 except that the alkali degreasing and pickling processes were not performed, the concentration of the sodium metasilicate aqueous solution was 0.061% by mass, and the concentration of the BTSE aqueous solution was 0.10% by mass. An aluminum alloy material was obtained. Moreover, the press oil diluted with toluene was apply
- Comparative Example 5 The aluminum alloy of Comparative Example 5 was prepared in the same manner as in Example 1 except that the pickling treatment was performed for 360 seconds, the concentration of the sodium metasilicate aqueous solution was 0.061 mass%, and the concentration of the BTSE aqueous solution was 0.10 mass%. The material was obtained. Moreover, the press oil diluted with toluene was apply
- the first film before forming the second film was measured by sputtering in the film thickness direction by high-frequency glow discharge optical emission spectrometry (GD-OES: model JY-5000RF manufactured by Horiba Joban Yvon).
- Metal elements such as magnesium (Mg), sodium (Na), potassium (K), lithium (Li), copper (Cu), iron (Fe) and titanium (Ti), and oxygen (O), nitrogen (N),
- the amount of each component was measured for elements such as carbon (C), silicon (Si) and sulfur (S).
- the maximum concentration in the first film was defined as the film concentration in the film.
- the concentration of the outermost surface is defined as the film concentration of aluminum (Al).
- oxygen (O) and carbon (C) are particularly susceptible to contamination on the outermost surface and in the vicinity thereof. From the above, in the concentration calculation of each element, the concentration was calculated excluding oxygen (O) and carbon (C). Note that oxygen (O) is highly likely to be affected by contamination at the outermost surface and in the vicinity thereof, and it is difficult to measure the exact concentration.
- the first film of all samples contains oxygen (O). It was clear that The results are shown in Table 1.
- the amount of etching is the amount of dissolution of the oxide film and the base material including the oxide film, and the amount of decrease in weight before and after the etching treatment was measured and estimated as the thickness (film thickness).
- the conversion from the decrease in weight to the film thickness was performed by calculating the aluminum thickness using the aluminum density of 2.7 g / cm 3 for convenience.
- 9A and 9B are diagrams schematically showing a method of measuring the cohesive failure rate
- FIG. 9A is a side view
- FIG. 9B is a plan view.
- the adhesive resin 35 used here is a thermosetting epoxy resin-based adhesive resin (bisphenol A type epoxy resin amount 40 to 50 mass%).
- the prepared adhesion test specimen was immersed in an aqueous sodium chloride solution having a concentration of 5% at 40 ° C. for 20 days and then pulled at a rate of 50 mm / min with a tensile tester to evaluate the cohesive failure rate of the adhesive resin at the bonded portion.
- the cohesive failure rate was calculated based on Equation 1 below.
- the test specimen a was used as one side after the tension of the adhesion test specimen, and the test specimen b was used as the other side.
- the evaluation criteria are that the cohesive failure rate is less than 60% defective (x), 60% or more and less than 70% is slightly good ( ⁇ ), 70% or more and less than 90% is good ( ⁇ ), and 90% or more is excellent. ( ⁇ ).
- the results are shown in Table 1.
- the Si concentration in the first film is higher than the range defined in the present invention, and the Na concentration in the first film is defined in the present invention. It was higher than the range, and the adhesion durability was poor.
- the aluminum alloy material of Comparative Example 2 had a poor adhesion durability because the Si concentration in the first film was lower than the range specified in the present invention.
- the aluminum alloy material of Comparative Example 3 did not have the second film, and had poor adhesion durability.
- the aluminum alloy material of Comparative Example 4 had a Mg concentration in the first film higher than the range specified in the present invention, and had poor adhesion durability.
- the aluminum alloy material of Comparative Example 5 had a Cu concentration in the first film higher than the range specified in the present invention, and had poor adhesion durability.
- the aluminum alloy materials of Examples 1 to 17 that satisfy each requirement defined in the present invention had good wet durability under a high temperature and high humidity environment.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Treatment Of Metals (AREA)
- Laminated Bodies (AREA)
Abstract
本発明は、アルミニウム合金基材と、前記アルミニウム合金基材の表面の少なくとも一部に形成された、ケイ素を含むアルミニウムの酸化物からなる第1皮膜と、前記第1皮膜の少なくとも一部に形成された、分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜を備えるアルミニウム合金材であって、前記第1皮膜は、Siを15原子%以上80原子%未満及びMgを0.1原子%以上30原子%未満含有するとともに、Cuが0.6原子未満%に規制されており、かつ、Na、K及びLiから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有するアルミニウム合金材に関する。
Description
本発明は、アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法に関する。
自動車、船舶及び航空機などの輸送機に用いられる部材の軽量化の観点から、炭素繊維やアルミ合金、鉄鋼材料といった、強度、材質、質量等の異なる異種材料を接合する技術の開発が注目されている。特に、接着樹脂(樹脂接着剤)は、電食による材料の腐食がなく、多様な材料を腐食せずに接合可能なことから、近年積極的に研究されている。しかしながら、高湿環境下では、金属と接着樹脂の界面に水分が浸入し、金属表面の腐食・劣化が起こり、金属と接着樹脂の界面で容易に剥離するため、接着強度が著しく低下してしまう。そのため、金属と接着樹脂の界面を腐食から保護し、湿潤環境下でも接着強度を低下させないような前処理が、接着耐久性を左右する重要な因子となる。
ここで、接着用前処理としては、防食の観点から、金属表面の耐食性や塗料密着性を向上させるための表面処理が知られている。
例えば、特許文献1には、テトラエチルオルソシリケート等のテトラアルキルシリケートと、シリカゾル等の水和酸化物ゾルを含む水性組成物でアルミニウム等の金属を処理することにより、その上に形成される接着剤などの塗膜の初期密着性や密着性の長期安定性を向上させる手法が記載されている。
また、特許文献2には、少なくとも2個の3置換シリル基を有する少なくとも1種類の多官能性シランのみから本質的になる第一の処理溶液で金属基板を処理した後、少なくとも1種類のオルガノ官能性シランを含む第二の処理溶液を含む第二の被覆を施すことにより、金属の耐食性を向上させる手法が記載されている。
また、特許文献3には、アミノシランと多シリル官能シランを含む溶液により金属基材を処理することにより、金属の耐食性を向上させる手法が記載されている。
また、特許文献4には、亜鉛メッキ鋼板の表面をケイ酸化合物を含む水溶液でリンスした後、シランカップリング剤で処理することで耐食性を向上させる方法が記載されている。
また、特許文献5には、ケイ酸エステル、アルミニウム無機塩及びポリエチレングリコールを含有し、シランカップリング剤をさらに含有させた溶液を、亜鉛系めっき鋼板上に塗布、乾燥して皮膜を形成させることで、塗料密着性及び耐白錆性を向上させる手法が記載されている。
また、特許文献6には、ナトリウム水ガラス等の水ガラスと、アミノシラン等のシランを含む水溶液により、アルミニウムやアルミニウム合金等の金属材料の表面を処理することで、塗料密着性を向上させる手法が記載されている。
また、特許文献7には、無機珪酸塩、有機官能性シラン及び2以上のトリアルコキシシリル基を含む架橋剤を含有するアルカリ溶液で金属シートを処理することにより、耐食性及び塗料付着性を向上させる手法が記載されている。
しかしながら、特許文献1に記載の手法では、長期の湿潤劣化試験により接着強度が著しく減少してしまうため、接着耐久性は十分なものとはいえない。
また、特許文献2及び特許文献3に記載の手法では、生成するシラン皮膜の接着耐久性は十分でなく、高温乾燥または長時間の処理を必要とするなどプロセスへの実用性にも問題がある。
また、特許文献4~特許文献7に記載の手法は、あくまで金属表面の防食や塗料の密着性の改善を目的とするものである。したがって、形成される皮膜は肉厚となるが、肉厚な皮膜では皮膜自身の機械強度が低く、張力や応力に対して脆くなり、高い接着強度を得ることができない。
また、表面処理後のアルミニウム合金材は、加工性向上のため表面処理後に塗油を行い、その後成形し、接着を行う。ここで、表面処理皮膜と接着剤の間に潤滑油やプレス油や加工油などの機械油が含まれると、接着剤の密着性が大きく低下し、高い接着強度を得ることができないことから、表面にプレス油や加工油等の機械油が付着しても接着耐久性が低下しないアルミニウム合金材の開発が求められている。
以上のような問題点を鑑みて、本発明は、高温湿潤環境に曝されても、接着強度が低下し難く、接着耐久性に優れたアルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法を提供することを主目的とする。
本発明者は、前述した課題を解決するために、鋭意実験検討を行った結果、アルミニウム基材表面に、ケイ酸塩処理によりケイ素を含むアルミニウムの酸化物からなる皮膜を形成し、さらに特定のシラン化合物、その加水分解物またはその重合体を含む皮膜を形成するとともに、第1皮膜中の各成分量を調整することで、優れた接着耐久性が得られることを見出し、本発明に至った。
即ち、本発明は、アルミニウム合金基材と、前記アルミニウム合金基材の表面の少なくとも一部に形成された、ケイ素を含むアルミニウムの酸化物からなる第1皮膜と、前記第1皮膜の少なくとも一部に形成された、分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜を備えるアルミニウム合金材であって、前記第1皮膜は、Siを15原子%以上80原子%未満及びMgを0.1原子%以上30原子%未満含有するとともに、Cuが0.6原子未満%に規制されており、かつ、Na、K及びLiから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有するアルミニウム合金材を提供する。
ここで、第1皮膜中のSi量、Mg量、Cu量、Na量、K量及びLi量は、高周波グロー放電発光分光分析法(GD-OES:Glow Discharge-Optical Emission Spectroscopy)により測定した値である。
本発明のアルミニウム合金材においては、第1皮膜中のSi量が20原子%以上75原子%未満であることが好ましく、30原子%以上70原子%未満であることがより好ましい。
本発明のアルミニウム合金材においては、第2皮膜が有機樹脂成分と化学結合しうる反応性官能基を有するシランカップリング剤、その加水分解物またはその重合体をさらに含んでもよい。
本発明のアルミニウム合金材においては、第2皮膜の皮膜量が0.01~30mg/m2であることが好ましく、0.2~20mg/m2であることがより好ましく、0.5~10mg/m2であることがさらに好ましい。
本発明のアルミニウム合金材においては、アルミニウム合金基材が、Al-Mg系合金、Al-Cu-Mg系合金、Al-Mg-Si系合金又はAl-Zn-Mg系合金からなるものであってもよい。
また、本発明は、上述したアルミニウム合金材の第2皮膜上に、接着樹脂層が形成されている、接着樹脂層付きアルミニウム合金材をも提供する。
本発明の接着樹脂層付きアルミニウム合金材においては、接着樹脂層がエポキシ系樹脂、ウレタン系樹脂、ニトリル系樹脂、ナイロン系樹脂及びアクリル系樹脂から選ばれる少なくとも1つを含んでいてもよい。
また、本発明は、アルミニウム合金基材の表面の少なくとも一部にケイ素を含むアルミニウムの酸化物からなる第1皮膜を形成する第1皮膜形成工程と、前記第1皮膜の少なくとも一部に分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜を形成する第2皮膜形成工程とを備え、前記第1皮膜形成工程は、前記アルミニウム合金基材の表面に酸化皮膜を形成させる加熱処理段階と、前記加熱処理段階後のエッチング処理段階及びケイ酸塩処理段階とを含み、前記ケイ酸塩処理段階は前記エッチング処理段階より後あるいは前記エッチング処理段階と同時であり、かつ、前記ケイ酸塩処理段階として、ケイ酸塩を含む第1水溶液で前記酸化皮膜を処理し、前記第2皮膜形成工程では、分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2水溶液で前記第1皮膜を処理する、アルミニウム合金材の製造方法をも提供する。
本発明のアルミニウム合金材の製造方法においては、エッチング処理段階におけるエッチング量を700nm未満に制御することが好ましい。
本発明のアルミニウム合金材の製造方法においては、第1皮膜形成工程において、ケイ酸塩処理段階はエッチング処理段階より後であり、エッチング処理段階として、酸処理及びアルカリ溶液処理のうちの少なくとも1つを行ってもよい。
本発明のアルミニウム合金材の製造方法においては、第1皮膜形成工程において、ケイ酸塩処理段階はエッチング処理段階と同時であり、第1水溶液が、ケイ酸塩を含む中性またはアルカリ性の水溶液であってもよい。
本発明のアルミニウム合金材の製造方法においては、第2水溶液は有機樹脂成分と化学結合しうる反応性官能基を有するシランカップリング剤、その加水分解物またはその重合体をさらに含む水溶液であってもよい。
さらに、本発明は、上述したアルミニウム合金材の製造方法により製造されたアルミニウム合金材の第2皮膜の上に、接着樹脂層を形成する接着樹脂層形成工程を備える、接着樹脂層付きアルミニウム合金材の製造方法をも提供する。
本発明によれば、高温湿潤環境に曝されても、接着強度が低下し難く、接着耐久性に優れたアルミニウム合金材を実現することができる。
以下、本発明を実施するための形態について、詳細に説明する。なお、本発明は、以下に説明する実施形態に限定されるものではない。
(第1の実施形態)
まず、本発明の第1の実施形態に係るアルミニウム合金材について説明する。
本実施形態に係るアルミニウム合金材は、アルミニウム合金基材と、前記アルミニウム合金基材の表面の少なくとも一部に形成された、ケイ素を含むアルミニウムの酸化物からなる第1皮膜と、前記第1皮膜の少なくとも一部に形成された、分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜を備えるアルミニウム合金材であって、前記第1皮膜は、Siを15原子%以上80原子%未満及びMgを0.1原子%以上30原子%未満含有するとともに、Cuが0.6原子未満%に規制されており、かつ、Na、K及びLiから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有するアルミニウム合金材である。
まず、本発明の第1の実施形態に係るアルミニウム合金材について説明する。
本実施形態に係るアルミニウム合金材は、アルミニウム合金基材と、前記アルミニウム合金基材の表面の少なくとも一部に形成された、ケイ素を含むアルミニウムの酸化物からなる第1皮膜と、前記第1皮膜の少なくとも一部に形成された、分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜を備えるアルミニウム合金材であって、前記第1皮膜は、Siを15原子%以上80原子%未満及びMgを0.1原子%以上30原子%未満含有するとともに、Cuが0.6原子未満%に規制されており、かつ、Na、K及びLiから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有するアルミニウム合金材である。
図1は本実施形態のアルミニウム合金材の構成を模式的に示す断面図である。図1に示すように、本実施形態のアルミニウム合金材10は、アルミニウム合金基材3(以下、基材3ともいう)の表面の少なくとも一部にケイ素含むアルミニウムの酸化物からなり、Siを15原子%以上80原子%未満及びMgを0.1原子%以上30原子%未満含有するとともに、Cuが0.6原子未満%に規制されており、かつ、Na、K及びLiから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有する第1皮膜1(以下、皮膜1ともいう)が形成されており、第1皮膜1の少なくとも一部に、分子内にトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜2(以下、皮膜2ともいう)が形成されている。
[基材3]
基材3は、アルミニウム合金からなる。基材3を形成するアルミニウム合金の種類は、特に限定されるものではなく、加工される部材の用途に応じて、JISに規定される又はJISに近似する種々の非熱処理型若しくは熱処理型のアルミニウム合金から適宜選択して使用することができる。ここで、非熱処理型アルミニウム合金としては、純アルミニウム(1000系)、Al-Mn系合金(3000系)、Al-Si系合金(4000系)及びAl-Mg系合金(5000系)がある。また、熱処理型アルミニウム合金としては、Al-Cu-Mg系合金(2000系)、Al-Mg-Si系合金(6000系)及びAl-Zn-Mg系合金(7000系)がある。
基材3は、アルミニウム合金からなる。基材3を形成するアルミニウム合金の種類は、特に限定されるものではなく、加工される部材の用途に応じて、JISに規定される又はJISに近似する種々の非熱処理型若しくは熱処理型のアルミニウム合金から適宜選択して使用することができる。ここで、非熱処理型アルミニウム合金としては、純アルミニウム(1000系)、Al-Mn系合金(3000系)、Al-Si系合金(4000系)及びAl-Mg系合金(5000系)がある。また、熱処理型アルミニウム合金としては、Al-Cu-Mg系合金(2000系)、Al-Mg-Si系合金(6000系)及びAl-Zn-Mg系合金(7000系)がある。
例えば、本実施形態のアルミニウム合金材10を自動車用部材に用いる場合は、強度の観点から、基材3は0.2%耐力が100MPa以上であることが好ましい。このような特性を満足する基材を形成可能なアルミニウム合金としては、2000系、5000系、6000系及び7000系などのように、マグネシウムを比較的多く含有するものがあり、これらの合金は必要に応じて調質してもよい。また、各種アルミニウム合金の中でも、時効硬化能に優れ、合金元素量が比較的少なくスクラップのリサイクル性や成形性にも優れていることから、6000系アルミニウム合金を用いることが好ましい。
[第1皮膜1]
第1皮膜1(以下、皮膜1ともいう)は、基材3の表面の少なくとも一部に形成される、ケイ素を含むアルミニウムの酸化物からなる皮膜である。そして、皮膜1は、Mgを0.1原子%以上30原子%未満及びSiを15原子%以上80原子%未満含有するとともに、Cuが0.6原子%未満に規制され、かつLi、Na及びKから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有する。皮膜1は、高温湿潤環境下での耐食性に優れ、接着耐久性の向上を図るために設けられている。以下、皮膜1に含まれる各成分量の好適な範囲について説明する。なお、図1に示されるアルミニウム合金材では、基材3の一方の表面の全部に皮膜1が形成されているが、本実施形態はこれに限定されるものではない。例えば、基材3の表面の一部のみに皮膜1が形成されていてもよい。また、基材3の両面に皮膜1が形成されていてもよい。
第1皮膜1(以下、皮膜1ともいう)は、基材3の表面の少なくとも一部に形成される、ケイ素を含むアルミニウムの酸化物からなる皮膜である。そして、皮膜1は、Mgを0.1原子%以上30原子%未満及びSiを15原子%以上80原子%未満含有するとともに、Cuが0.6原子%未満に規制され、かつLi、Na及びKから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有する。皮膜1は、高温湿潤環境下での耐食性に優れ、接着耐久性の向上を図るために設けられている。以下、皮膜1に含まれる各成分量の好適な範囲について説明する。なお、図1に示されるアルミニウム合金材では、基材3の一方の表面の全部に皮膜1が形成されているが、本実施形態はこれに限定されるものではない。例えば、基材3の表面の一部のみに皮膜1が形成されていてもよい。また、基材3の両面に皮膜1が形成されていてもよい。
<Mg含有量>
アルミニウム合金材の基材を構成するアルミニウム合金には、通常、合金成分としてマグネシウム(Mg)が含まれており、このような基材3の表面にアルミニウムとマグネシウムの複合酸化物である酸化皮膜を形成すると、表面にマグネシウムが濃化した状態で存在することとなる。このため、酸化皮膜上に接着樹脂を形成すると、表面のマグネシウムが接着界面の弱境界層となり、初期の接着性が低下する。
アルミニウム合金材の基材を構成するアルミニウム合金には、通常、合金成分としてマグネシウム(Mg)が含まれており、このような基材3の表面にアルミニウムとマグネシウムの複合酸化物である酸化皮膜を形成すると、表面にマグネシウムが濃化した状態で存在することとなる。このため、酸化皮膜上に接着樹脂を形成すると、表面のマグネシウムが接着界面の弱境界層となり、初期の接着性が低下する。
また、水分、酸素及び塩化物イオンなどが浸透してくる高温湿潤環境においては、接着樹脂層との界面の水和や基材の腐食の原因となり、アルミニウム合金材の接着耐久性を低下させる。具体的には、酸化皮膜中のMg含有量が30原子%以上になると、アルミニウム合金材の接着耐久性が低下する傾向がある。そこで、本実施形態のアルミニウム合金材10では、皮膜1におけるMg含有量を30原子%未満に規制することが好ましい。これにより、接着耐久性を向上することができる。皮膜1のMg含有量は、接着耐久性向上の観点から、25原子%未満がより好ましく、20原子%未満がさらに好ましく、よりさらに好ましくは10原子%未満である。
一方、皮膜1のMg含有量の下限値は、経済性の観点から0.1原子%以上とすることが好ましい。なお、ここでいう皮膜1中のMg含有量は、高周波グロー放電発光分光分析法(GD-OES)により測定することができる。
皮膜1のMg含有量を調整する方法は、特に限定されるものではないが、例えば、硝酸、硫酸及びフッ酸などの酸若しくは混酸、又は水酸化カリウム、水酸化ナトリウム、ケイ酸塩及び炭酸塩などを含むアルカリ溶液で表面処理する方法を適用することができる。この方法は、マグネシウムを酸又はアルカリ溶液に溶解させることにより、皮膜1のMg含有量を調整するものであり、処理時間、温度、表面処理液の濃度やpHを調整することで、皮膜1中のMg量を前述した範囲にすることができる。なお、不純物元素程度にMgが含有されている場合であっても、調質で高温の熱処理が行われるとMgが皮膜1中に濃化する場合があり、酸やアルカリでの表面処理による調整が適宜必要である。また、表面処理の薬液中にMgイオンを含有させて調整することも可能である。
<Si含有量>
ケイ素は、皮膜1の耐食性を向上させ湿潤環境下で安定化させる効果があり、更に、後述する第2皮膜(皮膜2)との密着性を向上させる効果もある。このため、皮膜1にケイ素を含有させることにより、接着耐久性を高めることが可能となる。
ケイ素は、皮膜1の耐食性を向上させ湿潤環境下で安定化させる効果があり、更に、後述する第2皮膜(皮膜2)との密着性を向上させる効果もある。このため、皮膜1にケイ素を含有させることにより、接着耐久性を高めることが可能となる。
ただし、皮膜1におけるSi含有量が15原子%未満の場合、前述した効果が小さくなる傾向があり、また、Si含有量が80原子%以上であると、皮膜が肉厚で脆弱となり、その結果接着強度が大きく低下する。またスポット溶接性や化成処理の均一性が低下する傾向にある。そこで、本実施形態のアルミニウム合金材10では、皮膜1におけるSi含有量を、好ましくは15原子%以上80原子%未満とする。
接着耐久性向上の観点から、皮膜1におけるSi含有量は、15原子%以上であることが好ましく、20原子%以上であることがより好ましく、30原子%以上であることがさらに好ましい。また、接着強度の低下防止、及びスポット溶接性や化成処理の均一性の観点からは、皮膜1におけるSi含有量は、80原子%未満であることが好ましく、75原子%未満であることがより好ましく、70原子%未満であることがさらに好ましい。
皮膜1中のSi含有量を制御するには、第2皮膜(皮膜2)を形成する前に、アルミニウム合金基材表面に形成された自然酸化被膜をケイ酸ナトリウムやケイ酸カリウムなどのケイ酸塩を含む水溶液(ケイ酸塩水溶液)で処理(ケイ酸塩処理)することが重要である。
<Cu含有量>
皮膜1を形成する際に基材3に対して脱脂工程や酸洗工程などにより過剰なエッチングを行うと、基材3に含まれるCuが表面に濃化し、皮膜1のCu含有量が増加する。皮膜1の表面にCuが存在すると、第2皮膜(皮膜2)との密着力が低下する。
皮膜1を形成する際に基材3に対して脱脂工程や酸洗工程などにより過剰なエッチングを行うと、基材3に含まれるCuが表面に濃化し、皮膜1のCu含有量が増加する。皮膜1の表面にCuが存在すると、第2皮膜(皮膜2)との密着力が低下する。
そこで、本実施形態のアルミニウム合金材では、皮膜1中のCu含有量を好ましくは0.6原子%未満に規制する。なお、皮膜1におけるCu量は、第2皮膜(皮膜2)との密着性向上の観点から、0.5原子%未満であることがより好ましい。
皮膜1中のCu含有量の制御には、前処理によるエッチング量を調整する必要があるが、エッチング方法は限定されるものではなく、例えば、Mgの数値限定で記載したのと同様の処理方法を適用することができる。すなわち、例えば、酸又はアルカリ溶液による処理によりエッチングを行うことができる。
ここで、第1皮膜1中のMg、Si、Cu、Li、NaおよびK等の元素濃度は、例えば、高周波グロー放電発光分光分析法(GD-OES:Glow Discharge-Optical Emission Spectroscopy)により測定することができる。本実施形態においては、GD-OESにより、基材3の厚さ方向に、酸素(O)、窒素(N)及び炭素(C)を除く各元素、具体的にはアルミニウム(Al)、マグネシウム(Mg)、銅(Cu)、ナトリウム(Na)、リチウム(Li)、カリウム(K)、鉄(Fe)及びチタン(Ti)などの金属元素並びに珪素(Si)などの元素を測定し、その結果からMg、Si、Al、Cu、Na、Li、K等の含有量を百分率で算出した値を各元素の量とする。
<陽イオン含有量>
前述のように、皮膜1はケイ酸塩化合物を含む水溶液でアルミニウム合金基材表面の酸化被膜を処理することにより形成されるため、酸化皮膜に取り込まれたケイ酸イオンの電荷保障として、必然的にケイ酸塩化合物に含まれるアルカリ金属を陽イオン(Na+、K+、Li+など)のかたちで含む。この陽イオンは大気中の二酸化炭素と反応し、アルカリ成分として皮膜中に析出し、皮膜の耐食性を高める役割も担っている。したがって、これら陽イオンは皮膜1中に0.01原子%以上含まれていることが望ましく、0.02原子%以上含まれていることが更に望ましい。
前述のように、皮膜1はケイ酸塩化合物を含む水溶液でアルミニウム合金基材表面の酸化被膜を処理することにより形成されるため、酸化皮膜に取り込まれたケイ酸イオンの電荷保障として、必然的にケイ酸塩化合物に含まれるアルカリ金属を陽イオン(Na+、K+、Li+など)のかたちで含む。この陽イオンは大気中の二酸化炭素と反応し、アルカリ成分として皮膜中に析出し、皮膜の耐食性を高める役割も担っている。したがって、これら陽イオンは皮膜1中に0.01原子%以上含まれていることが望ましく、0.02原子%以上含まれていることが更に望ましい。
ただし、皮膜1中の陽イオンの割合はケイ素原子の割合と相関があり、皮膜1における前記陽イオンの割合が25原子%を超えると、皮膜1中のケイ素原子の割合も80原子%以上となり、上述したように接着性や溶接性に問題が生じる傾向がある。以上より、皮膜1中における前記陽イオンの割合は、0.01原子%以上25原子%以下であることが好ましい。
なお、皮膜1中に含まれるこれらアルカリ金属元素(Na、K、Li)の含有量は、GD-OESにより測定することができる。また、これら陽イオンが皮膜1中に複数種含有される場合には、それらの合計の含有量が前記範囲内であることが好ましい。
<膜厚>
皮膜1の膜厚は、1~30nmであることが好ましい。皮膜1の膜厚が1nm未満の場合、基材3を作製する際に使用される防錆油やアルミニウム合金材10から接合体又は自動車用部材を製造する際に使用されるプレス油中のエステル成分の吸着が抑制される。このため、皮膜1を設けなくても、アルミニウム合金材10の脱脂性、化成処理性及び接着耐久性を確保することができる。しかしながら、皮膜1の膜厚を1nm未満に制御するには、過度の酸洗浄などが必要となるため、生産性が劣り、実用性が低下しやすい。また、アルカリ脱脂や酸による過剰なエッチングは基材3に含有されるCuが表面濃化する原因となり、接着耐久性の低下の原因となる。
皮膜1の膜厚は、1~30nmであることが好ましい。皮膜1の膜厚が1nm未満の場合、基材3を作製する際に使用される防錆油やアルミニウム合金材10から接合体又は自動車用部材を製造する際に使用されるプレス油中のエステル成分の吸着が抑制される。このため、皮膜1を設けなくても、アルミニウム合金材10の脱脂性、化成処理性及び接着耐久性を確保することができる。しかしながら、皮膜1の膜厚を1nm未満に制御するには、過度の酸洗浄などが必要となるため、生産性が劣り、実用性が低下しやすい。また、アルカリ脱脂や酸による過剰なエッチングは基材3に含有されるCuが表面濃化する原因となり、接着耐久性の低下の原因となる。
一方、皮膜1の膜厚が30nmを超えると、皮膜量が過剰となり、表面に凹凸ができやすくなる。そして、皮膜1の表面に凹凸が生じると、例えば自動車用途において塗装工程の前に行う化成処理の際に化成斑が生じやすくなり、化成性の低下を招く。なお、皮膜1の膜厚は、化成性及び生産性などの観点から、2nm以上25nm未満であることが好ましく、3nm以上20nm未満であることがより好ましい。
ケイ酸塩水溶液の塗布量は、十分な接着耐久性の向上効果を得る観点から、乾燥後の皮膜量が0.3mg/m2以上30mg/m2以下となるように調整することが好ましい。
また、より好ましくは、乾燥後の皮膜量が0.5mg/m2以上25mg/m2以下、さらに好ましくは1mg/m2以上20mg/m2以下となるように調整する。ケイ酸塩水溶液の塗布量が少なすぎると、ケイ酸塩の量が少なくなりすぎ、良好な接着耐久性を得られない場合がある。また、ケイ酸塩水溶液の塗布量が多くなりすぎると、形成される皮膜が厚くなりすぎて皮膜内で剥離がおこり、接着耐久性が損なわれる場合がある。
また、より好ましくは、乾燥後の皮膜量が0.5mg/m2以上25mg/m2以下、さらに好ましくは1mg/m2以上20mg/m2以下となるように調整する。ケイ酸塩水溶液の塗布量が少なすぎると、ケイ酸塩の量が少なくなりすぎ、良好な接着耐久性を得られない場合がある。また、ケイ酸塩水溶液の塗布量が多くなりすぎると、形成される皮膜が厚くなりすぎて皮膜内で剥離がおこり、接着耐久性が損なわれる場合がある。
[第2皮膜2]
第2皮膜2(以下、皮膜2ともいう)は、加水分解可能なトリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体を主成分として含む。分子内に加水分解可能なトリアルコキシシリル基を複数有するシラン化合物は、自己重合により緻密なシロキサン結合を形成するだけでなく、金属酸化物と反応性が高く、化学的に安定な結合を形成するため、皮膜1の湿潤耐久性を更に高めることができる。また、上記シラン化合物、その加水分解物またはその重合体を含む皮膜は機械油や接着剤のような有機化合物との相互溶解性が高く、皮膜に機械油が付着してもその影響を緩和できるため、塗油による接着耐久性の低下を防ぐ役割も担う。上記シラン化合物の種類は特に限定されないが、経済性の観点からは、加水分解可能なトリアルコキシシリル基を分子内に2つ有するシラン化合物(ビスシラン化合物)が好ましく、例えばビストリアルコキシシリルエタン、ビストリアルコキシシリルベンゼン、ビストリアルコキシシリルヘキサン、ビストリアルコキシシリルプロピルアミン、ビストリアルコキシシリルプロピルテトラスルフィドなどを用いることができる。とりわけ、汎用性、経済性の観点から、ビストリエトキシシリルエタン(BTSE)が好ましい。ここで、上記シラン化合物、その加水分解物またはその重合体としては、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
第2皮膜2(以下、皮膜2ともいう)は、加水分解可能なトリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体を主成分として含む。分子内に加水分解可能なトリアルコキシシリル基を複数有するシラン化合物は、自己重合により緻密なシロキサン結合を形成するだけでなく、金属酸化物と反応性が高く、化学的に安定な結合を形成するため、皮膜1の湿潤耐久性を更に高めることができる。また、上記シラン化合物、その加水分解物またはその重合体を含む皮膜は機械油や接着剤のような有機化合物との相互溶解性が高く、皮膜に機械油が付着してもその影響を緩和できるため、塗油による接着耐久性の低下を防ぐ役割も担う。上記シラン化合物の種類は特に限定されないが、経済性の観点からは、加水分解可能なトリアルコキシシリル基を分子内に2つ有するシラン化合物(ビスシラン化合物)が好ましく、例えばビストリアルコキシシリルエタン、ビストリアルコキシシリルベンゼン、ビストリアルコキシシリルヘキサン、ビストリアルコキシシリルプロピルアミン、ビストリアルコキシシリルプロピルテトラスルフィドなどを用いることができる。とりわけ、汎用性、経済性の観点から、ビストリエトキシシリルエタン(BTSE)が好ましい。ここで、上記シラン化合物、その加水分解物またはその重合体としては、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
皮膜2中における、トリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体の量は、0.01質量%以上であることが好ましく、0.2質量%以上であることがより好ましく、0.5質量%以上であることがさらに好ましい。また、上限としても特に限定されないが、例えば100質量%であってもよい。
皮膜2は、上記シラン化合物、その加水分解物またはその重合体に加えて、有機樹脂成分と化学結合しうる反応性官能基を有するシランカップリング剤、その加水分解物またはその重合体をさらに含んでいてもよい。シランカップリング剤としては、例えば、アミノ基、エポキシ基、メタクリル基、ビニル基又はメルカプト基などの反応性官能基をもつシランカップリング剤が挙げられる。シランカップリング剤、その加水分解物またはその重合体を上記シラン化合物、その加水分解物またはその重合体と併用することで、皮膜2と樹脂との間に化学結合を形成させ、接着耐久性を更に高めることができる。なお、シランカップリング剤の官能基は、前述したものに限定されるものではなく、各種官能基を有するシランカップリング剤を、使用する接着樹脂に応じて適宜選択して使用することができる。シランカップリング剤の好適な具体例としては、例えば、3-アミノプロピルトリメトキシシラン、3-アミノプロピルトリエトキシシラン、3-(N-アミノエチル)-アミノプロピルトリメトキシシラン、3-(N-アミノエチル)-アミノプロピルトリエトキシシラン、3-メルカプトプロピルトリメトキシシラン、3-メルカプトプロピルトリエトキシシラン、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルトリエトキシシラン、3-メタクリロキシプロピルトリメトキシシラン、3-メタクリロキシプロピルトリエトキシシラン等が挙げられる。ここで、シランカップリング剤としては、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
ただし、皮膜2の皮膜量が薄すぎると、基材3表面の元素の影響を受けやすくなり、また、皮膜2の皮膜量が多すぎると、皮膜2がそれ自体で凝集破壊し、接着耐久性が低下するおそれがある。そこで、接着耐久性向上の観点から、皮膜2の乾燥後の皮膜量は0.01mg/m2以上30mg/m2未満とすることが好ましい。また、皮膜2の乾燥後の皮膜量は、0.2mg/m2以上20mg/m2未満とすることがより好ましく、更に好ましくは0.5mg/m2以上10mg/m2未満である。
[製造方法]
次に、本実施形態のアルミニウム合金材の製造方法について説明する。図2は図1に示される本実施形態のアルミニウム合金材10の製造方法を示すフローチャート図である。図2に示すように、本実施形態のアルミニウム合金材10を製造する際は、基材作製工程S1、第1皮膜形成工程S2、及び、第2皮膜形成工程S3を行う。以下、各工程について説明する。
次に、本実施形態のアルミニウム合金材の製造方法について説明する。図2は図1に示される本実施形態のアルミニウム合金材10の製造方法を示すフローチャート図である。図2に示すように、本実施形態のアルミニウム合金材10を製造する際は、基材作製工程S1、第1皮膜形成工程S2、及び、第2皮膜形成工程S3を行う。以下、各工程について説明する。
<ステップS1:基材作製工程>
基材の形状は特に限定されるものではなく、アルミニウム合金材を用いて作製する部材の形状等に応じて、板状の他、鋳造材、鍛造材、押し出し材(例えば、中空棒状等)等としてとりうる任意の形状であってもよい。基材作製工程S1では、例として板状の基材(基板)を作製する場合には、例えば下記の手順で、基板を作製する。先ず、所定の組成を有するアルミニウム合金を、連続鋳造により溶解し、鋳造して鋳塊を作製する(溶解鋳造工程)。次に、作製した鋳塊に均質化熱処理を施す(均質化熱処理工程)。その後、均質化熱処理された鋳塊に、熱間圧延を施して熱延板を作製する(熱間圧延工程)。そして、この熱延板に300~580℃で荒焼鈍又は中間焼鈍を行い、最終冷間圧延率5%以上の冷間圧延を少なくとも1回施して、所定の板厚の冷延板(基板)を得る(冷間圧延工程)。
基材の形状は特に限定されるものではなく、アルミニウム合金材を用いて作製する部材の形状等に応じて、板状の他、鋳造材、鍛造材、押し出し材(例えば、中空棒状等)等としてとりうる任意の形状であってもよい。基材作製工程S1では、例として板状の基材(基板)を作製する場合には、例えば下記の手順で、基板を作製する。先ず、所定の組成を有するアルミニウム合金を、連続鋳造により溶解し、鋳造して鋳塊を作製する(溶解鋳造工程)。次に、作製した鋳塊に均質化熱処理を施す(均質化熱処理工程)。その後、均質化熱処理された鋳塊に、熱間圧延を施して熱延板を作製する(熱間圧延工程)。そして、この熱延板に300~580℃で荒焼鈍又は中間焼鈍を行い、最終冷間圧延率5%以上の冷間圧延を少なくとも1回施して、所定の板厚の冷延板(基板)を得る(冷間圧延工程)。
冷間圧延工程では、荒焼鈍又は中間焼鈍の温度を300℃以上とすることが好ましく、これにより、成形性向上の効果がより発揮される。また、荒焼鈍又は中間焼鈍の温度は、580℃以下とすることが好ましく、これにより、バーニングの発生による成形性の低下を抑制しやすくなる。一方、最終冷間圧延率は、5%以上とすることが好ましく、これにより、成形性向上の効果がより発揮される。なお、均質化熱処理及び熱間圧延の条件は、特に限定されるものではなく、熱延板を通常得る場合の条件で行うことができる。また、中間焼鈍は行わなくてもよい。
<ステップS2:第1皮膜形成工程>
第1皮膜形成工程(ステップS2)では、ステップS1の基材作製工程で作製された基材3の表面の少なくとも一部(すなわち、一部又は全部)に、皮膜1を形成する。本実施形態において、第1皮膜形成工程(ステップS2)は、具体的には、例えば、基材3を加熱処理して基材3表面に酸化皮膜を形成する加熱処理段階と、当該加熱処理段階の後のエッチング処理段階及びケイ酸塩処理段階を備える。ここで、ケイ酸塩処理段階として基材3表面に形成された酸化皮膜をケイ酸塩を含む水溶液で処理する。これにより、好ましくは、皮膜1中のMg量、Si量、Cu量及び、Na、K及びLiの合計量が特定の範囲になるように、皮膜1を形成する。
第1皮膜形成工程(ステップS2)では、ステップS1の基材作製工程で作製された基材3の表面の少なくとも一部(すなわち、一部又は全部)に、皮膜1を形成する。本実施形態において、第1皮膜形成工程(ステップS2)は、具体的には、例えば、基材3を加熱処理して基材3表面に酸化皮膜を形成する加熱処理段階と、当該加熱処理段階の後のエッチング処理段階及びケイ酸塩処理段階を備える。ここで、ケイ酸塩処理段階として基材3表面に形成された酸化皮膜をケイ酸塩を含む水溶液で処理する。これにより、好ましくは、皮膜1中のMg量、Si量、Cu量及び、Na、K及びLiの合計量が特定の範囲になるように、皮膜1を形成する。
加熱処理段階における加熱処理では、基材3を、たとえば400~580℃に加熱して、基材3の表面に酸化被膜を形成する。また、加熱処理は、アルミニウム合金材10の強度を調整する効果もある。なお、ここで行う加熱処理は、基材3が熱処理型アルミニウム合金で形成されている場合には溶体化処理であり、基材3が非熱処理型アルミニウム合金で形成されている場合には、焼鈍(最終焼鈍)における加熱処理である。
この加熱処理は、強度向上の観点から、加熱速度100℃/分以上の急速加熱とすることが好ましい。また、加熱温度を400℃以上に設定して急速加熱することで、アルミニウム合金材10の強度や、そのアルミニウム合金材10の塗装後加熱(ベーキング)した後の強度を、より高めることができる。一方、加熱温度を580℃以下に設定して急速加熱することにより、バーニングの発生による成形性の低下を抑制することができる。更に、強度を向上させる観点からは、加熱処理における保持時間は3~30秒とすることが好ましい。このように基材3を、加熱温度400~580℃で加熱すると、基材3の表面に、例えば、膜厚が1~30nmの酸化被膜が形成される。なお、加熱処理の前には、必要に応じてアルカリ脱脂等を行ってもよい。
前述した方法で形成した酸化被膜の表面処理は、好ましくは、第1皮膜中のMg量、Si量、Cu量及び、Na、K及びLiの合計量が特定の範囲になるように行う。
加熱処理後のエッチング処理段階においては、基材3上に形成された酸化皮膜の表面の一部又は全部に対して、酸性溶液による処理(酸洗)及びアルカリ溶液による処理(アルカリ洗浄、アルカリ脱脂)のうちの少なくとも1つを行う。酸洗の際に用いる薬液(酸洗剤)は、特に限定されるものではないが、例えば、硫酸、硝酸及びフッ酸から選ばれる群からなる1種以上を含む溶液を用いることができる。また、酸洗剤には、脱脂性を高めるために界面活性剤を含有させてもよい。また、酸洗の条件は、基材3の合金組成や酸化皮膜の厚み等を考慮して適宜設定することができ、特に限定されないが、たとえば、pHが2以下、処理温度10~80℃、処理時間1~120秒の条件を適用することができる。
また、アルカリ洗浄(アルカリ脱脂)の際に用いる薬液も、特に限定されるものではないが、例えば、水酸化ナトリウム及び水酸化カリウムから選ばれる群からなる1種以上を含む溶液を用いることができる。また、アルカリ溶液による処理の条件は、基材3の合金組成や酸化皮膜の厚み等を考慮して適宜設定することができ、特に限定されないが、例えば、pHが10以上、処理温度10~80℃、処理時間1~120秒の条件を適用することができる。
なお、アルカリ洗浄を行う場合においては、アルカリ洗浄よりも後に、酸洗を行うことが好ましい。この理由は以下のとおりである。すなわち、アルカリ洗浄では、基材表面のMgを除去することが難しく、基材表面のMgの存在によりエッチング量を増やす必要がある。しかしながら、エッチング量が増えるとCuの濃化の原因となることから、酸洗でMgを除去する必要があるためである。
また、各薬液での洗浄後にはリンスを行うことが好ましい。リンスの方法は特に限定されないが、例えば、スプレー、浸漬等が挙げられる。また、リンスに用いられる洗浄液としては、例えば、工業水、純水、イオン交換水等が挙げられる。
なお、銅を含むアルミニウム合金の過多のエッチングは、表面において銅の濃化を引き起し、劣化環境である高温湿潤環境において、接着樹脂の劣化の原因となる。したがって、酸化皮膜のエッチング量が、好ましくは700nm未満、より好ましくは500nm未満となるように処理条件を調整する。
ここで、本願明細書中におけるエッチング処理段階におけるエッチング量とは、酸化皮膜や酸化皮膜を含む基材の溶解量であり、エッチング処理前後の重量の減少量を測定し、それを厚み(膜厚)として見積もることができる。なお、重量の減少量から膜厚への換算は、便宜上、アルミニウムの密度:2.7g/cm3を用い、アルミニウムの厚みとして計算することにより行うものとする。また、酸化皮膜に加えて、酸化皮膜下の基材の一部もエッチングされる場合には、酸化皮膜と基材のエッチング量の合計を、上記エッチング量とする。
また、ケイ酸塩処理段階として、酸化皮膜を有する基材3を、ケイ酸塩を含む水溶液(ケイ酸塩水溶液、又は第1水溶液ともいう)で処理する。ここで、ケイ酸塩水溶液による処理には、ケイ酸塩水溶液の塗布の他、ケイ酸塩水溶液中への浸漬等も包含される。ケイ酸塩水溶液による処理を行うと、炭酸水素塩と二酸化ケイ素が生成し、酸化皮膜がより緻密な皮膜1となり、皮膜自体の強度が向上するとともに、耐食性も向上する。なお、ケイ酸塩処理段階は、皮膜形成工程の実質的な膜形成の最終段階として行われるものであり、ケイ酸塩処理の後に酸洗は行わない。ただし、ケイ酸塩水溶液による処理の後に水洗及び/又は乾燥を行う場合には、当該水洗及び/又は乾燥も、当該ケイ酸塩処理段階に含まれるものであり、その順序は問わない。
ここで、ケイ酸塩水溶液中のケイ酸塩濃度は特に定めるものではないが、実用性の観点からは、0.001質量%以上の水溶液で処理することが望ましい。また、ケイ酸塩処理後に水でリンスを施す場合は、ケイ酸塩の濃度が0.01質量%を超えるケイ酸塩水溶液で処理することが望ましく、ケイ酸塩水溶液のpHについても特に限定されるものではないが、アルカリ性以外の液では沈殿を生じる可能性があるため、pH9以上とすることが好ましい。また、ケイ酸塩処理後にリンスを施さない場合は、ケイ酸塩の濃度が0.001質量%以上0.5質量%以下のケイ酸塩水溶液で処理することが望ましく、0.01質量%以上0.4質量%以下であることが更に望ましい。
ケイ酸塩水溶液に含まれるケイ酸塩の種類は特に限定されないが、例えば、塩基性のケイ酸塩としては、リチウム、ナトリウム、カリウム等のアルカリ金属のケイ酸塩や、アンモニウムケイ酸塩などが挙げられる。ここで、ケイ酸塩としては、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
リチウムケイ酸塩としては、例えば、ケイ酸リチウム等が挙げられる。
ナトリウムケイ酸塩(mNa2O・nSiO2と表記でき、以下においてn/mをモル比で表す)としては、例えば、結晶質のオルト珪酸ナトリウム(n/m:約0.5前後)、メタ珪酸ナトリウム(n/m:約1前後)や層状結晶の珪酸ナトリウム(n/m:約2~3程度の範囲)、または非晶質の珪酸ナトリウム、または液体の水ガラス(JISの1号、2号、3号)等が挙げられる。
カリウムケイ酸塩としては、例えば、ケイ酸カリウム等が挙げられる。
リチウムケイ酸塩としては、例えば、ケイ酸リチウム等が挙げられる。
ナトリウムケイ酸塩(mNa2O・nSiO2と表記でき、以下においてn/mをモル比で表す)としては、例えば、結晶質のオルト珪酸ナトリウム(n/m:約0.5前後)、メタ珪酸ナトリウム(n/m:約1前後)や層状結晶の珪酸ナトリウム(n/m:約2~3程度の範囲)、または非晶質の珪酸ナトリウム、または液体の水ガラス(JISの1号、2号、3号)等が挙げられる。
カリウムケイ酸塩としては、例えば、ケイ酸カリウム等が挙げられる。
ケイ酸塩水溶液の塗布方法としては、浸漬処理、スプレー、ロールコート、バーコート、静電塗布等が挙げられる。
また、酸化皮膜をケイ酸塩水溶液で処理した後には、必要に応じて水洗(リンス)を行ってもよい。
ケイ酸塩水溶液による処理後には、ケイ酸塩水溶液を乾燥させる。乾燥温度は、好ましくは70℃以上、より好ましくは80℃以上、更に好ましくは90℃以上である。また、乾燥温度が高すぎると、アルミニウム合金の特性に影響を及ぼすため、当該乾燥温度は、好ましくは220℃以下、より好ましくは200℃以下、更に好ましくは190℃以下である。また、乾燥時間は、乾燥温度にもよるが、好ましくは2秒以上であり、より好ましくは5秒以上であり、さらに好ましくは10秒以上である。また、当該乾燥時間は、好ましくは20分以下、より好ましくは5分以下、さらに好ましくは2分以下である。
なお、上記したステップS1の皮膜形成工程では、エッチング処理段階の後にケイ酸塩処理段階を行っているが、これらを1回の処理で行ってもよい。具体的には、例えば、ケイ酸塩を含む、中性又はアルカリ性の水溶液を用いて酸化皮膜を処理してもよい。
<ステップS3:第2皮膜形成工程>
ステップS3では、第2皮膜形成工程として、加水分解可能なトリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体を含む皮膜2を形成する。皮膜2は、加水分解可能なトリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体を主に含む水溶液(シラン化合物水溶液、又は第2水溶液ともいう)で皮膜1を処理することにより形成される。なお、シラン化合物水溶液は、シランカップリング剤、その加水分解物またはその重合体をさらに含有していてもよい。また、シラン化合物水溶液は、所望により、安定剤、補助剤等の1つ以上をさらに含んでいてもよい。例えば、安定剤として、ギ酸、酢酸等の炭素数1~4のカルボン酸や、メタノール、エタノール等の炭素数1~4のアルコール等の有機化合物等を含んでいてもよい。
ステップS3では、第2皮膜形成工程として、加水分解可能なトリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体を含む皮膜2を形成する。皮膜2は、加水分解可能なトリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体を主に含む水溶液(シラン化合物水溶液、又は第2水溶液ともいう)で皮膜1を処理することにより形成される。なお、シラン化合物水溶液は、シランカップリング剤、その加水分解物またはその重合体をさらに含有していてもよい。また、シラン化合物水溶液は、所望により、安定剤、補助剤等の1つ以上をさらに含んでいてもよい。例えば、安定剤として、ギ酸、酢酸等の炭素数1~4のカルボン酸や、メタノール、エタノール等の炭素数1~4のアルコール等の有機化合物等を含んでいてもよい。
シラン化合物水溶液の塗布量は、接着耐久性向上の観点から、乾燥後の皮膜2の皮膜量が、片面あたり、0.01mg/m2以上30mg/m2未満となるようにすることが好ましい。皮膜2の皮膜量は、例えば、溶媒(水、有機溶媒、又はそれらの混合物)によりシラン化合物を希釈してその固形分濃度や粘度を低くしたり、コータ番手によるウエットでの塗工量を調整したりすることで、容易に制御することができる。第2水溶液中の加水分解可能なトリアルコキシシリル基を分子内に複数有するシラン化合物、その加水分解物またはその重合体の濃度は、特に限定されるものではないが、例えば0.001質量%~5質量%であり、より好ましくは0.003質量%~2質量%であり、更に好ましくは0.005質量%~1質量%である。
また、シラン化合物水溶液の塗布方法は、特に限定されるものではなく、既存の方法を適用することができる。具体的には、浸漬による塗布方法、ロールコータ、バーコータ、グラビアコータ、マイクログラビアコータ、リバースグラビアコータ、ディップコータなどの各種塗布機を用いる方法、スプレーコートによる方法などを適用することができる。
シラン化合物水溶液は塗布後、加熱により乾燥させる。熱を加えて乾燥させることにより、皮膜2中のシラン化合物に含まれるトリアルコキシシリル基と皮膜1中の金属元素との共有結合形成を促進し、更には溶媒の水を除去して皮膜2を緻密化、安定化させる。加熱温度は、好ましくは60℃以上、より好ましくは75℃以上、更に好ましくは90℃以上である。また、加熱温度が高すぎると、シラン化合物の官能基の分解やアルミニウム合金の特性に影響を及ぼすため、当該加熱温度は、好ましくは250℃以下、より好ましくは200℃以下、更に好ましくは150℃以下である。また、乾燥時間は、加熱温度にもよるが、好ましくは2秒以上であり、より好ましくは5秒以上であり、さらに好ましくは10秒以上である。また、当該乾燥時間は、好ましくは20分以下、より好ましくは5分以下、さらに好ましくは2分以下である。
<その他の工程>
本実施形態のアルミニウム合金材10の製造工程では、前述した各工程に悪影響を与えない範囲において、各工程の間又は前後に、他の工程を含めてもよい。例えば、第2皮膜形成工程S3後に、予備時効処理を施す予備時効処理工程を設けてもよい。この予備時効処理は、72時間以内に40~120℃で、8~36時間の低温加熱することにより行うことが好ましい。この条件で予備時効処理することにより、成形性及びベーキング後の強度向上を図ることができる。その他に、例えばアルミニウム合金材10の表面の異物を除去する異物除去工程や、各工程で発生した不良品を除去する不良品除去工程などを行ってもよい。
本実施形態のアルミニウム合金材10の製造工程では、前述した各工程に悪影響を与えない範囲において、各工程の間又は前後に、他の工程を含めてもよい。例えば、第2皮膜形成工程S3後に、予備時効処理を施す予備時効処理工程を設けてもよい。この予備時効処理は、72時間以内に40~120℃で、8~36時間の低温加熱することにより行うことが好ましい。この条件で予備時効処理することにより、成形性及びベーキング後の強度向上を図ることができる。その他に、例えばアルミニウム合金材10の表面の異物を除去する異物除去工程や、各工程で発生した不良品を除去する不良品除去工程などを行ってもよい。
そして、製造されたアルミニウム合金材10は、接合体の作製前又は自動車用部材への加工前に、その表面にプレス油等の機械油が塗布される場合がある。プレス油は、エステル成分を含有するものが主に使用される。アルミニウム合金材10にプレス油を塗布する方法や条件は、特に限定されるものではなく、通常のプレス油を塗布する方法や条件が広く適用でき、例えば、エステル成分としてオレイン酸エチルを含有するプレス油に、アルミニウム合金材10を浸漬すればよい。なお、エステル成分もオレイン酸エチルに限定されるものではなく、ステアリン酸ブチルやソルビタンモノステアレートなど、様々なものを利用することができる。
ここで、本実施形態のアルミニウム合金材10は、最表面に機械油の溶解性に富む皮膜2を備えているため、機械油が塗布された後でも、その上に接着樹脂を良好に接合することができる。
以上詳述したように、本実施形態では、アルミニウム合金基材3の表面に形成された酸化皮膜をケイ酸塩処理してケイ素を含むアルミニウムの酸化物からなる皮膜1を形成し、その後にシラン化合物水溶液で第1皮膜を処理して皮膜2を形成することにより、アルミニウム合金材10を製造する。これにより、皮膜1と皮膜2の界面にシラン化合物と金属酸化物との共有結合が形成され、優れた接着耐久性を得ることができる。また、皮膜1中のMg量を特定の範囲に調整すれば、Mgを含んだ機械的に脆く、耐食性の低い酸化皮膜の生成を抑制でき、接着樹脂界面の劣化を抑制できる。さらに、皮膜1に特定量のSi及び特定量のNa、K及びLiの少なくとも1つを含有させるとともに、皮膜1中のCu量を特定量未満に規制すれば、皮膜1と皮膜2の接着性が向上する。その結果、本実施形態のアルミニウム合金材10は、高温湿潤環境に曝されても、界面剥離が抑制され、長期間に亘って接着強度の低下を抑制できる。
(第1の実施形態の変形例)
次に、本発明の第1の実施形態の変形例に係る接着樹脂層付きアルミニウム合金材について説明する。図3は本変形例の接着樹脂層付きアルミニウム合金材の構成を模式的に示す断面図である。なお、図3においては、図1に示すアルミニウム合金材10の構成要素と同じものには同じ符号を付し、その詳細な説明は省略する。図3に示すように、本変形例の接着樹脂層付きアルミニウム合金材11は、前述した第1の実施形態のアルミニウム合金材の皮膜1及び皮膜2を覆うように、接着樹脂からなる接着樹脂層4が形成されている。
次に、本発明の第1の実施形態の変形例に係る接着樹脂層付きアルミニウム合金材について説明する。図3は本変形例の接着樹脂層付きアルミニウム合金材の構成を模式的に示す断面図である。なお、図3においては、図1に示すアルミニウム合金材10の構成要素と同じものには同じ符号を付し、その詳細な説明は省略する。図3に示すように、本変形例の接着樹脂層付きアルミニウム合金材11は、前述した第1の実施形態のアルミニウム合金材の皮膜1及び皮膜2を覆うように、接着樹脂からなる接着樹脂層4が形成されている。
[接着樹脂層4]
接着樹脂層4は、接着樹脂等からなり、本変形例の接着樹脂層付きアルミニウム合金材11は、この接着樹脂層4を介して他の部材と接合される。なお、他の部材には、接着樹脂層付きアルミニウム合金材11と同様に皮膜が形成されている別のアルミニウム合金材、酸化皮膜が形成されていないアルミニウム合金材、樹脂成形体等が包含される。
接着樹脂層4は、接着樹脂等からなり、本変形例の接着樹脂層付きアルミニウム合金材11は、この接着樹脂層4を介して他の部材と接合される。なお、他の部材には、接着樹脂層付きアルミニウム合金材11と同様に皮膜が形成されている別のアルミニウム合金材、酸化皮膜が形成されていないアルミニウム合金材、樹脂成形体等が包含される。
接着樹脂層4を構成する接着樹脂は、特に限定されるものではなく、エポキシ系樹脂、ウレタン系樹脂、ニトリル系樹脂、ナイロン系樹脂、アクリル系樹脂など、従来からアルミニウム合金材を接合する際に用いられてきた接着樹脂を用いることができる。なかでも、接着強度の観点からは、エポキシ系樹脂が好ましい。また、接着樹脂は1種のみを用いてもよく、あるいは複数を組み合わせて用いてもよい。
接着樹脂層4の厚さも、特に限定されるものではないが、10~500μmが好ましく、50~400μmがより好ましい。接着樹脂層4の厚さが10μm未満の場合には、接着樹脂層付きアルミニウム合金材11と、他の接着樹脂層を備えていないアルミニウム合金材とを接着樹脂層4を介して接合する場合に、高い接着耐久性が得られないことがある。一方、接着樹脂層4の厚さが500μmを超える場合には、接着強度が小さくなる場合がある。
[製造方法]
次に、本変形例の接着樹脂層付きアルミニウム合金材11の製造方法について説明する。図4は本変形例の接着樹脂層付きアルミニウム合金材11の製造方法を示すフローチャート図である。図4に示すように、本変形例の接着樹脂層付きアルミニウム合金材11を製造する際は、前述したステップS1~S3に加えて、接着樹脂層形成工程S4を行う。
次に、本変形例の接着樹脂層付きアルミニウム合金材11の製造方法について説明する。図4は本変形例の接着樹脂層付きアルミニウム合金材11の製造方法を示すフローチャート図である。図4に示すように、本変形例の接着樹脂層付きアルミニウム合金材11を製造する際は、前述したステップS1~S3に加えて、接着樹脂層形成工程S4を行う。
<ステップS4:接着樹脂層形成工程>
接着樹脂層形成工程S4では、皮膜1及び皮膜2を覆うように、接着樹脂層4を形成する。接着樹脂層4の形成方法は、特に限定されるものではないが、例えば、接着樹脂が固体である場合には、熱を加えて圧着したり、これを溶剤に溶解させて溶液とした後に、また、接着樹脂が液状である場合にはそのまま、皮膜2の表面に噴霧したり塗布する方法が挙げられる。
接着樹脂層形成工程S4では、皮膜1及び皮膜2を覆うように、接着樹脂層4を形成する。接着樹脂層4の形成方法は、特に限定されるものではないが、例えば、接着樹脂が固体である場合には、熱を加えて圧着したり、これを溶剤に溶解させて溶液とした後に、また、接着樹脂が液状である場合にはそのまま、皮膜2の表面に噴霧したり塗布する方法が挙げられる。
また、本変形例の接着樹脂層付きアルミニウム合金材11においても、前述した第1の実施形態と同様に、第1皮膜形成工程S2、第2皮膜形成工程S3及び/又は接着樹脂層形成工程S4の後に、予備時効処理を施す予備時効処理工程を設けてもよい。
本変形例の接着樹脂層付きアルミニウム合金材においては、接着樹脂層をあらかじめ備えるため、接合体や自動車用部材を作製する際に、アルミニウム合金材の表面に接着樹脂を塗布するなどの作業を省略することができる。なお、本変形例の接着樹脂層付きアルミニウム合金材における上記以外の構成及び効果は、前述した第1の実施形態と同様である。
(第2の実施形態)
次に、本発明の第2の実施形態に係る接合体について説明する。本実施形態の接合体は、前述した第1の実施形態のアルミニウム合金材又はその変形例の接着樹脂層付きアルミニウム合金材を用いたものである。図5~8Bは本実施形態の接合体の構成例を模式的に示す断面図である。なお、図5~8Bにおいては、図1及び3に示すアルミニウム合金材10、接着樹脂層付きアルミニウム合金材11の構成要素と同じものには同じ符号を付し、その詳細な説明は省略する。
次に、本発明の第2の実施形態に係る接合体について説明する。本実施形態の接合体は、前述した第1の実施形態のアルミニウム合金材又はその変形例の接着樹脂層付きアルミニウム合金材を用いたものである。図5~8Bは本実施形態の接合体の構成例を模式的に示す断面図である。なお、図5~8Bにおいては、図1及び3に示すアルミニウム合金材10、接着樹脂層付きアルミニウム合金材11の構成要素と同じものには同じ符号を付し、その詳細な説明は省略する。
[接合体の構成]
本実施形態の接合体は、例えば、図5に示す接合体20のように、図1に示す2枚のアルミニウム合金材10を、皮膜1及び皮膜2が形成されている面同士が対向するように配置し、接着樹脂5を介して接合した構成とすることができる。即ち、接合体20では、接着樹脂5は、一面が一方のアルミニウム合金材10の皮膜2側に接合され、その他面が他方のアルミニウム合金材10の皮膜2側に接合されている。
本実施形態の接合体は、例えば、図5に示す接合体20のように、図1に示す2枚のアルミニウム合金材10を、皮膜1及び皮膜2が形成されている面同士が対向するように配置し、接着樹脂5を介して接合した構成とすることができる。即ち、接合体20では、接着樹脂5は、一面が一方のアルミニウム合金材10の皮膜2側に接合され、その他面が他方のアルミニウム合金材10の皮膜2側に接合されている。
ここで、本実施形態の接合体における接着樹脂5は、前述した接着樹脂層4を構成する接着樹脂と同様のものを使用することができる。具体的には、接着樹脂5は、エポキシ系樹脂、ウレタン系樹脂、ニトリル系樹脂、ナイロン系樹脂、アクリル系樹脂などを使用することができる。また、接着樹脂5の厚さは、特に限定されるものではないが、接着強度向上の観点から、10~500μmが好ましく、より好ましくは50~400μmである。
接合体20では、前述したように、接着樹脂5の両面が、第1の実施形態のアルミニウム合金材10の皮膜1及び皮膜2であるため、自動車用部材に用いた際、高温湿潤環境に曝されても、接着樹脂5と皮膜1や皮膜2との界面の接着強度が低下しにくく、接着耐久性が向上する。また、本実施形態の接合体20では、接着樹脂5の種類に影響されず、従来からアルミニウム合金材の接合に用いられている接着樹脂全般において界面での接着耐久性が向上する。
また、図6Aに示す接合体21a又は図6Bに示す接合体21bのように、図1に示すアルミニウム合金材10の皮膜1及び皮膜2が形成されている面に、接着樹脂5を介して、第1皮膜及び第2皮膜が形成されていない他のアルミニウム合金材6又は樹脂成形体7を接合した構成とすることもできる。
ここで、第1皮膜及び第2皮膜が形成されていない他のアルミニウム合金材6には、前述した基材3と同様のものを使用することができ、具体的には、JISに規定される又はJISに近似する種々の非熱処理型若しくは熱処理型アルミニウム合金からなるものを使用することができる。
また、樹脂成形体7としては、例えば、ガラス繊維強化プラスチック(GFRP)、炭素繊維強化プラスチック(CFRP)、ボロン繊維強化プラスチック(BFRP)、アラミド繊維強化プラスチック(AFRP,KFRP)、ポリエチレン繊維強化プラスチック(DFRP)及びザイロン強化プラスチック(ZFRP)などの各種繊維強化プラスチックにより形成した繊維強化プラスチック成形体を用いることができる。これらの繊維強化プラスチック成形体を用いることにより、一定の強度を維持しつつ、接合体を軽量化することが可能となる。
なお、樹脂成形体7は、前述した繊維強化プラスチック以外に、ポリプロピレン(PP)、アクリル-ブタジエン-スチレン共重合体(ABS)樹脂、ポリウレタン(PU)、ポリエチレン(PE)、ポリ塩化ビニル(PVC)、ナイロン6、ナイロン6,6、ポリスチレン(PS)、ポリエチレンテレフタレート(PET)、ポリアミド(PA)、ポリフェニレンスルフィド(PPS)、ポリブチレンテレフタレート(PBT)、ポリフタルアミド(PPA)などの繊維強化されていないエンジニアリングプラスチックを使用することもできる。
図6A及び図6Bに示す接合体21a,21bでは、接着樹脂5の片面がアルミニウム合金材10の皮膜1及び皮膜2側に接合されているため、前述した接合体20と同様に、自動車用部材に用いた際、高温湿潤環境に曝されても、接着樹脂の種類に影響されず、界面での接着耐久性が向上する。また、図6Bに示す接合体21bは、アルミニウム合金材10と樹脂成形体7とを接合しているため、アルミニウム合金材同士の接合体に比べて軽量であり、この接合体21bを用いることにより自動車の更なる軽量化を実現することができる。なお、図6A及び図6Bに示す接合体21a,21bにおける上記以外の構成及び効果は、図5に示す接合体20と同様である。
更に、図7に示す接合体22のように、図3に示す接着樹脂層4を備えた接着樹脂層付きアルミニウム合金材11と、図1に示す接着樹脂層4を備えていないアルミニウム合金材10とを接合した構成とすることもできる。具体的には、接着樹脂層付きアルミニウム合金材11の接着樹脂層4側に、アルミニウム合金材10の皮膜1及び皮膜2側が接合されたものである。その結果、アルミニウム合金材10の皮膜1及び皮膜2側と接着樹脂層付きアルミニウム合金材11の皮膜1及び皮膜2側は、それぞれ接着樹脂層付きアルミニウム合金材11の接着樹脂層4を介して、互いに対向するように配置された構成となっている。
接合体22では、接着樹脂層4の両面がアルミニウム合金材10の皮膜1及び皮膜2側と接着樹脂層付きアルミニウム合金材11の皮膜1及び皮膜2側にそれぞれ接合されているため、前述した接合体20と同様に、接合体22を自動車用部材に用いた際に、高温湿潤環境に曝されても、接着樹脂の種類に影響されず、界面での接着耐久性が向上する。なお、図7に示す接合体22における上記以外の構成及び効果は、図5に示す接合体20と同様である。
更に、図8Aに示す接合体23a又は図8Bに示す接合体23bのように、図3に示す接着樹脂層4を備えた接着樹脂層付きアルミニウム合金材11の接着樹脂層4側に、第1皮膜及び第2皮膜が形成されていない他のアルミニウム合金材6又は繊維強化プラスチック成形体などの樹脂成形体7を接合した構成とすることもできる。これら接合体23a,23bでは、接着樹脂層4の片面が接着樹脂層付きアルミニウム合金材11の皮膜1及び皮膜2側に接合されているため、前述した接合体20と同様に、接合体23を自動車用部材に用いる際、高温湿潤環境に曝されても、接着樹脂の種類に影響されず、界面での接着耐久性が向上する。
また、図8Bに示す接合体23bは、接着樹脂層付きアルミニウム合金材11と樹脂成形体7とを接合しているため、アルミニウム合金材同士の接合体に比べて軽量であり、軽量化が求められている自動車や車両の部材に好適である。なお、図8A及び図8Bに示す接合体23a,23bにおける上記以外の構成及び効果は、図5に示す接合体20と同様である。
[製造方法]
前述した接合体20~23の製造方法、特に接合方法は、従来公知の接合方法を用いることができる。そして、接着樹脂5をアルミニウム合金材に形成する方法は、特に限定されるものではないが、例えば、予め接着樹脂5によって作製した接着シートを用いてもよいし、接着樹脂5を皮膜2の表面に噴霧または塗布することによって形成してもよい。なお、接合体20~23は、アルミニウム合金材10や接着剤層付きアルミニウム合金材11と同様に、自動車用部材への加工前に、その表面にプレス油を塗布してもよい。
前述した接合体20~23の製造方法、特に接合方法は、従来公知の接合方法を用いることができる。そして、接着樹脂5をアルミニウム合金材に形成する方法は、特に限定されるものではないが、例えば、予め接着樹脂5によって作製した接着シートを用いてもよいし、接着樹脂5を皮膜2の表面に噴霧または塗布することによって形成してもよい。なお、接合体20~23は、アルミニウム合金材10や接着剤層付きアルミニウム合金材11と同様に、自動車用部材への加工前に、その表面にプレス油を塗布してもよい。
また、図示しないが、本実施形態の接合体に、両面に皮膜1及び皮膜2が形成されたアルミニウム合金材を用いた場合、接着樹脂5又は接着樹脂層4を介して、これらのアルミニウム合金材、皮膜1及び皮膜2が形成されていない他のアルミニウム合金材又は樹脂成形体を、さらに接合することが可能となる。
(第3の実施形態)
次に、本発明の第3の実施形態に係る自動車用部材について説明する。本実施形態の自動車用部材は、前述した第2の実施形態の接合体を用いたものであり、例えば、自動車用パネルなどである。
次に、本発明の第3の実施形態に係る自動車用部材について説明する。本実施形態の自動車用部材は、前述した第2の実施形態の接合体を用いたものであり、例えば、自動車用パネルなどである。
また、本実施形態の自動車用部材の製造方法は、特に限定されるものではないが、従来公知の製造方法を適用することができる。例えば、図5~8Bに示す接合体20~23bに切断加工やプレス加工などを施して所定形状の自動車用部材を製造する。
本実施形態の自動車用部材は、前述した第2の実施形態の接合体から製造されるため、高温湿潤環境に曝されても、接着樹脂又は接着樹脂層と、酸化皮膜(第1皮膜)の水和の影響をほとんど受けることなく、アルミニウム合金基材の溶出も抑制できる。その結果、本実施形態の自動車用部材では、高温湿潤環境に曝された場合の界面剥離を抑制し、接着強度の低下を抑制することが可能となる。
以下、本発明の実施例及び比較例を挙げて、本発明の効果について具体的に説明する。本実施例においては、以下に示す方法及び条件でアルミニウム合金材を作製し、接着耐久性などを評価した。
<実施例1>
JIS6016(Mg:0.54質量%、Si:1.11質量%、Cu:0.14質量%)の6000系アルミニウム合金を用いて、板厚1mmのアルミニウム合金冷延板を作製した。そして、この冷延板を長さ100mm、幅25mmに切断して基材とし、実体到達温度550℃まで加熱処理し、冷却した。
続いて基材を、水酸化カリウムを含むpH13の水溶液で50℃にて40秒アルカリ脱脂し、さらに、硫酸及びフッ酸を含むpH1の溶液で50℃にて40秒酸洗し、乾燥させた。その後、0.0122質量%のメタケイ酸ナトリウムを含む水溶液(メタケイ酸ナトリウム水溶液)をバーコーターで表面に均一に塗布し、100℃で1分間加熱乾燥させて、第1皮膜を形成させた。さらに、0.010質量%のビストリエトキシシリルエタン(BTSE)を含む水溶液(BTSE水溶液)をバーコーターで第1皮膜側の表面に均一に塗布し、100℃で1分間加熱乾燥させて、第2皮膜を形成させ、実施例1のアルミニウム合金材を作製した。
JIS6016(Mg:0.54質量%、Si:1.11質量%、Cu:0.14質量%)の6000系アルミニウム合金を用いて、板厚1mmのアルミニウム合金冷延板を作製した。そして、この冷延板を長さ100mm、幅25mmに切断して基材とし、実体到達温度550℃まで加熱処理し、冷却した。
続いて基材を、水酸化カリウムを含むpH13の水溶液で50℃にて40秒アルカリ脱脂し、さらに、硫酸及びフッ酸を含むpH1の溶液で50℃にて40秒酸洗し、乾燥させた。その後、0.0122質量%のメタケイ酸ナトリウムを含む水溶液(メタケイ酸ナトリウム水溶液)をバーコーターで表面に均一に塗布し、100℃で1分間加熱乾燥させて、第1皮膜を形成させた。さらに、0.010質量%のビストリエトキシシリルエタン(BTSE)を含む水溶液(BTSE水溶液)をバーコーターで第1皮膜側の表面に均一に塗布し、100℃で1分間加熱乾燥させて、第2皮膜を形成させ、実施例1のアルミニウム合金材を作製した。
次に、プレス油をトルエンで希釈し濃度を調整した後、乾燥後の塗布量が1g/m2となるように実施例1のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例2>
BTSE水溶液の濃度を0.1質量%とした以外は実施例1と同様にして、実施例2のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例2のアルミニウム合金材の第2皮膜側の表面に塗布した。
BTSE水溶液の濃度を0.1質量%とした以外は実施例1と同様にして、実施例2のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例2のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例3>
メタケイ酸ナトリウム水溶液の濃度を0.0244質量%、BTSE水溶液の濃度を0.05質量%とした以外は実施例1と同様にして、実施例3のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例3のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.0244質量%、BTSE水溶液の濃度を0.05質量%とした以外は実施例1と同様にして、実施例3のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例3のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例4>
メタケイ酸ナトリウム水溶液の濃度を0.24質量%、BTSE水溶液の濃度を0.05質量%とした以外は実施例1と同様にして、実施例4のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例4のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.24質量%、BTSE水溶液の濃度を0.05質量%とした以外は実施例1と同様にして、実施例4のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例4のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例5>
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を1質量%とした以外は実施例1と同様にして、実施例5のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例5のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を1質量%とした以外は実施例1と同様にして、実施例5のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例5のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例6>
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.01質量%とした以外は実施例1と同様にして、実施例6のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例6のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.01質量%とした以外は実施例1と同様にして、実施例6のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例6のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例7>
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.5質量%とした以外は実施例1と同様にして、実施例7のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例7のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.5質量%とした以外は実施例1と同様にして、実施例7のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例7のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例8>
メタケイ酸ナトリウム水溶液の濃度を0.12質量%とし、BTSE水溶液の濃度を0.08質量%とした以外は実施例1と同様にして、実施例8のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例8のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.12質量%とし、BTSE水溶液の濃度を0.08質量%とした以外は実施例1と同様にして、実施例8のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例8のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例9>
濃度が0.61質量%のメタケイ酸ナトリウム水溶液を塗布後に基材を水洗し、100℃で1分間加熱乾燥させた後に、濃度が0.1質量%のBTSE水溶液を塗布した以外は実施例1と同様にして、実施例9のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例9のアルミニウム合金材の第2皮膜側の表面に塗布した。
濃度が0.61質量%のメタケイ酸ナトリウム水溶液を塗布後に基材を水洗し、100℃で1分間加熱乾燥させた後に、濃度が0.1質量%のBTSE水溶液を塗布した以外は実施例1と同様にして、実施例9のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例9のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例10>
メタケイ酸ナトリウム水溶液の濃度を0.024質量%とし、BTSE水溶液の濃度を0.005質量%とした以外は実施例1と同様にして、実施例10のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例10のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.024質量%とし、BTSE水溶液の濃度を0.005質量%とした以外は実施例1と同様にして、実施例10のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例10のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例11>
メタケイ酸ナトリウム水溶液の濃度を0.024質量%とし、また、0.005質量%のBTSEを含み、さらに3-アミノプロピルトリエトキシシラン0.05質量%を加えたBTSE水溶液を用いた以外は実施例1と同様にして、実施例11のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例11のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.024質量%とし、また、0.005質量%のBTSEを含み、さらに3-アミノプロピルトリエトキシシラン0.05質量%を加えたBTSE水溶液を用いた以外は実施例1と同様にして、実施例11のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例11のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例12>
メタケイ酸ナトリウム水溶液の濃度を0.024質量%とし、また、0.005質量%のBTSEを含み、さらに3-グリシドキシプロピルトリエトキシシランを0.05質量%加えたBTSE水溶液を用いた以外は実施例1と同様にして、実施例12のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例12のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.024質量%とし、また、0.005質量%のBTSEを含み、さらに3-グリシドキシプロピルトリエトキシシランを0.05質量%加えたBTSE水溶液を用いた以外は実施例1と同様にして、実施例12のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例12のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例13>
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の代わりにビストリエトキシシリルベンゼン(BTSB)を0.05質量%含む水溶液を用いた以外は実施例1と同様にして、実施例13のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例13のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の代わりにビストリエトキシシリルベンゼン(BTSB)を0.05質量%含む水溶液を用いた以外は実施例1と同様にして、実施例13のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例13のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例14>
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の代わりにビストリエトキシシリルプロピルアミン(BTSA)を0.1質量%含む水溶液を用いた以外は実施例1と同様にして、実施例14のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例14のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の代わりにビストリエトキシシリルプロピルアミン(BTSA)を0.1質量%含む水溶液を用いた以外は実施例1と同様にして、実施例14のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例14のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例15>
メタケイ酸ナトリウム水溶液の濃度を0.12質量%とし、BTSE水溶液の代わりにビストリエトキシシリルプロピルテトラスルフィド(BTSS)を0.15質量%含む水溶液を用いた以外は実施例1と同様にして、実施例15のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例15のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.12質量%とし、BTSE水溶液の代わりにビストリエトキシシリルプロピルテトラスルフィド(BTSS)を0.15質量%含む水溶液を用いた以外は実施例1と同様にして、実施例15のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例15のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例16>
ケイ酸塩水溶液中のケイ酸化合物としてカネマイト(商品名:プリフィード、株式会社トクヤマシルテック製、n/m=2)を濃度0.10質量%で用いた以外は実施例8と同様にして、実施例16のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例16のアルミニウム合金材の第2皮膜側の表面に塗布した。
ケイ酸塩水溶液中のケイ酸化合物としてカネマイト(商品名:プリフィード、株式会社トクヤマシルテック製、n/m=2)を濃度0.10質量%で用いた以外は実施例8と同様にして、実施例16のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例16のアルミニウム合金材の第2皮膜側の表面に塗布した。
<実施例17>
ケイ酸塩水溶液中のケイ酸化合物として3号水ガラス(和光純薬製、n/m=3)を濃度0.09質量%で用いた以外は実施例8と同様にして、実施例17のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例17のアルミニウム合金材の第2皮膜側の表面に塗布した。
ケイ酸塩水溶液中のケイ酸化合物として3号水ガラス(和光純薬製、n/m=3)を濃度0.09質量%で用いた以外は実施例8と同様にして、実施例17のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、実施例17のアルミニウム合金材の第2皮膜側の表面に塗布した。
<比較例1>
メタケイ酸ナトリウム水溶液の濃度を0.61質量%とし、BTSE水溶液の濃度を0.05質量%とした以外は実施例1と同様にして、比較例1のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例1のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液の濃度を0.61質量%とし、BTSE水溶液の濃度を0.05質量%とした以外は実施例1と同様にして、比較例1のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例1のアルミニウム合金材の第2皮膜側の表面に塗布した。
<比較例2>
メタケイ酸ナトリウム水溶液による処理を行わず、BTSE水溶液の濃度を0.18質量%とした以外は実施例1と同様にして、比較例2のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例2のアルミニウム合金材の第2皮膜側の表面に塗布した。
メタケイ酸ナトリウム水溶液による処理を行わず、BTSE水溶液の濃度を0.18質量%とした以外は実施例1と同様にして、比較例2のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例2のアルミニウム合金材の第2皮膜側の表面に塗布した。
<比較例3>
BTSE水溶液による処理を行わなかった以外は実施例1と同様にして、比較例3のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例3のアルミニウム合金材の第1皮膜側の表面に塗布した。
BTSE水溶液による処理を行わなかった以外は実施例1と同様にして、比較例3のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例3のアルミニウム合金材の第1皮膜側の表面に塗布した。
<比較例4>
アルカリ脱脂および酸洗処理を行わず、メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.10質量%とした以外は実施例1と同様にして、比較例4のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例4のアルミニウム合金材の第2皮膜側の表面に塗布した。
アルカリ脱脂および酸洗処理を行わず、メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.10質量%とした以外は実施例1と同様にして、比較例4のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例4のアルミニウム合金材の第2皮膜側の表面に塗布した。
<比較例5>
酸洗処理を360秒行い、メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.10質量%とした以外は実施例1と同様にして、比較例5のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例5のアルミニウム合金材の第2皮膜側の表面に塗布した。
酸洗処理を360秒行い、メタケイ酸ナトリウム水溶液の濃度を0.061質量%とし、BTSE水溶液の濃度を0.10質量%とした以外は実施例1と同様にして、比較例5のアルミニウム合金材を得た。また、トルエンで希釈したプレス油を、乾燥後の塗布量が1g/m2となるように、比較例5のアルミニウム合金材の第2皮膜側の表面に塗布した。
<第1皮膜成分の測定>
第2皮膜形成前の第1皮膜について、高周波グロー放電発光分光分析法(GD-OES:ホリバ・ジョバンイボン社製型式JY-5000RF)により膜厚方向にスパッタしながら測定し、アルミニウム(Al)、マグネシウム(Mg)、ナトリウム(Na)、カリウム(K)、リチウム(Li)、銅(Cu)、鉄(Fe)及びチタン(Ti)等の金属元素、及び酸素(O)、窒素(N)、炭素(C)、ケイ素(Si)及び硫黄(S)等の元素について、各成分量の測定を行った。マグネシウム(Mg)、ナトリウム(Na)、カリウム(K)、リチウム(Li)、銅(Cu)及びケイ素(Si)については、第1皮膜中の最大濃度を、その皮膜中の皮膜濃度とした。アルミニウム(Al)については、基材と第1皮膜との界面近傍では基材の影響を受けるため、最表面の濃度をアルミニウム(Al)の皮膜濃度とした。ここで、これら各元素の濃度の算出において、特に酸素(O)及び炭素(C)は最表面やその近傍でコンタミの影響を受けやすい。以上のことから、各元素の濃度計算では、酸素(O)及び炭素(C)を除いて、濃度を算出した。なお、酸素(O)は、最表面及びその近傍ではコンタミの影響を受ける可能性が高く、正確な濃度を測定することは難しいが、すべてのサンプルの第1皮膜には酸素(O)が含まれていることは明確であった。結果を表1に示す。
第2皮膜形成前の第1皮膜について、高周波グロー放電発光分光分析法(GD-OES:ホリバ・ジョバンイボン社製型式JY-5000RF)により膜厚方向にスパッタしながら測定し、アルミニウム(Al)、マグネシウム(Mg)、ナトリウム(Na)、カリウム(K)、リチウム(Li)、銅(Cu)、鉄(Fe)及びチタン(Ti)等の金属元素、及び酸素(O)、窒素(N)、炭素(C)、ケイ素(Si)及び硫黄(S)等の元素について、各成分量の測定を行った。マグネシウム(Mg)、ナトリウム(Na)、カリウム(K)、リチウム(Li)、銅(Cu)及びケイ素(Si)については、第1皮膜中の最大濃度を、その皮膜中の皮膜濃度とした。アルミニウム(Al)については、基材と第1皮膜との界面近傍では基材の影響を受けるため、最表面の濃度をアルミニウム(Al)の皮膜濃度とした。ここで、これら各元素の濃度の算出において、特に酸素(O)及び炭素(C)は最表面やその近傍でコンタミの影響を受けやすい。以上のことから、各元素の濃度計算では、酸素(O)及び炭素(C)を除いて、濃度を算出した。なお、酸素(O)は、最表面及びその近傍ではコンタミの影響を受ける可能性が高く、正確な濃度を測定することは難しいが、すべてのサンプルの第1皮膜には酸素(O)が含まれていることは明確であった。結果を表1に示す。
<エッチング量の測定>
エッチング量は、酸化皮膜や酸化皮膜を含む基材の溶解量であり、エッチング処理前後の重量の減少量を測定し、それを厚み(膜厚)として見積もった。なお、重量の減少量から膜厚への換算は、便宜上、アルミニウムの密度:2.7g/cm3を用い、アルミニウムの厚みとして計算することにより行った。
エッチング量は、酸化皮膜や酸化皮膜を含む基材の溶解量であり、エッチング処理前後の重量の減少量を測定し、それを厚み(膜厚)として見積もった。なお、重量の減少量から膜厚への換算は、便宜上、アルミニウムの密度:2.7g/cm3を用い、アルミニウムの厚みとして計算することにより行った。
<第1および第2皮膜の皮膜量の測定>
ケイ酸化合物およびシラン化合物水溶液での処理により形成された第1および第2皮膜の皮膜量は、蛍光X線によって測定した。具体的には、蛍光X線によってケイ酸化合物処理後の第1皮膜およびシラン化合物処理後の第2皮膜のケイ素量をそれぞれ測定し、校正曲線を用いて、蛍光X線の強度と皮膜量の換算を行うことによりそれぞれ算出した。結果を表1に示す。
ケイ酸化合物およびシラン化合物水溶液での処理により形成された第1および第2皮膜の皮膜量は、蛍光X線によって測定した。具体的には、蛍光X線によってケイ酸化合物処理後の第1皮膜およびシラン化合物処理後の第2皮膜のケイ素量をそれぞれ測定し、校正曲線を用いて、蛍光X線の強度と皮膜量の換算を行うことによりそれぞれ算出した。結果を表1に示す。
<凝集破壊率(接着耐久性)>
図9A及び図9Bは凝集破壊率の測定方法を模式的に示す図であり、図9Aは側面図であり、図9Bは平面図である。図9A及び図9Bに示すように、構成が同じ2枚の供試材31a,31b(25mm幅)の端部を、熱硬化型エポキシ樹脂系接着樹脂によりラップ長10mm(接着面積:25mm×10mm)となるように重ね合わせ貼り付けた。
ここで用いた接着樹脂35は熱硬化型エポキシ樹脂系接着樹脂(ビスフェノールA型エポキシ樹脂量40~50質量%)である。また、接着樹脂35の厚さが250μmとなるように微量のガラスビーズ(平均粒径250μm)を接着樹脂35に添加して調節した。
重ね合わせてから30分間、室温で乾燥させて、その後、170℃で20分間加熱し、熱硬化処理を実施した。その後、室温で24時間静置して接着試験体を作製した。
図9A及び図9Bは凝集破壊率の測定方法を模式的に示す図であり、図9Aは側面図であり、図9Bは平面図である。図9A及び図9Bに示すように、構成が同じ2枚の供試材31a,31b(25mm幅)の端部を、熱硬化型エポキシ樹脂系接着樹脂によりラップ長10mm(接着面積:25mm×10mm)となるように重ね合わせ貼り付けた。
ここで用いた接着樹脂35は熱硬化型エポキシ樹脂系接着樹脂(ビスフェノールA型エポキシ樹脂量40~50質量%)である。また、接着樹脂35の厚さが250μmとなるように微量のガラスビーズ(平均粒径250μm)を接着樹脂35に添加して調節した。
重ね合わせてから30分間、室温で乾燥させて、その後、170℃で20分間加熱し、熱硬化処理を実施した。その後、室温で24時間静置して接着試験体を作製した。
作製した接着試験体を、40℃、濃度5%の塩化ナトリウム水溶液に20日間浸漬後、引張試験機にて50mm/分の速度で引張り、接着部分の接着樹脂の凝集破壊率を評価した。凝集破壊率は下記数式1に基づいて算出した。なお、下記数式1においては、接着試験体の引張後の片側を試験片a、もう片方を試験片bとした。

各試験条件とも3本ずつ作製し、凝集破壊率は3本の平均値とした。また、評価基準は、凝集破壊率が60%未満を不良(×)、60%以上70%未満をやや良好(△)、70%以上90%未満を良好(○)、90%以上を優れている(◎)とした。その結果を表1に示す。

表1に示されるように、比較例1のアルミニウム合金材は、第1皮膜中のSi濃度が本発明に規定の範囲よりも高く、また、第1皮膜中のNa濃度が本発明に規定の範囲よりも高く、接着耐久性に乏しかった。
また、比較例2のアルミニウム合金材は、第1皮膜中のSi濃度が本発明に規定の範囲よりも低く、接着耐久性に乏しかった。
また、比較例3のアルミニウム合金材は、第2皮膜を有しておらず、接着耐久性に乏しかった。
また、比較例4のアルミニウム合金材は、第1皮膜中のMg濃度が本発明に規定の範囲よりも高く、接着耐久性に乏しかった。
また、比較例5のアルミニウム合金材は、第1皮膜中のCu濃度が本発明に規定の範囲よりも高く、接着耐久性に乏しかった。
また、比較例2のアルミニウム合金材は、第1皮膜中のSi濃度が本発明に規定の範囲よりも低く、接着耐久性に乏しかった。
また、比較例3のアルミニウム合金材は、第2皮膜を有しておらず、接着耐久性に乏しかった。
また、比較例4のアルミニウム合金材は、第1皮膜中のMg濃度が本発明に規定の範囲よりも高く、接着耐久性に乏しかった。
また、比較例5のアルミニウム合金材は、第1皮膜中のCu濃度が本発明に規定の範囲よりも高く、接着耐久性に乏しかった。
一方、本発明に規定の各要件を満足する実施例1~17のアルミニウム合金材は、高温高湿環境下での良好な湿潤耐久性を有していた。
本発明を特定の態様を参照して詳細に説明したが、本発明の精神と範囲を離れることなく様々な変更および修正が可能であることは、当業者にとって明らかである。
なお、本出願は、2016年5月10日付けで出願された日本特許出願(特願2016-094921)及び2016年11月7日付けで出願された日本特許出願(特願2016-217095)に基づいており、その全体が引用により援用される。
なお、本出願は、2016年5月10日付けで出願された日本特許出願(特願2016-094921)及び2016年11月7日付けで出願された日本特許出願(特願2016-217095)に基づいており、その全体が引用により援用される。
1 第1皮膜
2 第2皮膜
3 基材
4 接着樹脂層
5、35 接着樹脂
6、10 アルミニウム合金材
7 樹脂成形体
11 接着樹脂層付きアルミニウム合金材
20、21a、21b、22、23a、23b 接合体
31a、31b 供試材
2 第2皮膜
3 基材
4 接着樹脂層
5、35 接着樹脂
6、10 アルミニウム合金材
7 樹脂成形体
11 接着樹脂層付きアルミニウム合金材
20、21a、21b、22、23a、23b 接合体
31a、31b 供試材
Claims (16)
- アルミニウム合金基材と、
前記アルミニウム合金基材の表面の少なくとも一部に形成された、ケイ素を含むアルミニウムの酸化物からなる第1皮膜と、
前記第1皮膜の少なくとも一部に形成された、分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜を備えるアルミニウム合金材であって、
前記第1皮膜は、Siを15原子%以上80原子%未満及びMgを0.1原子%以上30原子%未満含有するとともに、Cuが0.6原子未満%に規制されており、かつ、Na、K及びLiから選ばれる少なくとも1種のアルカリ金属元素を0.01~25原子%含有するアルミニウム合金材。 - 前記第1皮膜中のSi量が20原子%以上75原子%未満である請求項1に記載のアルミニウム合金材。
- 前記第1皮膜中の前記Si量が30原子%以上70原子%未満である請求項2に記載のアルミニウム合金材。
- 前記第2皮膜が有機樹脂成分と化学結合しうる反応性官能基を有するシランカップリング剤、その加水分解物またはその重合体をさらに含む請求項1に記載のアルミニウム合金材。
- 前記第2皮膜の皮膜量が0.01~30mg/m2である請求項1に記載のアルミニウム合金材。
- 前記第2皮膜の前記皮膜量が0.2~20mg/m2である請求項5に記載のアルミニウム合金材。
- 前記第2皮膜の前記皮膜量が0.5~10mg/m2である請求項6に記載のアルミニウム合金材。
- 前記アルミニウム合金基材が、Al-Mg系合金、Al-Cu-Mg系合金、Al-Mg-Si系合金又はAl-Zn-Mg系合金からなる請求項1に記載のアルミニウム合金材。
- 請求項1~8のいずれか1項に記載のアルミニウム合金材の前記第2皮膜上に、接着樹脂層が形成されている接着樹脂層付きアルミニウム合金材。
- 前記接着樹脂層が、エポキシ系樹脂、ウレタン系樹脂、ニトリル系樹脂、ナイロン系樹脂及びアクリル系樹脂から選ばれる少なくとも1つを含む請求項9に記載の接着樹脂層付きアルミニウム合金材。
- アルミニウム合金基材の表面の少なくとも一部にケイ素を含むアルミニウムの酸化物からなる第1皮膜を形成する第1皮膜形成工程と、
前記第1皮膜の少なくとも一部に分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2皮膜を形成する第2皮膜形成工程とを備え、
前記第1皮膜形成工程は、前記アルミニウム合金基材の表面に酸化皮膜を形成させる加熱処理段階と、前記加熱処理段階後のエッチング処理段階及びケイ酸塩処理段階とを含み、前記ケイ酸塩処理段階は前記エッチング処理段階より後あるいは前記エッチング処理段階と同時であり、かつ、前記ケイ酸塩処理段階として、ケイ酸塩を含む第1水溶液で前記酸化皮膜を処理し、
前記第2皮膜形成工程では、分子内に加水分解可能なトリアルコキシシリル基を2つ以上有するシラン化合物、その加水分解物またはその重合体を含む第2水溶液で前記第1皮膜を処理する、アルミニウム合金材の製造方法。 - 前記エッチング処理段階におけるエッチング量を700nm未満に制御する、請求項11に記載のアルミニウム合金材の製造方法。
- 前記第1皮膜形成工程において、前記ケイ酸塩処理段階は前記エッチング処理段階より後であり、前記エッチング処理段階として、酸処理及びアルカリ溶液処理のうちの少なくとも1つを行う、請求項11に記載のアルミニウム合金材の製造方法。
- 前記第1皮膜形成工程において、前記ケイ酸塩処理段階は前記エッチング処理段階と同時であり、前記第1水溶液が、ケイ酸塩を含む中性またはアルカリ性の水溶液である、請求項11に記載のアルミニウム合金材の製造方法。
- 前記第2水溶液が有機樹脂成分と化学結合しうる反応性官能基を有するシランカップリング剤、その加水分解物またはその重合体をさらに含む水溶液である、請求項11に記載のアルミニウム合金材の製造方法。
- 請求項11~15のいずれか1項に記載のアルミニウム合金材の製造方法により製造されたアルミニウム合金材の前記第2皮膜の上に、接着樹脂層を形成する接着樹脂層形成工程を備える、接着樹脂層付きアルミニウム合金材の製造方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016094921 | 2016-05-10 | ||
| JP2016-094921 | 2016-05-10 | ||
| JP2016217095A JP2017203212A (ja) | 2016-05-10 | 2016-11-07 | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法 |
| JP2016-217095 | 2016-11-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017195811A1 true WO2017195811A1 (ja) | 2017-11-16 |
Family
ID=60267629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/017645 WO2017195811A1 (ja) | 2016-05-10 | 2017-05-10 | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017195811A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019116879A1 (ja) * | 2017-12-13 | 2019-06-20 | 昭和電工株式会社 | 複合積層体及びその製造方法、並びに金属樹脂接合体及びその製造方法 |
| WO2019124269A1 (ja) * | 2017-12-21 | 2019-06-27 | Agc株式会社 | 機能層付き物品および機能層付き物品の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002536540A (ja) * | 1999-02-05 | 2002-10-29 | チェメタル パブリック リミティド カンパニー | アミノシランおよび多シリル官能シランの混合物を利用する金属処理方法 |
| JP2013131595A (ja) * | 2011-12-21 | 2013-07-04 | Hitachi Ltd | 金属部材と樹脂の接合方法およびその接合体 |
| WO2015125897A1 (ja) * | 2014-02-21 | 2015-08-27 | 株式会社神戸製鋼所 | アルミニウム合金板、接合体及び自動車用部材 |
| WO2017006804A1 (ja) * | 2015-07-09 | 2017-01-12 | 株式会社神戸製鋼所 | アルミニウム合金材の製造方法、アルミニウム合金材、及び接合体 |
-
2017
- 2017-05-10 WO PCT/JP2017/017645 patent/WO2017195811A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002536540A (ja) * | 1999-02-05 | 2002-10-29 | チェメタル パブリック リミティド カンパニー | アミノシランおよび多シリル官能シランの混合物を利用する金属処理方法 |
| JP2013131595A (ja) * | 2011-12-21 | 2013-07-04 | Hitachi Ltd | 金属部材と樹脂の接合方法およびその接合体 |
| WO2015125897A1 (ja) * | 2014-02-21 | 2015-08-27 | 株式会社神戸製鋼所 | アルミニウム合金板、接合体及び自動車用部材 |
| WO2017006804A1 (ja) * | 2015-07-09 | 2017-01-12 | 株式会社神戸製鋼所 | アルミニウム合金材の製造方法、アルミニウム合金材、及び接合体 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019116879A1 (ja) * | 2017-12-13 | 2019-06-20 | 昭和電工株式会社 | 複合積層体及びその製造方法、並びに金属樹脂接合体及びその製造方法 |
| US11773286B2 (en) | 2017-12-13 | 2023-10-03 | Resonac Corporation | Composite laminate and method for producing same, and metal resin bonded product and method for producing same |
| WO2019124269A1 (ja) * | 2017-12-21 | 2019-06-27 | Agc株式会社 | 機能層付き物品および機能層付き物品の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016076344A1 (ja) | アルミニウム合金材、接合体、自動車用部材、及びアルミニウム合金材の製造方法 | |
| JP6426135B2 (ja) | 酸性溶液および接着剤の塗布を含む、Zn−Al−Mgコーティングを有する金属シートを製造する方法、ならびに対応する金属シートおよびアセンブリ | |
| JP6283240B2 (ja) | アルミニウム合金板、接合体及び自動車用部材 | |
| WO2015125897A1 (ja) | アルミニウム合金板、接合体及び自動車用部材 | |
| WO2017006804A1 (ja) | アルミニウム合金材の製造方法、アルミニウム合金材、及び接合体 | |
| JP2017203209A (ja) | アルミニウム合金材の製造方法、アルミニウム合金材、及び接合体 | |
| WO2017195803A1 (ja) | 金属表面処理用水溶液、金属表面の処理方法、及び接合体 | |
| WO2017195806A1 (ja) | アルミニウム合金材の製造方法、アルミニウム合金材、及び接合体 | |
| WO2017195811A1 (ja) | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法 | |
| JP2017203212A (ja) | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法 | |
| CN107849697B (zh) | 金属表面处理用水溶液、金属表面的处理方法和接合体 | |
| JP2017203213A (ja) | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、接合体、及びアルミニウム合金材の製造方法 | |
| JP5968956B2 (ja) | アルミニウム合金板、これを用いた接合体および自動車用部材 | |
| WO2017006805A1 (ja) | 金属表面処理用水溶液、金属表面の処理方法、及び接合体 | |
| WO2017195808A1 (ja) | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、接合体、及びアルミニウム合金材の製造方法 | |
| WO2017195802A1 (ja) | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、アルミニウム合金材の製造方法、及び接着樹脂層付きアルミニウム合金材の製造方法 | |
| JP5969087B2 (ja) | 表面処理アルミニウム合金板 | |
| JP2017048456A (ja) | アルミニウム合金材、接合体、自動車用部材、アルミニウム合金材の製造方法及び接合体の製造方法 | |
| WO2017195805A1 (ja) | アルミニウム合金材、接着樹脂層付きアルミニウム合金材、接合体、及びアルミニウム合金材の製造方法 | |
| JP6278882B2 (ja) | 表面処理アルミニウム合金板およびその製造方法 | |
| WO2017038573A1 (ja) | アルミニウム合金材、接合体、自動車用部材、アルミニウム合金材の製造方法及び接合体の製造方法 | |
| JP2019085610A (ja) | 金属表面処理用水溶液、金属表面の処理方法、及び接合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17796171 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17796171 Country of ref document: EP Kind code of ref document: A1 |