WO2017114293A1 - 铝合金壳体及其制备方法 - Google Patents
铝合金壳体及其制备方法 Download PDFInfo
- Publication number
- WO2017114293A1 WO2017114293A1 PCT/CN2016/111569 CN2016111569W WO2017114293A1 WO 2017114293 A1 WO2017114293 A1 WO 2017114293A1 CN 2016111569 W CN2016111569 W CN 2016111569W WO 2017114293 A1 WO2017114293 A1 WO 2017114293A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum alloy
- film
- etching
- alloy casing
- shell substrate
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/22—Removing surface-material, e.g. by engraving, by etching
- B44C1/227—Removing surface-material, e.g. by engraving, by etching by etching
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/12—Anodising more than once, e.g. in different baths
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/10—Etching compositions
- C23F1/14—Aqueous compositions
- C23F1/16—Acidic compositions
- C23F1/20—Acidic compositions for etching aluminium or alloys thereof
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/10—Etching compositions
- C23F1/14—Aqueous compositions
- C23F1/32—Alkaline compositions
- C23F1/36—Alkaline compositions for etching aluminium or alloys thereof
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F3/00—Brightening metals by chemical means
- C23F3/02—Light metals
- C23F3/03—Light metals with acidic solutions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/12—Light metals
- C23G1/125—Light metals aluminium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/06—Anodisation of aluminium or alloys based thereon characterised by the electrolytes used
- C25D11/08—Anodisation of aluminium or alloys based thereon characterised by the electrolytes used containing inorganic acids
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/14—Producing integrally coloured layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/16—Pretreatment, e.g. desmutting
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/18—After-treatment, e.g. pore-sealing
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/18—After-treatment, e.g. pore-sealing
- C25D11/24—Chemical after-treatment
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
Definitions
- the invention belongs to the technical field of electronic products, and in particular, to an aluminum alloy casing and a preparation method thereof.
- the main purpose of surface treatment of the metal casing of electronic products is to decorate and protect the two aspects.
- anodizing, micro-arc oxidation and hard anodizing of the surface of the metal casing Both of them can achieve the above two effects, but in terms of decoration, the treated metal casing has a single decorative appearance and a single texture.
- the metal casing obtained by the above surface treatment technology has a single decorative appearance and a single texture. It is necessary to develop an aluminum alloy casing having a good decorative appearance and a three-dimensional texture and a preparation method thereof.
- the invention solves the problems of single appearance and single texture of the appearance of the mobile phone casing in the prior art, and aims to provide an aluminum alloy casing and a preparation method thereof, the aluminum alloy casing having a convex and concave three-dimensional texture and having high light Convex and non-high gloss concave.
- the present invention provides an aluminum alloy casing.
- an outer surface of the aluminum alloy casing has a convex portion and a concave portion, the convex portion having a convex oxide film, the concave portion having a concave oxide film, and a surface of the convex oxide film having 90
- the gloss of -150, the surface of the recessed oxide film has a gloss of 5-25.
- the difference in height between the convex portion and the concave portion is 0.05-0.2 mm.
- the convex oxide film and the concave oxide film have different colors.
- the invention also provides a preparation method of an aluminum alloy shell, wherein the preparation method comprises:
- Step a performing first anodization on the surface of the aluminum alloy shell substrate
- Step b mechanically polishing the surface of the aluminum alloy shell substrate after the first anodization
- Step c performing an anti-etching protection on the surface of the mechanically polished aluminum alloy casing base to form a protective film on the surface of the aluminum alloy casing base;
- Step d forming a pattern having a convex-concave pattern on the surface of the aluminum alloy case substrate on which the protective film is formed by etching Case layer
- Step e performing a second anodization on the surface of the aluminum alloy shell substrate having the patterned layer
- Step f Deprotecting the protective film formed on the surface of the second anodized aluminum alloy casing base.
- the first anodizing and/or the second anodizing comprises pretreating the surface of the aluminum alloy casing substrate to form an anode film by anodization.
- the pretreatment comprises: performing alkali etching for 3-20 s at 50-70 ° C using 50-60 g/L sodium hydroxide, and neutralizing at 15-25 ° C using 200-300 ml/L nitric acid 10 -20 s, chemical polishing with a 650-750 ml/L phosphoric acid and 350-250 ml/L sulfuric acid at 90-95 ° C for 5-20 s.
- the anodizing comprises oxidizing the surface of the aluminum alloy shell substrate at an anode voltage of 13-17 V, 10-21 ° C for 15-50 min using 190-200 g/L of sulfuric acid.
- the anti-etch protection comprises: spraying an anti-etching photosensitive ink on the surface of the mechanically polished aluminum alloy shell substrate and curing the film; placing the film in the area where the pattern is to be formed, using a silicone film The film is covered with an exposure; the anti-etching photosensitive ink of the unexposed portion is washed away for development.
- the curing film formation conditions are: drying at 80-85 ° C for 10-20 min.
- the etching is performed by etching with an acidic etching solution at 40-45 ° C for 1-10 min.
- the acidic etching solution contains 100 to 150 parts by weight of ferric chloride and 80 to 120 parts by weight of phosphoric acid with respect to 100 parts by weight of water.
- the surface of the aluminum alloy shell substrate is first subjected to a first anodizing treatment, and then the oxide film formed on the surface of the aluminum alloy shell substrate is polished, and then the surface is embossed by etching, and then The second anodization of the etched portion removes the ink protection of the surface, so that an aluminum alloy casing having a convex and concave three-dimensional texture and having a high-gloss convex surface and a non-high-light concave surface can be produced.
- An aluminum alloy casing wherein an outer surface of the aluminum alloy casing has a convex portion and a concave portion, the convex portion having a convex oxide film, the concave portion having a concave oxide film, the convex portion
- the surface of the oxide film has a gloss of 90 to 150, and the surface of the recessed oxide film has a gloss of 5 to 25.
- the inventors have found that by forming the convex portion and the concave portion on the outer surface of the aluminum alloy casing, the aluminum alloy casing can have a convex and concave three-dimensional texture, and in addition, by polishing the convex oxide film formed on the surface of the convex portion, The surface of the convex oxide film exhibits a high light effect.
- the gloss is such that the surface of the oxide film is close to the mirror surface, and can be measured by a method known in the art, and can be measured, for example, using a gloss meter.
- a method of forming a convex portion and a concave portion on an outer surface of an aluminum alloy case and a method of forming a convex portion oxide film on the convex portion and forming a concave portion oxide film on the concave portion are as described in an aluminum alloy case preparing method described later. description.
- the method of producing an aluminum alloy casing in a preferred case, different colors may be formed in the convex oxide film and the concave oxide film.
- the aluminum alloy casing can have different color film layers by forming different colors in the convex oxide film and the concave oxide film.
- a method for preparing an aluminum alloy casing according to an embodiment of the present invention comprising:
- Step a performing first anodization on the surface of the aluminum alloy shell substrate
- Step b mechanically polishing the surface of the aluminum alloy shell substrate after the first anodization
- Step c performing an anti-etching protection on the surface of the mechanically polished aluminum alloy casing base to form a protective film on the surface of the aluminum alloy casing base;
- Step d forming a pattern layer having a convex and concave pattern on the surface of the aluminum alloy shell substrate on which the protective film is formed by etching;
- Step e performing a second anodization on the surface of the aluminum alloy shell substrate having the patterned layer
- Step f Deprotecting the protective film formed on the surface of the second anodized aluminum alloy casing base.
- the surface of the aluminum alloy casing base after the first anodization is mechanically polished.
- the anodized film layer on the surface of the aluminum alloy shell substrate is polished by a mechanical polishing machine, so that the thickness of the anodized film layer is reduced by about 2 ⁇ m as a whole, so that the surface of the anodized film exhibits a bright reflective effect, forming a high gloss surface with high gloss.
- etching is performed, and the surface has an uneven effect by etching.
- the aluminum alloy casing base used in the present invention is not particularly limited, and various aluminum alloy casing bodies of industrial standard 1000-7000 series, die-cast aluminum alloy or die-cast aluminum alloy may be used; the aluminum alloy described in the present invention
- the housing base is an aluminum alloy housing body of various shapes and structures commonly used by those skilled in the art, and the invention is not particularly limited.
- the various shapes and structures of the aluminum alloy casing base can be completed by machining.
- the aluminum alloy casing of the present invention can be used for a casing of a mobile phone, a tablet computer, an electron beam or the like.
- the invention firstly performs a first anodizing treatment on the surface of the aluminum alloy shell, and then performs partial ink protection on the surface of the aluminum alloy shell, thereby forming a pattern layer by etching to have a concave-convex effect, and then, etching the portion After the second anodization, the ink protection of the surface is removed, thereby producing an aluminum alloy casing having a convex and concave three-dimensional texture and having a high-gloss convex surface and a non-high-gloss concave surface.
- the surface of the aluminum alloy casing base may be sandblasted or brushed before the first anodization of the surface of the aluminum alloy casing base.
- the blasting can be carried out by a method known in the art.
- the surface of the aluminum alloy casing base can be polished by a sander, and then 80-400 mesh ceramic sand is used, and the aluminum alloy is 0.1-0.24 MPa.
- the surface of the casing base is sandblasted so that The surface of the aluminum alloy shell substrate exhibits a sand feel.
- the wire drawing treatment can be carried out by a method known in the art.
- the surface of the base material of the aluminum alloy casing can be pulled out from coarse to fine with a wire drawing machine of 400-1200 by a wire drawing machine.
- the first anodizing and/or the second anodizing may include pre-treating the surface of the aluminum alloy casing substrate to form an anode film by anodization.
- the thickness of the formed anode film is usually 6 to 10 ⁇ m.
- the purpose of the pretreatment is to clean the surface of the aluminum alloy casing base to ensure a uniform anode is formed on the surface of the aluminum alloy casing base by anodization.
- the membrane may include: alkali etching with 50-60 g/L sodium hydroxide at 50-70 ° C for 3-20 s, using 200-300 ml/L nitric acid for neutralization at 15-25 ° C for 10-20 s, using The chemical polishing liquid containing 650-750 ml/L of phosphoric acid and 350-250 ml/L of sulfuric acid was chemically polished at 90-95 ° C for 5-20 s.
- the method of anodizing may use an anodizing method well known in the art, and preferably, the anodizing may include using aluminum at 190-200 g/L of sulfuric acid.
- the surface of the alloy casing substrate was oxidized for 15-50 minutes at an anode voltage of 13-17 V at 10-21 °C.
- step c the surface of the mechanically polished aluminum alloy casing base is etch-protected to form a protective film on the surface of the aluminum alloy casing base, which can be used for aluminum.
- the alloy casing base is effectively protected from corrosion during the etching process, thereby forming a well-defined convex and concave pattern structure on the surface thereof.
- the specific process for example, may spray an anti-etching photosensitive ink on the surface of the mechanically polished aluminum alloy shell substrate and solidify into a film; then place the film, cover the film with a silicone film, expose; and, wash away The exposed portion of the anti-etching photosensitive ink is developed.
- the anti-etching photosensitive ink used in the present invention can be used in the conventional ink as long as it satisfies the requirements of etching resistance and light sensitivity.
- Wanjiayuan 5680-based anti-etching UV ink Shenzhen Wanjiayuan Co., Ltd.
- Wanjiayuan 5680-based anti-etching UV ink Shenzhen Wanjiayuan Co., Ltd.
- the solidified film formation can be formed by placing an aluminum alloy casing with an anti-etching photosensitive ink adhered in a drying oven to form a film to form a film.
- the conditions may be: drying at 80-85 ° C for 10-20 min.
- the film is placed on the surface of the aluminum alloy casing base, and the film is covered with a silica gel film.
- the film is then pressed against the surface of the aluminum alloy shell substrate using a jig.
- the exposure was carried out by irradiating for 25 s under ultraviolet light having an irradiation intensity of 100 mJ/cm 2 .
- the exposed aluminum alloy casing is rinsed at a room temperature (25 ° C) with a sodium carbonate solution having a concentration of 1% by weight, and the injection pressure is 200 kPa.
- the anti-etching photosensitive ink on the unexposed portion of the surface of the aluminum alloy casing substrate was washed away to reveal the desired pattern.
- the etching method It can be etched at 40-45 ° C for 1-10 min using an acidic etchant.
- the aluminum alloy case formed with the protective film is immersed in the acidic etching liquid, and the etching liquid is continuously stirred to perform etching, and a convex-concave difference of 0.05-0.2 mm in depth can be formed on the surface of the aluminum alloy case base by etching.
- a layered texture is etched at 40-45 ° C for 1-10 min using an acidic etchant.
- the acidic etching solution may contain 100-150 parts by weight of ferric chloride and 80-120 parts by weight with respect to 100 parts by weight of water. Phosphoric acid.
- the deprotection may use a neutral paint stripper to protect a film having a patterned layer on the surface of the aluminum alloy casing base.
- the paint stripper used may be various neutral paint removers known in the art, for example, a neutral paint remover available from SH-665 of Sihui Surface Treatment Technology Co., Ltd.
- the oxide film formed on the surface of the aluminum alloy casing substrate may be subjected to the first anodization and/or the second anodization.
- the dyeing may be carried out by dyeing a film formed on the surface of the aluminum alloy shell substrate using dyeing agents of different colors using dyeing methods well known in the art.
- a single color or a single dye gradient dyeing may be used to exhibit a color gradient.
- different colors or gradient colors may be used, and the effects of different colors may be exhibited.
- the surface of the aluminum alloy casing base may be sealed, and the sealing treatment may be Various sealing methods known in the art can be used, for example, a conventional sealing agent can be used for sealing for 15-20 minutes at 90-95 °C.
- a die-cast aluminum alloy back shell substrate (purchased from BYD Co., Ltd.) for a P8 type mobile phone was used as the aluminum alloy case base material of this example.
- the aluminum alloy shell substrate was subjected to alkali etching for 10 s at a concentration of 55 g/L sodium hydroxide solution at 50 ° C, and then washed twice with deionized water; then, at 15 ° C, at a concentration of 250 ml/L.
- An anodic film is formed on the surface of the aluminum alloy shell substrate by anodization.
- the condition is: using sulfuric acid with a concentration of 190g/L As the bath, the anode voltage was 15 V, the temperature was 19 ° C, and the oxidation time was 35 min.
- the anodized film layer on the surface of the aluminum alloy shell substrate is polished by a mechanical polishing machine, so that the thickness of the anodized film layer is reduced by about 2 ⁇ m as a whole, so that the surface of the anodized film exhibits a bright reflective effect.
- a layer of Wanjiayuan 5680 anti-etching UV ink (purchased from Shenzhen Wanjiayuan Co., Ltd.) was uniformly sprayed on the polished aluminum alloy shell substrate, and then an aluminum alloy shell base to which an anti-etching UV ink was attached was attached.
- the material was dried in a dry box at a temperature of 80 ° C for 15 minutes to cure the etch-resistant UV ink into a film.
- the aluminum alloy shell substrate After exposing, the aluminum alloy shell substrate is rinsed with a sodium carbonate solution having a concentration of 1% by weight at room temperature (25 ° C), and the ejection pressure is 200 kPa, and the unexposed portion of the aluminum alloy shell substrate is etch-resistant UV. The ink is washed away to reveal the desired pattern.
- the patterned aluminum alloy case substrate was immersed in an etching solution composed of 120 g of ferric chloride, 120 g of phosphoric acid, and 100 g of water, and etched at 45 ° C for 5 minutes, and the etching liquid was continuously stirred.
- the etched aluminum alloy shell substrate was subjected to alkali etching for 10 s at a concentration of 55 g/L sodium hydroxide aqueous solution at 50 ° C, and then washed twice with deionized water; then, at 15 ° C, at a concentration After neutralizing for 10 s in 250 ml/L of nitric acid, it was washed twice with deionized water; then, after polishing at 90 ° C for 10 s in a chemical liquid containing 650 ml/L phosphoric acid and 350 ml/L sulfuric acid, Ion water was washed twice; then, after neutralizing for 10 s at a concentration of 250 ml/L nitric acid at 15 ° C, it was washed twice with deionized water; then, it was dried in a dry box at 80 ° C for 20 min to obtain a cleaning.
- the dried aluminum alloy shell substrate was subjected to alkali etching for 10 s at a concentration of
- An anodic film is formed on the surface of the aluminum alloy casing substrate after the above cleaning and drying by anodization.
- the conditions were as follows: sulfuric acid having a concentration of 190 g/L was used as a bath, the anode voltage was 15 V, the temperature was 19 ° C, and the oxidation time was 35 min.
- the neutral paint stripper (Sihui Surface Treatment Technology Co., Ltd., SH-665) was heated to 80 ° C, and the anodic film-forming aluminum alloy shell substrate obtained above was placed therein, immersed for 20 min, and deionized after removal. The water was washed twice; then, it was dried at 80 ° C for 20 min in a desiccator.
- the aluminum alloy shell substrate was sealed with a sealing agent YS-509 (purchased from Dongguan Yingshunbao Hardware Fuel Co., Ltd.) at 95 ° C for 15 min to perform sealing treatment.
- the aluminum alloy casing of the present invention is obtained.
- a die-cast aluminum alloy back shell substrate (purchased from BYD Co., Ltd.) for a P8 type mobile phone was used as the aluminum alloy case base material of this example.
- the aluminum alloy shell substrate was alkali-etched at 70 ° C for 20 s in a 60 g/L sodium hydroxide aqueous solution, and then washed twice with deionized water; then, at 20 ° C, at a concentration of 300 ml/L. After neutralization for 20 s in nitric acid, it was washed twice with deionized water; then, at 93 ° C, it was thrown in a chemical liquid containing 700 ml/L phosphoric acid and 300 ml/L sulfuric acid.
- An anodic film is formed on the surface of the aluminum alloy shell substrate by anodization.
- the conditions were as follows: sulfuric acid having a concentration of 195 g/L was used as a bath, the anode voltage was 17 V, the temperature was 10 ° C, and the oxidation time was 35 min.
- the anodized film layer on the surface of the aluminum alloy shell substrate is polished by a mechanical polishing machine, so that the thickness of the anodized film layer is reduced by about 2 ⁇ m as a whole, so that the surface of the anodized film exhibits a bright reflective effect.
- a layer of Wanjiayuan 5680 anti-etching UV ink (purchased from Shenzhen Wanjiayuan Co., Ltd.) was uniformly sprayed on the polished aluminum alloy shell substrate, and then an aluminum alloy shell base to which an anti-etching UV ink was attached was attached.
- the material was dried in a dry box at a temperature of 83 ° C for 20 minutes to cure the etch-resistant UV ink into a film.
- the aluminum alloy shell substrate After exposing, the aluminum alloy shell substrate is rinsed with a sodium carbonate solution having a concentration of 1% by weight at room temperature (25 ° C), and the ejection pressure is 200 kPa, and the unexposed portion of the aluminum alloy shell substrate is etch-resistant UV. The ink is washed away to reveal the desired pattern.
- the patterned aluminum alloy case substrate was immersed in an etching solution composed of 150 g of ferric chloride, 80 g of phosphoric acid, and 100 g of water, and etched at 45 ° C for 1 minute, and the etching liquid was continuously stirred.
- the etched aluminum alloy shell substrate was subjected to alkali etching for 20 s at a concentration of 60 g/L sodium hydroxide aqueous solution at 70 ° C, and then washed twice with deionized water; then, at 20 ° C, at a concentration After neutralizing for 30 s in 300 ml/L of nitric acid, it was washed twice with deionized water; then, after polishing at a temperature of 93 ° C for 10 s in a chemical liquid containing 700 ml/L of phosphoric acid and 300 ml/L of sulfuric acid, Ion water was washed twice; then, after neutralizing for 20 s at a concentration of 300 ml/L nitric acid at 20 ° C, it was washed twice with deionized water; then, it was dried in a dry box at 80 ° C for 20 min to obtain a cleaning.
- the dried aluminum alloy shell substrate was subjected to alkali etching for 20
- An anodic film is formed on the surface of the aluminum alloy casing substrate after the above cleaning and drying by anodization.
- the conditions were as follows: sulfuric acid having a concentration of 195 g/L was used as a bath, the anode voltage was 17 V, the temperature was 10 ° C, and the oxidation time was 35 min.
- the neutral paint stripper (Sihui Surface Treatment Technology Co., Ltd., SH-665) was heated to 80 ° C, and the anodic film-forming aluminum alloy shell substrate obtained above was placed therein, immersed for 20 min, and deionized after removal. The water was washed twice; then, it was dried at 80 ° C for 20 min in a desiccator.
- the aluminum alloy shell substrate was sealed with a sealing agent YS-509 (purchased from Dongguan Yingshunbao Hardware Fuel Co., Ltd.) at 95 ° C for 15 min to perform sealing treatment.
- the aluminum alloy casing of the present invention is obtained.
- a die-cast aluminum alloy back shell substrate (purchased from BYD Co., Ltd.) for a P8 type mobile phone was used as the aluminum alloy case base material of this example.
- the aluminum alloy shell substrate was subjected to alkali etching for 10 s at a concentration of 55 g/L sodium hydroxide aqueous solution at 50 ° C, and then washed twice with deionized water; then, at 25 ° C, at a concentration of 250 ml/L.
- An anodic film is formed on the surface of the aluminum alloy shell substrate by anodization.
- the conditions were as follows: sulfuric acid having a concentration of 190 g/L was used as a bath, the anode voltage was 15 V, the temperature was 19 ° C, and the oxidation time was 35 min.
- the anodized film layer on the surface of the aluminum alloy shell substrate is polished by a mechanical polishing machine, so that the thickness of the anodized film layer is reduced by about 2 ⁇ m as a whole, so that the surface of the anodized film exhibits a bright reflective effect.
- a layer of Wanjiayuan 5680 anti-etching UV ink (purchased from Shenzhen Wanjiayuan Co., Ltd.) was uniformly sprayed on the polished aluminum alloy shell substrate, and then an aluminum alloy shell base to which an anti-etching UV ink was attached was attached.
- the material was dried in a dry box at a temperature of 80 ° C for 15 minutes to cure the etch-resistant UV ink into a film.
- the aluminum alloy shell substrate After exposing, the aluminum alloy shell substrate is rinsed with a sodium carbonate solution having a concentration of 1% by weight at room temperature (25 ° C), and the ejection pressure is 200 kPa, and the unexposed portion of the aluminum alloy shell substrate is etch-resistant UV. The ink is washed away to reveal the desired pattern.
- the patterned aluminum alloy case substrate was immersed in an etching solution composed of 120 g of ferric chloride, 120 g of phosphoric acid, and 100 g of water, and etched at 43 ° C for 5 minutes, and the etching liquid was continuously stirred.
- the etched aluminum alloy shell substrate was subjected to alkali etching for 10 s at a concentration of 55 g/L sodium hydroxide aqueous solution at 50 ° C, and then washed twice with deionized water; then, at 25 ° C, at a concentration After neutralizing for 10 s in 250 ml/L of nitric acid, it was washed twice with deionized water; then, after polishing at 205 ° C for 20 s in a liquid sulphur containing 650 ml/L phosphoric acid and 350 ml/L sulphuric acid, Ion water was washed twice; then, after neutralizing for 10 s in a concentration of 250 ml/L nitric acid at 25 ° C, it was washed twice with deionized water; then, it was dried in a drying oven at 80 ° C for 20 min to obtain a cleaning.
- the dried aluminum alloy shell substrate was subjected to alkali etching for 10
- An anodic film is formed on the surface of the aluminum alloy casing substrate after the above cleaning and drying by anodization.
- the conditions were as follows: sulfuric acid having a concentration of 190 g/L was used as a bath, the anode voltage was 15 V, the temperature was 19 ° C, and the oxidation time was 35 min.
- the neutral paint stripper (Sihui Surface Treatment Technology Co., Ltd., SH-665) was heated to 80 ° C, and the anodic film-forming aluminum alloy shell substrate obtained above was placed therein, immersed for 20 min, and deionized after removal. The water was washed twice; then, it was dried at 80 ° C for 20 min in a desiccator.
- the aluminum alloy shell substrate was sealed with a sealing agent YS-509 (purchased from Dongguan Yingshunbao Hardware Fuel Co., Ltd.) at 95 ° C for 15 min to perform sealing treatment.
- the aluminum alloy casing of the present invention is obtained.
- a die-cast aluminum alloy back shell substrate (purchased from BYD Co., Ltd.) for a P8 type mobile phone was used as the aluminum alloy case base material of this example.
- the aluminum alloy shell substrate was subjected to alkali etching for 10 s at a concentration of 55 g/L sodium hydroxide aqueous solution at 50 ° C, and then washed twice with deionized water; then, at 25 ° C, at a concentration of 250 ml/L.
- An anodic film is formed on the surface of the aluminum alloy shell substrate by anodization.
- the conditions were as follows: sulfuric acid having a concentration of 190 g/L was used as a bath, the anode voltage was 15 V, the temperature was 19 ° C, and the oxidation time was 35 min.
- the anodized film layer on the surface of the aluminum alloy shell substrate is polished by a mechanical polishing machine, so that the thickness of the anodized film layer is reduced by about 2 ⁇ m as a whole, so that the surface of the anodized film exhibits a bright reflective effect.
- a layer of Wanjiayuan 5680 anti-etching UV ink (purchased from Shenzhen Wanjiayuan Co., Ltd.) was uniformly sprayed on the polished aluminum alloy shell substrate, and then an aluminum alloy shell base to which an anti-etching UV ink was attached was attached.
- the material was dried in a dry box at a temperature of 80 ° C for 15 minutes to cure the etch-resistant UV ink into a film.
- the aluminum alloy shell substrate After exposing, the aluminum alloy shell substrate is rinsed with a sodium carbonate solution having a concentration of 1% by weight at room temperature (25 ° C), and the ejection pressure is 200 kPa, and the unexposed portion of the aluminum alloy shell substrate is etch-resistant UV. The ink is washed away to reveal the desired pattern.
- the patterned aluminum alloy case substrate was immersed in an etching solution composed of 120 g of ferric chloride, 120 g of phosphoric acid, and 100 g of water, and etched at 40 ° C for 10 minutes, and the etching liquid was continuously stirred.
- the etched aluminum alloy shell substrate was subjected to alkali etching for 10 s at a concentration of 55 g/L sodium hydroxide aqueous solution at 50 ° C, and then washed twice with deionized water; then, at 25 ° C, at a concentration After neutralizing for 10 s in 250 ml/L of nitric acid, it was washed twice with deionized water; then, after polishing for 10 s at 95 ° C in a sputum containing 650 ml/L phosphoric acid and 350 ml/L sulfuric acid, Ion water was washed twice; then, after neutralizing for 10 s in a concentration of 250 ml/L nitric acid at 25 ° C, it was washed twice with deionized water; then, it was dried in a drying oven at 80 ° C for 20 min to obtain a cleaning.
- the dried aluminum alloy shell substrate was subjected to alkali etching for 10 s at a
- An anodic film is formed by anodization on the etching pattern portion of the surface of the aluminum alloy casing substrate after the above-described cleaning and drying.
- the conditions were as follows: sulfuric acid having a concentration of 200 g/L was used as a bath, the anode voltage was 13 V, the temperature was 21 ° C, and the oxidation time was 15 min.
- the neutral paint stripper (Sihui Surface Treatment Technology Co., Ltd., SH-665) was heated to 80 ° C, and the anodic film-forming aluminum alloy shell substrate obtained above was placed therein, immersed for 20 min, and deionized after removal. The water was washed twice; then, it was dried at 80 ° C for 20 min in a desiccator.
- the aluminum alloy shell substrate was sealed with a sealing agent YS-509 (purchased from Dongguan Yingshunbao Hardware Fuel Co., Ltd.) at 95 ° C for 15 min to perform sealing treatment.
- the aluminum alloy casing of the present invention is obtained.
- Example 1-4 The gloss of the surface of the aluminum alloy casing obtained in Example 1-4 was tested using a gloss meter (BKY Micro Gloss Meter A-4460, Germany), and the results are shown in Table 1.
- the sample was placed in a precision high temperature test chamber (Hongling HRHL45), heated at 85 ° C for 240 hours, and then placed at room temperature for 2 hours to observe whether the sample was peeled off, deformed, cracked and changed in color, such as no shedding, Deformations, cracks, and color changes indicate that the sample is acceptable.
- Hongling HRHL45 precision high temperature test chamber
- the sample was placed in a constant temperature and humidity tester (Taiwan Qingsheng, THS-2001), placed at -40 ° C for 240 hours, and then placed at room temperature for 2 hours to observe whether the sample was peeled off, deformed, cracked and colored. Changes, such as no shedding, deformation, cracks, and color changes, indicate that the sample is acceptable.
- the sample was placed in a constant temperature and humidity tester (Taiwan Qingsheng, HTS-400) with a humidity of 90% and a temperature of 60 ° C for 96 hours, and then left at room temperature for 2 hours to observe whether the sample was peeled off or deformed. Cracks and color changes, such as no shedding, deformation, cracks, and color changes, indicate that the sample is acceptable.
- a constant temperature and humidity tester Teaiwan Qingsheng, HTS-400
- the sample was placed in a thermal shock tester (Hongling HTS-400), placed at -40 ° C for 1 hour, then the temperature was converted to 85 ° C, placed for 1 hour, and the conversion time was 15 seconds. 12 cycles (24 hours). Observed Whether the appearance of the sample is detached, deformed, cracked, and changed in color. If there is no peeling, deformation, crack, and color change, the sample is qualified.
- Table 1 shows the performance test results of the aluminum alloy shells obtained in Examples 1 to 4.
- the surface of the aluminum alloy casing provided by the invention is not easy to wear, the surface layer is not easy to fall off, the durability of the aluminum alloy casing is improved, and the convex and concave pattern imparts an excellent appearance effect to the aluminum alloy casing, and has a clear hierarchy.
- the three-dimensional texture enables the aluminum alloy casing provided by the present invention to have both aesthetic and durability advantages.
- the aluminum alloy casing obtained in Examples 1-4 was mechanically polished so that the surface also had a high-brightness and non-high-brightness effect.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Signal Processing (AREA)
- Inorganic Chemistry (AREA)
- ing And Chemical Polishing (AREA)
Abstract
提供了铝合金壳体及其制备方法,其中,所述铝合金壳体的外表面具有凸部和凹部,所述凸部具有凸部氧化膜,所述凹部具有凹部氧化膜,所述凸部氧化膜的表面具有90-150的光泽度,所述凹部氧化膜的表面具有5-25的光泽度。
Description
本发明属于电子产品技术领域,具体而言,本发明涉及一种铝合金壳体及其制备方法。
随着电子科技的发展,越来越多的电子产品出现在我们的生活中,如手机、平板电脑、电子书等等,这些电子产品的外壳大多使用塑料外壳,但随着人们对电子产品品质的要求不断提高,越来越多的电子产品采用金属外壳。金属外壳一方面具有比塑料外壳更好的保护作用,另一方面其具有的独特的金属质感也是金属外壳越来越受到关注的重要原因。
目前,对电子产品金属外壳进行表面处理的主要目的是装饰和防护两个方面,在现有的对金属外壳进行表面处理的方法中,金属外壳表面的阳极氧化、微弧氧化及硬质阳极氧化都能起到上述两个方面的效果,但在装饰性方面,处理后金属外壳的外观装饰性单一,质感单一。
因此,采用上述表面处理技术得到的金属外壳,外观装饰性和质感单一。需要开发一种外观装饰性良好、具有立体质感的铝合金壳体及其制备方法。
发明内容
本发明为了解决现有技术中手机壳体的外观装饰性单一、质感单一的问题,其目的在于提供一种铝合金壳体及其制备方法,该铝合金壳体具有凸凹立体质感、且具有高光凸面和非高光凹面。
为了实现上述目的,本发明提供一种铝合金壳体。根据本发明的实施例,所述铝合金壳体的外表面具有凸部和凹部,所述凸部具有凸部氧化膜,所述凹部具有凹部氧化膜,所述凸部氧化膜的表面具有90-150的光泽度,所述凹部氧化膜的表面具有5-25的光泽度。
优选地,所述凸部和所述凹部的高度差为0.05-0.2mm。
优选地,所述凸部氧化膜和所述凹部氧化膜具有不同的颜色。
本发明还提供一种铝合金壳体的制备方法,其中,该制备方法依次包括:
步骤a、对铝合金壳体基体表面进行第一阳极氧化;
步骤b、对经过第一阳极氧化后的铝合金壳体基体表面进行机械抛光;
步骤c、对经过机械抛光的铝合金壳体基体表面进行抗蚀刻保护,以便在铝合金壳体基体表面形成保护膜;
步骤d、通过蚀刻的方法在形成有保护膜的铝合金壳体基体表面形成具有凸凹图案的图
案层;
步骤e、对具有图案层的铝合金壳体基体表面进行第二阳极氧化;
步骤f、对经过第二阳极氧化的铝合金壳体基体表面上形成的保护膜进行脱保护。
优选地,所述第一阳极氧化和/或第二阳极氧化包括将铝合金壳体基体表面进行预处理后通过阳极氧化形成阳极膜。
优选地,所述预处理包括:使用50-60g/L的氢氧化钠在50-70℃下进行碱蚀3-20s,使用200-300ml/L的硝酸在15-25℃下进行中和10-20s,使用含有650-750ml/L的磷酸和350-250ml/L的硫酸的化抛液在90-95℃下进行化学抛光5-20s。
优选地,所述阳极氧化包括使用190-200g/L的硫酸将铝合金壳体基体表面在13-17V的阳极电压、10-21℃下氧化15-50min。
优选地,在步骤c中,所述抗蚀刻保护包括:在经过机械抛光的铝合金壳体基体表面上喷涂抗蚀刻感光油墨并固化成膜;在需要形成图案的区域放置菲林,用硅胶薄膜将菲林覆盖,进行曝光;洗去未曝光部分的抗蚀刻感光油墨进行显影。
优选地,所述固化成膜的条件为:在80-85℃下干燥10-20min。
优选地,在步骤d中,所述蚀刻的方法为使用酸性蚀刻液在40-45℃下蚀刻1-10min。
优选地,所述酸性蚀刻液中,相对于100重量份的水,含有100-150重量份的三氯化铁和80-120重量份的磷酸。
通过上述技术方案,首先对铝合金壳体基体表面先进行第一阳极氧化处理,然后对在铝合金壳体基体表面上形成的氧化膜进行抛光,进而利用蚀刻使表面拥有凹凸的效果,然后,对蚀刻部分进行第二阳极氧化后去除表面的油墨保护,从而可以制作出一种具有凸凹立体质感、且具有高光凸面与非高光凹面的铝合金壳体。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
发明详细描述
根据本发明实施例的铝合金壳体,其中,所述铝合金壳体的外表面具有凸部和凹部,所述凸部具有凸部氧化膜,所述凹部具有凹部氧化膜,所述凸部氧化膜的表面具有90-150的光泽度,所述凹部氧化膜的表面具有5-25的光泽度。发明人发现,通过在铝合金壳体的外表面形成凸部和凹部能够使得铝合金壳体具有凸凹立体质感,另外,通过对在所述凸部表面上形成的凸部氧化膜进行抛光,使得所述凸部氧化膜的表面呈现高光效果。本发明中,光泽度为氧化膜表面接近镜面的程度,可以通过本领域中公知的方法测定得到,例如可以使用光泽度仪进行测定。
本发明中,铝合金壳体的外表面的凸部和凹部的形成方法、以及在凸部上形成凸部氧化膜、在凹部上形成凹部氧化膜的方法如后述铝合金壳体制备方法中描述。
根据本发明实施例的铝合金壳体的制备方法,在优选的情况下,可以在所述凸部氧化膜和所述凹部氧化膜中形成不同颜色。通过在所述凸部氧化膜和所述凹部氧化膜中形成不同颜色,可以使得铝合金壳体具有不同颜色膜层。
根据本发明实施例的铝合金壳体的制备方法,其中,该制备方法依次包括:
步骤a、对铝合金壳体基体表面进行第一阳极氧化;
步骤b、对经过第一阳极氧化后的铝合金壳体基体表面进行机械抛光;
步骤c、对经过机械抛光的铝合金壳体基体表面进行抗蚀刻保护,以便在铝合金壳体基体表面形成保护膜;
步骤d、通过蚀刻的方法在形成有保护膜的铝合金壳体基体表面形成具有凸凹图案的图案层;
步骤e、对具有图案层的铝合金壳体基体表面进行第二阳极氧化;
步骤f、对经过第二阳极氧化的铝合金壳体基体表面上形成的保护膜进行脱保护。
根据本发明实施例的铝合金壳体的制备方法,为了获得铝合金壳体的高亮效果,将第一阳极氧化后铝合金壳体基体表面进行机械抛光。通过机械抛光机将铝合金壳体基体表面的阳极氧化膜层进行抛光,使得阳极氧化膜层厚度整体减薄约2μm,使得阳极氧化膜表面呈现光亮反光的效果,形成具有高光泽度的高光面,再进行蚀刻,通过蚀刻使表面拥有凹凸的效果。
本发明中所使用的铝合金壳体基体没有特别限制,可以使用工业标准1000-7000系列物、模铸铝合金或压铸铝合金的各种铝合金壳体本体;本发明中所述的铝合金壳体基体为本领域技术人员常用的各种形状、结构的铝合金壳体本体,本发明没有特别限制。铝合金壳体基体的各种形状、结构,可通过机械加工完成。本发明的铝合金壳体可以用于手机、平板电脑、电子束等的壳体。
本发明通过首先对铝合金壳体表面上进行第一阳极氧化处理,然后在铝合金壳体表面上进行部分油墨保护,进而利用蚀刻使表面形成图案层,拥有凹凸的效果,然后,对蚀刻部分进行第二阳极氧化后去除表面的油墨保护,从而制作出一种具有凸凹立体质感、且具有高光凸面与非高光凹面的铝合金壳体。
根据本发明实施例的铝合金壳体的制备方法,在步骤a中,在对铝合金壳体基体表面进行第一阳极氧化之前,可以预先对铝合金壳体基体表面进行喷砂或拉丝处理。在本发明中,所述喷砂可以采用本领域中公知的方法进行,例如可以将铝合金壳体基体表面用打磨机打磨后,使用80-400目的陶瓷砂,以0.1-0.24MPa对铝合金壳体基体表面进行喷砂处理,使
铝合金壳体基体表面呈现砂感。所述拉丝处理可以采用本领域中公知的方法进行,例如可以将铝合金壳体基体表面用拉丝机以400-1200号的拉丝轮从粗到细拉出所需拉丝质感。
根据本发明实施例的铝合金壳体的制备方法,优选地,所述第一阳极氧化和/或第二阳极氧化可以包括将铝合金壳体基体表面进行预处理后通过阳极氧化形成阳极膜。对于所形成的阳极膜的厚度没有特别要求,通常为6-10μm。
根据本发明实施例的铝合金壳体的制备方法,优选地,所述预处理的目的在于将铝合金壳体基体表面进行清洁干净,确保通过阳极氧化在铝合金壳体基体表面形成均匀的阳极膜,可以包括:使用50-60g/L的氢氧化钠在50-70℃下进行碱蚀3-20s,使用200-300ml/L的硝酸在15-25℃下进行中和10-20s,使用含有650-750ml/L的磷酸和350-250ml/L的硫酸的化抛液在90-95℃下进行化学抛光5-20s。
根据本发明实施例的铝合金壳体的制备方法,所述阳极氧化的方法可以使用本领域中公知的阳极氧化方法,优选地,所述阳极氧化可以包括使用190-200g/L的硫酸将铝合金壳体基体表面在13-17V的阳极电压、10-21℃下氧化15-50min。
根据本发明实施例的铝合金壳体的制备方法,在步骤c中,对经过机械抛光的铝合金壳体基体表面进行抗蚀刻保护,以便在铝合金壳体基体表面形成保护膜,能够对铝合金壳体基体进行有效保护,防止在蚀刻过程中受到腐蚀,从而在其表面形成层次清晰的凸凹图案结构。优选地,其具体过程,例如可以在经过机械抛光的铝合金壳体基体表面上喷涂抗蚀刻感光油墨并固化成膜;再放置菲林,用硅胶薄膜将菲林覆盖,进行曝光;以及,洗去未曝光部分的抗蚀刻感光油墨进行显影。本发明中所使用的抗蚀刻感光油墨只要能够满足抗蚀刻和感光的要求,可以使用本领中常规的油墨,例如可以使用万佳原5680系抗蚀刻UV油墨(深圳万佳原有限公司)。
根据本发明实施例的铝合金壳体的制备方法,优选地,所述固化成膜可以通过将附着有抗蚀刻感光油墨的铝合金壳体放置在干燥箱中烘干固化形成膜,固化成膜的条件可以为:在80-85℃下干燥10-20min。
根据本发明实施例的铝合金壳体的制备方法,优选地,在铝合金壳体基体表面固化形成膜后,将菲林放置在铝合金壳体基体表面上,在菲林上覆盖一层硅胶薄膜,然后用治具将菲林在铝合金壳体基体表面上压紧。在照射强度为100mJ/cm2的紫外光下照射25s,进行曝光。
根据本发明实施例的铝合金壳体的制备方法,优选地,将曝光后的铝合金壳体在室温(25℃)下用浓度为1重量%的碳酸钠溶液淋洗,喷射压力为200kPa,将铝合金壳体基体表面上未曝光部分的抗蚀刻感光油墨洗去,显现出需要得到的图案。
根据本发明实施例的铝合金壳体的制备方法,优选地,在步骤d中,所述蚀刻的方法
可以使用酸性蚀刻液在40-45℃下蚀刻1-10min。例如,将形成有保护膜的铝合金壳体浸泡在酸性蚀刻液中,并不断搅拌蚀刻液来进行蚀刻,通过蚀刻可以在铝合金壳体基体表面形成深度为0.05-0.2mm的凸凹差,呈现层次分明的质感。
根据本发明实施例的铝合金壳体的制备方法,优选地,所述酸性蚀刻液中,相对于100重量份的水,可以含有100-150重量份的三氯化铁和80-120重量份的磷酸。
根据本发明实施例的铝合金壳体的制备方法,优选地,在步骤f中,所述脱保护可以使用中性脱漆剂将铝合金壳体基体表面上形成有图案层的区域的保护膜去除。所使用的脱漆剂可以为本领域中公知的各种中性脱漆剂,例如可以为购自四辉表面处理科技有限公司的SH-665的中性脱漆剂。
根据本发明的铝合金壳体的制备方法,为了获得不同色彩的铝合金壳体,可以在第一阳极氧化和/或第二阳极氧化后,对在铝合金壳体基体表面形成的氧化膜进行染色。所述染色可以采用本领域公知的染色方法,使用不同颜色的染色剂对铝合金壳体基体表面形成的氧化膜进行染色。对第一阳极氧化和/或第二阳极氧化后形成的氧化膜进行染色时,可以采用单一颜色,也可以采用单一染色渐变染色,呈现颜色深浅渐变的效果。另外,对第一阳极氧化和第二阳极氧化后形成的氧化膜均进行染色时,可以采用不同的颜色或渐变颜色,可呈现不同颜色的变化效果。
根据本发明实施例的铝合金壳体的制备方法,在第一阳极氧化、第二阳极氧化和/或机械抛光后,可以对铝合金壳体基体表面进行封孔处理,所述封孔处理可以采用本领域中公知的各种封孔方法,例如可以使用常规封孔剂在90-95℃下进行15-20min封孔处理。
下面通过列举实施例,对本发明的铝合金壳体的制备方法进行进一步说明。但本发明并限定于以下所列举的实施例。
实施例1
本实施例用于说明本发明的铝合金壳体及其制备方法
以P8型手机用压铸铝合金后壳基材(购自比亚迪有限公司)作为本实施例的铝合金壳体基材。在50℃下,将铝合金壳体基材在浓度为55g/L氢氧化钠水溶液中进行碱蚀10s后,用去离子水清洗2次;然后,在15℃下,在浓度为250ml/L的硝酸中进行中和10s后,用去离子水清洗2次;然后,在90℃下,在含有650ml/L磷酸和350ml/L硫酸的化抛液中抛光10s后,用去离子水清洗2次;然后,在15℃下,在浓度为250ml/L硝酸中进行中和10s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在铝合金壳体基材表面形成阳极膜。条件为:使用浓度为190g/L的硫酸
作为槽液,阳极电压为15V,温度为19℃,氧化时间为35min。
利用机械抛光机将铝合金壳体基体表面的阳极氧化膜层进行抛光,使得阳极氧化膜层厚度整体减薄约2μm,使得阳极氧化膜表面呈现光亮反光的效果。
在抛光后的铝合金壳体基材上均匀的喷涂一层万佳原5680系抗蚀刻UV油墨(购自深圳万佳原有限公司),然后将附着了抗蚀刻UV油墨的铝合金壳体基材在干燥箱中在80℃的温度下烘干15分钟,使抗蚀刻UV油墨固化成膜。
将菲林放在铝合金壳体基材上需要刻出图案的区域,在菲林上覆盖一层硅胶薄膜,然后用治具将菲林在素材上压紧。在照射强度为100mJ/cm2的紫外光下照射25s进行曝光。
将曝光后得铝合金壳体基材在室温(25℃)下用浓度为1重量%的碳酸钠溶液淋洗,喷射压力为200kPa,将铝合金壳体基材上未曝光部分的抗蚀刻UV油墨洗去,显现出所要得到的图案。
将显现出图案后的铝合金壳体基材浸泡在由120g三氯化铁、120g磷酸、100g水组成的蚀刻液中,在45℃下蚀刻5分钟,并不断搅拌蚀刻液。
在50℃下,将经蚀刻后的铝合金壳体基材在浓度为55g/L氢氧化钠水溶液中进行碱蚀10s后,用去离子水清洗2次;然后,在15℃下,在浓度为250ml/L的硝酸中进行中和10s后,用去离子水清洗2次;然后,在90℃下,在含有650ml/L磷酸和350ml/L硫酸的化抛液中抛光10s后,用去离子水清洗2次;然后,在15℃下,在浓度为250ml/L硝酸中进行中和10s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在上述清洗烘干后的铝合金壳体基材表面形成阳极膜。条件为:使用浓度为190g/L的硫酸作为槽液,阳极电压为15V,温度为19℃,氧化时间为35min。
将中性脱漆剂(四辉表面处理科技有限公司,SH-665)加热至80℃,将上述得到的形成阳极膜的铝合金壳体基材放入其中,浸泡20min,取出后用去离子水清洗2次;然后,在干燥器内,在80℃下烘干20min。
将铝合金壳体基体用封孔剂YS-509(购自东莞市盈顺宝五金燃料有限公司)在95℃下浸泡15min,进行封孔处理。得到本发明的铝合金壳体。
实施例2
本实施例用于说明本发明的铝合金壳体及其制备方法
以P8型手机用压铸铝合金后壳基材(购自比亚迪有限公司)作为本实施例的铝合金壳体基材。在70℃下,将铝合金壳体基材在浓度为60g/L氢氧化钠水溶液中进行碱蚀20s后,用去离子水清洗2次;然后,在20℃下,在浓度为300ml/L的硝酸中进行中和20s后,用去离子水清洗2次;然后,在93℃下,在含有700ml/L磷酸和300ml/L硫酸的化抛液中抛
光10s后,用去离子水清洗2次;然后,在20℃下,在浓度为300ml/L硝酸中进行中和20s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在铝合金壳体基材表面形成阳极膜。条件为:使用浓度为195g/L的硫酸作为槽液,阳极电压为17V,温度为10℃,氧化时间为35min。
利用机械抛光机将铝合金壳体基体表面的阳极氧化膜层进行抛光,使得阳极氧化膜层厚度整体减薄约2μm,使得阳极氧化膜表面呈现光亮反光的效果。
在抛光后的铝合金壳体基材上均匀的喷涂一层万佳原5680系抗蚀刻UV油墨(购自深圳万佳原有限公司),然后将附着了抗蚀刻UV油墨的铝合金壳体基材在干燥箱中在83℃的温度下烘干20分钟,使抗蚀刻UV油墨固化成膜。
将菲林放在铝合金壳体基材上需要刻出图案的区域,在菲林上覆盖一层硅胶薄膜,然后用治具将菲林在素材上压紧。在照射强度为100mJ/cm2的紫外光下照射25s进行曝光。
将曝光后得铝合金壳体基材在室温(25℃)下用浓度为1重量%的碳酸钠溶液淋洗,喷射压力为200kPa,将铝合金壳体基材上未曝光部分的抗蚀刻UV油墨洗去,显现出所要得到的图案。
将显现出图案后的铝合金壳体基材浸泡在由150g三氯化铁、80g磷酸、100g水组成的蚀刻液中,在45℃下蚀刻1分钟,并不断搅拌蚀刻液。
在70℃下,将经蚀刻后的铝合金壳体基材在浓度为60g/L氢氧化钠水溶液中进行碱蚀20s后,用去离子水清洗2次;然后,在20℃下,在浓度为300ml/L的硝酸中进行中和20s后,用去离子水清洗2次;然后,在93℃下,在含有700ml/L磷酸和300ml/L硫酸的化抛液中抛光10s后,用去离子水清洗2次;然后,在20℃下,在浓度为300ml/L硝酸中进行中和20s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在上述清洗烘干后的铝合金壳体基材表面形成阳极膜。条件为:使用浓度为195g/L的硫酸作为槽液,阳极电压为17V,温度为10℃,氧化时间为35min。
将中性脱漆剂(四辉表面处理科技有限公司,SH-665)加热至80℃,将上述得到的形成阳极膜的铝合金壳体基材放入其中,浸泡20min,取出后用去离子水清洗2次;然后,在干燥器内,在80℃下烘干20min。
将铝合金壳体基体用封孔剂YS-509(购自东莞市盈顺宝五金燃料有限公司)在95℃下浸泡15min,进行封孔处理。得到本发明的铝合金壳体。
实施例3
本实施例用于说明本发明的铝合金壳体及其制备方法
以P8型手机用压铸铝合金后壳基材(购自比亚迪有限公司)作为本实施例的铝合金壳体基材。在50℃下,将铝合金壳体基材在浓度为55g/L氢氧化钠水溶液中进行碱蚀10s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L的硝酸中进行中和10s后,用去离子水清洗2次;然后,在95℃下,在含有650ml/L磷酸和350ml/L硫酸的化抛液中抛光20s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L硝酸中进行中和10s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在铝合金壳体基材表面形成阳极膜。条件为:使用浓度为190g/L的硫酸作为槽液,阳极电压为15V,温度为19℃,氧化时间为35min。
利用机械抛光机将铝合金壳体基体表面的阳极氧化膜层进行抛光,使得阳极氧化膜层厚度整体减薄约2μm,使得阳极氧化膜表面呈现光亮反光的效果。
在抛光后的铝合金壳体基材上均匀的喷涂一层万佳原5680系抗蚀刻UV油墨(购自深圳万佳原有限公司),然后将附着了抗蚀刻UV油墨的铝合金壳体基材在干燥箱中在80℃的温度下烘干15分钟,使抗蚀刻UV油墨固化成膜。
将菲林放在铝合金壳体基材上需要刻出图案的区域,在菲林上覆盖一层硅胶薄膜,然后用治具将菲林在素材上压紧。在照射强度为100mJ/cm2的紫外光下照射25s进行曝光。
将曝光后得铝合金壳体基材在室温(25℃)下用浓度为1重量%的碳酸钠溶液淋洗,喷射压力为200kPa,将铝合金壳体基材上未曝光部分的抗蚀刻UV油墨洗去,显现出所要得到的图案。
将显现出图案后的铝合金壳体基材浸泡在由120g三氯化铁、120g磷酸、100g水组成的蚀刻液中,在43℃下蚀刻5分钟,并不断搅拌蚀刻液。
在50℃下,将经蚀刻后的铝合金壳体基材在浓度为55g/L氢氧化钠水溶液中进行碱蚀10s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L的硝酸中进行中和10s后,用去离子水清洗2次;然后,在95℃下,在含有650ml/L磷酸和350ml/L硫酸的化抛液中抛光20s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L硝酸中进行中和10s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在上述清洗烘干后的铝合金壳体基材表面形成阳极膜。条件为:使用浓度为190g/L的硫酸作为槽液,阳极电压为15V,温度为19℃,氧化时间为35min。
将中性脱漆剂(四辉表面处理科技有限公司,SH-665)加热至80℃,将上述得到的形成阳极膜的铝合金壳体基材放入其中,浸泡20min,取出后用去离子水清洗2次;然后,在干燥器内,在80℃下烘干20min。
将铝合金壳体基体用封孔剂YS-509(购自东莞市盈顺宝五金燃料有限公司)在95℃下浸泡15min,进行封孔处理。得到本发明的铝合金壳体。
实施例4
本实施例用于说明本发明的铝合金壳体及其制备方法
以P8型手机用压铸铝合金后壳基材(购自比亚迪有限公司)作为本实施例的铝合金壳体基材。在50℃下,将铝合金壳体基材在浓度为55g/L氢氧化钠水溶液中进行碱蚀10s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L的硝酸中进行中和10s后,用去离子水清洗2次;然后,在95℃下,在含有650ml/L磷酸和350ml/L硫酸的化抛液中抛光10s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L硝酸中进行中和10s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在铝合金壳体基材表面形成阳极膜。条件为:使用浓度为190g/L的硫酸作为槽液,阳极电压为15V,温度为19℃,氧化时间为35min。
利用机械抛光机将铝合金壳体基体表面的阳极氧化膜层进行抛光,使得阳极氧化膜层厚度整体减薄约2μm,使得阳极氧化膜表面呈现光亮反光的效果。
在抛光后的铝合金壳体基材上均匀的喷涂一层万佳原5680系抗蚀刻UV油墨(购自深圳万佳原有限公司),然后将附着了抗蚀刻UV油墨的铝合金壳体基材在干燥箱中在80℃的温度下烘干15分钟,使抗蚀刻UV油墨固化成膜。
将菲林放在铝合金壳体基材上需要刻出图案的区域,在菲林上覆盖一层硅胶薄膜,然后用治具将菲林在素材上压紧。在照射强度为100mJ/cm2的紫外光下照射25s进行曝光。
将曝光后得铝合金壳体基材在室温(25℃)下用浓度为1重量%的碳酸钠溶液淋洗,喷射压力为200kPa,将铝合金壳体基材上未曝光部分的抗蚀刻UV油墨洗去,显现出所要得到的图案。
将显现出图案后的铝合金壳体基材浸泡在由120g三氯化铁、120g磷酸、100g水组成的蚀刻液中,在40℃下蚀刻10分钟,并不断搅拌蚀刻液。
在50℃下,将经蚀刻后的铝合金壳体基材在浓度为55g/L氢氧化钠水溶液中进行碱蚀10s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L的硝酸中进行中和10s后,用去离子水清洗2次;然后,在95℃下,在含有650ml/L磷酸和350ml/L硫酸的化抛液中抛光10s后,用去离子水清洗2次;然后,在25℃下,在浓度为250ml/L硝酸中进行中和10s后,用去离子水清洗2次;然后,在干燥箱内在80℃下烘干20min,得到清洗烘干后的铝合金壳体基材。
通过阳极氧化在上述清洗烘干后的铝合金壳体基材表面的蚀刻图案部分形成阳极膜。
条件为:使用浓度为200g/L的硫酸作为槽液,阳极电压为13V,温度为21℃,氧化时间为15min。
将中性脱漆剂(四辉表面处理科技有限公司,SH-665)加热至80℃,将上述得到的形成阳极膜的铝合金壳体基材放入其中,浸泡20min,取出后用去离子水清洗2次;然后,在干燥器内,在80℃下烘干20min。
将铝合金壳体基体用封孔剂YS-509(购自东莞市盈顺宝五金燃料有限公司)在95℃下浸泡15min,进行封孔处理。得到本发明的铝合金壳体。
性能测试
分别按照下述方法对由实施例1-4制得的具有清晰的凸凹图案的铝合金壳体进行性能检测,测试结果如表1所示。
光泽度测试
使用光泽度仪(德国BKY微型光泽仪A-4460)对实施例1-4制得的铝合金壳体表面的光泽度进行测试,其结果如表1所示。
抗划伤性测试
采用三菱(UNI)硬度为2H的铅笔,在样品上,按45度方向施加800克力,10毫米行程,不同位置划3道,观察样品外观是否有明显划痕,如无明显划痕则说明样品合格。
耐高温性测试
将样品放入精密高温试验箱(宏凌HRHL45)内,在85℃条件下加热240小时,然后在室温下放置2小时,观察样品外观是否有脱落、变形、裂痕和颜色变化,如无脱落、变形、裂痕和颜色变化则说明样品合格。
耐低温性测试
将样品放入恒温恒湿试验机(台湾庆声,THS-2001)内,在-40℃条件下放置240小时,然后在室温下放置2小时,观察样品外观是否有脱落、变形、裂痕和颜色变化,如无脱落、变形、裂痕和颜色变化则说明样品合格。
耐湿性测试
将样品放入湿度为90%,温度为60℃的恒温恒湿试验机(台湾庆声,HTS-400)内放置96小时,然后在室温下放置2小时,观察样品外观是否有脱落、变形、裂痕和颜色变化,如无脱落、变形、裂痕和颜色变化则说明样品合格。
温度冲击测试
将样品放入冷热冲击试验机(宏凌HTS-400)内,先在-40℃环境下,放置1小时,然后将温度转换到85℃,放置1小时,转换时间为15秒,共做12个循环(24小时)。观察
样品外观是否有脱落、变形、裂痕和颜色变化,如无脱落、变形、裂痕和颜色变化则说明样品合格。
盐雾试验
将样品放置在温度为30℃,湿度≥85%的试验箱(HOLINK H-SST-90盐水喷雾试验机)内,用pH=6.8的溶液(溶液成份:50克/升NaCl),连续喷雾48个小时后取出;用常温清水冲洗5分钟并用吹风机吹干,在室温下放置1小时,观察样品外观是否有脱落、变形、裂痕和颜色变化,如无脱落、变形、裂痕和颜色变化则说明样品合格。
表1实施例1~4所得铝合金壳体进行性能检测结果
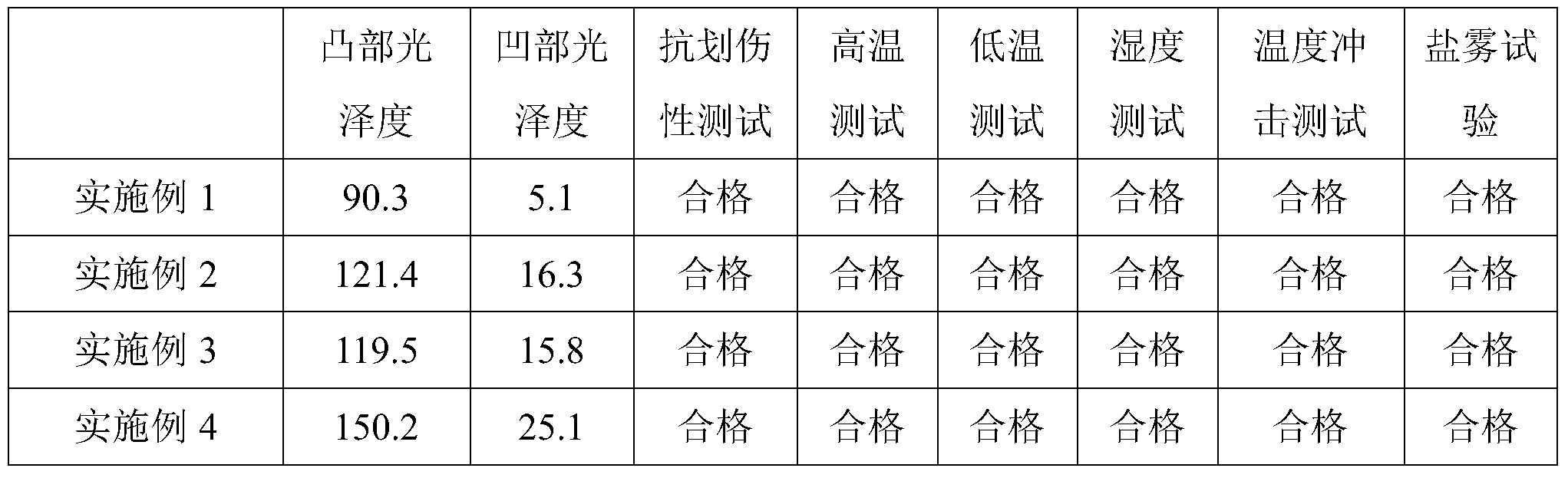
从上表可以看出,本发明提供的铝合金壳体表面不易磨损、表层不易脱落,提高了铝合金壳体的耐用性,并且具有凸凹图案赋予铝合金壳体优良的外观效果,具有层次分明的立体质感,使本发明的提供的铝合金壳体同时具备美观和耐用的优点。另外,实施例1-4中得到的铝合金壳体,经过机械抛光,使得表面还具有高亮和非高亮效果。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
Claims (11)
- 一种铝合金壳体,其特征在于,所述铝合金壳体的外表面具有凸部和凹部,所述凸部具有凸部氧化膜,所述凹部具有凹部氧化膜,所述凸部氧化膜的表面具有90-150的光泽度,所述凹部氧化膜的表面具有5-25的光泽度。
- 根据权利要求1所述的铝合金壳体,其特征在于,所述凸部和所述凹部的高度差为0.05-0.2mm。
- 根据权利要求1或2所述的铝合金壳体,其特征在于,所述凸部氧化膜和所述凹部氧化膜具有不同的颜色。
- 一种铝合金壳体的制备方法,其特征在于,该制备方法依次包括:步骤a、对铝合金壳体基体表面进行第一阳极氧化;步骤b、对经过第一阳极氧化后的铝合金壳体基体表面进行机械抛光;步骤c、对经过机械抛光的铝合金壳体基体表面进行抗蚀刻保护,以便在铝合金壳体基体表面形成保护膜;步骤d、通过蚀刻的方法在形成有保护膜的铝合金壳体基体表面形成具有凸凹图案的图案层;步骤e、对具有图案层的铝合金壳体基体表面进行第二阳极氧化;步骤f、对经过第二阳极氧化的铝合金壳体基体表面上形成的保护膜进行脱保护。
- 根据权利要求4所述的制备方法,其特征在于,所述第一阳极氧化和/或第二阳极氧化包括将铝合金壳体基体表面进行预处理后通过阳极氧化形成阳极膜。
- 根据权利要求4或5所述的制备方法,其特征在于,所述预处理包括:使用50-60g/L的氢氧化钠在50-70℃下进行碱蚀3-20s,使用200-300ml/L的硝酸在15-25℃下进行中和10-20s,以及,使用含有650-750ml/L的磷酸和350-250ml/L的硫酸的化抛液在90-95℃下进行化学抛光5-20s。
- 根据权利要求4-6中任一项所述的制备方法,其特征在于,所述阳极氧化包括使用190-200g/L的硫酸将铝合金壳体基体表面在13-17V的阳极电压、10-21℃下氧化15-50min。
- 根据权利要求4-7中任一项所述的制备方法,其特征在于,在步骤c中,所述抗蚀刻保护包括:在经过机械抛光的铝合金壳体基体表面上喷涂抗蚀刻感光油墨并固化成膜;在需要形成图案的区域放置菲林,用硅胶薄膜将菲林覆盖,进行曝光;洗去未曝光部分的抗蚀刻感光油墨进行显影。
- 根据权利要求4-8中任一项所述的制备方法,其特征在于,所述固化成膜的条件为:在80-85℃下干燥10-20min。
- 根据权利要求4-9中任一项所述的制备方法,其特征在于,在步骤d中,所述蚀刻的方法为使用酸性蚀刻液在40-45℃下蚀刻1-10min。
- 根据权利要求4-10中任一项所述的制备方法,其特征在于,所述酸性蚀刻液中,相对于100重量份的水,含有100-150重量份的三氯化铁和80-120重量份的磷酸。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16881082.8A EP3399073B1 (en) | 2015-12-30 | 2016-12-22 | Aluminum alloy housing and preparation method thereof |
| US16/020,262 US20180305837A1 (en) | 2015-12-30 | 2018-06-27 | Aluminum alloy housing and preparation method thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201511025448.XA CN106929897A (zh) | 2015-12-30 | 2015-12-30 | 一种铝合金壳体及其制备方法 |
| CN201511025448.X | 2015-12-30 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/020,262 Continuation US20180305837A1 (en) | 2015-12-30 | 2018-06-27 | Aluminum alloy housing and preparation method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017114293A1 true WO2017114293A1 (zh) | 2017-07-06 |
Family
ID=59225937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/CN2016/111569 WO2017114293A1 (zh) | 2015-12-30 | 2016-12-22 | 铝合金壳体及其制备方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20180305837A1 (zh) |
| EP (1) | EP3399073B1 (zh) |
| CN (1) | CN106929897A (zh) |
| WO (1) | WO2017114293A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3462716A1 (en) * | 2017-09-29 | 2019-04-03 | Guangdong OPPO Mobile Telecommunications Corp., Ltd. | Case, method of manufacturing the same and electronic device |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107779928A (zh) * | 2017-10-30 | 2018-03-09 | 珠海市魅族科技有限公司 | 手机底盖及其处理方法和手机 |
| CN108882604B (zh) * | 2018-08-01 | 2020-07-24 | Oppo广东移动通信有限公司 | 金属复合半成品的制造方法 |
| CN111015099B (zh) * | 2019-12-06 | 2022-02-15 | 福耀玻璃工业集团股份有限公司 | 铝合金装饰件及其制备方法、车身组件 |
| CN112410845B (zh) * | 2020-11-27 | 2022-05-13 | 广东和胜工业铝材股份有限公司 | 一种铝合金二次阳极氧化处理的方法 |
| CN114318460A (zh) * | 2021-12-21 | 2022-04-12 | Oppo广东移动通信有限公司 | 外观件及其制备方法和电子设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2546462Y (zh) * | 2001-11-22 | 2003-04-23 | 鸿富锦精密工业(深圳)有限公司 | 带有装饰表面的金属外壳 |
| CN1421548A (zh) * | 2001-11-22 | 2003-06-04 | 鸿富锦精密工业(深圳)有限公司 | 金属基体表面阳极处理方法 |
| CN101967665A (zh) * | 2010-10-09 | 2011-02-09 | 深圳市宝安区福永祥兴五金制品厂 | 一种对铝或铝合金产品阳极氧化并滴胶的处理方法 |
| CN103253072B (zh) * | 2012-02-16 | 2015-08-12 | 汉达精密电子(昆山)有限公司 | 铝合金表面处理方法及其产品 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5989794A (ja) * | 1982-11-13 | 1984-05-24 | Corona Kogyo Kk | パタ−ンをもつ陽極酸化アルミニウムプレス成型品の製造法 |
| JPS60255992A (ja) * | 1984-06-01 | 1985-12-17 | Shinko Electric Ind Co Ltd | 部分メツキ装置 |
| JP2003034894A (ja) * | 2001-07-25 | 2003-02-07 | Kobe Steel Ltd | 耐腐食性に優れたAl合金部材 |
| AU2003265019B2 (en) * | 2002-09-09 | 2008-08-14 | Keronite International Limited | Surface treatment of magnesium and its alloys |
| JP2005329451A (ja) * | 2004-05-21 | 2005-12-02 | Fuji Photo Film Co Ltd | アルミニウム板の表面加工方法及び平版印刷版用支持体並びに平版印刷版 |
| CN101033553A (zh) * | 2006-03-10 | 2007-09-12 | 深圳富泰宏精密工业有限公司 | 金属工件的表面处理方法 |
| JP5240198B2 (ja) * | 2007-09-05 | 2013-07-17 | 株式会社ニコン | 光学式エンコーダ用反射板およびその製造方法、ならびに光学式エンコーダ |
| CN101665969A (zh) * | 2008-09-03 | 2010-03-10 | 深圳富泰宏精密工业有限公司 | 铝或铝合金表面阳极处理方法 |
| CN101722778A (zh) * | 2008-10-30 | 2010-06-09 | 深圳富泰宏精密工业有限公司 | 壳体的制作方法及由该方法制得的壳体 |
| CN101730415A (zh) * | 2008-10-30 | 2010-06-09 | 深圳富泰宏精密工业有限公司 | 壳体及其制作方法 |
| CN101873775A (zh) * | 2009-04-27 | 2010-10-27 | 深圳富泰宏精密工业有限公司 | 具编织图纹的壳体及其制作方法 |
| RU2481949C1 (ru) * | 2009-04-30 | 2013-05-20 | Шарп Кабусики Кайся | Пресс-форма и способ ее изготовления |
| CN102654782B (zh) * | 2011-03-04 | 2014-10-15 | 汉达精密电子(昆山)有限公司 | 电脑外壳制作方法 |
| JP5770575B2 (ja) * | 2011-09-12 | 2015-08-26 | 株式会社アルバック | 酸化皮膜の形成方法 |
-
2015
- 2015-12-30 CN CN201511025448.XA patent/CN106929897A/zh active Pending
-
2016
- 2016-12-22 WO PCT/CN2016/111569 patent/WO2017114293A1/zh active Application Filing
- 2016-12-22 EP EP16881082.8A patent/EP3399073B1/en active Active
-
2018
- 2018-06-27 US US16/020,262 patent/US20180305837A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2546462Y (zh) * | 2001-11-22 | 2003-04-23 | 鸿富锦精密工业(深圳)有限公司 | 带有装饰表面的金属外壳 |
| CN1421548A (zh) * | 2001-11-22 | 2003-06-04 | 鸿富锦精密工业(深圳)有限公司 | 金属基体表面阳极处理方法 |
| CN101967665A (zh) * | 2010-10-09 | 2011-02-09 | 深圳市宝安区福永祥兴五金制品厂 | 一种对铝或铝合金产品阳极氧化并滴胶的处理方法 |
| CN103253072B (zh) * | 2012-02-16 | 2015-08-12 | 汉达精密电子(昆山)有限公司 | 铝合金表面处理方法及其产品 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3462716A1 (en) * | 2017-09-29 | 2019-04-03 | Guangdong OPPO Mobile Telecommunications Corp., Ltd. | Case, method of manufacturing the same and electronic device |
| CN111954408A (zh) * | 2017-09-29 | 2020-11-17 | Oppo广东移动通信有限公司 | 壳体制作方法、壳体及电子设备 |
| US10966333B2 (en) | 2017-09-29 | 2021-03-30 | Guangdong Oppo Mobile Telecommunications Corp., Ltd. | Case, method of manufacturing the same and electronic device |
| CN111954408B (zh) * | 2017-09-29 | 2022-02-22 | Oppo广东移动通信有限公司 | 壳体制作方法、壳体及电子设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3399073A4 (en) | 2018-11-07 |
| CN106929897A (zh) | 2017-07-07 |
| EP3399073A1 (en) | 2018-11-07 |
| EP3399073B1 (en) | 2020-02-26 |
| US20180305837A1 (en) | 2018-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017114294A1 (zh) | 铝合金壳体及其制备方法 | |
| WO2017114293A1 (zh) | 铝合金壳体及其制备方法 | |
| WO2017114292A1 (zh) | 铝合金壳体及其制备方法 | |
| CN100506571C (zh) | 一种金属戏曲脸谱制作工艺 | |
| CN105926017B (zh) | 一种铝合金表面纹理的处理方法及其铝合金制品 | |
| TWI692684B (zh) | 一種電子裝置的殼體及其製備方法和電子裝置 | |
| US20060049141A1 (en) | Method of manufacturing metal cover with blind holes therein | |
| CN107747115B (zh) | 一种带晶界图案的铝合金二次阳极氧化处理方法 | |
| CN109429446A (zh) | 3d玻璃金属复合体及其制备方法和电子产品 | |
| CN106736306A (zh) | 一种电子产品金属壳体及其表面处理方法 | |
| CN101628525A (zh) | 不锈钢表面彩色凹雕图像的两种制作方法 | |
| CN101840153B (zh) | 金属工艺品浮雕彩绘方法 | |
| CN104630792A (zh) | 具有金属光泽的壳体外观件加工工艺 | |
| GB2567505A (en) | Aluminium panels | |
| CN106413321B (zh) | 一种通讯设备金属外壳及其制备方法 | |
| US6896787B2 (en) | Metal articles with smooth surface having durable visible marking and method of manufacture | |
| TWI280989B (en) | Method of manufacturing cover with cellular blind holes | |
| CN107630214B (zh) | 一种用于纯银纪念币/章局部上色处理的工艺 | |
| TW201018750A (en) | Method for making housing and housing thereof | |
| KR20050106713A (ko) | 알루미늄 박판에 다양한 문양을 형성하는 방법 | |
| CN111118505A (zh) | 金属表面处理方法 | |
| CN110306211A (zh) | 一种电铸k金工艺 | |
| KR960004778B1 (ko) | 금속판의 무늬 및 문자에 색도금 형성방법 | |
| CN111286729B (zh) | 一种铜制品高保精度且深度改色工艺 | |
| ITMI20072038A1 (it) | Procedimento per la decorazione di oggetti metallici, in particolare elementi di rubinetteria |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16881082 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016881082 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2016881082 Country of ref document: EP Effective date: 20180730 |