WO2017013798A1 - ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 - Google Patents
ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 Download PDFInfo
- Publication number
- WO2017013798A1 WO2017013798A1 PCT/JP2015/071007 JP2015071007W WO2017013798A1 WO 2017013798 A1 WO2017013798 A1 WO 2017013798A1 JP 2015071007 W JP2015071007 W JP 2015071007W WO 2017013798 A1 WO2017013798 A1 WO 2017013798A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rubber
- rubber composition
- mass
- vulcanization
- sulfur
- Prior art date
Links
- 229920001971 elastomer Polymers 0.000 title claims abstract description 227
- 239000005060 rubber Substances 0.000 title claims abstract description 227
- 239000000203 mixture Substances 0.000 title claims abstract description 130
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 66
- 239000002184 metal Substances 0.000 title claims abstract description 66
- 239000004636 vulcanized rubber Substances 0.000 title claims abstract description 26
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 61
- 239000011593 sulfur Substances 0.000 claims abstract description 61
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims abstract description 58
- 150000001875 compounds Chemical class 0.000 claims abstract description 39
- 150000005846 sugar alcohols Polymers 0.000 claims abstract description 31
- 229920000642 polymer Polymers 0.000 claims abstract description 26
- 150000001993 dienes Chemical class 0.000 claims abstract description 24
- 230000003014 reinforcing effect Effects 0.000 claims description 48
- 125000004432 carbon atom Chemical group C* 0.000 claims description 6
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 claims description 6
- 125000004435 hydrogen atom Chemical group [H]* 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 132
- 238000004073 vulcanization Methods 0.000 description 101
- -1 dihydroxyethyl group Chemical group 0.000 description 63
- 238000000034 method Methods 0.000 description 46
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 40
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 24
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 23
- 230000000052 comparative effect Effects 0.000 description 20
- 238000004519 manufacturing process Methods 0.000 description 18
- 238000012360 testing method Methods 0.000 description 17
- 239000003795 chemical substances by application Substances 0.000 description 15
- 239000000126 substance Substances 0.000 description 13
- 239000004927 clay Substances 0.000 description 12
- 235000011187 glycerol Nutrition 0.000 description 12
- 229910001369 Brass Inorganic materials 0.000 description 11
- 229920000459 Nitrile rubber Polymers 0.000 description 11
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 11
- 230000001070 adhesive effect Effects 0.000 description 11
- 239000010951 brass Substances 0.000 description 11
- 239000006229 carbon black Substances 0.000 description 10
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 10
- 239000004744 fabric Substances 0.000 description 10
- ZRALSGWEFCBTJO-UHFFFAOYSA-N Guanidine Chemical compound NC(N)=N ZRALSGWEFCBTJO-UHFFFAOYSA-N 0.000 description 8
- 239000004677 Nylon Substances 0.000 description 8
- 230000003197 catalytic effect Effects 0.000 description 8
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 8
- 229920001778 nylon Polymers 0.000 description 8
- 239000003921 oil Substances 0.000 description 8
- 235000019198 oils Nutrition 0.000 description 8
- 229920001084 poly(chloroprene) Polymers 0.000 description 8
- 239000000377 silicon dioxide Substances 0.000 description 8
- 229920003048 styrene butadiene rubber Polymers 0.000 description 8
- 238000004804 winding Methods 0.000 description 8
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 7
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical compound CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 7
- 229960002447 thiram Drugs 0.000 description 7
- 229920002943 EPDM rubber Polymers 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- ZFMQKOWCDKKBIF-UHFFFAOYSA-N bis(3,5-difluorophenyl)phosphane Chemical compound FC1=CC(F)=CC(PC=2C=C(F)C=C(F)C=2)=C1 ZFMQKOWCDKKBIF-UHFFFAOYSA-N 0.000 description 6
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 6
- 239000011787 zinc oxide Substances 0.000 description 6
- 235000014692 zinc oxide Nutrition 0.000 description 6
- 235000021355 Stearic acid Nutrition 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 238000004898 kneading Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 5
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 5
- 239000008117 stearic acid Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- CHJJGSNFBQVOTG-UHFFFAOYSA-N N-methyl-guanidine Natural products CNC(N)=N CHJJGSNFBQVOTG-UHFFFAOYSA-N 0.000 description 4
- 239000002174 Styrene-butadiene Substances 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 238000009739 binding Methods 0.000 description 4
- 238000006664 bond formation reaction Methods 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 238000004132 cross linking Methods 0.000 description 4
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 4
- 229940105990 diglycerin Drugs 0.000 description 4
- SWSQBOPZIKWTGO-UHFFFAOYSA-N dimethylaminoamidine Natural products CN(C)C(N)=N SWSQBOPZIKWTGO-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000395 magnesium oxide Substances 0.000 description 4
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 4
- 239000004014 plasticizer Substances 0.000 description 4
- 238000007747 plating Methods 0.000 description 4
- 239000010734 process oil Substances 0.000 description 4
- 239000000600 sorbitol Substances 0.000 description 4
- UMGDCJDMYOKAJW-UHFFFAOYSA-N thiourea Chemical compound NC(N)=S UMGDCJDMYOKAJW-UHFFFAOYSA-N 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- OWRCNXZUPFZXOS-UHFFFAOYSA-N 1,3-diphenylguanidine Chemical compound C=1C=CC=CC=1NC(=N)NC1=CC=CC=C1 OWRCNXZUPFZXOS-UHFFFAOYSA-N 0.000 description 3
- BUZICZZQJDLXJN-UHFFFAOYSA-N 3-azaniumyl-4-hydroxybutanoate Chemical compound OCC(N)CC(O)=O BUZICZZQJDLXJN-UHFFFAOYSA-N 0.000 description 3
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 3
- 239000006237 Intermediate SAF Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 239000010692 aromatic oil Substances 0.000 description 3
- 238000009954 braiding Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000010924 continuous production Methods 0.000 description 3
- UEZWYKZHXASYJN-UHFFFAOYSA-N cyclohexylthiophthalimide Chemical compound O=C1C2=CC=CC=C2C(=O)N1SC1CCCCC1 UEZWYKZHXASYJN-UHFFFAOYSA-N 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 3
- 238000007720 emulsion polymerization reaction Methods 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 239000003063 flame retardant Substances 0.000 description 3
- 239000003112 inhibitor Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- OJOWICOBYCXEKR-KRXBUXKQSA-N (5e)-5-ethylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C/C)/CC1C=C2 OJOWICOBYCXEKR-KRXBUXKQSA-N 0.000 description 2
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 2
- ZWVMLYRJXORSEP-UHFFFAOYSA-N 1,2,6-Hexanetriol Chemical compound OCCCCC(O)CO ZWVMLYRJXORSEP-UHFFFAOYSA-N 0.000 description 2
- 125000004066 1-hydroxyethyl group Chemical group [H]OC([H])([*])C([H])([H])[H] 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- ZNRLMGFXSPUZNR-UHFFFAOYSA-N 2,2,4-trimethyl-1h-quinoline Chemical compound C1=CC=C2C(C)=CC(C)(C)NC2=C1 ZNRLMGFXSPUZNR-UHFFFAOYSA-N 0.000 description 2
- BYLSIPUARIZAHZ-UHFFFAOYSA-N 2,4,6-tris(1-phenylethyl)phenol Chemical compound C=1C(C(C)C=2C=CC=CC=2)=C(O)C(C(C)C=2C=CC=CC=2)=CC=1C(C)C1=CC=CC=C1 BYLSIPUARIZAHZ-UHFFFAOYSA-N 0.000 description 2
- NXQMCAOPTPLPRL-UHFFFAOYSA-N 2-(2-benzoyloxyethoxy)ethyl benzoate Chemical compound C=1C=CC=CC=1C(=O)OCCOCCOC(=O)C1=CC=CC=C1 NXQMCAOPTPLPRL-UHFFFAOYSA-N 0.000 description 2
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 2
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 2
- CPGFMWPQXUXQRX-UHFFFAOYSA-N 3-amino-3-(4-fluorophenyl)propanoic acid Chemical compound OC(=O)CC(N)C1=CC=C(F)C=C1 CPGFMWPQXUXQRX-UHFFFAOYSA-N 0.000 description 2
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- NLZUEZXRPGMBCV-UHFFFAOYSA-N Butylhydroxytoluene Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 NLZUEZXRPGMBCV-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- 239000005642 Oleic acid Substances 0.000 description 2
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- YSMRWXYRXBRSND-UHFFFAOYSA-N TOTP Chemical compound CC1=CC=CC=C1OP(=O)(OC=1C(=CC=CC=1)C)OC1=CC=CC=C1C YSMRWXYRXBRSND-UHFFFAOYSA-N 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Natural products NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 229920003054 adipate polyester Polymers 0.000 description 2
- 230000003712 anti-aging effect Effects 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 2
- CZBZUDVBLSSABA-UHFFFAOYSA-N butylated hydroxyanisole Chemical compound COC1=CC=C(O)C(C(C)(C)C)=C1.COC1=CC=C(O)C=C1C(C)(C)C CZBZUDVBLSSABA-UHFFFAOYSA-N 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- PGAXJQVAHDTGBB-UHFFFAOYSA-N dibutylcarbamothioylsulfanyl n,n-dibutylcarbamodithioate Chemical compound CCCCN(CCCC)C(=S)SSC(=S)N(CCCC)CCCC PGAXJQVAHDTGBB-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- TZMQHOJDDMFGQX-UHFFFAOYSA-N hexane-1,1,1-triol Chemical compound CCCCCC(O)(O)O TZMQHOJDDMFGQX-UHFFFAOYSA-N 0.000 description 2
- 125000004029 hydroxymethyl group Chemical group [H]OC([H])([H])* 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 2
- 229920003049 isoprene rubber Polymers 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 125000004184 methoxymethyl group Chemical group [H]C([H])([H])OC([H])([H])* 0.000 description 2
- 239000010445 mica Substances 0.000 description 2
- 229910052618 mica group Inorganic materials 0.000 description 2
- DZCCLNYLUGNUKQ-UHFFFAOYSA-N n-(4-nitrosophenyl)hydroxylamine Chemical compound ONC1=CC=C(N=O)C=C1 DZCCLNYLUGNUKQ-UHFFFAOYSA-N 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 2
- 150000001451 organic peroxides Chemical class 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- YGSDEFSMJLZEOE-UHFFFAOYSA-N salicylic acid Chemical compound OC(=O)C1=CC=CC=C1O YGSDEFSMJLZEOE-UHFFFAOYSA-N 0.000 description 2
- QAZLUNIWYYOJPC-UHFFFAOYSA-M sulfenamide Chemical compound [Cl-].COC1=C(C)C=[N+]2C3=NC4=CC=C(OC)C=C4N3SCC2=C1C QAZLUNIWYYOJPC-UHFFFAOYSA-M 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- WRXCBRHBHGNNQA-UHFFFAOYSA-N (2,4-dichlorobenzoyl) 2,4-dichlorobenzenecarboperoxoate Chemical compound ClC1=CC(Cl)=CC=C1C(=O)OOC(=O)C1=CC=C(Cl)C=C1Cl WRXCBRHBHGNNQA-UHFFFAOYSA-N 0.000 description 1
- XMNDMAQKWSQVOV-UHFFFAOYSA-N (2-methylphenyl) diphenyl phosphate Chemical compound CC1=CC=CC=C1OP(=O)(OC=1C=CC=CC=1)OC1=CC=CC=C1 XMNDMAQKWSQVOV-UHFFFAOYSA-N 0.000 description 1
- WZRRRFSJFQTGGB-UHFFFAOYSA-N 1,3,5-triazinane-2,4,6-trithione Chemical compound S=C1NC(=S)NC(=S)N1 WZRRRFSJFQTGGB-UHFFFAOYSA-N 0.000 description 1
- YHMYGUUIMTVXNW-UHFFFAOYSA-N 1,3-dihydrobenzimidazole-2-thione Chemical compound C1=CC=C2NC(S)=NC2=C1 YHMYGUUIMTVXNW-UHFFFAOYSA-N 0.000 description 1
- MKZXROSCOHNKDX-UHFFFAOYSA-N 1,4-dinitrosobenzene Chemical compound O=NC1=CC=C(N=O)C=C1 MKZXROSCOHNKDX-UHFFFAOYSA-N 0.000 description 1
- 229940043375 1,5-pentanediol Drugs 0.000 description 1
- UJPKMTDFFUTLGM-UHFFFAOYSA-N 1-aminoethanol Chemical compound CC(N)O UJPKMTDFFUTLGM-UHFFFAOYSA-N 0.000 description 1
- AOGDNNLIBAUIIX-UHFFFAOYSA-N 1-n,4-n-dinaphthalen-1-ylbenzene-1,4-diamine Chemical compound C1=CC=C2C(NC=3C=CC(NC=4C5=CC=CC=C5C=CC=4)=CC=3)=CC=CC2=C1 AOGDNNLIBAUIIX-UHFFFAOYSA-N 0.000 description 1
- VETPHHXZEJAYOB-UHFFFAOYSA-N 1-n,4-n-dinaphthalen-2-ylbenzene-1,4-diamine Chemical compound C1=CC=CC2=CC(NC=3C=CC(NC=4C=C5C=CC=CC5=CC=4)=CC=3)=CC=C21 VETPHHXZEJAYOB-UHFFFAOYSA-N 0.000 description 1
- XRZSSEXEXRGZJQ-UHFFFAOYSA-N 2,2,3-trimethyl-1-nitroso-3,4-dihydroquinoline Chemical compound C1=CC=C2N(N=O)C(C)(C)C(C)CC2=C1 XRZSSEXEXRGZJQ-UHFFFAOYSA-N 0.000 description 1
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- YEVQZPWSVWZAOB-UHFFFAOYSA-N 2-(bromomethyl)-1-iodo-4-(trifluoromethyl)benzene Chemical compound FC(F)(F)C1=CC=C(I)C(CBr)=C1 YEVQZPWSVWZAOB-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- BIZYEXNGCULMQU-UHFFFAOYSA-N 3-ethenylpyrrole-2,5-dione Chemical compound C=CC1=CC(=O)NC1=O BIZYEXNGCULMQU-UHFFFAOYSA-N 0.000 description 1
- YBRVSVVVWCFQMG-UHFFFAOYSA-N 4,4'-diaminodiphenylmethane Chemical compound C1=CC(N)=CC=C1CC1=CC=C(N)C=C1 YBRVSVVVWCFQMG-UHFFFAOYSA-N 0.000 description 1
- QJIVRICYWXNTKE-UHFFFAOYSA-N 4-(8-methylnonoxy)-4-oxobutanoic acid Chemical compound CC(C)CCCCCCCOC(=O)CCC(O)=O QJIVRICYWXNTKE-UHFFFAOYSA-N 0.000 description 1
- HLBZWYXLQJQBKU-UHFFFAOYSA-N 4-(morpholin-4-yldisulfanyl)morpholine Chemical compound C1COCCN1SSN1CCOCC1 HLBZWYXLQJQBKU-UHFFFAOYSA-N 0.000 description 1
- ZZMVLMVFYMGSMY-UHFFFAOYSA-N 4-n-(4-methylpentan-2-yl)-1-n-phenylbenzene-1,4-diamine Chemical compound C1=CC(NC(C)CC(C)C)=CC=C1NC1=CC=CC=C1 ZZMVLMVFYMGSMY-UHFFFAOYSA-N 0.000 description 1
- TXLINXBIWJYFNR-UHFFFAOYSA-N 4-phenylpyridine-2-carbonitrile Chemical compound C1=NC(C#N)=CC(C=2C=CC=CC=2)=C1 TXLINXBIWJYFNR-UHFFFAOYSA-N 0.000 description 1
- XHLHIFBBLKNHQC-UHFFFAOYSA-N 6-(butylamino)-1h-1,3,5-triazine-2,4-dithione Chemical compound CCCCNC1=NC(S)=NC(S)=N1 XHLHIFBBLKNHQC-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 239000004114 Ammonium polyphosphate Substances 0.000 description 1
- BSYNRYMUTXBXSQ-UHFFFAOYSA-N Aspirin Chemical compound CC(=O)OC1=CC=CC=C1C(O)=O BSYNRYMUTXBXSQ-UHFFFAOYSA-N 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical compound [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- BWGNESOTFCXPMA-UHFFFAOYSA-N Dihydrogen disulfide Chemical compound SS BWGNESOTFCXPMA-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical class C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- PDQAZBWRQCGBEV-UHFFFAOYSA-N Ethylenethiourea Chemical compound S=C1NCCN1 PDQAZBWRQCGBEV-UHFFFAOYSA-N 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- VGGLHLAESQEWCR-UHFFFAOYSA-N N-(hydroxymethyl)urea Chemical compound NC(=O)NCO VGGLHLAESQEWCR-UHFFFAOYSA-N 0.000 description 1
- UBUCNCOMADRQHX-UHFFFAOYSA-N N-Nitrosodiphenylamine Chemical compound C=1C=CC=CC=1N(N=O)C1=CC=CC=C1 UBUCNCOMADRQHX-UHFFFAOYSA-N 0.000 description 1
- OUBMGJOQLXMSNT-UHFFFAOYSA-N N-isopropyl-N'-phenyl-p-phenylenediamine Chemical compound C1=CC(NC(C)C)=CC=C1NC1=CC=CC=C1 OUBMGJOQLXMSNT-UHFFFAOYSA-N 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000005662 Paraffin oil Substances 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- FZWLAAWBMGSTSO-UHFFFAOYSA-N Thiazole Chemical compound C1=CSC=N1 FZWLAAWBMGSTSO-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- FMRLDPWIRHBCCC-UHFFFAOYSA-L Zinc carbonate Chemical compound [Zn+2].[O-]C([O-])=O FMRLDPWIRHBCCC-UHFFFAOYSA-L 0.000 description 1
- MBHRHUJRKGNOKX-UHFFFAOYSA-N [(4,6-diamino-1,3,5-triazin-2-yl)amino]methanol Chemical compound NC1=NC(N)=NC(NCO)=N1 MBHRHUJRKGNOKX-UHFFFAOYSA-N 0.000 description 1
- WMVSVUVZSYRWIY-UHFFFAOYSA-N [(4-benzoyloxyiminocyclohexa-2,5-dien-1-ylidene)amino] benzoate Chemical compound C=1C=CC=CC=1C(=O)ON=C(C=C1)C=CC1=NOC(=O)C1=CC=CC=C1 WMVSVUVZSYRWIY-UHFFFAOYSA-N 0.000 description 1
- 229960001138 acetylsalicylic acid Drugs 0.000 description 1
- 239000012190 activator Substances 0.000 description 1
- 239000013543 active substance Substances 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 235000019826 ammonium polyphosphate Nutrition 0.000 description 1
- 229920001276 ammonium polyphosphate Polymers 0.000 description 1
- ARCGXLSVLAOJQL-UHFFFAOYSA-N anhydrous trimellitic acid Natural products OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 125000004429 atom Chemical group 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- KVBYPTUGEKVEIJ-UHFFFAOYSA-N benzene-1,3-diol;formaldehyde Chemical compound O=C.OC1=CC=CC(O)=C1 KVBYPTUGEKVEIJ-UHFFFAOYSA-N 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 229960004365 benzoic acid Drugs 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Substances BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 1
- 229910052794 bromium Inorganic materials 0.000 description 1
- RNSLCHIAOHUARI-UHFFFAOYSA-N butane-1,4-diol;hexanedioic acid Chemical compound OCCCCO.OC(=O)CCCCC(O)=O RNSLCHIAOHUARI-UHFFFAOYSA-N 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- DKVNPHBNOWQYFE-UHFFFAOYSA-N carbamodithioic acid Chemical compound NC(S)=S DKVNPHBNOWQYFE-UHFFFAOYSA-N 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229920006235 chlorinated polyethylene elastomer Polymers 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- ZXTQQLBKWDRTKI-UHFFFAOYSA-L cobalt(2+);dodecanoate Chemical compound [Co+2].CCCCCCCCCCCC([O-])=O.CCCCCCCCCCCC([O-])=O ZXTQQLBKWDRTKI-UHFFFAOYSA-L 0.000 description 1
- AMFIJXSMYBKJQV-UHFFFAOYSA-L cobalt(2+);octadecanoate Chemical compound [Co+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O AMFIJXSMYBKJQV-UHFFFAOYSA-L 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 229910002026 crystalline silica Inorganic materials 0.000 description 1
- 238000013036 cure process Methods 0.000 description 1
- WITDFSFZHZYQHB-UHFFFAOYSA-N dibenzylcarbamothioylsulfanyl n,n-dibenzylcarbamodithioate Chemical compound C=1C=CC=CC=1CN(CC=1C=CC=CC=1)C(=S)SSC(=S)N(CC=1C=CC=CC=1)CC1=CC=CC=C1 WITDFSFZHZYQHB-UHFFFAOYSA-N 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 125000000118 dimethyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000012990 dithiocarbamate Substances 0.000 description 1
- ZOOODBUHSVUZEM-UHFFFAOYSA-N ethoxymethanedithioic acid Chemical compound CCOC(S)=S ZOOODBUHSVUZEM-UHFFFAOYSA-N 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000005755 formation reaction Methods 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- MEBJLVMIIRFIJS-UHFFFAOYSA-N hexanedioic acid;propane-1,2-diol Chemical compound CC(O)CO.OC(=O)CCCCC(O)=O MEBJLVMIIRFIJS-UHFFFAOYSA-N 0.000 description 1
- 238000007602 hot air drying Methods 0.000 description 1
- 150000002433 hydrophilic molecules Chemical class 0.000 description 1
- 229920002681 hypalon Polymers 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- YACKEPLHDIMKIO-UHFFFAOYSA-N methylphosphonic acid Chemical compound CP(O)(O)=O YACKEPLHDIMKIO-UHFFFAOYSA-N 0.000 description 1
- GEMHFKXPOCTAIP-UHFFFAOYSA-N n,n-dimethyl-n'-phenylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=CC=C1 GEMHFKXPOCTAIP-UHFFFAOYSA-N 0.000 description 1
- WIBFFTLQMKKBLZ-SEYXRHQNSA-N n-butyl oleate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCCCC WIBFFTLQMKKBLZ-SEYXRHQNSA-N 0.000 description 1
- BOIDPNPEIDTKPP-UHFFFAOYSA-N n-naphthalen-2-yl-n-phenylnitrous amide Chemical compound C=1C=C2C=CC=CC2=CC=1N(N=O)C1=CC=CC=C1 BOIDPNPEIDTKPP-UHFFFAOYSA-N 0.000 description 1
- 125000001971 neopentyl group Chemical group [H]C([*])([H])C(C([H])([H])[H])(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 150000002832 nitroso derivatives Chemical class 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 125000001741 organic sulfur group Chemical group 0.000 description 1
- FJKROLUGYXJWQN-UHFFFAOYSA-N papa-hydroxy-benzoic acid Natural products OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- WCVRQHFDJLLWFE-UHFFFAOYSA-N pentane-1,2-diol Chemical compound CCCC(O)CO WCVRQHFDJLLWFE-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000010695 polyglycol Substances 0.000 description 1
- 229920000151 polyglycol Polymers 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- BPJZKLBPJBMLQG-KWRJMZDGSA-N propanoyl (z,12r)-12-hydroxyoctadec-9-enoate Chemical compound CCCCCC[C@@H](O)C\C=C/CCCCCCCC(=O)OC(=O)CC BPJZKLBPJBMLQG-KWRJMZDGSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 1
- 229960001755 resorcinol Drugs 0.000 description 1
- 238000010074 rubber mixing Methods 0.000 description 1
- 229960004889 salicylic acid Drugs 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- LZOZLBFZGFLFBV-UHFFFAOYSA-N sulfene Chemical compound C=S(=O)=O LZOZLBFZGFLFBV-UHFFFAOYSA-N 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- CIHOLLKRGTVIJN-UHFFFAOYSA-N tert‐butyl hydroperoxide Chemical compound CC(C)(C)OO CIHOLLKRGTVIJN-UHFFFAOYSA-N 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- 235000015112 vegetable and seed oil Nutrition 0.000 description 1
- 239000008158 vegetable oil Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 239000012991 xanthate Substances 0.000 description 1
- 239000011667 zinc carbonate Substances 0.000 description 1
- 235000004416 zinc carbonate Nutrition 0.000 description 1
- 229910000010 zinc carbonate Inorganic materials 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L9/00—Compositions of homopolymers or copolymers of conjugated diene hydrocarbons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/02—Layer formed of wires, e.g. mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/06—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of natural rubber or synthetic rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/02—Layered products comprising a layer of natural or synthetic rubber with fibres or particles being present as additives in the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/10—Layered products comprising a layer of natural or synthetic rubber next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/12—Layered products comprising a layer of natural or synthetic rubber comprising natural rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/16—Layered products comprising a layer of natural or synthetic rubber comprising polydienes homopolymers or poly-halodienes homopolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/05—Alcohols; Metal alcoholates
- C08K5/053—Polyhydroxylic alcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L11/00—Compositions of homopolymers or copolymers of chloroprene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L9/00—Compositions of homopolymers or copolymers of conjugated diene hydrocarbons
- C08L9/02—Copolymers with acrylonitrile
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J109/00—Adhesives based on homopolymers or copolymers of conjugated diene hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J109/00—Adhesives based on homopolymers or copolymers of conjugated diene hydrocarbons
- C09J109/02—Copolymers with acrylonitrile
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J111/00—Adhesives based on homopolymers or copolymers of chloroprene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J121/00—Adhesives based on unspecified rubbers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/103—Metal fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
- B32B2264/108—Carbon, e.g. graphite particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/12—Mixture of at least two particles made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2433/00—Closed loop articles
- B32B2433/02—Conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2597/00—Tubular articles, e.g. hoses, pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/06—Sulfur
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0025—Crosslinking or vulcanising agents; including accelerators
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/18—Applications used for pipes
Definitions
- the present invention relates to a rubber composition, a rubber composition metal laminate, and a vulcanized rubber product, and more particularly to a rubber composition containing a vulcanizing agent, a rubber composition metal laminate, and a vulcanized rubber product.
- a chloroprene-based rubber composition for producing a hydraulic hose and a high-pressure hose in which a reinforcing layer plated with a metal such as brass (brass) is sandwiched between a pair of rubber layers has been proposed (for example, Patent Documents). 1). Since this rubber composition contains a vulcanization accelerator such as sulfur and guanidine, the cross-linking property of the rubber layer made of the rubber composition is improved, and the adhesion between the metal surface of the reinforcing layer and the rubber layer is improved. It becomes good.
- the rubber composition is vulcanized by heating the rubber composition with steam to vulcanize the rubber composition, and the rubber composition is vulcanized with an oven.
- an oven vulcanization method There is an oven vulcanization method.
- the oven vulcanization method can continuously vulcanize, so that the hose productivity can be improved.
- a rubber composition when a rubber composition is vulcanized by an oven vulcanization method, moisture evaporation is significant during vulcanization, and sufficient adhesion between the rubber layer and the reinforcing layer may not always be obtained. Therefore, a rubber composition that provides a rubber layer having excellent adhesion to the metal surface of the reinforcing layer even when vulcanized not only by a steam vulcanization method but also by a hot air vulcanization method such as an oven vulcanization method. Is desired.
- the present invention has been made in view of such circumstances, and provides a rubber composition, a rubber composition metal laminate, and a vulcanized rubber product from which a rubber layer having excellent adhesion to a metal surface can be obtained. With the goal.
- the polyhydric alcohol compound is preferably a compound represented by the following general formula (1).
- R 1 represents a hydrogen atom or a mono- or polyhydroxyalkyl group having 1 to 5 carbon atoms which may contain an ether bond and a branch
- R 2 represents an ether bond and a branch.
- It represents a mono- or polyhydroxyalkyl group having 1 to 5 carbon atoms which may be contained.
- the rubber composition metal laminate of the present invention comprises a reinforcing layer having a metal surface and a rubber layer containing the rubber composition provided on the metal surface.
- the sulfur content in the rubber composition and the hydroxyl group equivalent derived from the polyhydric alcohol compound are in an appropriate range.
- the catalytic function of the formation reaction is efficiently expressed.
- the rubber composition metal laminate can be applied to the metal surface of the reinforcing layer regardless of whether the composition is vulcanized using a hot-air vulcanization method or a steam vulcanization method that allows the composition to dry easily. It is possible to obtain a rubber composition metal laminate having excellent adhesion between the rubber layer and the rubber layer.
- the reinforcing layer preferably has a braided structure in which wires are knitted or a spiral structure.
- the present invention it is possible to realize a rubber composition, a rubber composition metal laminate, and a vulcanized rubber product from which a rubber layer having excellent adhesion to a metal surface can be obtained.
- this rubber composition since the diene polymer contains a predetermined amount of sulfur and a predetermined amount of a polyhydric alcohol compound, the sulfur content and the hydroxyl group equivalent in the rubber composition are in an appropriate range, The catalytic function of the bond formation reaction between sulfur and the metal surface by the polyhydric alcohol compound is efficiently expressed.
- this rubber composition has a vulcanization method of either a hot air vulcanization method or a steam vulcanization method in which the composition is easy to dry and water having a catalytic function of a bond formation reaction between sulfur and a metal surface is reduced. Even when vulcanization is performed, it is possible to obtain a rubber layer having excellent adhesion between the metal surface and the rubber layer.
- various components of the rubber composition according to the present embodiment will be described in detail.
- ⁇ Diene polymer As the diene polymer, one that can be vulcanized with sulfur is used.
- sulfur and vulcanizable means the property that a crosslinked structure is formed through sulfur.
- diene polymers include natural rubber (NR), chloroprene rubber (CR), isoprene rubber (IR), styrene butadiene rubber (SBR), acrylonitrile-butadiene rubber (NBR), ethylene-propylene-diene rubber ( EPDM), chlorinated polyethylene rubber (CM), and chlorosulfonated polyethylene rubber (CSM).
- NR natural rubber
- CR chloroprene rubber
- IR isoprene rubber
- SBR styrene butadiene rubber
- NBR acrylonitrile-butadiene rubber
- EPDM ethylene-propylene-diene rubber
- CM chlorinated polyethylene rubber
- CSM chlorosulfonated polyethylene rubber
- chloroprene rubber CR
- SBR styrene butadiene rubber
- NBR acrylonitrile-butadiene rubber
- EPDM ethylene-propylene-diene rubber
- the blending amount of the diene polymer is preferably 20% by mass or more and 70% by mass or less with respect to the entire rubber composition from the viewpoint of good rubber mixing processability and good rubber appearance.
- the rubber composition according to the present embodiment contains sulfur as a vulcanizing agent.
- Sulfur includes powdered sulfur, precipitated sulfur, highly dispersible sulfur, surface treated sulfur, and insoluble sulfur.
- the sulfur content is 0.5 parts by mass or more and 4.0 parts by mass or less with respect to 100 parts by mass of the diene polymer.
- the sulfur content is preferably 0.55 parts by mass or more, more preferably 0.6 parts by mass or more, based on 100 parts by mass of the diene polymer.
- the content of sulfur is preferably 0.55 parts by mass or more and 3.75 parts by mass or less, and 0.6 parts by mass or more and 3.5 parts by mass or less with respect to 100 parts by mass of the diene polymer. More preferably, it is 0.65 parts by mass or more and 3.25 parts by mass or less, and more preferably 0.7 parts by mass or more and 3.0 parts by mass or less.
- the rubber composition according to the present embodiment may contain a vulcanizing agent other than sulfur within the range where the effects of the present invention are exhibited.
- vulcanizing agents other than sulfur include vulcanizing agents such as sulfur-based, organic peroxide-based, metal oxide-based, phenolic resin, and quinone dioxime. These may be used alone or in combination of two or more.
- sulfur-based vulcanizing agent examples include tetramethyl thiuram disulfide (TMTD), tetraethyl thiuram disulfide (TETD), tetrabutyl thiuram disulfide (TBTD), dipentamethylene thiuram tetrasulfide (DPTT), tetrabenzyl thiuram disulfide, and Examples thereof include organic sulfur-containing compounds such as dimorpholine disulfide and alkylphenol disulfide.
- TMTD tetramethyl thiuram disulfide
- TETD tetraethyl thiuram disulfide
- TBTD tetrabutyl thiuram disulfide
- DPTT dipentamethylene thiuram tetrasulfide
- tetrabenzyl thiuram disulfide examples include organic sulfur-containing compounds such as dimorpholine disulfide and alkylphenol disulfide
- organic peroxide vulcanizing agents include dicumyl peroxide, benzoyl peroxide, t-butyl hydroperoxide, 2,4-dichlorobenzoyl peroxide, 2,5-dimethyl-2,5-di ( t-butylperoxy) hexane, 2,5-dimethylhexane-2,5-di (peroxylbenzoate).
- vulcanizing agents examples include resins such as zinc white, magnesium oxide, phenol resin, p-quinone dioxime, p-dibenzoylquinone dioxime, poly-p-dinitrosobenzene, and methylene dianiline. Can be mentioned.
- the rubber composition according to the present embodiment preferably further contains a vulcanization accelerator.
- the vulcanization accelerator include an aldehyde-ammonia vulcanization accelerator, an aldehyde-amine vulcanization accelerator, a thiourea vulcanization accelerator, a guanidine vulcanization accelerator, a thiazole vulcanization accelerator, and sulfene.
- Examples include amide vulcanization accelerators, thiuram vulcanization accelerators, dithiocarbamate vulcanization accelerators, and xanthate vulcanization accelerators. These may be used alone or in combination of two or more.
- Examples of the thiuram vulcanization accelerator include tetramethyl thiuram monosulfide (TS) and tetramethyl thiuram disulfide (TT).
- Examples of the guanidine vulcanization accelerator include diphenyl guanidine.
- Examples of the sulfenamide vulcanization accelerator include Nt-butylbenzothiazole-2-sulfenamide.
- Examples of the thiourea vulcanization accelerator include ethylene thiourea.
- the content of the vulcanization accelerator is 0. From the viewpoint of improving the vulcanization characteristics and improving the adhesion between the rubber layer using the rubber composition and the metal surface with respect to 100 parts by mass of the diene polymer. 5 parts by mass or more is preferable, 0.75 parts by mass or more is more preferable, 1.0 part by mass or more is more preferable, 3.5 parts by mass or less is preferable, 3.0 parts by mass or less is more preferable, and 2.5 The part by mass or less is more preferable.
- the rubber composition according to the present embodiment contains a polyhydric alcohol compound having a molecular weight of 300 or less.
- the polyhydric alcohol compound various compounds can be used as long as they are compounds containing two or more hydroxyl groups having a molecular weight of 300 or less, within the range where the effects of the present invention can be achieved. Since this polyhydric alcohol compound has a function of catalyzing a bond formation reaction between sulfur as a vulcanizing agent and metal atoms on the metal surface during vulcanization of the rubber composition, the rubber layer containing the rubber composition, the metal surface, It is possible to improve the adhesion.
- R 1 is, for example, a hydroxymethyl group, a 1-hydroxyethyl group, a 2-hydroxyethyl group, a dihydroxyethyl group, a 1-hydroxypropyl group, a 2-hydroxypropyl group, a 3-hydroxy Propyl group, dihydroxypropyl group, trihydroxypropyl group, 1-hydroxybutyl group, 2-hydroxybutyl group, 3-hydroxybutyl group, 4-hydroxybutyl group, dihydroxybutyl group, trihydroxybutyl group, tetrahydroxybutyl group, Pentahydroxybutyl group, 1-hydroxypentyl group, 2-hydroxypentyl group, 3-hydroxypentyl group, 4-hydroxypentyl group, 5-hydroxypentyl group, dihydroxypentyl group, trihydroxypentyl group, tetrahydroxypentyl group , Pentahydroxypentyl group, methoxymethyl group, hydroxyethoxyethyl group, dihydroxypropoxymethyl group, dihydroxypropoxymethyl group
- R 2 is, for example, a hydroxymethyl group, a 1-hydroxyethyl group, a 2-hydroxyethyl group, a dihydroxyethyl group, a 1-hydroxypropyl group, a 2-hydroxypropyl group, a 3-hydroxy group.
- Examples of the polyhydric alcohol compound represented by the general formula (1) include ethylene glycol, propylene glycol, butylene glycol, pentylene glycol, diethylene glycol, triethylene glycol, glycerin, 1,2,6-trihydroxyhexane, Examples include diglycerin, trimethylolpropane, pentaerythritol, sorbitol, and hexanetriol.
- Examples of the polyhydric alcohol compound represented by the general formula (1) include ethylene glycol, propylene glycol, butylene glycol, pentylene glycol, diethylene glycol, triethylene glycol, glycerin, 1,2,6-trihydroxyhexane, Examples include diglycerin, trimethylolpropane, pentaerythritol, sorbitol, and hexanetriol.
- the polyhydric alcohol compound ethylene glycol, diethylene glycol, glycerin, hexanetriol, diglycerin, from the viewpoint of obtaining
- the content of the polyhydric alcohol compound is 0.004 mol or more and 0.17 mol or less with respect to 100 parts by mass of the diene polymer. If the content of the polyhydric alcohol compound is within the above range, the hydroxyl group equivalent in the rubber composition is in an appropriate range, so that the catalytic effect of the binding reaction between sulfur and the metal surface is sufficiently obtained, and the rubber composition A composition having excellent adhesion between the rubber layer using the metal and the metal surface can be obtained.
- the content of the polyhydric alcohol compound is preferably 0.01 mol or more, more preferably 0.02 mol or more, preferably 0.165 mol or less, more preferably 0.0155 mol or less, relative to 100 parts by mass of the diene polymer.
- the content of the polyhydric alcohol compound is preferably 0.01 mol or more and 0.165 mol or less, and more preferably 0.02 mol or more and 0.155 mol or less with respect to 100 parts by mass of the diene polymer.
- the rubber composition can contain other additives as necessary within the range where the effects of the present invention are exhibited.
- Other additives include, for example, fillers, plasticizers, softeners, anti-aging agents, organic activators, antioxidants, antistatic agents, flame retardants, crosslinking accelerators, vulcanization retarders, ozone degradation Agents, process oils (aromatic oils) and adhesion aids.
- Examples of the filler include carbon black, silica (white carbon), clay, talc, iron oxide, zinc oxide (ZnO), titanium oxide, barium oxide, magnesium oxide, calcium carbonate, magnesium carbonate, zinc carbonate, barium sulfate, Examples include mica (mica) and diatomaceous earth. These may be used alone or in combination of two or more.
- carbon black it can select suitably according to a use and can be used.
- As the carbon black ISAF class, FEF class and the like are preferable.
- silica examples include crystalline silica, precipitated silica, amorphous silica (for example, high-temperature treated silica), fumed silica, calcined silica, precipitated silica, pulverized silica, and fused silica.
- silica is known to produce carbon gel (bound rubber) like carbon black, and can be suitably used as necessary.
- the clay include hard clay, waxite clay, kaolin clay, and calcined clay.
- plasticizer examples include dioctyl phthalate (DOP), dibutyl phthalate (DBP), dioctyl adipate (DOA), isodecyl succinate, diethylene glycol dibenzoate, pentaerythritol ester, butyl oleate, methyl acetylricinoleate, tricresyl phosphate , Trioctyl phosphate, trimellitic acid ester, propylene glycol adipate polyester, butylene glycol adipate polyester, naphthene oil, and the like. These may be used alone or in combination of two or more.
- DOP dioctyl phthalate
- DBP dibutyl phthalate
- DOA dioctyl adipate
- isodecyl succinate diethylene glycol dibenzoate
- pentaerythritol ester butyl oleate
- Antiaging agents include, for example, N- (1,3-dimethylbutyl) -N′-phenyl-p-phenylenediamine (6PPD), N, N′-dinaphthyl-p-phenylenediamine (DNPD), N-isopropyl -N'-phenyl-p-phenylenediamine (IPPD), styrenated phenol (SP), 2,2,4-trimethyl-1,2-dihydroquinoline polymer (RD), and the like. These may be used alone or in combination of two or more.
- organic active agent examples include stearic acid, oleic acid, lauric acid, and zinc stearate. These may be used alone or in combination of two or more.
- antioxidants examples include butylhydroxytoluene (BHT) and butylhydroxyanisole (BHA).
- antistatic agent examples include quaternary ammonium salts; hydrophilic compounds such as polyglycols and ethylene oxide derivatives.
- Examples of the flame retardant include chloroalkyl phosphate, dimethyl / methylphosphonate, bromine / phosphorus compound, ammonium polyphosphate, neopentyl bromide-polyether, and brominated polyether.
- Examples of the non-halogen flame retardant include aluminum hydroxide, magnesium hydroxide, tricresyl phosphate, and diphenyl cresyl phosphate.
- vulcanization retarder examples include organic acids such as phthalic anhydride, benzoic acid, salicylic acid, and acetylsalicylic acid; heavy compounds such as N-nitroso-diphenylamine, N-nitroso-phenyl- ⁇ -naphthylamine, and N-nitroso-trimethyl-dihydroquinoline. Nitroso compounds such as coalescence; halides such as trichloromelanin; 2-mercaptobenzimidazole, and N- (cyclohexylthio) phthalimide (PVI). These may be used alone or in combination of two or more.
- organic acids such as phthalic anhydride, benzoic acid, salicylic acid, and acetylsalicylic acid
- heavy compounds such as N-nitroso-diphenylamine, N-nitroso-phenyl- ⁇ -naphthylamine, and N-nitroso-trimethyl-dihydroquinoline.
- the inner rubber layer 11 and / or the outer rubber layer 13 are rubber layers using the rubber composition according to the above embodiment. From the viewpoint of the weather resistance of the hose, it is preferable to form at least the outer rubber layer 13 using the rubber composition according to the above embodiment.
- the inner rubber layer 11 is preferably formed using a rubber composition mainly composed of acrylonitrile butadiene rubber (NBR) having excellent oil resistance.
- the surface of the reinforcing layer 12 is metal-plated in order to improve adhesion with the rubber layer.
- This metal plating is a piano wire and a hard steel wire coated with brass (brass).
- brass coating copper is plated on the steel wire and zinc is plated on the copper and a heat diffusion treatment is applied to form the brass coating.
- the rubber composition metal laminate of the rubber composition and the reinforcing layer 12 is crosslinked, that is, vulcanized in the presence of sulfur, so that the rubber molecules forming the inner rubber layer 11 and the outer rubber layer 13 are spaced apart from each other. Cross-linked by sulfur. By this crosslinking, elasticity and tensile strength are imparted to the inner rubber layer 11 and the outer rubber layer 13, and the metal (copper, zinc) and sulfur constituting the brass coating are bonded at the interface with the reinforcing layer 12. The inner rubber layer 11 and the outer rubber layer 13 are bonded to the reinforcing layer 12.
- Sulfur is preferably blended with other materials when forming a compound as a rubber composition.
- molecular chains forming a diene polymer with sulfur are cross-linked by sulfur, and metal (copper, zinc) and sulfur at the interface between the inner rubber layer 11 and the outer rubber layer 13 and the reinforcing layer 12 are combined.
- metal copper, zinc
- Examples of the vulcanization method include a method in which the rubber composition is heated at a predetermined temperature for a predetermined time in the presence of sulfur.
- the vulcanization temperature is preferably 130 ° C. or higher and 180 ° C. or lower.
- the vulcanization time is preferably from 30 minutes to 240 minutes.
- the vulcanized rubber product in the present embodiment can be suitably used as a hydraulic hose or the like.
- a method for manufacturing a hydraulic hose or the like for example, a steam vulcanization method in which a rubber composition metal laminate is enclosed in a high-pressure vessel and crosslinked in a steam can, and the rubber composition metal laminate is covered with a nylon cloth or the like.
- an oven vulcanization method in which a product is vulcanized in a hot air drying furnace.
- the steam vulcanization method is a batch process
- the oven vulcanization method is a continuous process.
- an oven vulcanization method which is a continuous process is preferable.
- FIG. 2 is an explanatory diagram of a manufacturing process of a hydraulic hose using the rubber composition according to the embodiment of the present invention
- FIG. 3 is a diagram of the hydraulic hose using the rubber composition according to the embodiment of the present invention. It is explanatory drawing of a vulcanization
- the rubber hose has a rubber material extrusion process (step S101) for forming the internal rubber layer 11, a reinforcement layer 12 knitting process (step S102), and an external rubber layer 13 extrusion / vulcanization process (step). S103) and the mandrel 101 extraction step (step S104).
- the manufactured rubber hose is packed and shipped through a water pressure inspection and an inspection winding process.
- step S101 the unvulcanized inner rubber layer 11 is coated on the outer peripheral surface of the mandrel 101 fed from the unwinder 100 by the first extruder 102.
- the hose 103 covered with the internal rubber layer 11 is wound around the winding / unwinding machine 104.
- step S102 the hose 106, in which the reinforcing layer 12 is formed by braiding with the braiding machine 105 so as to cover the internal rubber layer 11 constituting the hose 103 fed out from the winding and unwinding machine 104, is unwound and unwound. Wind up on machine 107.
- a metal wire is used for the cord of the reinforcing layer 12.
- a steel wire plated with brass is used in order to improve the adhesion to rubber.
- the reinforcing layer 12 may be formed by winding a metal wire in a spiral around the inner rubber layer 11 formed around the mandrel 101.
- step S103 the unvulcanized outer rubber layer 13 is covered by the second extruder 108 on the reinforcing layer 12 of the hose 106 fed out from the winding unwinder 107 to form the hose body 109. Then, the formed hose body 109 is wound around the winder 110.
- the hose 112 vulcanized by performing a vulcanization process by the vulcanizer 111 while the hose body 109 is wound around the winder 110 after leaving the second extruder 108.
- the vulcanization step may be provided after the hose body 109 is wound up by the winder 110.
- a wrapping device 113 and an unwrapping device 114 for detaching a protective cloth such as a nylon cloth from the hose body 109 are provided before and after the vulcanizing device 111.
- the hose 115 before vulcanization in which the nylon cloth is wound by the wrapping device 13 becomes the hose 116 after vulcanization and before removing the nylon cloth. The vulcanization process will be described later.
- step S104 after vulcanization, the mandrel 101 is extracted from the unwrapped hose 116 unwound from the winder 110 by the mandrel extraction device 117, and the hose 118 is completed.
- a nylon cloth 119 is wound around the hose body 109 exiting the second extruder 108 by a lapping device 113.
- the hose body 109 covered with the nylon cloth 119 is carried into the vulcanizer 111.
- the vulcanizing device 111 is a hot air circulation type continuous vulcanizing device that advances vulcanization with hot air 120. This vulcanization method is an oven vulcanization method.
- the rubber composition according to the above-described embodiment can be suitably used for production of rubber products by other conventionally known vulcanization methods.
- vulcanization methods include press vulcanization, steam vulcanization, and hot water vulcanization.
- the manufacturing process by the continuous processing method is exemplified, but the vulcanized rubber product can also be manufactured by a method in which the rubber layer and the reinforcing layer are manufactured in separate processes and then bonded together.
- the adhesiveness between the rubber layer and the reinforcing layer is ensured even in the continuous production method by the oven vulcanization method.
- a good vulcanized rubber product can be provided.
- a composition that forms a rubber product having good adhesion to the reinforcing layer can be provided.
- This vulcanized rubber product can be suitably used for hydraulic hoses, high-pressure hoses and the like.
- Example 3 A rubber composition was prepared and evaluated in the same manner as in Example 1 except that 0.03 mol of diethylene glycol was blended instead of ethylene glycol. The amount of each component is shown in Table 1 below.
- Example 8 A rubber composition was prepared and evaluated in the same manner as in Example 1 except that 0.04 mol of diglycerin (manufactured by Sakamoto Yakuhin Co., Ltd.) was used instead of ethylene glycol. The amount of each component is shown in Table 1 below.
- Example 10 A rubber composition was prepared and evaluated in the same manner as in Example 4 except that the amount of sulfur was 4 parts by mass. The amount of each component is shown in Table 1 below.
- Example 11 Styrene butadiene rubber (trade name “Nipol 1502”, manufactured by Nippon Zeon Co., Ltd., emulsion polymerization SBR, bound styrene content 23.5 mass%, Mooney viscosity (ML1 + 4,100 ° C.) 52) 40 mass% and chloroprene rubber (trade name “ 0.043 mol per 100 parts by mass of a diene polymer containing 60% by mass of Denka Chloroprene S-41 ", manufactured by Denki Kagaku Kogyo Co., Ltd., non-sulfur modified chloroprene rubber, Mooney viscosity (ML1 + 4, 125 ° C) 47) Glycerin (manufactured by Sakamoto Yakuhin Co., Ltd.), 0.55 parts by mass of sulfur (manufactured by Hosoi Chemical Co., Ltd.), and 0.8 parts by mass of thiuram vulcanization accelerator (tetramethylthiuram monosulfte
- Blended with anti-degradation agent (trade name “Ozone Non 6C”, manufactured by Seiko Chemical Co., Ltd.) and 22 parts by weight of process oil (aromatic oil, product name “A-OMIX”, manufactured by Sankyo Oil Chemical Co., Ltd.)
- process oil aromatic oil, product name “A-OMIX”, manufactured by Sankyo Oil Chemical Co., Ltd.
- the rubber composition was prepared by kneading with The adhesiveness of the produced rubber composition was evaluated. The amount of each component is shown in Table 1 below.
- Example 1 A rubber composition was prepared and evaluated in the same manner as in Example 1 except that ethylene glycol was not blended. The amount of each component is shown in Table 2 below.
- Example 4 A rubber composition was prepared and evaluated in the same manner as in Example 1 except that the blending amount of ethylene glycol was 0.18 mol. The amount of each component is shown in Table 2 below.
- Example 6 A rubber composition was prepared and evaluated in the same manner as in Example 4 except that the amount of glycerin was 0.10 mol and the amount of sulfur was 0.45 parts by mass. The amount of each component is shown in Table 2 below.
- Example 7 A rubber composition was prepared and evaluated in the same manner as in Example 1 except that 0.02 mol of polyglycerin A (molecular weight 330) was blended in place of ethylene glycol. The amount of each component is shown in Table 2 below.
- Example 8 A rubber composition was prepared and evaluated in the same manner as in Example 1 except that 0.02 mol of polyglycerin B (molecular weight 500) was used instead of ethylene glycol. The amount of each component is shown in Table 2 below.
- Example 9 A rubber composition was prepared and evaluated in the same manner as in Example 11 except that the amount of glycerin was 0.003 mol and the amount of sulfur was 0.8 parts by mass. The amount of each component is shown in Table 2 below.
- Comparative Example 10 A rubber composition was prepared and evaluated in the same manner as in Comparative Example 9 except that the amount of glycerin was 0.174 mol. The amount of each component is shown in Table 2 below.
- NBR trade name “Nancar 3345”, manufactured by Nanteru Chemical Industry Co., Ltd., acrylonitrile content: 34% by mass
- EPDM Trade name “EPT 4070”, manufactured by Mitsui Chemicals, ethylene content 56 mass%, ethylidene norbornene content 8 mass%, Mooney viscosity (ML1 + 4, 125 ° C.) 47
- SBR trade name “Nipol 1502”, manufactured by Nippon Zeon Co., Ltd., emulsion polymerization SBR, bound styrene content 23.5 mass%
- CR Trade name “Denka Chloroprene S-41”, manufactured by Denki Kagaku Kogyo Co., Ltd., non-sulfur modified chloroprene rubber, Mooney visco
- Vulcanization accelerator A Nt-butylbenzothiazole-2-sulfenamide, trade name “Noxeller NS-P”, manufactured by Ouchi Shinko Chemical Industry Co., Ltd.
- Vulcanization accelerator B Tetramethylthiuram monosulfide, product Name “Sunseller TS-G”, Sanshin Chemical Industry Co., Ltd.
- Vulcanization Accelerator C Diphenylguanidine, Product Name “Soccinol DG”, Residential Chemical Co., Scorch inhibitor: N-cyclohexylthiophthalimide, FLEXSYS Co., Ltd., Carbon Black A: ISAF grade carbon black: Trade name “Show Black N220”, Showa Cabot Co., Ltd., Carbon Black B: FEF grade carbon black: Product Name “HTC # 100”, manufactured by Shin-Nippon Carbon Co., Ltd.
- a reinforcing layer was formed by winding a brass plating wire in a blade shape on a mandrel having an outer diameter of 34 mm.
- an unvulcanized hose-shaped test piece was obtained by laminating an unvulcanized sheet having a thickness of 2.5 mm prepared from each of the obtained rubber compositions on the reinforcing layer.
- a curing tape (protective cloth) made of nylon 66 was wrapped so as to cover the outside of the unvulcanized hose-like test piece and vulcanized.
- Vulcanization was carried out under the following two conditions, and the hose-like vulcanized test piece obtained was evaluated for adhesion strength and with rubber. In addition, adhesive strength and with rubber
- gum are the average values of the value measured 10 times, respectively.
- -Vulcanization condition 1 An unvulcanized hose-like specimen prepared using the rubber composition immediately after kneading was vulcanized for 90 minutes in a steam can at 142 ° C (steam vulcanization).
- -Vulcanization condition 2 An unvulcanized hose-like specimen prepared using the rubber composition immediately after kneading was vulcanized in an atmospheric oven at 142 ° C for 135 minutes (oven vulcanization).
- the adhesive strength (kN / m) is the magnitude of force per unit width (m) required for peeling the outer rubber layer from the interface between the outer rubber layer and the reinforcing layer at a peeling speed of 50 mm / min ( kN).
- the term “with rubber” refers to the ratio of the outer rubber layer of the hose-like vulcanized test piece remaining on the surface of the reinforcing layer and the area ratio of the remaining rubber layer to the entire surface area of the reinforcing layer expressed as a percentage. is there.
- the values of adhesive strength (kN / m) and with rubber (%) are average values measured 10 times.
- the evaluation results are shown in Tables 3 and 4. The evaluation results are shown as an index in Comparative Example 1 with 100 as the result of 100 adhesion
- Adhesion test 2 Adhesion was evaluated in the same manner as in Adhesion Test 1 except that each hose-like vulcanization test piece obtained under vulcanization condition 2 was used.
- Adhesion test 3 Each hose-like vulcanized test piece obtained under vulcanization condition 1 was stored in a constant temperature and humidity chamber at 50 ° C. and 95% relative humidity (% RH) for 1 week, and then the adhesion was evaluated in the same manner as in Adhesion Test 1. did.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
金属表面との接着性に優れるゴム層が得られるゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品を提供すること。本発明のゴム組成物は、硫黄による加硫が可能なジエン系重合体100質量部に対して、0.5質量部以上4質量部以下の硫黄と、0.004mol以上0.17mol以下の分子量300以下の多価アルコール化合物とを含有することを特徴とする。
Description
本発明は、ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品に関し、詳しくは、加硫剤を含有するゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品に関する。
従来、表面がブラス(真鍮)などの金属でめっきされた補強層を、一対のゴム層で挟持した油圧ホース及び高圧ホースの製造用のクロロプレン系ゴム組成物が提案されている(例えば、特許文献1参照)。このゴム組成物においては、硫黄類及びグアニジン類などの加硫促進剤を含有するので、ゴム組成物からなるゴム層の架橋特性が向上し、補強層の金属表面とゴム層との接着性が良好となる。
ところで、上述したホースの製造方法としては、スチームでゴム組成物を加熱してゴム組成物を加硫するスチーム加硫方式と、オーブンでゴム組成物を加硫してゴム組成物を加硫するオーブン加硫方式とがある。オーブン加硫方式は、連続的に加硫を行うことができるので、ホースの生産性を向上することができる。
しかしながら、オーブン加硫方式でゴム組成物の加硫を行った場合、加硫時に水分の蒸発が著しく、ゴム層と補強層との十分な接着性が必ずしも得られない場合がある。このため、スチーム加硫方式だけでなく、オーブン加硫方式などの熱風加硫方式で加硫する場合であっても、補強層の金属表面との接着性に優れるゴム層が得られるゴム組成物が望まれている。
本発明は、このような実情に鑑みてなされたものであり、金属表面との接着性に優れるゴム層が得られるゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品を提供することを目的とする。
本発明のゴム組成物は、硫黄による加硫が可能なジエン系重合体100質量部に対して、0.5質量部以上4質量部以下の硫黄と、0.004mol以上0.17mol以下の分子量300以下の多価アルコール化合物とを含有することを特徴とする。
このゴム組成物によれば、ゴム組成物中の硫黄の含有量及び多価アルコール化合物に由来する水酸基当量が適度な範囲となるので、多価アルコール化合物による硫黄と金属表面との結合形成反応の触媒機能が効率良く発現される。これにより、このゴム組成物は、組成物が乾燥しやすい熱風加硫方式及びスチーム加硫方式のいずれの加硫方式を用いて加硫する場合であっても、補強層などの金属表面との接着性に優れたゴム層を得ることが可能となる。
本発明のゴム組成物においては、前記多価アルコール化合物が、下記一般式(1)で表される化合物であることが好ましい。

(式(1)中、R1は、水素原子又はエーテル結合及び分岐を含んでいてもよい炭素数が1以上5以下のモノ又はポリヒドロキシアルキル基を表し、R2は、エーテル結合及び分岐を含んでいてもよい炭素数が1以上5以下のモノ又はポリヒドロキシアルキル基を表す。)
本発明のゴム組成物金属積層体は、金属表面を有する補強層と、前記金属表面上に設けられた上記ゴム組成物を含むゴム層とを備えたことを特徴とする。
このゴム組成物金属積層体によれば、ゴム組成物中の硫黄の含有量及び多価アルコール化合物に由来する水酸基当量が適度な範囲となるので、多価アルコール化合物による硫黄と金属表面との結合形成反応の触媒機能が効率良く発現される。これにより、このゴム組成物金属積層体は、組成物が乾燥しやすい熱風加硫方式及びスチーム加硫方式のいずれの加硫方式を用いて加硫する場合であっても、補強層の金属表面とゴム層との接着性に優れたゴム組成物金属積層体を得ることが可能となる。
本発明のゴム組成物金属積層体においては、前記金属表面がブラスめっきされてなることが好ましい。
本発明のゴム組成物金属積層体においては、前記補強層がワイヤを編み上げた編組構造又はスパイラル構造を有することが好ましい。
本発明の加硫ゴム製品は、上記ゴム組成物を用いて得られたことを特徴とする。
本発明の加硫ゴム製品は、上記ゴム組成物金属積層体の前記ゴム層が硫黄の存在下で加硫され、前記補強層と接着された加硫ゴム製品であることが好ましい。
本発明の加硫ゴム製品においては、ホースであることが好ましい。
本発明によれば、金属表面との接着性に優れるゴム層が得られるゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品を実現できる。
以下、本発明の一実施の形態について、添付図面を参照して詳細に説明する。なお、本発明は、以下の実施の形態に限定されるものではなく、適宜変更して実施可能である。
本実施の形態に係るゴム組成物は、硫黄による加硫が可能なジエン系重合体100質量部に対して、0.5質量部以上4質量部以下の硫黄と、0.004mol以上0.17mol以下の分子量300以下の多価アルコール化合物とを含有する。
このゴム組成物によれば、ジエン系重合体に対して所定量の硫黄、所定量の多価アルコール化合物を含有するので、ゴム組成物における硫黄の含有量と水酸基当量とが適度な範囲となり、多価アルコール化合物による硫黄と金属表面との結合形成反応の触媒機能が効率良く発現される。これにより、このゴム組成物は、組成物が乾燥しやすく、硫黄と金属表面との結合形成反応の触媒機能を有する水が減少する熱風加硫方式及びスチーム加硫方式のいずれの加硫方式を用いて加硫する場合であっても、金属表面とゴム層との接着性に優れたゴム層を得ることが可能となる。以下、本実施の形態に係るゴム組成物の各種成分について詳細に説明する。
<ジエン系重合体>
ジエン系重合体としては、硫黄と加硫可能なものを用いる。ここで、硫黄と加硫可能とは、硫黄を媒介として架橋構造が形成される性質を意味する。他のジエン系重合体としては、例えば、天然ゴム(NR)、クロロプレンゴム(CR)、イソプレンゴム(IR)、スチレンブタジエンゴム(SBR)、アクリロニトリル-ブタジエンゴム(NBR)、エチレン-プロピレン-ジエンゴム(EPDM)、塩素化ポリエチレンゴム(CM)、及びクロロスルホン化ポリエチレンゴム(CSM)が挙げられる。これらを用いることにより、ゴム組成物に要求されるホース用としての諸物性を高次元で発揮できる。これらの中でも、補強層の金属表面とゴム層との高い接着性が得られる観点から、クロロプレンゴム(CR)、スチレンブタジエンゴム(SBR)、及びアクリロニトリル-ブタジエンゴム(NBR)、エチレン-プロピレン-ジエンゴム(EPDM)が好ましい。これらのジエン系重合体は、1種を単独で用いてもよく、2種以上を併用してもよい。
ジエン系重合体としては、硫黄と加硫可能なものを用いる。ここで、硫黄と加硫可能とは、硫黄を媒介として架橋構造が形成される性質を意味する。他のジエン系重合体としては、例えば、天然ゴム(NR)、クロロプレンゴム(CR)、イソプレンゴム(IR)、スチレンブタジエンゴム(SBR)、アクリロニトリル-ブタジエンゴム(NBR)、エチレン-プロピレン-ジエンゴム(EPDM)、塩素化ポリエチレンゴム(CM)、及びクロロスルホン化ポリエチレンゴム(CSM)が挙げられる。これらを用いることにより、ゴム組成物に要求されるホース用としての諸物性を高次元で発揮できる。これらの中でも、補強層の金属表面とゴム層との高い接着性が得られる観点から、クロロプレンゴム(CR)、スチレンブタジエンゴム(SBR)、及びアクリロニトリル-ブタジエンゴム(NBR)、エチレン-プロピレン-ジエンゴム(EPDM)が好ましい。これらのジエン系重合体は、1種を単独で用いてもよく、2種以上を併用してもよい。
ジエン系重合体の配合量としては、ゴム混合加工性が良好となる観点及びゴム外観が良好になる観点から、ゴム組成物全体に対して20質量%以上70質量%以下が好ましい。
<加硫剤>
本実施の形態に係るゴム組成物は、加硫剤として硫黄を含有する。硫黄としては、粉末硫黄、沈降性硫黄、高分散性硫黄、表面処理硫黄、及び不溶性硫黄が挙げられる。
本実施の形態に係るゴム組成物は、加硫剤として硫黄を含有する。硫黄としては、粉末硫黄、沈降性硫黄、高分散性硫黄、表面処理硫黄、及び不溶性硫黄が挙げられる。
硫黄の含有量は、ジエン系重合体100質量部に対して、0.5質量部以上4.0質量部以下である。硫黄の含有量が0.5質量部以上4.0質量部以下であれば、ゴム組成物の加硫時に硫黄と金属表面との結合が十分に形成され、ゴム層と金属表面との十分な接着性が得られる。硫黄の含有量は、ゴム層と金属表面との接着性の観点から、ジエン系重合体100質量部に対して、0.55質量部以上が好ましく、0.6質量部以上がより好ましく、0.65質量部以上が更に好ましく、0.7質量部以上がより更に好ましく、また3.75質量部以下が好ましく、3.5質量部以下がより好ましく、3.25質量部以下が更に好ましく、3.0質量部以下がより更に好ましい。以上を考慮すると、硫黄の含有量は、ジエン系重合体100質量部に対して、0.55質量部以上3.75質量部以下が好ましく、0.6質量部以上3.5質量部以下がより好ましく、0.65質量部以上3.25質量部以下が更に好ましく、0.7質量部以上3.0質量部以下がより更に好ましい。
本実施の形態に係るゴム組成物においては、本発明の効果を奏する範囲内で、硫黄以外の加硫剤を含んでいてもよい。硫黄以外の加硫剤としては、例えば、硫黄系、有機過酸化物系、金属酸化物系、フェノール樹脂、キノンジオキシムなどの加硫剤が挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。硫黄系の加硫剤としては、例えば、テトラメチルチウラムジスルフィド(TMTD)、テトラエチルチウラムジスルフィド(TETD)、テトラブチルチウラムジスルフィド(TBTD)、ジペンタメチレンチウラムテトラスルフィド(DPTT)、テトラベンジルチウラムジスルフィド、及びジモルフォリンジサルファイド、アルキルフェノールジサルファイドなどの有機含硫黄化合物を挙げることができる。
有機過酸化物系の加硫剤としては、例えば、ジクミルペルオキシド、ベンゾイルパーオキサイド、t-ブチルヒドロパーオキサイド、2,4-ジクロロベンゾイルパーオキサイド、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン、2,5-ジメチルヘキサン-2,5-ジ(パーオキシルベンゾエート)が挙げられる。
その他の加硫剤としては、例えば、亜鉛華、酸化マグネシウム、フェノール樹脂などの樹脂、p-キノンジオキシム、p-ジベンゾイルキノンジオキシム、ポリ-p-ジニトロソベンゼン、及びメチレンジアニリンなどが挙げられる。
<加硫促進剤>
本実施の形態に係るゴム組成物は、更に、加硫促進剤を含有することが好ましい。加硫促進剤としては、例えば、アルデヒド-アンモニア系加硫促進剤、アルデヒド-アミン系加硫促進剤、チオウレア系加硫促進剤、グアニジン系加硫促進剤、チアゾール系加硫促進剤、スルフェンアミド系加硫促進剤、チウラム系加硫促進剤、ジチオカルバミン酸塩系加硫促進剤、及びキサントゲン酸塩系加硫促進剤が挙げられる。これらは、単独で用いてもよく、2種以上を併用してもよい。
本実施の形態に係るゴム組成物は、更に、加硫促進剤を含有することが好ましい。加硫促進剤としては、例えば、アルデヒド-アンモニア系加硫促進剤、アルデヒド-アミン系加硫促進剤、チオウレア系加硫促進剤、グアニジン系加硫促進剤、チアゾール系加硫促進剤、スルフェンアミド系加硫促進剤、チウラム系加硫促進剤、ジチオカルバミン酸塩系加硫促進剤、及びキサントゲン酸塩系加硫促進剤が挙げられる。これらは、単独で用いてもよく、2種以上を併用してもよい。
チウラム系加硫促進剤としては、例えば、テトラメチルチウラムモノスルフィド(TS)、及びテトラメチルチウラムジスルフィド(TT)などが挙げられる。グアニジン系加硫促進剤としては、例えば、ジフェニルグアニジンなどが挙げられる。スルフェンアミド系加硫促進剤としては、例えば、N-t-ブチルベンゾチアゾール-2-スルフェンアミドなどが挙げられる。チオウレア系加硫促進剤としては、例えば、エチレンチオウレアなどが挙げられる。
加硫促進剤の含有量は、ジエン系重合体100質量部に対して、加硫特性が向上してゴム組成物を用いたゴム層と金属表面との接着性が向上する観点から、0.5質量部以上が好ましく、0.75質量部以上がより好ましく、1.0質量部以上が更に好ましく、また3.5質量部以下が好ましく、3.0質量部以下がより好ましく、2.5質量部以下が更に好ましい。
<多価アルコール>
本実施の形態に係るゴム組成物は、分子量が300以下の多価アルコール化合物を含有する。多価アルコール化合物としては、分子量が300以下の2以上の水酸基を含有する化合物であれば、本発明の効果を奏する範囲で各種化合物を用いることができる。この多価アルコール化合物は、ゴム組成物の加硫時に加硫剤としての硫黄と金属表面の金属原子との結合形成反応を触媒する機能を有するので、ゴム組成物を含むゴム層と金属表面との接着性を向上させることができる。
本実施の形態に係るゴム組成物は、分子量が300以下の多価アルコール化合物を含有する。多価アルコール化合物としては、分子量が300以下の2以上の水酸基を含有する化合物であれば、本発明の効果を奏する範囲で各種化合物を用いることができる。この多価アルコール化合物は、ゴム組成物の加硫時に加硫剤としての硫黄と金属表面の金属原子との結合形成反応を触媒する機能を有するので、ゴム組成物を含むゴム層と金属表面との接着性を向上させることができる。
本実施の形態に係るゴム組成物においては、多価アルコール化合物としては、ゴム組成物を含むゴム層と補強層との接着性の観点から、下記一般式(1)で表される多価アルコール化合物が好ましい。
(式(1)中、R1は、水素原子又はエーテル結合及び分岐を含んでいてもよい炭素数が1以上5以下のモノ又はポリヒドロキシアルキル基を表し、R2は、エーテル結合及び分岐を含んでいてもよい炭素数が1以上5以下のモノ又はポリヒドロキシアルキル基を表す。)
上記一般式(1)において、R1としては、例えば、ヒドロキシメチル基、1-ヒドロキシエチル基、2-ヒドロキシエチル基、ジヒドロキシエチル基、1-ヒドロキシプロピル基、2-ヒドロキシプロピル基、3-ヒドロキシプロピル基、ジヒドロキシプロピル基、トリヒドロキシプロピル基、1-ヒドロキシブチル基、2-ヒドロキシブチル基、3-ヒドロキシブチル基、4-ヒドロキシブチル基、ジヒドロキシブチル基、トリヒドロキシブチル基、テトラヒドロキシブチル基、ペンタヒドロキシブチル基、1-ヒドロキシペンチル基、2-ヒドロキシペンチル基、3-ヒドロキシペンチル基、4-ヒドロキシペンチル基、5-ヒドロキシペンチル基、ジヒドロキシペンチル基、トリヒドロキシペンチル基、テトラヒドロキシペンチル基、ペンタヒドロキシペンチル基、メトキシメチル基、ヒドロキシエトキシエチル基、ジヒドロキシプロポキシメチル基、ジヒドロキシプロポキシエチル基、トリヒドロキシプロポキシメチル基、及びトリヒドロキシプロポキシエチル基などが挙げられる。
上記一般式(1)において、R2としては、例えば、ヒドロキシメチル基、1-ヒドロキシエチル基、2-ヒドロキシエチル基、ジヒドロキシエチル基、1-ヒドロキシプロピル基、2-ヒドロキシプロピル基、3-ヒドロキシプロピル基、ジヒドロキシプロピル基、トリヒドロキシプロピル基、1-ヒドロキシブチル基、2-ヒドロキシブチル基、3-ヒドロキシブチル基、4-ヒドロキシブチル基、ジヒドロキシブチル基、トリヒドロキシブチル基、テトラヒドロキシブチル基、ペンタヒドロキシブチル基、1-ヒドロキシペンチル基、2-ヒドロキシペンチル基、3-ヒドロキシペンチル基、4-ヒドロキシペンチル基、5-ヒドロキシペンチル基、ジヒドロキシペンチル基、トリヒドロキシペンチル基、テトラヒドロキシペンチル基、ペンタヒドロキシペンチル基、メトキシメチル基、ヒドロキシエトキシエチル基、ジヒドロキシプロポキシメチル基、ジヒドロキシプロポキシエチル基、トリヒドロキシプロポキシメチル基、及びトリヒドロキシプロポキシエチル基などが挙げられる。
上記一般式(1)で表される多価アルコール化合物としては、例えば、エチレングリコール、プロピレングリコール、ブチレングリコール、ペンチレングリコール、ジエチレングリコール、トリエチレングリコール、グリセリン、1,2,6-トリヒドロキシヘキサン、ジグリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトール及びヘキサントリオールなどが挙げられる。これらの中でも、多価アルコール化合物としては、ゴム組成物を用いたゴム層と金属表面との接着性に優れるゴム組成物が得られる観点から、エチレングリコール、ジエチレングリコール、グリセリン、ヘキサントリオール、ジグリセリン、及びソルビトールからなる群から選択された少なくとも1種が好ましい。
多価アルコール化合物の含有量は、ジエン系重合体100質量部に対して、0.004mol以上0.17mol以下である。多価アルコール化合物の含有量が上記範囲内であれば、ゴム組成物中の水酸基当量が適度な範囲となるので、硫黄と金属表面との結合反応の触媒効果が十分に得られ、ゴム組成物を用いたゴム層と金属表面との接着性に優れた組成物が得られる。多価アルコール化合物の含有量は、ジエン系重合体100質量部に対して、0.01mol以上が好ましく、0.02mol以上がより好ましく、また0.165mol以下が好ましく、0.0155mol以下がより好ましく、以上を考慮すると、多価アルコール化合物の含有量は、ジエン系重合体100質量部に対して、0.01mol以上0.165mol以下が好ましく、0.02mol以上0.155mol以下がより好ましい。
[その他添加剤]
また、ゴム組成物は、本発明の効果を奏する範囲で、必要に応じて、その他の添加剤を含有することができる。その他の添加剤としては、例えば、充填材、可塑剤、軟化剤、老化防止剤、有機系活性剤、酸化防止剤、帯電防止剤、難燃剤、架橋促進助剤、加硫遅延剤、オゾン劣化剤、プロセスオイル(アロマオイル)及び接着助剤が挙げられる。
また、ゴム組成物は、本発明の効果を奏する範囲で、必要に応じて、その他の添加剤を含有することができる。その他の添加剤としては、例えば、充填材、可塑剤、軟化剤、老化防止剤、有機系活性剤、酸化防止剤、帯電防止剤、難燃剤、架橋促進助剤、加硫遅延剤、オゾン劣化剤、プロセスオイル(アロマオイル)及び接着助剤が挙げられる。
充填材としては、例えば、カーボンブラック、シリカ(ホワイトカーボン)、クレー、タルク、酸化鉄、酸化亜鉛(ZnO)、酸化チタン、酸化バリウム、酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、炭酸亜鉛、硫酸バリウム、マイカ(雲母)、及びケイソウ土などが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。カーボンブラックとしては、用途に応じて適宜選択して使用することができる。カーボンブラックとしては、ISAF級及びFEF級などが好ましい。シリカとしては、例えば、結晶性シリカ、沈殿シリカ、非晶質シリカ(例えば、高温処理シリカ)、ヒュームドシリカ、焼成シリカ、沈降シリカ、粉砕シリカ、及び溶融シリカなどが挙げられる。特に、シリカは、カーボンブラックと同様に、カーボンゲル(バウンドラバー)を生成することが知られており、必要に応じて好適に用いることができる。クレーとしては、ハードクレー、ろう石クレー、カオリンクレー、及び焼成クレーなどが挙げられる。
可塑剤としては、例えば、ジオクチルフタレート(DOP)、ジブチルフタレート(DBP)、アジピン酸ジオクチル(DOA)、コハク酸イソデシル、ジエチレングリコールジベンゾエート、ペンタエリスリトールエステル、オレイン酸ブチル、アセチルリシノール酸メチル、リン酸トリクレジル、リン酸トリオクチル、トリメリット酸エステル、アジピン酸プロピレングリコールポリエステル、及びアジピン酸ブチレングリコールポリエステル、ナフテンオイルなどが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
軟化剤としては、具体的には、例えば、アロマ系オイル、ナフテン系オイル、パラフィン系オイル、石油樹脂、植物油、及び液状ゴムなどが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
老化防止剤としては、例えば、N-(1,3-ジメチルブチル)-N′-フェニル-p-フェニレンジアミン(6PPD)、N,N′-ジナフチル-p-フェニレンジアミン(DNPD)、N-イソプロピル-N′-フェニル-p-フェニレンジアミン(IPPD)、スチレン化フェノール(SP)、及び2,2,4-トリメチル-1,2-ジヒドロキノリン重合物(RD)などが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
有機系活性剤としては、例えば、ステアリン酸、オレイン酸、ラウリン酸、ステアリン酸亜鉛などが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
酸化防止剤としては、例えば、ブチルヒドロキシトルエン(BHT)、ブチルヒドロキシアニソール(BHA)が挙げられる。
帯電防止剤としては、例えば、第四級アンモニウム塩;ポリグリコール、エチレンオキサイド誘導体などの親水性化合物が挙げられる。
難燃剤としては、例えば、クロロアルキルホスフェート、ジメチル・メチルホスホネート、臭素・リン化合物、アンモニウムポリホスフェート、ネオペンチルブロマイド-ポリエーテル、及び臭素化ポリエーテルなどが挙げられる。また、非ハロゲン系難燃剤としては、例えば、水酸化アルミニウム、水酸化マグネシウム、トリクレジル・ホスフェート、及びジフェニルクレジル・ホスフェートが挙げられる。
架橋促進助剤としては、一般的なゴム用助剤を併せて用いることができる。ゴム用助剤としては、例えば、亜鉛華;ステアリン酸、オレイン酸、これらのZn塩を用いることができる。
加硫遅延剤としては、例えば、無水フタル酸、安息香酸、サリチル酸、アセチルサリチル酸などの有機酸;N-ニトロソ-ジフェニルアミン、N-ニトロソ-フェニルーβ-ナフチルアミン、N-ニトロソ-トリメチルージヒドロキノリンの重合体などのニトロソ化合物;トリクロルメラニンなどのハロゲン化物;2-メルカプトベンツイミダゾール、及びN-(シクロヘキシルチオ)フタルイミド(PVI)などが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
接着助剤としては、例えば、トリアジンチオール系化合物(例えば、2,4,6-トリメルカプト-1,3,5-トリアジン、6-ブチルアミノ-2,4-ジメルカプト-1,3,5-トリアジン)、レゾルシン、クレゾール、レゾルシン-ホルマリンラテックス、モノメチロールメラミン、モノメチロール尿素、エチレンマレイミド、ナフテン酸コバルト、ステアリン酸コバルト、バーサチック酸コバルト、及びドデカン酸コバルトなどが挙げられる。これらは、1種を単独で用いてもよく、又は2種以上を併用してもよい。
<ゴム組成物の製造方法>
本実施の形態に係るゴム組成物は、従来公知の製造方法により製造できる。本実施の形態に係るゴム組成物の製造方法としては、例えば、まず、上記ジエン系重合体と、必要に応じてその他のジエン系重合体及びジエン系重合体以外の重合体と上記各種添加剤などとを配合する。そして、バンバリーミキサー、及びニーダーなどの密閉式混合機、ロールなどの混練ロール機、押出し機、及び二軸押出機などを用いて混練する製造方法が挙げられる。
本実施の形態に係るゴム組成物は、従来公知の製造方法により製造できる。本実施の形態に係るゴム組成物の製造方法としては、例えば、まず、上記ジエン系重合体と、必要に応じてその他のジエン系重合体及びジエン系重合体以外の重合体と上記各種添加剤などとを配合する。そして、バンバリーミキサー、及びニーダーなどの密閉式混合機、ロールなどの混練ロール機、押出し機、及び二軸押出機などを用いて混練する製造方法が挙げられる。
[ゴム組成物金属積層体]
本実施の形態に係るゴム組成物金属積層体は、上記ゴム組成物と表面を金属めっきしたワイヤ補強層との積層体である。この積層体としては、例えば、高圧ホース及び油圧ホースなどが挙げられる。図1は、本実施の形態に係る油圧ホースの一例を示す一部破断斜視図である。図1に示すように、ホース1は、円筒状に形成され、内部を流体が通過する内部ゴム層11と、内部ゴム層11の外側に設けられる補強層12と、補強層12の外側に設けられる外部ゴム層13とを有する。補強層12は、内部ゴム層11と外部ゴム層13との間に挟みこまれるように配設されている。内部ゴム層11、補強層12、及び外部ゴム層13は、内部ゴム層11及び外部ゴム層13の加硫により接着固定される。
本実施の形態に係るゴム組成物金属積層体は、上記ゴム組成物と表面を金属めっきしたワイヤ補強層との積層体である。この積層体としては、例えば、高圧ホース及び油圧ホースなどが挙げられる。図1は、本実施の形態に係る油圧ホースの一例を示す一部破断斜視図である。図1に示すように、ホース1は、円筒状に形成され、内部を流体が通過する内部ゴム層11と、内部ゴム層11の外側に設けられる補強層12と、補強層12の外側に設けられる外部ゴム層13とを有する。補強層12は、内部ゴム層11と外部ゴム層13との間に挟みこまれるように配設されている。内部ゴム層11、補強層12、及び外部ゴム層13は、内部ゴム層11及び外部ゴム層13の加硫により接着固定される。
<ゴム層>
上述したように、内部ゴム層11及び/又は外部ゴム層13は、上記実施の形態に係るゴム組成物を用いたゴム層である。ホースの耐候性の観点から、少なくとも外部ゴム層13を上記実施の形態に係るゴム組成物を用いて形成するのが好ましい。内部ゴム層11は、耐油性に優れたアクリロニトリルブタジエンゴム(NBR)を主成分とするゴム組成物を用いて形成することが好ましい。
上述したように、内部ゴム層11及び/又は外部ゴム層13は、上記実施の形態に係るゴム組成物を用いたゴム層である。ホースの耐候性の観点から、少なくとも外部ゴム層13を上記実施の形態に係るゴム組成物を用いて形成するのが好ましい。内部ゴム層11は、耐油性に優れたアクリロニトリルブタジエンゴム(NBR)を主成分とするゴム組成物を用いて形成することが好ましい。
上記内部ゴム層11の厚みは、例えば、0.2mm以上4.0mm以下が好ましく、0.5mm以上2.0mm以下がより好ましい。同様に、上記外部ゴム層13の厚みは、例えば0.2mm以上4.0mm以下が好ましく、0.5mm以上2.0mm以下がより好ましい。
<補強層>
補強層12は、鋼線材が編みこまれたワイヤブレードであり、ワイヤの表面がブラスめっきされている。油圧ホース1の強度保持の観点から内部ゴム層11と外部ゴム層13との間に設けられる層である。なお、図1に示した例では、補強層12を一層としているが、層間に中間ゴム層が配置された複数の補強層12を設けるようにしてもよい。補強層12は、ワイヤブレードのほか、内部ゴム層11周囲に鋼線材ワイヤをらせん状に巻きつけたスパイラルワイヤとして形成されたものであってもよい。補強層12を形成する材料及び編み方や織り方又は巻き付け方は用途に応じて、例えば、耐圧力に応じて、適宜選択することができる。油圧ホースなどにおいては、ワイヤブレードにより補強層12を形成することが好ましい。
補強層12は、鋼線材が編みこまれたワイヤブレードであり、ワイヤの表面がブラスめっきされている。油圧ホース1の強度保持の観点から内部ゴム層11と外部ゴム層13との間に設けられる層である。なお、図1に示した例では、補強層12を一層としているが、層間に中間ゴム層が配置された複数の補強層12を設けるようにしてもよい。補強層12は、ワイヤブレードのほか、内部ゴム層11周囲に鋼線材ワイヤをらせん状に巻きつけたスパイラルワイヤとして形成されたものであってもよい。補強層12を形成する材料及び編み方や織り方又は巻き付け方は用途に応じて、例えば、耐圧力に応じて、適宜選択することができる。油圧ホースなどにおいては、ワイヤブレードにより補強層12を形成することが好ましい。
ワイヤ材料としては、例えば、ピアノ線(炭素鋼)、硬鋼線及びステンレス鋼線などが挙げられる。ワイヤ材料としては、加工性及び強度などの観点からピアノ線(炭素鋼)及び硬鋼線が特に好ましい。
補強層12は、ゴム層との接着性を高めるために、表面が金属めっきされる。この金属めっきは、ピアノ線及び硬鋼線にブラス(真鍮)コーティングが施されたものである。ブラスコーティングでは、銅が鋼ワイヤ上にめっきされ、亜鉛が銅の上にめっきされ、熱拡散処理を加えてブラスコーティングを形成する。
<加硫ゴム製品>
上記ゴム組成物と補強層12とのゴム組成物金属積層体は、硫黄の存在下で架橋、すなわち加硫されることによって、内部ゴム層11及び外部ゴム層13を形成するゴムの分子間が硫黄によって架橋される。この架橋により、内部ゴム層11及び外部ゴム層13に弾性と引っ張り強さが付与されると共に、補強層12との界面でブラスコーティングを構成する金属(銅、亜鉛)と硫黄とが結合して内部ゴム層11及び外部ゴム層13と補強層12とが接着される。
上記ゴム組成物と補強層12とのゴム組成物金属積層体は、硫黄の存在下で架橋、すなわち加硫されることによって、内部ゴム層11及び外部ゴム層13を形成するゴムの分子間が硫黄によって架橋される。この架橋により、内部ゴム層11及び外部ゴム層13に弾性と引っ張り強さが付与されると共に、補強層12との界面でブラスコーティングを構成する金属(銅、亜鉛)と硫黄とが結合して内部ゴム層11及び外部ゴム層13と補強層12とが接着される。
硫黄は、ゴム組成物としてのコンパウンドを形成する際に、他の材料とともに配合しておくことが好ましい。なお、硫黄の配合は、硫黄によりジエン系重合体を形成する分子鎖同士が硫黄により架橋され、内部ゴム層11及び外部ゴム層13と補強層12との界面における金属(銅、亜鉛)と硫黄との結合などにより内部ゴム層11及び外部ゴム層13と補強層12とが接着される限りにおいては、コンパウンド調製時の配合に限定されない。
加硫方法としては、硫黄の存在下でゴム組成物を所定温度で所定時間加熱処理する方法が挙げられる。加硫温度としては、130℃以上180℃以下が好ましい。加硫時間としては、30分以上240分以下が好ましい。この範囲の温度と時間との組み合わせによって、加硫ゴム製品として所望の物性、例えば弾性、引張強度、外観、ゴム-金属界面の接着性及びゴム-金属界面のゴム付きを得ることができる。
本実施の形態における加硫ゴム製品は、油圧ホースなどとして好適に用いることができる。油圧ホースなどの製造方法としては、例えば、高圧容器内にゴム組成物金属積層体を封入して蒸気缶内で架橋するスチーム加硫方式と、ゴム組成物金属積層体をナイロン布などで覆ったものを熱風乾燥炉内で加硫するオーブン加硫方式とが挙げられる。一般的に、スチーム加硫方式はバッチ式処理であり、オーブン加硫方式は連続式処理である。油圧ホースの製造方法としては、連続式処理であるオーブン加硫方式が好ましい。
<加硫ゴム製品の製造方法>
以下に、本実施の形態に係る加硫ゴム製品の製造方法について説明する。ここでは加硫ゴム製品として油圧ホースを製造する場合を例として説明する。
以下に、本実施の形態に係る加硫ゴム製品の製造方法について説明する。ここでは加硫ゴム製品として油圧ホースを製造する場合を例として説明する。
図2及び図3を参照して、本実施の形態に係る油圧ホースの製造方法について説明する。図2は、本発明の実施の形態に係るゴム組成物を用いた油圧ホースの製造工程の説明図であり、図3は、本発明の実施の形態に係るゴム組成物を用いた油圧ホースの加硫工程の説明図である。
<ホース製造工程>
図2に示すように、ゴムホースは、内部ゴム層11を形成するゴム材の押出し工程(ステップS101)、補強層12の編上げ工程(ステップS102)、外部ゴム層13の押出し・加硫工程(ステップS103)、及び、マンドレル101の抜出し工程(ステップS104)により得られる。製造されたゴムホースは、水圧検査、さらに検査巻取り工程を経て、梱包、出荷される。
図2に示すように、ゴムホースは、内部ゴム層11を形成するゴム材の押出し工程(ステップS101)、補強層12の編上げ工程(ステップS102)、外部ゴム層13の押出し・加硫工程(ステップS103)、及び、マンドレル101の抜出し工程(ステップS104)により得られる。製造されたゴムホースは、水圧検査、さらに検査巻取り工程を経て、梱包、出荷される。
まず、ステップS101においては、巻出機100から繰り出したマンドレル101の外周面に、第1押出機102により未加硫の内部ゴム層11を被覆する。内部ゴム層11を被覆したホース103は、巻取捲出機104に巻き取る。
次に、ステップS102において、巻取捲出機104から繰り出したホース103を構成する内部ゴム層11を覆うように、編組機105により編組して補強層12を形成したホース106を巻取捲出機107に巻き取る。この補強層12のコードには、金属ワイヤが用いられる。金属ワイヤは、ゴムとの接着性を良好にするために真鍮をめっきした鋼線が用いられる。なお、補強層12は、金属ワイヤをマンドレル101の周囲に形成した内部ゴム層11の周囲にスパイラルに巻き回すことにより形成してもよい。
次に、ステップS103においては、巻取捲出機107から繰り出したホース106の補強層12の上に、第2押出機108により未加硫の外部ゴム層13を被覆してホース本体109を形成し、形成したホース本体109を巻取機110に巻き取る。本実施の形態においては、ホース本体109が、第2押出機108を出てから巻取機110に巻き取られる間に、加硫装置111により加硫工程を実施して加硫したホース112を巻取機110で巻き取っているが、加硫工程は、ホース本体109を巻取機110で巻き取ったあとに設けてもよい。また、加硫装置111の前後には、ナイロン布などの保護布をホース本体109へ脱着するためのラッピング装置113及びアンラッピング装置114が設けられている。なお、図2においては、ラッピング装置13によりナイロン布が巻かれた加硫前のホース115は、加硫後、ナイロン布を取り外す前のホース116となる。加硫工程については後述する。
次に、ステップS104においては、加硫後、巻取機110から巻き出したアンラッピングしたホース116からマンドレル抜出装置117により、マンドレル101を抜き取ってホース118が完成する。
<加硫工程>
図3に示すように、第2押出機108を出たホース本体109は、ラッピング装置113によって周囲にナイロン布119が巻き回される。ナイロン布119で被覆されたホース本体109は、加硫装置111内に搬入される。加硫装置111は、熱風120により加硫を進行させる熱風循環型の連続加硫装置である。この加硫方式は、オーブン加硫方式である。
図3に示すように、第2押出機108を出たホース本体109は、ラッピング装置113によって周囲にナイロン布119が巻き回される。ナイロン布119で被覆されたホース本体109は、加硫装置111内に搬入される。加硫装置111は、熱風120により加硫を進行させる熱風循環型の連続加硫装置である。この加硫方式は、オーブン加硫方式である。
図4は、加硫装置に投入されるマンドレル101周囲の層構造の一例を説明する部分断面図である。図4に示すように、マンドレル101周囲には、内部ゴム層11が形成されて、更にその周囲には補強層12が形成され、更にその周囲には外部ゴム層13が形成されている。外部ゴム層13の周囲には、ナイロン布119が巻き付けられており、この状態で加熱されて加硫工程が進行する。
上述したように、加硫温度は130℃以上180℃以下、加硫時間すなわち加硫装置111内における加硫時間は30分以上240分以下であることが好ましい。この温度範囲及び加硫時間において、内部ゴム層11及び外部ゴム層13と補強層12との接着性が良好な油圧ホースが得られる。ここでは、上記実施の形態に係るゴム組成物を用いて内部ゴム層11及び/又は外部ゴム層13を形成することにより、内部ゴム層11及び/又は外部ゴム層13と金属製の補強層12との接着性が良好な油圧ホースを製造することができる。
なお、ゴム組成物によれば、加硫直前まで適度な水分を組成物中に安定に保持できるため、水分蒸発の大きなオーブン加硫方式においても、水分不足による接着不良及び接着性の低下を抑制できる。しかしながら、上記実施の形態に係るゴム組成物は、従来公知の他の加硫方式によるゴム製品の製造にも好適に使用できることはいうまでもない。他の加硫方式としては、例えば、プレス加硫、蒸気加硫、及び温水加硫などを挙げることができる。
また上記実施の形態においては、連続処理方式による製造工程を例示したが、ゴム層と補強層とを別工程で製造した後貼り合わせる方法によっても加硫ゴム製品を製造できる。
本実施の形態に係る製造方法によって製造される油圧ホースは、様々な用途に適用することができる。油圧ホースの用途としては、例えば、自動車用エアコンホース、パワーステアリングホース、建設車両の油圧系などに用いられる油圧ホースなどとして好適に用いることができる。
また、本実施の形態においては、ゴム組成物金属積層体及び加硫ゴム製品として油圧ホースを用いて説明したが、本発明はこれに限定されるものではなく、例えば、コンベヤベルトなど他のゴム積層体においても同様に用いることができる。
以上のように、ゴム組成物金属積層体、加硫ゴム製品、及び加硫ゴム製品の製造方法によれば、オーブン加硫方式による連続生産方式においても、ゴム層と補強層との接着性が良好な加硫ゴム製品を提供することができる。とりわけ加硫ゴム製品が湿熱状態で長期保管された後に使用される場合であっても、補強層との接着性が良好なゴム製品を形成する組成物を提供することができる。この加硫ゴム製品は、油圧ホース、高圧ホースなどに好適に用いることができる。
以下、本発明の効果を明確にするために行った実施例を参照して本発明をより詳細に説明する。なお、本発明は、以下の実施例及び比較例によって何ら限定されるものではない。
<1.ゴム組成物の調製>
(実施例1)
アクリロニトリル-ブタジエンゴム(商品名「Nancar 3345」、南帝化学工業社製、アクリロニトリル含有量34質量%、ムーニー粘度(ML1+4,100℃)45)40質量%、エチレン-プロピレン-ジエンゴム(商品名「EPT 4070」、三井化学社製、エチレン含有量56質量%、エチリデンノルボルネン含有量8質量%、ムーニー粘度(ML1+4,125℃)47)30質量%、及びスチレンブタジエンゴム(商品名「Nipol 1502」、日本ゼオン社製、乳化重合SBR、結合スチレン含有量23.5質量%、ムーニー粘度(ML1+4,100℃)52)30質量%を含有するジエン系重合体100質量部に対して、2.3質量部の硫黄(細井化学工業社製)と、0.05molのエチレングリコール(日本触媒社製)と、1.7質量部のスルフェンアミド系加硫促進剤(N-t-ブチルベンゾチアゾール-2-スルフェンアミド、商品名「ノクセラーNS-P」、大内新興化学工業社製)と、0.3質量部のスコーチ防止剤(N-シクロヘキシルチオフタルイミド、FLEXSYS社製)と、62質量部のISAF級カーボンブラック(商品名「ショウブラックN220」、昭和キャボット社製)、15質量部のハードクレー(商品名「Suprex Clay」、ケンタッキーテネシークレイカンパニー社製)、5質量部の酸化亜鉛3種(正同化学工業社製)と、1質量部のステアリン酸(日本油脂社製)と、2.4質量部のオゾン劣化防止剤(商品名「オゾンノン6C」、精工化学社製)と、10質量部の可塑剤(ジオクチルアジペート、商品名「DIACIZER DOA」、三菱化成ビニル社製)及び12質量部のプロセスオイル(アロマオイル、商品名「A-OMIX」、三共油化工業社製)を配合し、バンバリーキミサーで混練してゴム組成物を作製した。作製したゴム組成物の接着性を評価した。各成分の配合量を下記表1に示す。
(実施例1)
アクリロニトリル-ブタジエンゴム(商品名「Nancar 3345」、南帝化学工業社製、アクリロニトリル含有量34質量%、ムーニー粘度(ML1+4,100℃)45)40質量%、エチレン-プロピレン-ジエンゴム(商品名「EPT 4070」、三井化学社製、エチレン含有量56質量%、エチリデンノルボルネン含有量8質量%、ムーニー粘度(ML1+4,125℃)47)30質量%、及びスチレンブタジエンゴム(商品名「Nipol 1502」、日本ゼオン社製、乳化重合SBR、結合スチレン含有量23.5質量%、ムーニー粘度(ML1+4,100℃)52)30質量%を含有するジエン系重合体100質量部に対して、2.3質量部の硫黄(細井化学工業社製)と、0.05molのエチレングリコール(日本触媒社製)と、1.7質量部のスルフェンアミド系加硫促進剤(N-t-ブチルベンゾチアゾール-2-スルフェンアミド、商品名「ノクセラーNS-P」、大内新興化学工業社製)と、0.3質量部のスコーチ防止剤(N-シクロヘキシルチオフタルイミド、FLEXSYS社製)と、62質量部のISAF級カーボンブラック(商品名「ショウブラックN220」、昭和キャボット社製)、15質量部のハードクレー(商品名「Suprex Clay」、ケンタッキーテネシークレイカンパニー社製)、5質量部の酸化亜鉛3種(正同化学工業社製)と、1質量部のステアリン酸(日本油脂社製)と、2.4質量部のオゾン劣化防止剤(商品名「オゾンノン6C」、精工化学社製)と、10質量部の可塑剤(ジオクチルアジペート、商品名「DIACIZER DOA」、三菱化成ビニル社製)及び12質量部のプロセスオイル(アロマオイル、商品名「A-OMIX」、三共油化工業社製)を配合し、バンバリーキミサーで混練してゴム組成物を作製した。作製したゴム組成物の接着性を評価した。各成分の配合量を下記表1に示す。
(実施例2)
エチレングリコールの配合量を0.16molとしたこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
エチレングリコールの配合量を0.16molとしたこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例3)
エチレングリコールに代えてジエチレングリコールを0.03mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
エチレングリコールに代えてジエチレングリコールを0.03mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例4)
エチレングリコールに代えてグリセリン(坂本薬品社製)を0.0043mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
エチレングリコールに代えてグリセリン(坂本薬品社製)を0.0043mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例5)
グリセリンの配合量を0.043molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
グリセリンの配合量を0.043molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例6)
グリセリンの配合量を0.155molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
グリセリンの配合量を0.155molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例7)
エチレングリコールに代えて1,2,6-ヘキサントリオール(東京化成工業社製)を0.15mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
エチレングリコールに代えて1,2,6-ヘキサントリオール(東京化成工業社製)を0.15mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例8)
エチレングリコールに代えてジグリセリン(坂本薬品社製)を0.04mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
エチレングリコールに代えてジグリセリン(坂本薬品社製)を0.04mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例9)
エチレングリコールに代えてソルビトール(花王社製)を0.03mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
エチレングリコールに代えてソルビトール(花王社製)を0.03mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例10)
硫黄の配合量を4質量部としたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
硫黄の配合量を4質量部としたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表1に示す。
(実施例11)
スチレンブタジエンゴム(商品名「Nipol 1502」、日本ゼオン社製、乳化重合SBR、結合スチレン含有量23.5質量%、ムーニー粘度(ML1+4,100℃)52)40質量%及びクロロプレンゴム(商品名「デンカクロロプレンS-41」、電気化学工業社製、非硫黄変性クロロプレンゴム、ムーニー粘度(ML1+4,125℃)47)60質量%を含有するジエン系重合体100質量部に対して、0.043molのグリセリン(坂本薬品社製)と、0.55質量部の硫黄(細井化学工業社製)と、0.8質量部のチウラム系加硫促進剤(テトラメチルチウラムモノスルフィド、商品名「サンセラーTS-G」、三新化学工業社製)と、0.8質量部のグアニジン系加硫促進剤(ジフェニルグアニジン、商品名「ソクシノールD-G」、住友化学社製)と、95質量部のFEF級カーボンブラック(商品名「HTC#100」、新日化カーボン社製)と、5質量部の酸化亜鉛3種(正同化学工業社製)と、3質量部の酸化マグネシウム(商品名「キョーワマグ150」、協和化学工業社製)と、2質量部のステアリン酸(日本油脂社製)と、2.0質量部のオゾン劣化防止剤(商品名「オゾンノン6C」、精工化学社製)、及び22質量部のプロセスオイル(アロマオイル、商品名「A-OMIX」、三共油化工業社製)を配合し、バンバリーキミサーで混練してゴム組成物を作製した。作製したゴム組成物の接着性を評価した。各成分の配合量を下記表1に示す。
スチレンブタジエンゴム(商品名「Nipol 1502」、日本ゼオン社製、乳化重合SBR、結合スチレン含有量23.5質量%、ムーニー粘度(ML1+4,100℃)52)40質量%及びクロロプレンゴム(商品名「デンカクロロプレンS-41」、電気化学工業社製、非硫黄変性クロロプレンゴム、ムーニー粘度(ML1+4,125℃)47)60質量%を含有するジエン系重合体100質量部に対して、0.043molのグリセリン(坂本薬品社製)と、0.55質量部の硫黄(細井化学工業社製)と、0.8質量部のチウラム系加硫促進剤(テトラメチルチウラムモノスルフィド、商品名「サンセラーTS-G」、三新化学工業社製)と、0.8質量部のグアニジン系加硫促進剤(ジフェニルグアニジン、商品名「ソクシノールD-G」、住友化学社製)と、95質量部のFEF級カーボンブラック(商品名「HTC#100」、新日化カーボン社製)と、5質量部の酸化亜鉛3種(正同化学工業社製)と、3質量部の酸化マグネシウム(商品名「キョーワマグ150」、協和化学工業社製)と、2質量部のステアリン酸(日本油脂社製)と、2.0質量部のオゾン劣化防止剤(商品名「オゾンノン6C」、精工化学社製)、及び22質量部のプロセスオイル(アロマオイル、商品名「A-OMIX」、三共油化工業社製)を配合し、バンバリーキミサーで混練してゴム組成物を作製した。作製したゴム組成物の接着性を評価した。各成分の配合量を下記表1に示す。
(比較例1)
エチレングリコールを配合しなかったこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
エチレングリコールを配合しなかったこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例2)
グリセリンの配合量を0.003molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
グリセリンの配合量を0.003molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例3)
グリセリンの配合量を0.174molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
グリセリンの配合量を0.174molとしたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例4)
エチレングリコールの配合量を0.18molとしたこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
エチレングリコールの配合量を0.18molとしたこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例5)
グリセリンの配合量を0.10molとし、硫黄の配合量を4.5質量部としたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
グリセリンの配合量を0.10molとし、硫黄の配合量を4.5質量部としたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例6)
グリセリンの配合量を0.10molとし、硫黄の配合量を0.45質量部としたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
グリセリンの配合量を0.10molとし、硫黄の配合量を0.45質量部としたこと以外は、実施例4と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例7)
エチレングリコールに代えてポリグリセリンA(分子量330)を0.02mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
エチレングリコールに代えてポリグリセリンA(分子量330)を0.02mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例8)
エチレングリコールに代えてポリグリセリンB(分子量500)を0.02mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
エチレングリコールに代えてポリグリセリンB(分子量500)を0.02mol配合したこと以外は、実施例1と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例9)
グリセリンの配合量を0.003molとし、硫黄の配合量を0.8質量部としたこと以外は、実施例11と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
グリセリンの配合量を0.003molとし、硫黄の配合量を0.8質量部としたこと以外は、実施例11と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
(比較例10)
グリセリンの配合量を0.174molとしたこと以外は、比較例9と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。
グリセリンの配合量を0.174molとしたこと以外は、比較例9と同様にしてゴム組成物を作製して評価した。各成分の配合量を下記表2に示す。


なお、表1及び表2に記載した各成分の詳細は以下のとおりである。
・NBR:商品名「Nancar 3345」、南帝化学工業社製、アクリロニトリル含有量34質量%、ムーニー粘度(ML1+4,100℃)45
・EPDM:商品名「EPT 4070」、三井化学社製、エチレン含有量56質量%、エチリデンノルボルネン含有量8質量%、ムーニー粘度(ML1+4,125℃)47
・SBR:商品名「Nipol 1502」、日本ゼオン社製、乳化重合SBR、結合スチレン含有量23.5質量%、ムーニー粘度(ML1+4,100℃)52
・CR:商品名「デンカクロロプレンS-41」、電気化学工業社製、非硫黄変性クロロプレンゴム、ムーニー粘度(ML1+4,125℃)47
・エチレングリコール:日本触媒社製
・ジエチレングリコール:日本触媒社製
・グリセリン:坂本薬品社製
・1,2,6-ヘキサントリオール:東京化成工業社製
・ジグリセリン:坂本薬品社製
・ソルビトール:花王社製
・ポリグリセリンA:商品名:ポリグリセリン#310、分子量330、坂本薬品社製
・ポリグリセリンB:商品名:ポリグリセリン#500、分子量500、坂本薬品社製
・硫黄:細井化学工業社製
・加硫促進剤A:N-t-ブチルベンゾチアゾール-2-スルフェンアミド、商品名「ノクセラーNS-P」、大内新興化学工業社製
・加硫促進剤B:テトラメチルチウラムモノスルフィド、商品名「サンセラーTS-G」、三新化学工業社製
・加硫促進剤C:ジフェニルグアニジン、商品名「ソクシノールD-G」、住友化学社製
・スコーチ防止剤:N-シクロヘキシルチオフタルイミド、FLEXSYS社製
・カーボンブラックA:ISAF級カーボンブラック:商品名「ショウブラックN220」、昭和キャボット社製
・カーボンブラックB:FEF級カーボンブラック:商品名「HTC#100」、新日化カーボン社製
・ハードクレー:商品名「Suprex Clay」、ケンタッキーテネシークレイカンパニー社製
・酸化亜鉛:酸化亜鉛3種、正同化学工業社製
・酸化マグネシウム:商品名「キョーワマグ150」、協和化学工業社製
・ステアリン酸:日油社製
・オゾン劣化防止剤:商品名「オゾンノン6C」、精工化学社製
・可塑剤:ジオクチルアジペート、商品名「DIACIZER DOA」、三菱化成ビニル社製
・プロセスオイル:アロマ系オイル、商品名「A-OMIX」、三共油化工業社製
・NBR:商品名「Nancar 3345」、南帝化学工業社製、アクリロニトリル含有量34質量%、ムーニー粘度(ML1+4,100℃)45
・EPDM:商品名「EPT 4070」、三井化学社製、エチレン含有量56質量%、エチリデンノルボルネン含有量8質量%、ムーニー粘度(ML1+4,125℃)47
・SBR:商品名「Nipol 1502」、日本ゼオン社製、乳化重合SBR、結合スチレン含有量23.5質量%、ムーニー粘度(ML1+4,100℃)52
・CR:商品名「デンカクロロプレンS-41」、電気化学工業社製、非硫黄変性クロロプレンゴム、ムーニー粘度(ML1+4,125℃)47
・エチレングリコール:日本触媒社製
・ジエチレングリコール:日本触媒社製
・グリセリン:坂本薬品社製
・1,2,6-ヘキサントリオール:東京化成工業社製
・ジグリセリン:坂本薬品社製
・ソルビトール:花王社製
・ポリグリセリンA:商品名:ポリグリセリン#310、分子量330、坂本薬品社製
・ポリグリセリンB:商品名:ポリグリセリン#500、分子量500、坂本薬品社製
・硫黄:細井化学工業社製
・加硫促進剤A:N-t-ブチルベンゾチアゾール-2-スルフェンアミド、商品名「ノクセラーNS-P」、大内新興化学工業社製
・加硫促進剤B:テトラメチルチウラムモノスルフィド、商品名「サンセラーTS-G」、三新化学工業社製
・加硫促進剤C:ジフェニルグアニジン、商品名「ソクシノールD-G」、住友化学社製
・スコーチ防止剤:N-シクロヘキシルチオフタルイミド、FLEXSYS社製
・カーボンブラックA:ISAF級カーボンブラック:商品名「ショウブラックN220」、昭和キャボット社製
・カーボンブラックB:FEF級カーボンブラック:商品名「HTC#100」、新日化カーボン社製
・ハードクレー:商品名「Suprex Clay」、ケンタッキーテネシークレイカンパニー社製
・酸化亜鉛:酸化亜鉛3種、正同化学工業社製
・酸化マグネシウム:商品名「キョーワマグ150」、協和化学工業社製
・ステアリン酸:日油社製
・オゾン劣化防止剤:商品名「オゾンノン6C」、精工化学社製
・可塑剤:ジオクチルアジペート、商品名「DIACIZER DOA」、三菱化成ビニル社製
・プロセスオイル:アロマ系オイル、商品名「A-OMIX」、三共油化工業社製
<2.ゴム組成物の評価>
実施例1~実施例11及び比較例1~比較例10で得られた各ゴム組成物を各ゴム組成物からなるゴム外層と、ブラスめっきワイヤからなる補強層とを有するホース状試験片を以下に示すように作製した。
実施例1~実施例11及び比較例1~比較例10で得られた各ゴム組成物を各ゴム組成物からなるゴム外層と、ブラスめっきワイヤからなる補強層とを有するホース状試験片を以下に示すように作製した。
まず、外径34mmのマンドレル上に、ブラスめっきワイヤをブレード状に巻き付けて補強層を形成した。次に、補強層の上に、得られた各ゴム組成物から調製した厚さ2.5mmの未加硫シートを貼り合わせて未加硫ホース状試験片を得た。次に、未加硫ホース状試験片の外側を覆うようにナイロン66製のキュアリングテープ(保護布)を巻きつけて加硫を行った。
加硫は以下の2種の条件下で行い、得られたホース状加硫試験片の接着強度とゴム付きとを評価した。なお、接着強度及びゴム付きは、それぞれ10回測定した値の平均値である。
・加硫条件1:混練直後のゴム組成物を使用して作製した未加硫ホース状試験片を142℃のスチーム缶内で90分間加硫を行った(スチーム加硫)。
・加硫条件2:混練直後のゴム組成物を使用して作製した未加硫ホース状試験片を142℃の常圧オーブン内で135分間加硫を行った(オーブン加硫)。
・加硫条件1:混練直後のゴム組成物を使用して作製した未加硫ホース状試験片を142℃のスチーム缶内で90分間加硫を行った(スチーム加硫)。
・加硫条件2:混練直後のゴム組成物を使用して作製した未加硫ホース状試験片を142℃の常圧オーブン内で135分間加硫を行った(オーブン加硫)。
<接着性試験1>
上述した加硫条件1で得られた各ホース状加硫試験片について、接着強度(kN/m)とゴム付き(%)とを評価した。ここで、接着強度(kN/m)とは、外側ゴム層と補強層との界面から剥離速度50mm/分で外側ゴム層を剥離するときに要する単位幅(m)あたりの力の大きさ(kN)である。ここで、ゴム付きとは、ホース状加硫試験片の外側ゴム層が補強層表面に残留している割合であって、補強層表面積全体に対する残留ゴム層の面積比率を百分率で表したものである。接着強度(kN/m)及びゴム付き(%)の数値は、10回測定した平均値である。評価結果を表3及び表4に示す。評価結果は、比較例1を100の接着試験の結果を100として指数で示した。
上述した加硫条件1で得られた各ホース状加硫試験片について、接着強度(kN/m)とゴム付き(%)とを評価した。ここで、接着強度(kN/m)とは、外側ゴム層と補強層との界面から剥離速度50mm/分で外側ゴム層を剥離するときに要する単位幅(m)あたりの力の大きさ(kN)である。ここで、ゴム付きとは、ホース状加硫試験片の外側ゴム層が補強層表面に残留している割合であって、補強層表面積全体に対する残留ゴム層の面積比率を百分率で表したものである。接着強度(kN/m)及びゴム付き(%)の数値は、10回測定した平均値である。評価結果を表3及び表4に示す。評価結果は、比較例1を100の接着試験の結果を100として指数で示した。
<接着性試験2>
加硫条件2で得られた各ホース状加硫試験片を用いたこと以外は接着性試験1と同様にして接着性を評価した。
加硫条件2で得られた各ホース状加硫試験片を用いたこと以外は接着性試験1と同様にして接着性を評価した。
<接着性試験3>
加硫条件1で得られた各ホース状加硫試験片を50℃、95%相対湿度(%RH)の恒温恒湿槽で1週間保管した後に接着性試験1と同様にして接着性を評価した。
加硫条件1で得られた各ホース状加硫試験片を50℃、95%相対湿度(%RH)の恒温恒湿槽で1週間保管した後に接着性試験1と同様にして接着性を評価した。
<接着性試験4>
加硫条件2で得られた各ホース状加硫試験片を50℃、95%相対湿度(%RH)の恒温恒湿槽で1週間保管した後に接着性試験1と同様にして接着性を評価した。
加硫条件2で得られた各ホース状加硫試験片を50℃、95%相対湿度(%RH)の恒温恒湿槽で1週間保管した後に接着性試験1と同様にして接着性を評価した。
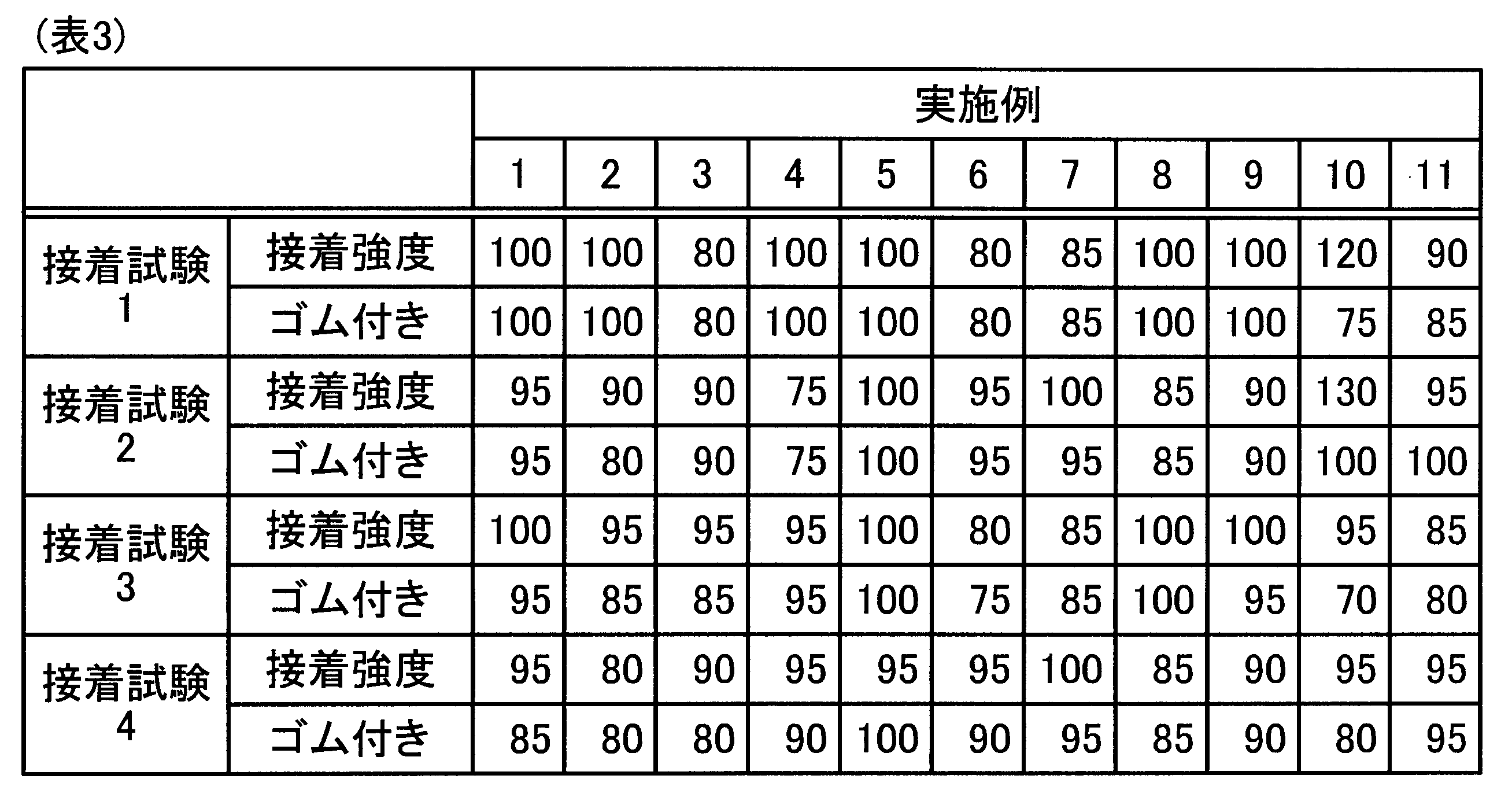

表3及び表4に示すように、ジエン系重合体に対して、水酸基当量が所定量となるように多価アルコール化合物を配合した実施例1-11においては、スチーム加硫方式及びオーブン加硫方式のいずれの場合にも優れた接着評価が得られることが分かる。これに対して、多価アルコール化合物を配合しない場合には、スチーム加硫方式では十分な接着強度が得られる一方、オーブン加硫方式では、接着強度が著しく悪化することが分かる(比較例1)。また、多価アルコール化合物の水酸基当量が所定範囲より少ない場合には、スチーム加硫方式では十分な接着強度が得られる一方、オーブン加硫方式では、特に湿熱状態で保管後の接着強度が著しく悪化することが分かる(比較例2、9)。さらに、多価アルコール化合物の水酸基当量が所定範囲より多い場合には、オーブン加硫方式では十分な接着強度が得られる一方、スチーム加硫方式では、接着強度が著しく悪化することが分かる(比較例3、4、10)。これらの結果は、多価アルコール化合物による硫黄と金属表面との結合反応の触媒機能のバランスが悪化したためと考えられる。また、硫黄が所定範囲より多い場合には、いずれの加硫方式でも接着評価が低下する傾向にあることが分かる(比較例5)また、硫黄が所定範囲より少ない場合には、いずれの加硫方式でも接着強度が著しく悪化することが分かる(比較例6)。これらの結果は、多価アルコール化合物による硫黄と金属表面との結合反応の触媒機能のバランスが悪化したためと考えられる。さらに、分子量が300を超える多価アルコール化合物を用いた場合には、特に、スチーム加硫方式における接着強度が悪化することが分かる(比較例7、8)。この結果は、多価アルコール化合物の分子量が大きすぎたため、ゴム組成物中での硫黄と金属表面との結合反応の触媒機能が発現しなかったためと考えられる。
1 油圧ホース
11 内部ゴム層
12 補強層
13 外部ゴム層
100 巻出機
101 マンドレル
102 第1押出機
103 ホース
104 巻取捲出機
105 編組機
106 ホース
107 巻取捲出機
108 第2押出機
109 ホース本体
110 巻取機
111 加硫装置
112 ホース
113 ラッピング装置
114 アンラッピング装置
115 ホース
116 ホース
117 マンドレル抜出装置
118 ホース
119 ナイロン布
120 熱風
11 内部ゴム層
12 補強層
13 外部ゴム層
100 巻出機
101 マンドレル
102 第1押出機
103 ホース
104 巻取捲出機
105 編組機
106 ホース
107 巻取捲出機
108 第2押出機
109 ホース本体
110 巻取機
111 加硫装置
112 ホース
113 ラッピング装置
114 アンラッピング装置
115 ホース
116 ホース
117 マンドレル抜出装置
118 ホース
119 ナイロン布
120 熱風
Claims (8)
- 硫黄による加硫が可能なジエン系重合体100質量部に対して、
0.5質量部以上4質量部以下の硫黄と、
0.004mol以上0.17mol以下の分子量300以下の多価アルコール化合物とを含有することを特徴とする、ゴム組成物。 - 前記多価アルコール化合物が、下記一般式(1)で表される化合物である、請求項1に記載のゴム組成物。
- 金属表面を有する補強層と、前記金属表面上に設けられた請求項1又は請求項2に記載のゴム組成物を含むゴム層とを備えた、ゴム組成物金属積層体。
- 前記金属表面がブラスめっきされてなる、請求項3に記載のゴム組成物金属積層体。
- 前記補強層がワイヤを編み上げた編組構造又はスパイラル構造を有する、請求項3又は請求項4に記載のゴム組成物金属積層体。
- 請求項1又は請求項2に記載のゴム組成物を用いて得られた、加硫ゴム製品。
- 請求項3から請求項5のいずれか1項に記載のゴム組成物金属積層体の前記ゴム層が硫黄の存在下で加硫されて前記補強層と接着された、加硫ゴム製品。
- ホースである請求項7に記載の加硫ゴム製品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/741,452 US20180371213A1 (en) | 2015-07-23 | 2015-07-23 | Rubber Composition, Rubber Composition Metal Laminate, and Vulcanized Rubber Product |
| PCT/JP2015/071007 WO2017013798A1 (ja) | 2015-07-23 | 2015-07-23 | ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 |
| CN201580081731.6A CN107849311A (zh) | 2015-07-23 | 2015-07-23 | 橡胶组合物、橡胶组合物金属层叠体及硫化橡胶制品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/071007 WO2017013798A1 (ja) | 2015-07-23 | 2015-07-23 | ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017013798A1 true WO2017013798A1 (ja) | 2017-01-26 |
Family
ID=57834196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/071007 WO2017013798A1 (ja) | 2015-07-23 | 2015-07-23 | ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20180371213A1 (ja) |
| CN (1) | CN107849311A (ja) |
| WO (1) | WO2017013798A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11179605B2 (en) * | 2015-10-20 | 2021-11-23 | Bridgestone Sports Co., Ltd. | Golf ball |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005501950A (ja) * | 2001-09-04 | 2005-01-20 | ユニロイヤル ケミカル カンパニー インコーポレイテッド | ゴム組成物およびムーニースコーチ値を増大させる方法 |
| JP2005220212A (ja) * | 2004-02-05 | 2005-08-18 | Du Pont Mitsui Polychem Co Ltd | 加硫ゴム組成物 |
| JP2008150435A (ja) * | 2006-12-14 | 2008-07-03 | Toyo Tire & Rubber Co Ltd | タイヤ用ゴム組成物及び空気入りタイヤ |
| JP2010065105A (ja) * | 2008-09-09 | 2010-03-25 | Yokohama Rubber Co Ltd:The | ゴム組成物 |
| JP2011231221A (ja) * | 2010-04-28 | 2011-11-17 | Yokohama Rubber Co Ltd:The | 接着性ゴム組成物およびそれを用いた空気入りタイヤ |
| CN102585308A (zh) * | 2012-03-06 | 2012-07-18 | 昆明财利来工贸有限公司 | 牛筋橡胶软管耐磨内层胶 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10016120A1 (de) * | 1999-04-01 | 2000-10-05 | Yokohama Rubber Co Ltd | Kautschukmasse, Herstellungsverfahren dafür und Schlauch aus Kautschukmasse |
| JP4243320B2 (ja) * | 2006-07-07 | 2009-03-25 | 横浜ゴム株式会社 | 変性ジエン系ゴムを含むゴム組成物 |
| CN101484473A (zh) * | 2006-07-07 | 2009-07-15 | 横滨橡胶株式会社 | 改性二烯系橡胶以及含有该橡胶的橡胶组合物 |
| JP2010037547A (ja) * | 2008-07-07 | 2010-02-18 | Bridgestone Corp | ゴム組成物 |
| CN105143333B (zh) * | 2013-04-23 | 2017-12-26 | 横滨橡胶株式会社 | 金属表面粘合性橡胶组合物、橡胶组合物金属积层体、硫化橡胶产品和硫化橡胶产品的制造方法 |
-
2015
- 2015-07-23 US US15/741,452 patent/US20180371213A1/en not_active Abandoned
- 2015-07-23 WO PCT/JP2015/071007 patent/WO2017013798A1/ja active Application Filing
- 2015-07-23 CN CN201580081731.6A patent/CN107849311A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005501950A (ja) * | 2001-09-04 | 2005-01-20 | ユニロイヤル ケミカル カンパニー インコーポレイテッド | ゴム組成物およびムーニースコーチ値を増大させる方法 |
| JP2005220212A (ja) * | 2004-02-05 | 2005-08-18 | Du Pont Mitsui Polychem Co Ltd | 加硫ゴム組成物 |
| JP2008150435A (ja) * | 2006-12-14 | 2008-07-03 | Toyo Tire & Rubber Co Ltd | タイヤ用ゴム組成物及び空気入りタイヤ |
| JP2010065105A (ja) * | 2008-09-09 | 2010-03-25 | Yokohama Rubber Co Ltd:The | ゴム組成物 |
| JP2011231221A (ja) * | 2010-04-28 | 2011-11-17 | Yokohama Rubber Co Ltd:The | 接着性ゴム組成物およびそれを用いた空気入りタイヤ |
| CN102585308A (zh) * | 2012-03-06 | 2012-07-18 | 昆明财利来工贸有限公司 | 牛筋橡胶软管耐磨内层胶 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107849311A (zh) | 2018-03-27 |
| US20180371213A1 (en) | 2018-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6015711B2 (ja) | ゴム組成物金属積層体、及び加硫ゴム製品 | |
| JP5822030B1 (ja) | ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 | |
| TWI627245B (zh) | 金屬表面接著性橡膠組成物、橡膠組成物金屬層合體、加硫橡膠製品、及加硫橡膠製品之製造方法 | |
| JP6052040B2 (ja) | ゴム組成物金属積層体、加硫ゴム製品、および加硫ゴム製品の製造方法 | |
| WO2017013803A1 (ja) | ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 | |
| JP6015710B2 (ja) | ゴム組成物金属積層体、及び加硫ゴム製品 | |
| WO2017094411A1 (ja) | ゴム組成物及び積層体 | |
| JP6464600B2 (ja) | ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 | |
| JP5955497B2 (ja) | ブラスめっきワイヤ接着用ゴム組成物及び油圧ホース | |
| JP2016030784A (ja) | ゴム組成物、ゴム組成物金属積層体、加硫ゴム製品及びゴム組成物金属積層体の製造方法 | |
| WO2017013798A1 (ja) | ゴム組成物、ゴム組成物金属積層体、及び加硫ゴム製品 | |
| JP6182957B2 (ja) | ゴム組成物金属積層体、加硫ゴム製品、および加硫ゴム製品の製造方法 | |
| JP6467802B2 (ja) | ホース用ゴム組成物金属積層体、及び加硫ゴム製品 | |
| JP5110121B2 (ja) | 積層体 | |
| TWI662048B (zh) | Rubber composition, rubber composition metal laminate, and vulcanized rubber product | |
| TWI662083B (zh) | Rubber composition, rubber composition metal laminate, and vulcanized rubber product | |
| JP6182963B2 (ja) | 積層体、加硫ゴム製品、コンベヤベルト、及び加硫ゴム製品の製造方法 | |
| WO2024142526A1 (ja) | ゴム組成物、積層体及びホース | |
| JP2008246751A (ja) | 自動車用水系ホースの製法およびそれにより得られた自動車用水系ホース |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15898956 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15898956 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |