WO2017060933A1 - 舶用液化ガスタンク及びそれを備える液化ガス運搬船 - Google Patents
舶用液化ガスタンク及びそれを備える液化ガス運搬船 Download PDFInfo
- Publication number
- WO2017060933A1 WO2017060933A1 PCT/JP2015/005050 JP2015005050W WO2017060933A1 WO 2017060933 A1 WO2017060933 A1 WO 2017060933A1 JP 2015005050 W JP2015005050 W JP 2015005050W WO 2017060933 A1 WO2017060933 A1 WO 2017060933A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tank body
- liquefied gas
- vertical
- curvature
- true
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63B—SHIPS OR OTHER WATERBORNE VESSELS; EQUIPMENT FOR SHIPPING
- B63B25/00—Load-accommodating arrangements, e.g. stowing, trimming; Vessels characterised thereby
- B63B25/02—Load-accommodating arrangements, e.g. stowing, trimming; Vessels characterised thereby for bulk goods
- B63B25/08—Load-accommodating arrangements, e.g. stowing, trimming; Vessels characterised thereby for bulk goods fluid
- B63B25/12—Load-accommodating arrangements, e.g. stowing, trimming; Vessels characterised thereby for bulk goods fluid closed
- B63B25/16—Load-accommodating arrangements, e.g. stowing, trimming; Vessels characterised thereby for bulk goods fluid closed heat-insulated
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C3/00—Vessels not under pressure
- F17C3/02—Vessels not under pressure with provision for thermal insulation
- F17C3/025—Bulk storage in barges or on ships
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/01—Shape
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/03—Mixtures
- F17C2221/032—Hydrocarbons
- F17C2221/033—Methane, e.g. natural gas, CNG, LNG, GNL, GNC, PLNG
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0102—Applications for fluid transport or storage on or in the water
- F17C2270/0105—Ships
Definitions
- the present invention relates to a marine liquefied gas tank that stores liquefied gas and a liquefied gas carrier equipped with the marine liquefied gas tank.
- liquefied gas such as liquefied natural gas (hereinafter referred to as “LNG”)
- LNG liquefied natural gas
- a liquefied gas carrier ship equipped with a plurality of liquefied gas tanks has been used.
- a liquefied gas tank mounted on a liquefied gas carrier ship for example, an independent spherical tank, a membrane type tank, and the like are known.
- Patent Document 1 discloses an independent spherical tank (hereinafter referred to as “spherical tank”) mounted on an LNG carrier that carries LNG.
- a spherical tank as shown in FIGS. 1 and 2 of Patent Document 1 is a pressure vessel independent of a hull, and is supported on the hull by a skirt extending in a vertical direction from a foundation deck of the hull.
- the tank mounted on the LNG carrier has pressure resistance and heat resistance for storing cryogenic LNG in a high pressure state regardless of the type of tank, but there are advantages and disadvantages depending on the tank type.
- a spherical tank has a true spherical shape compared to other types of tanks, so that it can withstand internal pressure with only the thickness of the tank without requiring reinforcing aggregate on the inside. There are advantages.
- an object of the present invention is to provide a marine liquefied gas tank and a liquefied gas carrier equipped with the marine liquefied gas tank, which are less likely to cause stress concentration and increase the load of liquefied gas than a spherical tank.
- a marine liquefied gas tank is a marine liquefied gas tank that is a symmetric pressure vessel around a vertical central axis, and an upper tank body that opens downward, A lower tank body that opens upward, and at least one of the upper tank body and the lower tank body has a shape that forms a part of a true sphere, and the vertical center A true sphere extending from the axis, and a non-true sphere formed around the true sphere, and in a vertical cross-sectional shape passing through the vertical central axis, between a central side edge and a peripheral side edge A minimum radius of curvature that minimizes the radius of curvature, and the radius of curvature continuously decreases from the central edge to the minimum radius of curvature, and from the minimum radius of curvature to the peripheral edge.
- the radius of curvature is a radius from the center (curvature center) of the approximate circle when the local curvature of the curve is approximated to a circle.
- the radius of curvature of the vertical cross-sectional shape passing through the vertical central axis of the non-spherical portion decreases as it goes from the central edge to the minimum radius of curvature, and from the minimum radius of curvature to the peripheral edge.
- the shape of the sphere expands more than the true sphere, and the amount of liquefied gas loaded can be increased more than the spherical tank.
- the radius of curvature of the vertical cross-sectional shape passing through the vertical center axis of the non-spherical part changes continuously from the central side edge to the peripheral side edge, so The stress distribution to the side edge can be made smooth, and a large stress concentration in the non-spherical part can be eliminated.
- the tank body increases as the radius of curvature of the vertical cross section passing through the vertical center axis increases from the minimum radius of curvature to the vertical center axis.
- the shape is such that the strength of the tank body near the vertical center axis may be insufficient.
- a true spherical portion having a constant curvature radius of a vertical cross-sectional shape passing through the vertical center axis is formed.
- the tensile stress generated in the sphere can be kept small. For this reason, the thickness of the tank member can be reduced.
- the true sphere portion and the non-true sphere portion are smoothly connected, it is possible to make it difficult for a large stress concentration to occur at a location where the non-true sphere portion and the true sphere portion are connected.
- the one tank body is formed so that the center of curvature of the true spherical portion is in a space surrounded by the other tank body in a vertical cross-sectional shape passing through the vertical center axis. May be.
- the radius of curvature of the vertical cross-sectional shape passing through the vertical central axis of the true sphere is smaller than when the center of curvature of the true sphere is located outside the tank, resulting in the internal pressure of the marine liquefied gas tank.
- the tensile stress generated in the true sphere can be kept small.
- the one tank body may be formed such that a vertical cross-sectional shape passing through the vertical central axis of the non-true spherical portion matches a locus represented by the following formula (1).
- n 1 (1)
- x and y are the x and y coordinates when the straight line perpendicular to the vertical central axis is the x axis and the straight line coinciding with the vertical central axis is the y axis
- r 1 and r 2 are 0 0.5 ⁇ r 2 / r 1 ⁇ 2 and n is a constant satisfying 2 ⁇ n ⁇ 3.
- the non-spherical part can be easily designed.
- each of the upper tank body and the lower tank body has the true sphere portion and the non-true sphere portion, and the upper tank body and the lower tank body have the vertical center.
- the marine vessel liquefied gas tank may include a cylindrical body extending in a vertical direction connecting the upper tank body and the lower tank body between the upper tank body and the lower tank body. According to this configuration, if the cylindrical body of the marine liquefied gas tank is designed to be connected to the hull, the part connected to the hull (cylindrical body) and the other parts (the upper tank body and the lower tank body) Can be designed and manufactured independently, and the tank can be easily designed and manufactured.
- the liquefied gas carrier ship which concerns on 1 aspect of this invention is equipped with one of said marine liquefied gas tanks.
- a marine liquefied gas tank and a liquefied gas carrier equipped with the marine liquefied gas tank in which stress concentration is less likely to occur and the load of liquefied gas is increased than a spherical tank.
- FIG. 1st embodiment of the present invention It is a side view of the liquefied gas carrier ship concerning a 1st embodiment of the present invention. It is a top view of the liquefied gas carrier ship concerning a 1st embodiment of the present invention. It is sectional drawing of the liquefied gas carrier ship shown in FIG. It is a figure explaining the structure of the marine liquefied gas tank shown by FIG. It is sectional drawing of the marine liquefied gas tank which concerns on a 1st modification. It is the figure which expanded a part of cross section of the marine liquefied gas tank shown by FIG. It is sectional drawing of the marine liquefied gas tank which concerns on a 2nd modification.
- the liquefied gas conveyed by the liquefied gas carrier 1A is, for example, LNG or liquid hydrogen.
- the liquefied gas carrier 1A of the present embodiment is provided on the hull 20 so that a plurality of (four in this example) marine liquefied gas tanks (hereinafter simply referred to as “tanks”) 10 are arranged in the ship length direction.
- the liquefied gas carrier 1A of the present embodiment is provided with a bridge 21 at a rear portion (left side in FIG. 1), which is a place for maneuvering during voyage.
- the upper portion of the tank 10 projects upward from the upper deck 22 of the hull 20.
- a tank cover 22 a is supported on the upper deck 22 so as to be spaced apart from the tank 10 by a predetermined distance.
- FIG. 3 is a cross-sectional view showing a tank 10 mounted on the liquefied gas carrier 1A and a structure for supporting it.
- a pair of longitudinal partition walls 25 extending in the ship length direction along the ship side skin 24 on both sides in the ship width direction of the hull 20 are provided inward from the pair of ship side skins 24 by a predetermined distance. Are disposed between the vertical partition walls 25.
- a foundation deck 26 that supports the tank 10 via a skirt 27 is provided around the tank 10.
- the foundation deck 26 is provided at a predetermined height position below the upper deck 22 in the hull 20, and the lower end portion of the longitudinal partition wall 25 is connected to the upper surface of the foundation deck 26.
- the foundation deck 26 is provided so as to connect the ship side outer plates 24 to each other in the ship width direction.
- the skirt 27 is cylindrical, and the lower end of the skirt 27 is connected to the upper surface of the foundation deck 26, and the upper end of the skirt 27 is connected to the outer peripheral surface of the tank 10.
- a circular opening having substantially the same size as the diameter of the skirt 27 is provided at a position where the tank 10 is provided in the foundation deck 26.
- an inner bottom plate 28 extending in the ship length direction along the ship bottom outer plate 23 is provided above the ship bottom outer plate 23 by a predetermined distance.
- a pair of bilge hopper plates 29 are provided between both ends of the inner bottom plate 28 in the ship width direction and the foundation deck 26.
- the bilge hopper plate 29 is also provided so as to extend in the captain direction.
- the bilge hopper plate 29 is inclined from both ends of the inner bottom plate 28 toward the outside in the ship width direction.
- FIG. 4 schematically shows a vertical cross-sectional shape passing through the vertical center axis C of the tank 10.
- the tank 10 includes a lower tank body 12 that forms a lower portion of the tank 10 and opens upward, and an upper tank body 13 that forms an upper portion of the tank 10 and opens downward.
- the lower tank body 12 and the upper tank body 13 are directly connected by the upper end portion 12 a of the lower tank body 12 and the lower end portion 13 a of the upper tank body 13.
- the outer surfaces of the lower tank body 12 and the upper tank body 13 are covered with a heat insulating material (not shown).
- the lower tank body 12 has a true sphere part 31 that is a part of a true sphere and a non-true sphere part 32 that is a part of a non-true sphere.
- the true sphere portion 31 and the non-true sphere portion 32 are connected to each other.
- the boundary between the true sphere portion 31 and the non-true sphere portion 32 in the lower tank body 12 is indicated by a broken line.
- the true spherical portion 31 is formed so as to spread from the vertical center axis C so as to constitute the vicinity of the vertical center axis C in the lower tank body 12.
- the true spherical portion 31 is circular when viewed from the vertical direction, and has an annular outer edge 33.
- the center of curvature c 1 of the true spherical portion 31 is on the vertical center axis C and above the upper end portion 12 a of the lower tank body 12. positioned.
- the lower tank body 12 is formed such that the center of curvature c 1 of the true spherical portion 31 is in a space surrounded by the upper tank body 13 in a vertical cross-sectional shape passing through the vertical center axis C. .
- the non-true spherical portion 32 is formed around the true spherical portion 31 so as to constitute a portion distal to the vertical central axis C in the lower tank body 12.
- the non-spherical portion 32 is annular when viewed from the vertical direction, and has a center side edge 34 and a peripheral side edge 35.
- the center side edge 34 is an edge on the proximal side with respect to the vertical center axis C in the non-true sphere portion 32, and is connected to the outer edge 33 of the true sphere portion 31.
- the peripheral side edge 35 is an edge on the distal side with respect to the vertical central axis C in the non-true spherical portion 32. That is, the peripheral edge 35 constitutes the upper end portion 12 a of the lower tank body 12.
- the non-spherical part 32 has a minimum curvature radius part 36 in which the curvature radius is minimum between the central side edge 34 and the peripheral side edge 35 in the vertical cross-sectional shape passing through the vertical center axis C. . Further, the non-true spherical portion 32 has a vertical cross-sectional shape passing through the vertical center axis C, and the curvature radius continuously decreases from the central side edge 34 to the minimum curvature radius portion 36, and from the minimum curvature radius portion 36. The radius of curvature is formed so as to continuously increase toward the peripheral edge 35. That is, the non-spherical part 32 is formed so as to swell obliquely downward.
- the non-true spherical portion 32 is formed so that the vertical cross-sectional shape passing through the vertical center axis C thereof matches the locus represented by the following formula (1). ing.
- n 1 (1)
- X and y in the above formula (1) are an x coordinate and ay coordinate when a straight line orthogonal to the vertical central axis C is an x axis and a straight line that coincides with the vertical central axis C is a y axis.
- a straight line that is orthogonal to the vertical center axis C and is on the horizontal plane that passes through the peripheral edge 35 of the non-spherical portion 32 is set as the x-axis.
- r 1 and r 2 are constants satisfying 0.5 ⁇ r 2 / r 1 ⁇ 2.
- r 1 and r 2 are 0.9 ⁇ r 2 / r 1 ⁇ 1. More preferably, the constant satisfies 1.
- r 1 is the length from the vertical center axis C to the peripheral edge 35, and r 2 is from the peripheral edge 35 in the vertical center axis C direction to the lower end of the lower tank body 12. The length is slightly up. Further, in this embodiment, it is r 1 and r 2 and the same length of the expression (1).
- N in the above formula (1) is a constant satisfying 2 ⁇ n ⁇ 3, and preferably a constant satisfying 2.3 ⁇ n ⁇ 3.
- the value of n in Formula (1) is 2.5.
- a spherical tank 90 having the same width and height as the tank 10 is shown in FIG. Since the value of n in Expression (1) is larger than 2, the lower tank body 12 has a shape bulging obliquely downward from the center of the tank 10 as compared with the spherical tank 90.
- the straight line l 1 connecting the origin O and the minimum radius of curvature portion 36 set by the coordinates related to the equation (1) is The angle ⁇ formed with the vertical central axis C is 45 °.
- the lower tank body 12 is formed so that the true spherical portion 31 and the non-true spherical portion 32 are smoothly connected.
- the tangent at the outer edge 33 of the true sphere portion 31 and the tangent at the central edge 34 of the non-true sphere portion 32 in the vertical cross-sectional shape passing through the vertical center axis C coincide with each other.
- the tangent line at the outer edge 33 and the tangent line at the central side edge 34 only need to be substantially the same.
- a straight line l 2 connecting a place where the true sphere portion 31 and the non-true sphere portion 32 are connected (that is, the outer edge 33 and the central side edge 34) and the origin O set by the coordinates related to the above equation (1) is the vertical center.
- the angle ⁇ formed with the axis C is preferably 45 ° or less, and more preferably 20 ° to 30 °. In the present embodiment, the angle ⁇ is 25 °.
- the upper tank body 13 has the same configuration as the lower tank body 12 described above. That is, the upper tank body 13, similarly to the lower tank body 12, includes a true sphere part 41 that is a part of a true sphere and a non-true sphere part 42 that is a part of a non-true sphere. Have. The true sphere portion 41 and the non-true sphere portion 42 are connected. In FIGS. 3 and 4, the boundary between the true sphere portion 41 and the non-true sphere portion 42 in the upper tank body 13 is indicated by a broken line.
- the upper tank body 13 has a shape symmetrical to the lower tank body 12 with respect to a plane perpendicular to the vertical central axis C passing through the lower end portion 13a (that is, the peripheral side edge 45).
- the non-true spherical portion 42 of the upper tank body 13 has a vertical cross-sectional shape passing through the vertical central axis C, and is between the central side edge 44 connected to the outer edge 43 of the true spherical portion 41 and the peripheral side edge 45.
- It has a minimum radius of curvature 46 that minimizes the radius of curvature, and the radius of curvature continuously decreases from the central edge 44 to the minimum radius of curvature 46, and from the minimum radius of curvature 46 to the peripheral edge 45. It is formed so that the radius of curvature continuously increases as the time goes.
- the non-spherical portion 42 of the upper tank body 13 is also formed so that the vertical cross-sectional shape passing through the vertical center axis C thereof matches the locus represented by the above formula (1).
- the set positions of the x-axis and y-axis in the case of the upper tank body and the set values of the constants r 1 , r 2 and n are the same as in the case of the lower tank body 12.
- Other configurations of the upper tank body 13 are omitted because they overlap with the description of the lower tank body 12 having the same shape.
- the center of curvature c 1 of the lower tank body 12 is read as the center of curvature c 2 of the upper tank body 13.
- the curvature radius of the vertical cross section passing through the vertical center axis C of the non-spherical portion 32 goes from the central edge 34 to the minimum curvature radius portion 36. Since it decreases as the distance increases from the minimum radius of curvature 36 to the peripheral edge 35, it becomes a shape that swells more than the true sphere, and the load of liquefied gas is larger than that of the spherical tank 90 having the same width and height. Can be increased.
- the radius of curvature of the vertical cross section passing through the vertical central axis C of the non-true spherical portion 32 of the lower tank body 12 continuously changes from the central side edge 34 to the peripheral side edge 35,
- the stress distribution from the central side edge 34 to the peripheral side edge 35 of the true spherical portion 32 can be made smooth, and a large stress concentration in the non-true spherical portion 32 can be eliminated.
- the lower tank body 12 as a whole is shaped like the non-spherical portion 32, that is, the lower tank body 12 has a vertical radius of curvature that passes through the vertical center axis C, and the curvature radius portion 36 has the minimum curvature radius. If the shape increases as it goes from the vertical center axis C to the vertical center axis C, the strength of the lower tank body 12 near the vertical central axis C may be insufficient. More specifically, in such a tank structure, the radius of curvature increases as it goes to the vertical central axis C, and the tensile stress generated due to the internal pressure of the tank increases.
- a true spherical portion 31 having a constant curvature radius of a vertical cross-sectional shape passing through the vertical center axis C is formed.
- the tensile stress generated in the true spherical portion 31 due to the internal pressure of the tank 10 can be kept small.
- the thickness of the member which comprises the tank 10 can be made thin.
- the true sphere portion 31 and the non-true sphere portion 32 are smoothly connected, it is possible to make it difficult for a large stress concentration to occur at a location where the non-true sphere portion 32 and the true sphere portion 31 are connected.
- the lower tank body 12 is formed so that the center of curvature c 1 of the true spherical portion 31 is in a space surrounded by the upper tank body 13 in a vertical cross-sectional shape passing through the vertical center axis C.
- the curvature radius of the vertical cross-sectional shape passing through the vertical center axis C of the true sphere portion 31 is smaller than when the curvature center c 1 of the true sphere portion 31 is located outside the tank 10. Due to this, the tensile stress generated in the true spherical portion 31 can be kept small.
- the lower tank body 12 is formed so that the vertical cross-sectional shape passing through the vertical central axis C of the non-spherical portion 32 matches the trajectory represented by the above formula (1). Yes.
- the non-spherical part 32 can be easily designed.
- the value of n in the expression (1) is set to be smaller than 3
- the change in the curvature from the minimum curvature radius portion 36 of the non-true spherical portion 32 to the peripheral side edge 35 becomes gradual and non-true
- the curvature radius of the vertical cross section passing through the vertical center axis C of the sphere portion 32 can be kept small. Thereby, the tensile stress generated in the non-true spherical portion 32 due to the internal pressure of the tank 10 can be kept small.
- the effects brought about by the characteristics of the lower tank body 12 described above can also be obtained by the upper tank body 13 having the same characteristics as the lower tank body 12. Further, since the upper tank body 13 has a shape symmetrical to the lower tank body 12 with respect to a plane perpendicular to the vertical center axis C, the upper tank body 13 and the lower tank body 12 can have the same shape. The manufacture of the tank 10 becomes easy.
- the width and height of the tank 10 can be made substantially the same as the conventional spherical tank 90.
- the hull 20 can be designed in the same manner as a hull having a conventional spherical tank 90.
- FIG. 5 shows a cross-sectional view of a tank 50 according to a first modification.
- the tank 50 includes a cylindrical body 51 extending in the vertical direction connecting the upper tank body 13 and the lower tank body 12 between the upper tank body 13 and the lower tank body 12.
- the upper end of the skirt 27 is connected to the outer peripheral surface of the cylindrical body 51.
- the non-true spherical portions 32 and 42 of the lower tank body 12 and the upper tank body 13 each have a vertical cross-sectional shape passing through the vertical center axis C expressed by the above equation (1). It is formed to match.
- the method of setting the x-axis in Expression (1) is different from the above embodiment.
- each of the non-spherical portions 32 and 42 of the lower tank body 12 and the upper tank body 13 has a vertical cross-sectional shape passing through the vertical center axis C of the cylindrical body 51.
- the x axis (x 1 in FIGS. 5 and 6) extending in the horizontal direction at the center in the vertical direction is formed so as to coincide with the locus represented by the above formula (1).
- FIG. 6 is an enlarged view of a part of the cross section of the tank 50 of the first modification. As shown in FIG. 6, the x-axis (x 1 ) is above the upper end portion 12 a of the lower tank body 12 and below the lower end portion 13 a of the upper tank body 13.
- the tank 50 since the tank 50 is connected with the hull 20 by the cylindrical body 51 via the skirt 27, the part (cylindrical body 51) connected to the hull 20, and other parts
- the (upper tank body 13 and lower tank body 12) can be designed and manufactured independently, and the design and manufacture of the tank 50 can be facilitated.
- the non-true spherical portions 32 and 42 of the lower tank body 12 and the upper tank body 13 are expressed by the above formula (1) when the vertical cross-sectional shapes passing through the vertical center axis C are set to different x-axes. It may be formed so as to match the respective trajectories.
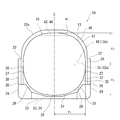
- FIG. 7 shows a cross-sectional view of a tank 60 according to a second modification.
- the non-true spherical portion 32 of the lower tank body 12 has a vertical cross-sectional shape passing through the vertical center axis C of the x axis (on the horizontal plane passing through the peripheral edge 35 of the non-true spherical portion 32. It is formed so as to match the locus represented by the above formula (1) when x 2 ) in FIG. 7 is set.
- the non-true spherical portion 42 of the upper tank body 13 has a vertical cross-sectional shape passing through the vertical central axis C, and the x-axis on the horizontal plane passing through the peripheral edge 45 of the non-true spherical portion 42. It is formed so as to coincide with the locus represented by the above formula (1) when (x 3 in FIG. 7) is set.
- the liquefied gas load capacity of the tank 50 can be increased, so that the height of the cylindrical body 51 is enlarged.
- the height of the cylindrical body 51 is set within a range in which visibility from the bridge 21 can be sufficiently secured and allowed as the center of gravity position of the liquefied gas carrier ship 1A.
- the center of curvature c 1 of the true sphere part 31 includes an upper tank It may be located above the body 13, and the center of curvature c ⁇ b> 2 of the true sphere portion 41 may be located below the lower tank body 12.
- the lower tank body 12 and the upper tank body 13 have a symmetrical shape with respect to a plane perpendicular to the vertical central axis C, but the lower tank body 12 and the upper tank body 13 are different from each other. Different shapes may be used. For example, regarding the formula (1), different constants r 1 , r 2 and n may be set in the lower tank body 12 and the upper tank body 13.
- only one of the upper tank body 13 and the lower tank body 12 has a vertical cross-sectional shape passing through the vertical central axis C of the non-spherical portion, which is expressed by Equation (1) (2 It may be configured to match the trajectory represented by ⁇ n ⁇ 3).
- the other tank body of the upper tank body 13 and the lower tank body 12 may have the same shape as the conventional spherical tank 90.
- each vertical cross-sectional shape passing through the vertical central axis C of the non-spherical portions 32 and 42 does not necessarily match the trajectory represented by the formula (1), and at least the minimum curvature from the central side edge 34. It is only necessary that the radius of curvature continuously decreases as it goes to the radius portion 36, and the radius of curvature increases continuously as it goes from the minimum radius of curvature portion 36 to the peripheral edge 35.
- the present invention is not limited to this.
- the values of constants r 1 , r 2, and n are changed midway from the central side edges 34, 44 to the peripheral side edges 35, 45. May be.
Abstract
Description
|x/r1|n+|y/r2|n=1 ・・・(1)
但し、x,yは、前記鉛直中心軸に直交する直線をx軸、前記鉛直中心軸に一致する直線をy軸としたときのx座標、y座標であり、r1及びr2は、0.5≦r2/r1≦2を満たす定数であり、nは、2<n<3を満たす定数である。この構成によれば、上記の非真球部を容易に設計することができる。
以下、第1実施形態に係る舶用液化ガスタンク及びそれを搭載した液化ガス運搬船を図面に基づいて説明する。
|x/r1|n+|y/r2|n=1 ・・・(1)
タンク50の構成は、前記実施形態で説明したとおりである必要はなく、種々の変形が可能である。
上記実施形態は、全ての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は、上述の説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
10,50,60 舶用液化ガスタンク
12 下側タンク体
13 上側タンク体
31,41 真球部
32,42 非真球部
33,43 真球部の外縁
34,44 非真球部の中央側端縁
35,45 非真球部の周囲側端縁
36,46 最小曲率半径部
51 円筒体
C 鉛直中心軸
c1,c2 真球部の曲率中心
Claims (6)
- 鉛直中心軸のまわりに対称な圧力容器である舶用液化ガスタンクであって、下方に向かって開口する上側タンク体と、上方に向かって開口する下側タンク体と、を含み、
前記上側タンク体及び前記下側タンク体のうちの少なくとも一方のタンク体は、
真球体の一部をなす形状であって、前記鉛直中心軸から広がる真球部と、
前記真球部のまわりに形成された非真球部であって、前記鉛直中心軸を通る垂直断面形状において、中央側端縁と周囲側端縁との間に曲率半径が最小となる最小曲率半径部を有するとともに、前記中央側端縁から前記最小曲率半径部にいくにつれ曲率半径が連続的に減少し、前記最小曲率半径部から前記周囲側端縁にいくにつれ曲率半径が連続的に増大するように形成された非真球部と、を有し、且つ、
前記真球部と前記非真球部とが滑らかにつながるように形成されている、舶用液化ガスタンク。 - 前記一方のタンク体は、前記鉛直中心軸を通る垂直断面形状において、前記真球部の曲率中心が、他方のタンク体により囲まれる空間内にあるように形成されている、請求項1に記載の舶用液化ガスタンク。
- 前記一方のタンク体は、前記非真球部の前記鉛直中心軸を通る垂直断面形状が、下記式(1)で表される軌跡に合致するように形成されている、請求項1又は2に舶用液化ガスタンク。
|x/r1|n+|y/r2|n=1 ・・・(1)
但し、x,yは、前記鉛直中心軸に直交する直線をx軸、前記鉛直中心軸に一致する直線をy軸としたときのx座標、y座標であり、r1及びr2は、0.5≦r2/r1≦2を満たす定数であり、nは、2<n<3を満たす定数である。 - 前記上側タンク体及び前記下側タンク体のそれぞれは、前記真球部と前記非真球部を有し、
前記上側タンク体及び前記下側タンク体は、前記鉛直中心軸に垂直な平面に対して互いに対称な形状を有する、請求項1~3のいずれか一項に記載の舶用液化ガスタンク。 - 前記上側タンク体と前記下側タンク体との間に、前記上側タンク体と前記下側タンク体とを連結する鉛直方向に延びる円筒体を含む、請求項1~4のいずれか一項に記載の舶用液化ガスタンク。
- 請求項1~5のいずれか一項に記載の舶用液化ガスタンクを備える、液化ガス運搬船。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580083456.1A CN108025803B (zh) | 2015-10-05 | 2015-10-05 | 船用液化气罐及具备该船用液化气罐的液化气搬运船 |
| PCT/JP2015/005050 WO2017060933A1 (ja) | 2015-10-05 | 2015-10-05 | 舶用液化ガスタンク及びそれを備える液化ガス運搬船 |
| JP2017544064A JP6423970B2 (ja) | 2015-10-05 | 2015-10-05 | 舶用液化ガスタンク及びそれを備える液化ガス運搬船 |
| KR1020187009259A KR102017220B1 (ko) | 2015-10-05 | 2015-10-05 | 선박용 액화가스 탱크 및 그것을 구비하는 액화가스 운반선 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/005050 WO2017060933A1 (ja) | 2015-10-05 | 2015-10-05 | 舶用液化ガスタンク及びそれを備える液化ガス運搬船 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017060933A1 true WO2017060933A1 (ja) | 2017-04-13 |
Family
ID=58488211
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/005050 WO2017060933A1 (ja) | 2015-10-05 | 2015-10-05 | 舶用液化ガスタンク及びそれを備える液化ガス運搬船 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6423970B2 (ja) |
| KR (1) | KR102017220B1 (ja) |
| CN (1) | CN108025803B (ja) |
| WO (1) | WO2017060933A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019014438A (ja) * | 2017-07-10 | 2019-01-31 | 三菱造船株式会社 | 船舶 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03128791A (ja) * | 1989-10-13 | 1991-05-31 | Mitsubishi Heavy Ind Ltd | スカートで支持された舶用lngタンク |
| JP2008273609A (ja) * | 2007-05-07 | 2008-11-13 | Kansai Material:Kk | 貯蔵容器 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4181235A (en) * | 1978-01-09 | 1980-01-01 | Kaiser Aluminum & Chemical Corporation | Liquefied natural gas tank construction |
| AT379225B (de) * | 1980-12-22 | 1985-12-10 | Herbert Dipl Ing Dr Techn Mang | Druckgefaess |
| JPH0487895A (ja) * | 1990-07-31 | 1992-03-19 | Mitsubishi Heavy Ind Ltd | スカートで支持された舶用lngタンク |
| KR100751696B1 (ko) * | 2006-06-05 | 2007-08-23 | 현대중공업 주식회사 | 연장 구형 lng 저장탱크의 구조 |
| EP2236841A4 (en) | 2007-12-27 | 2016-01-27 | Kawasaki Heavy Ind Ltd | DIFFERENT METAL JOINING STRUCTURE, TANK SKIRT COMPRISING THE DIFFERENT METAL JUNCTION STRUCTURE, TRANSPORT SHIP COMPRISING THE TANK SKIRT, AND METHOD OF JOINING DIFFERENT METAL COMPONENT ELEMENTS |
| JP2012056429A (ja) * | 2010-09-08 | 2012-03-22 | Mitsubishi Heavy Ind Ltd | 液化ガス運搬船 |
| CN203147272U (zh) * | 2013-03-20 | 2013-08-21 | 兰州蓝亚石油化工装备工程有限公司 | 一种大型低温储罐的罐顶结构 |
| CN104100835A (zh) * | 2013-04-09 | 2014-10-15 | 上海浦东伸钢机械有限公司 | 用于低温液化气及低温天然气贮罐的球面网格结构顶盖 |
| CN203857264U (zh) * | 2014-04-22 | 2014-10-01 | 张家港中集圣达因低温装备有限公司 | 罐式容器 |
| JP6461686B2 (ja) * | 2015-04-08 | 2019-01-30 | 川崎重工業株式会社 | 舶用液化ガスタンク及びそれを備える液化ガス運搬船 |
-
2015
- 2015-10-05 CN CN201580083456.1A patent/CN108025803B/zh not_active Expired - Fee Related
- 2015-10-05 WO PCT/JP2015/005050 patent/WO2017060933A1/ja active Application Filing
- 2015-10-05 KR KR1020187009259A patent/KR102017220B1/ko active IP Right Grant
- 2015-10-05 JP JP2017544064A patent/JP6423970B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03128791A (ja) * | 1989-10-13 | 1991-05-31 | Mitsubishi Heavy Ind Ltd | スカートで支持された舶用lngタンク |
| JP2008273609A (ja) * | 2007-05-07 | 2008-11-13 | Kansai Material:Kk | 貯蔵容器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019014438A (ja) * | 2017-07-10 | 2019-01-31 | 三菱造船株式会社 | 船舶 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017060933A1 (ja) | 2018-06-14 |
| KR20180048966A (ko) | 2018-05-10 |
| CN108025803B (zh) | 2019-10-08 |
| KR102017220B1 (ko) | 2019-09-03 |
| CN108025803A (zh) | 2018-05-11 |
| JP6423970B2 (ja) | 2018-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6461686B2 (ja) | 舶用液化ガスタンク及びそれを備える液化ガス運搬船 | |
| KR101606306B1 (ko) | 액화 가스 운반선 | |
| US5697312A (en) | Gas tanker | |
| JP2007519572A (ja) | 球形タンクと二重底を備えたlngキャリヤー | |
| JP7231984B2 (ja) | 船舶 | |
| CN106005271B (zh) | 液化气体收容罐及船舶 | |
| KR101041782B1 (ko) | 독립형 lng 저장탱크를 갖는 부유식 해상 구조물 | |
| KR101941999B1 (ko) | 선박용 탱크 커버 및 그것을 구비한 선박 | |
| EP4056460B1 (en) | Cargo tank unit and ship | |
| JP6423970B2 (ja) | 舶用液化ガスタンク及びそれを備える液化ガス運搬船 | |
| US10710682B1 (en) | Bunkering marine vessel | |
| JP6737431B2 (ja) | 液化ガス運搬船 | |
| JP6139957B2 (ja) | 液化ガス運搬船の球形タンク支持構造 | |
| JPS61241293A (ja) | タンク搭載船 | |
| JP2015217749A (ja) | 液化ガスタンクの船体支持構造及び液化ガス運搬船 | |
| JP6901950B2 (ja) | 舶用タンクカバー及びそれを備えた船舶 | |
| JP7364440B2 (ja) | 液化ガスタンク、船舶、及び浮体構造物 | |
| JP6721545B2 (ja) | 船舶 | |
| JP6751692B2 (ja) | 船舶 | |
| JP2017071348A (ja) | 自立角型タンク及び船舶 | |
| KR20180077568A (ko) | 독립형 lng 저장탱크 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15905754 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017544064 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20187009259 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15905754 Country of ref document: EP Kind code of ref document: A1 |