WO2017154962A1 - 熱伝導性絶縁シート、およびその製造方法 - Google Patents
熱伝導性絶縁シート、およびその製造方法 Download PDFInfo
- Publication number
- WO2017154962A1 WO2017154962A1 PCT/JP2017/009183 JP2017009183W WO2017154962A1 WO 2017154962 A1 WO2017154962 A1 WO 2017154962A1 JP 2017009183 W JP2017009183 W JP 2017009183W WO 2017154962 A1 WO2017154962 A1 WO 2017154962A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- filler
- thermally conductive
- sheet
- boron nitride
- mass
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/04—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/04—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B23/08—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/20—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/283—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysiloxanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/288—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyketones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B21/00—Nitrogen; Compounds thereof
- C01B21/06—Binary compounds of nitrogen with metals, with silicon, or with boron, or with carbon, i.e. nitrides; Compounds of nitrogen with more than one metal, silicon or boron
- C01B21/064—Binary compounds of nitrogen with metals, with silicon, or with boron, or with carbon, i.e. nitrides; Compounds of nitrogen with more than one metal, silicon or boron with boron
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B21/00—Nitrogen; Compounds thereof
- C01B21/06—Binary compounds of nitrogen with metals, with silicon, or with boron, or with carbon, i.e. nitrides; Compounds of nitrogen with more than one metal, silicon or boron
- C01B21/072—Binary compounds of nitrogen with metals, with silicon, or with boron, or with carbon, i.e. nitrides; Compounds of nitrogen with more than one metal, silicon or boron with aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/28—Nitrogen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K5/00—Heat-transfer, heat-exchange or heat-storage materials, e.g. refrigerants; Materials for the production of heat or cold by chemical reactions other than by combustion
- C09K5/08—Materials not undergoing a change of physical state when used
- C09K5/14—Solid materials, e.g. powdery or granular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
- H01L23/3731—Ceramic materials or glass
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
- H01L23/3736—Metallic materials
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/42—Alternating layers, e.g. ABAB(C), AABBAABB(C)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/12—Mixture of at least two particles made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/302—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/30—Particle morphology extending in three dimensions
- C01P2004/32—Spheres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/28—Nitrogen-containing compounds
- C08K2003/282—Binary compounds of nitrogen with aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
- C08K2003/382—Boron-containing compounds and nitrogen
- C08K2003/385—Binary compounds of nitrogen with boron
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/42—Fillings or auxiliary members in containers or encapsulations selected or arranged to facilitate heating or cooling
Definitions
- the present invention relates to a thermally conductive insulating sheet and a manufacturing method thereof.
- Boron nitride is a highly thermally conductive material having an insulating property.
- One form of boron nitride is scaly particles. The scaly boron nitride particles have high thermal conductivity in the direction parallel to the scale surface (ie, the surface direction of the heat dissipation sheet), but the thermal conductivity in the direction orthogonal to the scale surface (ie, the thickness direction of the heat dissipation sheet). Tend to be low.
- Patent Document 1 discloses a technique for preventing the boron nitride granule from being collapsed by pressure and suppressing a decrease in thermal conductivity by using a hard boron nitride granule having a low porosity. ing.
- Patent Document 2 discloses a technique that uses a granulated body of boron nitride that is soft and easily deformed, relaxes the pressure by deforming the granulated body to such an extent that it does not completely collapse, and suppresses a decrease in thermal conductivity. It is disclosed.
- Patent Document 3 discloses a technique in which a smooth adhesive layer is bonded to a layer containing a thermally conductive filler such as boron nitride, and the surface roughness of the layer containing the thermally conductive filler is filled to improve adhesion. It is disclosed.
- a thermally conductive filler such as boron nitride
- Patent Document 4 discloses a multilayer resin sheet including a resin layer containing three types of thermally conductive fillers having different sizes and an adhesive layer disposed on at least one surface of the resin layer. Yes. This document further discloses that the adhesive layer can contain a filler such as aluminum oxide.
- JP 2010-157563 A Japanese Patent Laid-Open No. 2015-34269 JP 2013-39834 A International Publication No. 2012/046814
- heat conductive particles used for heat conductive members are also underway.
- the heat conductive particles alumina, aluminum nitride, boron nitride, and the like are preferably used in view of price, reliability, and thermal conductivity.
- boron nitride a number of development examples using boron nitride have been reported for thermally conductive adhesive sheets aimed at high-power devices such as power semiconductors.
- the voids can be reduced by applying pressure to the heat-dissipating sheet, but as described above, boron nitride lies down due to the pressure, and there is a possibility that the thermal conductivity is lowered. Therefore, in order to achieve both thermal conductivity and insulating properties, it is necessary to improve the insulating properties by reducing the voids in the heat-dissipating sheet as much as possible while the boron nitride is “standing”.
- Patent Document 1 discloses the use of a granulated body having few internal voids, but does not consider voids generated when forming a heat dissipation sheet.
- a hard filler that is difficult to deform is inferior in insulation property because the voids cannot be reduced even when pressure is applied. Since the granulated body disclosed in Patent Document 2 is easily deformed when pressure is applied, voids are likely to decrease, but with the deformation, the boron nitride granulated body lies and the thermal conductivity is lowered.
- the thermally conductive filler having a higher sphericity than the granulated body of boron nitride is used, even if it is dispersed at a relatively high concentration in the binder resin, the fluidity is high and voids are not easily formed in the coating film.
- the heat conductive filler having a high sphericity has disadvantages that the heat conductivity is lower than that of boron nitride and the stability in a humidified state is inferior.
- Patent Document 4 discloses that the adhesive layer can contain a filler such as aluminum oxide as described above, and it is described that the amount of the filler is preferably 50% by volume or less ([0101). ], [0103]).
- the amount of filler contained in the adhesive layer that forms the outermost layer of the multilayer sheet is not large, it is difficult to exhibit sufficient thermal conductivity as the entire multilayer sheet.
- the voids inside the resin layer containing the thermally conductive filler are large, there is a limit to the improvement in insulation.
- An object of the present invention is to provide a thermally conductive insulating sheet that has both higher thermal conductivity and insulating properties than conventional ones.
- the thermally conductive insulating sheet of one aspect of the present invention is A thermally conductive insulating sheet containing a thermally conductive spherical filler (F1) excluding boron nitride, a powdered or granular boron nitride filler (F2), and a binder resin, All of the following conditions (1) to (6) are satisfied.
- the porosity of the thermally conductive insulating sheet is 0.2 or less.
- the thermally conductive insulating sheet contains a thermally conductive spherical filler (F1), a plurality of layers (A) that may contain a boron nitride filler (F2), and a boron nitride filler (F2).
- the thermally conductive spherical filler (F1) that can be included in the outermost layer (A out ) located on the outermost side among the plurality of layers (A) can be included in the layer (B). Relatively more than the mass of the spherical filler (F1).
- the outermost layer (A out) heat conductive spherical filler in (F1) and boron nitride filler (F2) and the combined volume ratio is, the thermally conductive spherical filler in the outermost layer (A out) in More than 50% in 100% of the total volume of (F1), boron nitride filler (F2), and binder resin.
- the layer (B) contains 30 to 90% by mass of the boron nitride filler (F2) in a total of 100% by mass of the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin.
- the method for producing the thermally conductive insulating sheet of the present invention is as follows.
- F1 thermally conductive spherical filler
- F2 powdered or granular boron nitride filler
- the sheet (A ′) is composed of 30 to 90% by mass of the thermally conductive spherical filler (F1) in a total of 100% by mass of the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin.
- the filler (F2) is contained in an amount of 0 to 30% by mass, and the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin in a total volume of 100%, the thermally conductive spherical filler (F1) and the boron nitride filler
- the occupied volume ratio combined with (F2) is more than 50%.
- the sheet (B ′) contains 30 to 90% by mass of boron nitride filler (F2) in a total of 100% by mass of the thermally conductive spherical filler (F1), boron nitride filler (F2), and binder resin.
- the spherical filler (F1) is contained in an amount of 0 to 30% by mass.
- the amount of the thermally conductive spherical filler (F1) contained in the sheet (A ′) is relatively larger than the amount of the thermally conductive spherical filler (F1) contained in the sheet (B ′).
- the thermally conductive insulating sheet of another embodiment of the present invention is A thermally conductive insulating sheet having a porosity of 0.2 or less, comprising a thermally conductive spherical filler (F1), a powdered or granular boron nitride filler (F2), and a binder resin, A plurality of the following sheets (A ′) and one or more of the following sheets (B ′) are alternately laminated and pressed so that the following sheet (B ′) does not become the outermost layer.
- F1 thermally conductive spherical filler
- F2 powdered or granular boron nitride filler
- binder resin a binder resin
- the sheet (A ′) is composed of 30 to 90% by mass of the thermally conductive spherical filler (F1) in a total of 100% by mass of the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin.
- the filler (F2) is contained in an amount of 0 to 30% by mass, and the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin in a total volume of 100%, the thermally conductive spherical filler (F1) and the boron nitride filler
- the occupied volume ratio combined with (F2) is more than 50%.
- the sheet (B ′) contains 30 to 90% by mass of boron nitride filler (F2) in a total of 100% by mass of the thermally conductive spherical filler (F1), boron nitride filler (F2), and binder resin.
- the spherical filler (F1) is contained in an amount of 0 to 30% by mass.
- the amount of the thermally conductive spherical filler (F1) contained in the sheet (A ′) is relatively larger than the amount of the thermally conductive spherical filler (F1) contained in the sheet (B ′).
- thermoly conductive insulating sheet that achieves both higher thermal conductivity and higher insulating properties than conventional ones.
- the thermally conductive insulating sheet of the present invention contains a plurality of layers (A) mainly containing a thermally conductive spherical filler (F1) (excluding boron nitride) and mainly containing a boron nitride filler (F2). It has a structure in which layers (A) and layers (B) are alternately laminated so that the layer (B) is not the outermost layer. Therefore, the thermally conductive insulating sheet of the present invention is composed of an odd number of layers, with layer (A) / layer (B) / layer (A) as a minimum unit. Of the plurality of layers (A), the outermost layer is referred to as the outermost layer (A out ). Further, the thermally conductive insulating sheet of the present invention mainly outside the outermost layer containing a heat conductive spherical filler (F1) (A out), can be covered with a release sheet.
- F1 thermally conductive spherical filler
- F2
- the type of the thermally conductive spherical filler (F1) may be any material having thermal conductivity other than boron nitride, for example, metal oxidation such as alumina, calcium oxide, magnesium oxide, crystalline silica, and amorphous silica.
- Metal nitrides such as aluminum nitride; metal hydroxides such as aluminum hydroxide and magnesium hydroxide; metal carbides such as silicon carbide; metal carbonates such as calcium carbonate and magnesium carbonate; metal silicates such as calcium silicate Salts; hydrated metal compounds; combinations thereof, and the like. These can be used alone or in combination of two or more. From the viewpoints of sphericity, thermal conductivity, and insulation, it is desirable that the thermally conductive spherical filler (F1) is selected from the group consisting of alumina and aluminum nitride.
- the size of the heat conductive spherical filler (F1) is not particularly limited, and the average particle size is preferably in the range of 10 to 100 ⁇ m from the viewpoint of heat conductivity. More preferably, the average particle diameter is in the range of 10 to 50 ⁇ m.
- the average particle size of the filler is smaller than 10 ⁇ m, the filling amount necessary for expressing the thermal conductivity increases. However, since the specific surface area is large at this time, voids are easily formed and the insulating property may be impaired. If the average particle diameter exceeds 100 ⁇ m, the thermal conductivity is advantageous, but there may be a problem during coating such as sedimentation in the coating liquid.
- the form of the boron nitride filler (F2) may be in the form of powder or granule.
- a scaly primary particle, a granulated body obtained by granulating scaly primary particles, and an aggregate thereof may be used. it can. Since scaly boron nitride particles have anisotropy in thermal conductivity, granulated boron nitride obtained by granulating scaly primary particles is preferably used. Note that it is particularly preferable to use easily deformable granulated boron nitride, since voids are likely to remain even when pressure is applied to granulated boron nitride that is difficult to deform.
- the term “easily deformable granulated boron nitride” as used in the present specification is obtained by granulating boron nitride particles having an average primary particle size of 0.1 to 15 ⁇ m, an average particle size of 2 to 100 ⁇ m, It is an aggregate of boron nitride having an average compressive force of 5 mN or less required for a compression deformation rate of 10%. Easily deformable granulated boron nitride adjusts the pressure at the time of forming a heat conductive insulating sheet, and adjusts the deformation to an appropriate range, thereby facilitating both reduction in porosity and thermal conductivity. Therefore, it is preferably used.
- primary particles represent the smallest particles that can exist alone, and “average primary particle diameter” means the major diameter of the primary particle diameter observed with an SEM (scanning electron microscope) or the like.
- Long diameter of primary particle diameter means the maximum diameter of primary particles for spherical particles, and the maximum diameter or maximum diagonal length in the projected image of particles observed from the thickness direction for hexagonal or disk-like particles. means.
- the “average primary particle size” is calculated as the number average of 300 major particles measured by the above method.
- the average compressive force required for a compression deformation rate of 10% is 10% of the 10 particles randomly selected in the measurement area using a micro compression tester (manufactured by Shimadzu Corporation, MCT-210). It is possible to measure and determine the load for causing the load.
- the binder resin used in the present invention is not particularly limited.
- polyurethane resin polyester resin, polyester urethane resin, alkyd resin, butyral resin, acetal resin, polyamide resin, acrylic resin, styrene-acrylic resin, styrene resin, nitro resin Cellulose, benzylcellulose, cellulose (tri) acetate, casein, shellac, gilsonite, gelatin, styrene-maleic anhydride resin, polybutadiene resin, polyvinyl chloride resin, polyvinylidene chloride resin, polyvinylidene fluoride resin, polyvinyl acetate resin, ethylene Vinyl acetate resin, vinyl chloride / vinyl acetate copolymer resin, vinyl chloride / vinyl acetate / maleic acid copolymer resin, fluorine resin, silicon resin, epoxy resin, phenoxy resin, phenol resin , Maleic resin, urea resin, melamine resin,
- urethane resins or polyamide resins are preferably used from the viewpoint of flexibility
- epoxy resins are preferably used from the viewpoint of insulation and heat resistance when used as an electronic component.
- binder resin one that is cured by the binder resin itself or that is cured by a reaction with an appropriate curing agent can be used.
- the binder resin when it has a reactive group such as a carboxy group, an amino group, and a phenolic hydroxyl group, it contains a bifunctional or higher functional epoxy group-containing compound and a bifunctional or higher functional isocyanate group as a curing agent capable of reacting with the reactive group.
- a compound, a bifunctional or higher carbodiimide group-containing compound, a bifunctional or higher metal chelate compound, a bifunctional or higher metal alkoxide compound, a bifunctional or higher metal acylate compound, and the like can be preferably used.
- the heat conductive insulating sheet of the present invention is used by being sandwiched between a heat generation source and a heat radiating member. Therefore, in order to efficiently transmit heat generated from the heat generation source to the heat radiating member and ensure sufficient insulation, the porosity is required to be 0.2 or less, and further 0.15 or less. It is desirable. If the porosity exceeds 0.2, sufficient insulation cannot be obtained, the cohesive strength of the sheet is reduced, and the mechanical strength or adhesive strength is reduced. Air and moisture can easily penetrate into the sheet, resulting in durability. There is a risk of decline.
- the thermally conductive insulating sheet When there is no void in the thermally conductive insulating sheet, the measured density and the theoretical density are equal, and the porosity is 0. When the volume is infinitely large with respect to the actually measured mass of the heat conductive insulating sheet, the actually measured density is approximately 0 and the porosity is approximately 1. When the thermally conductive insulating sheet includes voids and the measured density is lower than the theoretical density, the void ratio is a value of 0 to 1.
- the use condition of the heat conductive insulating sheet can be set.
- the thermally conductive insulating sheet of the present invention is formed by alternately laminating a plurality of the following sheets (A ′) and one or more of the following sheets (B ′) so that the following sheet (B ′) is not the outermost layer. It can be manufactured by pressurizing.
- the sheet (A ′) is composed of 30 to 90% by mass of the thermally conductive spherical filler (F1) in a total of 100% by mass of the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin.
- the filler (F2) is contained in an amount of 0 to 30% by mass, and the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin in a total volume of 100%, the thermally conductive spherical filler (F1) and the boron nitride filler
- the occupied volume ratio combined with (F2) is more than 50%.
- the sheet (B ′) contains 30 to 90% by mass of boron nitride filler (F2) in a total of 100% by mass of the thermally conductive spherical filler (F1), boron nitride filler (F2), and binder resin.
- the spherical filler (F1) is contained in an amount of 0 to 30% by mass.
- the amount of the thermally conductive spherical filler (F1) contained in the sheet (A ′) is relatively larger than the amount of the thermally conductive spherical filler (F1) contained in the sheet (B ′).
- the intermediate laminate for producing the thermally conductive insulating sheet of the present invention comprises a plurality of the sheets (A ′) and one or more sheets (B ′), and the sheet (B ′) is the outermost layer. They are stacked alternately so that they do not fall.
- This intermediate laminate before pressurization has a porosity of 0.3 or less.
- the thermally conductive insulating sheet of the present invention mainly contains, for example, a boron nitride filler (F2), two sheets of a sheet (B ′) with many voids, mainly containing a thermally conductive spherical filler (F1). It is obtained by sandwiching between the sheets (A ′) and pressurizing. Since the sheet (A ′) mainly containing the thermally conductive spherical filler (F1) contains spherical particles, the sheet (A ′) is easily deformed by pressure and heating even in a solvent-free state. Inferred.
- F2 boron nitride filler
- F1 thermally conductive spherical filler
- the thermally conductive spherical filler (F1), the binder, and the boron nitride filler (F2) that can be included were included in the sheet (A ′) and located in the vicinity of the lamination interface with the sheet (B ′). It is speculated that a part of the voids in the sheet (B ′) with many voids can be filled by pressurization and heating, and the void ratio of the entire thermally conductive insulating sheet can be reduced.
- the heat-conducting spherical filler (F1) and the easily deformable layer (A) is located in the outermost layer, thereby improving the followability and adhesion to the unevenness of the heat source and the heat radiating member.
- the thermal conductivity can be improved. It should be noted that the heat conductive spherical filler (F1), binder resin, and boron nitride filler (F2) that can be contained in the sheet (A ′) are transferred to the sheet (B ′) by pressurization and heating.
- the binder resin used in the present invention thermal conductivity Since the spherical filler (F1) and the boron nitride filler (F2) are nonvolatile components, the occupied volume ratio described later does not change before and after the sheet (A ′) and the sheet (B ′) are pressed and heated.
- the amount of each component contained in the sheet (A ′) is defined as the amount in the layer (A out ), and the occupied volume ratio is obtained.
- the sheet (A ′) containing the thermally conductive spherical filler (F1) is composed of 100% by mass of the thermally conductive spherical filler (F1), the boron nitride filler (F2), and the binder resin.
- F1) is contained in an amount of 30 to 90% by mass
- boron nitride filler (F2) is contained in an amount of 0 to 30% by mass.
- seat (A ') contains relatively many heat conductive spherical fillers (F1) relatively rather than the sheet
- the concentration of the thermally conductive spherical filler (F1) in the sheet (A ′) is 30% by mass or more from the viewpoint of thermal conductivity, and 90% by mass or less from the viewpoint of coating film formation, and preferably 50 to 80% by mass. % Range.
- alternate lamination is performed so that the sheet (A ′) containing a relatively larger amount of the thermally conductive spherical filler (F1) than the sheet (B ′) is the outermost layer.
- the sheet (A ′) may contain a boron nitride filler (F2) in the range of 30% by mass or less.
- the thermal conductivity of the sheet (A ′) can be improved by using the boron nitride filler (F2) in combination.
- the content of the boron nitride filler (F2) is more than 30% by mass, the effect of reducing the voids when laminated on the sheet (B ′) may be insufficient.
- the boron nitride filler (F2) optionally used in the sheet (A ′) may be the same as or not identical to the boron nitride filler (F2) used in the layer (B) containing the boron nitride filler (F2).
- the sheet (A ′) is the outermost layer (A out ) in the heat conductive insulating sheet and is a layer that is in direct contact with the heat generation source or the heat radiating member, and therefore requires high heat conductivity as well as adhesiveness. Therefore, in the sheet (A ′) that is the outermost layer (A out ) or the outermost layer (A out ), heat conduction is performed in the total volume of 100% of the thermally conductive spherical filler (F1), boron nitride, and binder resin.
- the occupied volume of the porous spherical filler (F1) and the boron nitride filler (F2) is more than 50%, and considering practical physical properties such as adhesiveness, it is more than 50% and not more than 90%. Is more preferable.
- the binder resin, the thermally conductive spherical filler (F1), and the boron nitride filler (F2) to be used are nonvolatile components, the sheet (A ′) and the sheet (B ′) are used. It is assumed that the occupied volume ratio does not change before and after pressing and heating.
- the sheet (B ′) containing the boron nitride filler (F2) is used for forming the layer (B) containing the boron nitride filler (F2), has a high thermal conductivity, and is a thermally conductive insulating sheet. Responsible for enhancing the overall thermal conductivity.
- the sheet (B ′) contains 30 to 90% by mass of boron nitride filler (F2) in a total of 100% by mass of the thermally conductive spherical filler (F1), boron nitride filler (F2), and binder resin.
- the spherical filler (F1) is contained in an amount of 0 to 30% by mass.
- the concentration of the boron nitride filler (F2) in the sheet (B ′) is 30% by mass or more from the viewpoint of thermal conductivity and 90% by mass or less from the point of film formation, and preferably in the range of 40 to 80% by mass. It is.
- the sheet (B ′) may be used in combination with the thermally conductive spherical filler (F1) in a range of 30% by mass or less.
- the thermally conductive spherical filler (F1) When used in combination with the scaly boron nitride particles, the thermally conductive spherical filler (F1) serves as a jammer plate, and the scaly boron nitride particles are the sheet (B ′). And it becomes easy to “stand” in the layer (B) containing the boron nitride filler (F2).
- the thermally conductive spherical filler (F1) When the thermally conductive spherical filler (F1) is used in combination with the granulated boron nitride, the granulated boron nitride tends not to collapse even when pressure is applied. However, when the amount of the thermally conductive spherical filler (F1) exceeds 30% by mass, the boron nitride filler (F2) in the sheet (B ′) is relatively decreased, and thus the thermal conductivity is reduced, or the binder There is a risk that the amount of resin is insufficient and the film-forming property is lowered.
- the thermally conductive spherical filler (F1) used arbitrarily may be the same as or not identical to the thermally conductive spherical filler (F1) used for the sheet (A ′).
- Each of the sheets (A ′) and (B ′) can further contain a flame retardant, a filler, and various other additives as necessary.
- a flame retardant include aluminum hydroxide, magnesium hydroxide, and a phosphoric acid compound.
- the additive include a coupling agent for improving adhesion to the substrate, an ion scavenger / antioxidant for improving reliability at the time of moisture absorption and high temperature, and a leveling agent.
- the opposite side of the peelable sheet (B ′) with the peelable sheet and the opposite side of the peelable sheet (A ′) with the peelable sheet are overlapped with each other.
- the peelable sheet covering the surface of the sheet (B ′) is peeled off, and the surface of the exposed sheet (B ′) is opposite to the peelable sheet of the sheet (A ′) with another peelable sheet.
- the sheet (A ′) / sheet (B ′) / sheet (A ′) are integrated, and the peelable sheets on both sides are peeled off, whereby “outermost layer (A out ) / A thermally conductive insulating sheet having a layered structure of (layer (B) / outermost layer (A out )] is obtained.
- the pressure bonding method is not particularly limited, and a known laminator or press processor can be used. When pressurizing, it is preferable to heat.
- thermally conductive and electrically insulating sheet The layered structure of thermally conductive and electrically insulating sheet, the most basic "outermost (A out) / layer (B) / outermost (A out)] other," outermost (A out) / layer (B) / Layer (A) / layer (B) / outermost layer ( Aout )] and "outermost layer ( Aout ) / layer (B) / layer (A) / layer (B) / layer (A) / layer ( B) / outermost layer (A out )] or the like.
- the coating liquid (A ′′) for forming the sheet (A ′) and the coating liquid (B ′′) for forming the sheet (B ′) are the thermally conductive spherical filler (F1) and / or the boron nitride filler (F2).
- the binder resin, the solvent, and, if necessary, other optional components can be mixed by stirring.
- a general stirring method can be used for stirring and mixing.
- the stirring mixer is not particularly limited, and examples thereof include a disper, a scandex, a paint conditioner, a sand mill, a raking machine, a medialess disperser, a triple roll, and a bead mill.
- a defoaming step is preferably performed in order to remove bubbles from the coating liquid (A ′′) and the coating liquid (B ′′).
- the defoaming method is not particularly limited, and examples thereof include vacuum defoaming and ultrasonic defoaming.
- peelable sheet examples include those obtained by releasing a plastic film such as a polyester film, a polyethylene film, a polypropylene film, and a polyimide film.
- the method for applying the coating liquid (A ′′) and the coating liquid (B ′′) to the peelable sheet is not particularly limited.
- knife coating, blade coat, comma coating, die coating, lip coating, roll coating examples include curtain coat, bar coat, gravure coat, flexo coat, dip coat, spray coat, screen coat, dispenser, ink jet, and spin coat.
- the film thickness and the coating mass per unit area of the sheet (A ′) and the sheet (B ′) are not particularly limited.
- the film thickness of the sheet (A ′) is relatively large with respect to the film thickness of the sheet (B ′), the voids can be effectively reduced by lamination.
- the thickness of the layer (A) forming sheet (A ′) is the layer (B It is preferably about half of the forming sheet (B ′).
- the thickness of each sheet takes into consideration the pressure and heating conditions during lamination while observing the porosity and thermal conductivity of [layer (A) / layer (B) / layer (A)] finally obtained. Can be determined.
- the temperature and pressure at the time of pressure bonding can be appropriately selected.
- the boron nitride filler (F2) may “sleep”, which may reduce the thermal conductivity. Therefore, there is a risk that the thermal conductivity is lowered when the gap is used between the heat generation source and the heat radiating member.
- the pressure press processing method is not particularly limited, and a known press processing machine and laminator can be used.
- the temperature at the time of pressing can be selected as appropriate.
- a method of pressurizing by reducing the atmosphere and providing a difference from the atmospheric pressure may be used.
- the heat conductive insulating sheet of the present invention is mainly used for the purpose of connecting heat between a heat generation source such as an electronic member and a heat radiating member to efficiently release heat.
- the article to be radiated is not particularly limited, and examples thereof include an article that is easily heated and needs to release the heat to the outside in order to prevent performance deterioration.
- various electronic components such as integrated circuits, IC chips, hybrid packages, multi-modules, power transistors, power semiconductor packages, surface resistors, and LED (light emitting diode) substrates; building materials; vehicles, aircraft, ships, etc. Can be mentioned.
- Table 1 shows a list of the thermally conductive spherical filler (F1) and boron nitride filler (F2) used.
- ⁇ Resin synthesis example 1> Into a four-necked flask equipped with a stirrer, a reflux condenser, a nitrogen inlet pipe, an inlet pipe, and a thermometer, 86.8 parts by mass of Pripol 1009 (manufactured by Croda Japan) as a polybasic acid compound, 5-hydroxyisophthalic acid 27.3 parts by mass, 146.4 parts by mass of preamine 1074 (manufactured by Croda Japan Co., Ltd.) and 100 parts by mass of ion-exchanged water as a polyamine compound, and stirred until the temperature of heat generation became constant. After the temperature was stabilized, the temperature was raised to 110 ° C.
- Pripol 1009 manufactured by Croda Japan
- preamine 1074 manufactured by Croda Japan Co., Ltd.
- the temperature was raised to 120 ° C. Thereafter, the dehydration reaction was continued while raising the temperature by 10 ° C. every 30 minutes. After the temperature reached 230 ° C., the temperature was maintained and the reaction was continued for 3 hours. Furthermore, the temperature was lowered after holding for 1 hour under a vacuum of about 2 kPa. Finally, an antioxidant was added, and when the temperature reached 100 ° C. or lower, the mixture was diluted with a mixed solvent of toluene and 2-propanol (mass ratio 1/1).
- Polyester polyol obtained from terephthalic acid, adipic acid and 3-methyl-1,5-pentanediol (Corporation) in a reaction vessel equipped with a stirrer, thermometer, reflux condenser, dripping device, and nitrogen introduction tube “Kuraray polyol P-1011” manufactured by Kuraray, Mn 1006), 401.9 parts by mass, 12.7 parts by mass of dimethylolbutanoic acid, 151.0 parts by mass of isophorone diisocyanate, and 40 parts by mass of toluene were charged in a nitrogen atmosphere. The reaction was carried out at 3 ° C. for 3 hours.
- ⁇ Curing agent> As a curing agent, a 50% toluene solution of bisphenol A type epoxy resin (Epicoat 1001 manufactured by Japan Epoxy Resin Co., Ltd.) was prepared.
- solvent a mixed solvent in which toluene and 2-propanol were mixed at a mass ratio of 1: 1 was prepared.
- ⁇ Average particle size> The average particle size of the thermally conductive spherical filler (F1) was measured using a particle size distribution meter master sizer 2000 manufactured by Malvern Instruments. A dry unit was used for the measurement, and the air pressure was 2.5 bar. The feed rate was optimized by the sample.
- the circularity of the thermally conductive spherical filler (F1) was measured using a flow type particle image analyzer FPIA-1000 manufactured by Toa Medical Electronics Co., Ltd. About 5 mg of measurement particles were dispersed in 10 ml of toluene to prepare a dispersion, and ultrasonic waves (20 kHz, 50 W) were irradiated to the dispersion for 5 minutes. The concentration of the dispersion was 5,000 to 20,000 / ⁇ l. Using this dispersion, measurement was carried out with the above-mentioned apparatus, the circularity of the equivalent-circle diameter particle group was measured, and the average circularity was determined.
- ⁇ Average compression force required for 10% compression deformation The average compressive force required for 10% compression deformation rate of the easily deformable aggregate was measured using a micro compression tester (manufactured by Shimadzu Corporation, MCT-210). For 10 particles randomly selected in the measurement region, a load for deforming the particles by 10% was measured, and the average value was defined as an average compressive force required for a compressive deformation rate of 10%.
- General data can be used for the density
- spherical alumina having an average circularity of 0.99 and an average particle diameter of 10 ⁇ m (Admafine AO-509 manufactured by Admatechs Co., Ltd., hereinafter referred to as “thermally conductive spherical filler (F1-1)”) 21
- Granulated boron nitride filler (F2) having an average compression force of 1.32 mN and an average particle diameter of 65 to 85 ⁇ m manufactured by 3M Japan, Agglomerates 100, hereinafter “ 4.2 parts by mass of “boron nitride filler (F2-1)” was added.
- the coating solution obtained by defoaming with an ultrasonic stirrer over 2 minutes is applied to a peelable sheet (75 ⁇ m thick release-treated polyethylene terephthalate film) using a 6 MIL blade coater. And dried at 100 ° C. for 2 minutes.
- the intermediate laminate 1A ′ in which one surface of the sheet 1A ′ having a theoretical film thickness of 34 ⁇ m derived from the coating amount per unit area and the theoretical density calculated below is covered with the peelable sheet is obtained. Obtained.
- the occupied volume ratio (vol%) of the thermally conductive spherical filler (F1) and the boron nitride filler (F2) in the sheet 1A ′ calculated from the composition is as follows.
- spherical alumina having an average circularity of 0.98 and an average particle diameter of 21 ⁇ m CB-A20S manufactured by Showa Denko KK, hereinafter referred to as “thermally conductive spherical filler (F1-3)”) 16. 5 parts by mass and 6.6 parts by mass of boron nitride filler (F2-1) were added.
- boron nitride filler (F2-1) a granulated boron nitride filler having an average compressive force of 3.6 mN required for a compression deformation rate of 10% and an average particle diameter of 55 to 65 ⁇ m (F2)
- One side of the sheet 7A ′ similar to the sheet 1A ′, except that 4.2 parts by mass (Momentive PTX-60, hereinafter referred to as “boron nitride filler (F2-2)”) was used.
- An intermediate laminate 7A ′ covered with a peelable sheet was obtained.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 4.5 parts by mass, curing agent: 1.4 parts by mass, mixed solvent: 21.6 parts by mass, Except for the heat conductive spherical filler (F1-1): 17.5 parts by mass and the boron nitride filler (F2-1): 5 parts by mass, one side of the sheet 9A ′ is the same as the sheet 1A ′. An intermediate laminate 9A ′ covered with the peelable sheet was obtained.
- the composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 8.6 parts by mass, curing agent: 2.7 parts by mass, mixed solvent: 13.5 parts by mass, Spherical alumina having an average circularity of 0.98 and an average particle diameter of 41 ⁇ m (Denka Corporation DAW-45, hereinafter referred to as “thermally conductive spherical filler (F1-4)”): 21 parts by mass, boron nitride Filler (F2-2): An intermediate laminate 10A ′ in which one surface of the sheet 10A ′ was covered with a peelable sheet was obtained in the same manner as the sheet 1A ′ except that 4.2 parts by mass was used.
- the composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 8.6 parts by mass, curing agent: 2.7 parts by mass, mixed solvent: 13.5 parts by mass, Thermally conductive spherical filler (F1-3): 21 parts by mass, scaly boron nitride filler (F2) having an average particle size of 13 to 16 ⁇ m (“Platelets015” manufactured by 3M Japan Ltd., hereinafter referred to as “boron nitride filler (F2) -3) ”): An intermediate laminate 11A 'in which one surface of the sheet 11A' was covered with a peelable sheet was obtained in the same manner as the sheet 1A 'except that 4.2 parts by mass was used.
- the composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 8.1 parts by mass, curing agent: 2.5 parts by mass, mixed solvent: 21.4 parts by mass,
- One of the sheets 1B ′ having a theoretical film thickness of 51 ⁇ m is the same as the sheet 1A ′, except that the heat conductive spherical alumina is 1: 6.5 parts by mass and the boron nitride filler (F2-1) is 11.5 parts by mass.
- An intermediate laminate 1B ′ having a surface covered with a peelable sheet was obtained.
- the theoretical density of the sheet 1B ′ obtained by performing the same calculation as that of the sheet 1A ′ was 2.02.
- composition of the coating solution was as follows: Resin 2 solution obtained in Resin Synthesis Example 2: 14.1 parts by mass, curing agent: 0.6 parts by mass, mixed solvent: 17.4 parts by mass, Thermally conductive spherical filler (F1-1): 6.5 parts by mass and boron nitride filler (F2-1): 11.5 parts by mass In the same manner as the sheet 1B ′, one of the sheets 3B ′ An intermediate laminate 3B ′ whose surface was covered with a peelable sheet was obtained.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 8.1 parts by mass, curing agent: 2.5 parts by mass, mixed solvent: 21.4 parts by mass, Thermally conductive spherical filler (F1-3): 6.5 parts by mass and boron nitride filler (F2-1): 11.5 parts by mass In the same manner as the sheet 1B ′, one of the sheets 6B ′ An intermediate laminate 6B whose surface was covered with a peelable sheet was obtained.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 12.9 parts by mass, curing agent: 4.1 parts by mass, mixed solvent: 17.7 parts by mass, Except for the thermal conductive spherical filler (F1-1): 5 parts by mass and the boron nitride filler (F2-2): 10.4 parts by mass, one surface of the sheet 7B ′ is the same as the sheet 1B ′. An intermediate laminate 7B ′ covered with the peelable sheet was obtained.
- the composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 5.7 parts by mass, curing agent: 1.8 parts by mass, mixed solvent: 23.2 parts by mass, Thermally conductive spherical filler (F1-1): 6.1 parts by mass, scaly boron nitride filler (F2) having a particle size of 8 to 11 ⁇ m (Platelets 009 manufactured by 3M Japan Ltd., hereinafter referred to as “boron nitride filler (F2-4)
- the intermediate laminate 8B was obtained in the same manner as the sheet 1B ′ except that the surface of the sheet 8B ′ was covered with a peelable sheet except that the amount was 13.3 parts by mass.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 22.9 parts by mass, curing agent: 7.2 parts by mass, mixed solvent: 7.7 parts by mass, Thermally conductive spherical filler (F1-1): 6.5 parts by mass and boron nitride filler (F2-1): 5.8 parts by mass, in the same manner as the sheet 1B ′, one of the sheets 9B ′ An intermediate laminate 9B ′ whose surface was covered with a peelable sheet was obtained.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 8.1 parts by mass, curing agent: 2.5 parts by mass, mixed solvent: 21.4 parts by mass, Thermally conductive spherical filler (F1-4): 6.5 parts by mass, boron nitride filler (F2-2): 11.5 parts by mass In the same manner as the sheet 1B ′, one of the sheets 10B ′ An intermediate laminate 10B ′ whose surface was covered with a peelable sheet was obtained.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 8.1 parts by mass, curing agent: 2.5 parts by mass, mixed solvent: 21.4 parts by mass, Thermally conductive spherical filler (F1-3): 6.5 parts by mass, boron nitride filler (F2-3): 11.5 parts by mass In the same manner as the sheet 1B ′, one of the sheets 11B ′ An intermediate laminate 11B ′ whose surface was covered with a peelable sheet was obtained.
- Example 1 Two laminated bodies having a size of 10 cm ⁇ 10 cm were cut out from the intermediate laminated body 1A ′. In these two laminates, the mass of only the sheet 1A ′ excluding the peelable sheet was 0.876 g and 0.849 g, respectively. Further, one laminate was cut out from the intermediate laminate 1B ′ with a size of 10 cm ⁇ 10 cm. In this laminate, the mass of only the sheet 1B ′ excluding the peelable sheet was 1.039 g.
- the opposite side of the intermediate laminate 1A ′ from the peelable sheet and the opposite side of the intermediate laminate 1B ′ from the peelable sheet were combined and bonded by a roll laminator.
- the peelable sheet on the side of the intermediate laminate 1B ′ is peeled off, and the opposite side of the peelable sheet of the other intermediate laminate 1A ′ is bonded in the same manner to the exposed surface of the sheet 1B ′, so that the heat conductive insulation A laminate in which both surfaces of the sheet 1 were covered with a peelable sheet was obtained.
- the laminating conditions were roll temperature up and down 80 ° C., laminating pressure 0.6 MPa, and speed 0.5 m / min.
- the theoretical density of the heat conductive insulating sheet 1 is as follows.
- the laminate in which both surfaces of the thermally conductive insulating sheet 1 having a size of 10 cm ⁇ 10 cm were respectively covered with a peelable sheet was divided into four laminates having a size of 5 cm ⁇ 5 cm.
- One of the divided laminates was subjected to hot pressing at 180 ° C. for 1 hour at a pressure of 1 MPa with the peelable sheet attached, and then the peelable sheets on both sides were peeled off.
- the average value of the film thickness at the four corners and the center measured with DIGIMICROSTANDMS-5C manufactured by Nikon Corporation was 138 ⁇ m.
- the mass of only the heat conductive insulating sheet 1 excluding the peelable sheets on both sides was 0.688 g.
- Thermal conductivity> A 15 mm square sheet was cut out from the heat conductive insulating sheet 1 after hot pressing, gold was vapor-deposited on the surface, and carbon was coated with carbon spray. About the obtained sample, the thermal diffusivity in 25 degreeC was measured using the xenon flash analyzer LFA447NanoFlash (made by NETZSCH). The specific heat capacity was measured using a high-sensitivity differential scanning calorimeter DSC220C manufactured by SII Nano Technology. The density was calculated from the composition. From these parameters, the thermal conductivity was determined. It was 5.1 W / m * K when the heat conductivity of the heat conductive insulating sheet 1 after hot press was calculated
- Example 2 Three laminates having a size of 10 cm ⁇ 10 cm were cut from the intermediate laminate 1A ′, and two laminates having a size of 10 cm ⁇ 10 cm were cut from the intermediate laminate 1B ′. 5 layers having a laminate structure of peelable sheet / sheet A ′ / sheet B ′ / sheet A ′ / sheet B ′ / sheet A ′ / peelable sheet using these laminates in the same manner as in Example 1.
- the laminated body with which both surfaces of the heat conductive insulating sheet 2 of the structure were covered with the peelable sheet was obtained and evaluated.
- the theoretical density of the heat conductive insulating sheet 2 was 2.31, and the measured density after pressing was 1.96.
- Tables 2-1 and 2-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- a laminate in which both surfaces of a three-layered heat conductive insulating sheet were covered with a peelable sheet was obtained and evaluated.
- Tables 2-1 and 2-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 6.5 parts by mass, curing agent: 2 parts by mass, mixed solvent: 15.1 parts by mass, thermally conductive spherical filler (F1-1) ): A comparative intermediate laminate R1A ′ in which one surface of the comparative sheet R1A ′ was covered with a peelable sheet was obtained in the same manner as the sheet 1A ′ except that the amount was 26.4 parts by mass. Two laminates having a size of 10 cm ⁇ 10 cm were cut out from the comparative intermediate laminate R1A ′, the opposite sides of the peelable sheets of these laminates were combined, and pasted with a roll laminator under the same conditions as in Example 1. A laminate in which both surfaces of the thermally conductive insulating sheet were covered with a peelable sheet was obtained and evaluated. Tables 3-1 and 3-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 9.2 parts by mass, curing agent: 2.9 parts by mass, mixed solvent: 13.1 parts by mass, thermally conductive spherical filler (F1 -1): 15.6 parts by mass, boron nitride filler (F2-1): Comparative sheet R2A ′ and comparative intermediate laminate R2A ′ were obtained in the same manner as in Comparative Example 1 except that the content was 9.3 parts by mass. ,evaluated. Tables 3-1 and 3-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 15.8 parts by mass, curing agent: 4.9 parts by mass, mixed solvent: 15.6 parts by mass, boron nitride filler (F2-1) ): A comparative sheet R3B ′ and a comparative intermediate laminate R3B ′ were obtained and evaluated in the same manner as in Comparative Example 1 except that the amount was 13.7 parts by mass.
- Tables 3-1 and 3-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 12.1 part by mass, curing agent: 3.8 parts by mass, mixed solvent: 18.3 parts by mass, boron nitride filler (F2-1) ): A comparative sheet R4B ′ and a comparative intermediate laminate R4B ′ were obtained in the same manner as in Comparative Example 1 except that the amount was 15.8 parts by mass, and were similarly evaluated.
- Tables 3-1 and 3-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 8.9 parts by mass, curing agent: 2.8 parts by mass, mixed solvent: 20.8 parts by mass, boron nitride filler (F2-1) ): A comparative sheet R5B ′ and a comparative intermediate laminate R5B ′ were obtained and evaluated in the same manner as in Comparative Example 1 except that 17.6 parts by mass were used. Tables 3-1 and 3-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- composition of the coating liquid was as follows: resin solution 1: 4.4 parts by mass obtained in Resin Synthesis Example 1, curing agent: 1.4 parts by mass, mixed solvent: 24.1 parts by mass, and average particle size of 2 ⁇ m.
- Spherical alumina Aluna beads CB-P02 manufactured by Showa Denko KK, hereinafter referred to as “thermal conductive spherical filler (F1-5)”): 6.8 parts by mass, average particle size 0.7 ⁇ m spherical alumina (Co., Ltd.) Mattex Admafine AO-502, hereinafter referred to as “thermal conductive spherical filler (F1-6)”): 2.3 parts by mass, granulated boron nitride filler (F2) having an average particle size of 25 ⁇ m (PTX-25 manufactured by Momentive)
- boron nitride filler (F2-5) Comparative sheet R6B ′ and comparative intermediate laminate R6B
- composition of the coating solution was as follows: Resin 1 solution obtained in Resin Synthesis Example 1: 17.2 parts by mass, curing agent: 5.4 parts by mass, mixed solvent: 7 parts by mass, thermally conductive spherical filler (F1-6) ): A comparative intermediate laminate R7A ′ in which one surface of the comparative sheet R6A ′ was covered with a peelable sheet was obtained in the same manner as the comparative sheet R6A ′ except that the content was 20.4 parts by mass. The peelable sheet of the comparative intermediate laminate R6B ′ was removed, and the comparative intermediate laminate R7A ′ was bonded to both surfaces to obtain a comparative intermediate laminate R7, which was evaluated in the same manner as in Comparative Example 1. Tables 3-1 and 3-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- thermoly conductive insulating sheet having a three-layer structure is the same as in Example 1, except that the intermediate laminate 9A ′ and the intermediate laminate 9B ′ are used in place of the intermediate laminate 1A ′ and the intermediate laminate 1B ′, respectively.
- a laminate with both sides covered with a peelable sheet was obtained and evaluated.
- Tables 3-1 and 3-2 show the characteristics of each sheet used for lamination and the evaluation results of the obtained heat conductive insulating sheet.
- the heat conductive insulating sheet of the present invention can be suitably used for heat control applications of electronic members.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Materials Engineering (AREA)
- Computer Hardware Design (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Power Engineering (AREA)
- General Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Ceramic Engineering (AREA)
- Combustion & Propulsion (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
Abstract
Description
また、部材の軽量化を狙い、上記課題を高分子材料を用いて克服しようとする試みも始まり、絶縁性を有する高分子材料と熱伝導性粒子とを含む熱伝導性絶縁層を有するシート(熱伝導性絶縁シート、熱伝導性絶縁接着シート、および熱伝導性絶縁粘着シート等)の開発が進んでいる。
従って、熱伝導性と絶縁性の両立のためには、窒化ホウ素を「立てた」状態で、放熱シート内の空隙を出来るだけ少なくして絶縁性を向上する必要がある。
特許文献2に開示される造粒体は圧力をかけた際に変形しやすいため、空隙は減少しやすいが、変形に伴い、窒化ホウ素造粒体が寝てしまい熱伝導率は低下する。
しかし、多層シートの最外層を成す接着剤層に含まれるフィラーの量が多くないので、多層シート全体として充分な熱伝導性能を発揮することは難しい。さらに、特許文献3の場合と同様に、熱伝導性フィラーを含む樹脂層の内部の空隙が大きいため、絶縁性の向上に限界がある。
窒化ホウ素を除く熱伝導性球状フィラー(F1)と、粉末状または粒状の窒化ホウ素フィラー(F2)と、バインダー樹脂とを含む熱伝導性絶縁シートであって、
下記条件(1)~(6)の全てを満たすものである。
(1)前記熱伝導性絶縁シートは、空隙率が0.2以下である。
(2)前記熱伝導性絶縁シートは、熱伝導性球状フィラー(F1)を含有し、窒化ホウ素フィラー(F2)を含有し得る複数の層(A)と、窒化ホウ素フィラー(F2)を含有し、熱伝導性球状フィラー(F1)を含有し得る1層以上の層(B)とを有する。
(3)複数の前記層(A)と1層以上の前記層(B)とは、前記層(B)が最外層には位置しないように交互に積層されている。
(4)複数の前記層(A)のうち最も外側に位置する最外層(Aout)に含まれ得る熱伝導性球状フィラー(F1)の質量が、前記層(B)に含まれ得る熱伝導性球状フィラー(F1)の質量よりも相対的に多い。
(5)前記最外層(Aout)中の熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が、当該最外層(Aout)中における熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、50%よりも多い。
(6)前記層(B)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含む。
窒化ホウ素を除く熱伝導性球状フィラー(F1)と、粉末状または粒状の窒化ホウ素フィラー(F2)と、バインダー樹脂とを含む、空隙率が0.2以下の熱伝導性絶縁シートの製造方法であって、
複数の下記シート(A’)と1層以上の下記シート(B’)とを、下記シート(B’)が最外層とはならないように交互に積層し、加圧するものである。
シート(A’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、熱伝導性球状フィラー(F1)を30~90質量%、窒化ホウ素フィラー(F2)を0~30質量%含み、熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多い。
シート(B’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含み、熱伝導性球状フィラー(F1)を0~30質量%含む。
シート(A’)に含まれる熱伝導性球状フィラー(F1)の量が、シート(B’)に含まれる熱伝導性球状フィラー(F1)の量よりも相対的に多い。
熱伝導性球状フィラー(F1)と、粉末状または粒状の窒化ホウ素フィラー(F2)と、バインダー樹脂とを含む、空隙率が0.2以下の熱伝導性絶縁シートであって、
複数の下記シート(A’)と1層以上の下記シート(B’)とが、下記シート(B’)が最外層とはならないように交互に積層され、加圧されてなるものである。
シート(A’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、熱伝導性球状フィラー(F1)を30~90質量%、窒化ホウ素フィラー(F2)を0~30質量%含み、熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多い。
シート(B’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含み、熱伝導性球状フィラー(F1)を0~30質量%含む。
シート(A’)に含まれる熱伝導性球状フィラー(F1)の量が、シート(B’)に含まれる熱伝導性球状フィラー(F1)の量よりも相対的に多い。
また、本発明の熱伝導性絶縁シートは、主に熱伝導性球状フィラー(F1)を含有する最外層(Aout)の外側を、剥離性シートで覆うこともできる。
本明細書において「球状」は、例えば、「円形度」で表すことができる。「円形度」は、粒子をSEM(走査型電子顕微鏡)等で撮影した写真から任意の数の粒子を選び、粒子の面積をS、周囲長をLとしたとき、式:(円形度)=4πS/L2から求めることができる。本明細書において「球状の粒子」は特に明記しない限り、東亜医用電子(株)製フロー式粒子像分析装置FPIA-1000を用いて粒子の平均円形度を測定した際の平均円形度が0.9~1のものをいう。好ましくは、平均円形度が0.96~1である。
球形度、熱伝導性、および絶縁性の観点から、熱伝導性球状フィラー(F1)は、アルミナおよび窒化アルミニウムからなる群より選ばれることが望ましい。
窒化ホウ素フィラー(F2)の形態は粉末状または粒状であればよく、例えば、鱗片状の一次粒子、鱗片状の一次粒子を造粒した造粒体、およびこれらの凝集体等を使用することができる。鱗片状の窒化ホウ素粒子は熱伝導性に異方性を有するため、鱗片状の一次粒子を造粒した造粒窒化ホウ素が好適に用いられる。なお、変形しにくい造粒窒化ホウ素では圧力をかけても空隙が残りやすいため、特に、易変形性造粒窒化ホウ素を用いることが好ましい。
易変形性造粒窒化ホウ素は、熱伝導性絶縁シートを形成する際の圧力を調整し、変形を適度な範囲に調整することで、空隙率の低下と熱伝導性との両立を容易にするため、好適に用いられる。
圧縮変形率10%に要する平均圧縮力は、微小圧縮試験機(株式会社島津製作所製、MCT-210)を用い、測定領域内で無作為に選んだ10個の粒子について、粒子を10%変形させるための荷重を測定し、求めることができる。
本発明で使用されるバインダー樹脂は特に制限されず、例えば、ポリウレタン樹脂、ポリエステル樹脂、ポリエステルウレタン樹脂、アルキッド樹脂、ブチラール樹脂、アセタール樹脂、ポリアミド樹脂、アクリル樹脂、スチレン-アクリル樹脂、スチレン樹脂、ニトロセルロース、ベンジルセルロース、セルロース(トリ)アセテート、カゼイン、シェラック、ギルソナイト、ゼラチン、スチレン-無水マレイン酸樹脂、ポリブタジエン樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、ポリフッ化ビニリデン樹脂、ポリ酢酸ビニル樹脂、エチレン酢酸ビニル樹脂、塩化ビニル/酢酸ビニル共重合体樹脂、塩化ビニル/酢酸ビニル/マレイン酸共重合体樹脂、フッ素樹脂、シリコン樹脂、エポキシ樹脂、フェノキシ樹脂、フェノール樹脂、マレイン酸樹脂、尿素樹脂、メラミン樹脂、ベンゾグアナミン樹脂、ケトン樹脂、石油樹脂、ロジン、ロジンエステル、ポリビニルアルコール、ポリビニルピロリドン、ポリアクリルアミド、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、メチルセルロース、エチルセルロース、ヒドロキシエチルメチルセルロース、ヒドロキシプロピルメチルセルロース、カルボキシメチルセルロース、カルボキシメチルエチルセルロース、カルボキシメチルニトロセルロース、エチレン/ビニルアルコール樹脂、ポリオレフィン樹脂、塩素化ポリオレフィン樹脂、変性塩素化ポリオレフィン樹脂、および塩素化ポリウレタン樹脂等が挙げられる。バインダー樹脂は、1種または2種以上用いることができる。
本明細書でいう空隙率は、以下の式にて求められる。
空隙率=1-(熱伝導性絶縁シートの実測密度/熱伝導性絶縁シートの理論密度)
熱伝導性絶縁シートの実測密度=熱伝導性絶縁シートの質量(g)/熱伝導性絶縁シートの体積(cm3)
熱伝導性絶縁シートの理論密度=複数のシート(A’)および1層以上のシート(B’)の質量の和(g)/複数のシート(A’)および1層以上のシート(B’)の体積の和(cm3)
シート(A’)またはシート(B’)の体積=シート(A’)またはシート(B’)の質量(g)/シート(A’)またはシート(B’)の密度(g/cm3)
熱伝導性球状フィラー(F1)および窒化ホウ素フィラー(F2)等の密度は一般的なデータを用いることができる。
バインダー樹脂およびその他の有機成分の密度は、「1(g/cm3)」と概算する。
熱伝導性絶縁シートの実測質量に対し体積が無限に大きい場合、実測密度≒0となり、空隙率≒1となる。
熱伝導性絶縁シートが空隙を含み実測密度が理論密度を下回る場合、空隙率は0~1の値となる。
熱発生源と放熱部材との間に挟まれた状態での空隙率を予測することにより、熱伝導性絶縁シートの使用条件を設定することができる。
シート(A’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、熱伝導性球状フィラー(F1)を30~90質量%、窒化ホウ素フィラー(F2)を0~30質量%含み、熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多い。
シート(B’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含み、熱伝導性球状フィラー(F1)を0~30質量%含む。
シート(A’)に含まれる熱伝導性球状フィラー(F1)の量が、シート(B’)に含まれる熱伝導性球状フィラー(F1)の量よりも相対的に多い。
主に熱伝導性球状フィラー(F1)を含有するシート(A’)は、含まれるフィラーが球状であるので、無溶剤状態でもシート(A’)が加圧・加熱により容易に変形しやすいと推察される。その結果、シート(A’)中に含まれ、シート(B’)との積層界面近傍に位置していた熱伝導性球状フィラー(F1)、バインダー、および含まれ得る窒化ホウ素フィラー(F2)の一部が、加圧・加熱により、空隙の多いシート(B’)内の空隙を埋め、熱伝導性絶縁シート全体の空隙率を低減することができると推察される。
また、熱伝導性球状フィラー(F1)を含有し、変形しやすい層(A)が最外層に位置することにより、発熱源および放熱部材の凹凸への追従性・接着性を向上でき、その点からも熱伝導性を向上できると推察される。
なお、加圧・加熱により、シート(A’)中に含まれていた熱伝導性球状フィラー(F1)、バインダー樹脂および含まれ得る窒化ホウ素フィラー(F2)がどの程度シート(B’)に移行し、シート(B’)の空隙率を埋めたのかを特定する手段がないこと(若しくは特定には非現実的な多大な労力を要すこと)、そして本発明で用いるバインダー樹脂、熱伝導性球状フィラー(F1)、および窒化ホウ素フィラー(F2)は不揮発性成分であることから、シート(A’)およびシート(B’)を加圧・加熱した前後で、後述する占有体積率は変化しないとみなし、便宜上シート(A’)中に含まれていた各成分の量を層(Aout)中の量とし、占有体積率を求める。
熱伝導性球状フィラー(F1)を含有するシート(A’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、熱伝導性球状フィラー(F1)を30~90質量%、窒化ホウ素フィラー(F2)を0~30質量%含む。かつ、シート(A’)は、主に窒化ホウ素フィラー(F2)を含有するシート(B’)よりも、相対的に熱伝導性球状フィラー(F1)を相対的に多く含む。
シート(A’)中の熱伝導性球状フィラー(F1)の濃度は、熱伝導性の点から30質量%以上、塗膜形成性の点から90質量%以下であり、望ましくは50~80質量%の範囲である。
本発明の熱伝導性絶縁シートを製造する際、シート(B’)よりも相対的に熱伝導性球状フィラー(F1)を多く含むシート(A’)が最外層になるように交互積層を実施することにより、前述の通り、発熱源および放熱部材の凹凸への追従性・接着性を向上することができる。
シート(A’)に任意に用いられる窒化ホウ素フィラー(F2)は、窒化ホウ素フィラー(F2)を含有する層(B)に用いられる窒化ホウ素フィラー(F2)と同一でも非同一でもよい。
熱伝導性球状フィラー(F1)の質量(g)÷フィラー比重(g/cm3)・・・(1)
窒化ホウ素フィラー(F2)の質量(g)÷窒化ホウ素フィラー(F2)比重(g/cm3)・・・(2)
熱伝導性フィラー以外のその他の成分(g)÷1(g/cm3)・・・(3)
vol%=100×{((1)+(2))/((1)+(2)+(3))
上記算出にあたり、熱伝導性フィラー以外のその他の成分は、計算を容易にするため比重を1g/cm3とした。
なお、本発明では、前述の通り、用いるバインダー樹脂、熱伝導性球状フィラー(F1)、および窒化ホウ素フィラー(F2)は不揮発性成分であるため、シート(A’)およびシート(B’)を加圧・加熱した前後で上記占有体積率は変化しないとみなす。
窒化ホウ素フィラー(F2)を含有するシート(B’)は、窒化ホウ素フィラー(F2)を含有する層(B)を形成するために用いられ、高い熱伝導率を有し、熱伝導性絶縁シート全体の熱伝導性を高める機能を担う。
シート(B’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含み、熱伝導性球状フィラー(F1)を0~30質量%含む。
シート(B’)中の窒化ホウ素フィラー(F2)の濃度は、熱伝導性の点から30質量%以上、膜形成性の点から90質量%以下であり、望ましくは40~80質量%の範囲である。
鱗片状の窒化ホウ素粒子に対して熱伝導性球状フィラー(F1)を併用する場合、熱伝導性球状フィラー(F1)がジャマ板の機能を担い、鱗片状の窒化ホウ素粒子がシート(B’)および窒化ホウ素フィラー(F2)を含有する層(B)中で「立ち」やすくなる。
造粒窒化ホウ素に対して熱伝導性球状フィラー(F1)を併用する場合、造粒窒化ホウ素が圧力をかけても崩れにくくなる傾向がある。ただし、熱伝導性球状フィラー(F1)の量が30質量%を超えると、シート(B’)中の窒化ホウ素フィラー(F2)が相対的に少なくなることで熱伝導性が低下したり、バインダー樹脂量が不足して膜形成性が低下したりする恐れがある。
任意に用いられる熱伝導性球状フィラー(F1)は、シート(A’)に用いられる熱伝導性球状フィラー(F1)と同一でも非同一でもよい。
難燃剤としては例えば、水酸化アルミニウム、水酸化マグネシウム、およびリン酸化合物等が挙げられる。
添加剤として例えば、基材密着性を高めるためのカップリング剤、吸湿時・高温時の信頼性を高めるためのイオン捕捉剤・酸化防止剤、およびレベリング剤等が挙げられる。
30~90質量%の熱伝導性球状フィラー(F1)、0~30質量%の窒化ホウ素フィラー(F2)(但し、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計量を100質量%とする)、液状分散媒、および必要に応じて他の任意成分を含有する塗液(A’’)を調製する。この塗液(A’’)を剥離性シートに塗工した後、液状分散媒を揮発乾燥して、剥離性シート付きのシート(A’)を作製する。
次いで、シート(B’)の表面を覆っていた剥離性シートを剥がし、露出したシート(B’)の表面に、他の剥離性シート付きのシート(A’)の剥離性シートとは反対側を重ね合せ、[剥離性シート/シート(A’)/シート(B’)/シート(A’)/剥離性シート]の積層構造を有する積層体を得る。
そして、上記積層体を加圧することにより、シート(A’)/シート(B’)/シート(A’)を一体化し、両面の剥離性シートを剥がすことで、「最外層(Aout)/層(B)/最外層(Aout)]の積層構造を有する熱伝導性絶縁シートを得る。
なお、両面の剥離性シートを剥がした後に加圧してもよい。
加圧圧着方法は特に制限されず、公知のラミネーターまたはプレス処理機を使用することができる。加圧する際には加熱することが好ましい。
撹拌混合には一般的な撹拌方法を用いることができる。撹拌混合機としては特に制限されず、例えば、ディスパー、スキャンデックス、ペイントコンディショナー、サンドミル、らいかい機、メディアレス分散機、三本ロール、およびビーズミル等が挙げられる。
加圧圧着時の温度および圧力は適宜選択することが出来るが、高圧にしすぎると窒化ホウ素フィラー(F2)が「寝て」しまうことで熱伝導性が低下する恐れがあり、低すぎるとシート内に空隙が残り、熱発生源と放熱部材との間に挟み使用する際の熱伝導性が低下する恐れがある。
用いた熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)のリストを表1に示す。
撹拌機、還流冷却管、窒素導入管、導入管、および温度計を備えた4口フラスコに、多塩基酸化合物としてプリポール1009(クローダジャパン社製)を86.8質量部、5-ヒドロキシイソフタル酸を27.3質量部、ポリアミン化合物としてプリアミン1074(クローダジャパン社製)を146.4質量部、イオン交換水を100質量部仕込み、発熱の温度が一定になるまで撹拌した。温度が安定した後、110℃まで昇温した。さらに水の流出を確認してから30分後に温度を120℃に昇温した。その後、30分ごとに10℃ずつ昇温しながら脱水反応を続けた。温度が230℃になった後、その温度を維持して3時間反応を続けた。さらに、約2kPaの真空下で、1時間保持した後、温度を低下させた。
最後に、酸化防止剤を添加し、温度が100℃以下になった時点で、トルエンと2-プロパノール(質量比1/1)の混合溶剤を用いて希釈した。以上のようにして、固形分40%、Mw=19,000、酸価=14.5mgKOH/g、フェノール性水酸基価=32.3mgKOH/gのフェノール性水酸基含有ポリアミド樹脂(樹脂1)の溶液を得た。
攪拌機、温度計、還流冷却器、滴下装置、および窒素導入管を備えた反応容器に、テレフタル酸とアジピン酸と3-メチル-1,5-ペンタンジオールとから得られたポリエステルポリオール((株)クラレ製「クラレポリオールP-1011」、Mn=1006)401.9質量部、ジメチロールブタン酸12.7質量部、イソホロンジイソシアネート151.0質量部、およびトルエン40質量部を仕込み、窒素雰囲気下90℃3時間反応させた。これにトルエン300質量部を加えてイソシアネート基を有するウレタンプレポリマー溶液を得た。
次に、イソホロンジアミン27.8質量部、ジ-n-ブチルアミン3.2質量部、2-プロパノール342.0質量部、およびトルエン396.0質量部を混合した溶液に、得られたイソシアネート基を有するウレタンプレポリマー溶液815.1質量部を添加し、70℃3時間反応させた。反応終了後に、トルエン144.0質量部および2-プロパノール72.0質量部の混合溶剤を用いて希釈した。以上のようにして、固形分30%、Mw=54,000、酸価=8mgKOH/gのポリウレタンポリウレア樹脂(樹脂2)の溶液を得た。
硬化剤として、ビスフェノールA型エポキシ樹脂(ジャパンエポキシレジン(株)製エピコート1001)の50%トルエン溶液を用意した。
溶剤として、トルエンと2-プロパノールとを質量比1対1で混合した混合溶剤を用意した。
熱伝導性球状フィラー(F1)の平均粒子径は、Malvern Instruments社製粒度分布計マスターサイザー2000を用いて測定した。測定の際には乾式ユニットを用い、空気圧は2.5バールとした。フィード速度はサンプルにより最適化した。
熱伝導性球状フィラー(F1)の円形度は、東亜医用電子(株)製フロー式粒子像分析装置FPIA-1000を用いて測定した。トルエン10mlに測定粒子約5mgを分散させて分散液を調製し、超音波(20kHz、50W)を分散液に5分間照射した。分散液濃度は5,000~2万個/μlとした。この分散液を用い、上記装置により測定を行い、円相当径粒子群の円形度を測定し、平均円形度を求めた。
易変形性凝集体の圧縮変形率10%に要する平均圧縮力は、微小圧縮試験機(株式会社島津製作所製、MCT-210)を用いて測定した。測定領域内で無作為に選んだ10個の粒子について、粒子を10%変形させるための荷重を測定し、その平均値を圧縮変形率10%に要する平均圧縮力とした。
プレス前およびプレス後の熱伝導性絶縁シートの空隙率は、下記式を用いて算出した。
空隙率=1-(熱伝導性絶縁シートの実測密度/熱伝導性絶縁シートの理論密度)
熱伝導性絶縁シートの実測密度=熱伝導性絶縁シートの質量(g)/熱伝導性絶縁シートの体積(cm3)
熱伝導性絶縁シートの理論密度=複数のシート(A’)および1層以上のシート(B’)の質量の和(g)/複数のシート(A’)および1層以上のシート(B’)の体積の和(cm3)
シート(A’)またはシート(B’)の体積=シート(A’)またはシート(B’)の質量(g)/シート(A’)またはシート(B’)の密度(g/cm3)
熱伝導性球状フィラー(F1)および窒化ホウ素フィラー(F2)等の密度は一般的なデータを用いることができる。
バインダー樹脂およびその他の有機成分の密度は、「1(g/cm3)」と概算する。
樹脂合成例1で得られた樹脂1の溶液を8.6質量部、上記硬化剤を2.7質量部、上記混合溶剤を13.5質量部混ぜ合わせた。この溶液の中に、平均円形度0.99、平均粒子径10μmである球状アルミナ((株)アドマテックス製アドマファインAO-509、以下「熱伝導性球状フィラー(F1-1)」という)21質量部と、圧縮変形率10%に要する平均圧縮力が1.32mNであり、平均粒子径が65~85μmである造粒窒化ホウ素フィラー(F2)(スリーエムジャパン株式会社製、Agglomerates100、以下、「窒化ホウ素フィラー(F2-1)」という)4.2質量部を加えた。
ディスパー撹拌した後、超音波攪拌機に2分かけて脱泡して得られた塗液を、6MILのブレードコーターを用いて、剥離性シート(厚さ75μmの離型処理ポリエチレンテレフタレートフィルム)に塗布し、100℃で2分間、乾燥した。以上のようにして、単位面積当たりの塗布量と下記で計算した理論密度から導かれる理論膜厚が34μmであるシート1A’の一方の面が剥離性シートで覆われた中間積層体1A’を得た。
熱伝導性球状フィラー(F1)の質量%=(熱伝導性球状フィラー(F1)の質量/シート1A’各成分の乾燥質量の和)×100
=[21.0/(8.6×0.4+2.7×0.5+21.0+4.2)]×100
=70
窒化ホウ素フィラー(F2)の質量%=(窒化ホウ素フィラー(F2)の質量/シート1A’各成分の乾燥質量の和)×100
=[4.2/(8.6×0.4+2.7×0.5+21.0+4.2)]×100
=14
=(シート1A’各成分の乾燥質量の和)/(シート1A’各成分の乾燥体積の和)
=(樹脂1の乾燥質量+硬化剤の乾燥質量+熱伝導性球状フィラー(F1)の質量+窒化ホウ素フィラー(F2)の質量)/[(樹脂1の乾燥質量/樹脂1の密度)+(硬化剤の乾燥質量/硬化剤の密度)+(熱伝導性球状フィラー(F1)の質量/熱伝導性球状フィラー(F1)の密度)+(窒化ホウ素フィラー(F2)の質量/窒化ホウ素フィラー(F2)の密度)]
=(8.6×0.4+2.7×0.5+21.0+4.2)/[(8.6×0.4/1)+(2.7×0.5/1)+(21.0/3.9)+(4.2/2.3)]
=2.50
(1)熱伝導性球状フィラー(F1)の質量(g)÷フィラー比重(g/cm3)
=21/3.9
=5.38(cm3)
(2)窒化ホウ素フィラー(F2)の質量(g)÷フィラー比重(g/cm3)
=4.2/2.3
=1.83(cm3)
(3)熱伝導性フィラー以外のその他の成分(g)÷1(g/cm3)
=((8.6×0.4)+(2.7×0.5))/1
=(3.44+1.35)/1
=4.79
vol%=100×{((1)+(2))/((1)+(2)+(3))
=100×{(5.38+1.83)/(5.38+1.83+4.79)}
=60(vol%)
樹脂合成例2で得られた樹脂2の溶液を15質量部、硬化剤を0.6質量部、混合溶剤を9.2質量部混ぜ合わせた。この溶液の中に、熱伝導性球状フィラー(F1-1)21質量部と窒化ホウ素フィラー(F2-1)4.2質量部とを加えた。
ディスパー撹拌した後、超音波攪拌機に2分かけて脱泡して得られた塗液を用い、シート1A’と同様にして、シート3’Aの一方の面が剥離性シートで覆われた中間積層体3A’を得た。
熱伝導性球状フィラー(F1-1)の代わりに、平均円形度0.97、平均粒子径が1μmである球状窒化アルミニウム(株式会社トクヤマ製Hグレード、以下、「熱伝導性球状フィラー(F1-2)」という)21質量部を用いた以外は、シート1A’と同様にして、シート4A’の一方の面が剥離性シートで覆われた中間積層体4A’を得た。
樹脂合成例1で得られた樹脂1の溶液の量を6.5質量部、硬化剤の量を2質量部、混合溶剤の量を15.1質量部とし、熱伝導性球状フィラー(F1-1)の量を26.4質量部とし、窒化ホウ素フィラー(F2-1)を用いなかった以外は、シート1A’と同様にして、シート5A’の一方の面が剥離性シートで覆われた中間積層体5A’を得た。
樹脂合成例1で得られた樹脂1の溶液を12.4質量部、硬化剤を3.9質量部、混合溶剤を10.6質量部混ぜ合わせた。この溶液の中に、平均円形度0.98、平均粒子径が21μmである球状アルミナ(昭和電光株式会社製CB-A20S、以下、「熱伝導性球状フィラー(F1-3)」という)16.5質量部と、窒化ホウ素フィラー(F2-1)6.6質量部とを加えた。ディスパー撹拌した後、超音波攪拌機に2分かけて脱泡して得られた塗液を用い、シート1A’と同様にして、シート6A’の一方の面が剥離性シートで覆われた中間積層体6A’を得た。
窒化ホウ素フィラー(F2-1)の代わりに、圧縮変形率10%に要する平均圧縮力が3.6mNであり、平均粒子径が55~65μmである造粒窒化ホウ素フィラー(F2)(モメンティブ製PTX-60、以下、「窒化ホウ素フィラー(F2-2)」という)4.2質量部を用いた以外は、シート1A’と同様にして、シート7A’の一方の面が剥離性シートで覆われた中間積層体7A’を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:4.5質量部、硬化剤:1.4質量部、混合溶剤:21.6質量部、熱伝導性球状フィラー(F1-1):17.5質量部、窒化ホウ素フィラー(F2-1):5質量部とした以外は、シート1A’と同様にして、シート9A’の一方の面が剥離性シートで覆われた中間積層体9A’を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:8.6質量部、硬化剤:2.7質量部、混合溶剤:13.5質量部、平均円形度0.98であり、平均粒子径が41μmである球状アルミナ(デンカ株式会社製DAW-45、以下、「熱伝導性球状フィラー(F1-4)」という):21質量部、窒化ホウ素フィラー(F2-2):4.2質量部とした以外は、シート1A’と同様にして、シート10A’の 一方の面が剥離性シートで覆われた中間積層体10A’を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:8.6質量部、硬化剤:2.7質量部、混合溶剤:13.5質量部、熱伝導性球状フィラー(F1-3):21質量部、平均粒子径が13~16μmの鱗片状の窒化ホウ素フィラー(F2)(スリーエムジャパン株式会社製「Platelets015」、以下、「窒化ホウ素フィラー(F2-3)」という):4.2質量部とした以外は、シート1A’と同様にして、シート11A’の 一方の面が剥離性シートで覆われた中間積層体11A’を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:8.1質量部、硬化剤:2.5質量部、混合溶剤:21.4質量部、熱伝導性球状アルミナ1:6.5質量部、窒化ホウ素フィラー(F2-1):11.5質量部とした以外は、シート1A’と同様にして、理論膜厚51μmのシート1B’の一方の面が剥離性シートで覆われた中間積層体1B’を得た。
シート1A’と同様の計算をして得たシート1B’の理論密度は2.02であった。
塗液の組成を、樹脂合成例2で得られた樹脂2の溶液:14.1質量部、硬化剤:0.6質量部、混合溶剤:17.4質量部、熱伝導性球状フィラー(F1-1):6.5質量部、窒化ホウ素フィラー(F2-1):11.5質量部とした以外は、シート1B’と同様にして、シート3B’の一方の面が剥離性シートで覆われた中間積層体3B’を得た。
熱伝導性球状フィラー(F1-1)の代わりに、熱伝導性球状フィラー(F1-2)6.5質量部と造粒窒化ホウ素フィラー(F2-1)11.5質量部とを用いた以外は、シート1B’と同様にして、シート4B’の一方の面が剥離性シートで覆われた中間積層体4B’を得た。
樹脂合成例1で得られた樹脂1の溶液の量を9.3質量部、硬化剤の量を2.9質量部、混合溶剤の量を22.9質量部、窒化ホウ素フィラー(F2-1)の量を14.8質量部とし、熱伝導性球状フィラー(F1)を用いなかった以外は、シート1B’と同様にして、シート5B’の一方の面が剥離性シートで覆われた中間積層体5B’を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:8.1質量部、硬化剤:2.5質量部、混合溶剤:21.4質量部、熱伝導性球状フィラー(F1-3):6.5質量部、窒化ホウ素フィラー(F2-1):11.5質量部とした以外は、シート1B’と同様にして、シート6B’の一方の面が剥離性シートで覆われた中間積層体6Bを得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:12.9質量部、硬化剤:4.1質量部、混合溶剤:17.7質量部、熱伝導性球状フィラー(F1-1):5質量部、窒化ホウ素フィラー(F2-2):10.4質量部とした以外は、シート1B’と同様にして、シート7B’の一方の面が剥離性シートで覆われた中間積層体7B’を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:5.7質量部、硬化剤:1.8質量部、混合溶剤:23.2質量部、熱伝導性球状フィラー(F1-1):6.1質量部、粒子径が8~11μmの鱗片状窒化ホウ素フィラー(F2)(スリーエムジャパン株式会社製Platelets009、以下、「窒化ホウ素フィラー(F2-4)」という)13.3質量部とした以外は、シート1B’と同様にして、シート8B’の一方の面が剥離性シートで覆われた中間積層体8Bを得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:22.9質量部、硬化剤:7.2質量部、混合溶剤:7.7質量部、熱伝導性球状フィラー(F1-1):6.5質量部、窒化ホウ素フィラー(F2-1):5.8質量部とした以外は、シート1B’と同様にして、シート9B’の一方の面が剥離性シートで覆われた中間積層体9B’を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:8.1質量部、硬化剤:2.5質量部、混合溶剤:21.4質量部、熱伝導性球状フィラー(F1-4):6.5質量部、窒化ホウ素フィラー(F2-2):11.5質量部とした以外は、シート1B’と同様にして、シート10B’の一方の面が剥離性シートで覆われた中間積層体10B'を得た。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:8.1質量部、硬化剤:2.5質量部、混合溶剤:21.4質量部、熱伝導性球状フィラー(F1-3):6.5質量部、窒化ホウ素フィラー(F2-3):11.5質量部とした以外は、シート1B’と同様にして、シート11B’の一方の面が剥離性シートで覆われた中間積層体11B’を得た。
中間積層体1A’から10cm×10cmの大きさで2枚の積層体を切出した。これら2枚の積層体において、剥離性シートを除いたシート1A’のみの質量はそれぞれ0.876gと0.849gであった。また、中間積層体1B’から10cm×10cmの大きさで1枚の積層体を切出した。この積層体において、剥離性シートを除いたシート1B’のみの質量は1.039gであった。
次に中間積層体1B’側の剥離性シートを剥離し、露出したシート1B’の表面に、他方の中間積層体1A’の剥離性シートとは反対側を同様に貼り合せ、熱伝導性絶縁シート1の両面が剥離性シートで覆われた積層体を得た。
なお、ラミネート条件は、ロール温度上下80℃、ラミネート圧0.6MPa、速度0.5m/分とした。
理論密度=シートA’およびシートB’の質量の和(g)/同体積の和(cm3)
=(シート1A’の質量(g)+シート1B’の質量(g))/(シート1A’の体積(cm3)+シート1B’の体積(cm3))
=(シート1A’の質量(g)+シート1B’の質量(g))/[(シート1A’の質量/シート1Aの理論密度)+(シート1Bの質量/シート1Bの理論密度)]
=((0.876+0.849)+1.039)/((0.876+0.849)/2.50+1.039/2.02)
=2.29
上記分割積層体のうちの1枚の積層体に対して、剥離性シートの付いた状態で1MPaの圧力で180℃、1時間熱プレスを行った後、両面の剥離性シートを剥離した。4隅および中央の膜厚を株式不会社ニコン製DIGIMICROSTANDMS-5Cで測定した平均値は138μmであった。この積層体において、両面の剥離性シートを除いた熱伝導性絶縁シート1のみの質量は0.688gであった。
実測密度=熱伝導性絶縁シート質量(g)/熱伝導性絶縁シート体積(cm3)
=熱プレス後の熱伝導性絶縁シート1の単位面積当たりの質量(g/cm2)/熱プレス後の熱伝導性絶縁シート1の厚さ(cm)
=[0.688/(5×5)]/(138/10000)=1.99
空隙率=1-(実測密度/理論密度)
=1-1.99/2.29=0.13
熱プレス後の熱伝導性絶縁シート1から15mm角のシートを切り出し、その表面に金を蒸着し、カーボンスプレーによりカーボンを被覆した。得られたサンプルについて、キセノンフラッシュアナライザーLFA447NanoFlash(NETZSCH社製)を用いて、25℃での熱拡散率を測定した。比熱容量はエスアイアイ・ナノテクノロジー株式会社製の高感度型示差走査熱量計DSC220Cを用いて測定した。密度は組成からの計算値を用いた。これらパラメータから、熱伝導率を求めた。
熱プレス後の熱伝導性絶縁シート1の熱伝導率を求めたところ、5.1W/m・Kであった。
残りの3枚の積層体についてそれぞれ、一方の剥離性シートを剥離し、アルミウム板と重ね合わせ、1MPaの圧力で180℃1時間熱プレスを行った後、他方の剥離性シートを剥がし、25℃、50%RHで一晩放置した。その後、同環境下でTM650耐電圧試験器(鶴賀電気株式会社製)を用いて、耐電圧を測定した。3枚のサンプルの耐電圧の平均値は9.5kVであった。
積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果(プレス前の熱伝導性絶縁シートの理論密度、プレス後の実測密度、空隙率、熱伝導率、耐電圧)を表2-1、表2-2に示す。
中間積層体1A’から10cm×10cmの大きさで3枚の積層体、中間積層体1B’から10cm×10cmの大きさで2枚の積層体を切出した。これらの積層体を用い、実施例1と同様にして、剥離性シート/シートA’/シートB’/シートA’/シートB’/シートA’/剥離性シートの積層構造を有する、5層構成の熱伝導性絶縁シート2の両面が剥離性シートで覆われた積層体を得、評価した。熱伝導性絶縁シート2の理論密度は2.31、プレス後の実測密度は1.96であった。
積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表2-1、表2-2に示す。
中間積層体1A’、中間積層体1B’の代わりに、それぞれ中間積層体3A’~7A’、10A’、11A’、中間積層体3B’~8B’、10B’、11B’を用いた以外は、実施例1と同様にして、3層構成の熱伝導性絶縁シートの両面が剥離性シートで覆われた積層体を得、評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表2-1、表2-2に示す。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:6.5質量部、硬化剤:2質量部、混合溶剤:15.1質量部、熱伝導性球状フィラー(F1-1):26.4質量部とした以外は、シート1A’と同様にして、比較シートR1A’の一方の面が剥離性シートで覆われた比較中間積層体R1A’を得た。
比較中間積層体R1A’から10cm×10cmの大きさで2枚の積層体を切出し、これら積層体の剥離性シートの反対側同士を合わせ、実施例1と同条件でロールラミネーターにて貼り合せて、熱伝導性絶縁シートの両面が剥離性シートで覆われた積層体を得、評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:9.2質量部、硬化剤:2.9質量部、混合溶剤:13.1質量部、熱伝導性球状フィラー(F1-1):15.6質量部、窒化ホウ素フィラー(F2-1):9.3質量部とした以外は、比較例1と同様にして、比較シートR2A’および比較中間積層体R2A’を得、評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:15.8質量部、硬化剤:4.9質量部、混合溶剤:15.6質量部、窒化ホウ素フィラー(F2-1):13.7質量部とした以外は、比較例1と同様にして比較シートR3B’および比較中間積層体R3B’を得、同様に評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:12.1質量部、硬化剤:3.8質量部、混合溶剤:18.3質量部、窒化ホウ素フィラー(F2-1):15.8質量部とした以外は、比較例1と同様にして比較シートR4B’および比較中間積層体R4B’を得、同様に評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:8.9質量部、硬化剤:2.8質量部、混合溶剤:20.8質量部、窒化ホウ素フィラー(F2-1):17.6質量部とした以外は、比較例1と同様にして比較シートR5B’および比較中間積層体R5B’を得、同様に評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。
樹脂合成例1で得られた樹脂1の溶液の量を35.9質量部、硬化剤の量を11.3質量部、混合溶剤の量を2.8質量部とし、熱伝導性球状フィラー(F1)および窒化ホウ素フィラー(F2)を用いずに塗液を得た。1MILのブレードコーターを用いて、得られた塗液を剥離性シートに塗布した以外は、シート1A’と同様にして比較シートR6A’の一方の面が剥離性シートで覆われた比較中間積層体R6A’を得た。
また、塗液の組成を、樹脂合成例1で得られた樹脂の溶液1:4.4質量部、硬化剤:1.4質量部、混合溶剤:24.1質量部、平均粒子径が2μmの球状アルミナ(昭和電工株式会社製 アルナビーズCB-P02、以下、「熱伝導性球状フィラー(F1-5)」という):6.8質量部、平均粒径0.7μm球状アルミナ((株)アドマテックス製アドマファインAO-502、以下、「熱伝導性球状フィラー(F1-6)」という):2.3質量部、平均粒子径25μmの造粒窒化ホウ素フィラー(F2)(モメンティブ製PTX-25、以下、「窒化ホウ素フィラー(F2-5)」という):11質量部とした以外は、比較例1と同様にして、比較シートR6B’および比較中間積層体R6B’を得た。
比較中間積層体R6B’の剥離性シートを取り除き、両面にそれぞれ比較中間積層体R6A’を貼り合せて比較中間積層体R6を得、比較例1と同様に評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。
塗液の組成を、樹脂合成例1で得られた樹脂1の溶液:17.2質量部、硬化剤:5.4質量部、混合溶剤:7質量部、熱伝導性球状フィラー(F1-6):20.4質量部とした以外は、比較シートR6A’と同様にして、比較シートR6A’の一方の面が剥離性シートで覆われた比較中間積層体R7A’を得た。
比較中間積層体R6B’の剥離性シートを取り除き、両面に比較中間積層体R7A’を貼り合せて比較中間積層体R7を得、比較例1と同様に評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。
中間積層体1A’、中間積層体1B’の代わりに、それぞれ中間積層体9A’、中間積層体9B’を用いた以外は、実施例1と同様にして、3層構成の熱伝導性絶縁シートの両面が剥離性シートで覆われた積層体を得、評価した。積層に用いた各シートの特性と得られた熱伝導性絶縁シートの評価結果を表3-1、表3-2に示す。

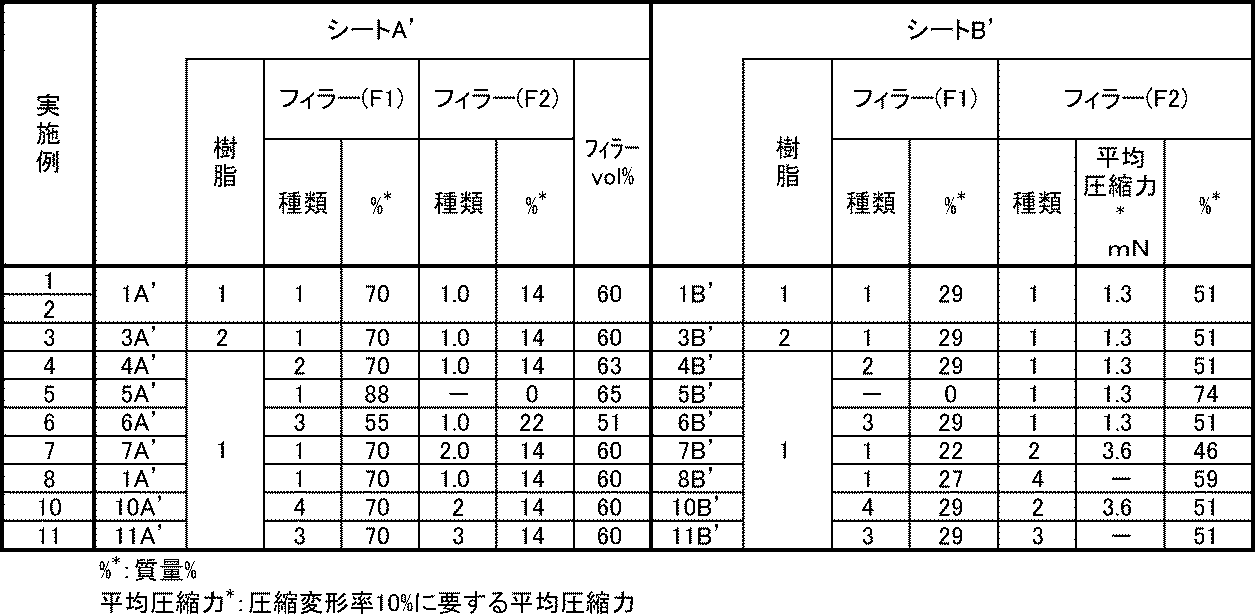


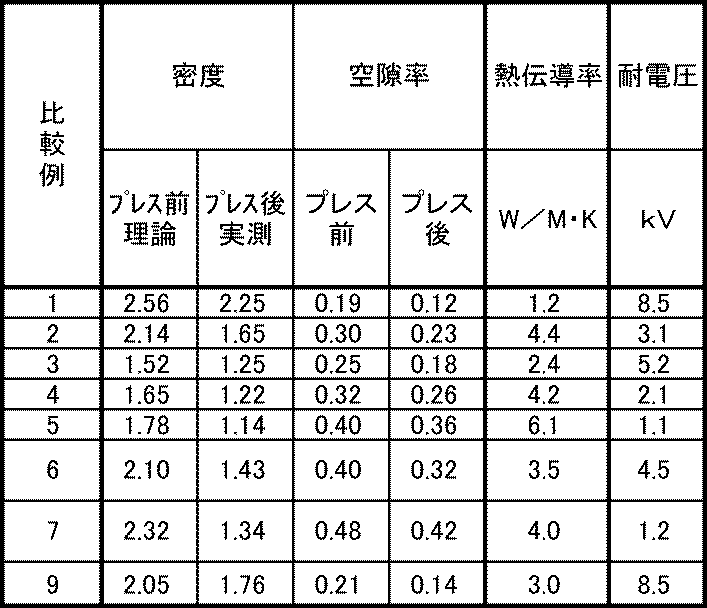
Claims (12)
- 窒化ホウ素を除く熱伝導性球状フィラー(F1)と、粉末状または粒状の窒化ホウ素フィラー(F2)と、バインダー樹脂とを含む熱伝導性絶縁シートであって、
下記条件(1)~(6)の全てを満たす熱伝導性絶縁シート。
(1)前記熱伝導性絶縁シートは、空隙率が0.2以下である。
(2)前記熱伝導性絶縁シートは、熱伝導性球状フィラー(F1)を含有し、窒化ホウ素フィラー(F2)を含有し得る複数の層(A)と、窒化ホウ素フィラー(F2)を含有し、熱伝導性球状フィラー(F1)を含有し得る1層以上の層(B)とを有する。
(3)複数の前記層(A)と1層以上の前記層(B)とは、前記層(B)が最外層には位置しないように交互に積層されている。
(4)複数の前記層(A)のうち最も外側に位置する最外層(Aout)に含まれ得る熱伝導性球状フィラー(F1)の質量が、前記層(B)に含まれ得る熱伝導性球状フィラー(F1)の質量よりも相対的に多い。
(5)前記最外層(Aout)中の熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が、当該最外層(Aout)中における熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、50%よりも多い。
(6)前記層(B)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含む。 - 熱伝導性球状フィラー(F1)がアルミナおよび窒化アルミニウムからなる群より選ばれる、請求項1に記載の熱伝導性絶縁シート。
- 窒化ホウ素フィラー(F2)は、鱗片状の一次粒子、および鱗片状の一次粒子を造粒した造粒体からなる群より選ばれる、請求項1または2に記載の熱伝導性絶縁シート。
- 前記最外層(Aout)中に占める、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多く90%以下である、請求項1~3のいずれか1項に記載の熱伝導性絶縁シート。
- 窒化ホウ素フィラー(F2)が、平均一次粒子径が0.1~15μmの窒化ホウ素粒子を造粒してなる、平均粒子径が2~100μm、圧縮変形率10%に要する平均圧縮力が5mN以下の窒化ホウ素の易変形性凝集体を含む、請求項1~4のいずれか1項に記載の熱伝導性絶縁シート。
- 窒化ホウ素を除く熱伝導性球状フィラー(F1)と、粉末状または粒状の窒化ホウ素フィラー(F2)と、バインダー樹脂とを含む、空隙率が0.2以下の熱伝導性絶縁シートの製造方法であって、
複数の下記シート(A’)と1層以上の下記シート(B’)とを、下記シート(B’)が最外層とはならないように交互に積層し、加圧する、熱伝導性絶縁シートの製造方法。
シート(A’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、熱伝導性球状フィラー(F1)を30~90質量%、窒化ホウ素フィラー(F2)を0~30質量%含み、熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多い。
シート(B’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含み、熱伝導性球状フィラー(F1)を0~30質量%含む。
シート(A’)に含まれる熱伝導性球状フィラー(F1)の量が、シート(B’)に含まれる熱伝導性球状フィラー(F1)の量よりも相対的に多い。 - 熱伝導性球状フィラー(F1)がアルミナおよび窒化アルミニウムからなる群より選ばれる、請求項6に記載の熱伝導性絶縁シートの製造方法。
- 窒化ホウ素フィラー(F2)は、鱗片状の一次粒子、および鱗片状の一次粒子を造粒した造粒体からなる群より選ばれる、請求項6または7に記載の熱伝導性絶縁シートの製造方法。
- シート(A’)中の熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多く90%以下である、請求項6~8のいずれか1項に記載の熱伝導性絶縁シートの製造方法。
- 熱伝導性球状フィラー(F1)と、粉末状または粒状の窒化ホウ素フィラー(F2)と、バインダー樹脂とを含む、空隙率が0.2以下の熱伝導性絶縁シートであって、
複数の下記シート(A’)と1層以上の下記シート(B’)とが、下記シート(B’)が最外層とはならないように交互に積層され、加圧されてなる、熱伝導性絶縁シート。
シート(A’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、熱伝導性球状フィラー(F1)を30~90質量%、窒化ホウ素フィラー(F2)を0~30質量%含み、熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多い。
シート(B’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含み、熱伝導性球状フィラー(F1)を0~30質量%含む。
シート(A’)に含まれる熱伝導性球状フィラー(F1)の量が、シート(B’)に含まれる熱伝導性球状フィラー(F1)の量よりも相対的に多い。 - 窒化ホウ素フィラー(F2)は、鱗片状の一次粒子、および鱗片状の一次粒子を造粒した造粒体からなる群より選ばれる、請求項10に記載の熱伝導性絶縁シート。
- 熱伝導性球状フィラー(F1)と、粉末状または粒状の窒化ホウ素フィラー(F2)と、バインダー樹脂とを含む、空隙率が0.3以下の熱伝導性絶縁シートの製造用の中間積層体であって、
複数の下記シート(A’)と1層以上の下記シート(B’)とが、下記シート(B’)が最外層とはならないように交互に積層された、熱伝導性絶縁シートの製造用の中間積層体。
シート(A’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、熱伝導性球状フィラー(F1)を30~90質量%、窒化ホウ素フィラー(F2)を0~30質量%含み、熱伝導性球状フィラー(F1)、窒化ホウ素フィラー(F2)、およびバインダー樹脂の合計体積100%中、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とを合わせた占有体積率が50%よりも多い。
シート(B’)は、熱伝導性球状フィラー(F1)と窒化ホウ素フィラー(F2)とバインダー樹脂との合計100質量%中、窒化ホウ素フィラー(F2)を30~90質量%含み、熱伝導性球状フィラー(F1)を0~30質量%含む。
シート(A’)に含まれる熱伝導性球状フィラー(F1)の量が、シート(B’)に含まれる熱伝導性球状フィラー(F1)の量よりも相対的に多い。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17763302.1A EP3428963A4 (en) | 2016-03-09 | 2017-03-08 | HEAT-CONDUCTING INSULATION FILM AND METHOD FOR PRODUCING THE SAME |
| US16/082,544 US10759151B2 (en) | 2016-03-09 | 2017-03-08 | Thermal conductive insulating sheet, method for producing same, and intermediate laminate |
| KR1020187026444A KR102353288B1 (ko) | 2016-03-09 | 2017-03-08 | 열 전도성 절연 시트, 그 제조 방법, 및 중간 적층체 |
| CN201780015468.XA CN108780783B (zh) | 2016-03-09 | 2017-03-08 | 热传导性绝缘片、其制造方法、及中间层叠体 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-045514 | 2016-03-09 | ||
| JP2016045514 | 2016-03-09 | ||
| JP2016-230822 | 2016-11-29 | ||
| JP2016230822A JP6135817B1 (ja) | 2016-03-09 | 2016-11-29 | 熱伝導性絶縁シート、およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017154962A1 true WO2017154962A1 (ja) | 2017-09-14 |
Family
ID=58794409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/009183 WO2017154962A1 (ja) | 2016-03-09 | 2017-03-08 | 熱伝導性絶縁シート、およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10759151B2 (ja) |
| EP (1) | EP3428963A4 (ja) |
| JP (3) | JP6135817B1 (ja) |
| KR (1) | KR102353288B1 (ja) |
| CN (1) | CN108780783B (ja) |
| TW (1) | TWI738736B (ja) |
| WO (1) | WO2017154962A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019114729A (ja) * | 2017-12-26 | 2019-07-11 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁接着シート、および該シートの製造方法 |
| WO2020027039A1 (ja) * | 2018-07-30 | 2020-02-06 | 株式会社Adeka | 複合材料 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11459443B2 (en) | 2017-06-23 | 2022-10-04 | Sekisui Chemical Co., Ltd. | Resin material, method for producing resin material, and laminate |
| KR102476070B1 (ko) * | 2017-06-23 | 2022-12-12 | 세키스이가가쿠 고교가부시키가이샤 | 방열 시트, 방열 시트의 제조 방법 및 적층체 |
| WO2019009088A1 (ja) * | 2017-07-07 | 2019-01-10 | 株式会社村田製作所 | 電力回路モジュール |
| JP6399176B1 (ja) | 2017-09-15 | 2018-10-03 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁シートおよび複合部材 |
| CN111372771A (zh) * | 2017-12-08 | 2020-07-03 | 积水化学工业株式会社 | 叠层体以及电子装置 |
| DE102018204764A1 (de) | 2018-03-28 | 2019-10-02 | Infineon Technologies Ag | Halbleiter- packagesystem |
| JP2020105412A (ja) * | 2018-12-28 | 2020-07-09 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁接着シート、及び該シートの製造方法 |
| JP7215164B2 (ja) * | 2018-12-28 | 2023-01-31 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁接着シート、及び該シートの製造方法 |
| JP7110977B2 (ja) * | 2018-12-28 | 2022-08-02 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁シート及び複合部材 |
| EP3944263B1 (en) * | 2019-03-22 | 2024-01-03 | Teijin Limited | Insulating sheet |
| WO2020194869A1 (ja) * | 2019-03-27 | 2020-10-01 | 富士フイルム株式会社 | 放熱シートの製造方法 |
| JP7306192B2 (ja) * | 2019-09-27 | 2023-07-11 | 沖電気工業株式会社 | 合成処理装置、合成処理システム及び合成処理方法 |
| WO2023127729A1 (ja) * | 2021-12-27 | 2023-07-06 | デンカ株式会社 | 窒化ホウ素粒子及び放熱シート |
| WO2023183803A1 (en) * | 2022-03-21 | 2023-09-28 | Grunlan Jaime C | Nanocomposite and method of making the same |
| WO2024134904A1 (ja) * | 2022-12-23 | 2024-06-27 | 株式会社レゾナック | 熱伝導シート、放熱装置及び熱伝導シートの製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013229534A (ja) * | 2012-04-27 | 2013-11-07 | Mitsubishi Electric Corp | 半導体装置 |
| WO2015178416A1 (ja) * | 2014-05-20 | 2015-11-26 | 東洋紡株式会社 | 接着性を有する絶縁高熱伝導性シート |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05248788A (ja) * | 1991-03-04 | 1993-09-24 | Hitachi Ltd | 熱伝達機器、電子機器、半導体装置及び熱伝導コンパウンド |
| JP4046120B2 (ja) * | 2005-01-27 | 2008-02-13 | 三菱電機株式会社 | 絶縁シートの製造方法およびパワーモジュールの製造方法 |
| JP5036696B2 (ja) | 2008-12-26 | 2012-09-26 | 三菱電機株式会社 | 熱伝導性シート及びパワーモジュール |
| TW201139643A (en) * | 2010-01-29 | 2011-11-16 | Nitto Denko Corp | Thermal conductive sheet |
| EP2626205A1 (en) | 2010-10-06 | 2013-08-14 | Hitachi Chemical Co., Ltd. | Multilayer resin sheet and process for production thereof, resin sheet laminate and process for production thereof, cured multilayer resin sheet, metal-foil-cladded multilayer resin sheet, and semiconductor device |
| EP2692526B1 (en) | 2011-03-28 | 2020-10-28 | Hitachi Chemical Company, Ltd. | Multilayer resin sheet, resin sheet laminate, cured multilayer resin sheet and method for producing same, multilayer resin sheet with metal foil, and semiconductor device |
| US20150037575A1 (en) * | 2012-03-30 | 2015-02-05 | Showa Denko K.K. | Curable heat radiation composition |
| CN105073883B (zh) * | 2013-03-28 | 2018-04-17 | 三菱化学株式会社 | 层积型半导体装置的层间填充材料用组合物、层积型半导体装置以及层积型半导体装置的制造方法 |
| JP6221490B2 (ja) | 2013-08-09 | 2017-11-01 | 東洋インキScホールディングス株式会社 | 易変形性凝集体とその製造方法、熱伝導性樹脂組成物、熱伝導性部材とその製造方法、および熱伝導性接着シート |
-
2016
- 2016-11-29 JP JP2016230822A patent/JP6135817B1/ja active Active
-
2017
- 2017-02-20 JP JP2017029373A patent/JP6866680B2/ja active Active
- 2017-03-08 WO PCT/JP2017/009183 patent/WO2017154962A1/ja active Application Filing
- 2017-03-08 CN CN201780015468.XA patent/CN108780783B/zh active Active
- 2017-03-08 US US16/082,544 patent/US10759151B2/en not_active Expired - Fee Related
- 2017-03-08 EP EP17763302.1A patent/EP3428963A4/en not_active Withdrawn
- 2017-03-08 KR KR1020187026444A patent/KR102353288B1/ko active IP Right Grant
- 2017-03-09 TW TW106107655A patent/TWI738736B/zh active
- 2017-04-03 JP JP2017073912A patent/JP2017168846A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013229534A (ja) * | 2012-04-27 | 2013-11-07 | Mitsubishi Electric Corp | 半導体装置 |
| WO2015178416A1 (ja) * | 2014-05-20 | 2015-11-26 | 東洋紡株式会社 | 接着性を有する絶縁高熱伝導性シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3428963A4 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019114729A (ja) * | 2017-12-26 | 2019-07-11 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁接着シート、および該シートの製造方法 |
| JP7139600B2 (ja) | 2017-12-26 | 2022-09-21 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁接着シート、および該シートの製造方法 |
| WO2020027039A1 (ja) * | 2018-07-30 | 2020-02-06 | 株式会社Adeka | 複合材料 |
| CN112424119A (zh) * | 2018-07-30 | 2021-02-26 | 株式会社艾迪科 | 复合材料 |
| JPWO2020027039A1 (ja) * | 2018-07-30 | 2021-08-12 | 株式会社Adeka | 複合材料 |
| JP7225239B2 (ja) | 2018-07-30 | 2023-02-20 | 株式会社Adeka | 複合材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190077133A1 (en) | 2019-03-14 |
| JP6866680B2 (ja) | 2021-04-28 |
| TWI738736B (zh) | 2021-09-11 |
| EP3428963A4 (en) | 2019-12-11 |
| JP6135817B1 (ja) | 2017-05-31 |
| KR20180120184A (ko) | 2018-11-05 |
| JP2017168825A (ja) | 2017-09-21 |
| KR102353288B1 (ko) | 2022-01-19 |
| CN108780783B (zh) | 2022-06-07 |
| US10759151B2 (en) | 2020-09-01 |
| JP2017168813A (ja) | 2017-09-21 |
| CN108780783A (zh) | 2018-11-09 |
| EP3428963A1 (en) | 2019-01-16 |
| JP2017168846A (ja) | 2017-09-21 |
| TW201800494A (zh) | 2018-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017154962A1 (ja) | 熱伝導性絶縁シート、およびその製造方法 | |
| JP6866799B2 (ja) | 熱伝導性絶縁シートおよび複合部材 | |
| JP7215164B2 (ja) | 熱伝導性絶縁接着シート、及び該シートの製造方法 | |
| JP6418348B1 (ja) | 複合部材 | |
| JP2020105412A (ja) | 熱伝導性絶縁接着シート、及び該シートの製造方法 | |
| JP6413478B2 (ja) | 造粒粉、放熱用樹脂組成物、放熱シート、半導体装置、および放熱部材 | |
| JP6451451B2 (ja) | 伝導性シートの製造方法 | |
| JP6693199B2 (ja) | 熱伝導性部材及びデバイス | |
| JP6399176B1 (ja) | 熱伝導性絶縁シートおよび複合部材 | |
| JP2015003980A (ja) | 熱伝導性易変形性凝集体、熱伝導性樹脂組成物、熱伝導性部材、および熱伝導性接着シート | |
| JP7139600B2 (ja) | 熱伝導性絶縁接着シート、および該シートの製造方法 | |
| JP7110977B2 (ja) | 熱伝導性絶縁シート及び複合部材 | |
| JP5009054B2 (ja) | 放熱シートの製造方法 | |
| JP2014031506A (ja) | 熱伝導性樹脂組成物、熱伝導部材とその製造方法、および熱伝導性接着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187026444 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017763302 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017763302 Country of ref document: EP Effective date: 20181009 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17763302 Country of ref document: EP Kind code of ref document: A1 |