WO2017104511A1 - 不織布 - Google Patents
不織布 Download PDFInfo
- Publication number
- WO2017104511A1 WO2017104511A1 PCT/JP2016/086416 JP2016086416W WO2017104511A1 WO 2017104511 A1 WO2017104511 A1 WO 2017104511A1 JP 2016086416 W JP2016086416 W JP 2016086416W WO 2017104511 A1 WO2017104511 A1 WO 2017104511A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- group
- less
- nonwoven fabric
- liquid film
- compound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/02—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with hydrocarbons
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/10—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with compounds containing oxygen
- D06M13/184—Carboxylic acids; Anhydrides, halides or salts thereof
- D06M13/188—Monocarboxylic acids; Anhydrides, halides or salts thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/10—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with compounds containing oxygen
- D06M13/224—Esters of carboxylic acids; Esters of carbonic acid
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/244—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with compounds containing sulfur or phosphorus
- D06M13/248—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with compounds containing sulfur or phosphorus with compounds containing sulfur
- D06M13/262—Sulfated compounds thiosulfates
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/322—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with compounds containing nitrogen
- D06M13/325—Amines
- D06M13/342—Amino-carboxylic acids; Betaines; Aminosulfonic acids; Sulfo-betaines
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/01—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural macromolecular compounds or derivatives thereof
- D06M15/17—Natural resins, resinous alcohols, resinous acids, or derivatives thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/53—Polyethers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/643—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds containing silicon in the main chain
- D06M15/647—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds containing silicon in the main chain containing polyether sequences
Definitions
- the present invention relates to a nonwoven fabric and a fiber treatment agent.
- Patent Document 1 describes a hydrophilic non-woven fabric in which hydrophilicity is partially reduced to have a difference in hydrophilicity in the thickness direction.
- Patent Document 2 describes a nonwoven fabric in which the absorption time of water droplets dropped from a predetermined height is within a certain range for the purpose of reducing liquid return of the absorbent article.
- Patent Document 3 describes that in an diaper or the like, lotion coating is applied to the outer surface of the top sheet that touches the skin in order to prevent defecation from adhering to the skin of the wearer.
- the present invention provides a nonwoven fabric and a fiber treatment agent containing a liquid film cleaving agent or the following compound and one or more selected from the following component (A), component (B) and component (C).
- Compound Compound having an expansion coefficient of 15 or more with respect to a liquid having a surface tension of 50 mN / m and a water solubility of 0 g or more and 0.025 g or less.
- B) Polyoxyalkylene-modified polyhydric alcohol fatty acid component
- Component (C) Amphoteric surfactant having a hydroxysulfobetaine group
- Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- this invention provides the nonwoven fabric and fiber processing agent containing a liquid film cleaving agent or the following compound, and one or more chosen from the following component (A), a component (B), and a component (C).
- Compound The expansion coefficient for a liquid having a surface tension of 50 mN / m is greater than 0 mN / m, the water solubility is 0 g or more and 0.025 g or less, and the interfacial tension for a liquid having a surface tension of 50 mN / m is 20 mN / m or less.
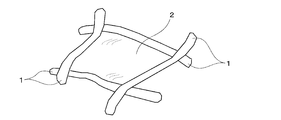
- FIG. 1 It is a schematic diagram which shows the liquid film formed in the clearance gap between the fibers of a nonwoven fabric.
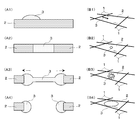
- (A1) to (A4) are explanatory views schematically showing from the side the state in which the liquid film cleaving agent cleaves the liquid film
- (B1) to (B4) are the liquid film cleaving agents that cleave the liquid film.
- It is explanatory drawing which shows typically the state to carry out from upper direction.
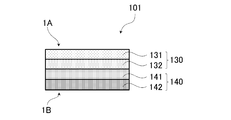
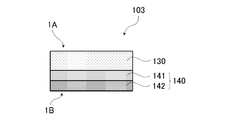
- It is sectional drawing of a nonwoven fabric which shows the preferable aspect of the hydrophilicity gradient of the nonwoven fabric which concerns on this invention.
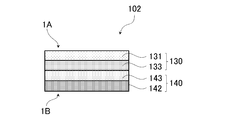
- It is sectional drawing of a nonwoven fabric which shows another preferable aspect of the hydrophilicity gradient of the nonwoven fabric which concerns on this invention.
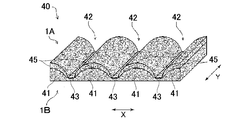
- FIG. 7 is a perspective view schematically showing still another preferred embodiment (third embodiment) of the uneven shape of the nonwoven fabric according to the present invention, with a partial cross section, (A) showing a nonwoven fabric composed of one layer, (B) Indicates a two-layer nonwoven fabric. It is a perspective view which shows typically another preferable aspect (4th embodiment) of the uneven
- (A) is a perspective view which shows typically another preferable aspect (6th embodiment) of the uneven
- (B) followed the thickness direction of the nonwoven fabric shown to (A).
- the present invention is used to obtain a non-woven fabric and a non-woven fabric that achieves a higher level of dry feeling by reducing the liquid film formed between the fibers to improve the low liquid remaining performance and at the same time improve the low liquid return performance. It is related with providing the fiber treatment agent.
- the present invention also relates to a non-woven fabric and a fiber treatment agent suitable for a surface sheet of an absorbent article that achieves both a low liquid remaining performance and a low liquid return performance and a high level of both dry feeling and soft touch.
- the non-woven fabrics and surface sheets of Patent Documents 1 to 3 show improved dry feeling.
- the non-woven fabric has a narrow region between the fibers. Even if there is a space in the area that can pass excretory fluid (for example, urine and menstrual blood, also simply called liquid), meniscus force between fibers, surface activity due to plasma proteins, and blood surface viscosity are high. A stable liquid film is formed between the fibers, and the liquid tends to stay. Also, urine has surface activity due to phospholipids, and it is easy to form a liquid film as described above. In this way, various excretory fluids remain stably between the fibers as a liquid film, and therefore, when touched, the liquid film may return slightly and may feel slightly wet.
- excretory fluid for example, urine and menstrual blood, also simply called liquid
- the liquid may slightly return to the skin side surface of the nonwoven fabric from the inter-fiber space secured by eliminating the liquid film.
- the liquid return is desired to be kept as low as possible from the viewpoint of dry feeling on the surface of the nonwoven fabric as with the liquid film.
- the non-woven fabric and fiber treatment agent according to the present invention reduce the liquid film formed between the fibers to increase the low liquid remaining performance, and at the same time improve the low liquid return performance to realize a higher level of dry feeling. Moreover, if the nonwoven fabric and fiber treatment agent which concern on this invention are used, the absorptive article which can implement
- the nonwoven fabric according to the present invention contains the following compound and one or more selected from the following component (A), component (B) and component (C).
- Compound Compound having an expansion coefficient of 15 or more with respect to a liquid having a surface tension of 50 mN / m and a water solubility of 0 g or more and 0.025 g or less.
- Component (A) Anionic surfactant represented by the following general formula (S1)
- S1 Anionic surfactant represented by the following general formula (S1)
- B) Polyoxyalkylene-modified polyhydric alcohol fatty acid component
- Component (C) Amphoteric surfactant having a hydroxysulfobetaine group
- Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- the nonwoven fabric which concerns on this invention contains the following compound and 1 or more chosen from the said component (A), a component (B), and a component (C).
- Compound The expansion coefficient for a liquid having a surface tension of 50 mN / m is greater than 0 mN / m, the water solubility is 0 g or more and 0.025 g or less, and the interfacial tension for a liquid having a surface tension of 50 mN / m is 20 mN / m or less.
- the nonwoven fabric which concerns on this invention contains a liquid film cleaving agent and 1 or more chosen from the said component (A), a component (B), and a component (C).
- the fiber treatment agent according to the present invention contains the following compound and any one or more selected from the above component (A), component (B) and component (C), and the content of the compound is 50 mass. % Or less.
- Compound Compound having an expansion coefficient of 15 or more and a water solubility of 0 g or more and 0.025 g or less for a liquid having a surface tension of 50 mN / m
- the fiber treatment agent which concerns on this invention contains the following compound, and one or several selected from the said component (A), a component (B), and a component (C), and content of the said compound is It is 50 mass% or less.
- Compound The expansion coefficient for a liquid having a surface tension of 50 mN / m is greater than 0 mN / m, the water solubility is 0 g or more and 0.025 g or less, and the interfacial tension for a liquid having a surface tension of 50 mN / m is 20 mN / m or less.
- the fiber treatment agent according to the present invention contains a liquid film cleaving agent and one or more selected from the component (A), the component (B) and the component (C), and contains the liquid film cleaving agent.
- the amount is 50% by mass or less.
- the fiber treatment agent according to the present invention is not limited to the case where it is used as an agent to be applied to and adhered to the fibers before being made into a non-woven fabric, but is an agent to be applied to the fibers made into a non-woven fabric and attached to the fibers Can be used as
- the fiber treatment agent according to the present invention may be composed of only the above-mentioned components, may contain other agents within a range that does not inhibit the following action, and is diluted with a solvent. Also good. The degree of dilution can be appropriately adjusted according to the application. Moreover, as a solvent, what does not inhibit the following effect
- water, methanol, ethanol, propanol, butanol, 1,3-butylene glycol and the like can be mentioned.
- water, ethanol, 1,3-butylene glycol and the like are preferable in consideration of suppressing irritation to the skin and the like.
- the liquid film cleaving agent is a liquid, for example, a relatively high viscosity liquid such as menstrual blood or excretion liquid such as urine touches the nonwoven fabric to cleave the liquid film formed between the fibers of the nonwoven fabric or on the fiber surface.
- a relatively high viscosity liquid such as menstrual blood or excretion liquid such as urine touches the nonwoven fabric to cleave the liquid film formed between the fibers of the nonwoven fabric or on the fiber surface.
- it refers to an agent that inhibits the formation of a liquid film, and has an action of cleaving the formed liquid film and an action of inhibiting the formation of the liquid film.
- the former can be called the main action, and the latter can be called the subordinate action.
- the cleaving of the liquid film is performed by the action of the liquid film cleaving agent to destabilize by pushing away a part of the liquid film layer.
- the liquid film cleaving agent By the action of the liquid film cleaving agent, the liquid can easily pass through without staying in a narrow region between the fibers of the nonwoven fabric. That is, the liquid film cleaving agent becomes a driving force for eliminating the liquid film-like liquid residue between the fibers, and the nonwoven fabric according to the present invention has excellent liquid permeability. Thereby, even if the fiber which comprises a nonwoven fabric is made thin and the distance between fibers is narrowed, softness of touch and liquid remaining suppression are compatible.
- a nonwoven fabric can be used as a surface sheet of absorbent articles such as sanitary napkins, baby diapers, and adult diapers.
- the liquid film cleaving agent used in the present invention has the property of disappearing the liquid film, and due to this property, the liquid film cleaving agent is a test solution or artificial urine mainly composed of plasma components (composition: urea 1). 940 mass%, sodium chloride 0.795 mass%, magnesium sulfate 0.110 mass%, calcium chloride 0.062 mass%, potassium sulfate 0.197 mass%, red No. 2 (dye) 0.010 mass%, water (Approx. 96.88% by mass) and polyoxyethylene lauryl ether (approx.
- the liquid film disappearance effect here refers to the effect of inhibiting the liquid film formation of the structure and the formed structure of the structure in which air is held by the liquid film formed from the test liquid or artificial urine. It can be said that an agent that exhibits both of the effects of disappearing the body and that exhibits at least one of the effects has the property of exhibiting the effect of disappearing the liquid film.
- the test solution is a liquid component extracted from defibrinated horse blood (manufactured by Nippon Biotest Co., Ltd.).
- the defibrinated horse blood is separated into an upper layer and a lower layer. It is.
- the upper layer mainly contains plasma components
- the lower layer mainly contains blood cell components.
- a transfer pipette manufactured by Nippon Micro Corporation
- Whether or not a certain agent has the above-mentioned property of “disappearing the liquid film” depends on the occurrence of a structure in which air is trapped by the liquid film formed from the test solution or artificial urine to which the agent is applied. This is judged by the amount of the structure, that is, the liquid film when it is in an easy state. That is, the test solution or artificial urine is adjusted to a temperature of 25 ° C., and then 10 g is put into a screw tube (No. 5 body diameter 27 mm, total length 55 mm, manufactured by Maruemu Co., Ltd.) to obtain a standard sample.
- a screw tube No. 5 body diameter 27 mm, total length 55 mm, manufactured by Maruemu Co., Ltd.
- a measurement sample obtained by adding 0.01 g of an agent to be measured, which is adjusted in advance to 25 ° C., to the same sample as the standard sample is obtained.
- the standard sample and the measurement sample are vigorously shaken twice in the vertical direction of the screw tube, and then quickly placed on a horizontal plane. By shaking the sample, the structure of the liquid layer (lower layer) without the structure and a large number of structures formed on the liquid layer (the lower layer) is formed inside the screw tube after shaking. Upper layer). After the elapse of 10 seconds immediately after shaking, the height of the structure layers of both samples (the height from the liquid surface of the liquid layer to the upper surface of the structure layer) is measured.
- the agent to be measured has a liquid film cleavage effect.
- the liquid film cleaving agent used in the present invention satisfies the above properties by a single compound that applies to the above properties, a plurality of combinations of single compounds that apply to the above properties, or a combination of a plurality of compounds (liquid membranes).
- the compound applied to the fiber treatment agent in the nonwoven fabric contains a third component that does not meet the above definition, it is distinguished from the liquid film cleaving agent.
- the “single compound” is a concept including compounds having the same composition formula but having different molecular weights due to different numbers of repeating units.
- the component (A), (B) or (C) gives a hydrophilicity gradient in the thickness direction to the nonwoven fabric, and serves as a driving force for promoting the drawing of the liquid from the lower hydrophilicity to the higher one.
- the component (A), (B) or (C) is attached to the surface of the constituent fiber of the nonwoven fabric, and the hydrophilicity of the surface of the fiber is compared with that before attaching the fiber treatment agent. Further, the hydrophilic portion of each component penetrates into the inside of the fiber by heat treatment, and acts to give a gradient to the hydrophilicity.
- the component (A) has a bulky alkyl group, and can penetrate into the fiber so as to wrap around the hydrophilic group.
- the component (B) has a hydrophilicity higher than that of a surfactant having a normal linear hydrocarbon chain, since the component (B) has a structure in which hydrophobic chains are easily arranged radially and easily surrounds a hydrophilic group. However, it easily penetrates into the fiber. Since the component (C) has both an anionic group and a cationic group, when adsorbed on the fiber surface, the electrostatic repulsion between the components (C) is suppressed and the fiber becomes relatively dense. Easy to penetrate inside.
- component (C) since it has a hydroxy group between an anionic group and a cationic group, there exists a hydrogen bond effect
- component (C) can be adsorbed densely and imparted a high degree of hydrophilicity even with a small addition amount (thin film thickness) with respect to a heat-fusible fiber having a small fiber diameter.
- the hydrophobic group easily surrounds the hydrophilic group and easily penetrates into the fiber.
- the liquid film cleaving agent when the liquid film cleaving agent has a chemical structure in which the main chain contains a silicon atom, for example, a structure having a polysiloxane chain as the main chain, the liquid film cleaving agent is carbonized.
- the penetration of the component (A), (B) or (C) having a hydrogen chain into the fiber is promoted. This is because the polysiloxane chain is incompatible with the alkyl chain of the component (A), (B) or (C), so that the component (A), (B) or (C) is more easily adapted. This is considered to occur because the fiber penetrates into the heat-fusible fiber when heated and melted.
- the value of the contact angle of the fiber according to the amount of heat is as follows. Will change. That is, the amount of heat received by the fibers in the web is naturally different between the hot air blowing surface and the opposite surface (net surface). As a result, the amount of heat received differs between the fiber on the hot air blowing surface and the fiber on the opposite surface, and the fiber on the hot air blowing surface has a lower hydrophilicity and a higher contact angle than the fiber on the opposite surface. It becomes. By utilizing this fact, it is possible to provide a hydrophilicity gradient that increases the hydrophilicity from one surface (skin contact surface) side to the other surface (non-skin contact surface) side.
- the above gradient of hydrophilicity is the opposite surface (for example, the surface) in the thickness direction of the nonwoven fabric, rather than the liquid receiving surface (for example, a skin contact surface in the case of a surface sheet such as a diaper). It means a state where the hydrophilicity on the non-skin contact surface side of the sheet is high.
- This “gradient” broadly includes various modes in which there is a difference in hydrophilicity between the liquid receiving surface side and the opposite surface side, and may be a gradually increasing mode or a stepwise increasing mode. But you can.
- the method for producing the nonwoven fabric according to the present invention is not limited to the air-through method as long as it can form a gradient of hydrophilicity by heat, and any heat treatment method can be adopted.
- the fiber treatment agent according to the present invention can impart a liquid film cleaving action to the nonwoven fabric and at the same time appropriately control the hydrophilicity gradient in the thickness direction.
- the liquid film cleaving agent has a chemical structure in which the main chain contains a silicon atom, for example, a chemical structure having a polysiloxane chain as the main chain, it becomes easier to control the hydrophilicity gradient.
- action by a hydrophilicity gradient can be produced suitably.
- the liquid film cleaving agent becomes a driving force to eliminate the liquid film-like liquid residue between the fibers, and thereby the liquid that has been easily transmitted between the fibers, the component (A),
- the hydrophilicity gradient of the fiber due to (B) or (C) acts as a driving force that allows transmission in one direction in the thickness direction.
- the hydrophilicity gradient of the fiber due to the component (A), (B) or (C) acts to suppress the return of the liquid once permeated in the reverse direction (from the higher hydrophilicity to the lower one), Even if there is a slight liquid return, the liquid film cleaving agent is pulled back to the higher hydrophilicity without allowing the remaining amount of liquid in the nonwoven fabric. That is, the combination of the liquid film cleaving agent and the above (A), (B) or (C) acts synergistically as a driving force for liquid permeation in one direction on the nonwoven fabric according to the present invention.
- the nonwoven fabric of this invention 1 suppresses a liquid residue at a high level whatever the characteristics (viscosity) of the liquid, and suppresses the liquid return in the reverse direction even when there is pressure. Therefore, the compatibility between the low liquid remaining performance and the low liquid return performance is realized at a high level. Thereby, the liquid permeability which can respond quickly also to a new liquid receiving is provided. This also makes it possible to provide a soft nonwoven fabric using fine fibers while maintaining a high level of dryness.
- the fiber treatment agent according to the present invention is coated and contained in constituent fibers of at least a part of the nonwoven fabric.
- the at least part to be coated is preferably a part that receives the most liquid.
- the nonwoven fabric according to the present invention when used as a surface sheet of an absorbent article such as a sanitary napkin, it is a region corresponding to a wearer's excretion part that directly receives excretion fluid such as menstrual blood.
- the liquid film cleaving agent is preferably contained at least on the surface that receives the liquid.
- the component (A), the component (B) or the component (C) is preferably present in the entire thickness direction of the layer to which a hydrophilicity gradient is desired.
- the adhesion of the fiber treatment agent in the nonwoven fabric mainly refers to adhesion to the surface of the fiber.
- the fiber treating agent may be contained in the fiber or may be present in the fiber by internal addition.
- the liquid film cleaving agent is from the viewpoint of effectively expressing the action on the liquid film described above, from the viewpoint of imparting a hydrophilicity gradient by the component (A), (B) or (C), from the viewpoint of production. It is preferable that a large amount remain on the surface, and it is preferable to use an agent that keeps the water-soluble property as low as possible and leaves the hydrophilicity moderately (that is, an agent that suitably controls the hydrophilic group).
- the fiber or nonwoven fabric to which the fiber treatment agent according to the present invention adheres is dried at a temperature sufficiently lower than the melting point of the fiber resin (for example, 120 ° C. or less) by, for example, a hot air blowing dryer.
- the fiber treatment agent according to the present invention can be handled as a solution, an emulsion, or a dispersion using a solvent or a dispersion medium, if necessary, when adhering to fibers using the adhesion method.
- the liquid film cleaving agent according to the present invention needs to exist as a liquid when the liquid film cleaving agent touches body fluid in order to have the liquid film cleaving effect described later in the nonwoven fabric.
- the melting point of the liquid film cleaving agent according to the present invention is preferably 40 ° C. or less, and more preferably 35 ° C. or less. Furthermore, the melting point of the liquid film cleaving agent according to the present invention is preferably ⁇ 220 ° C. or higher, more preferably ⁇ 180 ° C. or higher.
- the amount of the fiber treatment agent according to the present invention attached to the nonwoven fabric is preferably 0.10% by mass or more, preferably 0.15% by mass, as a ratio to the total mass of the nonwoven fabric excluding the fiber treatment agent, from the viewpoint of the above action.
- the above is more preferable, and 0.20% by mass or more is more preferable.
- the upper limit is preferably 5.0% by mass or less, more preferably 3.0% by mass or less, and further preferably 1.0% by mass or less from the viewpoint of preventing mechanical contamination.
- the amount of the fiber treatment agent attached to the non-woven fabric is preferably 0.10% by mass or more and 5.0% by mass or less, and preferably 0.15% by mass or more and 3.5% by mass or less as a ratio to the total mass of the non-woven fabric excluding the fiber treatment agent. 0 mass% or less is more preferable, 0.20 mass% or more and 1.0 mass% or less are still more preferable.
- the preferable content ratio of each component in the fiber treatment agent according to the present invention will be described later.
- the “fiber treatment agent” used as a reference for the content of the fiber treatment agent-containing component such as the liquid film cleaving agent and the component (A), the component (B), and the component (C) is “ It is a “fiber treatment agent attached to the nonwoven fabric” and not a fiber treatment agent before being attached to the nonwoven fabric.
- the fiber treatment agent is usually diluted with an appropriate solvent such as water, so the content of the fiber treatment agent-containing component, for example, the component (A) in the fiber treatment agent The content can be based on the total mass of the diluted fiber treatment agent.
- the expansion coefficient for a liquid having a surface tension of 50 mN / m as a liquid film cleaving agent together with the component (A), component (B) or component (C) described above in the fiber treatment agent is a liquid film cleaving agent which is a compound having a water solubility of 0 g or more and 0.025 g or less.
- the “expansion coefficient with respect to a liquid having a surface tension of 50 mN / m” possessed by the liquid film cleaving agent refers to an expansion coefficient with respect to a liquid assuming the above-mentioned excretion liquid such as menstrual blood or urine.
- the “expansion coefficient” is a value obtained based on the following formula (Q1) from a measurement value obtained by a measurement method described later in an environmental region at a temperature of 25 ° C. and a relative humidity (RH) of 65%.
- liquid film in the formula (Q1) means a liquid phase of “a liquid having a surface tension of 50 mN / m”, and a liquid in a state in which a film is stretched between fibers or on a fiber surface, Includes both, also simply called liquid.
- surface tension of the formula (Q1) means the interfacial tension at the interface between the liquid film and the liquid film cleaving agent with the gas phase, and is distinct from the interfacial tension between the liquid phase and the liquid film cleaving agent. To do. This distinction applies to other descriptions in the present specification.
- the expansion coefficient (S) of the liquid film cleaving agent increases as the surface tension ( ⁇ o ) of the liquid film cleaving agent decreases, and the interfacial tension of the liquid film cleaving agent with the liquid film It increases as ( ⁇ wo ) decreases.
- the expansion coefficient is 15 mN / m or more, the liquid film cleaving agent has high mobility on the surface of the liquid film generated in a narrow region between fibers, that is, high diffusibility.
- the expansion coefficient of the liquid film cleaving agent is more preferably 20 mN / m or more, further preferably 25 mN / m or more, and particularly preferably 30 mN / m or more.
- the upper limit is not particularly limited, but when a liquid having a surface tension of 50 mN / m is used according to the formula (Q1), a liquid having an upper limit of 50 mN / m and a surface tension of 60 mN / m was used.
- a liquid having an upper limit of 60 mN / m and a surface tension of 70 mN / m is used, the surface tension of the liquid forming the liquid film becomes an upper limit, such as 70 mN / m. Therefore, in the present invention, from the viewpoint of using a liquid having a surface tension of 50 mN / m, it is 50 mN / m or less.
- the “water solubility” of the liquid film cleaving agent is a dissolvable mass (g) of the liquid film cleaving agent with respect to 100 g of deionized water. Based on the measurement method described later, the temperature is 25 ° C. and the relative humidity (RH) is 65. It is a value measured in the environmental area of%. When the water solubility is 0 g or more and 0.025 g or less, the liquid film cleaving agent is difficult to dissolve and forms an interface with the liquid film, thereby making the diffusibility more effective.
- the water solubility of the liquid film cleaving agent is preferably 0.0025 g or less, more preferably 0.0017 g or less, and still more preferably less than 0.0001 g. Further, the water solubility is preferably as small as possible, and is 0 g or more. From the viewpoint of diffusibility into the liquid film, it is practical to set the water solubility to 1.0 ⁇ 10 ⁇ 9 g or more. In addition, it is thought that said water solubility is applicable also to menstrual blood, urine, etc. which have water as a main component.
- the surface tension ( ⁇ w ) of the liquid film (liquid having a surface tension of 50 mN / m), the surface tension ( ⁇ o ) of the liquid film cleaving agent, and the interfacial tension of the liquid film cleaving agent ( ⁇ wo )
- the water solubility of the liquid film cleaving agent is measured by the following method.
- the nonwoven fabric to be measured is a member (for example, a surface sheet) incorporated in an absorbent article such as a sanitary product or a disposable diaper, the measurement is taken out as follows.
- the member to be measured is carefully peeled off and taken out.
- This extraction method is applied in the measurement related to the nonwoven fabric according to the present invention, such as measurement of the interfiber distance and the fineness described later.
- a washing liquid such as hexane, methanol, ethanol, and the solvent used for the washing (including the liquid film cleaving agent). The washing solvent is dried and removed.
- the mass of the substance taken out at this time is applied when calculating the content ratio (OPU) with respect to the fiber mass of the liquid film cleaving agent. If the amount of the extracted material is too small to measure the surface tension or interfacial tension, select an appropriate column and solvent according to the composition of the extracted material, and then fractionate each component by high performance liquid chromatography. Furthermore, the structure of each fraction is identified by performing MS measurement, NMR measurement, elemental analysis and the like for each fraction. When the liquid film cleaving agent contains a polymer compound, it becomes easier to identify the constituents by using a technique such as gel permeation chromatography (GPC) together.
- GPC gel permeation chromatography
- the substance is a commercial product, it is procured, and if it is not a commercial product, a sufficient amount is obtained by synthesis, and the surface tension and interfacial tension are measured.
- the liquid film cleaving agent obtained as described above is a solid, the liquid film cleaving agent is heated to the melting point of the liquid film cleaving agent + 5 ° C. to cause a phase transition to the liquid. Perform measurement under the same conditions.
- the nonwoven fabric which concerns on this invention when analyzing the component of the fiber treatment agent which adhered, it is preferable to analyze according to the said procedure.
- Measurement method of surface tension ( ⁇ w ) of liquid film (liquid) Measurement can be performed using a platinum plate by the plate method (Wilhelmy method) in an environmental region at a temperature of 25 ° C. and a relative humidity (RH) of 65%.
- a measuring device at that time an automatic surface tension meter “CBVP-Z” (trade name, manufactured by Kyowa Interface Science Co., Ltd.) can be used.
- a platinum plate having a purity of 99.9%, a size of 25 mm in width, and 10 mm in length is used.
- liquid having a surface tension of 50 mN / m is a polyoxyethylene sorbitan monolaur, which is a nonionic surfactant, in deionized water using the above measurement method.
- a solution adjusted to a surface tension of 50 ⁇ 1 mN / m by adding a rate (for example, trade name Leool Super TW-L120 manufactured by Kao Corporation) is used.
- the interfacial tension when the drop is formed (at 0 second) is read.
- the liquid film cleaving agent is heated to the melting point of the liquid film cleaving agent + 5 ° C. to cause a phase transition to the liquid, and the measurement is performed with the temperature condition.
- the measurement is performed with the temperature condition.
- the interfacial tension if the density difference between the liquid film cleaving agent and the liquid with a surface tension of 50 mN / m is very small, the viscosity is extremely high, or the interfacial tension value is below the pendant drop measurement limit, The interfacial tension measurement by the pendant drop method may be difficult.
- the measurement can be performed by measuring by a spinning drop method in an environment region at a temperature of 25 ° C. and a relative humidity (RH) of 65%.
- a spinning drop interfacial tensiometer manufactured by KURUSS, trade name SITE100
- the interfacial tension when the drop shape is stabilized is read, and when the obtained liquid film cleaving agent is solid, it is heated to the melting point of the liquid film cleaving agent + 5 ° C. The phase is changed and the measurement is carried out with the temperature condition. Note that if the interfacial tension can be measured by both measuring devices, a smaller interfacial tension value is adopted as the measurement result.
- dissolution means both monodisperse dissolution and micelle dispersion dissolution, and the amount of dissolution when floating, precipitation, precipitation, or cloudiness is observed is the water solubility. It becomes.
- the liquid film cleaving agent of the present embodiment has the above expansion coefficient and water solubility, so that it spreads without dissolving on the surface of the liquid film and can displace the liquid film layer from the vicinity of the center of the liquid film. it can. As a result, the liquid film is destabilized and cleaved.
- action of the liquid film cleaving agent in the nonwoven fabric of this embodiment is demonstrated concretely with reference to FIG.
- a highly viscous liquid such as menstrual blood or excreted liquid such as urine tends to stretch the liquid film 2.
- the liquid film cleaving agent destabilizes and breaks the liquid film in the following manner, inhibits formation, and promotes drainage from the nonwoven fabric.
- the liquid film cleaving agent 3 of the nonwoven fiber 1 moves on the surface of the liquid film 2 while maintaining the interface with the liquid film 2.
- the liquid film cleaving agent 3 pushes away a part of the liquid film 2 and penetrates in the thickness direction, as shown in FIGS. 2 (A3) and (B3).
- the liquid film 2 is gradually changed to a non-uniform and thin film.
- the liquid film 2 is opened and cleaved so as to be repelled.
- the cleaved menstrual fluid or the like becomes droplets and easily passes between the fibers of the nonwoven fabric, and the remaining liquid is reduced.
- action with respect to the liquid film of said liquid film cleaving agent is similarly demonstrated not only to the case with respect to the liquid film between fibers but with respect to the liquid film clinging to the fiber surface. That is, the liquid film cleaving agent can move over the liquid film clinging to the fiber surface and push away a part of the liquid film to cleave the liquid film. In addition, the liquid film cleaving agent can cleave the liquid film with respect to the liquid film clinging to the fiber surface without moving at the position attached to the fiber, and can inhibit the formation of the liquid film.
- the liquid film cleaving agent does not perform liquid modification such as lowering the surface tension of the liquid film, but cleaves and inhibits the liquid film itself generated between the fibers or on the fiber surface. This encourages drainage of liquid from the nonwoven fabric. Thereby, the liquid residue of a nonwoven fabric can be reduced.
- a nonwoven fabric is incorporated in the absorbent article as a surface sheet, the retention of the liquid between the fibers is suppressed, and a liquid permeation path to the absorber is secured. Thereby, the liquid permeability increases, the liquid flow on the sheet surface is suppressed, and the liquid absorption rate increases.
- the liquid film cleaving agent preferably further has an interface tension of 20 mN / m or less with respect to a liquid having a surface tension of 50 mN / m. That is, it is preferable that “interfacial tension ( ⁇ wo ) of the liquid film cleaving agent with respect to the liquid film”, which is one variable for determining the value of the expansion coefficient (S) in the above-described formula (Q1), is 20 mN / m or less.
- the “interfacial tension with respect to a liquid having a surface tension of 50 mN / m” of the liquid film cleaving agent is more preferably 17 mN / m or less, further preferably 13 mN / m or less, still more preferably 10 mN / m or less, and 9 mN.
- the lower limit is not particularly limited, and may be larger than 0 mN / m from the viewpoint of insolubility in the liquid film. Note that when the interfacial tension is 0 mN / m, that is, when dissolved, the interface between the liquid film and the liquid film cleaving agent cannot be formed, so the formula (Q1) does not hold and the agent does not expand. As can be seen from the equation, the value of the expansion coefficient changes depending on the surface tension of the target liquid.
- the expansion coefficient is 50.8 mN / m.
- the surface tension of the target liquid is 30 mN / m
- the surface tension of the liquid film cleaving agent is 21 mN / m
- the interfacial tension is 0.2 mN / m
- the expansion coefficient is 8.8 mN / m.
- the larger the expansion coefficient the greater the liquid film cleavage effect.
- the numerical value at the surface tension of 50 mN / m is defined.
- the surface tension of the liquid film cleaving agent is preferably 32 mN / m or less, more preferably 30 mN / m or less, further preferably 25 mN / m or less, and particularly preferably 22 mN / m or less. Moreover, the said surface tension is so good that it is small, and the minimum is not specifically limited. From the viewpoint of durability of the liquid film cleaving agent, 1 mN / m or more is practical. By setting the surface tension of the liquid film cleaving agent to be in the above range or less, even when the surface tension of the target liquid that stretches the liquid film is lowered, the liquid film cleaving action can be effectively exhibited.
- the content ratio of the liquid film cleaving agent in the fiber treatment agent is preferably 5% by mass or more, more preferably 15% by mass or more, and more preferably 15% by mass or more, based on the total mass of the fiber treatment agent, from the viewpoint of ensuring the liquid film cleavage performance. Preferably it is 25 mass% or more. Moreover, from a viewpoint of the emulsion stability of a fiber processing agent, Preferably it is 50 mass% or less, More preferably, it is less than 40 mass%, More preferably, it is 30 mass% or less.
- the content of the liquid film cleaving agent is preferably 5% by mass or more and 50% by mass or less, more preferably 15% by mass or more and less than 40% by mass, and further preferably 25% by mass or more and 30% by mass or less. It is.
- the content ratio of the liquid film cleaving agent to the component (A) is a mass ratio, preferably 1: 1.6 to 1: 0.6, more preferably 1: 1.3 to 1: 0.9.
- the content ratio of the liquid film cleaving agent to the component (B) is, by mass ratio, preferably 1: 2 to 3: 1, more preferably 1: 1 to 2: 1.
- the content ratio of the liquid film cleaving agent to the component (C) is a mass ratio, preferably 1: 1.6 to 1: 0.6, more preferably 1: 1.3 to 1: 0.9.
- the nonwoven fabric of 2nd Embodiment is demonstrated.
- the expansion coefficient for a liquid having a surface tension of 50 mN / m as a liquid film cleaving agent together with the component (A), component (B) or component (C) described above in the fiber treatment agent. Is a compound having a surface tension greater than 0 mN / m, that is, a positive value, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension of 20 mN / m or less for a liquid having a surface tension of 50 mN / m. including.
- the “interfacial tension with respect to a liquid having a surface tension of 50 mN / m” is 20 mN / m or less, it means that the diffusibility of the liquid film cleaving agent on the liquid film is increased as described above.
- the expansion coefficient is relatively small such that the “expansion coefficient for a liquid having a surface tension of 50 mN / m” is less than 15 mN / m, many liquid film cleaving agents are removed from the fiber surface due to high diffusibility.
- extension coefficient for a liquid having a surface tension of 50 mN / m is defined in the first embodiment.
- the measuring method is also the same.
- the “interface tension with respect to a liquid having a surface tension of 50 mN / m” is preferably 17 mN / m or less, and 13 mN / m or less. Is more preferably 10 mN / m or less, still more preferably 9 mN / m or less, and particularly preferably 1 mN / m or less.
- the lower limit is not particularly limited as in the first embodiment, and is practically larger than 0 mN / m from the viewpoint of not dissolving in a liquid film (a liquid having a surface tension of 50 mN / m). .
- the “expansion coefficient for a liquid having a surface tension of 50 mN / m” is preferably 9 mN / m or more, more preferably 10 mN / m or more, from the viewpoint of making the action of the liquid film cleaving agent more effective. More preferably, it is 15 mN / m or more.
- the upper limit is not particularly limited, but 50 mN / m or less is substantial from the viewpoint that the surface tension of the liquid forming the liquid film becomes the upper limit from the formula (Q1). Further, more preferable ranges of the surface tension and the water solubility of the liquid film cleaving agent are the same as those in the first embodiment.
- the content rate with respect to the total mass of each fiber treatment agent of a liquid film cleaving agent, a component (A), a component (B), and a component (C) is the numerical range shown in 1st Embodiment. It is preferable to do. Moreover, it is preferable that the content ratio of the liquid film cleaving agent and each of the component (A), the component (B), and the component (C) is also in the numerical range shown in the first embodiment.
- the fiber treatment agent according to the present invention in the nonwoven fabric of the first embodiment and the nonwoven fabric of the second embodiment, it is preferable that the fiber treatment agent according to the present invention to be used further contains a phosphate ester type anionic surfactant.
- a phosphate ester type anionic surfactant in the nonwoven fabric of the first embodiment and the nonwoven fabric of the second embodiment, it is preferable that the fiber treatment agent according to the present invention to be used further contains a phosphate ester type anionic surfactant.
- the use of a surfactant having a phosphate group makes it easier for the liquid film cleaving agent to migrate to the liquid film due to the compatibility of the active agent, further promoting the cleavage of the liquid film Is done.
- the phosphoric acid ester type anionic surfactant improves the properties such as the carding ability of the raw cotton and the uniformity of the web when it is made into a non-woven fabric after the fiber treatment agent containing this is applied to the fiber. This can prevent the nonwoven fabric from being improved in productivity and quality. In addition, it can contribute to the stability of emulsification in the fiber treatment agent containing the liquid film cleaving agent according to the present invention.
- the content ratio of the liquid membrane cleaving agent to the phosphate ester type anionic surfactant is preferably 1.8 or less, more preferably 1.5 or less, and even more preferably 1.2 or less.
- the content ratio is preferably 0.1 or more, more preferably 0.25 or more, and still more preferably 0.5 or more, from the viewpoint of ensuring a certain level of liquid film cleavage performance.
- the phosphate ester type anionic surfactant is not particularly limited.
- specific examples thereof include alkyl ether phosphates, dialkyl phosphates, and alkyl phosphates.
- alkyl phosphates are preferable from the viewpoint of enhancing the affinity with the liquid film and simultaneously imparting the workability of the nonwoven fabric.
- Various alkyl ether phosphates can be used without particular limitation.
- polyoxyalkylene stearyl ether phosphate examples include unsaturated carbon chains such as oxyalkylene oleyl ether phosphates and polyoxyalkylene palmitoleyl ether phosphates, and those having side chains in these carbon chains. More preferably, it is a completely neutralized or partially neutralized salt of a mono- or dipolyoxyalkylene alkyl ether phosphate ester having 16 to 18 carbon chains.
- Examples of the polyoxyalkylene include polyoxyethylene, polyoxypropylene, polyoxybutylene and those obtained by copolymerizing these constituent monomers.
- Examples of the salt of alkyl ether phosphate include alkali metals such as sodium and potassium, ammonia, and various amines. Alkyl ether phosphates can be used singly or in combination of two or more. Specific examples of the alkyl phosphate ester include those having a saturated carbon chain such as stearyl phosphate ester, myristyl phosphate ester, lauryl phosphate ester, palmityl phosphate ester, oleyl phosphate ester, palmitoleyl phosphate ester, etc.
- Examples include those having unsaturated carbon chains and those having side chains in these carbon chains. More preferably, it is a completely neutralized or partially neutralized salt of a mono- or dialkyl phosphate ester having 16 to 18 carbon chains.
- alkyl phosphate ester salt include alkali metals such as sodium and potassium, ammonia, and various amines.
- Alkyl phosphate ester can be used individually by 1 type or in mixture of 2 or more types.
- the content of the phosphate ester type anionic surfactant in the fiber treatment agent attached to the fiber is preferably from the viewpoint of card machine passability and web uniformity with respect to the total mass of the fiber treatment agent. It is 5 mass% or more, More preferably, it is 10 mass% or more. Further, from the viewpoint of preventing a substance having a chemical structure in which the main chain contains a silicon atom from the heat treatment from hindering the effect of promoting penetration of a component having a hydrocarbon chain into the fiber, it is preferably 60% by mass. Hereinafter, it is more preferably 30% by mass or less.
- liquid film cleaving agent component (A), component (B), and component (C) in the first embodiment and the second embodiment
- the specific examples shown below of the liquid cleavage agent are insoluble in water or have poor water-solubility due to being in the specific numerical range described above, and act as the liquid film cleavage.
- surfactants used as conventional fiber treatment agents are practically water-soluble, which are practically dissolved in water and used in the liquid film cleaving agent according to the present invention. Absent.
- the liquid film cleaving agent in the first embodiment and the second embodiment is preferably a compound having a mass average molecular weight of 500 or more. This mass average molecular weight greatly affects the viscosity of the liquid film cleaving agent.
- the liquid film cleaving agent keeps the viscosity high so that it is difficult for the liquid to flow down when the liquid passes between the fibers, and the liquid film cleaving effect in the nonwoven fabric can be maintained.
- the mass average molecular weight of the liquid film cleavage agent is more preferably 1000 or more, further preferably 1500 or more, and particularly preferably 2000 or more.
- the viscosity for maintaining diffusibility 50000 or less is preferable, 20000 or less is more preferable, and 10,000 or less is further preferable.
- the mass average molecular weight is measured using a gel permeation chromatograph (GPC) “CCPD” (trade name, manufactured by Tosoh Corporation). The measurement conditions are as follows. The calculated molecular weight is calculated with polystyrene. Separation column: GMHHR-H + GMHHR-H (cation) Eluent: L Farmin DM20 / CHCl3 Solvent flow rate: 1.0 ml / min Separation column temperature: 40 ° C
- the liquid film cleaving agent in the first embodiment is preferably a compound having at least one structure selected from the group consisting of the following structures X, XY, and YXY, as will be described later.
- Structure X is> C (A)- ⁇ C represents a carbon atom. ⁇ ,>, And-indicate a bond. The same applies hereinafter.
- a hydrogen atom or —C (A) 3 , —C (A) 2 B, —C (A) (B) 2, —C (A) 2 —C (R 1 ) 3 , -C (R 1 ) 2 A, -C (R 1 ) 3 , -OSi (R 1 ) 3 , -OSi (R 1 ) 2 (R 2 ), -Si (R 1 ) 3 , -Si (R 1 ) 2 It has at least one group selected from the group consisting of (R 2 ).
- R 1 and R 2 are each independently a hydrogen atom, an alkyl group (preferably having a carbon number of 1 to 20, preferably a methyl group, an ethyl group or a propyl group), an alkoxy group (having a carbon number of 1 to 20).
- Preferred examples include various substituents such as a methoxy group and an ethoxy group, an aryl group (preferably having 6 to 20 carbon atoms, eg a phenyl group), and a halogen atom (eg a fluorine atom is preferred). Show.
- a and B each independently represent a substituent containing an oxygen atom or a nitrogen atom, such as a hydroxyl group, a carboxylic acid group, an amino group, an amide group, an imino group, or a phenol group.
- R 1 , R 2 , A, and B in the structure X may be the same as or different from each other.
- a continuous bond between C (carbon atom) and Si is usually a single bond, but may include a double bond or a triple bond, and the bond between C and Si includes an ether group (- O-), amide group (—CONR A —: R A is a hydrogen atom or a monovalent group), ester group (—COO—), carbonyl group (—CO—), carbonate group (—OCOO—), etc. Groups may be included.
- the number of one C and Si bonded to the other C or Si is 1 to 4, and a long-chain silicone chain (siloxane chain) or mixed chain is branched or has a radial structure. There may be cases.
- Y represents a hydrophilic group having hydrophilicity including an atom selected from a hydrogen atom, a carbon atom, an oxygen atom, a nitrogen atom, a phosphorus atom, and a sulfur atom.
- a polyoxyethylene (POE) group a polyoxyalkylene group, Propylene (POP) group is preferred
- POP polyoxyethylene
- sulfonic acid group sulfuric acid group
- phosphoric acid group a polyoxyalkylene group
- sulfobetaine group a polyoxyalkylene group
- carbobetaine group a polyoxyalkylene group
- phosphobetaine group a hydrophilic group
- Y is plural, they may be the same or different. In structures XY and YXY, Y is attached to X or a terminal group of X.
- the terminal group of X is bonded to Y by removing, for example, the same number of hydrogen atoms as the number of bonds to Y.
- the hydrophilic groups Y, A, and B can be selected from the groups specifically described to satisfy the aforementioned expansion coefficient, water solubility, and interfacial tension.
- the target liquid film cleavage effect is expressed.
- the liquid film cleaving agent is preferably a compound in which the structure X is a siloxane structure. Furthermore, in the liquid film cleaving agent, as specific examples of the structures X, XY, and YXY, the structures represented by the following formulas (1) to (11) are arbitrarily combined from a siloxane chain. Is preferred. Furthermore, it is preferable from the viewpoint of the liquid film cleaving action that this compound has a mass average molecular weight in the above-mentioned range.
- M 1 , L 1 , R 21 , and R 22 represent the following monovalent or polyvalent (divalent or higher) groups.
- R 23 and R 24 represent the following monovalent or polyvalent (divalent or higher) group or a single bond.
- M 1 is a group having a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a polyoxyalkylene group obtained by combining them, an erythritol group, a xylitol group, a sorbitol group, a glycerin group or an ethylene glycol group.
- Hydrophilic groups having a plurality of hydroxyl groups hydrophilic groups formed by removing one hydrogen atom from the above compound having a plurality of hydroxyl groups such as erythritol), hydroxyl groups, carboxylic acid groups, mercapto groups, alkoxy groups (preferably having 1 to 20 carbon atoms) For example, a methoxy group is preferred), amino group, amide group, imino group, phenol group, sulfonic acid group, quaternary ammonium group, sulfobetaine group, hydroxysulfobetaine group, phosphobetaine group, imidazolium betaine group, carbobetaine.
- M 1 is a polyvalent group
- M 1 represents a group obtained by removing one or more hydrogen atoms from each of the above groups or functional groups.
- L 1 is an ether group, an amino group (an amino group that can be taken as L 1 is represented by> NR C (R C is a hydrogen atom or a monovalent group)), an amide group, an ester group, a carbonyl group, The bonding group of a carbonate group is shown.
- R 21 , R 22 , R 23 , and R 24 are each independently an alkyl group (preferably having 1 to 20 carbon atoms.
- methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group) Group, heptyl group, 2-ethylhexyl group, nonyl group and decyl group are preferred
- alkoxy group preferably having 1 to 20 carbon atoms, for example, preferably methoxy group and ethoxy group
- aryl group having 6 to 6 carbon atoms.
- R 20 is preferable, for example, a phenyl group is preferable), a fluoroalkyl group, an aralkyl group, a hydrocarbon group obtained by combining them, or a halogen atom (for example, a fluorine atom is preferable).
- R ⁇ 22 > and R ⁇ 23 > are polyvalent groups
- examples of the group that can be taken as R 22 or R 23 include an imino group that can be taken as R 32 in addition to the above groups, the hydrocarbon group, or the halogen atom. It is done.
- the liquid film cleaving agent has a structure represented by any one of formulas (1), (2), (5) and (10) as X, and the end of X or the end of X and Y
- a compound having a structure represented by any one of the above formulas other than these formulas is preferable.
- X or a group consisting of X terminal and Y has a structure represented by any of the above formulas (2), (4), (5), (6), (8) and (9).
- a compound composed of a siloxane chain having at least one is preferable.
- organic surfactants that are silicone surfactants.
- examples of the organic modified silicone modified with a reactive organic group include amino modified, epoxy modified, carboxy modified, diol modified, carbinol modified, (meth) acryl modified, mercapto modified, and phenol modified.
- Organic modified silicones modified with non-reactive organic groups include polyether modified (including polyoxyalkylene modified), methylstyryl modified, long chain alkyl modified, higher fatty acid ester modified, higher alkoxy modified, higher fatty acid. Examples include modified and fluorine-modified ones.
- the expansion coefficient exhibiting the above-mentioned liquid film cleavage action can be obtained.
- the “long chain” refers to those having 12 or more carbon atoms, preferably 12 to 20 carbon atoms.
- the term “higher” means that having 6 or more carbon atoms, preferably 6 to 20 carbon atoms.
- a modified silicone having a structure in which a liquid film cleaving agent that is a modified silicone has at least one oxygen atom in a modified group such as polyoxyalkylene-modified silicone, epoxy-modified silicone, carbinol-modified silicone, and diol-modified silicone is preferable.
- polyoxyalkylene-modified silicone is preferred. Since the polyoxyalkylene-modified silicone has a polysiloxane chain, it hardly penetrates into the inside of the fiber and tends to remain on the surface.
- the addition of a hydrophilic polyoxyalkylene chain is preferable because the affinity with water is increased and the interfacial tension is low, so that the movement on the surface of the liquid film is likely to occur.
- the movement on the surface of the liquid film described above easily occurs.
- the polyoxyalkylene-modified silicone is subjected to hot melt processing such as embossing, it tends to remain on the fiber surface at that portion, and the liquid film cleavage action is difficult to reduce.
- the liquid film cleaving action is sufficiently exhibited at the embossed portion where the liquid tends to accumulate, which is preferable.
- polyoxyalkylene-modified silicone examples include those represented by the following formulas [I] to [IV]. Furthermore, the polyoxyalkylene-modified silicone preferably has a mass average molecular weight within the above-mentioned range from the viewpoint of the liquid film cleavage action.
- R 31 is an alkyl group (preferably having 1 to 20 carbon atoms. For example, methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group, heptyl group, 2-ethyl-hexyl group, Nonyl group and decyl group are preferred).
- R 32 represents a single bond or an alkylene group (preferably having a carbon number of 1 to 20, for example, a methylene group, an ethylene group, a propylene group or a butylene group is preferred), and preferably represents the alkylene group.
- the plurality of R 31 and the plurality of R 32 may be the same as or different from each other.
- M 11 represents a group having a polyoxyalkylene group, and a polyoxyalkylene group is preferable.
- the polyoxyalkylene group include a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a copolymer of these constituent monomers.
- m and n are each independently an integer of 1 or more. The symbols of these repeating units are determined separately in each of the formulas (I) to (IV), and do not necessarily indicate the same integer and may be different.
- the polyoxyalkylene-modified silicone may have one or both modified groups of polyoxyethylene-modified and polyoxypropylene-modified.
- a methyl group in the alkyl group R 31 of the silicone chain is not particularly limited, and examples thereof include those described in paragraphs [0006] and [0012] of JP-A No. 2002-161474. More specifically, polyoxyethylene (POE) polyoxypropylene (POP) modified silicone, polyoxyethylene (POE) modified silicone, polyoxypropylene (POP) modified silicone and the like can be mentioned.
- Examples of the POE-modified silicone include POE (3) -modified dimethyl silicone added with 3 moles of POE.
- Examples of the POP-modified silicone include POP (10) -modified dimethyl silicone, POP (12) -modified dimethyl silicone, POP (24) -modified dimethyl silicone to which POP is added at 10 mol, 12 mol, or 24 mol.
- the expansion coefficient and water solubility of the first embodiment described above are, for example, the number of added moles of a polyoxyalkylene group (an oxyalkylene group that forms a polyoxyalkylene group with respect to 1 mole of the polyoxyalkylene-modified silicone). ), The following modification rate, and the like.
- the surface tension and the interfacial tension can also be set within predetermined ranges in the same manner. From the above viewpoint, those having an addition mole number of the polyoxyalkylene group of 1 or more are preferable.
- the number of added moles is more preferably 3 or more, and further preferably 5 or more.
- the number of added moles is preferably 30 or less, more preferably 20 or less, and still more preferably 10 or less. If the modification rate of the modified silicone is too low, the hydrophilicity is impaired, so that it is preferably 5% or more, more preferably 10% or more, and even more preferably 20% or more.
- the modification rate of the modified silicone is the ratio of the number of repeating units of the modified siloxane bonding portion to the total number of repeating units of the siloxane bonding portion in one molecule of the modified silicone. For example, (n / m + n) ⁇ 100% in the above formulas [I] and [IV], (2 / m) ⁇ 100% in the formula [II], and (1 / m) in the formula [III]. ⁇ 100%.
- the modified groups are water-soluble polyoxyethylene groups, water-insoluble polyoxypropylene groups, and polyoxybutylene groups, respectively.
- the molecular weight of the water-insoluble silicone chain By changing the molecular weight of the water-insoluble silicone chain, introducing an amino group, an epoxy group, a carboxy group, a hydroxyl group, a carbinol group, etc. in addition to the polyoxyalkylene modification as the modifying group, etc. Can be set within the range.
- the polyalkylene-modified silicone used as the liquid film cleaving agent is preferably contained in an amount of 0.02% by mass or more and 5.0% by mass or less as a content ratio to the fiber mass (Oil Per Unit).
- the content (OPU) of the polyalkylene-modified silicone is more preferably 1.0% by mass or less, and further preferably 0.40% by mass or less. By doing so, the non-woven fabric is not sticky and the tactile sensation is preferable.
- the content ratio (OPU) is more preferably 0.04% by mass or more, and further preferably 0.10% by mass or more.
- the liquid film cleaving agent in the second embodiment is preferably a compound having at least one structure selected from the group consisting of the following structures Z, ZY, and YZY.
- the structure Z includes:> C (A)- ⁇ C: carbon atom>, -C (A) 2- , -C (A) (B)-,> C (A) -C (R 3 ) ⁇ ,> C Any basic structure of (R 3 ) —, —C (R 3 ) (R 4 ) —, —C (R 3 ) 2 —,> C ⁇ is repeated, or two or more are combined Represents a hydrocarbon chain of structure.
- R 3 and R 4 are each independently a hydrogen atom or an alkyl group (preferably having 1 to 20 carbon atoms.
- methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group, heptyl Group, 2-ethyl-hexyl group, nonyl group and decyl group are preferable
- alkoxy group preferably having 1 to 20 carbon atoms, for example, methoxy group and ethoxy group are preferable
- aryl group having 6 to 20 carbon atoms.
- Preferred examples thereof include a phenyl group.
- a and B each independently represent a substituent containing an oxygen atom or a nitrogen atom, such as a hydroxyl group, a carboxylic acid group, an amino group, an amide group, an imino group, or a phenol group.
- R 3 , R 4 , A and B in the structure X they may be the same as or different from each other.
- the bond between successive C (carbon atoms) is usually a single bond, but may include a double bond or a triple bond, and the bond between C includes an ether group, an amide group, an ester group.
- a linking group such as a carbonyl group or a carbonate group may be contained.
- Y represents a hydrophilic group having hydrophilicity including an atom selected from a hydrogen atom, a carbon atom, an oxygen atom, a nitrogen atom, a phosphorus atom, and a sulfur atom.
- a hydroxyl group, a carboxylic acid group, an amino group, an amide group, an imino group, a phenol group; or a polyoxyalkylene group (the oxyalkylene group preferably has 1 to 4 carbon atoms.
- a hydrophilic group such as a sulfonic acid group, a sulfuric acid group, a phosphoric acid group, a sulfobetaine group, a carbobetaine group, a phosphobetaine group, a quaternary ammonium group, an imidazolium betaine group, an epoxy group, a carbinol group, or a methacryl group;
- Y When Y is plural, they may be the same or different.
- Y is bonded to Z or a terminal group of Z.
- the terminal group of Z is bonded to Y by removing, for example, the same number of hydrogen atoms as the number of bonds to Y.
- the hydrophilic groups Y, A, and B can be selected from the groups specifically described to satisfy the aforementioned expansion coefficient, water solubility, and interfacial tension. Thus, the target liquid film cleavage effect is expressed.
- the liquid film cleaving agent is preferably a compound in which the structures represented by the following formulas (12) to (25) are arbitrarily combined as specific examples of the structures Z, ZY, and YZY. . Furthermore, it is preferable from the viewpoint of the liquid film cleaving action that this compound has a mass average molecular weight in the above-mentioned range.
- M 2 , L 2 , R 41 , R 42 , and R 43 represent the following monovalent or polyvalent groups (divalent or higher).
- M 2 is a group having a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a polyoxyalkylene group in combination thereof, an erythritol group, a xylitol group, a sorbitol group, a glycerin group or an ethylene glycol group.
- Hydrophilic groups having a plurality of hydroxyl groups, hydroxyl groups, carboxylic acid groups, mercapto groups, alkoxy groups (preferably having 1 to 20 carbon atoms, preferably methoxy groups), amino groups, amide groups, imino groups, phenol groups, sulfonic acids Group, quaternary ammonium group, sulfobetaine group, hydroxysulfobetaine group, phosphobetaine group, imidazolium betaine group, carbobetaine group, epoxy group, carbinol group, (meth) acryl group, or a functional group combining them. Show.
- L 2 is an ether group, an amino group, an amide group, an ester group, a carbonyl group, a carbonate group, or a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a polyoxyalkylene group obtained by combining them.
- the bonding group of is shown.
- R 41 , R 42 , and R 43 are each independently a hydrogen atom or an alkyl group (preferably having 1 to 20 carbon atoms.
- a methyl group, an ethyl group, a propyl group, an isopropyl group, a butyl group, a pentyl group, a hexyl group) , A heptyl group, a 2-ethylhexyl group, a nonyl group and a decyl group are preferable, an alkoxy group (preferably having 1 to 20 carbon atoms, for example, a methoxy group and an ethoxy group are preferable), an aryl group (having 6 to 20 carbon atoms).
- a phenyl group is preferable), a fluoroalkyl group, an aralkyl group, a hydrocarbon group obtained by combining them, or various substituents composed of a halogen atom (for example, a fluorine atom is preferable).
- R 42 is a polyvalent group
- R 42 is the above-described substituent, further showing a group obtained by removing one or more hydrogen atoms.
- another structure may be arbitrarily connected to the tip of the bond described in each structure, or a hydrogen atom may be introduced.
- polyether compounds and nonionic surfactants can be mentioned.
- a polyoxyalkylene glycol represented by the formula (VI) having a mass average molecular weight of 1000 or more steareth, behenez
- PPG Examples include myristyl ether, PPG stearyl ether, and PPG behenyl ether.
- the polyoxyalkylene alkyl ether is preferably lauryl ether to which POP is added in an amount of 3 mol to 24 mol, preferably 5 mol.
- polypropylene glycol having a weight average molecular weight of 1000 to 10,000, preferably 3000, to which polypropylene glycol is added in an amount of 17 to 180 mol, preferably about 50 mol, is preferable.
- the measurement of said mass mean molecular weight can be performed with the measuring method mentioned above.
- the polyether compound and the nonionic surfactant are preferably contained in an amount of 0.10% by mass to 5.0% by mass with respect to the fiber mass (Oil Per Unit).
- the content ratio (OPU) of the polyether compound or nonionic surfactant is more preferably 1.0% by mass or less, and further preferably 0.40% by mass or less. By doing so, the non-woven fabric is not sticky and the tactile sensation is preferable. Further, from the viewpoint of sufficiently exerting the liquid film cleavage effect by the polyether compound or the nonionic surfactant, the content ratio (OPU) is more preferably 0.15% by mass or more, and further 0.20% by mass or more. preferable.
- L 21 represents an ether group, an amino group, an amide group, an ester group, a carbonyl group, a carbonate group, a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a polyoxyalkylene group obtained by combining them
- a linking group such as R 51 is a hydrogen atom, methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group, heptyl group, 2-ethylhexyl group, nonyl group, decyl group, methoxy group, ethoxy group, phenyl group , A fluoroalkyl group, an aralkyl group, a hydrocarbon group obtained by combining them, or various substituents composed of a fluorine atom.
- A, b, m and n are each independently an integer of 1 or more.
- the number of carbon atoms and the number of hydrogen atoms are determined independently in each of the formulas (V) and (VI), and do not necessarily indicate the same integer, and may be different.
- “m” in — (C a H b O) m — is an integer of 1 or more.
- the value of this repeating unit is determined independently in each of the formulas (V) and (VI), and does not necessarily indicate the same integer, and may be different.
- the expansion coefficient, surface tension, and water solubility of the second embodiment described above can be set within a predetermined range, for example, depending on the number of moles of the polyoxyalkylene group in the polyether compound or nonionic surfactant.
- the number of moles of the polyoxyalkylene group is preferably 1 or more and 70 or less. If it is less than 1, the interfacial tension is high, and the liquid film cleavage action is weakened. In this respect, the number of moles is more preferably 5 or more, and even more preferably 7 or more.
- the added mole number is preferably 70 or less, more preferably 60 or less, and still more preferably 50 or less.
- the entanglement of the molecular chain becomes moderately weak, and the diffusibility in the liquid film is excellent, which is preferable.
- the expansion coefficient, surface tension, interfacial tension and water solubility described above are the same for water-soluble polyoxyethylene groups, water-insoluble polyoxypropylene groups and polyoxybutylene groups in polyether compounds and nonionic surfactants, respectively.
- Use in combination change the chain length of the hydrocarbon chain, use a hydrocarbon chain having a branched chain, use a hydrocarbon chain having a double bond, benzene ring or naphthalene in the hydrocarbon chain It can be set within a predetermined range by using one having a ring or by appropriately combining the above.
- hydrocarbon compounds having 5 or more carbon atoms can be mentioned.
- the number of carbon atoms is preferably 100 or less, more preferably 50 or less, from the viewpoint that the liquid is more easily expanded to the liquid film surface.
- This hydrocarbon compound excludes polyorganosiloxane, and is not limited to a straight chain, but may be a branched chain, and the chain is not particularly limited to saturated or unsaturated.
- This hydrocarbon compound is preferably contained in an amount of 0.10% by mass to 5.0% by mass with respect to the fiber mass (Oil Per Unit).
- the content ratio (OPU) of the hydrocarbon compound is preferably 1.0% by mass or less, more preferably 0.99% by mass or less, and further preferably 0.40% by mass or less. By doing so, the surface material is not sticky and the tactile sensation is preferable. Further, from the viewpoint of sufficiently exhibiting the liquid film cleavage effect due to the content of the hydrocarbon compound, the content (OPU) is more preferably 0.15% by mass or more, and further preferably 0.20% by mass or more.
- Hydrocarbon compounds include oils or fats, such as natural oils or natural fats. Specific examples include coconut oil, camellia oil, castor oil, coconut oil, corn oil, olive oil, sunflower oil, tall oil, and mixtures thereof. Moreover, the fatty acids as represented by Formula (VII), such as caprylic acid, capric acid, oleic acid, lauric acid, palmitic acid, stearic acid, myristic acid, behenic acid, and mixtures thereof, can be mentioned.
- oils or fats such as natural oils or natural fats. Specific examples include coconut oil, camellia oil, castor oil, coconut oil, corn oil, olive oil, sunflower oil, tall oil, and mixtures thereof.
- the fatty acids as represented by Formula (VII) such as caprylic acid, capric acid, oleic acid, lauric acid, palmitic acid, stearic acid, myristic acid, behenic acid, and mixtures thereof, can be mentioned.
- n and n are each independently an integer of 1 or more.
- C m H n is a hydrocarbon group of each of the above fatty acids.
- linear or branched, saturated or unsaturated, substituted or unsubstituted polyhydric alcohol fatty acid esters or mixtures of polyhydric alcohol fatty acid esters as represented by formula (VIII-I) or (VIII-II)
- examples thereof include glycerin fatty acid esters and pentaerythritol fatty acid esters, and specific examples include glyceryl tricaprylate, glyceryl tripalmitate, and mixtures thereof. Note that a mixture of glycerin fatty acid ester and pentaerythritol fatty acid ester typically contains some mono-, di-, and triesters.
- glycerin fatty acid ester examples include glyceryl tricaprylate, a mixture of glyceryl tricapryate, and the like. Also, from the viewpoint of reducing the interfacial tension and obtaining a higher expansion coefficient, a polyhydric alcohol fatty acid ester having a polyoxyalkylene group introduced to such an extent that water insolubility can be maintained may be used.
- m, m ′, m ′′, n, n ′, and n ′′ are each independently an integer of 1 or more.
- the plurality of m and the plurality of n may be the same as or different from each other.
- C m H n, C m 'H n' and C m '' H n '' are each a hydrocarbon group of each of the fatty acid.
- fatty acids or fatty acid mixtures in which linear or branched, saturated or unsaturated fatty acids form esters with polyols having a large number of hydroxyl groups, and some of the hydroxyl groups remain unesterified are represented by the formula ( IX), a glycerin fatty acid ester, a sorbitan fatty acid ester, and a partially esterified product of pentaerythritol fatty acid ester represented by any one of formula (X) or formula (XI).
- a mixture of partially esterified products such as glycerin fatty acid ester, sorbitan fatty acid ester, pentaerythritol fatty acid ester and the like typically contains some fully esterified compound.
- m and n are each independently an integer of 1 or more.
- the plurality of m and the plurality of n may be the same as or different from each other.
- C m H n is a hydrocarbon group of each of the above fatty acids.
- R 52 represents a linear or branched, saturated or unsaturated hydrocarbon group (an alkyl group, an alkenyl group, an alkynyl group, or the like) having 2 to 22 carbon atoms. Specific examples include 2-ethylhexyl group, lauryl group, myristyl group, palmityl group, stearyl group, behenyl group, oleyl group, linole group and the like.
- m and n are each independently an integer of 1 or more.
- the plurality of m and the plurality of n may be the same as or different from each other.
- C m H n is a hydrocarbon group of each of the above fatty acids.
- sterols can be mentioned.
- Specific examples include cholesterol, sitosterol, stigmasterol, ergosterol, and mixtures thereof having a sterol structure of the formula (XII).
- alcohols include lauryl alcohol, myristyl alcohol, cetyl alcohol, stearyl alcohol, cetostearyl alcohol, behenyl alcohol, and mixtures thereof as represented by formula (XIII).
- n and n are each independently an integer of 1 or more.
- C m H n is a hydrocarbon group of each of the above alcohol.
- fatty acid ester examples include isopropyl myristate, isopropyl palmitate, cetylethylhexanoate, triethylhexanoin, octyldodecyl myristate, ethylhexyl palmitate, ethylhexyl stearate, butyl stearate represented by the formula (XIV). Rate, myristyl myristate, stearyl stearate, cholesteryl isostearate and mixtures thereof.
- m and n are each independently an integer of 1 or more.
- two C m H n may be the same or different.
- C m H n -COO- of C m H n is a hydrocarbon group of each of the above fatty acids.
- C m H n in —COOC m H n represents an alcohol-derived hydrocarbon group that forms an ester.
- wax examples include ceresin, paraffin, petrolatum, mineral oil, liquid isoparaffin, and the like represented by the formula (XV).
- n and n are each independently an integer of 1 or more.
- the expansion coefficient, surface tension, water solubility, and interfacial tension of the second embodiment described above can maintain, for example, hydrophilic polyoxyethylene groups in water-insoluble in the above-described hydrocarbon compound having 5 or more carbon atoms.
- liquid film cleaving agent in addition to the above-described liquid film cleaving agent, other components may be included as necessary. Moreover, you may use the liquid film cleaving agent of 1st Embodiment, and the liquid film cleaving agent of 2nd Embodiment combining both agents other than the form used separately. This also applies to the first compound and the second compound in the liquid film cleaving agent of the second embodiment.
- component (A), component (B) or component (C) of the fiber treatment agent in the first embodiment and the second embodiment include the following.
- the anionic surfactant represented by the following general formula (S1) of the component (A) refers to a component that does not contain a phosphate ester type anionic surfactant. Moreover, a component (A) can be used individually by 1 type or in mixture of 2 or more types.
- Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- Examples of the anionic surfactant in which X in the general formula (S1) is —SO 3 M, that is, the hydrophilic group is a sulfo group or a salt thereof, include a dialkylsulfonic acid or a salt thereof.
- the number of carbon atoms in each of the two-chain alkyl groups of the dialkylsulfonic acid is preferably 4 or more and 14 or less, particularly 6 or more and 10 or less.
- Examples of the anionic surfactant in which X in the general formula (S1) is —OSO 3 M, that is, the hydrophilic group is a sulfate group or a salt thereof include dialkyl sulfates.
- anionic surfactant in which X in the general formula (S1) is —COOM, that is, the hydrophilic group is a carboxy group or a salt thereof include dialkylcarboxylic acids. Specific examples of the above compound include those described in paragraphs [0034] to [0041] of WO 2014/171388.
- the non-woven fabric treated with this fiber treatment agent is likely to be reduced in hydrophilicity by heat treatment.
- the reason is that the ease of penetration of the component (A) into the fiber by the heat treatment described above is affected, and when the liquid film cleaving agent has a main chain containing a silicon atom, for example, a polysiloxane chain, the portion is In particular, this is to further promote the penetration of an anionic surfactant having two or more alkyl chains into the fiber. As a result, the hydrophilicity of the fiber surface tends to decrease due to heat treatment.
- the polysiloxane chain and the alkyl chain of the anionic surfactant are incompatible, so when the fiber is heated and melted inside the hydrophobic heat-fusible fiber that is more familiar, the anionic surfactant Presumably occurs due to penetration.
- the polyoxyalkylene-modified polyhydric alcohol fatty acid ester of component (B) makes the lowering of the hydrophilicity due to heat treatment during the production of the nonwoven fabric more remarkable, that is, significantly improves the hydrophilicity of a desired portion in the nonwoven fabric. It is a kind of nonionic surfactant that is added to the fiber treatment agent for the purpose of lowering.
- the polyoxyalkylene-modified polyhydric alcohol fatty acid ester is a kind of polyhydric alcohol fatty acid ester obtained by esterifying a hydroxyl group of a polyhydric alcohol with a fatty acid, and is a modified product obtained by adding an alkylene oxide to the polyhydric alcohol fatty acid ester.
- the polyoxyalkylene-modified polyhydric alcohol fatty acid ester can be produced according to a conventional method, and can be produced, for example, according to Japanese Patent Application Laid-Open No. 2007-91852.
- polyhydric alcohol that is one of the raw materials of the polyoxyalkylene-modified polyhydric alcohol fatty acid ester (or polyhydric alcohol fatty acid ester) of component (B) include ethylene glycol, diethylene glycol, polyethylene glycol (molecular weight 200 to 11000).
- Examples of the fatty acid that is one of the raw materials of the polyoxyalkylene-modified polyhydric alcohol fatty acid ester (or polyhydric alcohol fatty acid ester) include, for example, saturated or unsaturated fatty acids having 6 to 22 carbon atoms, and these as the main components. Mixed fatty acids or branched chain fatty acids having 8 to 36 carbon atoms. The fatty acid may partially contain a hydroxyl group.
- octanoic acid nonanoic acid, decanoic acid, undecanoic acid, dodecanoic acid, tetradecanoic acid, hexadecanoic acid, octadecanoic acid, cis-9-octadecenoic acid, eicosanoic acid, docosanoic acid, tetracosanoic acid, hexacosanoic acid, octacosanoic acid , 2-ethylhexylic acid, isostearic acid and the like.
- Naturally derived mixed fatty acids such as coconut oil fatty acid and beef tallow fatty acid may be used, preferably a fatty acid having 8 to 18 carbon atoms, particularly preferably dodecanoic acid, octadecane. Acid, cis-9-octadecenoic acid.
- the main component of the polyhydric alcohol fatty acid ester constituting the polyoxyalkylene-modified polyhydric alcohol fatty acid ester is not to increase the shape of the molecule linearly when the hydrophobic chain is enlarged and the hydrophobicity is increased. From the viewpoint of increasing the dimension dimensionally, it is preferable to use a trivalent or higher alcohol esterified product with an alcohol component esterification rate of 90% or higher from the viewpoint of obtaining a shape that can be easily taken into the fiber.
- the main component is the most abundant component in the polyhydric alcohol fatty acid ester, and is preferably contained in an amount of 50% by mass or more based on the total mass of the polyhydric alcohol fatty acid ester.
- examples of the trivalent alcohol include glycerin
- examples of the tetravalent alcohol include erythritol
- examples of the pentavalent alcohol include xylitol.
- the polyhydric alcohol fatty acid ester constituting the polyoxyalkylene-modified polyhydric alcohol fatty acid ester is castor oil (hardened castor oil).
- Castor oil is a glycerin fatty acid ester derived from the seeds of castor, which is a plant belonging to the family Dromeliaceae, and about 90% of the constituent fatty acid is ricinoleic acid. That is, the polyoxyalkylene-modified polyhydric alcohol fatty acid ester is preferably an ester oil of glycerin and a fatty acid mainly composed of ricinoleic acid.
- alkylene oxide added to the polyhydric alcohol fatty acid ester in the polyoxyalkylene-modified polyhydric alcohol fatty acid ester examples include ethylene oxide, propylene oxide, butylene oxide, and the like.
- Particularly preferred as the polyoxyalkylene-modified polyhydric alcohol fatty acid ester is a polyoxyethylene (POE) -modified polyhydric alcohol fatty acid ester in which the alkylene oxide added to the polyhydric alcohol fatty acid ester is ethylene oxide, and particularly preferred are Polyhydric alcohol fatty acid ester is POE-modified castor oil (POE-modified hardened castor oil), which is castor oil (hardened castor oil).
- the number of added moles of alkylene oxide to the polyhydric alcohol fatty acid ester is 20 from the viewpoint of improving the liquid absorption performance of the nonwoven fabric (reducing the amount of remaining liquid or reducing the amount of liquid flow). It is preferable to exceed the mole, and 40 moles or more is particularly preferable. However, if the number of added moles of alkylene oxide is too large, the hydrophilicity of the nonwoven fabric will increase too much. For example, when the nonwoven fabric is used as a surface sheet in an absorbent article, it may lead to an increase in the amount of liquid remaining. Therefore, the added mole number is preferably 80 moles or less, more preferably 60 moles or less.
- amphoteric surfactant having a hydroxysulfobetaine group as component (C) has the property of adsorbing closely to the fiber surface as described above. For this reason, the amphoteric surfactant having a hydroxysulfobetaine group as the component (C) can realize high hydrophilicity, which is difficult to obtain with a normal fiber treatment agent, for fibers having a small fiber diameter.
- the amphoteric surfactant having a hydroxysulfobetaine group is a surfactant represented by the following general formula (S2).
- R 9 represents an alkyl group having 6 to 24 carbon atoms.
- the number of carbon atoms is more preferably 8 or more, from the viewpoint of forming a denser adsorption surface on the fiber surface by hydrophobic interaction with hydrocarbon groups. Is more preferable, 22 or less is more preferable, and 18 or less is more preferable.
- lauryl hydroxysulfobetaine myristyl hydroxysulfobetaine, palmityl hydroxysulfobetaine, stearyl hydroxysulfobetaine can be used.
- amphoteric surfactant having a hydroxysulfobetaine group any one of the above agents can be used alone or in admixture of two or more.
- the fiber treatment agent may contain other components as necessary in addition to the components described above.
- a processing agent such as a water-soluble modified silicone or other anti-sticking agent may be added.
- anionic, cationic, zwitterionic and nonionic surfactants may be contained. Specific examples of these surfactants include, for example, those described in paragraphs [0046] to [0049] of WO 2014/171388.
- the nonwoven fabric which concerns on this invention, when identifying the component of the fiber processing agent contained, it describes by measuring methods, such as surface tension ((gamma) w ) of said liquid film (liquid whose surface tension is 50 mN / m). Other identification methods can be used.
- the component of the liquid film cleaving agent is a compound having a siloxane chain in the main chain or a hydrocarbon compound having 1 to 20 carbon atoms
- the content ratio (OPU) relative to the fiber mass is determined by the above-described analysis method. Based on the mass of the obtained substance, it can be determined by dividing the content of the liquid film cleaving agent by the mass of the fiber.
- the nonwoven fabric according to the present invention has high liquid permeability regardless of the thickness of the fiber and the distance between the fibers.
- the nonwoven fabric according to the present invention is particularly effective when thin fibers are used.
- the distance between the fibers decreases, and the narrow area between the fibers increases.
- the distance between fibers is 120 ⁇ m, and the formed liquid film area ratio is about 2.6%.
- the distance between fibers is 85 ⁇ m, and the liquid film area ratio is about 7.8%, which is about three times that of a normal nonwoven fabric.
- the liquid film cleaving agent according to the present invention reliably cleaves the liquid film that occurs frequently and reduces the liquid residue.
- the liquid film area ratio is a liquid film area ratio calculated by image analysis from the nonwoven fabric surface, and has a strong correlation with the liquid remaining state on the outermost surface of the surface material. Therefore, when the liquid film area ratio decreases, the liquid in the vicinity of the skin is removed, the comfort after excretion is increased, and the absorbent article is comfortable to wear after excretion.
- the liquid remaining amount mentioned later means the liquid amount currently hold
- the whiteness of the surface is expressed as an L value described later.
- the L value tends to decrease the remaining liquid amount and increase the numerical value due to the tearing of the liquid film on the surface, and whiteness tends to stand out visually.
- the nonwoven fabric containing the liquid film cleaving agent according to the present invention can reduce the liquid film area ratio and the remaining amount of liquid even if the fiber is thinned, and can increase the L value. Therefore, the soft touch by thinning the fiber and the dry feeling And at a high level.
- the nonwoven fabric according to the present invention as a constituent member such as a surface material of an absorbent article, the dry feeling at the part that touches the skin is high, and stains due to body fluids are not noticeable due to visual whiteness.
- the distance between the fibers of the nonwoven fabric is preferably 150 ⁇ m or less, and more preferably 90 ⁇ m or less, from the viewpoint of increasing the softness of the touch.
- the lower limit is preferably 50 ⁇ m or more, and more preferably 70 ⁇ m or more, from the viewpoint of suppressing the liquid permeability from being impaired due to excessive narrowing between fibers. Specifically, 50 ⁇ m or more and 150 ⁇ m or less is preferable, and 70 ⁇ m or more and 90 ⁇ m or less is more preferable.
- the fineness of the fiber is preferably 3.3 dtex or less, and more preferably 2.4 dtex or less.
- the lower limit is preferably 0.5 dtex or more, and more preferably 1.0 dtex or more. Specifically, 0.5 dtex or more and 3.3 dtex or less are preferable, and 1.0 dtex or more and 2.4 dtex or less are more preferable.
- the interfiber distance is obtained by measuring the thickness of the nonwoven fabric to be measured as follows and applying it to the equation (Q2).
- the nonwoven fabric to be measured is cut into a longitudinal direction of 50 mm and a width direction of 50 mm to produce a cut piece of the nonwoven fabric.
- the thickness of this cut piece is measured with a pressure of 49 Pa.
- the measurement environment is a temperature of 20 ⁇ 2 ° C., the relative humidity is 65 ⁇ 5%, and the measurement instrument is a microscope (VHX-1000 manufactured by Keyence Corporation).
- an enlarged photograph of the nonwoven fabric cross section is obtained. In the magnified picture, a photograph of a known size is taken at the same time.
- a scale is matched with the enlarged photograph of the cross section of the nonwoven fabric, and the thickness of the nonwoven fabric is measured.
- the above operation is performed three times, and the average value of the three times is defined as the thickness [mm] of the dried nonwoven fabric.
- the boundary is determined from the fiber diameter, and the thickness is calculated.
- the inter-fiber distance of the fibers constituting the nonwoven fabric to be measured is determined by the following formula based on Wrotnowski's assumption. An expression based on the assumption of Wrotnowski is generally used when determining the inter-fiber distance of the fibers constituting the nonwoven fabric.
- the interfiber distance A ( ⁇ m) is the thickness h (mm) of the nonwoven fabric, the basis weight e (g / m 2 ), the fiber diameter d ( ⁇ m) of the fibers constituting the nonwoven fabric, It is calculated
- it calculates using the nonwoven fabric thickness h (mm) of a convex part as a representative value.
- the fiber diameter d ( ⁇ m) is measured using a scanning electron microscope (DSC6200, manufactured by Seiko Instruments Inc.), 10 fiber cross-sections, and the average value is defined as the fiber diameter.
- the fiber density ⁇ (g / cm 3 ) is measured according to the measuring method of the density gradient tube method described in JIS L1015 chemical fiber staple test method using a density gradient tube.
- the cross-sectional shape of the fiber is measured with an electron microscope or the like, and the cross-sectional area of the fiber (the cross-sectional area of each resin component in a fiber formed of a plurality of resins) is measured, and the resin is measured with a DSC (differential thermal analyzer). Is specified (in the case of multiple resins, the approximate component ratio is also), the specific gravity is determined, and the fineness is calculated.
- the cross section is first observed and the cross sectional area is calculated. Then, by measuring with DSC, it is comprised from single component resin from melting
- the nonwoven fabric according to the present invention preferably contains heat-fusible fibers.
- heat-fusible core-sheath composite fiber, heat-extensible fiber, non-heat-extensible fiber, heat-shrinkable fiber, non-heat-shrinkable fiber, three-dimensional crimped fiber, latent crimped fiber, hollow fiber, etc. can be mentioned.
- the core-sheath type composite fiber may be a concentric core-sheath type, an eccentric core-sheath type, a side-by-side type, an irregular shape, or a concentric core-sheath type.
- the above-described adhesion of the fiber treatment agent according to the present invention to the nonwoven fabric fiber may be performed in any step.
- the fiber treatment agent according to the present invention may be blended and applied to the fiber spinning oil that is usually used when spinning the fiber, and the fiber treatment agent according to the present invention is blended into the fiber finishing oil before and after fiber drawing. Then, it may be applied.
- a liquid film cleaving agent or a phosphate ester type anionic surfactant may be blended with a fiber treatment agent usually used in the production of nonwoven fabrics, and may be applied to the fibers, or may be applied after forming into a nonwoven fabric. Further, the fiber treatment agent may be applied after being formed into a nonwoven fabric.
- the nonwoven fabric according to the present invention contains the fiber treatment agent described above, it has excellent low liquid remaining performance and low liquid return performance corresponding to various fiber structures. Therefore, even when a large amount of liquid is applied to the nonwoven fabric, a permeation path for the liquid between the fibers is always ensured and the liquid permeability is excellent. Thereby, a various function can be added to a nonwoven fabric, without being restrict
- it may be composed of one layer or may be composed of two or more layers.
- the shape of a nonwoven fabric may be flat, the one side or both sides may be uneven, and the basis weight or density of the fiber may be variously changed.
- the nonwoven fabric which concerns on this invention is excellent in liquid permeability by the effect
- the range of choices also spreads about a combination with an absorber.
- the liquid film cleaving agent in case the nonwoven fabric which concerns on this invention consists of multiple layers may be contained in all the layers, and may be contained in part. It is preferably contained in at least the layer on the side that directly receives the liquid.
- a liquid film cleaving agent contains in the layer by the side of a skin contact surface at least.
- a method usually used for this type of article can be adopted.
- a card method, an airlaid method, a spunbond method, or the like can be used as a method for forming a fiber web.
- various commonly used non-woven fabric methods such as spunlace, needle punch, chemical bond, and dot embossing can be adopted.
- an air-through nonwoven fabric and a spunbonded nonwoven fabric are preferable.
- the “air-through nonwoven fabric” as used herein refers to a nonwoven fabric produced through a process (air-through treatment process) in which a fluid of 50 ° C.
- the “spunbond nonwoven fabric” refers to a laminated nonwoven fabric manufactured by a spunbond method. This means not only non-woven fabrics produced only in this step, but also non-woven fabrics produced by adding this step to non-woven fabrics produced by other methods or non-woven fabrics produced by performing some steps after this step.
- the nonwoven fabric of this invention is not restricted to what consists only of an air through nonwoven fabric and a spun bond nonwoven fabric, The air through nonwoven fabric and what combined the fiber sheet and film materials, such as a spun bond nonwoven fabric and another nonwoven fabric, are included.
- the fiber treatment agent according to the present invention when the fiber treatment agent according to the present invention is applied after making the nonwoven fabric as described above, a method of immersing the raw material nonwoven fabric in a solution containing the fiber treatment agent can be mentioned. Moreover, as another method, the method of apply
- the fiber treatment agent according to the present invention may contain a phosphate ester type anionic surfactant as described above. In this case, the content ratio of the liquid film cleaving agent to the phosphate ester type anionic surfactant is preferably as described above.
- a liquid film cleaving agent having extremely low water solubility can be emulsified by being appropriately dissolved or dispersed in the solvent so that it can be easily applied to the nonwoven fabric.
- a liquid film cleaving agent having extremely low water solubility can be emulsified by being appropriately dissolved or dispersed in the solvent so that it can be easily applied to the nonwoven fabric.
- an organic solvent such as ethanol, methanol, acetone, hexane or the like
- water can naturally be used as a solvent or a dispersion medium
- alkylphosphoric acid is used as an emulsifier when emulsifying.
- examples include various surfactants including esters, fatty acid amides, alkylbetaines, sodium alkylsulfosuccinates, and the like.
- a raw material nonwoven fabric means the thing before apply
- the manufacturing method normally used as mentioned above can be especially used without a restriction
- a method of applying to the raw material nonwoven fabric those used for the nonwoven fabric manufacturing method can be employed without any particular limitation. For example, application by spraying, application by slot coater, application by gravure method, flexo method, dipping method and the like can be mentioned.
- a raw material nonwoven fabric a various nonwoven fabric can be especially used without a restriction
- the fiber treatment agent according to the present invention refers to a material in which the above-described components, particularly an oily liquid film cleaving agent having extremely low water solubility, is easily applied to a raw material nonwoven fabric or fiber.
- the content ratio of the liquid film cleaving agent is preferably 50% by mass or less with respect to the mass of the fiber treatment agent.
- the content ratio of the liquid film cleaving agent is more preferably less than 40% by mass, and further preferably 30% by mass or less with respect to the mass of the fiber treatment agent.
- the content ratio of the liquid film cleaving agent is preferably 5% by mass or more, more preferably 15% by mass or more, and further preferably 25% by mass or more with respect to the mass of the fiber treatment agent from the viewpoint of expressing a sufficient liquid film cleavage effect.
- the fiber treatment agent according to the present invention may contain other agents as long as they do not inhibit the actions of the liquid film cleaving agent and components (A) to (C).
- the phosphate ester type anionic surfactant described above may be included.
- the content ratio of the liquid film cleaving agent to the phosphate ester type anionic surfactant is preferably as described above.
- it may contain an antistatic agent or anti-friction agent used in fiber processing, a hydrophilizing agent imparting moderate hydrophilicity to the nonwoven fabric, an emulsifying agent imparting emulsification stability, and the like.
- At least the surface of the heat-fusible fiber used in the present invention is formed of a polyolefin resin.
- the surface of the heat-fusible fiber which is a constituent fiber of the nonwoven fabric
- the fiber surface is melted by heat treatment during the production of the nonwoven fabric, and the fiber treatment agent is likely to penetrate into the fiber. Thereby, the effect that the hydrophilicity of a desired part can be reduced efficiently is produced.
- the polyolefin-based resin that forms the surface of the heat-fusible fiber include polyethylene and polypropylene, and one of these can be used alone or two or more of them can be used in combination.
- core-sheath type composite fiber having a sheath part containing polyethylene resin and a core part made of a resin component having a melting point higher than that of polyethylene resin
- core-sheath type composite fiber fiber S
- polyethylene resin constituting the sheath of the core-sheath type composite fiber S include low density polyethylene (LDPE), high density polyethylene (HDPE), linear low density polyethylene (LLDPE), and the density is 0.935 g.
- the resin component constituting the sheath portion of the core-sheath type composite fiber S is preferably a polyethylene resin alone. However, it is not limited to this, and various things can be adopted.
- the sheath part of the core-sheath type composite fiber S plays a role of providing the heat-fusible core-sheath type composite fiber with heat-fusibility and taking in the fiber treatment agent described above during heat treatment. Thereby, the penetration
- the heat-fusible fiber used for the top sheet is not limited to the core-sheath type composite fiber S.
- the sheath may be polypropylene (PP) or copolymer polyester depending on the resin component of the core.
- a core part is a part which provides intensity
- a resin component constituting the core part of the core-sheath type composite fiber S a resin component having a melting point higher than that of the polyethylene resin that is the constituent resin of the sheath part can be used without particular limitation.
- the resin component constituting the core include polyolefin resins such as polypropylene (PP) (excluding polyethylene resin), polyester resins such as polyethylene terephthalate (PET), and polybutylene terephthalate (PBT).
- the heat-sealable core-sheath composite fiber to which the fiber treating agent is attached has a difference in melting point between the resin component constituting the core part and the resin component constituting the sheath part (the former-the latter) at 20 ° C. or higher. It is preferable that the non-woven fabric is easily produced, and is preferably 150 ° C. or lower.
- the melting point when the resin component constituting the core is a blend of a plurality of types of resins is the melting point of the resin having the highest melting point.
- the heat-fusible fiber is preferably a fiber whose length is extended by heating (hereinafter also referred to as a heat-extensible fiber).
- the heat-extensible fiber include a fiber that spontaneously extends as the crystal state of the resin changes due to heating.
- the heat-extensible fiber is present in the nonwoven fabric in a state where its length is extended by heating, a state where it can be extended by heating, or both.
- heat-extensible fibers are heated, the fiber treatment agent on the surface is easily taken into the interior, and it becomes easy to form a plurality of portions having greatly different hydrophilicity by heat treatment in the fibers and the nonwoven fabric produced using the fibers.
- a preferable heat-extensible fiber is a composite fiber (hereinafter also referred to as a heat-extensible composite fiber) having a first resin component that constitutes a core part and a second resin component that constitutes a sheath part.
- the second resin component has a lower melting point or softening point than the first resin component, and at least part of the fiber surface is continuously present in the length direction.
- a 1st resin component is a component which expresses the heat
- a 2nd resin component is a component which expresses heat-fusibility.
- the melting points of the first resin component and the second resin component are defined as temperatures measured by the following method using a differential scanning calorimeter (DSC6200 manufactured by Seiko Instruments Inc.).
- thermo analysis of a finely cut fiber sample is performed at a heating rate of 10 ° C./min, the melting peak temperature of each resin is measured, and the melting peak temperature is defined.
- the resin is defined as “resin having no melting point”.
- the temperature at which the second resin component is fused to such an extent that the strength of the fusion point of the fiber can be measured is used as the temperature at which the molecular flow of the second resin component begins, and this is used instead of the melting point.
- the heat stretchable conjugate fiber can be stretched by heat at a temperature lower than the melting point of the first resin component.
- the heat-extensible conjugate fiber preferably has a thermal elongation rate of 0.5% or more and 20% or less at a temperature 10 ° C. higher than the melting point of the second resin component (softening point in the case of a resin having no melting point). More preferably, it is 3% or more and 20% or less, and further preferably 5.0% or more and 20% or less.
- a nonwoven fabric containing fibers having such a thermal elongation rate becomes bulky due to the elongation of the fibers or has a three-dimensional appearance.
- the thermal elongation rate of the fiber is determined by the method described in paragraphs [0031] to [0032] of JP2010-168715A.
- the fiber diameter of the heat-extensible composite fiber is appropriately selected according to the specific use of the nonwoven fabric.
- the nonwoven fabric is used as a constituent member of an absorbent article such as a surface sheet of the absorbent article, it is preferable to use a nonwoven fabric having a size of 10 ⁇ m to 35 ⁇ m, particularly 15 ⁇ m to 30 ⁇ m.
- the fiber diameter of the heat-extensible composite fiber is reduced when the fiber diameter is reduced, and the fiber diameter is a fiber diameter when the nonwoven fabric is actually used.
- Japanese Patent No. 4131852 Japanese Patent Application Laid-Open No. 2005-350836, Japanese Patent Application Laid-Open No. 2007-303035, Japanese Patent Application Laid-Open No. 2007-204899,
- the fibers described in JP 2007-204901 A and JP 2007-204902 A can also be used.
- a nonwoven fabric having a plurality of portions having different hydrophilicities can be obtained by heat-treating a web or nonwoven fabric produced using heat-fusible fibers.
- the heat-fusible fiber preferably has a water contact angle of 90 degrees or less with respect to the fiber taken out from the nonwoven fabric.
- the heat-fusible core-sheath conjugate fiber taken out from the nonwoven fabric has a contact angle with water of preferably 90 degrees or less, more preferably 85 degrees or less, and is too hydrophilic. Since it becomes easy to have a liquid, it is preferably 60 degrees or more, more preferably 65 degrees or more. Moreover, it is preferably 65 degrees or more and 85 degrees or less, and more preferably 70 degrees or more and 80 degrees or less.
- a decrease in hydrophilicity is synonymous with an increase in contact angle. This contact angle can be obtained by the following measuring method.
- the above contact angle can be measured by the following method. That is, a fiber is taken out from a predetermined part of the nonwoven fabric, and the contact angle of water with the fiber is measured. As a measuring device, an automatic contact angle meter MCA-J manufactured by Kyowa Interface Science Co., Ltd. is used. Distilled water is used to measure the contact angle. The measurement is performed at a temperature of 25 ° C. and a relative humidity (RH) of 65%.
- RH relative humidity
- the amount of liquid ejected from an ink jet type water droplet ejection part (manufactured by Cluster Technology Co., Ltd., pulse injector CTC-25 having a pore diameter of 25 ⁇ m) is set to 20 picoliters, and a water droplet is dropped just above the fiber.
- the state of dripping is recorded on a high-speed recording device connected to a horizontally installed camera.
- the recording device is preferably a personal computer incorporating a high-speed capture device from the viewpoint of image analysis or image analysis later. In this measurement, an image is recorded every 17 msec.
- the first image of water drops on the fiber taken out from the non-woven fabric is attached to the attached software FAMAS (software version is 2.6.2, analysis method is droplet method, analysis method is ⁇ / 2 method)
- the image processing algorithm is non-reflective, the image processing image mode is frame, the threshold level is 200, and the curvature is not corrected).
- the nonwoven fabric according to the present invention may have a single layer structure or a multilayer structure in which two or more layers are laminated.
- the fiber treatment agent according to the present invention has a first layer and a second layer adjacent to the first layer, and at least one of the first layer and the second layer.
- the form in which the attached fiber is contained is mentioned, More specifically, the nonwoven fabric which satisfy
- the first layer and the second layer are distinguished from each other by factors such as the type of fiber material constituting the layers, the thickness of the fiber, the presence or absence of a hydrophilic treatment, and the layer formation method.
- factors such as the type of fiber material constituting the layers, the thickness of the fiber, the presence or absence of a hydrophilic treatment, and the layer formation method.
- the cross section in the thickness direction of the nonwoven fabric having a multilayer structure according to the present invention is enlarged by an electron microscope, the boundary portion between both layers can be observed due to these factors.
- Any non-woven fabric satisfying the following conditions I or II may be used on the first layer side, or the second layer side may be used, and which side is used. What is necessary is just to determine according to the specific use etc. of this nonwoven fabric.
- the first layer is virtually divided into two in the thickness direction, and of the two parts divided into two, the part far from the second layer is the first layer first part, and the side close to the second layer
- the first layer second part is compared with the first layer first part, the first layer second part, and the second layer, the following (11) and (12) It satisfies the relationship and contains the fiber treatment agent according to the present invention.
- the first layer second portion has higher hydrophilicity than the first layer first portion.
- the hydrophilicity of any part of the second layer is higher than that of the second part of the first layer.
- the first layer first portion, the first layer second portion, and the second layer have a hydrophilicity relationship of the first layer first portion ⁇ first layer second portion ⁇ Any part in the second layer.
- Any part in the second layer refers to a part having the highest hydrophilicity among the hydrophilicities measured along the thickness direction of the second layer. The same applies to the first layer first part and the first layer second part, and the hydrophilicity of the first layer first part and the first layer second part refers to the hydrophilicity of these parts along the thickness direction. It is the said hydrophilicity in the site
- hydrophilicity is determined based on the contact angle of the fiber with water measured by the above method. Specifically, a low hydrophilicity is synonymous with a large contact angle, and a high hydrophilicity is synonymous with a small contact angle.
- the liquid is supplied to the first layer side.
- the liquid quickly penetrates through the nonwoven fabric. Accordingly, the liquid is less likely to flow along the surface on the first layer side. As a result, it is difficult for the liquid to remain on the surface on the first layer side, which is the surface supplied with the liquid.
- the second layer is virtually divided into two in the thickness direction, and the portion closer to the first layer of the two divided portions is the second layer first portion, and the side far from the first layer
- the hydrophilicity of the first layer, the second layer first portion, and the second layer second portion is compared, and the following (21) and (22) It satisfies the relationship and contains the fiber treatment agent according to the present invention.
- the hydrophilicity of the second layer first portion is higher than that of the first layer.
- the second layer second portion has a higher hydrophilicity than the second layer first portion.
- the magnitude relationship of the hydrophilicity between the first layer, the second layer first portion, and the second layer second portion is defined by the above (21) and (22), Since the first layer ⁇ the second layer first part ⁇ the second layer second part, the liquidity is formed on the first layer side because the hydrophilicity gradient is provided in the thickness direction. Is supplied, the liquid quickly penetrates through the nonwoven fabric. Accordingly, the liquid is less likely to flow along the surface on the first layer side. As a result, it is difficult for the liquid to remain on the surface on the first layer side, which is the surface supplied with the liquid. And the liquid once permeate
- FIGS. 3 to 5 show various preferred embodiments of the nonwoven fabric having the hydrophilicity gradient of the above condition I.
- embodiments of the nonwoven fabric shown in FIGS. 3 to 5 will be described.
- the 3 is an air-through nonwoven fabric, and has a first layer 130 and a second layer 140.
- the first layer 130 and the second layer 140 are in direct contact with each other, and there are no other layers interposed between the two layers.
- the first layer 130 and the second layer 140 are each a single fiber layer, and are not composed of a multi-layer laminate that is further subdivided.
- the first layer 30 and the second layer 40 are bonded over the entire area of the opposing surfaces, and no gap is generated between the layers 130 and 140.
- FIG. 5 although the 1st layer 130 and the 2nd layer 140 are represented by the same thickness, this is because each layer 130 and 140 was shown typically, and in the actual nonwoven fabric 100, The thickness of the first layer 130 and the second layer 140 may be different.
- the first layer 130 and the second layer 140 are both composed of randomly deposited fibers.
- the fibers constituting the first layer 130 are fused by an air-through method at the intersections of the fibers.
- the second layer 140 Further, at the boundary between the first layer 130 and the second layer 140, the intersection of the fibers constituting the first layer 130 and the fibers constituting the second layer 140 is fused by an air-through method.
- the fibers constituting the first layer 130 may be bonded by means other than air-through fusion. For example, they may be additionally bonded by means such as fusion by hot embossing, entanglement by a high-pressure jet flow, adhesion by an adhesive, or the like. The same applies to the second layer 140 and also at the boundary between the first layer 130 and the second layer 140.
- the first layer 130 made of a single layer is virtually divided into two in the thickness direction, the portion farther from the second layer 140 out of the two portions divided into two equal parts.
- the first layer first portion 131 is referred to as a first layer second portion 132 and the portion closer to the second layer 140 is referred to as a first layer second portion 132. Since the first layer 130 is composed of a single layer, there is no boundary between the first portion 131 and the second portion 132. Further, the fibers constituting the first part 131 and the fibers constituting the second part 132 are the same.
- the second portion 132 is more hydrophilic than the first portion 131.
- the fibers to which the fiber treatment agent according to the present invention described above is attached are included in the first layer 130.
- the first layer 130 may have a gradually increasing hydrophilicity from the first part 131 toward the second part 132, or the hydrophilicity is stepped from the first part 131 toward the second part 132.
- the shape may be higher.
- the hydrophilicity gradually increases from the first portion 131 toward the second portion 132.
- the heat-fusible fiber to which the fiber treatment agent described above is attached is included in the first layer 130.
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 is 70 degrees or more, particularly It is preferable that it is 72 degree
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 is preferably 70 degrees to 85 degrees, and more preferably 72 degrees to 82 degrees.
- the contact angle of water with respect to the fibers contained in the first layer second portion 132 is smaller than the contact angle of water with respect to the fibers contained in the first layer first portion 31, it is 60 degrees or more, particularly 65.
- the contact angle of water with respect to the fibers contained in the first layer second portion 132 is preferably 60 degrees or more and 80 degrees or less, and more preferably 65 degrees or more and 75 degrees or less.
- the second layer 140 has the same hydrophilicity in any part of the second layer 140. ing.
- the hydrophilicity of the second layer 140 is higher than the hydrophilicity of the first layer second portion 132.
- the nonwoven fabric 100 of the embodiment shown in FIG. 3 has higher hydrophilicity in the order of the first layer first portion 131, the first layer second portion 132, and the second layer 140.
- the contact angle of water with respect to the fibers contained in the second layer 140 is 20 degrees or more, particularly 30 degrees or more, provided that the contact angle of water with respect to the fibers contained in the first layer first portion 132 is smaller.
- the contact angle of water with respect to the fibers contained in the second layer 140 is preferably 20 degrees or more and 75 degrees or less, and more preferably 30 degrees or more and 65 degrees or less.
- the hydrophilicity of the second layer 140 is the same in any part.
- fibers are used. What is necessary is just to use the agent called the oil agent conventionally used in order to provide hydrophilic property.
- the anionic, cationic, amphoteric and nonionic surfactants described above can be used.
- the constituent fibers of the second layer 40 are preferably not treated with any of the components (A) to (C) described above.
- the liquid film cleaving agent is preferably attached to at least the first layer 130, and more preferably attached to the second layer 140 in addition.
- the contact angle of water with respect to the fibers contained in the first layer second portion 132 is preferably 1 degree or more, particularly 10 degrees or more, and more preferably 20 degrees or more, It is preferably 50 degrees or less, particularly 40 degrees or less.
- the difference is preferably 1 ° to 50 °, more preferably 10 ° to 40 °.
- the difference between the contact angle of water with respect to the fibers contained in the first layer 131 and the contact angle of water with respect to the fibers contained in the second layer 140 is greater than or equal to 2 degrees, and in particular, 10 degrees, provided that the contact angle difference between the first layer second portion 132 and the second layer 140 is greater than that described above.
- it is preferably 20 degrees or more, preferably 65 degrees or less, particularly preferably 50 degrees or less.
- the difference is preferably 2 ° to 65 °, more preferably 10 ° to 50 °.
- the nonwoven fabric 101 shown in FIG. 4 and the nonwoven fabric 102 shown in FIG. 5 are both nonwoven fabrics (air-through nonwoven fabric) that satisfy the above condition I.
- the nonwoven fabrics 101 and 102 the point which is different from the nonwoven fabric 100 demonstrated previously is demonstrated, and although the same point is not demonstrated in particular, the description regarding the nonwoven fabric 100 is applied suitably.
- 4 and 5 the same members as those in FIG. 3 are denoted by the same reference numerals.
- the first layer 130 has the same configuration as the first layer 130 of the nonwoven fabric 100 shown in FIG. 3.
- the second layer 140 of the nonwoven fabric 101 is virtually divided into two in the thickness direction, a portion closer to the first layer 130 is divided into two portions of the two divided portions.
- the layer first portion 141 is called, and the portion far from the first layer 130 is called a second layer second portion 142. Since the second layer 140 is composed of a single layer, there is no boundary between the first portion 141 and the second portion 142. Further, the fibers constituting the first part 141 and the fibers constituting the second part 142 are the same.
- the hydrophilicity of the first layer first portion 131, the first layer second portion 132, the second layer first portion 141, and the second layer second portion 142 is compared.
- the first layer second portion 132 has higher hydrophilicity than the first layer first portion 131
- the following (13) and (14) The relationship is also satisfied.
- the second layer first portion 141 has higher hydrophilicity than the first layer second portion 132.
- the hydrophilicity of the second layer second portion 142 is higher than that of the second layer first portion 141.
- the nonwoven fabric 101 shown in FIG. 4 has a hydrophilicity gradient with respect to the first layer 130 and also has a hydrophilicity gradient with respect to the second layer 140.
- the magnitude relationship of the hydrophilicity is as follows: first layer first part 131 ⁇ first layer second part 132 ⁇ second layer first part 141 ⁇ second layer second part 142.
- the hydrophilicity of the second layer 140 may gradually increase from the second portion 141 toward the second portion 142, or The hydrophilicity may increase stepwise from the second part 141 toward the second part 142.
- the hydrophilicity gradually increases from the second part 141 toward the second part 142.
- the fibers to which the fiber treatment agent according to the present invention described above is attached are included not only in the first layer 130 but also in the second layer 140. Preferably it is.
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 is 70 degrees or more, particularly 72 degrees or more. Further, it is preferably 85 degrees or less, particularly 82 degrees or less.
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 is preferably 70 degrees to 85 degrees, and more preferably 72 degrees to 82 degrees.
- the contact angle of water with respect to the fibers contained in the first layer second portion 132 is smaller than the contact angle of water with respect to the fibers contained in the first layer first portion 131, it is 60 degrees or more, particularly 65. It is preferable that it is more than degree.
- the contact angle of water with respect to the fibers contained in the first layer second portion 132 is preferably 60 degrees or more and 80 degrees or less, and more preferably 65 degrees or more and 75 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer first portion 141 is preferably 50 degrees or more, particularly 55 degrees or more. Moreover, it is preferable that it is 75 degrees or less, especially 70 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer first portion 141 is preferably 50 degrees or greater and 75 degrees or less, and preferably 55 degrees or greater and 70 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer second portion 142 is smaller than the contact angle of water with respect to the fibers contained in the second layer first portion 41, it is 20 degrees or more, particularly 30.
- the contact angle of water with respect to the fibers contained in the second layer second portion 142 is preferably 20 degrees or more and 70 degrees or less, and more preferably 30 degrees or more and 65 degrees or less.
- the contact angle of water with respect to the fibers contained in the first layer second portion 132 is preferably 1 degree or more, particularly preferably 10 degrees or more. 30 degrees or less, and particularly preferably 25 degrees or less.
- the difference is preferably 1 degree or more and 30 degrees or less, more preferably 10 degrees or more and 25 degrees or less.
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 and the contact angle of water with respect to the fibers contained in the second layer second portion 142. (The first layer first portion 131-the second layer second portion 142) is larger than the contact angle difference between the first layer second portion 132 and the second layer first portion 141 described above. 2 degrees or more, preferably 10 degrees or more, 65 degrees or less, particularly 50 degrees or less. For example, the difference is preferably 2 ° to 65 °, more preferably 10 ° to 50 °.
- the nonwoven fabric 102 shown in FIG. 5 is different from the nonwoven fabric 101 shown in FIG. 4 in that the degree of hydrophilicity is such that the first layer first portion 131 ⁇ the second layer first portion 143 ⁇ the first layer second portion 133.
- the second layer is the second portion 142. Except this point, it is the same as the nonwoven fabric 101 shown in FIG.
- the nonwoven fabric 102 shown in FIG. 5 has the relationship (11) described above, that is, the first layer second portion 133 is more hydrophilic than the first layer first portion 131, An air-through nonwoven fabric that satisfies the following relationships (15), (16), and (17).
- the hydrophilicity of the second layer first portion 143 is higher than that of the first layer first portion 131.
- the first layer second portion 133 has higher hydrophilicity than the second layer first portion 143.
- the second layer second portion 142 has higher hydrophilicity than the first layer second portion 133.
- the nonwoven fabric 102 shown in FIG. 5 is different from the nonwoven fabrics 100 and 101 described so far in that the hydrophilicity sequentially increases from the first layer 130 side toward the second layer 140 side. Rather, the relationship of the hydrophilicity is reversed between the first layer second portion 133 and the second layer first portion 143.
- the nonwoven fabric 102 having such a hydrophilicity relationship has the same effects as the nonwoven fabrics 100 and 101 shown in FIGS.
- the first layer second portion 133 and the second layer Due to the reversal of the hydrophilicity relationship with the first layer portion 143, the liquid that has once permeated through the nonwoven fabric 102 is more difficult to reverse, and the liquid diffuses in the plane direction of the nonwoven fabric 102.
- the liquid passes through the nonwoven fabric 102.
- the effect that the liquid is difficult to return further is that when the nonwoven fabric 102 is used as the top sheet of the absorbent article, the liquid once absorbed by the absorbent body is difficult to return even when subjected to the wearer's pressure resistance. It is advantageous.
- the effect that the liquid permeates while diffusing in the plane direction of the nonwoven fabric 102 is that when the nonwoven fabric 102 is used as the surface sheet of the absorbent article, the liquid can be absorbed in all portions in the plane direction of the absorbent body. This is advantageous in that the absorption performance of the absorber can be effectively utilized.
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 is preferably 70 degrees or more, particularly preferably 72 degrees or more. Further, it is preferably 85 degrees or less, particularly 82 degrees or less.
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 is preferably 70 degrees to 85 degrees, and more preferably 72 degrees to 82 degrees.
- the contact angle of water with respect to the fibers contained in the first layer second portion 133 is smaller than the contact angle of water with respect to the fibers contained in the first layer first portion 131, it is 50 degrees or more, particularly 55. It is preferable that it is more than degree.
- the contact angle of water with respect to the fibers contained in the first layer second portion 133 is preferably 50 degrees or greater and 75 degrees or less, and preferably 55 degrees or greater and 70 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer first portion 143 is preferably 60 degrees or more, particularly 65 degrees or more. Moreover, it is preferable that it is 80 degrees or less, especially 75 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer first portion 143 is preferably 60 degrees or more and 80 degrees or less, and more preferably 65 degrees or more and 75 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer second portion 142 is smaller than the contact angle of water with respect to the fibers contained in the second layer first portion 143, it is 30 degrees or more, particularly 40.
- the contact angle of water with respect to the fibers contained in the second layer second portion 142 is preferably 30 degrees or more and 70 degrees or less, and preferably 40 degrees or more and 65 degrees or less.
- the second portion 133) is preferably at least 1 degree, particularly preferably at least 2 degrees, preferably at most 30 degrees, particularly preferably at most 25 degrees.
- the difference is preferably 1 to 30 degrees, more preferably 2 to 25 degrees.
- the contact angle of water with respect to the fibers contained in the first layer first portion 131 and The difference between the contact angle of water and the fibers contained in the second layer second part 142 (first layer first part 131 -second layer second part 142) is 2 degrees or more, particularly 5 degrees or more. Is preferably 55 degrees or less, and particularly preferably 45 degrees or less. For example, the difference is preferably 2 ° to 55 °, more preferably 5 ° to 45 °.
- the hydrophilicity may gradually increase from the first part 131 toward the second part 133, or from the first part 131 toward the second part 133.
- the hydrophilicity may be increased stepwise.
- the hydrophilicity may be gradually increased from the first part 143 toward the second part 142, or the hydrophilicity is stepped from the first part 143 toward the second part 142.
- the shape may be higher.
- FIG. 6 shows a specific example of a nonwoven fabric satisfying the condition II.
- the nonwoven fabric 103 shown in FIG. 6 is an air-through nonwoven fabric, and has a first layer 130 and a second layer 140.
- the first layer 130 and the second layer 40 ' are in direct contact with each other, and there are no other layers interposed between the two layers.
- Each of the first layer 30 ′ and the second layer 140 is a single fiber layer, and is not composed of a multi-layered laminate that is further subdivided.
- the first layer 130 and the second layer 140 are bonded to each other on the entire area of the opposing surfaces, and no gap is generated between the both layers 130 and 140.
- the first layer 130 and the second layer 140 are represented by the same thickness. This is because the layers 30 ′ and 40 ′ are schematically shown.
- the first layer 130 and the second layer 140 may have different thicknesses.
- the first layer 130 and the second layer 140 are both composed of randomly deposited fibers.
- the fibers constituting the first layer 130 are fused by an air-through method at the intersections of the fibers.
- the second layer 140 Further, at the boundary between the first layer 130 and the second layer 140, the intersection of the fibers constituting the first layer 130 and the fibers constituting the second layer 140 is fused by an air-through method.
- the fibers constituting the first layer 130 may be bonded by means other than air-through fusion. For example, they may be additionally bonded by means such as fusion by hot embossing, entanglement by a high-pressure jet flow, adhesion by an adhesive, or the like. The same applies to the second layer 140 and also at the boundary between the first layer 130 and the second layer 140.
- the second layer 140 made of a single layer when the second layer 140 made of a single layer is virtually divided into two in the thickness direction, a portion closer to the first layer 130 is divided into two portions divided into two equal portions. A portion far from the first layer 130 is referred to as a second layer second portion 142. Since the second layer 140 is composed of a single layer, there is no boundary between the second portion 141 and the second portion 142. Further, the fibers constituting the first part 141 and the fibers constituting the second part 142 are the same.
- the second portion 142 has a higher hydrophilicity than the first portion 141.
- the fiber to which the fiber treatment agent according to the present invention described above is attached is included in the second layer 140.
- the hydrophilicity of the second layer 140 may gradually increase from the first part 141 toward the second part 142, or the hydrophilicity may be stepped from the first part 141 toward the second part 142.
- the shape may be higher.
- the hydrophilicity gradually increases from the first portion 141 toward the second portion 142.
- the fiber to which the fiber treatment agent according to the present invention described above is attached is included in the second layer 140.
- the contact angle of water with respect to the fibers contained in the second layer first portion 141 is 50 degrees or more, particularly It is preferable that it is 60 degree
- the contact angle of water with respect to the fibers contained in the second layer first portion 141 is preferably 50 degrees or more and 80 degrees or less, and more preferably 60 degrees or more and 75 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer second portion 142 is smaller than the contact angle of water with respect to the fibers contained in the second layer first portion 141, it is 30 degrees or more, particularly 40. It is preferable that it is more than degree. Moreover, it is preferable that it is 75 degrees or less, especially 70 degrees or less.
- the contact angle of water with respect to the fibers contained in the second layer second portion 142 is preferably 30 degrees or more and 75 degrees or less, and preferably 40 degrees or more and 70 degrees or less.
- the first layer 130 has the same hydrophilicity in any part of the first layer 130.
- the hydrophilicity of the first layer 130 is lower than the hydrophilicity of the second layer first portion 141.
- the nonwoven fabric 20B shown in FIG. 6 has higher hydrophilicity in the order of the first layer 130, the second layer first portion 141, and the second layer second portion 142.
- the contact angle of water with respect to the fibers contained in the first layer 130 is 75 degrees or more, particularly 80 degrees or more, provided that the contact angle of water with respect to the fibers contained in the second layer first portion 141 is larger. Is preferably 90 degrees or less, and particularly preferably 85 degrees or less.
- the contact angle of water with respect to the fibers contained in the first layer 130 is preferably 75 degrees or more and 90 degrees or less, and more preferably 80 degrees or more and 85 degrees or less.
- the first layer 130 having the same hydrophilicity in any part, for example, an agent called an oil agent that has been conventionally used for imparting hydrophilicity to the fiber may be used.
- an agent called an oil agent that has been conventionally used for imparting hydrophilicity to the fiber may be used.
- the anionic, cationic, amphoteric and nonionic surfactants described above can be used.
- the constituent fibers of the first layer 130 are preferably not treated with any of the components (A) to (C) described above.
- the liquid film cleaving agent is preferably attached to at least the first layer 130, and more preferably attached to the second layer 140 in addition.
- the contact angle of water with respect to the fibers contained in the first layer 130, the second layer first is preferably 1 degree or more, particularly 10 degrees or more, and more preferably 15 degrees or more. 40 degrees or less, preferably 30 degrees or less, and more preferably 25 degrees or less.
- the difference is preferably 1 to 40 degrees, more preferably 10 to 30 degrees, and more preferably 15 to 25 degrees.
- the (first layer 130-second layer second portion 142) is 2 degrees or more, particularly 10 degrees, provided that the contact angle difference between the first layer 130-second layer first portion 141 is larger than that described above.
- it is preferably 20 ° or more, preferably 60 ° or less, particularly 50 ° or less, and more preferably 35 ° or less.
- the difference is preferably 2 degrees or more and 60 degrees or less, more preferably 10 degrees or more and 50 degrees or less, and more preferably 20 degrees or more and 35 degrees or less.
- the fiber treatment agent according to the present invention described above is used, and the air through described above.
- the hot air blowing conditions in the heat treatment by the method that is, the hot air temperature and the air volume.
- the first layer contains fibers to which the fiber treatment agent according to the present invention is attached.
- the second layer contains fibers to which the fiber treatment agent according to the present invention is attached.
- the hydrophilicity of the first layer or the second layer may be gradually increased from the first part toward the second part, or the hydrophilicity may be stepped from the first part toward the second part. It may be high.
- the first layer or the second layer preferably has a gradually increasing hydrophilicity from the first part toward the second part.
- the nonwoven fabric 102 shown in FIG. 5 in order to reverse the hydrophilicity relationship between the first layer second portion 133 and the second layer first portion 143 with the nonwoven fabric 101 shown in FIG.
- the fiber treatment agent used for the first layer 130 and the fiber treatment agent used for the second layer 140 are compared, the degree of hydrophilicity is greater in the fiber treatment agent used in the second layer 140. It is advantageous to select each fiber treatment so that it is low.
- part 143 is shown in FIG. 4 also by using the heat
- the nonwoven fabric As preferable embodiment of the nonwoven fabric which concerns on this invention, it is comprised including a thermoplastic fiber, has a 1st surface and the 2nd surface located on the opposite side, and at least 1st surface protrudes in the 1st surface side.
- the 7 includes an upper layer 11 on the first surface 1A (skin contact surface when used as a surface sheet) side and a lower layer 12 on the second surface 1B (non-skin contact surface when used as a surface sheet) side. It consists of two layers. Further, embossing (squeezing) is performed in the thickness direction from the first surface 1A, and the two layers are joined (the embossed part is referred to as an embossed recess (concave joint) 13).
- the lower layer 12 is a layer in which heat shrinkage of the heat-shrinkable fiber is expressed.
- the upper layer 11 is a layer containing non-heat-shrinkable fibers, and the non-heat-shrinkable fibers are partially bonded by the concave bonding portion 13.
- Non-heat-shrinkable fibers are not limited to those that do not shrink at all, but include those that shrink to such an extent that the heat-shrinkable fibers of the lower layer 12 are not inhibited.
- the nonwoven fabric 10 can be manufactured by, for example, the materials and manufacturing methods described in paragraphs [0032] to [0048] of JP-A-2002-187228. In this manufacturing, for example, after embossing the upper layer 11 and the lower layer 12 from the upper layer side 11, the heat-shrinkable fibers are thermally contracted by heat treatment.
- the embossed portions adjacent to each other are pulled by the contraction of the fibers, and the interval between the embossed portions is reduced.
- the fibers of the upper layer 11 are raised to the first surface 1A side with the embossed concave portion 13 as a base point to form a convex portion 14.
- the upper layer is laminated in a state where the lower layer 12 in which the heat shrinkage is developed is stretched, and the above-described embossing is performed. Thereafter, when the extended state of the lower layer 12 is released, the upper layer 11 side rises to the first surface 1A side, and the convex portion 14 is formed.
- This embossing can be performed by a commonly used method such as heat embossing or ultrasonic embossing.
- a joining method using an adhesive may be used.
- the upper layer 11 is squeezed and joined to the lower layer side 12 in the embossed recess (concave joint) 13.
- the embossed recesses 13 are formed in the form of dots in the plane direction of the nonwoven fabric 10, and the portion surrounded by the embossed recesses 13 is the above-described convex portion 14 in which the upper layer 11 is raised.
- the convex part 14 is a three-dimensional solid shape, for example, has a dome shape.
- the fiber is in a rougher state than the lower layer 12.
- the inside of the convex part 14 may be filled with fibers as shown in FIG. 7 or may have a hollow part formed by separating the upper layer 11 and the lower layer 12.
- the planar arrangement of the embossed concave portion 13 and the convex portion 14 may be arbitrary, and may be a lattice arrangement, for example.
- the lattice arrangement include an arrangement in which a plurality of rows each including a plurality of embossed recesses 13 are arranged, and the embossed recesses 13 in each row are shifted by an anti-pitch between adjacent rows.
- an arbitrary pattern arrangement such as a multi-row stripe shape, a checkered shape, or a spiral shape may be employed.
- the embossed recess 13 when the embossed recess 13 is viewed in a plan view, the embossed recess 13 may be a dot, a circle, an ellipse, a triangle, a rectangle, or another polygon, and can be arbitrarily set as appropriate. Further, the embossed recess 13 may be linear in addition to the dot shape.
- the nonwoven fabric 10 Since the nonwoven fabric 10 has a concavo-convex surface having a convex portion 14 and an embossed concave portion 13 on the first surface 1A side, the shape recoverability when stretched in the plane direction and the compressive deformability when compressed in the thickness direction. Excellent. Moreover, it becomes a comparatively bulky nonwoven fabric by the protrusion of the fibers of the upper layer 11 as described above. Thereby, the user who touched the nonwoven fabric 10 can feel a soft gentle touch. Further, in an absorbent article in which the nonwoven fabric 10 is incorporated as a surface sheet having the first surface 1A as the skin contact surface and the second surface 1B as the non-skin contact surface, the uneven surface having the convex portions 14 and the embossed concave portions 13 is used.
- the contact surface side is excellent in air permeability.
- the nonwoven fabric 10 contains the above-described fiber treatment agent according to the present invention, so that there is little liquid residue, and further improves the liquid permeability utilizing the dense surface of the uneven surface and the emboss, and the excellent lowness due to the hydrophilicity gradient.
- the liquid return property can be provided.
- the mechanism for expressing the excellent low liquid return property in the nonwoven fabric 10 is as follows. That is, it has a hydrophilicity gradient in which the hydrophilicity of the flat surface of the second surface 1B is made higher than the top portion T of the thick convex portion 14 on the first surface 1A side and the embossed concave portion 13 with a small thickness.
- a liquid enters from the 1st surface 1A side which makes an uneven surface, a liquid tends to escape from the convex part 14 to the embossed recessed part 13, and also from the convex part 14 and the embossed part 13 to the 2nd surface 1B side, and a nonwoven fabric.
- the liquid remaining in 10 is reduced, and liquid return in the reverse direction is suppressed.
- the first surface 1A which is an uneven surface of the nonwoven fabric 1, is directed to the embossing roll side during embossing, and directed to the side opposite to the net surface (breathable support) when performing hot air treatment by the air-through method. It is the surface on the side that blows hot air directly. By this heat treatment, a hydrophilicity gradient from the first surface 1A side to the second surface 1B side is formed.
- the contact angle of water with respect to the fibers contained in the top and the fibers contained on the back side is preferably 3 ° or more, particularly preferably 5 ° or more, and preferably 25 ° or less, particularly preferably 20 ° or less.
- the difference is preferably 3 ° to 25 °, more preferably 5 ° to 20 °.
- the fiber treatment agent is used, and the hot air blowing conditions in the heat treatment by the air-through method described above, that is, What is necessary is just to control the temperature and air volume of hot air appropriately.
- the nonwoven fabric 10 is not restricted to the two-layer structure of the upper layer 11 and the lower layer 12, and may have another layer.
- a single layer or a plurality of layers may be disposed between the upper layer 11 and the lower layer 12, and a single layer or a plurality of layers may be disposed on the first surface 1A side and the second surface 1B side of the nonwoven fabric 10.
- This single layer or multiple layers may be a layer having heat-shrinkable fibers or a layer having non-heat-shrinkable fibers.
- Nonwoven fabrics 20, 30, 40, 50, 60, and 70 are shown below as other specific examples of the nonwoven fabric according to the present invention having irregular shapes.
- the nonwoven fabric 20 of a 2nd embodiment is a two-layer structure which has the hollow part 21, as shown in FIG. Both layers contain thermoplastic fibers.
- the nonwoven fabric 20 it has the junction part 22 in which the 1st nonwoven fabric 20A and the 2nd nonwoven fabric 20B were partially heat-sealed.
- the first nonwoven fabric 20 ⁇ / b> A protrudes in a direction away from the second nonwoven fabric 20 ⁇ / b> B and has a large number of convex parts 23 having hollow parts 21 inside.
- the joint portion 22 is a concave portion located between the adjacent convex portions 23 and 23, and constitutes the concave and convex portions of the first surface 1 ⁇ / b> A together with the convex portion 23.
- the nonwoven fabric 20 can be formed by a commonly used method.
- the first nonwoven fabric 20 ⁇ / b> A is unevenly shaped by meshing two uneven rolls, and then the second nonwoven fabric is bonded to obtain the nonwoven fabric 20.
- the nonwoven fabric 20 is used by being laminated on the absorbent body as a surface sheet with the first surface 1A facing the skin contact surface side, the liquid permeability from the first surface 1A side to the second surface 2B side is used. Excellent.
- liquid permeation through the hollow portion 21 is performed.
- a wearer's body pressure is added to the convex part 23, and the liquid in the convex part 23 transfers to the 2nd nonwoven fabric 3 directly.
- a hydrophilicity gradient that increases from the first surface 1A side toward the second surface 1B side is provided, thereby providing excellent low liquid return performance. This action can be exerted more continuously by the action of the liquid film cleaving agent of the fiber treatment agent according to the present invention described above.
- the nonwoven fabric 30 of the third embodiment includes a first fiber layer 301 that includes thermoplastic fibers and has a shape that is uneven on both sides.
- FIG. 9A shows a non-woven fabric 30A having a single layer structure composed of only the first fiber layer 301.
- FIG. 9B shows a non-woven fabric 30B having a two-layer structure including a first fiber layer 310 and a second fiber layer 302 bonded along the second surface 1B side of the first fiber layer 301.
- each nonwoven fabric is demonstrated concretely.
- the nonwoven fabric 30A first fiber layer 301 shown in FIG.
- the first protrusion 31 protruding to the first surface 1A and the second protrusion 32 protruding to the second surface 1B side are the nonwoven fabric 30A. They are arranged alternately and continuously in different directions that intersect when viewed in plan.
- the first projecting portion 31 and the second projecting portion 32 each have an internal space that is released on the opposite surface side, and this portion forms the recesses 33 and 34 on the surface.
- the first surface 1 ⁇ / b> A has an uneven shape of the first protrusion 31 and the recess 34.
- the second surface 1 ⁇ / b> B has an uneven shape of the second protrusion 32 and the recess 33.
- the nonwoven fabric 30 ⁇ / b> A has a wall portion 35 that connects the first protruding portion 31 and the second protruding portion 32.
- the wall part 35 forms the wall surface of each internal space of the 1st protrusion part 31 and the 2nd protrusion part 32, and has a cyclic structure in a plane direction.
- the fiber which comprises the wall part 35 has fiber orientation in the direction which connects the 1st protrusion part 31 and the 2nd protrusion part 32 in any point of cyclic
- stiffness is born on the wall.
- the nonwoven fabric 30A has a moderate cushioning property, is excellent in recoverability even when pressure is applied, and can avoid collapse of each internal space.
- the non-woven fabric 30A can be used as a surface sheet of an absorbent article with either side as the skin contact surface side, and can impart moderate cushioning properties, soft touch, and excellent low liquid return performance to the absorbent article.
- a nonwoven fabric 30B shown in FIG. 9B is formed by bonding the second fiber layer 302 along the unevenness on the second surface 1B side of the first fiber layer 301 described above.
- the nonwoven fabric 30B typically uses the first surface 1A as a skin contact surface.
- the non-woven fabric 30B On the first surface 1 ⁇ / b> A side of the nonwoven fabric 30 ⁇ / b> B, the uneven shape of the first protruding portion 31 and the recessed portion 34 of the first fiber layer 301 described above spreads, and the wall portion of the annular structure between the first protruding portion 31 and the recessed portion 32. 35 is arranged. Therefore, the non-woven fabric 30B also has the fiber orientation of the first fiber layer 301 described above, whereby a stiffness is generated in the wall portion and excellent in unevenness recovery. In addition to this, the nonwoven fabric 30B is bulky and low in weight because the fiber web is shaped, formed into a nonwoven fabric, and both layers are joined by hot air treatment in an air-through process.
- the fiber density of the second fiber layer 302 is the fiber density of the other parts of the first fiber layer 301 and the second fiber layer 302 on the second surface 1B side of the top of the first protrusion 31 of the first fiber layer 301.
- Lower portion 36 Due to the presence of the low fiber density portion 36, the first protruding portion 31 of the first fiber layer 301 is easily recessed even at a low load, and thus the cushioning property of the nonwoven fabric 30B is enhanced.
- the nonwoven fabric 30B When employ
- the nonwoven fabric 30 (30A and 30B) also has a hydrophilicity gradient that increases from the first surface 1A side to the second surface 1B side by applying heat treatment from the first surface 1A, thereby further improving the low With liquid return. This action can be exerted more continuously by the action of the liquid film cleaving agent of the fiber treatment agent according to the present invention described above.
- the liquid permeation path is secured by rupturing the liquid film, so that the above-mentioned liquid permeability is sufficiently exerted and low even under body pressure. Liquid return is sustained. This widens the range of design for fiber diameter and fiber density.
- an air-through process in which a multi-stage hot air treatment is performed on the fiber web while controlling the hot air temperature and the wind speed can be employed.
- the nonwoven fabric 30A first fiber layer 301
- the manufacturing method described in paragraphs [0031] and [0032] of JP2012-136790A can be used.
- the support shown in FIGS. 1 and 2 of JP2012-149370 and the support shown in FIGS. 1 and 2 of JP2012-149371 can be used.
- the nonwoven fabric 30B laminated nonwoven fabric of the first fiber layer 301 and the second fiber layer 302 is manufactured by laminating the fiber web that becomes the second fiber layer 302 in the air-through process of the first fiber layer 301 described above. can do.
- the production methods described in paragraphs [0042] to [0064] of JP2013-124428A can be used.
- the nonwoven fabric 40 according to the fourth embodiment is composed of one layer containing thermoplastic fibers, and on the first surface 1 ⁇ / b> A side, a semicylindrical convex portion 41 and the side of the convex portion 41.
- a plurality of recesses 42 arranged along the edge are alternately arranged.
- a concave bottom portion 43 made of non-woven fiber is disposed below the concave portion 42.
- the concave portion 43 has a fiber density lower than that of the convex portion 41.
- another fiber layer 45 may be partially laminated on the convex portion 41 (see FIG. 11).
- the nonwoven fabric 40 When the nonwoven fabric 40 is incorporated into an absorbent article as a surface sheet having the first surface 1A side as the skin contact surface side, the liquid received by the convex portion 41 easily moves to the concave portion 42, and the second surface 1B side in the concave portion 43. Easy to move to. Thereby, there is little liquid residue and stickiness of skin is suppressed. Further, by performing heat treatment from the first surface 1A, it has a hydrophilicity that increases from the first surface 1A side toward the second surface 1B side, thereby providing excellent low liquid return performance. Also in the nonwoven fabric 40, the liquid permeation path is always secured by the action of the liquid film cleaving agent of the fiber treatment agent according to the present invention described above, and excellent low liquid return properties are provided.
- Such a non-woven fabric 40 can be formed by spraying a fluid such as hot air onto the portion of the fiber web that forms the recess 42 and moving the fiber. Thereby, the fiber density of the recessed part bottom part 43 can be made lower than the periphery.
- the nonwoven fabric 50 has a concavo-convex structure in which streaky ridges 51 and ridges 52 extending in one direction (Y direction) are alternately arranged.
- corrugated structure can be divided into 3 equal parts of 50 A of top areas, the bottom area 50B, and the side area 50C located among these.
- the nonwoven fabric 50 has a plurality of heat fusion portions 55 at the intersections of the constituent fibers 54. Focusing on one constituent fiber 54, the constituent fiber 54 is, as shown in FIG.
- the transition point 58 from the small diameter portion 56 to the large diameter portion 57 is within a range of 1/3 of the interval T between the adjacent fusion portions 55 and 55 and close to the fusion portion 55. It is preferably in the range (T1 and T3 in FIG. 13).
- the configuration of the small-diameter portion 56 and the large-diameter portion 57 in such a constituent fiber is formed by stretching the fiber during the blade groove stretching process for forming the convex strip portion 51 and the concave strip portion 52.
- the fiber used at that time is preferably a fiber having a high degree of stretching. Examples thereof include heat-extensible fibers that are obtained through the treatment steps described in paragraph [0033] of JP2010-168715A and that extend in length due to a change in the crystalline state of the resin due to heating.
- the hydrophilicity of the small diameter portion is smaller than the hydrophilicity of the large diameter portion from the viewpoint of liquid permeability.
- This difference in hydrophilicity can be formed by adding a stretchable component (hydrophobic component) to the fiber treatment agent attached to the fiber.
- a stretchable component and a hydrophilic component are contained. Specifically, when the fiber is stretched by the blade groove stretching process described above, a stretchable component spreads in the stretched small-diameter portion 35 and a difference in hydrophilicity occurs between the large-diameter portion.
- the hydrophilic component that hardly spreads remains, and the hydrophilicity becomes higher than that in the small-diameter portion.
- the stretchable component include a silicone resin having a low glass transition point and a flexible molecular chain, and a polyorganosiloxane having a Si—O—Si chain as the main chain is preferably used as the silicone resin. It is done.
- the nonwoven fabric 50 preferably has a fiber density in the side wall region 30C lower than that in the top region 30A and the bottom region 30B, from the viewpoint of liquid permeability.
- the non-woven fabric 50 also has a hydrophilicity that increases from the first surface 1A side to the second surface 1B side by performing heat treatment from the first surface 1A, thereby providing excellent low liquid return. And the permeation
- the nonwoven fabric 50 may be used alone, may be bonded to a flat fiber layer to form a laminated nonwoven fabric, or may be laminated to an uneven fiber layer and integrated along the unevenness.
- the nonwoven fabric 60 of the sixth embodiment has an uneven shape including heat-extensible fibers. As shown to FIG. 14 (A) and (B), it has the thin part 68 and the other thick part 69, and the 1st surface 1A side is uneven
- the second surface 1B side is flat or has a very small degree of unevenness than the first surface 1A side.
- the concave-convex shape on the first surface 1A side includes a plurality of convex portions 61 (thick portions 69) and linear concave portions 62 (thin portions 68) surrounding the convex portions 61.
- the recess 62 has a pressure-bonded portion where the constituent fibers of the nonwoven fabric 60 are pressure-bonded or bonded, and the heat-extensible fiber is in a non-stretched state.
- the convex portion 61 is a portion where the heat-extensible fiber is heat-extended and raised on the first surface 1A side. Therefore, the convex part 61 is a part whose fiber density is sparser and bulkier than the concave part 62.
- the linear recessed part 62 is arrange
- the nonwoven fabric 60 a contact area with a wearer's skin is restrained and steaming and a rash are effectively prevented. Moreover, the convex part 61 which touches skin becomes bulky by the heat
- the nonwoven fabric 60 may have a single layer structure or may have a structure of two or more layers. For example, in the case of a two-layer structure, the layer on the second surface 1B side may not contain heat-extensible fibers or may have a lower content of heat-extensible fibers than the layer on the first surface 1A side having an uneven shape. preferable.
- the nonwoven fabric 60 also has a hydrophilicity that increases from the first surface 1A side to the second surface 1B side by applying heat treatment from the first surface 1A to embossing processing and air-through processing using hot air, which will be described later. This provides excellent low liquid return. And the permeation
- the second surface 1B side of the convex portion 61 rather than the contact angle of water with respect to the fibers of the top portion P1 of the convex portion 61. It is preferable that the contact angle of the flat surface (back surface) P2 with respect to the water is small. Thereby, when the 1st surface 1A side is made into the skin contact surface side of an absorbent article, in the convex part 61 which is thicker than the recessed part 62, it is thickness direction from the top part P1 which receives excretion liquid directly to the back surface P2. The liquid can be permeated more smoothly to further improve the low liquid remaining property.
- the difference between the contact angle of water with respect to the fibers of the top portion P1 and the contact angle of water with respect to the fibers of the back surface P2 (top portion P1 ⁇ back surface P2) is preferably 3 ° or more, more preferably 5 ° or more, 25 Degrees or less are preferable, and 20 degrees or less are more preferable.
- the difference is preferably 3 ° to 25 °, and more preferably 5 ° to 20 °.
- Such a nonwoven fabric 60 can be manufactured, for example, by a process as shown in FIG. First, the fiber web 612 is formed by the card machine 611.
- the fiber web 612 is introduced into an embossing device 613 provided with a pair of rolls 614 and 615 and heat embossing is performed to form a linear recess 62.
- fever extensible fiber is crimped
- the embossed web 616 is heat treated by a hot air treatment device 617 using an air-through method to obtain the nonwoven fabric 60.
- the heat-extensible fiber existing in a portion other than the concave portion 62 is elongated by air-through processing to form the convex portion 61.
- the constituent fiber of the nonwoven fabric 60 may be a mixed cotton of the above-described heat-extensible fibers and non-heat-extensible heat-fusible fibers. Examples of these constituent fibers include those described in paragraphs [0013] and [0037] to [0040] of JP-A-2005-350836, and paragraphs [0012] and [0024] of JP-A-2011-127258. To [0046] can be used.
- the nonwoven fabric 70 of the seventh embodiment is a laminated nonwoven fabric composed of an upper layer 71 and a lower layer 72 containing thermoplastic fibers, as shown in FIG.
- the upper layer 71 convex portions 73 and concave portions 74 are alternately arranged, and the concave portions 74 are open.
- the fiber density of the concave portion 74 is set lower than the fiber density of the convex portion 73.
- the region where the convex portions 73 and the concave portions 74 are alternately and repeatedly disposed may be part of the upper layer 71 or the entire region.
- the region is a liquid receiving region (corresponding to the excretion portion) when the nonwoven fabric 70 is used as the top sheet of the absorbent article. It is preferable that it exists in the part used as an area
- the lower layer 72 has a substantially uniform fiber density. The lower layer 72 is laminated at least corresponding to a region where the convex portions 73 and the concave portions 74 of the upper layer 71 are alternately arranged.
- the nonwoven fabric 70 since the nonwoven fabric 70 has the high fiber density of the convex part 73, it has a bulky cushioning property, and when it uses as a surface sheet of an absorbent article, it will become difficult to produce liquid return. Further, since the nonwoven fabric 70 has a low fiber density in the concave portion 74 and is in an open state, the nonwoven fabric 70 is excellent in liquid permeability, in particular, permeability to a highly viscous liquid. The nonwoven fabric 70 also has a hydrophilicity that increases from the first surface 1A side to the second surface 1B side by performing heat treatment from the first surface 1A, thereby providing excellent low liquid return.
- Such a nonwoven fabric 70 can be manufactured, for example, by the method described in JP-A-4-24263, page 6, lower left column, line 12 to page 8, upper right column, line 19.
- the nonwoven fabric according to the present invention can be applied to various fields by taking advantage of its soft touch and reduction of liquid residue.
- a top sheet, a second sheet (a sheet disposed between the top sheet and the absorbent body) in an absorbent article used to absorb liquid discharged from the body such as sanitary napkins, panty liners, disposable diapers, and incontinence pads ,
- the nonwoven fabric which concerns on this invention as a surface sheet or a second sheet
- the fiber treatment agent which concerns on this invention can be applied not only to a nonwoven fabric but various fiber materials, such as a woven fabric, if there exists an effect
- the basis weight of the nonwoven fabric finally obtained is preferably 10 g / m 2 or more and 80 g / m 2 or less, and particularly preferably 15 g / m 2 or more and 60 g / m 2 or less.
- An absorbent article used for absorbing liquid discharged from the body typically includes a top sheet, a back sheet, and a liquid-retaining absorbent disposed between both sheets.
- a top sheet materials usually used in the technical field can be used without particular limitation.
- a fiber assembly made of a fiber material such as pulp fiber or a fiber assembly in which an absorbent polymer is held can be coated with a covering sheet such as tissue paper or nonwoven fabric.
- a liquid-impermeable or water-repellent sheet such as a thermoplastic resin film or a laminate of the film and a nonwoven fabric can be used.
- the back sheet may have water vapor permeability.
- the absorbent article may further include various members according to specific uses of the absorbent article. Such members are known to those skilled in the art. For example, when applying an absorbent article to a disposable diaper or a sanitary napkin, a pair or two or more pairs of three-dimensional guards can be disposed on the left and right sides of the topsheet.
- the present invention further discloses the following non-woven fabric, absorbent article and fiber treatment agent with respect to the above-described embodiment.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- Compound Compound having an expansion coefficient of 15 or more with respect to a liquid having a surface tension of 50 mN / m and a water solubility of 0 g or more and 0.025 g or less.
- Component (A) Anionic surfactant represented by the following general formula (S1)
- B) Polyoxyalkylene-modified polyhydric alcohol fatty acid component
- Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- the expansion coefficient of the compound or the liquid film cleaving agent is more preferably 20 mN / m or more, further preferably 25 mN / m or more, and particularly preferably 30 mN / m or more, according to any one of the above items ⁇ 1> to ⁇ 4> Non-woven fabric.
- the interfacial tension of the compound or the liquid film cleaving agent with respect to a liquid having a surface tension of 50 mN / m is preferably 20 mN / m or less, more preferably 17 mN / m or less, further preferably 13 mN / m or less, and more preferably 10 mN / m or less.
- the compound or the liquid film cleaving agent comprises a compound having at least one structure selected from the group consisting of the following structures X, XY, and YXY.
- Structure X is> C (A)- ⁇ C represents a carbon atom. ⁇ ,>, And-indicate a bond. The same applies hereinafter.
- a hydrogen atom or —C (A) 3 , —C (A) 2 B, —C (A) (B) 2, —C (A) 2 —C (R 1 ) 3 , -C (R 1 ) 2 A, -C (R 1 ) 3 , -OSi (R 1 ) 3 , -OSi (R 1 ) 2 (R 2 ), -Si (R 1 ) 3 , -Si (R 1 ) 2 It has at least one group selected from the group consisting of (R 2 ).
- Each of R 1 and R 2 independently represents a hydrogen atom, an alkyl group, an alkoxy group, an aryl group, or a halogen atom.
- a and B each independently represent a substituent containing an oxygen atom or a nitrogen atom.
- R 1 , R 2 , A, and B in the structure X may be the same as or different from each other.
- Y represents a hydrophilic group having hydrophilicity including an atom selected from a hydrogen atom, a carbon atom, an oxygen atom, a nitrogen atom, a phosphorus atom, and a sulfur atom.
- Y is plural, they may be the same or different.
- M 1 , L 1 , R 21 , and R 22 represent the following monovalent or polyvalent (divalent or higher) groups.
- R 23 and R 24 represent the following monovalent or polyvalent (divalent or higher) group or a single bond.
- M 1 is a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a group having a polyoxyalkylene group in combination thereof, an erythritol group, a xylitol group, a sorbitol group, a glycerin group or an ethylene glycol group, a hydroxyl group, Carboxylic acid group, mercapto group, alkoxy group, amino group, amide group, imino group, phenol group, sulfonic acid group, quaternary ammonium group, sulfobetaine group, hydroxysulfobetaine group, phosphobetaine group, imidazolium betaine group, carbo A betaine group, an epoxy group, a carbinol group, a (meth) acryl group, or a functional group combining them is shown.
- M 1 When M 1 is a polyvalent group, M 1 represents a group obtained by removing one or more hydrogen atoms from each of the above groups or functional groups.
- L 1 is an ether group, an amino group (an amino group that can be taken as L 1 is represented by> NR C (R C is a hydrogen atom or a monovalent group)), an amide group, an ester group, a carbonyl group, The bonding group of a carbonate group is shown.
- R 21 , R 22 , R 23 , and R 24 each independently represent an alkyl group, an alkoxy group, an aryl group, a fluoroalkyl group, an aralkyl group, or a hydrocarbon group that combines them, or a halogen atom.
- the compound or the liquid film cleaving agent comprises a compound having a main chain having a siloxane chain.
- the compound or the liquid film cleaving agent is preferably composed of a modified silicone having a structure having at least one oxygen atom in the modified group.
- the compound or the liquid film cleaving agent comprises a polyoxyalkylene-modified silicone.
- R 31 represents an alkyl group
- R 32 represents a single bond or an alkylene group.
- the plurality of R 31 and the plurality of R 32 may be the same as or different from each other.
- M 11 represents a group having a polyoxyalkylene group. Examples of the polyoxyalkylene group include a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a copolymer of these constituent monomers.
- m and n are each independently an integer of 1 or more.
- the polyoxyalkylene-modified silicone has at least one of a polyoxyethylene group, a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, and a group obtained by copolymerizing these constituent monomers as a polyoxyalkylene group.
- the added mole number of the polyoxyalkylene group of the polyoxyalkylene-modified silicone is preferably 1 or more, more preferably 3 or more, still more preferably 5 or more, and the added mole number is preferably 30 or less, more preferably 20 or less,
- Compound The expansion coefficient for a liquid with a surface tension of 50 mN / m is greater than 0 mN / m, the water solubility is 0 g or more and 0.025 g or less, and the interfacial tension for a liquid with a surface tension of 50 mN / m is 20 mN / m or less.
- Compound (A) Anionic surfactant represented by the following general formula (S1)
- Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- the interfacial tension of the compound or the liquid film cleaving agent with respect to a liquid having a surface tension of 50 mN / m is preferably 17 mN / m or less, more preferably 13 mN / m or less, still more preferably 10 mN / m or less, and 9 mN / m or less.
- the nonwoven fabric according to ⁇ 15> or ⁇ 16> particularly preferably 1 mN / m or less, particularly preferably greater than 0 mN / m.
- the expansion coefficient of the compound or the liquid film cleaving agent for a liquid having a surface tension of 50 mN / m is preferably 9 mN / m or more, more preferably 10 mN / m or more, further preferably 15 mN / m or more, and 50 mN / m or less.
- the compound or the liquid film cleaving agent comprises a compound having at least one structure selected from the group consisting of the following structures Z, ZY, and YZY: Or the nonwoven fabric according to 1.
- the structure Z includes:> C (A)- ⁇ C: carbon atom>, -C (A) 2- , -C (A) (B)-,> C (A) -C (R 3 ) ⁇ ,> C Any basic structure of (R 3 ) —, —C (R 3 ) (R 4 ) —, —C (R 3 ) 2 —,> C ⁇ is repeated, or two or more are combined Represents a hydrocarbon chain of structure.
- R 3 and R 4 each independently represent a hydrogen atom, an alkyl group, an alkoxy group, an aryl group, a fluoroalkyl group, an aralkyl group, a hydrocarbon group obtained by combining them, or a fluorine atom.
- a and B each independently represent a substituent containing an oxygen atom or a nitrogen atom.
- Y represents a hydrophilic group having hydrophilicity including an atom selected from a hydrogen atom, a carbon atom, an oxygen atom, a nitrogen atom, a phosphorus atom, and a sulfur atom.
- Y is plural, they may be the same or different.
- Y is a hydroxyl group, a carboxylic acid group, an amino group, an amide group, an imino group or a phenol group; or a polyoxyalkylene group; or an erythritol group, a xylitol group, a sorbitol group, a glycerin group or an ethylene glycol group.
- the compound or the liquid film cleaving agent is a polyoxyalkylene alkyl (POA) ether represented by any of the following formula [V], or a polyoxyalkylene glycol having a molecular weight of 1000 or more represented by the following formula [VI],
- POA polyoxyalkylene alkyl
- V polyoxyalkylene glycol having a molecular weight of 1000 or more represented by the following formula [VI]
- the nonwoven fabric according to any one of ⁇ 15> to ⁇ 21>, which is any one of steareth, behenez, PPG myristyl ether, PPG stearyl ether, and PPG behenyl ether.
- L 21 represents an ether group, an amino group, an amide group, an ester group, a carbonyl group, a carbonate group, a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, or a polyoxyalkylene group obtained by combining them. Show.
- R 51 represents a hydrogen atom, methyl group, ethyl group, propyl group, isopropyl group, butyl group, pentyl group, hexyl group, heptyl group, 2-ethylhexyl group, nonyl group, decyl group, methoxy group, ethoxy group, phenyl group , A fluoroalkyl group, an aralkyl group, a hydrocarbon group combining them, or a substituent composed of a fluorine atom.
- A, b, m and n are each independently an integer of 1 or more.
- the number of carbon atoms and the number of hydrogen atoms are determined independently in each of the formulas (V) and (VI), and do not necessarily indicate the same integer and may be different.
- “m” in — (C a H b O) m — is an integer of 1 or more.
- the value of this repeating unit is determined independently in each of the formulas (V) and (VI), and does not necessarily indicate the same integer, and may be different.
- the compound or the liquid film cleaving agent comprises a compound having a polyoxyalkylene group, and the number of moles of the polyoxyalkylene group is from 1 to 70, more preferably 5 or more, still more preferably 7 or more, and 70 or less.
- the said hydrocarbon compound is a nonwoven fabric as described in said ⁇ 24> which excludes polyorganosiloxane.
- m, m ′, m ′′, n, n ′, and n ′′ are each independently an integer of 1 or more.
- the plurality of m and the plurality of n may be the same as or different from each other.
- R 52 represents a linear or branched, saturated or unsaturated hydrocarbon group having 2 to 22 carbon atoms.
- the compound or liquid film cleaving agent has an expansion coefficient of 9 mN / m or more for a liquid having a surface tension of 50 mN / m, a water solubility of 0 g or more and 0.025 g or less, and an interfacial tension for a liquid having a surface tension of 50 mN / m.
- the nonwoven fabric according to any one of the above ⁇ 15> to ⁇ 26>, in which is 9 mN / m or less and has a surface tension of 32 mN / m or less.
- the water solubility of the compound or liquid film cleaving agent is preferably 0.0025 g or less, more preferably 0.0017 g or less, still more preferably less than 0.0001 g, and preferably 1.0 ⁇ 10 ⁇ 9 g or more.
- the nonwoven fabric according to any one of ⁇ 1> to ⁇ 27>.
- ⁇ 29> The nonwoven fabric according to any one of ⁇ 1> to ⁇ 28>, wherein the nonwoven fabric further contains a phosphate ester type anionic surfactant.
- the content ratio of the compound or the liquid film cleaving agent to the phosphate ester type anionic surfactant is 1.8 or less in terms of mass ratio.
- the content ratio of the compound or the liquid film cleaving agent to the phosphoric acid ester type anionic surfactant is more preferably 1.5 or less in terms of mass ratio.
- ⁇ 32> The nonwoven fabric according to any one of ⁇ 29> to ⁇ 31>, wherein the phosphate ester type anionic surfactant is any one of an alkyl ether phosphate, a dialkyl phosphate, and an alkyl phosphate.
- the alkyl phosphate ester has stearyl phosphate ester, myristyl phosphate ester, lauryl phosphate ester, palmityl phosphate ester saturated carbon chain, oleyl phosphate ester, palmitoleyl phosphate unsaturated carbon chain and
- the nonwoven fabric according to ⁇ 32> which is any one of these carbon chains having a side chain.
- the surface tension of the compound or the liquid film cleaving agent is preferably 32 mN / m or less, more preferably 30 mN / m or less, further preferably 25 mN / m or less, particularly preferably 22 mN / m or less, and preferably 1 mN / m or more.
- the nonwoven fabric according to any one of ⁇ 1> to ⁇ 33>.
- the melting point of the compound or the liquid film cleaving agent is preferably 40 ° C. or lower, more preferably 35 ° C. or lower, the melting point is preferably ⁇ 220 ° C. or higher, more preferably ⁇ 180 ° C. or higher, any of ⁇ 1> to ⁇ 34> Or the nonwoven fabric according to 1.
- ⁇ 36> The nonwoven fabric according to any one of ⁇ 1> to ⁇ 35>, wherein the interfiber distance of the nonwoven fabric is preferably 150 ⁇ m or less, more preferably 90 ⁇ m or less, preferably 50 ⁇ m or more, and more preferably 70 ⁇ m or more.
- the fiber fineness of the nonwoven fabric is preferably 3.3 dtex or less, more preferably 2.4 dtex or less, preferably 0.5 dtex or more, more preferably 1.0 dtex or more, and any one of the above items ⁇ 1> to ⁇ 36> The nonwoven fabric described.
- the polyoxyalkylene-modified polyhydric alcohol fatty acid ester which is the component (B) includes the polyhydric alcohol fatty acid ester obtained by adding an alkylene oxide to a polyhydric alcohol fatty acid ester which is an esterified product of a polyhydric alcohol and a fatty acid.
- ⁇ 39> The nonwoven fabric according to ⁇ 38>, wherein the alkylene oxide added to the polyhydric alcohol fatty acid ester is ethylene oxide, propylene oxide, or butylene oxide.
- X in the formula is —SO 3 M, that is, the hydrophilic group is a sulfo group or a salt thereof, and a dialkylsulfonic acid or
- X in the formula is —OSO 3 M, that is, the hydrophilic group is a sulfate group or a salt thereof, and the dialkyl sulfate ester is More preferably, the nonwoven fabric according to any one of the above items ⁇ 1> to ⁇ 37>.
- X in the formula is —COOM, that is, the hydrophilic group is a carboxy group or a salt thereof, and a dialkylcarboxylic acid is more preferable.
- amphoteric surfactant having a hydroxysulfobetaine group as component (C) contains at least one selected from the group consisting of laurylhydroxysulfobetaine, myristylhydroxysulfobetaine, palmitylhydroxysulfobetaine and stearylhydroxysulfobetaine.
- the constituent fiber of the nonwoven fabric contains a heat-fusible fiber, and the heat-fusible fiber is formed of a polyolefin resin at least on the surface.
- Non-woven fabric is formed of a polyolefin resin at least on the surface.
- ⁇ 46> An absorbent article using the nonwoven fabric according to any one of ⁇ 1> to ⁇ 45>.
- ⁇ 47> An absorbent article using the nonwoven fabric according to any one of ⁇ 1> to ⁇ 45> as a surface sheet.
- ⁇ 48> The absorbent article according to ⁇ 46> or ⁇ 47>, wherein the absorbent article is a sanitary napkin.
- a fiber treatment comprising a liquid film cleaving agent and one or more selected from the following component (A), component (B) and component (C), wherein the content of the liquid film cleaving agent is 50% by mass or less Agent.
- Component (A) Anionic surfactant represented by the following general formula (S1)
- Component (B) Polyoxyalkylene-modified polyhydric alcohol fatty acid ester
- Component (C) Amphoteric surfactant having a hydroxysulfobetaine group (In the formula, Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- a fiber treatment agent comprising the following compound and one or more selected from the following component (A), component (B) and component (C), wherein the content of the compound is 50% by mass or less.
- Compound Compound having an expansion coefficient of 15 or more with respect to a liquid having a surface tension of 50 mN / m and a water solubility of 0 g or more and 0.025 g or less.
- Component (A) Anionic surfactant represented by the following general formula (S1)
- B) Polyoxyalkylene-modified polyhydric alcohol fatty acid component
- Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- the expansion coefficient of the compound or the liquid film cleaving agent is more preferably 20 mN / m or more, further preferably 25 mN / m or more, and particularly preferably 30 mN / m or more, according to any one of the above ⁇ 49> to ⁇ 52> Fiber treatment agent.
- the interfacial tension of the compound or the liquid film cleaving agent with respect to a liquid having a surface tension of 50 mN / m is preferably 20 mN / m or less, more preferably 17 mN / m or less, further preferably 13 mN / m or less, and more preferably 10 mN / m or less.
- the fiber treatment agent according to any one of ⁇ 49> to ⁇ 53>, more preferably 9 mN / m or less, particularly preferably 1 mN / m or less, and more preferably 0 mN / m.
- the compound or the liquid film cleaving agent comprises a polyoxyalkylene-modified silicone.
- the polyoxyalkylene-modified silicone has at least one of a polyoxyethylene group, a polyoxypropylene group, a polyoxybutylene group, and a group obtained by copolymerizing these constituent monomers as a polyoxyalkylene group.
- the added mole number of the polyoxyalkylene group of the polyoxyalkylene-modified silicone is preferably 1 or more, more preferably 3 or more, still more preferably 5 or more, and the added mole number is preferably 30 or less, more preferably 20 or less,
- a fiber treatment agent comprising the following compound and one or more selected from the following component (A), component (B) and component (C), wherein the content of the compound is 50% by mass or less.
- Compound The expansion coefficient for a liquid having a surface tension of 50 mN / m is greater than 0 mN / m, the water solubility is 0 g or more and 0.025 g or less, and the interfacial tension for a liquid having a surface tension of 50 mN / m is 20 mN / m or less.
- Compound (A) Anionic surfactant represented by the following general formula (S1)
- Z is a trivalent ester group, amide group, amine group, polyoxyalkylene group, ether group, and linear or branched chain having 1 to 12 carbon atoms, which may contain a double bond.
- R 7 and R 8 each independently represents an ester group, an amide group, a polyoxyalkylene group, an ether group, or a double bond, each having a carbon number of 2 Represents a linear or branched alkyl group of 16 or less, X represents —SO 3 M, —OSO 3 M or —COOM, and M represents H, Na, K, Mg, Ca or ammonium.
- the interfacial tension of the compound or the liquid film cleaving agent with respect to a liquid having a surface tension of 50 mN / m is preferably 17 mN / m or less, more preferably 13 mN / m or less, still more preferably 10 mN / m or less, and 9 mN / m or less.
- the fiber treatment agent according to ⁇ 60> or ⁇ 61> particularly preferably 1 mN / m or less, particularly preferably greater than 0 mN / m.
- the expansion coefficient of the compound or the liquid film cleaving agent for a liquid having a surface tension of 50 mN / m is preferably 9 mN / m or more, more preferably 10 mN / m or more, further preferably 15 mN / m or more, and 50 mN / m or less.
- the compound or liquid film cleaving agent has an expansion coefficient of 9 mN / m or more for a liquid with a surface tension of 50 mN / m, a water solubility of 0 g to 0.025 g, and an interfacial tension for a liquid with a surface tension of 50 mN / m.
- the fiber treatment agent according to any one of ⁇ 60> to ⁇ 63>, wherein the fiber tension is 9 mN / m or less and the surface tension is 32 mN / m or less.
- the water solubility of the compound or liquid film cleaving agent is preferably 0.0025 g or less, more preferably 0.0017 g or less, still more preferably less than 0.0001 g, and preferably 1.0 ⁇ 10 ⁇ 9 g or more.
- the fiber treatment agent according to any one of ⁇ 60> to ⁇ 64>.
- a phosphate ester type anionic surfactant e.g., liquid film cleaving agent / phosphate ester type anionic surfactant.
- the surface tension of the compound or the liquid film cleaving agent is preferably 32 mN / m or less, more preferably 30 mN / m or less, further preferably 25 mN / m or less, particularly preferably 22 mN / m or less, and preferably 1 mN / m or more.
- the fiber treatment agent according to any one of ⁇ 60> to ⁇ 67>.
- the melting point of the compound or the liquid film cleaving agent is preferably 40 ° C. or lower, more preferably 35 ° C. or lower, the melting point is preferably ⁇ 220 ° C. or higher, more preferably ⁇ 180 ° C. or higher, ⁇ 60> to ⁇ 68>
- Example 1 Preparation of fiber treatment agent A base component containing a phosphate ester type anionic surfactant shown below and other components was prepared at a concentration of 25 wt%, and the liquid film cleavage shown below for the base component After mixing the compound which is an agent, component (A) by stirring, and adjusting to a desired balance, the diluted solution for application to a fiber was produced by diluting with water.
- the “base component” used was a component that imparts the basic functions of a conventional fiber treatment agent, such as emulsification stability of the agent, processability of the nonwoven fabric, hydrophilicity (initial hydrophilicity, durable hydrophilicity), and the like. These do not have the properties of the liquid film cleaving agent according to the present invention.
- the following other components (i) have such water solubility that no floating, precipitation, or precipitation is observed even when about 10 g is dissolved in 100 g of deionized water.
- the content ratio of the liquid film cleavage agent to the phosphate ester type anionic surfactant was set to 0.45.
- a polyoxyethylene (POE) -modified dimethylsilicone that is a liquid film cleaving agent has a structure in which X in structure XY is a dimethylsilicone chain composed of —Si (CH 3 ) 2 O—, and Y is — (C 2 H 4 O) —.
- the terminal group of the POE chain is a methyl group (CH 3 ), the modification rate is 20%, the polyoxyalkylene (POA) addition mole number is 3, and the mass average molecular weight is 4000.
- the polyoxyethylene (POE) modified dimethyl silicone which is a liquid film cleaving agent, has an expansion coefficient of 28.8 mN / m for a liquid having a surface tension of 50 mN / m, and the surface tension of the polyoxyethylene (POE) modified dimethyl silicone is 21.0 mN / m, polyoxyethylene (POE) -modified dimethyl silicone had an interfacial tension of 0.2 mN / m and a water solubility of less than 0.0001 g for a liquid having a surface tension of 50 mN / m.
- a liquid having a surface tension of 50 mN / m is obtained by adding polyoxyethylene sorbitan monolaurate, which is a nonionic surfactant, to 100 g of deionized water (trade name: Leool Super TW-L120, manufactured by Kao Corporation).
- deionized water trade name: Leool Super TW-L120, manufactured by Kao Corporation.
- ACURA825, manufactured by Socorex Isba SA was used.
- the water solubility was measured by adding an agent every 0.0001 g.
- the embossing was performed such that a grid-like embossed part was formed and the area ratio of the embossed part (compressed part) was 22%.
- the embossing processing temperature was 110 ° C.
- air-through processing was performed. In the air-through process, heat treatment was performed once by blowing hot air from the embossed surface side in the embossing process.
- the heat treatment temperature for air-through processing was 136 ° C.
- the obtained hydrophilic nonwoven fabric has a thin portion (embossed portion) 68 and a thick portion 69 other than that, and the first surface 1 ⁇ / b> A side has convex portions 61 and concave portions 62.
- the uneven surface having large undulations and the second surface 1B side was a substantially flat surface.
- the basis weight of the nonwoven fabric was 30 g / cm 2 .
- the diluted fiber of the above-mentioned fiber treatment agent was applied to the used fiber before producing the nonwoven fabric. This coating method was carried out by immersing the fiber in the above-mentioned diluted solution of the fiber treatment agent and drying it.
- the adhesion amount (OPU) with respect to the fiber mass of this fiber treatment agent was 0.45 mass%.
- Example 2 A fiber treatment agent used in Example 2 was prepared in the same manner as in Example 1 except that the blending ratio of each component used in Example 1 was as follows, and the nonwoven fabric of Example 2 was prepared in the same manner as in Example 1. A sample was prepared. The content ratio of the liquid membrane cleaving agent to the phosphate ester type anionic surfactant in the fiber treatment agent of Example 2 (liquid membrane cleaving agent / phosphate ester type anionic surfactant) was 1.03. Moreover, the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.43 mass%.
- OPU adhesion amount
- Example 3 A fiber treatment agent used in Example 2 was prepared in the same manner as in Example 1 except that the blending ratio of each component used in Example 1 was as follows, and the nonwoven fabric of Example 3 was prepared in the same manner as in Example 1. A sample was prepared.
- the content ratio of the liquid film cleaving agent to the phosphate ester type anionic surfactant was 1.80.
- the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.44 mass%.
- Example 4 The fiber treatment agent used in Example 2 was prepared in the same manner as in Example 1 except that the blending ratio of each component used in Example 1 was as follows, and the nonwoven fabric of Example 4 was prepared in the same manner as in Example 1. A sample was prepared.
- the content ratio of the liquid film cleaving agent to the phosphate ester type anionic surfactant was 2.88.
- the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.48 mass%.
- Example 5 (1) Preparation of fiber treatment agent
- the fiber treatment agent used in Example 5 was prepared in the same manner as in Example 1 except that the following components and blending ratios were used, and the nonwoven fabric of Example 5 was prepared in the same manner as in Example 1.
- a sample was prepared.
- the content ratio of the liquid membrane cleaving agent to the phosphate ester type anionic surfactant was 1.03.
- the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.41 mass%.
- the liquid film cleaving agent polyoxypropylene (POP) -modified dimethyl silicone is obtained from the fact that X in structure XY is —Si (CH 3 ) 2 O—.
- a dimethylsilicone chain wherein Y is a POP chain consisting of — (C 3 H 6 O) —, the end group of the POP chain is a methyl group (CH 3 ), the modification rate is 20%, and polyoxyalkylene (POA) Those having an addition mole number of 3 and a mass average molecular weight of 4150 were prepared.
- the polyoxypropylene (POP) modified dimethyl silicone which is a liquid film cleaving agent, has an expansion coefficient of 25.4 mN / m for a liquid having a surface tension of 50 mN / m, and the surface tension of the polyoxypropylene (POP) modified dimethyl silicone is 21.0 mN / m, polyoxypropylene (POP) -modified dimethyl silicone had an interfacial tension of 3.6 mN / m for a liquid having a surface tension of 50 mN / m and a water solubility of less than 0.0001 g.
- Example 6 Preparation of fiber treatment agent A fiber treatment agent used in Example 6 was prepared in the same manner as in Example 1 except that the following components and blending ratios were used, and the nonwoven fabric of Example 6 was prepared in the same manner as in Example 1. A sample was prepared. In the fiber treatment agent of Example 5, the content ratio of the liquid membrane cleaving agent to the phosphate ester type anionic surfactant (liquid membrane cleaving agent / phosphate ester type anionic surfactant) was 1.03. Moreover, the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.41 mass%.
- OPU adhesion amount
- the liquid film cleaving agent polyoxypropylene (POP) -modified dimethyl silicone is obtained from the fact that X in structure XY is —Si (CH 3 ) 2 O—.
- a dimethylsilicone chain wherein Y is a POP chain consisting of — (C 3 H 6 O) —, the end group of the POP chain is a methyl group (CH 3 ), the modification rate is 10%, and polyoxyalkylene (POA) A compound having an addition mole number of 10 and a mass average molecular weight of 4340 was used.
- the polyoxypropylene (POP) modified dimethyl silicone which is a liquid film cleaving agent, has an expansion coefficient of 26.9 mN / m for a liquid having a surface tension of 50 mN / m, and the surface tension of the polyoxypropylene (POP) modified dimethyl silicone is
- the interfacial tension of the liquid having a surface tension of 50 mN / m of the polyoxypropylene (POP) -modified dimethyl silicone of 21.5 mN / m was 1.6 mN / m, and the water solubility was 0.0002 g.
- Example 7 A fiber treatment agent used in Example 7 was prepared in the same manner as in Example 1 except that the following components and blending ratios were used, and a nonwoven fabric sample of Example 7 was prepared in the same manner as in Example 1.
- the content ratio of the liquid membrane cleaving agent to the phosphate ester type anionic surfactant in the fiber treatment agent of Example 7 was 1.03.
- the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.45 mass%.
- Z in the structure ZY is * —O—CH (CH 2 O— *) 2 (* represents a bonding part).
- Y is composed of a hydrocarbon chain of C 8 H 15 O— or C 10 H 19 O—, the fatty acid composition is composed of 82% caprylic acid and 18% capric acid, and has a mass average molecular weight of 550 was used.
- the liquid film cleaving agent tricaprylic acid / glycol caprylate has an expansion coefficient of 8.8 mN / m for a liquid having a surface tension of 50 mN / m, and the surface tension of tricaprylic acid / glycol caprylate is 28.9 mN / m,
- the interfacial tension of tricaprylic acid / glyceryl caprylate for a liquid having a surface tension of 50 mN / m was 12.3 mN / m, and the water solubility was less than 0.0001 g.
- Example 8 A fiber treatment agent used in Example 8 was prepared in the same manner as in Example 1 except that the following components and blending ratios were used, and a nonwoven fabric sample of Example 8 was prepared in the same manner as in Example 1.
- the content ratio of the liquid membrane cleaving agent to the phosphate ester type anionic surfactant was 1.03.
- the adhesion amount (OPU) with respect to the fiber mass of a fiber processing agent was 0.46 mass%.
- Polypropylene glycol which is a liquid film cleaving agent, has an expansion coefficient of 16.3 mN / m for a liquid having a surface tension of 50 mN / m, the surface tension of polypropylene glycol is 32.7 mN / m, and the surface tension of polypropylene glycol is 50 mN.
- the interfacial tension with respect to a / m liquid was 1.0 mN / m, and the water solubility was less than 0.0001 g.
- Example 9 In place of component (A) 10.0% by mass used in Example 2, component (B) polyoxyethylene (POE) (added mole number 60) modified polyhydric alcohol fatty acid ester 10.0% by mass, fiber treatment A nonwoven fabric sample of Example 9 was produced in the same manner as in Example 2 except that the amount of adhesion (OPU) to the fiber mass of the agent was 0.49% by mass.
- Example 10 A fiber treatment agent used in Example 10 was prepared in the same manner as in Example 1 except that the following components and blending ratios were used, and a nonwoven fabric sample of Example 10 was prepared in the same manner as in Example 1.
- the content ratio of the liquid film cleaving agent to the phosphate ester type anionic surfactant was set to 0.96.
- the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.43 mass%.
- Component (T) Liquid film cleaving agent Polyoxyethylene (POE) modified dimethyl silicone (KF-6015 manufactured by Shin-Etsu Chemical Co., Ltd.) 20.0 mass%
- Component (C) Alkylhydroxysulfobetaic acid 5.0 mass%
- Phosphate ester type anionic surfactant Alkyl phosphate ester potassium salt 20.8% by mass
- Other ingredients (I) Water-soluble polyoxyethylene (POE) polyoxypropylene (POP) modified silicone 16.7% by mass (Ii) polyoxyethylene (POE) alkylamide 25.0% by mass (Iii) Stearyl betaine 12.5% by mass
- Example 11 A fiber treatment agent used in Example 7 was prepared in the same manner as in Example 1 except that the following components and blending ratios were used, and a nonwoven fabric sample of Example 11 was prepared in the same manner as in Example 1.
- the content ratio of the liquid membrane cleaving agent to the phosphate ester type anionic surfactant was 1.03.
- the adhesion amount (OPU) with respect to the fiber mass of a fiber treatment agent was 0.43 mass%.
- the liquid isoparaffin that is a liquid film cleaving agent has an expansion coefficient of 14.5 mN / m for a liquid having a surface tension of 50 mN / m, the surface tension of liquid isoparaffin is 27.0 mN / m, and the surface tension of liquid isoparaffin is 50 mN.
- the interfacial tension with respect to the / m liquid was 8.5 mN / m, and the water solubility was less than 0.0001 g.
- Example 12 The nonwoven fabric of Example 12 is the same as Example 2 except that 10 g of ditridecylsulfosuccinic acid is contained as the component (A), and the amount of adhesion of the fiber treatment agent to the fiber mass (OPU) is 0.42% by mass. A sample was prepared. At this time, components (B) and (C) were not contained.
- Example 13 Components (A) and (C) are not included, 10 g of POE (addition mole number 25) modified polyhydric alcohol fatty acid ester is included as component (B), and the amount of adhesion (OPU) to the fiber mass of the fiber treatment agent is 0.
- a nonwoven fabric sample of Example 13 was produced in the same manner as in Example 9 except that the content was changed to .46% by mass.
- Example 14 5 g of dioctylsulfosuccinic acid as component (A), 5 g of POE (added mole number 60) modified polyhydric alcohol fatty acid ester as component (B), no component (C), fiber mass of fiber treatment agent
- a nonwoven fabric sample of Example 14 was produced in the same manner as Example 2 except that the amount of adhesion (OPU) was 0.41% by mass.
- Example 15 Without containing component (A), 5 g of POE (addition mole number 60) modified polyhydric alcohol fatty acid ester as component (B), 5 g of alkylhydroxysulfobetaic acid as component (C), and fiber of fiber treatment agent A nonwoven fabric sample of Example 15 was produced in the same manner as Example 2 except that the amount of adhesion (OPU) with respect to mass was 0.40 mass%.
- OPU adhesion
- Example 16 Components other than the liquid film cleaving agent are as follows, and the content ratio of the liquid film cleaving agent to the phosphate ester type anionic surfactant in the fiber treatment agent (liquid film cleaving agent / phosphate type anionic surfactant) ) was 1.11 and the nonwoven fabric sample of Example 16 was prepared in the same manner as Example 5 except that the amount of adhesion (OPU) to the fiber mass of the fiber treatment agent was 0.45 mass%.
- OPU amount of adhesion
- Phosphate ester type anionic surfactant Alkyl phosphate ester potassium salt 18.0% by mass
- Comparative Example 1 The same treatment as in Example 1 was carried out except that a fiber treatment agent containing no liquid level cleaving agent and having the following blending ratio was used, and the adhesion amount (OPU) to the fiber mass of the fiber treatment agent was 0.46% by mass. Thus, a nonwoven fabric sample of Comparative Example 1 was produced.
- Comparative Example 2 The same treatment as in Example 1 was carried out except that a fiber treatment agent containing no liquid level cleaving agent and having the following blending ratio was used and the amount of adhesion (OPU) to the fiber mass of the fiber treatment agent was 0.42% by mass. Thus, a nonwoven fabric sample of Comparative Example 2 was produced.
- Comparative Example 3 The same treatment as in Example 1 was carried out except that a fiber treatment agent containing no liquid level cleaving agent and having the following blending ratio was used, and the adhesion amount (OPU) to the fiber mass of the fiber treatment agent was 0.44 mass%. Thus, a nonwoven fabric sample of Comparative Example 3 was produced.
- Comparative Example 4 As a component of the fiber treatment agent, 10% by mass of dimethyl silicone oil (KF-96A-100cs, manufactured by Shin-Etsu Chemical Co., Ltd.) not modified with a hydrophilic polyoxyalkylene group or hydroxyl group is used instead of a liquid film cleaving agent. And the nonwoven fabric sample of the comparative example 4 was produced like Example 1 except the adhesion amount (OPU) with respect to the fiber mass of a fiber processing agent having been 0.42 mass%.
- OPU adhesion amount
- the above dimethyl silicone oil has an expansion coefficient of 2.4 mN / m for a liquid having a surface tension of 50 mN / m, the surface tension of dimethyl silicone oil is 21.0 mN / m, and the surface tension of dimethyl silicone oil is 50 mN / m.
- the interfacial tension of m for the liquid was 26.6 mN / m, and the water solubility was 0.0001 g.
- Comparative Example 5 As a component of the fiber treatment agent, 20% by mass of dimethyl silicone oil (KF-96A-100cs, manufactured by Shin-Etsu Chemical Co., Ltd.) is used instead of the liquid film cleaving agent, and the content ratio (OPU) of the fiber treatment agent to the fiber mass is determined.
- a nonwoven fabric sample of Comparative Example 5 was produced in the same manner as Example 2 except that the content was 0.41% by mass.
- the high viscosity portion red blood cells and the like precipitated
- the low viscosity portion plasma remained as a supernatant
- the mixing ratio of the portion was adjusted to 8.0 cP.
- the acrylic plate is removed 60 seconds after injecting a total of 6.0 g of defibrinated horse blood.
- the mass (W2) of the nonwoven fabric specimen was measured, and the difference (W2 ⁇ W1) from the previously measured mass (W1) of the nonwoven fabric specimen before pouring horse blood was calculated.
- the above operation was performed 3 times, and the average value of the 3 times was defined as the remaining liquid amount (mg).
- the liquid remaining amount is an index of how much the wearer's skin gets wet. The smaller the liquid remaining amount, the better the result.
- the weight stones and the tissue paper are removed, the weight of the tissue paper (W4) is measured, and the weight of the tissue paper before being stacked on the surface of the nonwoven fabric (W3) measured in advance. (W4 ⁇ W3) was calculated.
- the above operation is performed three times, and the average value of the three times is defined as a liquid return amount (also referred to as a wet back amount) (mg).
- sanitary napkin (Surface liquid flow rate of surface sheet) Use a cold spray to solidify the adhesive from a commercially available sanitary napkin from Kao Corporation (trade name “Laurie Skin Clean Guard, No Day Wings”, made in 2015), and remove the surface sheet instead.
- the sanitary napkin for evaluation was obtained by laminating the hydrophilic nonwoven fabrics of Examples and Comparative Examples and fixing the periphery thereof. Each nonwoven fabric was arranged with the back side (second side) facing the absorber.
- the test apparatus one having a mounting portion in which the mounting surface of the napkin is inclined by 45 ° with respect to the horizontal plane was used. A napkin was placed on the placement portion so that the topsheet faced upward.
- liquid flow distance is an index of the amount that the liquid touches the wearer's skin without being absorbed by the sanitary napkin. The shorter the liquid flow distance, the higher the evaluation.
- Examples 1 to 10 compared with Comparative Examples 1 to 3 that do not have a liquid film cleaving agent, the amount of remaining liquid and wetback of the surface sheet is suppressed, and the low liquid remaining performance And low liquid return performance.
- Examples 1 to 8 have a larger hydrophilicity gradient than Comparative Example 1, and an oil-soluble liquid film cleaving agent (POE-modified silicone or POP-modified silicone) acts on component (A) to increase the hydrophilic gradient. It turns out that it is possible. This was the same in the comparison between Examples 9 and 10 and Comparative Examples 2 and 3 having the component (B) and the component (C).
- Examples 1 to 10 exhibit the liquid film action of the liquid film cleaving agent and the liquid drawing action due to the hydrophilicity gradient by the combination of the liquid film cleaving agent and any of components (A) to (C).
- the liquid remaining property and the liquid return property were superior to those of Comparative Examples 1 to 3 without significantly deteriorating the properties.
- the performance when the component (B) was used was the most excellent, and it was confirmed that the hydrophilicity gradient was expanded and the performance was improved.
- the hydrophilicity gradient of the component (C) was small, the liquid flowability was superior to that when the component (A) was used.
- Comparative Examples 1 to 3 did not have a liquid film cleaving agent and used a fiber treatment agent consisting only of a combination of the above-described base component and components (A) to (C). Such a sufficient performance was not obtained.
- Comparative Example 4 using dimethyl silicone having a small expansion coefficient and component (A) the amount of liquid remaining The amount of wetback was suppressed to a low level, and both low liquid remaining performance and low liquid return performance were achieved.
- Examples 1 to 8 the remaining amount of liquid was suppressed more than that of Comparative Example 5 in which dimethylsilicone having a small expansion coefficient was 20% by mass, and the wetback amount was suitably suppressed.
- Examples 1 to 4, 9, and 10 are different in contact angle (convex portion top portion P1) as compared with the reference example using the same liquid film cleaving agent but not including any of components (A) to (C). -The back surface P2) was large, and the remaining liquid amount and wet amount were suppressed. That is, both the low liquid remaining performance and the low liquid return performance can be achieved by the cooperative action of the liquid film cleaving agent and the gradient of hydrophilicity.
- Example 1 As the blending amount of the liquid film cleaving agent was increased, the remaining liquid amount and the wet amount were reduced. That is, it is considered that the liquid film cleaving action was exerted more strongly with the increase of the liquid film cleaving agent.
- Example 4 if an oil-soluble liquid film cleaving agent with a moderately controlled hydrophilic group is added excessively, the liquid flowability on the surface (first surface 1A side) deteriorates. It can be seen that the addition of less than 40% is more preferable. This liquid flowability is considered to be affected by the oil solubility of the liquid film cleaving agent.
- Example 1 the surface liquid flowability was suitably suppressed as compared with Comparative Examples 4 and 5 having dimethylsilicone having a small expansion coefficient by suitable control of the hydrophilic group of the liquid film cleaving agent.
- Example 12 when ditridecylsulfosuccinic acid having a longer alkyl chain was added instead of dialkyl (dioctyl) sulfosuccinic acid used in the other examples, the hydrophilicity gradient was almost the same, However, it became weakly hydrophilic and showed better liquid return inhibition performance than the comparative example.
- Example 9 using POE (addition mole number 60) modified polyhydric alcohol fatty acid ester, that is, hydrophilicity, rather than Example 13 using POE (addition mole number 25) modified polyhydric alcohol fatty acid ester. It was found that the longer the POE chain, the more hydrophilic the top side and the shorter the liquid flow distance. In Example 14, 5% each of dialkyl (dioctyl) sulfosuccinic acid and POE (added mole number 60) -modified polyhydric alcohol fatty acid ester were blended, and 10% of each was blended independently. It was found that a degree gradient was developed and the liquid remaining suppression performance and liquid return suppression performance were better than those of the comparative example.
- Example 15 5% each of alkylhydroxysulfobetaine and POE (added mole number 60) -modified polyhydric alcohol fatty acid ester were blended, and each was 10% alone. It was found that the liquid remaining suppression performance and liquid return suppression performance were better than those of the comparative examples.
- Example 16 5% each of alkyl dialkyl (dioctyl) sulfosuccinate, hydroxysulfobetaine, and POE (added mole number 60) -modified polyhydric alcohol fatty acid ester were blended, but each was blended alone. As shown in FIGS. 10 and 10, it was found that a hydrophilicity gradient was developed, and the liquid remaining suppression performance and liquid return suppression performance were better than those of the comparative example.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Biomedical Technology (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Epidemiology (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Nonwoven Fabrics (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2018125591A RU2696708C1 (ru) | 2015-12-16 | 2016-12-07 | Нетканый материал |
| CN201680072271.5A CN108368673B (zh) | 2015-12-16 | 2016-12-07 | 无纺布 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015244863 | 2015-12-16 | ||
| JP2015-244863 | 2015-12-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017104511A1 true WO2017104511A1 (ja) | 2017-06-22 |
Family
ID=59056351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/086416 Ceased WO2017104511A1 (ja) | 2015-12-16 | 2016-12-07 | 不織布 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6310536B2 (enExample) |
| CN (1) | CN108368673B (enExample) |
| RU (1) | RU2696708C1 (enExample) |
| TW (1) | TWI651449B (enExample) |
| WO (1) | WO2017104511A1 (enExample) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7293064B2 (ja) * | 2019-09-19 | 2023-06-19 | 大王製紙株式会社 | 吸収性物品 |
| JP7159141B2 (ja) * | 2019-09-26 | 2022-10-24 | 大王製紙株式会社 | 機能性シート及びこれを備えた吸収性物品、並びにこれらの製造方法 |
| AU2020406965A1 (en) * | 2019-12-20 | 2022-06-09 | Kao Corporation | Softening base agent |
| EP4361343A4 (en) | 2021-06-22 | 2025-06-25 | Kao Corporation | Softener |
| CN115538039B (zh) * | 2022-11-30 | 2023-03-21 | 山东华业无纺布有限公司 | 柔软无纺布的制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01148879A (ja) * | 1987-12-02 | 1989-06-12 | Takemoto Oil & Fat Co Ltd | ポリオレフイン系繊維の親水綿用処理剤 |
| US20040121680A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Compositions and methods for treating lofty nonwoven substrates |
| JP2004256935A (ja) * | 2003-02-25 | 2004-09-16 | Sanyo Chem Ind Ltd | 不織布及び吸収性物品 |
| JP2006008659A (ja) * | 2004-05-28 | 2006-01-12 | Kao Corp | シート状化粧料 |
| JP2007247128A (ja) * | 2006-02-17 | 2007-09-27 | Matsumoto Yushi Seiyaku Co Ltd | 透水性付与剤およびそれが付着した透水性繊維 |
| JP2007270364A (ja) * | 2006-03-30 | 2007-10-18 | Kochi Prefecture | 保湿不織布とその製造方法 |
| JP2011153233A (ja) * | 2010-01-27 | 2011-08-11 | Lion Corp | 液体洗浄剤組成物 |
| JP2013063245A (ja) * | 2011-03-31 | 2013-04-11 | Unicharm Corp | 吸収性物品 |
| JP2015132038A (ja) * | 2013-12-12 | 2015-07-23 | 花王株式会社 | 長繊維不織布 |
| JP2016069748A (ja) * | 2014-09-30 | 2016-05-09 | 花王株式会社 | 不織布 |
| WO2016098796A1 (ja) * | 2014-12-17 | 2016-06-23 | 花王株式会社 | 液膜開裂剤 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY157096A (en) * | 2008-12-25 | 2016-04-29 | Kao Corp | Non-woven fabric and process for producing same |
| JP5723070B2 (ja) * | 2012-06-29 | 2015-05-27 | 松本油脂製薬株式会社 | 繊維用糊剤及びその応用 |
| RU2571144C1 (ru) * | 2013-04-19 | 2015-12-20 | Као Корпорейшн | Средство для обработки нетканого и текстильного материала |
-
2016
- 2016-12-07 CN CN201680072271.5A patent/CN108368673B/zh active Active
- 2016-12-07 JP JP2016237758A patent/JP6310536B2/ja active Active
- 2016-12-07 TW TW105140477A patent/TWI651449B/zh active
- 2016-12-07 WO PCT/JP2016/086416 patent/WO2017104511A1/ja not_active Ceased
- 2016-12-07 RU RU2018125591A patent/RU2696708C1/ru active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01148879A (ja) * | 1987-12-02 | 1989-06-12 | Takemoto Oil & Fat Co Ltd | ポリオレフイン系繊維の親水綿用処理剤 |
| US20040121680A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Compositions and methods for treating lofty nonwoven substrates |
| JP2004256935A (ja) * | 2003-02-25 | 2004-09-16 | Sanyo Chem Ind Ltd | 不織布及び吸収性物品 |
| JP2006008659A (ja) * | 2004-05-28 | 2006-01-12 | Kao Corp | シート状化粧料 |
| JP2007247128A (ja) * | 2006-02-17 | 2007-09-27 | Matsumoto Yushi Seiyaku Co Ltd | 透水性付与剤およびそれが付着した透水性繊維 |
| JP2007270364A (ja) * | 2006-03-30 | 2007-10-18 | Kochi Prefecture | 保湿不織布とその製造方法 |
| JP2011153233A (ja) * | 2010-01-27 | 2011-08-11 | Lion Corp | 液体洗浄剤組成物 |
| JP2013063245A (ja) * | 2011-03-31 | 2013-04-11 | Unicharm Corp | 吸収性物品 |
| JP2015132038A (ja) * | 2013-12-12 | 2015-07-23 | 花王株式会社 | 長繊維不織布 |
| JP2016069748A (ja) * | 2014-09-30 | 2016-05-09 | 花王株式会社 | 不織布 |
| WO2016098796A1 (ja) * | 2014-12-17 | 2016-06-23 | 花王株式会社 | 液膜開裂剤 |
Non-Patent Citations (1)
| Title |
|---|
| "Hannosei hi-hannosei hensei silicone oil", SHIN- ETSU CHEMICAL CO., LTD, September 2016 (2016-09-01), pages 7, Retrieved from the Internet <URL:https://www.silicone.jp/catalog/pdf/modified_j.pdf> [retrieved on 20170301] * |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2696708C1 (ru) | 2019-08-05 |
| TWI651449B (zh) | 2019-02-21 |
| CN108368673B (zh) | 2020-11-17 |
| TW201736668A (zh) | 2017-10-16 |
| JP2017110328A (ja) | 2017-06-22 |
| JP6310536B2 (ja) | 2018-04-11 |
| CN108368673A (zh) | 2018-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6051333B1 (ja) | 液膜開裂剤 | |
| JP6330016B2 (ja) | 積層不織布 | |
| JP6310536B2 (ja) | 不織布 | |
| TWI740948B (zh) | 不織布 | |
| JP6330083B2 (ja) | 長繊維不織布 | |
| CN109196162B (zh) | 无纺布 | |
| JP6298560B2 (ja) | 吸収性物品 | |
| JP6366640B2 (ja) | 不織布 | |
| JP2019002099A (ja) | 不織布 | |
| JP6387148B2 (ja) | 不織布 | |
| JP6329991B2 (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16875491 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16875491 Country of ref document: EP Kind code of ref document: A1 |