WO2017047697A1 - 圧粉体の製造方法および焼結金属部品の製造方法 - Google Patents
圧粉体の製造方法および焼結金属部品の製造方法 Download PDFInfo
- Publication number
- WO2017047697A1 WO2017047697A1 PCT/JP2016/077272 JP2016077272W WO2017047697A1 WO 2017047697 A1 WO2017047697 A1 WO 2017047697A1 JP 2016077272 W JP2016077272 W JP 2016077272W WO 2017047697 A1 WO2017047697 A1 WO 2017047697A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- green compact
- core
- ironing
- die
- inner diameter
- Prior art date
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F3/26—Impregnating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
Definitions
- the present invention relates to a method for producing a green compact and a method for producing a sintered metal part.
- sintered metal parts made of a sintered metal porous body may be used as mechanical parts such as bearings (slide bearings) and gears.
- This type of sintered metal part is usually used in a state where its internal pores are impregnated with a lubricating oil.
- Such sintered metal parts are mainly a compression molding process for obtaining a green compact of raw material powder using metal powder as a main raw material, and sintering in which metal powder particles are neck-bonded by heating the green compact.
- the surface area ratio of the inner diameter surface that functions as the bearing surface is made as small as possible from the viewpoint of increasing the rigidity of the oil film. (To make the porous structure of the inner diameter surface as dense as possible).
- Patent Document 1 the one described in Patent Document 1 below can be adopted.
- the inner diameter of the powder filling portion is set in the outer diameter side region by devising the inner peripheral shape of the die and the operation mode of the die during powder filling.
- a technical means is described in which a larger amount of raw material powder than the side region is filled and then the raw material powder is compressed with an upper and lower punch.
- a green compact whose inner diameter side region has a higher density than the outer diameter side region can be formed by devising the outer peripheral shape of the core and the operation mode of the core during powder filling with the same reasoning. .
- the porous structure on the inner surface or outer surface is densified. Sintered metal parts can be obtained.
- the compressive force is released after forming the green compact that becomes the base material of the sliding bearing made of sintered metal, spring back is generated in the green compact, and the green compact expands in diameter overall.
- the amount of expansion of the inner diameter surface of the green compact accompanying the springback tends to be relatively large in the axial end region close to the upper and lower punches and relatively small in the axial central region.
- the inner diameter surface of the released green compact has a substantially convex cross section in which the central portion in the axial direction bulges toward the inner diameter side.
- the sintered body obtained by sintering the green compact is used as it is as a slide bearing, as schematically shown in FIG.
- problems such as uneven wear tend to occur.
- the outer diameter surface of the green compact taken out from the molding die has a substantially concave shape with a central portion in the axial direction recessed toward the inner diameter side.
- the sintered body obtained by sintering the green compact is used as it is as a gear, it is difficult to appropriately transmit power to other gears.
- the object of the present invention is to make it possible to easily form a green compact in which surface texture is improved and shape accuracy is improved. Through this, a sintered metal part having a predetermined performance can be obtained. This is to enable mass production at low cost.
- the raw material powder is filled in the space defined by the molding portion provided in each of the core, the die, and the pair of punches, and in this state, the pair of punches are relatively brought close to each other to increase the compression force.
- a method for producing a green compact by compressing and molding a green compact wherein after the compression molding of the green compact, in the unloaded state in which the compression force on the green compact is released, the core and the die The green compact is released after the green compact is squeezed by moving at least one of the green compact relative to the green compact.
- a raw material powder mainly composed of metal powder filled in a powder filling portion defined by the outer diameter surface of the core, the inner diameter surface of the die, and the upper end surface of the lower punch is applied to the lower punch and the lower punch.
- a cylindrical green compact can be formed by compressing with an upper punch which is moved relatively close.
- the unloaded state in which the compression force on the compact (raw material powder) is released (the compression force is substantially zero)
- the compression force is substantially zero
- a spring back occurs in the green compact in the powder filling portion, and the inner diameter surface and the outer diameter surface of the green compact tend to expand.
- the outer diameter surface of the green compact is constrained by the inner diameter surface of the die and cannot be deformed in the diameter expansion direction, only the inner diameter surface of the green compact is deformed in the diameter expansion direction.
- the surface properties, dimensions, and shape accuracy of the surface to be processed are almost the same as those after ironing before being released (in the mold). It is maintained as it is. Therefore, it is possible to easily form a green compact in which the structure of the work surface is densified and the work surface is excellent in dimensional and shape accuracy.
- the surface opening of the surface to be processed is performed without subjecting the sintered body to significant dimensional correction or a separate sealing treatment. It is possible to obtain a sintered metal part having a sufficiently small ratio and excellent in dimensional and shape accuracy of the work surface.
- either one of the core and the die is provided with a squeezing part for squeezing the green compact, and a radial dimensional difference between the molding part and the squeezing part of the one member is determined by the molding. It is preferable that the clearance be 80% or less of the clearance between the portion and the punch facing the portion. This is because the core can be smoothly moved relative to the upper and lower punches during the ironing process, and damage to the molding die is avoided as much as possible while properly ironing the inner diameter surface of the green compact.
- the ironing portion provided on the outer periphery of the core is relatively provided on the front side in the moving direction of the core, and the first ironing portion gradually increasing in diameter toward the rear side in the moving direction of the core, and the moving direction of the core relatively.
- a second ironing portion provided on the rear side and having a constant diameter and extending in the axial direction.
- the axial direction between the ironing portion provided on the inner periphery of the die and the green compact along with the discharge of the green compact from the inner periphery of the die By relative movement, the entire outer diameter surface of the green compact can be ironed.
- the ironing portion provided on the inner periphery of the die is provided relatively on the rear side in the discharge direction of the green compact, and is relatively compressed with the first ironing portion having a diameter gradually reduced toward the front side in the discharge direction of the die. And a second ironing portion that is provided on the front side in the powder discharge direction and that extends in the axial direction with a constant diameter.
- the core is provided with a molding part and a squeezing part having a larger outer diameter than the molding part, and after forming the green compact by the molding part, the ironing part is opposed to the inner diameter surface of the green compact. It can be considered that the inner surface of the green compact is squeezed by rotating the core.
- the squeezing portion one having a rectangular cross section in the radial direction can be used.
- a sintered metal part having a sintering step of obtaining a sintered body by heating the green compact obtained by the method described above, and an oil impregnation step of impregnating the internal pores of the sintered body with lubricating oil This manufacturing method is preferably applied when manufacturing mechanical parts such as plain bearings and internal gears that are required to have a minimum surface area porosity on the inner diameter surface among sintered metal parts. be able to.
- FIG. 3 is a cross-sectional view schematically showing a state in which raw material powder is compressed in the molding die apparatus shown in FIG. 2.
- FIG. 3 is a cross-sectional view schematically showing an unloading state in which the compression force is released in the molding die apparatus shown in FIG. 2.
- FIG. 3 is a cross-sectional view schematically showing a state in which ironing is performed on the inner surface of the green compact in the molding die apparatus shown in FIG. 2.
- FIG. 8 is an enlarged cross-sectional view schematically showing a state where ironing is performed on the outer diameter surface of the green compact in the molding die apparatus shown in FIG. 7.
- FIG. 7 shows typically the shaping die apparatus for shape
- FIG. 9a It is a figure which expands and shows the XX cross section in FIG. 9a. It is sectional drawing which shows typically the state by which the raw material powder is compressed in the shaping die apparatus shown to FIG. 9a. It is sectional drawing which shows typically the state which has ironed the green compact in the shaping die apparatus shown to FIG. 9a. It is a table
- FIG. 6 is a view showing a micrograph of Example 2.
- FIG. 6 is a view showing a micrograph of Example 3.
- FIG. 6 is a view showing a micrograph of Example 4.
- FIG. It is a figure which shows the axial direction bus-bar shape of a comparative example. It is a figure which shows the axial direction bus-bar shape of Example 1.
- FIG. It is a figure which shows the axial direction bus-bar shape of Example 2.
- FIG. It is a figure which shows the axial direction bus-bar shape of Example 3.
- FIG. It is a figure which shows the axial direction bus-bar shape of Example 4.
- FIG. It is sectional drawing which shows typically the green compact obtained by a conventional method. It is sectional drawing which shows typically the problem at the time of using the slide bearing obtained by sintering the compact of FIG. 24a.
- FIG. 1 shows an example of a sliding bearing 1 as a sintered metal part obtained by a manufacturing method including a compression molding process to which the present invention is applied.
- the slide bearing 1 is made of a sintered metal porous body, and is used to support the shaft 3 inserted in the inner periphery in the radial direction.
- the internal pores of the slide bearing 1 are impregnated with lubricating oil. Therefore, for example, when the shaft 3 rotates, along with this, the lubricating oil impregnated in the internal pores of the slide bearing 1 is between the inner peripheral surface (bearing surface) 2 of the slide bearing 1 and the outer peripheral surface of the shaft 3.
- the oil film oozes out into the bearing gap (radial bearing gap), and the shaft 3 is rotatably supported in the radial direction via the oil film.
- the sliding bearing 1 is manufactured through a compression molding process, a degreasing process, a sintering process, a shaping process, and an oil impregnation process in order.
- a compression molding process a degreasing process, a sintering process, a shaping process, and an oil impregnation process in order.
- a green compact having a substantially finished product shape (here, a cylindrical shape) is formed by compressing a raw material powder mainly composed of metal powder using a molding die apparatus 10 schematically shown in FIG. 1 ′ (see FIG. 4 etc.) is obtained.
- the molding die apparatus 10 includes a stepped shaft-shaped core 11, a cylindrical die 12, a lower punch 13, and an upper punch 14 disposed on the outer diameter side thereof.
- the lower punch 13 and the upper punch 14 are coaxially arranged so as to be relatively movable in the vertical direction.
- the inner diameters of the punches 13 and 14 and the outer diameters of the punches 13 and 14 are the same.
- the core 11 is provided in a cylindrical surface-shaped molding portion 11a for molding the inner diameter surface of the green compact, and below the molding portion 11a.
- the core 11 is connected to the green compact 1 ′ (strictly speaking, in the powder filling portion 15).
- the green compact 1 ′ after spring back in step (details will be described later), when sliding out from the inner diameter surface of the green compact 1 ′ (can be ironed to the inner diameter surface of the green compact 1) 11b. Accordingly, the entire ironing part 11b is formed to have a larger diameter than the outer diameter dimension d1 of the molding part 11a.
- the ironing portion 11b of the present embodiment has a tapered surface-shaped first ironing portion 11b1 that gradually increases in diameter toward the lower side, and an upper end that is connected to a lower end of the first ironing portion 11b1, and has a constant diameter and extends in the axial direction. It consists of a cylindrical surface-shaped second ironing part 11b2.
- the upper side is the “front side in the movement direction”
- the lower side is the “rear side in the movement direction”.
- a cylindrical shape is formed by the outer diameter surface (molding portion 11a) of the core 11, the inner diameter surface 12a of the die 12, and the upper end surface 13a of the lower punch 13.
- a powder filling unit 15 is defined.
- the entire ironing portion 11 b provided in the core 11 is disposed on the inner periphery of the lower punch 13. Therefore, in a state where the powder filling portion 15 is defined, the core 11 is placed on the lower punch 13 between the upper region of the inner diameter surface of the lower punch 13 and the outer diameter surface of the molding portion 11a of the core 11 opposed thereto.
- there is a radial clearance c that has a larger gap width than a radial gap that is normally provided to enable relative movement.
- the raw material powder M is filled in the powder filling unit 15.
- the filling amount (filling rate) of the raw material powder M is not different between each part in the radial direction of the powder filling unit 15, and the raw material powder M is uniformly filled in the powder filling unit 15.
- a metal powder is used as a main raw material, and various fillers such as a molding aid and a solid lubricant are added to and mixed therewith.
- the green compact that is the base material of the slide bearing 1 is formed as in the present embodiment, for example, a mixed powder of copper powder and iron powder is used as a main raw material, and a small amount of tin powder, graphite powder, and A mixed powder to which a solid lubricant is added and mixed can be used.
- the upper punch 14 is moved relatively closer to the lower punch 13 to compress the raw material powder M at a predetermined pressure.
- the raw material powder M includes a cylindrical surface-shaped molded portion 11a provided on the outer periphery of the core 11, a cylindrical surface-shaped molded portion (inner diameter surface 12a) of the die 12, a molded portion (upper end surface 13a) of the lower punch 13, and Pressed against the forming portion (lower end surface 14a) of the upper punch 14 to form a cylindrical green compact 1 ′.
- the upper punch 14 is moved away from the lower punch 13.
- the compression force on the green compact 1 ′ is released (the compression force becomes substantially zero)
- a so-called unloading state is obtained.
- the relative separation movement of the upper punch 14 and the lower punch 13 is stopped.
- the unloading state is achieved, the green compact 1 ′ is expanded in diameter by the spring back, and the contact state between the inner diameter surface of the green compact 1 ′ and the molded portion 11 a of the core 11 is released. As a result, as shown in FIG.
- a radial gap x is formed between the inner diameter surface of the green compact 1 ′ facing each other and the molding portion 11 a of the core 11.
- the inner diameter surface of the green compact 1 ′ is smaller than the inner diameter surfaces of the lower punch 13 and the upper punch 14.
- the core 11 is moved upward while the upper punch 14 and the lower punch 13 are stationary, and the core 11 is removed from the green compact 1 '.
- the iron 11 is ironed over the entire inner diameter surface of the green compact 1 ′ as the core 11 is extracted. Processing is applied.
- the maximum outer diameter dimension (here, the outer diameter dimension of the second ironing portion 11b2) d2 of the ironing portion 11b provided in the core 11 is a spring back generated in the green compact 1 ′ as the compressive force is released.
- the maximum outer diameter dimension d2 of the ironing portion 11b is set to be the green compact 1 after the spring back, although it is natural that it is set larger than the internal diameter of the green compact 1 'after the spring back. If it is too large compared to the inner diameter dimension of ', the ironing allowance will be excessive, and an excessive load will be applied to the inner diameter surface of the green compact 1' during the ironing process, and defects such as chipping will easily occur.
- the core 11 moves relative to the green compact 1 ′ and also moves relative to the lower punch 13 and the upper punch 14, the core 11 is ensured to move smoothly.
- the maximum outer diameter d2 of the ironing portion 11b is set to the inner diameter dimension d3 of the lower punch 13 and the upper punch 14 (FIG. 5) is desired to be somewhat small.
- the radial dimension difference (diameter dimension difference: d2-d1) between the molding part 11a and the ironing part 11b of the core 11 is between the core molding part 11a and the punch 14 opposite to the core molding part 11a. Is preferably set to 80% or less of the clearance c (diameter dimension difference between the inner diameter dimension d3 of the upper punch 14 and the outer diameter dimension d1 of the molding portion 11a of the core 11).
- the lower punch 13 and the upper punch 14 are raised relative to the die 12.
- the green compact 1 ′ is released by moving it. Note that the lower punch 13 and the upper punch 14 may be lifted and moved together, or may be lifted and moved in the order of the upper punch 14 ⁇ the lower punch 13.
- the green compact 1 ′ obtained as described above is transferred to the degreasing process, and the solid lubricant (the lubricating component contained therein) scattered in the structure of the green compact 1 ′ is decomposed and removed. Used for degreasing treatment.
- the degreasing treatment is usually performed by heating the green compact 1 'for a predetermined time at a temperature not lower than the melting point of the solid lubricant and not higher than the melting point of the metal powder.
- the green compact 1 ′ subjected to the degreasing treatment is transferred to the sintering process and heated at a predetermined temperature (for example, a temperature equal to or higher than the melting point of copper) for a predetermined time.
- a predetermined temperature for example, a temperature equal to or higher than the melting point of copper
- the sintering step can be performed using, for example, a continuous sintering furnace in which a sintering zone in which a heater is installed and a cooling zone in which natural heat dissipation is provided.
- the fired sintered body is transferred to a shaping process and subjected to shaping (dimension correction).
- the shaping process for example, an inner diameter surface and an outer diameter of a sintered body using a sizing die having a die, a core, and upper and lower punches arranged coaxially so as to be relatively movable up and down. So-called sizing is adopted in which each of the surfaces is deformed following the outer diameter surface of the core and the inner diameter surface of the die. Thereby, the inner diameter surface and the outer diameter surface of the sintered body are finished into a finished product shape.
- the sintered body is transferred to an oil impregnation step and subjected to an oil impregnation treatment in which internal pores are impregnated with a lubricating oil.
- the slide bearing (sintered oil-impregnated bearing) 1 shown in FIG. 1 is completed.
- the core 11 is turned into the green compact 1 ′ in the unloading state in which the compressive force to the green compact 1 ′ is released, that is, in the state where the spring back is generated in the green compact 1 ′.
- the entire inner diameter surface of the green compact 1 ′ is ironed by the ironing part 11 b provided on the outer periphery of the core 11 by relatively moving in the axial direction. In this way, since the crushing process and the shaping process are simultaneously performed on the inner diameter surface of the green compact 1 ′ after the spring back, the green compact 1 ′ can be released from the mold after the ironing process.
- the surface properties and dimensional / shape accuracy of the inner diameter surface of the powder 1 ′ are maintained substantially as they are after the ironing process performed in the molding die apparatus 10. Therefore, if the iron 11 is provided with the iron part 11b with the outer diameter dimension appropriately set in the core 11, the structure of the inner diameter surface is densified, and the green compact 1 ′ excellent in the dimensional and shape accuracy of the inner diameter surface is obtained. It can be easily molded.
- the ironing portion 11b is provided on the front side (upper side) of the core 11 in the moving direction, and the taper surface-shaped first ironing is gradually increased in diameter toward the rear side (lower side) of the core 11 in the moving direction. If it comprises the part 11b1 and the cylindrical surface-like 2nd ironing part 11b2 with which the upper end was connected with the lower end of the 1st ironing part 11b1, the green compact 1 'internal diameter surface (each axial direction part) will be a taper surface first. It is ironed by the first ironing part 11b1 having a shape, and thereafter, it is ironed by the second ironing part 11b2 having a cylindrical surface shape.
- the ironing process proceeds so that the metal particles constituting the inner diameter surface of the green compact 1 ′ are compressed without being cut. Therefore, it is possible to obtain a green compact 1 ′ having a highly accurate inner diameter surface that does not have partial chipping or the like.
- the entire inner diameter surface of the green compact 1 ′ is ironed by the relative movement in the axial direction between the ironing portion 11 b and the green compact 1 ′ accompanying the extraction of the core 11 from the green compact 1 ′. It was made to give. In this way, the green compact 1 ′ can be ironed during the series of mold release operations when the green compact 1 ′ is released. 'Can be molded efficiently.
- the green compact 1 ′ is formed by applying the present invention, the green compact 1 ′ is degreased and sintered to obtain a sintered body, and then the sintered compact is greatly reduced. Without performing dimensional correction or a separate sealing treatment, it is possible to obtain the slide bearing 1 having a sufficiently small surface area opening ratio on the inner diameter surface and excellent in dimensional and shape accuracy of the inner diameter surface.
- the ironing process of the inner surface of the green compact 1 ′ by the ironing part 11b provided in the core 11 of the molding die apparatus 10 is performed, for example, during the compression of the raw material powder M (during the molding of the green compact 1 ′). It is also possible to carry out by moving. However, in this case, since the green compact before the occurrence of springback is ironed, due to variations in the amount of springback in the axial direction, after the green compact 1 'is released, it is the same as the conventional method. Thus, a green compact [see FIG. 24a] is obtained in which the axially central portion of the inner diameter surface has a relatively small diameter, and both axial end portions of the inner diameter surface have a relatively large diameter. In the molding method according to the present invention described above, such a problem can be avoided, and the inner diameter can be made uniform over the entire axial direction.
- the core 11 in which the arrangement of the forming part 11a and the ironing part 11b is reversed upside down can be used.
- the core 11 is moved downward so that the core 11 is extracted from the green compact 1 ′.
- the ironing portion 11b provided in the core 11 can be ironed over the entire inner diameter surface of the green compact 1 ′.
- the ironing portion 11b to be provided in the core 11 for example, a combination of the first ironing portion 11b1 and the second ironing portion 11b2 as described above, and two or more sets connected in the axial direction is adopted. Is also possible (not shown).
- the surface defining the powder filling portion 15 (particularly, the molding portions 11a and 12a of the core 11 and the die 12), and the ironing portion 11b of the core 11 are DLC film, TiN film, and TiC film.
- a film coated with a hard film such as a CrN film or a TiAlN film can also be used.
- the durability of the molding die apparatus 10 can be improved, and the frictional force between the raw material powder M and the powder filling portion 15 can be reduced, which is advantageous in increasing the moldability and density of the green compact 1 ′. It becomes.
- the present invention has a minimal surface area porosity on the inner diameter surface.
- Forming a green compact to be used as a base material for other sintered metal machine parts for example, an internal gear 20 having a tooth surface 21 on its inner surface as shown in FIG. 6) that are required to be made In particular, it can be preferably applied.
- the green compact is formed using the core 11 having the forming portion 11a and the ironing portion 11b whose outer peripheral shape is formed in a tooth surface shape.
- the present invention is a sintered metal part (not shown in the figure) that is required to have a surface porosity of the outer diameter surface minimized and a shape / dimensional accuracy of the outer diameter surface enhanced as much as possible.
- the present invention can also be applied to molding a green compact that becomes a base material of a gear having a tooth surface on the outer diameter surface or a cam having a cam surface on the outer diameter surface.
- a second embodiment with reference to FIGS.
- FIG. 7 is a cross-sectional view schematically showing a molding die device 30 used for molding a green compact 1 ′ which is a base material of a sintered metal gear having a tooth surface on the outer diameter surface.
- the molding die apparatus 30 includes a shaft-shaped core 31, a substantially cylindrical die 32 that is disposed on the outer diameter side thereof and has different inner diameter dimensions in the axial direction, and a lower punch 33 and an upper punch 34. These are arranged coaxially so as to be relatively movable up and down.
- the core 31 has a cylindrical surface-shaped molding portion 31 a on the outer periphery thereof.
- the molding portion 31 a includes a molding portion 32 a provided on the inner diameter surface of the die 32, and a lower punch 33.
- the powder filling portion 35 is defined in cooperation with the upper end surface 33a.
- Above the molding portion 32a of the die 32 the outer diameter surface of the green compact 1 ′ can slide when the green compact 1 ′ is discharged from the inner periphery of the die 32 (the outer diameter surface of the green compact 1 ′).
- ironing portion 32b is formed to have a smaller diameter than the inner diameter dimension of the molding portion 32a.
- the ironing portion 32b of the present embodiment has a first ironing portion 32b1 whose inner diameter is gradually reduced toward the upper side, and a lower end connected to the upper end of the first ironing portion 32b1, and has a constant diameter and extends in the axial direction. It consists of the ironing part 32b2.
- the upper side is “a front side in the discharge direction of the green compact”
- the lower side is “a rear side in the discharge direction of the green compact”.
- a cross-sectional shape is formed by the outer diameter surface (molding portion 31a) of the core 31, the molding portion 32a of the die 32, and the upper end surface 33a of the lower punch 33.
- a powder filling portion 35 corresponding to the cross-sectional shape of the gear, and the powder filling portion 35 is filled with the raw material powder M.
- the filling amount (filling rate) of the raw material powder M is not varied between the respective parts in the radial direction of the powder filling unit 35, and the raw material powder M is uniformly filled into the powder filling unit 35.
- the raw material powder M an appropriate metal powder is used as a main raw material, and a mixture of various fillers such as a molding aid and a solid lubricant is used.
- the upper punch 34 is moved relatively close to the lower punch 33 to compress the raw material powder M at a predetermined pressure. As a result, the raw material powder M is pressed against the molding portion 31a of the core 31, the molding portion 32a of the die 32, the upper end surface 33a of the lower punch 33, and the lower end surface 34a of the upper punch 34, and the gear-shaped green compact 1 ′ is formed. Molded.
- the upper punch 34 is moved away from the lower punch 33.
- the so-called unloading state is released in which the compressive force on the green compact 1 ′ is released
- the relative separation of the upper punch 34 and the lower punch 33 is performed. Stop moving.
- the unloading state described above is reached, a springback occurs in the green compact 1 ′, and the green compact 1 ′ expands as a whole.
- the upper punch 34 and the lower punch 33 are integrally moved upward while the die 32 is stationary, and the green compact 1 ′ is discharged from the inner periphery of the die 32.
- the green compact 1 ′ is discharged as the green compact 1 ′ is discharged. Ironing is applied to the entire radial surface.
- the minimum inner diameter dimension D2 (herein, the inner diameter dimension of the second ironing portion 32b2) D2 is too small compared to the outer diameter size of the green compact 1 ′, the ironing allowance will be excessive. As processing is performed, an excessive load is applied to the outer diameter surface of the green compact 1 ′, and defects such as chipping tend to occur. Further, at the time of ironing in the above-described aspect, the lower punch 33 and the upper punch 34 are moved upward relative to the die 32 (the ironing portion 32b), so that the green compact 1 ′ and both the punches 33, 34 are smooth. In order to ensure a proper upward movement, it is desired that the minimum inner diameter D2 of the ironing portion 32b is somewhat larger than the outer diameter D3 of both punches 33 and 34.
- the radial dimension difference (diameter dimension difference: D1-D2) between the forming part 32a and the ironing part 32b of the die 32 is the difference between the forming part 32a of the die 32 and the punch 33 facing the same. It is preferably set to 80% or less of the clearance C (diameter dimension difference between the inner diameter dimension D1 of the molding portion 32a of the core 32 and the outer diameter dimension D3 of the lower punch 33: D1-D3).
- the upper punch 34 is further moved upward and the core 31 is pressed into the green powder.
- the green compact 1 ′ is released.
- the green compact 1 ′ is removed after the ironing process. Even when the mold is released, the surface properties, dimensions, and shape accuracy of the outer diameter surface of the green compact 1 ′ are substantially maintained as they are after the ironing process performed in the molding die apparatus 30. Therefore, it is possible to easily mold the green compact 1 ′ having a dense outer diameter surface and excellent dimensional and shape accuracy of the outer diameter surface.
- the ironing portion 32b is provided relatively on the rear side (lower side) of the green compact 1 ′ in the discharge direction, and gradually decreases in diameter toward the front side (upper side) of the green compact 1 ′ in the discharge direction. If the first ironing portion 32b1 and the second ironing portion 32b2 having a constant diameter connected to the upper end of the first ironing portion 32b1, the outer diameter surface of the green compact 1 ′ (each part in the axial direction) The first ironing portion 32b1 is gradually reduced in diameter, and is then ironed by the second ironing portion 32b2 extending in the axial direction with the same diameter as the minimum diameter portion of the first ironing portion 32b.
- the ironing process proceeds so that the metal particles constituting the outer diameter surface of the green compact 1 ′ are compressed without being cut. Therefore, it is possible to obtain a green compact 1 ′ having a highly accurate outer diameter surface that does not have partial chipping or the like.
- dye 32 which reversed the arrangement
- the ironing portion 32b to be provided on the die 32 for example, a combination of the first ironing portion 32b1 and the second ironing portion 32b2 and two or more sets that are connected in the axial direction is adopted. Is also possible (not shown).
- the surface defining the powder filling portion 35 (particularly, the molding portion 31 a and 32 a of the core 31 and the die 32), and the ironing portion 32 b of the die 32 are DLC film, TiN film, and TiC film.
- a film coated with a hard film such as a CrN film or a TiAlN film can also be used.
- either the inner diameter surface or the outer diameter surface of the green compact is subjected to the ironing process by the ironing portion provided in either the core or the die. It can also be applied when ironing both the surface and the outer diameter surface (not shown).
- the green compact is molded by applying the present invention (when ironing is performed in the unloading state after the green compact molding), the green compact is molded by the conventional method.
- the sample produced in this comparative test is 4 mm in inner diameter in either one formed by applying the present invention (hereinafter referred to as “sample 1”) or one formed by a conventional method (hereinafter referred to as “sample 2”). It is a cylindrical green compact with an outer diameter of 7.5 mm and a total length of 9.2 mm.
- the raw material powder shown below is 2.8 t / cm 2 (about 274 MPa) so that the density is 6.5 g / cm 3 . It is compression-molded with molding pressure.
- the raw material powder is mainly a mixed powder of copper powder and iron-based powder having a particle size distribution within the range of about 20-200 ⁇ m, and a small amount of tin powder, graphite powder and solid lubricant are added and mixed to this. We used what we did.
- the mixing ratio of the copper powder and the iron-based powder in the mixed powder as the main raw material was 60% for the copper powder and 40% for the iron-based powder in terms of weight ratio.
- Sample 1 was compression molded using a molding die apparatus 10 having the configuration shown in FIGS.
- the core 11 one having a maximum outer diameter dimension (outer diameter dimension of the second ironing part 11 b 2) d2 of the ironing part 11 b that is 30 ⁇ m larger than the outer diameter dimension d1 of the molding part 11 a was used.
- the difference in diameter (d2-d1) between the molded part 11a and the iron part 11b is 80% or less of the difference between the inner diameter d3 of the upper and lower punches 13 and 14 and the outer diameter d1 of the molded part 11a.
- the porosity of Samples 1 and 2 was measured as follows. First, the internal pores of the sample were impregnated with a mixture of a thermosetting adhesive 353ND manufactured by Rikei Co., Ltd. and a red dye, and then thermally cured. Next, the inner diameter surface of the sample was photographed after being magnified 400 times with a microscope. Then, 10 fields of view (10 equidistant positions) of the photographing data were analyzed with image analysis software, and the porosity was calculated based on the occupied area of the portion colored with the red dye.
- Sample 2 was sintered and then subjected to a shaping process using a sizing die (dimension sizing), and further, rotational sizing, which is a kind of crushing process, and the inner diameter after dimension sizing and after rotational sizing.
- the porosity of the surface was measured and calculated in the same procedure as above.
- the method according to the present invention is extremely useful for obtaining a green compact in which the structure of the inner diameter surface is sufficiently densified so that the crushing treatment after sintering can be omitted. It can be seen that it is.
- the molding die device 40 includes a stepped shaft-shaped core 41, a cylindrical die 42 disposed on the outer diameter side thereof, a lower punch 43, and an upper punch 44.
- the lower punch 43 and the upper punch 44 are coaxially arranged so as to be relatively movable in the vertical direction.
- the core 41 is configured to be rotatable about its axis 0-0 by a rotational drive source (not shown).
- the scissor core 41 has a cylindrical surface-shaped forming portion 41a for forming the inner diameter surface of the green compact, and a squeezing portion 41b for the inner diameter surface of the green compact 1 '.
- the ironing part 41b is formed such that the maximum diameter d4 of the rotation locus of the ironing part 41b when the core 41 is rotated is larger than the outer diameter dimension d1 of the molding part 41a.
- the cross-sectional shape (radial direction cross section) of the ironing portion 41b is arbitrary, in this embodiment, as shown in FIG. 9b, the cross-sectional shape of the ironing portion 41b is equal to the length of the four linear portions 41b1 and adjacent to each other.
- a flat square chamfer 41b2 is interposed between the straight portions 41b1.
- the axial length L of the ironing part 41b is larger than the axial length of the green compact 1 '.
- the chamfer 42b2 can be formed with a circular surface as well as a flat surface.
- the maximum one of the rotation trajectories of the ironing portion 41b is formed by the chamfer 41b2. Therefore, the maximum distance between the chamfers 41b2 opposed in the diameter direction is the maximum diameter d4 of the rotation locus of the ironing portion 41b, that is, the maximum outer diameter of the ironing portion 41b. As described above, the maximum outer diameter dimension d4 of the ironing part 41b is larger than the outer diameter dimension d1 of the molding part 41a (d4> d1).
- the distance d5 between the linear portions 41b1 facing the ironing portion 41b is smaller than the maximum outer diameter size d4 of the ironing portion 41b, but larger than the outer diameter size d1 of the molding portion 41a (d1 ⁇ d5 ⁇ d4).
- the maximum outer diameter dimension d4 of the ironing part 41b is larger by 1 ⁇ m or more than the outer diameter dimension d1 of the molding part 41a.
- the eaves core 41 has tapered guide portions 41c having a circular cross section on both axial sides of the ironing portion 41b.
- the upper guide portion 41c gradually increases in diameter toward the lower side, and the lower guide portion 41c gradually decreases in diameter toward the lower side.
- the maximum outer diameter dimension of both guide parts 41c is equal to the maximum outer diameter dimension d4 of the ironing part 41b.
- the manufacturing procedure of the green compact 1 ′ using the molding die 40 is the same as that of the first embodiment except that the ironing process is different. That is, as shown in FIG. 9 a, in a state where the ironing portion 41 b and the guide portion 41 c of the core 41 are arranged on the inner periphery of the lower punch 43, the molding portion 41 a of the core 41, the inner diameter surface 42 a of the die 42, and the lower punch 43 A cylindrical powder filling portion 45 is defined by the upper end surface 43a, and the raw material powder M is filled in the powder filling portion 45.
- FIG. 9 a in a state where the ironing portion 41 b and the guide portion 41 c of the core 41 are arranged on the inner periphery of the lower punch 43, the molding portion 41 a of the core 41, the inner diameter surface 42 a of the die 42, and the lower punch 43 A cylindrical powder filling portion 45 is defined by the upper end surface 43a, and the raw material powder M is filled in the powder filling portion 45.
- the upper punch 44 is moved relatively close to the lower punch 43, and the raw material powder M is compressed by the lower punch 43 and the upper punch 44 to form a cylindrical green compact 1 ′. Is molded.
- the upper punch 44 is moved away (raised) relative to the lower punch 43 to unload the green compact 1 ′.
- the green compact 1 ′ springs back and the inner diameter surface of the green compact 1 ′ expands.
- a radial gap x (see FIG. 4) is formed.
- the inner diameter surface of the green compact 1 ′ after the spring back is smaller than the inner diameter surfaces of the lower punch 43 and the upper punch 44.
- the core 41 is moved (raised) in the axial direction while keeping the upper punch 44 and the lower punch 43 stationary, and the ironing portion 41b of the core 41 is brought to the inner diameter surface of the green compact 1 ′. Make them face each other.
- the core 41 is rotated in this state, the chamfer 41b2 of the ironing portion 41b slides against the inner diameter surface of the green compact 1 ′, and the inner surface of the green compact 1 ′ is subjected to circumferential ironing.
- the powder on the inner diameter surface of the green compact 1 ′ is rolled, so that the inner diameter surface is densified.
- the tapered guide portion 41c is the inner diameter surface of the green compact 1 ′. Therefore, as the core 41 rises, the entire inner diameter surface of the green compact 1 ′ is preliminarily wrung. Since the tapered guide portion 41c is press-fitted before the ironing portion 41b is press-fitted into the inner diameter surface of the green compact 1 ′, the metal particles constituting the inner diameter surface of the green compact 1 ′ are gradually removed without being scraped. Will be compressed. Therefore, it is possible to obtain a green compact 1 ′ having a highly accurate inner diameter surface that does not have partial chipping or the like.
- the core 41 is extracted from the green compact 1 ′, and the lower punch 43 and the upper punch 44 are moved upward relative to the die 42, whereby the green compact 1 ′ is moved. Release. Thereafter, the released green compact 1 'is sequentially transferred to a degreasing process, a sintering process, a shaping process, and an oil impregnation process, whereby the slide bearing 1 (sintered oil impregnated bearing) shown in FIG. 1 is completed.
- the core 41 in the compression molding process is moved in the vertical direction relative to the green compact 1 ′
- the core 41 is also moved in the vertical direction relative to the lower punch 43 and the upper punch 44.
- the maximum outer diameter d4 of the ironing portion 41b is made smaller than the inner diameter d3 of the lower punch 13 and the upper punch 14.
- the maximum outer diameter dimension d4 of the ironing portion 41b is set to be larger than the inner diameter dimension of the green compact 1 ′ after the spring back, but the maximum outer diameter dimension d4 of the ironing portion 41b is after the springback.
- the radial dimension difference (diameter dimension difference: d4-d1) between the molding part 41a and the ironing part 41b of the core 41 is such that the molding part 41a of the core 41 and the punches 43 and 44 opposed thereto.
- the ironing portion 41b of the core 41 Is preferably covered with a hard film such as a DLC film, a TiN film, a TiC film, a CrN film, or a TiAlN film.
- a hard film such as a DLC film, a TiN film, a TiC film, a CrN film, or a TiAlN film.
- Example 1 Ironing in the axial direction is performed after unloading (the method of the first embodiment).
- Example 2 Ironing is performed by rotating the core by 1/2 after unloading (method of the third embodiment)
- Example 3 Ironing is performed by rotating the core once after unloading (method of the third embodiment).
- Example 4 After unloading, the core is rotated 5 times to perform ironing (method of the third embodiment)
- a sample prepared in this comparative test is a cylindrical green compact having an inner diameter of 6 mm, an outer diameter of 12 mm, and a total length of 4 to 5 mm.
- the raw material powder is a mixture of 100% reduced iron powder (Heganes NC100.24) and 0.5% solid lubricant (Lonza Acrawax C Powder Atomized). Compression molding was performed so that the density was 6.2 ⁇ 0.05 g / cm 3 .
- the core used in the comparative example has a molded portion 41a having an outer diameter of 6.05 mm, and the core 41 used in the embodiment has an outer diameter d1 of the molded portion 41a of 6.05 mm and a maximum outer diameter d4 of the ironed portion 41b. It is 6.053 mm.
- the core used in the embodiment has a form having guide portions 41c on both sides of the ironing portion 41b.
- FIG. 12 shows the results of measuring the outer diameter, inner diameter, and density of the comparative example after release and Examples 1 to 4. As shown in the figure, it can be understood that in Examples 1 to 4, the inner diameter dimension is larger than that in the comparative example, and accordingly, the difference between the inner diameter dimension and the outer diameter dimension of the core 41 is also increased.
- FIG. 13 shows roundness measurement results and harmonic analysis results for Comparative Example and Examples 1 to 4.
- the harmonic analysis is a table obtained by decomposing the amplitude and the like for each wavelength component from a random waveform obtained by roundness measurement.
- N + 2 in the analysis table represents an elliptic component. From the figure, it can be understood that the harmonics are improved in Examples 1 to 4 compared to the comparative example.
- FIGS. 14 to 19 show micrographs of the inner diameter surface ( ⁇ 50 on the left side of the drawing and ⁇ 500 on the right side of the drawing) and the measurement results of the porosity for the comparative example and Examples 1 to 4.
- 14 to 19 it can be understood that the porosity decreases in the order of Comparative Example 1, Example 1, Example 2, Example 3, Example 4 (Comparative Example> Example 1> Example). 2> Example 3> Example 4).
- a similar tendency can be seen from the micrograph. From the above, it is possible to densify the surface by performing ironing in an unloaded state, and it is possible to make the surface more dense by performing ironing by rotating the core than performing ironing in the axial direction. It can be respectively understood that the surface can be densified by increasing the number of rotations.
- FIGS. 19 to 23 show the measurement results of the axial bus shape of the comparative example and Examples 1 to 4.
- the outer diameter surface of the green compact 1 ′ can be densified by ironing. Moreover, you may perform the ironing process of the circumferential direction by rotation to both the internal-diameter surface and outer-diameter surface of green compact 1 '.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
Abstract
粉末充填部15に充填した原料粉末Mを、下パンチ13と上パンチ14で圧縮することにより筒状の圧粉体1'を成形し、その後、圧粉体1'に対する圧縮力を解放した除荷状態でコア11を圧粉体1'に対して相対移動させることにより、圧粉体1'の内径面をコア11の外周に設けたしごき部11bでしごいてから、圧粉体1'を離型する。これにより、内径面の組織が緻密で、かつ内径面の寸法・形状精度に優れた圧粉体を容易に成形可能にする。
Description
本発明は、圧粉体の製造方法および焼結金属部品の製造方法に関する。
周知のように、軸受(すべり軸受)や歯車等の機械部品として、焼結金属の多孔質体からなる焼結金属部品が使用される場合がある。この種の焼結金属部品は、通常、その内部気孔に潤滑油を含浸させた状態で使用される。このような焼結金属部品は、主に、金属粉末を主原料とした原料粉末の圧粉体を得る圧縮成形工程、圧粉体を加熱することにより金属粉末の粒子同士がネック結合した焼結体を得る焼結工程、および焼結体の内部気孔に潤滑油を含浸させる含油工程などを経ることで得られ、必要に応じて、焼結工程と含油工程との間で、焼結体を整形する整形工程(サイジング工程)が実施される。
例えば、内周に挿入された軸を、油膜を介して支持する焼結金属製のすべり軸受においては、油膜剛性を高める観点から、特に軸受面として機能する内径面の表面開孔率をできるだけ小さくする(内径面の多孔質組織をできるだけ緻密化する)ことが求められる。このような要請を満足するための技術手段として、例えば下記の特許文献1に記載されたものを採用することが考えられる。
より具体的に説明すると、特許文献1の図3-4等には、ダイの内周形状および粉末充填時におけるダイの動作態様に工夫を凝らすことにより、粉末充填部の外径側領域に内径側領域よりも多くの原料粉末を充填してから、原料粉末を上下パンチで圧縮する、という技術手段が記載されている。この場合、外径側領域が内径側領域よりも高密度の圧粉体を成形することができる。なお、同様の理屈でコアの外周形状および粉末充填時におけるコアの動作態様に工夫を凝らせば、内径側領域が外径側領域よりも高密度の圧粉体を成形することができると考えられる。そして、上記のように、径方向の一部領域が他領域よりも高密度に成形された圧粉体を、その後焼結等すれば、内径面又は外径面の多孔質組織が緻密化された焼結金属部品を得ることができる。
ところで、例えば、上記のすべり軸受においては、内径面の多孔質組織ができるだけ緻密であることを求められる以外にも、支持すべき軸の振れ回り、およびこれに起因した軸受内径面の偏摩耗等を可及的に防止するため、軸方向各部における内径寸法ができるだけ均一化されている(内径面の円筒度が極力高められている)ことも望まれる。しかしながら、特許文献1の技術手段により、内径側領域が相対的に高密度の圧粉体を得た場合、この圧粉体を焼結(および冷却)するのに伴って生じる収縮量が内径側領域と外径側領域とで相互に異なることなどに起因して、内径面の形状精度を十分に高めることが難しいという問題がある。
また、焼結金属製のすべり軸受の基材となる圧粉体の成形後に圧縮力が解放されると、圧粉体にスプリングバックが生じ、圧粉体は全体的に拡径する。そして、一般に、スプリングバックに伴う圧粉体内径面の拡径量は、上下パンチに近接した軸方向端部領域で相対的に大きく、軸方向中央領域で相対的に小さくなる傾向にあることから、離型された圧粉体の内径面は、図24aに模式的に示すように、その軸方向中央部が内径側に膨出した断面略凸形状となる。この場合、当該圧粉体を焼結することで得られた焼結体をそのまますべり軸受として活用すると、図24bに模式的に示すように、内周に挿入した軸が振れ回り、軸受内径面に偏摩耗等の問題が生じ易くなる。
また、例えば、外径面に歯面が設けられた焼結金属製の歯車においては、外径面(歯面)の多孔質組織ができるだけ緻密であることを求められる以外にも、他の歯車との間で適切に動力を伝達可能とするため、軸方向各部における外径寸法ができるだけ均一化されていることも望まれる。しかしながら、特許文献1の技術手段により、外径側領域が相対的に高密度の圧粉体を得た場合、この圧粉体を焼結(および冷却)するのに伴って生じる収縮量が内径側領域と外径側領域とで相互に異なることなどに起因して、外径面の形状精度を十分に高めることが難しいという問題がある。
また、上記歯車の基材となる圧粉体の成形後に圧縮力が解放されると、圧粉体にスプリングバックが生じ、圧粉体は全体的に拡径する。この場合、上記同様の理由から、成形金型から取り出された圧粉体の外径面は、その軸方向中央部が内径側に窪んだ断面略凹形状となる。この場合、当該圧粉体を焼結することで得られた焼結体をそのまま歯車として活用すると、他の歯車との間で適切に動力を伝達することが難しくなる。
以上のことから、従来技術を採用して内径面および/又は外径面の寸法・形状精度が所定レベルにまで高められた焼結金属部品を安定的に得るためには、焼結工程後に、焼結体の内径面および/又は外径面形状を大幅に修正(矯正)することが必須となる。そのため、高精度の焼結金属部品を安定的に、かつ低コストに得ることが難しくなる。
以上の実情に鑑み、本発明の課題は、表面組織の緻密化や形状精度の向上が達成された圧粉体を容易に成形可能とし、これを通じて、所定の性能を具備する焼結金属部品を低コストに量産可能とすることにある。
本発明は、コア、ダイ、および一対のパンチのそれぞれに設けた成形部で画成された空間に原料粉末を充填し、その状態で、一対のパンチを相対的に接近させることで圧縮力を付与して圧粉体を圧縮成形する圧粉体の製造方法であって、圧粉体の圧縮成形後、圧粉体に対する前記圧縮力を解放した除荷状態で、前記コアおよび前記ダイのうち、少なくとも一方を前記圧粉体に対して相対移動させることにより前記圧粉体をしごいてから、前記圧粉体を離型することを特徴とする。例えば、コアの外径面、ダイの内径面、および下パンチの上端面で画成される粉末充填部に充填した金属粉末を主原料とする原料粉末を、前記下パンチ、および前記下パンチに対して相対的に接近移動させた上パンチで圧縮することにより筒状の圧粉体を成形することができる。
粉末充填部内の原料粉末を所定の圧力で圧縮して圧粉体を成形した後に、成形体(原料粉末)に対する圧縮力が解放された除荷状態(圧縮力が実質的にゼロの状態)になると、粉末充填部内の圧粉体にスプリングバックが生じ、圧粉体の内径面および外径面が拡径しようとする。この時、圧粉体の外径面はダイの内径面で拘束されていて拡径方向に変形できないため、拡径方向には圧粉体の内径面だけが変形する。そして、上記の除荷状態、すなわち圧粉体に実質的にスプリングバックが生じた状態でコアおよびダイの少なくとも一方を圧粉体に対して相対移動させることにより、圧粉体の内径面および外径面の少なくとも一方(被加工面)をしごくようにすれば、実質的にスプリングバックが生じた後の圧粉体の被加工面に対して目潰し処理および整形処理が施されることになる。また、圧粉体のスプリングバック後に圧粉体がしごかれるため、圧粉体の軸方向各所でのスプリングバック量の不均一性に起因した被加工面の寸法ばらつきを抑制することができる。そのため、しごき加工後に圧粉体を離型したときにも、被加工面の表面性状や寸法・形状精度は、離型前に(成形金型内で)実施されたしごき加工後の状態がほぼそのまま維持される。従って、上記被加工面の組織が緻密化され、かつ上記被加工面の寸法・形状精度に優れた圧粉体を容易に成形することができる。この場合、当該圧粉体を焼結して焼結体を得た後、当該焼結体に対して大幅な寸法矯正や別途の封孔処理を施さずとも、上記被加工面の表面開孔率が十分に小さく、しかも被加工面の寸法・形状精度に優れた焼結金属部品を得ることができる。
この場合、コアおよびダイのうち、何れか一方の部材に圧粉体をしごくためのしごき部を設け、前記一方の部材の成形部としごき部との間の径方向の寸法差を、当該成形部と、これに対向するパンチとの間のクリアランスの80%以下にするのが好ましい。しごき加工の実施時に上下パンチに対してコアを円滑に相対移動可能とし、圧粉体の内径面に適切にしごき加工を施しつつ、成形金型の損傷を可及的に回避するためである。
圧粉体をしごく際には、コアおよびダイの少なくとも一方を圧粉体に対して軸方向に相対移動させることが考えられる。具体的には、圧粉体の内径面および外径面の少なくとも一方をコアの外周およびダイの内周の少なくとも一方に設けたしごき部でしごくことが考えられる。
圧粉体の内径面にしごき加工を施す場合には、ダイの内周からの圧粉体の排出に伴う、コアの外周に設けたしごき部と圧粉体との軸方向の相対移動により、圧粉体の内径面全域にしごき加工を施すのが好ましい。このようにすれば、圧粉体を離型する際の一連の離型動作の実施途中に圧粉体の内径面全域にしごき加工を施すことができる。
コアの外周に設けたしごき部は、相対的にコアの移動方向前方側に設けられ、コアの移動方向後方側に向けて徐々に拡径した第1しごき部と、相対的にコアの移動方向後方側に設けられ、径一定で軸方向に延びた第2しごき部と、を有するものとすることができる。この場合、圧粉体の内径面は、まず、テーパ面状等に形成された第1しごき部によってしごかれるため、圧粉体の内径面を構成する原料粉末の粒子(主に金属粒子)が削られることなく、圧縮されるようにしてしごき加工が進展する。そのため、部分的な欠け等が存しない高精度の内径面を有する圧粉体を得ることができる。
また、圧粉体の外径面にしごき加工を施す場合には、ダイの内周からの圧粉体の排出に伴う、ダイの内周に設けたしごき部と圧粉体との軸方向の相対移動により、圧粉体の外径面全域にしごき加工を施すことができる。
ダイの内周に設けたしごき部は、相対的に圧粉体の排出方向後方側に設けられ、ダイの排出方向前方側に向けて徐々に縮径した第1しごき部と、相対的に圧粉体の排出方向前方側に設けられ、径一定で軸方向に延びた第2しごき部と、を有するものとすることができる。
また、圧粉体をしごく際には、コアおよびダイの少なくとも一方を圧粉体に対して周方向に相対移動させても同様の作用効果が考えられる。具体的には、コアに、成形部と成形部よりも外径寸法の大きいしごき部とを設け、成形部による圧粉体の成形後にしごき部を圧粉体の内径面と対向させ、その状態でコアを回転させることで圧粉体の内径面をしごくことが考えられる。しごき部として、その半径方向断面を矩形状に形成したものを使用することができる。
以上で説明した方法により得られた圧粉体を加熱することにより焼結体を得る焼結工程と、この焼結体の内部気孔に潤滑油を含浸させる含油工程と、を有する焼結金属部品の製造方法は、焼結金属部品のうちでも、機能上、内径面の表面開孔率が極小化されていることを求められるすべり軸受や内歯車等の機械部品を製造する際に好ましく適用することができる。
以上より、本発明によれば、表面組織が緻密で、かつ寸法・形状精度に優れた圧粉体を容易に成形することができる。これにより、所定の性能を具備する焼結金属部品を低コストに量産することが可能となる。
以下、本発明の実施の形態を図面に基づいて説明する。
図1に、本発明が適用される圧縮成形工程を含む製造方法により得られる焼結金属部品としてのすべり軸受1の一例を示す。このすべり軸受1は、焼結金属の多孔質体からなり、内周に挿入した軸3をラジアル方向に支持するために使用される。すべり軸受1の内部気孔には、潤滑油が含浸されている。従って、例えば、軸3が回転すると、これに伴って、すべり軸受1の内部気孔に含浸させた潤滑油がすべり軸受1の内周面(軸受面)2と軸3の外周面との間の軸受隙間(ラジアル軸受隙間)に滲み出して油膜を形成し、この油膜を介して軸3がラジアル方向に回転自在に支持される。
上記のすべり軸受1は、主に、圧縮成形工程、脱脂工程、焼結工程、整形工程および含油工程を順に経て作製される。以下、本発明が適用される圧縮成形工程の第1実施形態を中心に、上記の各工程について詳細に説明する。
[第1実施形態]
圧縮成形工程では、図2等に模式的に示す成形金型装置10を用いて金属粉末を主原料とした原料粉末を圧縮することにより、略完成品形状(ここでは円筒状)の圧粉体1’(図4等を参照)を得る。成形金型装置10は、段付き軸状のコア11と、その外径側に配置された円筒状のダイ12、下パンチ13および上パンチ14とを備える。下パンチ13および上パンチ14は、上下に相対移動可能に同軸配置されている。通常、両パンチ13,14の各内径寸法、および両パンチ13,14の各外径寸法は、それぞれ同一とされる。
圧縮成形工程では、図2等に模式的に示す成形金型装置10を用いて金属粉末を主原料とした原料粉末を圧縮することにより、略完成品形状(ここでは円筒状)の圧粉体1’(図4等を参照)を得る。成形金型装置10は、段付き軸状のコア11と、その外径側に配置された円筒状のダイ12、下パンチ13および上パンチ14とを備える。下パンチ13および上パンチ14は、上下に相対移動可能に同軸配置されている。通常、両パンチ13,14の各内径寸法、および両パンチ13,14の各外径寸法は、それぞれ同一とされる。
コア11は、圧粉体の内径面を成形する円筒面状の成形部11aと、成形部11aの下方に設けられ、当該コア11を圧粉体1’(厳密には、粉末充填部15内でスプリングバックした後の圧粉体1’。詳細は後述する。)から抜き取る際に圧粉体1’の内径面と摺動可能(圧粉体1’内径面をしごき加工可能)なしごき部11bとを有する。従って、しごき部11bは、その全体が成形部11aの外径寸法d1よりも大径に形成されている。本実施形態のしごき部11bは、下側に向けて徐々に拡径したテーパ面状の第1しごき部11b1と、上端が第1しごき部11b1の下端に繋がり、径一定で軸方向に延びた円筒面状の第2しごき部11b2とからなる。なお、後述するように、圧粉体1’の成形後にコア11を抜き取る際、コア11は圧粉体1’に対して相対的に上昇移動する。そのため、本実施形態においては、上側が「移動方向前方側」であり、下側が「移動方向後方側」である。
上記の構成を有する成形金型10において、まず、図2に示すように、コア11の外径面(成形部11a)、ダイ12の内径面12aおよび下パンチ13の上端面13aで円筒状の粉末充填部15を画成する。このとき、コア11に設けたしごき部11bは、その全体が下パンチ13の内周に配置されている。従って、粉末充填部15を画成した状態で、下パンチ13の内径面の上側領域とこれに対向するコア11の成形部11aの外径面との間には、コア11を下パンチ13に対して相対移動可能とするために通常設けられる径方向隙間よりも、隙間幅が大きい径方向のクリアランスcが存在する。
次に、粉末充填部15に原料粉末Mを充填する。本実施形態では、粉末充填部15の径方向各部間で原料粉末Mの充填量(充填率)を相互に異ならせるようなことはせず、原料粉末Mは粉末充填部15に対して均一充填する。原料粉末Mとしては、金属粉末を主原料とし、これに、成形助剤や固体潤滑剤等の各種充填剤を添加・混合したものを使用する。本実施形態のように、すべり軸受1の基材である圧粉体を成形する際には、例えば、銅粉末および鉄粉末の混合粉末を主原料とし、これに微量の錫粉末、黒鉛粉末および固体潤滑剤を添加・混合した混合粉末を使用することができる。
粉末充填部15に原料粉末Mを充填した後、図3に示すように、上パンチ14を下パンチ13に対して相対的に接近移動させて原料粉末Mを所定の圧力で圧縮する。これにより、原料粉末Mが、コア11の外周に設けた円筒面状の成形部11a、ダイ12の円筒面状の成形部(内径面12a)、下パンチ13の成形部(上端面13a)および上パンチ14の成形部(下端面14a)に押し付けられ、円筒状の圧粉体1’が成形される。
原料粉末Mを圧縮して圧粉体1’を成形した後、上パンチ14を下パンチ13に対して相対的に離反移動させる。上パンチ14と下パンチ13の相対的な離反移動が僅かに進展し、圧粉体1’に対する圧縮力が解放された(圧縮力が実質的にゼロになった)いわゆる除荷状態になると、上パンチ14と下パンチ13の相対的な離反移動を停止する。上記の除荷状態になると、圧粉体1’がスプリングバックによって拡径し、圧粉体1’の内径面とコア11の成形部11aとの接触状態が解かれる。これにより、図4に示すように、互いに対向する圧粉体1’の内径面とコア11の成形部11aとの間に径方向隙間xが形成される。また、圧粉体1’の内径面は、下パンチ13および上パンチ14の各内径面よりも小径となる。この状態で、図5に示すように、上パンチ14と下パンチ13を静止させたままでコア11を上昇移動させ、コア11を圧粉体1’から抜き取る。このとき、コア11に設けたしごき部11bが圧粉体1’の内径面と摺動しながらコア11が抜き取られるため、コア11の抜き取りに伴って圧粉体1’の内径面全域にしごき加工が施される。
なお、コア11に設けるしごき部11bの最大外径寸法(ここでは、第2しごき部11b2の外径寸法)d2は、圧縮力が解放されるのに伴って圧粉体1’に生じるスプリングバックの量を見越して、スプリングバック後の圧粉体1’の内径寸法よりも大きく設定しておくのは当然であるが、しごき部11bの最大外径寸法d2がスプリングバック後の圧粉体1’の内径寸法に比してあまりに大きいと、しごき代が過剰となるため、しごき加工に伴って圧粉体1’の内径面に過剰な負荷がかかり、欠け等の不具合が生じ易くなる。また、コア11は、圧粉体1’に対して相対移動するのと同時に、下パンチ13および上パンチ14に対しても相対的に上昇移動するため、コア11の円滑な上昇移動を担保する(コア11の上昇移動に伴うコア11と下パンチ13および上パンチ14との干渉を回避する)には、しごき部11bの最大外径d2が下パンチ13および上パンチ14の内径寸法d3(図5参照)に比してある程度小さいことが望まれる。以上を勘案して、コア11の成形部11aとしごき部11bの間の径方向の寸法差(直径寸法差:d2-d1)は、コアの成形部11aとこれに対向するパンチ14との間のクリアランスc(上パンチ14の内径寸法d3とコア11の成形部11aの外径寸法d1との間の直径寸法差:d3-d1)の80%以下に設定するのが好ましい。
図示は省略するが、コア11のしごき部11bによるしごき加工が完了し、圧粉体1’からコア11が抜き取られた後、下パンチ13および上パンチ14をダイ12に対して相対的に上昇移動させることにより、圧粉体1’を離型する。なお、下パンチ13と上パンチ14は、一体的に上昇移動させても良いし、上パンチ14→下パンチ13の順で上昇移動させるようにしても良い。
以上のようにして得られた圧粉体1’は、脱脂工程に移送され、圧粉体1’の組織中に点在する固体潤滑剤(に含まれる潤滑成分)を分解・除去するための脱脂処理に供される。脱脂処理は、通常、固体潤滑剤の融点以上金属粉末の融点以下の温度で圧粉体1’を所定時間加熱することにより行われる。
脱脂処理が施された圧粉体1’は、焼結工程に移送され、所定温度(例えば、銅の融点以上の温度)で所定時間加熱される。これにより、金属粒子同士がネック結合した焼結体が得られる。図示は省略するが、焼結工程は、例えば、ヒータが設置された焼結ゾーンと、自然放熱を行う冷却ゾーンとが連設された連続焼結炉を用いて実施することができる。
焼結体は、整形工程に移送され、整形加工(寸法矯正加工)に供される。詳細な図示は省略するが、整形加工としては、例えば、相対的な昇降移動が可能に同軸配置されたダイ、コアおよび上下パンチを有するサイジング金型を用いて焼結体の内径面および外径面のそれぞれをコアの外径面およびダイの内径面に倣わせて変形させる、いわゆるサイジングが採用される。これにより、焼結体の内径面および外径面が完成品形状に仕上げられる。最後に、この焼結体は含油工程に移送され、内部気孔に潤滑油を含浸させる含油処理に供される。これにより、図1に示すすべり軸受(焼結含油軸受)1が完成する。
以上で説明したように、本発明では、圧粉体1’に対する圧縮力が解放された除荷状態、すなわち圧粉体1’にスプリングバックが生じた状態でコア11を圧粉体1’に対して軸方向に相対移動させることにより、圧粉体1’の内径面全域がコア11の外周に設けたしごき部11bでしごかれる。このようにすれば、スプリングバック後の圧粉体1’内径面に目潰し処理および整形処理が同時に施されることになるため、しごき加工後に圧粉体1’を離型したときにも、圧粉体1’内径面の表面性状や寸法・形状精度は、成形金型装置10内で実施されたしごき加工後の状態がほぼそのまま維持される。そのため、外径寸法等が適切に設定されたしごき部11bをコア11に設けておけば、内径面の組織が緻密化され、かつ内径面の寸法・形状精度に優れた圧粉体1’を容易に成形することができる。
特に、しごき部11bを、相対的にコア11の移動方向前方側(上側)に設けられ、コア11の移動方向後方側(下側)に向けて徐々に拡径したテーパ面状の第1しごき部11b1と、上端が第1しごき部11b1の下端に繋がった円筒面状の第2しごき部11b2とで構成すれば、圧粉体1’内径面(の軸方向各部)は、まず、テーパ面状の第1しごき部11b1によってしごかれ、その後に、円筒面状の第2しごき部11b2によってしごかれる。この場合、圧粉体1’の内径面を構成する金属粒子が削られることなく、圧縮されるようにしてしごき加工が進展する。そのため、部分的な欠け等が存在しない高精度の内径面を有する圧粉体1’を得ることができる。
また、本実施形態では、圧粉体1’からのコア11の抜き取りに伴うしごき部11bと圧粉体1’との軸方向の相対移動により、圧粉体1’の内径面全域にしごき加工を施すようにした。このようにすれば、圧粉体1’を離型する際の一連の離型動作の実施途中に圧粉体1’にしごき加工を施すことができるので、上記の特徴を有する圧粉体1’を効率良く成形することができる。
以上のことから、本発明を適用して圧粉体1’を成形した場合、圧粉体1’を脱脂・焼結して焼結体を得た後、この焼結体に対して大幅な寸法矯正や別途の封孔処理を施さずとも、内径面の表面開孔率が十分に小さく、しかも内径面の寸法・形状精度に優れたすべり軸受1を得ることができる。
なお、成形金型装置10のコア11に設けたしごき部11bによる圧粉体1’内径面のしごき加工は、例えば、原料粉末Mの圧縮中(圧粉体1’の成形中)にコア11を移動させることによって実施することも可能である。しかしながら、この場合、スプリングバック発生前の圧粉体にしごき加工を施すことになるので、軸方向でのスプリングバック量のばらつきにより、圧粉体1’の離型後は、従来方法と同様に、内径面の軸方向中央部が相対的に小径で、内径面の軸方向両端部が相対的に大径の圧粉体[図24a参照]が得られることになる。以上で説明した本発明に係る成形方法では、このような問題発生を回避することができ、内径寸法を軸方向全体にわたって均一化することが可能となる。
以上、本発明を適用した圧縮成形工程を含む焼結金属部品の製造方法について具体的に説明したが、圧粉体の成形方法については、本発明の要旨を変更しない範囲で種々の変更を施すことが可能である。
例えば、成形部11aとしごき部11bの配置を上下で逆にしたコア11を用いることもでき、この場合、コア11を下側に移動させることによってコア11を圧粉体1’から抜き取るようにすれば、コア11の抜き取り時に、コア11に設けたしごき部11bで圧粉体1’の内径面全域にしごき加工を施すことができる。
また、コア11に設けるべきしごき部11bとしては、例えば、上記の第1しごき部11b1と第2しごき部11b2を一組とし、これを軸方向に連ねて二組以上設けたものを採用することも可能である(図示省略)。
また、成形金型装置10として、粉末充填部15を画成する面(特にコア11およびダイ12の成形部11a,12a)、さらにはコア11のしごき部11bがDLC膜、TiN膜、TiC膜、CrN膜、TiAlN膜等の硬質膜で被覆されたものを用いることもできる。この場合、成形金型装置10の耐久寿命を向上できる他、原料粉末Mと粉末充填部15との摩擦力を減じることができるので、圧粉体1’の成形性や密度を高める上で有利となる。
以上では、焼結金属製のすべり軸受1の製造工程に含まれる圧縮成形工程に本発明を適用する場合について説明を行ったが、本発明は、機能上、内径面の表面開孔率が極小化されていることを求められるその他の焼結金属製の機械部品(例えば、図6に示すように、内径面に歯面21を有する内歯車20)の基材となる圧粉体を成形する際にも好ましく適用することができる。この場合、外周形状が歯面形状に形成された成形部11aおよびしごき部11bを有するコア11を用いて圧粉体を成形する。
[第2実施形態]
本発明は、機能上、外径面の表面開孔率が極小化されていると共に、外径面の形状・寸法精度が極力高められていることを求められる焼結金属部品(図示は省略するが、例えば、外径面に歯面を有する歯車や、外径面にカム面を有するカム)の基材となる圧粉体を成形する際にも適用することができる。その一例を第2実施形態として図7,8に基づいて説明する。
本発明は、機能上、外径面の表面開孔率が極小化されていると共に、外径面の形状・寸法精度が極力高められていることを求められる焼結金属部品(図示は省略するが、例えば、外径面に歯面を有する歯車や、外径面にカム面を有するカム)の基材となる圧粉体を成形する際にも適用することができる。その一例を第2実施形態として図7,8に基づいて説明する。
図7は、外径面に歯面を有する焼結金属製の歯車の基材となる圧粉体1’を成形するために使用される成形金型装置30を模式的に示す断面図である。この成形金型装置30は、軸状のコア31と、その外径側に配置され、軸方向で内径寸法を異ならせた略円筒状のダイ32、並びに下パンチ33および上パンチ34とを備え、これらは上下に相対移動可能に同軸配置されている。
コア31は、その外周に、円筒面状の成形部31aを有し、この成形部31aは、ダイ32の内径面に設けられた横断面が歯面形状を呈する成形部32aと、下パンチ33の上端面33aとの協働で粉末充填部35を画成する。ダイ32の成形部32aの上方には、ダイ32の内周から圧粉体1’を排出する際に圧粉体1’の外径面と摺動可能(圧粉体1’の外径面をしごき加工可能)なしごき部32bとを有する。従って、しごき部32bは、成形部32aの内径寸法よりも小径に形成されている。本実施形態のしごき部32bは、上側に向けて内径寸法が徐々に縮径した第1しごき部32b1と、下端が第1しごき部32b1の上端に繋がり、径一定で軸方向に延びた第2しごき部32b2とからなる。なお、後述するように、圧粉体1”の成形後に圧粉体1’をダイ32から排出する際、圧粉体1’はコア32に対して相対的に上昇移動させられる。そのため、本実施形態においては、上側が「圧粉体の排出方向前方側」であり、下側が「圧粉体の排出方向後方側」である。
上記の構成を有する成形金型30において、まず、図7に示すように、コア31の外径面(成形部31a)、ダイ32の成形部32aおよび下パンチ33の上端面33aで横断面形状が歯車の横断面形状に対応した粉末充填部35を画成し、この粉末充填部35に原料粉末Mを充填する。粉末充填部35の径方向各部間で原料粉末Mの充填量(充填率)を相互に異ならせるようなことはせず、原料粉末Mは粉末充填部35に対して均一充填する。原料粉末Mとしては、適当な金属粉末を主原料とし、これに、成形助剤や固体潤滑剤等の各種充填剤を添加・混合したものを使用する。
粉末充填部35に原料粉末Mを充填した後、上パンチ34を下パンチ33に対して相対的に接近移動させて原料粉末Mを所定の圧力で圧縮する。これにより、原料粉末Mが、コア31の成形部31a、ダイ32の成形部32a、下パンチ33の上端面33aおよび上パンチ34の下端面34aに押し付けられ、歯車形状の圧粉体1’が成形される。
圧粉体1’を成形した後、上パンチ34を下パンチ33に対して相対的に離反移動させる。上パンチ34と下パンチ33の相対的な離反移動が僅かに進展し、圧粉体1’に対する圧縮力が解放されたいわゆる除荷状態になると、上パンチ34と下パンチ33の相対的な離反移動を停止する。上記の除荷状態になると、圧粉体1’にスプリングバックが生じ、圧粉体1’が全体的に拡径する。そして、図8に示すように、ダイ32を静止させたままで、上パンチ34および下パンチ33を一体的に上昇移動させ、ダイ32の内周から圧粉体1’を排出する。このとき、圧粉体1’は、その外径面がダイ32に設けたしごき部32bと摺動しながら排出されるため、圧粉体1’の排出に伴って圧粉体1’の外径面全域にしごき加工が施される。
なお、しごき部32bの最小内径寸法(ここでは、第2しごき部32b2の内径寸法)D2が圧粉体1’の外径寸法に比してあまりに小さいと、しごき代が過剰となるため、しごき加工の実施に伴って圧粉体1’の外径面に過剰な負荷がかかり、欠け等の不具合が生じ易くなる。また、上記態様でのしごき加工時には、ダイ32(のしごき部32b)に対して下パンチ33および上パンチ34が相対的に上昇移動するため、圧粉体1’および両パンチ33,34の円滑な上昇移動を担保するには、しごき部32bの最小内径寸法D2が両パンチ33,34の外径寸法D3に比してある程度大きいことが望まれる。以上を勘案して、ダイ32の成形部32aとしごき部32bの径方向の寸法差(直径寸法差:D1-D2)は、ダイ32の成形部32aとこれに対向するパンチ33との間のクリアランスC(コア32の成形部32aの内径寸法D1と下パンチ33の外径寸法D3との間の直径寸法差:D1-D3)の80%以下に設定するのが好ましい。
図示は省略するが、ダイ32のしごき部32bによるしごき加工が完了し、圧粉体1’がダイ32の外側に排出された後、上パンチ34をさらに上昇移動させると共に、コア31を圧粉体1’の内周から抜き取ることにより、圧粉体1’が離型される。
このようにすれば、実質的にスプリングバックが生じた後の圧粉体1’の外径面に目潰し処理および整形処理が同時に施されることになるため、しごき加工後に圧粉体1’を離型したときにも、圧粉体1’外径面の表面性状や寸法・形状精度は、成形金型装置30で実施されたしごき加工後の状態がほぼそのまま維持される。そのため、外径面の組織が緻密化され、かつ外径面の寸法・形状精度に優れた圧粉体1’を容易に成形することができる。
特に、しごき部32bを、相対的に圧粉体1’の排出方向後方側(下側)に設けられ、圧粉体1’の排出方向前方側(上側)に向けて徐々に縮径した第1しごき部32b1と、下端が第1しごき部32b1の上端に繋がった径一定の第2しごき部32b2とで構成すれば、圧粉体1’の外径面(の軸方向各部)は、まず、徐々に縮径した第1しごき部32b1によってしごかれ、その後に、第1しごき部32bの最小径部と径一定で軸方向に延びる第2しごき部32b2によってしごかれる。この場合、圧粉体1’の外径面を構成する金属粒子が削られることなく、圧縮されるようにしてしごき加工が進展する。そのため、部分的な欠け等が存在しない高精度の外径面を有する圧粉体1’を得ることができる。
なお、図示は省略するが、例えば、成形部32aとしごき部32bの配置を上下で逆にしたダイ32を用いることもでき、この場合、ダイ32を圧粉体1’に対して相対的に上側に移動させることによって圧粉体1’をダイ32から排出するようにすれば、圧粉体1’の排出時に、ダイ32に設けたしごき部32bで圧粉体1’の外径面全域にしごき加工を施すことができる。
また、ダイ32に設けるべきしごき部32bとしては、例えば、上記の第1しごき部32b1と第2しごき部32b2を一組とし、これを軸方向に連ねて二組以上設けたものを採用することも可能である(図示省略)。
また、成形金型装置30として、粉末充填部35を画成する面(特にコア31およびダイ32の成形部31a,32a)、さらにはダイ32のしごき部32bがDLC膜、TiN膜、TiC膜、CrN膜、TiAlN膜等の硬質膜で被覆されたものを用いることもできる。
以上では、圧粉体の内径面又は外径面の何れか一方に、コア又はダイの何れか一方に設けたしごき部でしごき加工を施すようにしたが、本発明は、圧粉体の内径面および外径面の双方にしごき加工を施す際に適用することも可能である(図示省略)。
本発明の有用性を確認するため、本発明を適用して圧粉体を成形した場合(圧粉体成形後の除荷状態におけるしごき加工ありの場合)と、従来方法で圧粉体を成形した場合(圧粉体成形時のしごき加工なしの場合)とで、圧粉体の内径面の空孔率がどの程度異なるかを比較・検証した。この比較試験で作製した試料は、本発明を適用して成形したもの(以下「試料1」という)、および従来方法で成形したもの(以下「試料2」という)の何れにおいても、内径4mm×外径7.5mm×全長9.2mmの円筒状圧粉体であり、以下に示す原料粉末を、密度が6.5g/cm3となるように、2.8t/cm2(約274MPa)の成形圧力で圧縮成形したものである。
原料粉末としては、主に20-200μm程度の範囲内で粒度分布を有する銅粉末と鉄系粉末の混合粉末を主原料とし、これに微量の錫粉末、黒鉛粉末および固体潤滑剤を添加・混合したものを使用した。主原料としての上記混合粉末における銅粉末と鉄系粉末の配合割合は、重量比で、銅粉末を60%、鉄系粉末を40%とした。
試料1は、図2~図5に示す構成を有する成形金型装置10を用いて圧縮成形した。コア11としては、しごき部11bの最大外径寸法(第2しごき部11b2の外径寸法)d2が、成形部11aの外径寸法d1よりも直径値で30μm大きく形成されたものを使用した。成形部11aとしごき部11bとの直径寸法差(d2-d1)は、上下パンチ13,14の内径寸法d3と成形部11aの外径寸法d1との差の80%以下である。
試料1,2の空孔率は、次のようにして測定した。まず、理経社製の熱硬化型接着剤353NDに赤色染料を混合したものを試料の内部気孔に含浸させた後に熱硬化させた。次いで、試料の内径面を、顕微鏡で400倍に拡大した上で撮影した。そして、撮影データの10視野(10等配位置)を画像解析ソフトで解析し、赤色染料で着色された部分の占有面積に基づいて空孔率を算出した。
なお、試料2については、これを焼結してから、サイジング金型を用いた整形処理(寸法サイジング)、さらには目潰し処理の一種である回転サイジングを施し、寸法サイジング後および回転サイジング後における内径面の空孔率を上記同様の手順で測定・算出した。
なお、試料2については、これを焼結してから、サイジング金型を用いた整形処理(寸法サイジング)、さらには目潰し処理の一種である回転サイジングを施し、寸法サイジング後および回転サイジング後における内径面の空孔率を上記同様の手順で測定・算出した。
以上のようにして測定・算出した試料1および試料2の内径面の空孔率は、それぞれ、以下のとおりである。
・試料1(成形後):7%
・試料2(成形後):21%
・試料2(寸法サイジング後):15%
・試料2(回転サイジング後):5%
・試料1(成形後):7%
・試料2(成形後):21%
・試料2(寸法サイジング後):15%
・試料2(回転サイジング後):5%
上記の測定・算出結果から、本発明に係る方法は、内径面の組織が、焼結後の目潰し処理を省略できるほどに大幅に緻密化された圧粉体を得ることができる極めて有用なものであることがわかる。
[第3実施形態]
以上に述べた第1実施形態および第2実施形態では、しごき加工としてしごき部を軸方向に相対移動させる場合を説明したが、同様の効果は、しごきの方向性を問わず、しごき部を圧粉体1’に対して相対移動させることで得ることができる。従って、例えばしごき部を周方向に相対移動させることでも同様の効果を得ることができる。以下、このようにしごき部を周方向に相対移動させる場合の具体例を第3実施形態として説明する。
以上に述べた第1実施形態および第2実施形態では、しごき加工としてしごき部を軸方向に相対移動させる場合を説明したが、同様の効果は、しごきの方向性を問わず、しごき部を圧粉体1’に対して相対移動させることで得ることができる。従って、例えばしごき部を周方向に相対移動させることでも同様の効果を得ることができる。以下、このようにしごき部を周方向に相対移動させる場合の具体例を第3実施形態として説明する。
第3実施形態の圧縮成形工程では、図9aに模式的に示す成形金型装置40を用いて金属粉末を主原料とした原料粉末を圧縮することにより、略完成品形状(ここでは円筒状)の圧粉体1’を得る。成形金型装置40は、段付き軸状のコア41と、その外径側に配置された円筒状のダイ42と、下パンチ43と、上パンチ44とを備える。下パンチ43および上パンチ44は、上下方向に相対移動可能に同軸配置されている。また、コア41は、図示しない回転駆動源により、その軸心0-0を中心として回転可能に構成されている。
コア41は、圧粉体の内径面を成形する円筒面状の成形部41aと、圧粉体1’の内径面をしごくしごき部41bとを有する。しごき部41bは、コア41を回転させた時の当該しごき部41bの回転軌跡の最大直径d4が成形部41aの外径寸法d1よりも大きくなるように形成される。しごき部41bの断面形状(半径方向断面)は任意であるが、本実施形態では、図9bに示すように、しごき部41bの断面形状を、4つの直線部41b1の長さが等しく、かつ隣接する直線部41b1間に平坦面状のチャンファ41b2を介在させた概略正方形状にした場合を例示している。しごき部41bの軸方向長さLは圧粉体1’の軸方向長さよりも大きい。なお、チャンファ42b2は平坦面で形成する他、円弧面で形成することもできる。
かかる構成では、しごき部41bの回転軌跡のうち、最大のものはチャンファ41b2で形成される。従って、直径方向で対向するチャンファ41b2間の最大距離がしごき部41bの回転軌跡の最大直径d4、つまりしごき部41bの最大外径寸法となる。上記のとおり、しごき部41bの最大外径寸法d4は成形部41aの外径寸法d1よりも大きい(d4>d1)。また、しごき部41bの対向する直線部41b1間の距離d5は、しごき部41bの最大外径寸法d4よりも小さいが、成形部41aの外径寸法d1よりも大きい(d1<d5<d4)。この時、しごき部41bの最大外径寸法d4は、成形部41aの外径寸法d1よりも1μm以上大きくするのが好ましい。
コア41は、しごき部41bの軸方向両側に断面円形のテーパ状のガイド部41cを有する。上側のガイド部41cは下側に向けて徐々に拡径し、下側のガイド部41cは下側に向けて徐々に縮径している。両ガイド部41cの最大外径寸法は、しごき部41bの最大外径寸法d4と等しい。
上記成形金型40を用いる圧粉体1’の製造手順は、しごき加工の態様が異なる点を除き、第1実施形態と共通する。すなわち、図9aに示すように、コア41のしごき部41bおよびガイド部41cを下パンチ43の内周に配置した状態で、コア41の成形部41a、ダイ42の内径面42aおよび下パンチ43の上端面43aで円筒状の粉末充填部45を画成し、粉末充填部45に原料粉末Mを充填する。次に、図10に示すように、上パンチ44を下パンチ43に対して相対的に接近移動させ、原料粉末Mを下パンチ43と上パンチ44で圧縮して円筒状の圧粉体1’を成形する。次に、上パンチ44を下パンチ43に対して相対的に離反移動(上昇)させて圧粉体1’を除荷状態にする。除荷状態へ移行すると同時に、圧粉体1’がスプリングバックして圧粉体1’の内径面が拡径し、圧粉体1’の内径面とコア41の成形部41aとの間に径方向隙間x(図4参照)が形成される。スプリングバック後の圧粉体1’の内径面は、下パンチ43および上パンチ44の各内径面よりも小径となる。
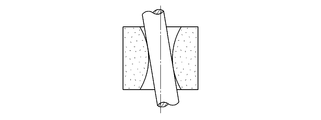
次に、図11に示すように、上パンチ44と下パンチ43を静止させたままでコア41を軸方向に移動(上昇)させ、コア41のしごき部41bを圧粉体1’の内径面に対向させる。この状態で、コア41を回転させると、しごき部41bのチャンファ41b2が圧粉体1’の内径面に対して摺動し、圧粉体1’の内径面に周方向のしごき加工が施される。しごき加工に伴って、圧粉体1’の内径面の粉体が圧延されるため、当該内径面が緻密化される。また、周方向のしごき加工に伴い、圧粉体1’の内径面には、周方向に延びる摺動跡が形成される(図16~図18参照)。第3実施形態の製造手順でも、圧粉体1’のスプリングバック後に圧粉体1’の内径面がしごかれるため、圧粉体1’の軸方向各所でのスプリングバック量の不均一性に起因した内径面の寸法ばらつきを抑制し、軸方向全長にわたって圧粉体1’の内径寸法を均一化することができる。
なお、図9aに示す状態から、コア41を上昇させてしごき部41bを圧粉体1’の内径面と対向させるまでの間は、テーパ状のガイド部41cが圧粉体1’の内径面に対して摺動するため、コア41の上昇に伴って圧粉体1’の内径面全域が予備的にしごかれることになる。しごき部41bが圧粉体1’の内径面に圧入される前にテーパ状のガイド部41cが圧入されるため、圧粉体1’の内径面を構成する金属粒子が削られることなく、徐々に圧縮されるようになる。そのため、部分的な欠け等が存在しない高精度の内径面を有する圧粉体1’を得ることができる。
しごき部41bによるしごき加工が完了すると、圧粉体1’からコア41を抜き取り、さらに下パンチ43および上パンチ44をダイ42に対して相対的に上昇移動させることにより、圧粉体1’を離型する。その後、離型した圧粉体1’を脱脂工程、焼結工程、整形工程、含油工程に順次移送することで、図1に示すすべり軸受1(焼結含油軸受)が完成する。
なお、圧縮成形工程におけるコア41は、圧粉体1’に対して上下方向に相対移動させる際に、下パンチ43および上パンチ44に対しても相対的に上下方向に移動する。この時のコア41の円滑な移動を担保するため、しごき部41bの最大外径寸法d4は下パンチ13および上パンチ14の内径寸法d3に比べて小さくする。また、しごき部41bの最大外径寸法d4は、スプリングバック後の圧粉体1’の内径寸法よりも大きくなるように設定されるが、しごき部41bの最大外径寸法d4がスプリングバック後の圧粉体1’の内径寸法に比べてあまりに大きいと、しごき加工に伴って圧粉体1’の内径面に過剰な負荷がかかり、欠け等の不具合が生じ易くなるため、しごき部41bの最大外径寸法d4を過度に大きくすることは避ける必要がある。以上を勘案して、コア41の成形部41aとしごき部41bの間の径方向の寸法差(直径寸法差:d4-d1)は、コア41の成形部41aとこれに対向するパンチ43,44との間のクリアランスc(上下パンチ43,44の内径寸法d3とコア41の成形部41aの外径寸法d1との間の直径寸法差:d3-d1)の80%以下に設定するのが好ましい。
なお、成形金型装置40の粉末充填部45を画成する面(特にコア41およびダイ42の成形部41a,42a)の他、コア41のしごき部41b(必要に応じてさらにガイド部41c)は、DLC膜、TiN膜、TiC膜、CrN膜、TiAlN膜等の硬質膜で被覆するのが好ましい。
本発明の有用性を確認するため、従来方法で圧粉体を成形した比較例(圧粉体成形時のしごき加工なしの場合)と、圧粉体の成形時に各種しごき加工を行った複数の実施例とについて、成形後の寸法、精度、空孔率、軸方向母線形状のそれぞれを測定した。各実施例は、以下のしごき加工を行っている。
実施例1:除荷後に軸方向のしごき加工を行う(第1実施形態の方法)
実施例2:除荷後にコアを1/2回転させてしごき加工を行う(第3実施形態の方法)
実施例3:除荷後にコアを1回転させてしごき加工を行う(第3実施形態の方法)
実施例4:除荷後にコアを5回転させてしごき加工を行う(第3実施形態の方法)
実施例1:除荷後に軸方向のしごき加工を行う(第1実施形態の方法)
実施例2:除荷後にコアを1/2回転させてしごき加工を行う(第3実施形態の方法)
実施例3:除荷後にコアを1回転させてしごき加工を行う(第3実施形態の方法)
実施例4:除荷後にコアを5回転させてしごき加工を行う(第3実施形態の方法)
この比較試験で作製した試料は、内径6mm、外径12mm、全長4~5mmの円筒状圧粉体である。原料粉末として還元鉄粉(へガネス社のNC100.24)100%に重量比で0.5%の固体潤滑剤(ロンザ社のAcrawax C Powder Atomized)を混合したものを使用し、この原料粉末を密度が6.2±0.05g/cm3となるように圧縮成形した。比較例で使用するコアは成形部41aを外径寸法6.05mmとし、実施例で使用するコア41は成形部41aの外径寸法d1を6.05mm、しごき部41bの最大外径寸法d4を6.053mmとしている。実施例で使用するコアは、図9aに示すように、しごき部41bの両側にガイド部41cを有する形態である。
図12に、離型後の比較例および実施例1~4について外径寸法、内径寸法、密度を測定した結果を示す。同図に示すように、実施例1~4では比較例に比べて内径寸法が大きくなり、これに応じて内径寸法とコア41の外径寸法との差も大きくなることが理解できる。
図13に、比較例および実施例1~4について、真円度の測定結果とハーモニクスの解析結果とを示す。ここでハーモニクス解析は、真円度測定で得られるランダムな波形から波長成分ごとに振幅などを分解し、表に表したものである。解析表のN+2は楕円成分を表す。同図から、ハーモニクスは比較例に比べて実施例1~4の方が改善されることが理解できる。
図14~図19に、比較例および実施例1~4について、内径面の顕微鏡写真(図面左側が×50、図面右側が×500)および空孔率の測定結果を示す。図14~図19から、空孔率は、比較例1、実施例1、実施例2、実施例3、実施例4の順で小さくなることが理解できる(比較例>実施例1>実施例2>実施例3>実施例4)。顕微鏡写真からも同様の傾向が読み取れる。以上から、除荷状態でしごき加工を行うことで表面をより緻密化できること、軸方向にしごき加工を行うよりは、コアを回転させてしごく加工を行う方が表面をより緻密化できること、コアの回転回数を増す方が表面をより緻密化できること、がそれぞれ理解できる。
図19~図23に比較例および実施例1~実施例4の軸方向母線形状の測定結果を示す。図19~図23に示すように、比較例、実施例1、実施例2、実施例3、実施例4の順で表面がより平滑化されることが理解できる。
以上に述べた第3実施形態では、コア41の回転による周方向のしごき加工で圧粉体1’の内径面を緻密化する場合を説明したが、除荷後のダイ42の回転による周方向のしごき加工で圧粉体1’の外径面を緻密化させることもできる。また、圧粉体1’の内径面および外径面の双方に回転による周方向のしごき加工を行ってもよい。
1 すべり軸受(焼結金属部品)
1’ 圧粉体
10 成形金型装置
11 コア
11a 成形部
11b しごき部
11b1 第1しごき部
11b2 第2しごき部
12 ダイ
12a 成形部
13 下パンチ
14 上パンチ
15 粉末充填部
30 成形金型装置
31 コア
32 ダイ
32a 成形部
32b しごき部
32b1 第1しごき部
32b2 第2しごき部
40 成形金型装置
41 コア
42 ダイ
42a 成形部
42b しごき部
42c ガイド部
M 原料粉末
1’ 圧粉体
10 成形金型装置
11 コア
11a 成形部
11b しごき部
11b1 第1しごき部
11b2 第2しごき部
12 ダイ
12a 成形部
13 下パンチ
14 上パンチ
15 粉末充填部
30 成形金型装置
31 コア
32 ダイ
32a 成形部
32b しごき部
32b1 第1しごき部
32b2 第2しごき部
40 成形金型装置
41 コア
42 ダイ
42a 成形部
42b しごき部
42c ガイド部
M 原料粉末
Claims (12)
- コア、ダイ、および一対のパンチのそれぞれに設けた成形部で画成された空間に原料粉末を充填し、その状態で、一対のパンチを相対的に接近させることで圧縮力を付与して圧粉体を圧縮成形する圧粉体の製造方法であって、
圧粉体の圧縮成形後、圧粉体に対する前記圧縮力を解放した除荷状態で、前記コアおよび前記ダイのうち、少なくとも一方を前記圧粉体に対して相対移動させることにより前記圧粉体をしごいてから、前記圧粉体を離型することを特徴とする圧粉体の製造方法。 - コアおよびダイのうち、何れか一方の部材に圧粉体をしごくためのしごき部を設け、前記一方の部材の成形部としごき部との間の径方向の寸法差を、当該成形部と、これに対向するパンチとの間のクリアランスの80%以下にした請求項1に記載の圧粉体の製造方法。
- 前記コアおよび前記ダイの少なくとも一方を前記圧粉体に対して軸方向に相対移動させることにより圧粉体をしごく請求項1又は2記載の圧粉体の製造方法。
- 前記圧粉体の内径面および外径面の少なくとも一方を前記コアの外周および前記ダイの内周の少なくとも一方に設けたしごき部でしごく請求項1~3何れか1項に記載の圧粉体の製造方法。
- 前記圧粉体からの前記コアの抜き取りに伴う、前記コアの外周に設けたしごき部と前記圧粉体との軸方向の相対移動により、前記圧粉体の内径面全域にしごき加工を施す請求項4に記載の圧粉体の製造方法。
- 前記コアの外周に設けたしごき部は、相対的に前記コアの移動方向前方側に設けられ、前記コアの移動方向後方側に向けて徐々に拡径した第1しごき部と、相対的に前記コアの移動方向後方側に設けられ、径一定で軸方向に延びた第2しごき部とを有する請求項又は5に記載の圧粉体の製造方法。
- 前記ダイの内周からの前記圧粉体の排出に伴う、前記ダイの内周に設けたしごき部と前記圧粉体との軸方向の相対移動により、前記圧粉体の外径面全域にしごき加工を施す請求項1~3何れか1項に記載の圧粉体の製造方法。
- 前記ダイの内周に設けたしごき部は、相対的に前記圧粉体の排出方向後方側に設けられ、前記ダイの排出方向前方側に向けて徐々に縮径した第1しごき部と、相対的に前記圧粉体の排出方向前方側に設けられ、径一定で軸方向に延びた第2しごき部と、を有する請求項7に記載の圧粉体の製造方法。
- 前記コアおよび前記ダイの少なくとも一方を前記圧粉体に対して周方向に相対移動させることにより圧粉体をしごく請求項1又は2に記載の圧粉体の製造方法。
- 前記コアに、成形部と成形部よりも外径寸法の大きいしごき部とを設け、成形部による圧粉体の成形後にしごき部を圧粉体の内径面と対向させ、その状態で前記コアを回転させることで圧粉体の内径面をしごき部でしごく請求項9に記載の圧粉体の製造方法。
- しごき部の半径方向断面を矩形状にした請求項9又は10に記載の圧粉体の製造方法。
- 請求項1~11の何れか一項に記載の方法により得られた圧粉体を加熱することにより焼結体を得る焼結工程と、前記焼結体の内部気孔に潤滑油を含浸させる含油工程と、を有する焼結金属部品の製造方法。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015181830 | 2015-09-15 | ||
| JP2015-181830 | 2015-09-15 | ||
| JP2016-111068 | 2016-06-02 | ||
| JP2016111068 | 2016-06-02 | ||
| JP2016180111A JP2017218665A (ja) | 2015-09-15 | 2016-09-15 | 圧粉体の製造方法および焼結金属部品の製造方法 |
| JP2016-180111 | 2016-09-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017047697A1 true WO2017047697A1 (ja) | 2017-03-23 |
Family
ID=58288957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/077272 WO2017047697A1 (ja) | 2015-09-15 | 2016-09-15 | 圧粉体の製造方法および焼結金属部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017047697A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109226750A (zh) * | 2018-10-26 | 2019-01-18 | 中国航发北京航空材料研究院 | 用于带阻尼凸台的粉末钛合金叶片预制坯的快速成形方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0437227U (ja) * | 1990-07-24 | 1992-03-30 | ||
| JPH10166188A (ja) * | 1996-12-03 | 1998-06-23 | Mitsubishi Materials Corp | 粉末成形方法 |
| JPH11217601A (ja) * | 1998-01-30 | 1999-08-10 | Daihatsu Motor Co Ltd | 粉末成形装置 |
| US6017489A (en) * | 1999-02-17 | 2000-01-25 | Federal-Mogul World Wide, Inc. | Method of densifying powder metal preforms |
| JP2001293531A (ja) * | 2000-04-12 | 2001-10-23 | Toyota Motor Corp | ワークの内径精度向上方法、カムシャフトの製造方法 |
-
2016
- 2016-09-15 WO PCT/JP2016/077272 patent/WO2017047697A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0437227U (ja) * | 1990-07-24 | 1992-03-30 | ||
| JPH10166188A (ja) * | 1996-12-03 | 1998-06-23 | Mitsubishi Materials Corp | 粉末成形方法 |
| JPH11217601A (ja) * | 1998-01-30 | 1999-08-10 | Daihatsu Motor Co Ltd | 粉末成形装置 |
| US6017489A (en) * | 1999-02-17 | 2000-01-25 | Federal-Mogul World Wide, Inc. | Method of densifying powder metal preforms |
| JP2001293531A (ja) * | 2000-04-12 | 2001-10-23 | Toyota Motor Corp | ワークの内径精度向上方法、カムシャフトの製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109226750A (zh) * | 2018-10-26 | 2019-01-18 | 中国航发北京航空材料研究院 | 用于带阻尼凸台的粉末钛合金叶片预制坯的快速成形方法 |
| CN109226750B (zh) * | 2018-10-26 | 2021-02-09 | 中国航发北京航空材料研究院 | 用于带阻尼凸台的粉末钛合金叶片预制坯的快速成形方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5217078B2 (ja) | 焼結含油軸受の製造方法 | |
| CN107110209B (zh) | 动压轴承及其制造方法 | |
| WO2017110778A1 (ja) | 焼結含油軸受及びその製造方法 | |
| JP6114512B2 (ja) | 焼結軸受およびその製造方法 | |
| JP6502085B2 (ja) | 圧粉体及びその製造方法 | |
| WO2017047697A1 (ja) | 圧粉体の製造方法および焼結金属部品の製造方法 | |
| WO2016147925A1 (ja) | 焼結軸受の製造方法および焼結軸受 | |
| WO2015151698A1 (ja) | 焼結軸受及びこれを備えた流体動圧軸受装置、並びに焼結軸受の製造方法 | |
| US20180003226A1 (en) | Double-layer sliding bearing | |
| JP2017218665A (ja) | 圧粉体の製造方法および焼結金属部品の製造方法 | |
| WO2019098240A1 (ja) | 焼結含油軸受及びその製造方法 | |
| JP2016141815A (ja) | 摺動部材およびその製造方法 | |
| JP6625333B2 (ja) | 焼結軸受の製造方法および焼結軸受 | |
| JP2010031909A (ja) | 焼結軸受およびその製造方法 | |
| US20200408249A1 (en) | Fluid dynamic bearing and method of manufacturing the same | |
| JP2019090079A (ja) | 環状圧粉体成形用金型 | |
| JP6456733B2 (ja) | 焼結軸受 | |
| JP2017047443A (ja) | 圧粉体の成形方法および焼結金属部品の製造方法 | |
| JP5397487B2 (ja) | 焼結含油軸受及びその製造方法 | |
| JP2017179581A (ja) | 焼結拡散接合部品およびその製造方法 | |
| JP2010229433A (ja) | 焼結体の表面緻密化方法 | |
| JP6595079B2 (ja) | 焼結軸受およびこれを備えた動力伝達機構 | |
| JP2004360863A (ja) | 動圧軸受の製造方法 | |
| CN109689255B (zh) | 烧结含油轴承及其制造方法 | |
| JP6329106B2 (ja) | 軸受の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16846568 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16846568 Country of ref document: EP Kind code of ref document: A1 |