WO2017155037A1 - 鋳造装置 - Google Patents
鋳造装置 Download PDFInfo
- Publication number
- WO2017155037A1 WO2017155037A1 PCT/JP2017/009475 JP2017009475W WO2017155037A1 WO 2017155037 A1 WO2017155037 A1 WO 2017155037A1 JP 2017009475 W JP2017009475 W JP 2017009475W WO 2017155037 A1 WO2017155037 A1 WO 2017155037A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cooling
- mold
- gas supply
- gas
- casting apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/04—Influencing the temperature of the metal, e.g. by heating or cooling the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
- B22C9/04—Use of lost patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/065—Cooling or heating equipment for moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
- B22C9/106—Vented or reinforced cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
- B22C9/24—Moulds for peculiarly-shaped castings for hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/003—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting by using inert gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D30/00—Cooling castings, not restricted to casting processes covered by a single main group
Definitions
- the present invention relates to a casting apparatus for obtaining a cast product by directional solidification, and more particularly to a casting apparatus having a high cooling capacity for performing directional solidification.
- This casting apparatus enables directional solidification by cooling sequentially from one end of the poured mold to the other end, usually from the lower end to the upper end.
- This casting apparatus includes a heating chamber and a cooling chamber adjacent to each other, and the mold poured in the heating chamber moves from its lower end to the cooling chamber at a moderate speed.
- solidification proceeds while maintaining a large temperature gradient at the solidification interface of the molten metal while moving the mold to the cooling chamber at a moderate speed.
- a cooling gas composed of an inert gas is blown onto a mold in a cooling chamber.
- An object of the present invention is to stably realize a high cooling capacity in a casting apparatus that blows cooling gas onto a mold in a cooling chamber.
- the casting apparatus of the present invention includes a heating chamber in which molten metal is poured into a mold, and a cooling chamber that is provided adjacent to the heating chamber and performs directional solidification while moving the mold into which molten metal is poured.
- the cooling chamber according to the present invention includes a gas cooling unit having one or a plurality of gas supply nozzles for blowing a cooling gas toward the mold, and each gas supply nozzle discharges a cooling gas corresponding to the movement of the mold. The position of the end is adjusted.
- each gas supply nozzle can maintain the distance between the discharge end and the mold constant by adjusting the position of the discharge end of the cooling gas corresponding to the movement of the mold. A high cooling capacity by gas blowing can be stably obtained.
- the distance can be adjusted to an optimum distance, so that a high cooling capacity by blowing cooling gas can be obtained more stably.
- the gas supply nozzle in the present invention can adjust the position of the discharge end by moving, and as one form thereof, the position of the discharge end can be adjusted by moving the gas supply nozzle back and forth.
- the position of the discharge end can be adjusted by expanding and contracting the gas supply nozzle at a fixed position.
- the gas supply nozzle can have a slit-like nozzle opening extending in the horizontal direction.
- the gas supply nozzle can have its discharge end facing downward.
- the cooling chamber in the present invention preferably includes a radiation cooling unit that cools the mold by radiation.
- the radiant cooling section in the present invention is preferably arranged in series in the vertical direction with the gas cooling section below the gas cooling section provided immediately below the heat shield that separates the heating chamber and the cooling chamber.
- This radiant cooling section is preferably a cylindrical water cooling jacket that surrounds the mold and circulates cooling water below the gas cooling section.
- one or a plurality of gas supply nozzles corresponding to the respective molds are provided.
- the edge position can be adjusted.
- the position of the discharge end can be adjusted by rotating the gas supply nozzle or nozzles in the horizontal direction.
- each gas supply nozzle can adjust the position of the discharge end of the cooling gas corresponding to the movement of the mold, so that the high cooling capacity of the mold by blowing the cooling gas can be stabilized. Obtainable.
- the casting apparatus 1 manufactures parts such as a moving blade and a stationary blade for a gas turbine that require mechanical strength at a high temperature by precision casting to which directional solidification is applied.
- the casting apparatus 1 is made especially for the purpose of maximizing the cooling ability of the mold by the cooling gas.
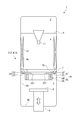
- the casting apparatus 1 includes a vacuum chamber 2 in which an internal space is maintained in a reduced pressure state, a pouring chamber 3 disposed relatively above the inside of the vacuum chamber 2, and a vacuum chamber 2.
- a heating chamber 4 provided below the pouring chamber 3 inside, and a cooling chamber 5 provided below the heating chamber 4 inside the vacuum chamber 2 are provided.
- a heat shield 6 is provided at the boundary between the pouring chamber 3 and the heating chamber 4, and a heat shield 7 is provided at the boundary between the heating chamber 4 and the cooling chamber 5.
- FIG. 2 shows a state in which the mold M is accommodated in the casting apparatus 1.
- inside the cooling chamber 5 there are provided a drive rod 8 that moves the mold M up and down, and a cooling table 9 that is provided on the top of the drive rod 8 and supports the mold M from below and cools it. ing.
- the mold M is made of a refractory material, and as shown in FIG. 2, a cavity that is a space corresponding to the outer shape of a moving blade or a stationary blade to be cast is formed inside.
- the mold M has the smallest width-wise dimension (hereinafter, thickness) at the lower end, and the largest thickness at the flange F formed in a portion near the upper end.
- the cavity of the mold M has an upper opening MA at the upper end and a lower opening MB at the lower end, and penetrates in the vertical direction.
- the molten alloy A can be filled into the cavity of the mold M from the upper opening MA.
- the lower opening MB is closed from below by the cooling table 9, and the bottom wall of the mold M is configured by the cooling table 9.
- the interior of the vacuum chamber 2 is maintained in a vacuum state during casting by the operation of a vacuum pump (not shown).
- the pouring chamber 3 pours molten alloy A stored in a pouring ladle (not shown) into the mold M through the pouring nozzle 11 during pouring.
- the pouring nozzle 11 is supported by a heat shield 6 that forms a boundary between the pouring chamber 3 and the heating chamber 4.
- An unillustrated pouring ladle is introduced into the pouring chamber 3 from the outside before the vacuum chamber 2 is evacuated, and then the vacuum chamber 2 is depressurized to a vacuum before being melted from the pouring ladle.
- Pour alloy A is introduced into the pouring chamber 3 from the outside before the vacuum chamber 2 is evacuated, and then the vacuum chamber 2 is depressurized to a vacuum before being melted from the pouring ladle.
- the heating chamber 4 holds the mold M into which the molten alloy A is poured at a temperature higher than the melting point of the alloy A during casting.
- the heating chamber 4 is provided with a heater 12 as shown in FIGS.
- the heater 12 is provided in a cylindrical shape along the circumferential direction of the inner wall surface 4A so as to surround the inner space.
- the heat shield 7 separates the heating chamber 4 and the cooling chamber 5 and suppresses heat transfer between them.
- the heat shield 7 is provided at the boundary between the heating chamber 4 and the cooling chamber 5 so as to protrude in the horizontal direction from the inner wall surface 5 ⁇ / b> A of the cooling chamber 5 toward the center thereof.
- the heat shield 7 is formed with a mold passage 7A communicating the heating chamber 4 and the cooling chamber 5 at the center thereof.
- the opening diameter of the mold passage 7A is the maximum thickness of the mold M. It is set larger than the flange F having.
- the mold M is disposed at the center of the vacuum chamber 2 and can be moved in the vertical direction between the heating chamber 4 and the cooling chamber 5 through the mold passage 7A of the heat shield 7.
- the cooling chamber 5 is an area for solidifying the poured molten alloy A.
- the cooling chamber 5 is maintained at a temperature lower than the melting point of the alloy A poured into the mold M, and the molten alloy A is A cooling mechanism 20 for forcibly cooling is provided.
- the mold M that has received the molten alloy A in the heating chamber 4 moves to the cooling chamber 5, and upstream and downstream are defined based on the direction in which the mold M moves.
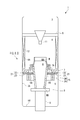
- the cooling mechanism 20 includes a gas cooling unit 21 and a radiant cooling unit 25.
- the gas cooling unit 21 includes a plurality of gas supply nozzles 22 that eject a cooling gas CG (FIG. 2) supplied from a gas supply source (not shown), and an actuator 23 that moves the gas supply nozzle 22 back and forth. .
- the position of the discharge end 221 is adjusted by moving the gas supply nozzle 22 in response to the movement of the mold M.
- the gas supply nozzle 22 is provided immediately below the heat shield 7 in the vertical direction, and in the horizontal direction, as shown in FIG. 2, the gas supply nozzle 22 surrounds the mold M from the periphery.
- the mold M can be uniformly cooled in the horizontal direction.
- the gas supply nozzle 22 blows the cooling gas CG toward the mold M from the discharge end 221 that is the tip facing the mold M.
- the cooling gas CG sprayed from the gas supply nozzle 22 toward the mold M is preferably an inert gas such as argon (Ar) or helium (He) in order to suppress oxidation of the alloy A.
- the temperature of the cooling gas CG is sufficient if it is about room temperature. However, when it is desired to increase the solidification rate, the cooling gas CG having a temperature lower than the room temperature can be used.
- the actuator 23 advances and retracts the gas supply nozzle 22 in order to keep the distance between the discharge end 221 of the gas supply nozzle 22 and the mold M constant while avoiding interference between the gas supply nozzle 22 and the mold M. That is, the gas supply nozzle 22 is advanced and retracted according to the thickness of the mold M. The gas supply nozzle 22 is advanced when the mold M is thin, and the gas supply nozzle 22 when the mold M is thick. Treatment.
- the actuator 23 is provided corresponding to each of the plurality of gas supply nozzles 22, and each of the gas supply nozzles 22 is independently advanced and retracted. Therefore, even if the mold M has an irregular shape, the distance from each gas supply nozzle 22 to the mold M can be maintained constant or adjusted to an optimum distance.
- the radiant cooling unit 25 radiatively cools the mold M.
- radiation is a phenomenon in which energy is transferred from a high-temperature object to a low-temperature object.
- the high-temperature object is the mold M
- the low-temperature object is the radiation cooling unit 25.
- the radiant cooling unit 25 circulates a cooling medium, for example, cooling water CW, through a passage formed of, for example, a cylindrical water cooling jacket 26 made of copper, copper alloy, aluminum, aluminum alloy or the like having high thermal conductivity. It has the structure to do.
- the radiant cooling unit 25 surrounds the mold M from its periphery, so that the high-temperature mold M passing through the hollow portion is radiatively cooled.
- the radiant cooling unit 25 is provided immediately below the gas supply nozzle 22 of the gas cooling unit 21, and the gas supply nozzle 22 and the radiant cooling unit 25 are arranged in series in the vertical direction.
- the drive rod 8 moves the mold M up and down via the cooling table 9. As shown in FIGS. 1 and 2, the drive rod 8 is provided through the bottom wall 5 ⁇ / b> B of the cooling chamber 5. To do.
- the cooling table 9 supports the mold M from below while closing the lower opening MB of the mold M, and particularly cools the alloy A inside the mold M through the lower opening MB.
- the discharge end 221 of the gas supply nozzle 22 stands by at an advanced position closest to the central axis of the casting apparatus 1.
- the cooling gas CG may be discharged from the gas supply nozzle 22 or the cooling water CW may be circulated through the water cooling jacket 26.
- the cooling step ends. Thereafter, the mold M is taken out from the cooling chamber 5 and then released from the mold to obtain a directionally solidified cast product.
- the casting apparatus 1 cools by blowing the cooling gas CG from the gas supply nozzle 22 as the mold M descends in the cooling chamber 5, and radiative cooling by the radiant cooling unit 25, thereby lowering the lower end of the mold M. Cooling is performed from the top to the top. Therefore, according to the present embodiment, it is possible to perform directional solidification while improving the temperature gradient and the solidification rate by increasing the cooling rate of the mold M. Thereby, it is possible to manufacture a cast product having increased mechanical strength while suppressing casting defects.
- the present embodiment uses a gas supply nozzle 22 that can move forward and backward, and can cool while maintaining a constant distance between the discharge end 221 of the gas supply nozzle 22 and the mold M.
- High cooling performance can be maintained.
- the supply amount of the cooling gas CG can be increased / decreased instead of the advance / retreat of the gas supply nozzle 22, but in this embodiment, a larger amount of the cooling gas CG is required. Since the supply amount of the gas CG can be kept to a certain minimum, the manufacturing cost of the cast product can be kept low.
- the mechanism for moving the gas supply nozzle 22 back and forth has the advantage of being simple. However, it is not excluded to increase or decrease the supply amount of the cooling gas CG in addition to the present invention.
- the casting apparatus 1 can exhibit the respective cooling performance without hindering the cooling function of each other. it can.
- the radiation cooling unit 25 also performs radiation cooling for the gas supply nozzle 22 and the discharged cooling gas CG, the cooling of the mold M by the gas cooling unit 21 is maximized.
- the cooling mechanism 20 is arranged from the top in the order of the gas cooling unit 21 and the radiation cooling unit 25, and the descending mold M is cooled by the cooling gas CG blown from the gas supply nozzle 22, and then the radiation cooling unit. 25 for radiative cooling.
- the temperature of the mold M itself is higher than the temperature in the region immediately after leaving the heating chamber 4. Since CG can be supplied, the cooling performance by the gas cooling unit 21 can be maximized.
- a plurality of molds M (M1, M2, M3, M4) arranged around a predetermined region are moved from the heating chamber 4 and supplied to the plurality of molds M.
- a drive rod 8 for moving a plurality of molds M (M1, M2, M3, M4) from a heating chamber 4 and a plurality of molds M (M1, M1, M2) from the inside of a predetermined region.
- M2, M3, M4) are cooled by a cooling gas, and a plurality of molds M (M1, M2, M3, M4) are blown from a gas supply nozzle 22 from outside a predetermined region.
- the present invention can also be suitably applied to a casting apparatus 1 that includes a gas cooling unit 21 that cools.
- the gas supply nozzle 22 can be moved back and forth as shown in FIG. 5A, but by rotating the gas supply nozzle 22 as shown in FIG. The position of the discharge end can also be moved to a position where it does not interfere with the mold M (M1, M2, M3, M4).
- the gas cooling unit 21 includes a plurality of independent gas supply nozzles 22, but as illustrated in FIG. 6A, includes a slit-like nozzle opening 222 extending in the width direction, that is, the horizontal direction.
- a gas supply nozzle 22 can be used.
- the gas supply nozzle 22 has a discharge end 221 formed in a V shape, and a pair of gas supply nozzles 22 are used with the discharge ends 221 facing the mold M as shown in FIG. .
- the gas supply nozzle 22 is also advanced and retracted by the actuator 23.
- the gas supply nozzle 22 having the slit-like nozzle opening 222 is used, the discharge flow rate of the cooling gas CG becomes uniform, so that the surface of the mold M can be cooled uniformly.
- the gas supply nozzle 22 mentioned above shows the example which discharges the cooling gas CG in a horizontal direction
- this invention is not limited to this,
- tip is heated. It is preferable to use a gas supply nozzle 22 that faces downward from the chamber 4. By doing so, it becomes possible to reduce the flow rate of the cooling gas CG that flows unnecessarily into the heating chamber 4, so that the output of the heater 12 can be reduced.
- the gas cooling unit 21 described above can maintain the distance from the mold M constant or optimally adjusted by the gas supply nozzle 22 moving forward and backward, but the present invention is not limited to this.
- the gas supply nozzle 22 expands and contracts at a fixed position, so that the distance between the discharge end 221 that is the front end for discharging the cooling gas CG and the mold M is kept constant or optimal. You can adjust the distance.
- the area occupied by the gas supply nozzle 22 can be made narrower than providing the actuator 23 for the gas supply nozzle 22.
- the gas supply nozzle 22 has a short S, an intermediate M, and a long L, but in reality, one gas supply nozzle 22 expands and contracts at a fixed position.
- S, M, and L are shown here, it is preferable to use a gas supply nozzle 22 that can be expanded and contracted steplessly.
- each of the gas supply nozzles 22 is moved forward and backward.
- the movement of the gas supply nozzle 22 in the present invention is not limited to this, and for example, in a group of a plurality of gas supply nozzles 22. It can be translated horizontally.
- the gas supply nozzles 22A, 22B, 22C, 22D, 22E, and 22F are grouped in the left direction in the figure.
- the gas supply nozzles 22G and 22H can be translated as a group in the downward direction in the figure.
- each of the plurality of gas supply nozzles 22 can be rotated in the horizontal direction. Specifically, as shown in FIGS.
- the region surrounded by the gas supply nozzles 22 to 22H can be widened or narrowed. it can.
- the movement of the gas supply nozzle 22 is not limited to that illustrated in FIG. 8.
- the plurality of gas supply nozzles 22 to 22H are translated in units of groups.
- the plurality of gas supply nozzles 22 can be rotated and moved in units of groups.
- the movement may be performed not only in the horizontal direction but also in the vertical direction.
- a rotation axis is set in the horizontal direction, and the gas supply nozzle 22 is swung around the rotation axis. It can also be moved.
- the method for controlling the movement of the gas supply nozzle 22 is arbitrary.
- data on the size and shape of the mold M used for casting is stored, and the gas supply nozzle is based on the data.
- 22 advance / retreat positions can be adjusted.
- a distance measuring sensor that measures the distance from the discharge end 221 of the gas supply nozzle 22 to the surface of the mold M is provided, and the gas supply nozzle is based on the distance to the surface of the mold M measured by the distance measuring sensor. 22 advance / retreat positions can be adjusted.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/082,724 US10974319B2 (en) | 2016-03-11 | 2017-03-09 | Casting device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016047733A JP6554052B2 (ja) | 2016-03-11 | 2016-03-11 | 鋳造装置 |
| JP2016-047733 | 2016-03-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017155037A1 true WO2017155037A1 (ja) | 2017-09-14 |
Family
ID=59789571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/009475 Ceased WO2017155037A1 (ja) | 2016-03-11 | 2017-03-09 | 鋳造装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10974319B2 (enExample) |
| JP (1) | JP6554052B2 (enExample) |
| WO (1) | WO2017155037A1 (enExample) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11998976B2 (en) | 2022-09-07 | 2024-06-04 | Ge Infrastructure Technology Llc | Systems and methods for enhanced cooling during directional solidification of a casting component |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002144019A (ja) * | 2000-11-02 | 2002-05-21 | Mitsubishi Heavy Ind Ltd | 一方向凝固鋳造方法及びその装置 |
| JP2003191067A (ja) * | 2001-12-21 | 2003-07-08 | Mitsubishi Heavy Ind Ltd | 方向性凝固鋳造装置、方向性凝固鋳造方法 |
| JP2014131816A (ja) * | 2012-11-06 | 2014-07-17 | Howmet Corp | 鋳造方法、装置及び製品 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19539770A1 (de) | 1995-06-20 | 1997-01-02 | Abb Research Ltd | Verfahren zur Herstellung eines gerichtet erstarrten Gießkörpers und Vorrichtung zur Durchführung dieses Verfahrens |
| DE60311658T2 (de) * | 2003-11-06 | 2007-11-22 | Alstom Technology Ltd. | Verfahren zum Giessen eines gerichtet erstarrten Giesskörpers |
-
2016
- 2016-03-11 JP JP2016047733A patent/JP6554052B2/ja active Active
-
2017
- 2017-03-09 WO PCT/JP2017/009475 patent/WO2017155037A1/ja not_active Ceased
- 2017-03-09 US US16/082,724 patent/US10974319B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002144019A (ja) * | 2000-11-02 | 2002-05-21 | Mitsubishi Heavy Ind Ltd | 一方向凝固鋳造方法及びその装置 |
| JP2003191067A (ja) * | 2001-12-21 | 2003-07-08 | Mitsubishi Heavy Ind Ltd | 方向性凝固鋳造装置、方向性凝固鋳造方法 |
| JP2014131816A (ja) * | 2012-11-06 | 2014-07-17 | Howmet Corp | 鋳造方法、装置及び製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190076919A1 (en) | 2019-03-14 |
| US10974319B2 (en) | 2021-04-13 |
| JP2017159338A (ja) | 2017-09-14 |
| JP6554052B2 (ja) | 2019-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10711617B2 (en) | Casting method, apparatus and product | |
| JP3919256B2 (ja) | 方向性凝固した鋳造物を製作する方法とこの方法を実施するための装置 | |
| RU2606817C2 (ru) | Способ направленной кристаллизации отливок при литье лопаток газовых турбин и устройство для получения отливок с направленной и монокристаллической структурой при литье лопаток газовых турбин | |
| US3620289A (en) | Method for casting directionally solified articles | |
| US6868893B2 (en) | Method and apparatus for directionally solidified casting | |
| JP5168591B2 (ja) | 連続鋳造用水冷鋳型及び鋳塊の製造方法 | |
| JP2004017158A (ja) | 方向性凝固方法および装置 | |
| CN113118420B (zh) | 一种超细柱晶高温合金叶片及其激光定向凝固制备方法 | |
| US10675678B2 (en) | Apparatus for casting multiple components using a directional solidification process | |
| EP3470150B1 (en) | Low-pressure casting mold | |
| JP6554052B2 (ja) | 鋳造装置 | |
| JP6017203B2 (ja) | 半凝固金属の製造装置、半凝固成形装置、半凝固金属の製造方法及び半凝固成形方法 | |
| CN109475931B (zh) | 定向凝固冷却熔炉及使用这种熔炉的冷却方法 | |
| JP6639963B2 (ja) | 鋳造装置 | |
| JP2009279628A (ja) | 一方向凝固鋳造装置 | |
| KR20150022000A (ko) | 인상식 연속 주조 장치 및 인상식 연속 주조 방법 | |
| JP2000343204A (ja) | 水平軸方向回転の方向性凝固装置とその方法 | |
| JP2004243355A (ja) | 鋳造用鋳込装置 | |
| JP2015134377A (ja) | 高純度鋳塊の溶解連続鋳造装置及び高純度鋳塊の溶解連続鋳造方法 | |
| JP5579314B1 (ja) | 高純度鋳塊の溶解連続鋳造装置及び高純度鋳塊の溶解連続鋳造方法 | |
| JP2004105986A (ja) | 半凝固金属温度測定方法 | |
| KR20200055502A (ko) | 주조용 몰드, 주조 장치 및 주조방법 | |
| HK1195532A (en) | Casting method, apparatus and product | |
| JP2018075628A (ja) | 引上式連続鋳造装置 | |
| JP2009066621A (ja) | 鋳造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17763377 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17763377 Country of ref document: EP Kind code of ref document: A1 |